Systèmes de préparation de la matière pour le traitement des fibres recyclées et vierges
82
Systèmes de préparation de la matière pour le traitement des fibres recyclées et vierges Kadant est un des principaux fournisseurs de systèmes de préparation de la matière et des circuits de tête de la machine qui traitent efficacement les fibres pour produire des papiers blancs et des papiers bruns de grande qualité. Nos systèmes sont dimensionnés en fonction des conditions particulières concernant les matières brutes, la gestion de l'eau, le traitement des rejets et la qualité des produits. Fabrication de la pâte Les broyeurs faible et haute consistance réalisent un défibrage efficace et l'élimination des contaminants sans rompre la matière non fibreuse. Désencrage Notre technologie brevetée utilisée dans la cellule de désencrage optimise l'injection dans la matière de petites bulles d'air qui collectent les particules d'encre et les font flotter à la surface pour élimination. Tamisage Des tamis fins et grossiers éliminent petits agents contaminants du flux production. Des tami fins, spécialement étudiés pour réduire pulsations, sont uti dans le circuit de t de la machine vers l caisse de tête. Nettoyage Élimination des déchets dans la ligne de traitement des fibres secondaires, élimination des colles stickies dans Produits Goslin Produits de transfert de chaleur pour la fabrication de la pâte à papier Services Services sur le terr inspection, entretie tests en installatio pilote, conseils appliqués aux procéd
-
Upload
lionnel-bessala-bidzanga -
Category
Documents
-
view
171 -
download
0
Transcript of Systèmes de préparation de la matière pour le traitement des fibres recyclées et vierges

Systèmes de préparation de la matière pour le traitement des fibres recyclées et vierges
Kadant est un des principaux fournisseurs de systèmes de préparation de la matière et des circuits de tête de la machine qui traitent efficacement les fibres pour produire des papiers blancs et des papiers bruns de grande qualité. Nos systèmes sont dimensionnés en fonction des conditions particulières concernant les matières brutes, la gestion de l'eau, le traitement des rejets et la qualité des produits.
Fabrication de la pâte Les broyeurs faible et haute consistance réalisent un défibrage efficace et l'élimination des contaminants sans rompre la matière non fibreuse.
DésencrageNotre technologie brevetée utilisée dans la cellule de désencrage optimise l'injection dans la matière de petites bulles d'air qui collectent les particules d'encre et les font flotter à la surface pour élimination.
TamisageDes tamis fins et grossiers éliminent les petits agents contaminants du flux de production. Des tamis fins, spécialement étudiés pour réduire les pulsations, sont utilisés dans le circuit de tête de la machine vers la caisse de tête.
NettoyageÉlimination des déchets dans la ligne de traitement des fibres secondaires, élimination des colles stickies dans le circuit de tête de la machine et amélioration de la capacité d'exploitation des lignes de traitement des fibres secondaires et vierges.
Produits Goslin Produits de transfert de chaleur pour la fabrication de la pâte à papier comprenant des systèmes d'évaporation, des récupérateurs d'oléorésines et des systèmes de gaz non condensable.
ServicesServices sur le terrain, inspection, entretien, tests en installation pilote, conseils appliqués aux procédés de fabrication, réparations et rénovation de matériels.
Matériels et systèmes de fabrication de la pâte à papier
Les nouveaux circuits de tête de la machine Kadant sont installés dans le monde entier sur des machines à papier modernes. Nous proposons des systèmes complets ainsi que des composants de gestion des circuits de tête de la machine pour toutes les qualités de papier, de

carton et de pâte à papier. Du corps de la machine à la caisse de tête, y compris les fonctions de recyclage et de récupération des cassés, vous pouvez faire confiance au savoir-faire de Kadant pour concevoir et fournir un système adapté à vos exigences de qualité, de rendement énergétique et de recyclage maximal des fibres.
DécolorationRecyclage de la pâte à papier
Fabrication chimique de la pâte à papier
Dispersion lente utilisée dans les lignes de désencrage fonctionnant en boucle double boucle, dispersion des colles stickies, mélange décolorant oxydant, défibrage final et dépastillage pour les applications difficiles résistantes à l'humidité.
Solutions dédiées aux applications pour la gestion les cassés secs ou humides comprenant des désintégrateurs, des recycleurs KV™ et des machines de fabrication de pâte à papier Hydrapulper™ équipées de turbines horizontales.
Systèmes d'évaporation et de recaustification utilisés avec le laveur à bande horizontale Chemi-Washer® : économies d'énergie maximales et solutions aux questions de conformité réglementaire.
Décontamination
Fabrication de pâte à papier de faible consistance
Fabrication de pâte à papier de forte consistance
Applications de décontamination de pâte à papier de faible à moyenne consistance pour éliminer jusqu'à 95 % des contaminants avec le nettoyage Poire et le système de défibrage Hydrapurge™.
La fabrication de pâte à papier de faible consistance utilisant un bac incurvé et le rotor surélevé Vokes de dernière génération réduit considérablement la taille de l'installation et la consommation d'énergie.
Le broyeur Helico® est un modèle de pointe pour la fabrication de pâte à papier haute consistance comptant des centaines de références dans de nombreuses applications diverses
Le procédé de
Lavage de la pâte ScierieLe laveur de pâte DNT est une machine rapide d'épaississement à double pincement qui utilise un câble synthétique pour éliminer plus efficacement les petites particules d'encre, les charges et les autres agents contaminants inférieurs à 100 mm.
Matériel de scierie : modules Séries 200, des déchiqueteuses d'écorce et des désintégrateurs de copeaux. Ce matériel est conçu pour réduire économiquement la taille de l'écorce et des copeaux.

recyclage du papier à l'école primaire ; matériels, opérations et gestes techniques
lundi 15 janvier 2007
DANS LA MEME RUBRIQUE : Présentation de la séquence :
apprendre à recycler du papier à l'école primaire pour acquérir des savoirs technologiques et aborder la question environnementale
Séance 1 : déclencher et baliser le projet de recyclage du papier
Séance 2 : les élèves découvrent les différentes opérations à mener pour recycler du papier et apprendre les gestes techniques appropriés
Séance 3 : les élèves testent le papier recyclé qu'ils ont obtenu
Séance 4 : les élèves dressent un bilan des tests effectués sur le papier recyclé
Séance 5 : les élèves utilisent le papier recyclé obtenu pour faire un livre ou des cartes de voeux
Fabriquer le matériel pour recycler du papier dans sa classe
Cet article explique étape par étape comment obtenir du papier recyclé. Ce procédé reprend la technique artisanale de fabrication du papier.
Le dispositif pédagogique complet relatif à cette activité relève de l'Education au Développement Durable (EDD) ; il est consultable ici :
Pourquoi et comment recycler du papier avec des élèves
Le matériel nécessaire est le suivant :
des récipients dans lesquels mettre le papier déchiré mis à tremper un bac dans lequel mettre la pâte une bassine dans laquelle mettre les objets mouillés deux ou trois éponges pour récupérer l'eau une trentaine de feutres deux planches pour presser les feuilles fabriquées que
l'on a intercalées entre les feutres un bol mixer un jeux de cadres de mêmes dimensions : la forme (un
cadre en bois sur lequel est fixé une fine grille en plastique du genre moustiquaire) ; la contre-forme (un cadre en bois de mêmes dimensions sans moustiquaire).
Les étapes du procédé sont les suivantes :
Préparer le papier à recycler Préparer l'atelier Préparer la pâte Fabriquer les feuilles Presser les feuilles Les mettre à sécher

Préparer le papier à recycler
Tous les papiers et cartons sont recyclables. On les découpe en petits morceaux que l'on met à tremper quelques heures.
Il est pédagogiquement intéressant de recycler au moins deux types de papier. L'objectif est d'introduire un questionnement par comparaison des qualités et propriétés des matériaux obtenus. Dans l'exemple montré ici, deux types de papiers sont recyclés, du papier journal et du listing pour imprimante.
Préparer l'atelier
Le grand bac qui contient la pâte s'appelle la cuve : environ 10 litres d'eau claire dans laquelle on versera deux bols de papier broyé.
On réalise les feuilles avec un tamis appelé forme sur lequel on pose un cadre appelé couverte. C'est cette dernière qui donne au papier son format. Ici la couverte permet de fabriquer 4 petites feuilles d'un coup. Elles formeront les échantillons qu'étudieront les élèves.

Les feuilles sont déposées sur des feutres. Il en faut une trentaine, une par élève et quelques unes en plus. Les dimensions d'un feutre sont légèrement supérieures à celles de la forme (+ 2 cm). Pour les fabriquer nous achetons des "lavettes" dans les supermarchés. Il s'agit d'une matière très absorbante, d'une épaisseur d'un à deux millimètres.
Les feutres doivent être mouillés au préalable et empilés.
La petite bassine reçoit la forme et la couverte lorsqu'elles ne sont plus utilisées ainsi que les éponges indispensables pour récolter les éclaboussures.
Deux planches en bois dont les dimensions sont légèrement supérieures aux feutres seront utilisées pour presser la pile de feutres et de feuilles (+ 2 cm). Cette pile s'appelle une porse.
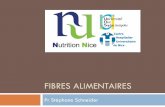
Un atelier de recyclage du papier installé sur une table de classe.
Préparer la pâte
Prendre une poignée de papier trempé et la mettre dans le bol du mixer. Compléter avec de l'eau. Broyer jusqu'à obtention d'une matière fluide. Attention à ne pas

mettre trop de papier, cela bloque le mixer.
Pour déclencher l'activité, il faut verser deux bols de papier broyé dans les 10 litres d'eau claire de la cuve.
Au fur et à mesure de la fabrication des feuilles, la pâte s'appauvrit en fibres. On ajoute un bol de papier broyé lorsque l'épaisseur de la feuille sur la forme, que l'on vient sortir de la cuve, est inférieure à 3 mm.
Si l'on ne dispose pas de mixer, le papier est broyé au fond d'un seau à l'aide d'un bout de bois (un morceau de manche à balais par exemple).
Prendre une poignée de papier trempé

Broyer le papier après avoir complété le bol avec de l'eau

Verser deux bols de papier broyé au déclenchement de l'activité
Fabriquer les feuilles
Préparer le tamis : placer la couverte sur la forme.
Plonger l'ensemble au fond de la cuve et relever ; laisser égoutter.
Attention l'épaisseur de la matière déposée sur la forme doit être supérieure ou égale à environ 3 mm. En dessous de cette valeur, il sera difficile pour les élèves de dissocier les feuilles trop fragiles des feutres.
Enlever la couverte et déposer la matière récoltée sur un feutre. Le geste doit être continu : on pose le bord gauche de la forme sur le bord gauche du feutre, on appuie fortement à plat et on relève la forme sur le côté droit en maintenant le contact.
Il est possible à ce moment là de lever une feuille nouvelle et de la faire circuler de main en main, à la grande surprise des élèves. Les liaisons entre les fibres sont suffisamment fortes pour donner une cohésion à l'ensemble. Cette cohésion sera renforcée par le pressage et l'évaporation de l'eau lors du séchage.

Placer la couverte sur la forme
Plonger l'ensemble au fond de la cuve

Relever hors de la cuve et laisser égoutter
Enlever la couverte

Attention l'épaisseur de le feuille doit être supérieure ou égale à environ 3 mm
Placer le bord gauche de la forme sur la pile des feutres disponibles

Sans taper, appuyer fortement à plat et relever sur le bord droit
C'est fait, déposer le feutre et ces nouvelles feuilles sur la porse
Pressage

Placer un feutre au dessus de la porce (l'ensemble des feutres et des feuilles empilés)
Presser l'ensemble entre les deux planches
Recouvrir la dernière feuille avec un feutre

Lever ensuite chacune des feuille
Séchage
Séparer les feuilles des feutres et les mettre à sécher
Pour obtenir un papier glacé : poser les feuilles de papier recyclé encore humides sur une surface lisse (table, carrelage) et les presser fermement avec une éponge. Attendre qu'elles sèchent.
Mettre les feuilles à sécher dans un endroit aéré (la coloration des feuilles est due au type de papier utilisé ; le
papier journal donne un papier recyclé gris, le listing donne un papier blanc...)

6.1 Processus et techniques utilisés
6.1.1 Préparation de la pâte épaisse
La pâte, y compris le mélange de différentes pâtes, subit différents traitements avant d'arriver sur la machine à papier, ainsi que l'addition de produits chimiques. Les pâtes utilisées sont les divers types de pâtes chimiques, de pâtes mécaniques et de pâtes à partir de papiers de récupération, et leurs combinaisons. La qualité de la pâte finie est le facteur prépondérant qui détermine les propriétés du papier produit. La pâte brute se présente sous forme de balles, de matières en vrac ou, dans le cas des usines intégrées, de suspensions. La préparation de la pâte comporte plusieurs opérations, telles que désintégration des fibres, épuration, modification, stockage et mélange des fibres. Ces processus diffèrent considérablement en fonction de la pâte utilisée et de la qualité requise. Par exemple, dans le cas d'une usine intégrée, les étapes de trituration et de dépastillage sont supprimées.
La préparation de la pâte consiste à éliminer les impuretés, développer les propriétés de liaison des fibres (raffinage) et àajouter des produits chimiques pour faciliter le processus et modifier la qualité finale de la feuille de papier (résines, agents de renforcement de la résistance à l'état humide, colorants, charges). Les usines non intégrées reçoivent les fibres à l'état sec. Elles sont mises en suspension dans un pulpeur de façon à pouvoir être pompées. On procède alors à l'élimination des impuretés non dissoutes présentes par classage et épuration (épurateurs à force centrifuge). Le but du tamisage est de séparer les substances indésirables et les fibres. On fait ensuite passer la suspension de fibres à travers un tamis avec des ouvertures en forme de fentes ou de trous ronds, et les impuretés à séparer sont rejetées par le tamis. L'épuration consiste à séparer les impuretés de la suspension de fibres sous l'effet de la force centrifuge. On distingue les épurateurs pour particules lourdes et ceux pour particules légères. La plupart des épurateurs sont des systèmes étagés (jusqu'à cinq étapes).
Pour améliorer l'aptitude à la liaison des fibres individuelles, on peut faire subir à la pâte une opération de raffinage (en option). Ce raffinage a pour objet de conditionner les fibres par formation de fibrilles de manière à ce qu'elles puissent conférer les propriétés requises au produit fini. Il est réalisé dans des raffineurs équipés par exemple d'un disque en rotation qui appuie sur un stator. L'énergie électrique consommée par le raffinage dans le cadre du processus de fabrication du papier est comprise dans une fourchette de 100 à 500 kWh/t pour la plupart des papiers, mais elle peut atteindre jusqu'à 3 000 kWh/t pour certains papiers spéciaux. Ainsi, pour une papeterie non intégrée utilisant de la pâte mécanique, le raffinage représentera le plus grand poste consommateur d'énergie électrique (le séchage étant le plus important poste consommateur de chaleur). Presque toute l'énergie consommée par ce raffinage est transformée en chaleur et il n'existe dans ce cas aucune solution pour récupérer l'énergie, bien que cette chaleur produite contribue à l'augmentation de température recherchée dans le processus.
La préparation complète de la pâte pour une machine à papier comprend habituellement plusieurs chaînes, qui servent à préparer différentes pâtes brutes. Le traitement des cassés de fabrication de la machine à papier fait également partie de ce processus (voir section 6.1.4). Enfin, la pâte est pompée

dans des cuves de stockage ou de mélange. Ces cuves servent de tampons entre la préparation de la pâte et la machine à papier proprement dite, de manière à garantir la continuité du processus. Dans les cuves de mélange, les pâtes préparées sont mélangées dans différentes proportions pour obtenir une qualité donnée de papier, puis on ajoute les additifs nécessaires et l'on ajuste la consistance des fibres en fonction des exigences.
6.1.2 La machine à papier
La machine à papier sert à former la feuille de papier et c'est là que sont déterminées la plupart des propriétés de ce dernier. En fait, cette machine est un large dispositif d'égouttage comprenant une caisse de tête, une section toile, une section presses et une section sécherie. Le principe encore le plus couramment utilisé de nos jours est le Fourdrinier à table plate. La feuille est formée sur une toile ou un tissu sans fin qui reçoit la suspension de fibres distribuée par la caisse de tête. Depuis peu, on utilise des tables de formation à deux toiles qui sont devenues habituelles. Dans ces tables de formation à deux toiles, la suspension de fibres est amenée entre deux toiles se déplaçant à la même vitesse, l'égouttage se faisant sur une face ou sur les deux. Il existe différents types de "formeur" à deux toiles (par exemple les tables de formation à fente, dans lesquelles la pâte diluée est injectée directement entre les deux toiles).
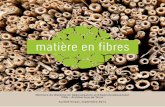
La figure 6.1 illustre les caractéristiques clés d'une machine à papier.

Figure 6.1 - Caractéristiques clés d'une machine à papier à deux toiles
Le papier est fabriqué en distribuant une suspension diluée de fibres et si possible de charges, colorants et autres produits chimiques, sur une toile à travers lequel l'eau s'égoutte, en laissant la couche de fibres et de particules fines et de charges se déposer sur la toile. La consistance est normalement comprise entre 0,2 et 1,5 % dans la caisse de tête. Le rôle de cette dernière est de former une dispersion uniforme du matelas fibreux sur toute la largeur de la toile, de manière à assurer une formation homogène de la feuille de papier. Une fois que la feuille de papier a atteint une teneur en solides de 10 à 20 % environ sur la table, la feuille est suffisamment résistante pour pouvoir être séparée de la toile et amenée jusqu'aux étapes suivantes de pressage et de séchage. L'eau s'écoule à travers la toile avec l'aide d'éléments dits d'égouttage. Il peut s'agir par exemple de pontuseaux et de caisses aspirantes situés sous la toile de telle sorte que la feuille de papier soit formée au bout d'environ 10 mètres. Dans une table de formation à deux toiles, la pression d'égouttage est obtenue aussi bien par la tension du textile sur une surface courbe de lames ou par un rouleau. La vitesse de la machine varie considérablement, la toile pouvant se déplacer sur les machines les plus rapides, par exemple pour le papier journal, à une vitesse de 1 500 m/min avec une toile de 10 m de large. Les machines pour papiers à usage sanitaire et domestique, bien que généralement plus étroites, atteignent maintenant des vitesses de plus de 2 000 m/min. Certaines machines comprennent plusieurs toiles pour fabriquer des papiers ou des cartons multi-couches.
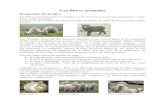
La feuille pénètre ensuite dans une section de pressage en reposant sur des feutres situés entre des rouleaux puis elle passe à travers des sections à vide pour éliminer encore plus d'eau (normalement jusqu'à une teneur en humidité de 60 à 55 %, voire dans certains cas jusqu'à 50 %) et finalement à travers la sécherie. Le séchage se fait normalement au moyen de cylindres chauffés à la vapeur enfermés dans une hotte. Dans la sécherie, la feuille atteint sa siccité définitive de 90 à 95 %. Pratiquement toute la chaleur utilisée pour le séchage s'échappe avec les buées (air d'extraction). Cet air d'extraction est normalement à une température de 80 à 85 °C et son humidité est de 140 à 160 gH20/kgair sec. Une partie de l'humidité (environ 1 à 1,5 m3/t papier) est rejetée dans l'atmosphère. Pour des raisons économiques, presque toutes les papeteries ont mis en place des systèmes de récupération de la chaleur. La figure 6.2 illustre un tableau schématique de la section de séchage et de récupération de la chaleur d'une machine à papier.
Dans le premier échangeur de chaleur du système de récupération de la chaleur, la chaleur est recyclée dans l'air alimentant les rouleaux de feutre en sécherie. L'échangeur de chaleur suivant sert à chauffer l'eau fraîche en arrivée. Dans certains cas, la chaleur est également recyclée vers la fosse sous la toile pour compenser les pertes de chaleur dans la partie humide. Le dernier échangeur est pour l'eau de circulation. Cette eau de circulation sert à chauffer l'air de ventilation en arrivée. L'air d'alimentation et l'eau des rinceurs sont réchauffés à leur température finale (90 à 95 °C et 45 à 60 °C respectivement) à l'aide de vapeur.

Figure 6.2 - Système de récupération de la chaleur de la machine à papier
Le tableau 6.1 illustre un exemple de circuits de la chaleur dans une machine à papier type, moderne et de grandes dimensions, avec une capacité de production de 240 120 t/an (667 t/jour). La siccité de la feuille qui pénètre dans la section de séchage est de 44,5 % et celle du produit de 91 %. La température des buées est de 82 °C et son humidité de 160 gH20/kgair sec. Ces valeurs s'entendent pour les conditions hivernales en Scandinavie. Dans les climats chauds, la part de l'eau de circulation baisse ou disparaît et les émissions dans l'atmosphère augmentent en conséquence.
Emplacements pour la récupération de chaleur
Chaleur provenant de la sécherie [MW] et [MJ/t]
Répartition de la chaleur [%]
Alimentation en air (Rouleaux en sécherie)
1.8 MW or 233 MJ/t 6
Eau de la fosse de la toile 3.6 MW or 466 MJ/t 11
Eau fraîche 5.5 MW or 712 MJ/t 19
Eau de circulation 8.0 MW or 1036 MJ/t 27

Échappement dans l'atmosphère
10.8 MW or 1399 MJ/t 37
Total (air des hottes) 29.7 MW or 3847 MJ/t 100
Tableau 6.1 - Exemple de récupération de chaleur et des pertes pour une machine à papier d'une capacité de 667 t/j [données communiquées par Valmet]. Ces valeurs s'entendent pour les conditions hivernales en Scandinavie. Dans les pays à climat plus chaud, on n'a pas besoin de chauffer l'eau de circulation qui est utilisée pour le chauffage de la salle des machines.
Une variante pour la production de papier léger frictionné à la machine ou de papier à usage sanitaire et domestique traditionnel consiste à utiliser un cylindre de grand diamètre chauffé type "Yankee" sur la machine. Le séchage de la feuille continue de papier s'effectue au contact des cylindres sécheurs en rotation.
Dans une machine simple, le papier peut ensuite être enroulé puis envoyé dans les unités de découpage et de finissage. Dans d'autres cas, la machine comprend une variété d'opérations diverses. Une presse encolleuse est une section de la machine qui permet de déposer de l'amidon et d'autres produits chimiques à la surface du papier par dépôt ou pulvérisation, l'eau résiduelle étant éliminée dans une post-sécherie.
Dans la plupart des applications, les bords de la feuille sont rognés en continu au moyen de jets d'eau de découpage, et sont récupérés dans la fosse sous le cylindre aspirant, lorsqu'elle se sépare de la toile. En cas de rupture de la feuille, et cela peut se produire plusieurs fois par jour, la perte de papier est considérable. Des pertes similaires se produisent lors des démarrages programmés. Tout ce papier, désigné par l'appellation de "cassés de fabrication", est désintégré en pulpeur et renvoyé vers la zone de préparation de la pâte, puis stocké et réintroduit ultérieurement. Les cassés de fabrication colorés ou couchés sont recyclés dans la mesure du possible, mais ils ont quelquefois besoin de subir au préalable un blanchiment ou un traitement chimique (voir section 6.1.4).
Il faut s'employer en permanence à éviter l'encrassement des toiles, feutres ou rouleaux à déplacement rapide, car ils entraîneraient rapidement une rupture de la feuille. Les rinceurs utilisés à cette fin sont les principaux consommateurs d'eau fraîche et/ou d'eau purifiée dans le système. Les installations de vide peuvent elles aussi consommer d'importantes quantités d'eau fraîche.
Un principe important est celui de la rétention aussi bien des solides (fibres, particules fines et charges) que des substances solubles (adjuvants chimiques, matières organiques provenant de la pâte etc.) dans la feuille de papier, plutôt que de les laisser traverser la toile et se retrouver dans le circuit d'eau. Cela influe de façon évidente sur la destination probable de n'importe quelle substance - soit vers le produit soit vers l'effluent. On a souvent recours à la surveillance de la consistance en cours de fabrication pour stabiliser la rétention. On peut augmenter la rétention des solides sur la toile en ajoutant des agents auxiliaires de rétention (produits chimiques destinés à améliorer la rétention), et c'est une pratique courante pour la plupart des types de papier. Mais elle est limitée, pour certaines qualités, par les exigences de qualité imposées au produit.
6.1.3 Circuits d'eau et récupération des fibres
Une papeterie comprend trois circuits d'eau de process : le circuit primaire, le circuit secondaire et le circuit tertiaire. Un schéma des circuits d'eau d'une papeterie est reproduit dans la figure 6.3.

Figure 6.3 - Schéma simplifié des circuits d'eau et de la pâte dans une papeterie
Dans le circuit primaire (circulation courte), l'eau riche en fibres, particules fines et charges obtenue dans la zone de formation de la feuille de la section de la toile (eau blanche I) est recyclée pour diluer la pâte épaisse dans le système de distribution de la pâte. Le circuit primaire est maintenu au maximum en circuit fermé.
L'eau en excès de la section de formation de la feuille, l'eau d'aspiration et de pressage ainsi que l'eau de nettoyage est appelée eau blanche II et circule dans le circuit secondaire (circulation longue). Typiquement, l'eau blanche qui s'égoutte de la toile est traitée à l'aide de ce que l'on appelle un ramasse-pâte, qui peut être une installation de sédimentation ou de flottation ou une unité de filtration telle qu'un filtre à tambour ou à disque. Cette eau est alors appelée eau clarifiée (ou eau claire).
Un filtre à disques à pré-couches, conditionné avec de la pâte brute, permet d'atteindre une consistance maximale (10 à 30 %) de la pâte et successivement, un premier soutirage d'eau trouble, et des soutirages ultérieurs de filtrat clair et ultra-clair. Le filtrat trouble est généralement recyclé dans

le filtre comme eau de dilution, mais il peut aussi remplacer l'eau fraîche dans le processus ou être utilisé pour diluer la pâte. Un taux de recyclage plus élevé du filtrat trouble dans le filtre à disques donne un filtrat plus propre. La concentration de matières en suspension dans le filtrat clair (particules fines et charges) est d'environ 10 à 150 mg/l pour la pâte de fibres neuves ou 100 à 400 mg/l pour la pâte de FCR.
On utilise aussi des systèmes de flottation comme ramasse-pâte. Dans des conditions optimales, le rendement des systèmes de flottation pour éliminer les matières en suspension est souvent proche de 100 %, soit une concentration de matières en suspension de 10 à 50 mg/l (pour la pâte vierge). La consistance des boues flottantes est comprise entre 3 et 10 %. Les installations de flottation se composent d'un bassin de décantation avec élimination des boues, d'une installation d'aération de l'eau clarifiée et d'une installation de dosage pour les produits chimiques de flottation. L'avantage de la flottation est qu'elle permet d'éliminer également les matières colloïdales de petite taille (sous réserve d'une floculation convenable préalablement à la flottation). Cela est un avantage important dans les installations utilisant des papiers de récupération (voir section 5.3.8) avec désencrage, dans lesquelles une grande partie des matières solides dans l'eau de process sont colloïdales (dans une installation avec désencrage, la boue de flottation est pompée vers l'installation de déshydratation de la boue au lieu d'être recyclée dans le processus).
Les installations de décantation conviennent pour clarifier l'eau de process à teneur élevée en charges, mais elles sont synonymes de volumes importants et demandent par conséquent beaucoup de place.
Les fibres récupérées au ramasse-pâte est renvoyé vers le cuvier de pâte et les différentes eaux sont renvoyées, en fonction de leur qualité, vers différentes utilisations où elles remplacent l'eau fraîche.
Le circuit tertiaire contient l'eau en excès du circuit secondaire et, en plus, toute l'eau de process qui n'est pas ou pas directement réutilisable en raison de son degré de pollution. Ces eaux sont traitées dans des installations de traitement physico-chimique et/ou biologique des eaux usées. Jusqu'à présent, la réutilisation de l'eau purifiée n'est pas intégralement applicable pour toutes les qualités de papier. Dans certains cas, l'eau purifiée est partiellement renvoyée dans le processus, en fonction de la qualité requise du produit et des conditions locales. La mise en circuit fermé du système d'eau n'est réalisée que dans un petit nombre d'usines produisant du papier pour ondulé à base de papiers de récupération (voir section 5.3.4) ou du carton.
On peut voir d'après cette description que la partie humide d'une machine à papier met en jeu une très grande quantité d'eau et qu'il y a normalement un degré élevé de recyclage de l'eau dans différentes boucles d'eau. On observe une évaporation d'environ 1 à 1,5 m3/t de papier dans la sécherie et due aux pertes au niveau du processus. Le produit papetier "sec" en équilibre avec l'atmosphère normale contient environ 6 à 10 % d'eau.
6.1.4 Circuit des "cassés de fabrication"
Le terme "cassé" s'applique à tout papier formé, depuis le début de la fabrication jusqu'au produit fini, qui n'a jamais été expédié au client. Les cassés existent sous différentes formes et en quantités variables et il s'en produira toujours au cours de la fabrication du papier.
Le principal objectif d'un circuit des cassés est de renvoyer la fibre dans le processus sans rompre l'uniformité et la qualité de la pâte qui alimente la machine à papier. Chaque machine est différente, il n'y en a pas deux qui soient exactement identiques même si elles produisent les mêmes qualités de papier. Il en découle qu'il n'y a pas non plus deux circuits de cassés semblables (du point de vue chimique).
La quantité de cassés de fabrication est normalement de 5 à 20 % de la capacité de la machine. Quelquefois, cette quantité atteint même 50 % de la production normale.

Selon le cas d'espèce, les cassés se produisent en différents endroits. Ils peuvent résulter d'une rupture de la feuille de papier. Ils sont également produits dans le cadre du fonctionnement normal sous la forme de rognures des bords dans la section de la toile, et il y a des cassés secs provenant des opérations de finition. Les pâtes de cassés provenant de la partie humide ou de la partie sèche de la machine à papier ne présentent pas les mêmes caractéristiques en ce qui concerne la fabrication du papier.
Pour les machines à papier couché, le circuit des cassés nécessite des tours de stockage différentes pour les cassés humides (non couchés) et pour les cassés secs (couchés) (voir figure 6.4). Cette figure illustre la structure possible d'un circuit de cassés dans une papeterie fabriquant du papier couché.
La pâte de cassés est envoyée par pompage depuis les tours de stockage dans les épaississeurs où elle est débarrassée de son excédent d'eau. Les cassés épaissis sont dirigés vers un cuvier, dans lequel les cassés couchés et non couchés sont mélangés. Après cette opération, les cassés subissent plusieurs étapes d'épuration pour minimiser la quantité de cassés résiduaires qui ne peuvent être réutilisés dans la fabrication. Les cassés épurés sont ensuite envoyés vers la cuve de mélange de la chaîne principale, puis vers la machine à papier via un dispositif d'épuration supplémentaire.
Figure 6.4 - Exemple possible d'un circuit des cassés dans une papeterie fabriquant des papiers couchés. Les cassés couchés et non couchés sont stockés dans des réservoirs séparés

6.1.5 Encollage (en option)
D'habitude, par encollage, on entend un encollage dans la partie humide consistant à ajouter directement au chargement de l'amidon ou des agents synthétiques pour réduire la capacité naturelle d'absorption du papier. Dans cette opération, on dépose de l'amidon ou d'autres agents d'encollage sur le matelas de fibres pour renforcer la résistance de la feuille de papier de base et pour modifier les propriétés de sa surface en ce qui concerne l'absorption de liquide lors de l'écriture, de l'impression ou de l'enduction. L'encollage en partie humide est utilisé par exemple pour les papiers fins (papiers pelure) et certains types de papiers spéciaux.
L'impact potentiel sur l'environnement de cette opération d'encollage est constitué par les rejets dans l'eau. Si l'on ajoute des agents d'encollage à la pâte à papier, on peut mesurer des concentrations sensiblement plus élevées de DCO dans les circuits d'eau. La réduction en pâte des cassés de fabrication enduits entraîne aussi une hausse de la DCO dans les circuits d'eau. Par exemple le recyclage dans la pâte des cassés enduits d'amidon est l'une des principales sources de DBO dans le secteur des papiers d'écriture et papiers fins.
On peut aussi déposer la sauce d'encollage à la surface de la feuille de papier (collage en surface) pour éviter le dépôt de poussières sur le papier lors des opérations d'impression en offset. Le collage en surface améliore aussi la résistance superficielle du papier. Lors de ce collage en surface, la feuille passe dans le bain d'encollage qui est situé au-dessus d'un cylindre presseur qui appuie sur la feuille (presse encolleuse). Sous cette action, la feuille absorbe la colle. La quantité de colle absorbée dépend de la siccité de la feuille, qui peut atteindre 98 % avant la presse d'encollage.
La technique des presses d'encollage a connu un fort développement ces derniers temps, les presses d'encollage à film devenant la norme en remplacement de l'ancienne méthode qui consistait à tremper la feuille de papier dans un espace entre deux rouleaux. Les presses encolleuses à film garantissent l'application uniforme d'une quantité contrôlée d'un mélange aqueux d'encollage sur la feuille de papier en commençant par créer un film d'épaisseur constante sur un rouleau adjacent puis en transférant le film sur la feuille comme pour l'imprimer sur celle-ci. L'eau utilisée dans la presse encolleuse est éliminée par évaporation dans la section à la sortie de la sécherie. Les presses encolleuses sont utilisées avant tout pour les papiers d'impression et d'écriture et les papiers d'emballage fabriqués à partir de fibres recyclées.
Si l'on applique la colle à l'aide d'une presse encolleuse, on n'aura qu'une faible quantité de colle concentrée à rejeter en cas de changement des paramètres de fonctionnement.
Bien que le traitement de la feuille de papier au moyen d'une presse encolleuse soit une forme de couchage pour améliorer les propriétés de sa surface, le terme de "couchage" est généralement réservé à l'application d'une sauce liquide de pigments à la surface du papier de manière à améliorer son imprimabilité ou pour d'autres applications spéciales.
6.1.6 Couchage (en option)
Le papier, qui se compose de fibres individuelles, présente une surface relativement rugueuse. Étant donné que cette rugosité a une incidence négative sur la qualité de l'impression, une quantité importante de papiers et de cartons subit une opération dite de couchage pour obtenir une surface lisse présentant de bonnes propriétés d'imprimabilité. Le terme "couchage" décrit l'opération qui consiste à couvrir un papier, sur une face ou sur les deux, avec un mélange d'eau, de pigments blancs, de liants et de divers adjuvants de façon à conférer à sa surface des caractéristiques spécifiques. Le couchage peut se faire soit sur un matériel qui fait partie intégrante de la machine à papier (couchage sur machine) soit sur un matériel distinct (couchage hors machine). La feuille couchée est séchée dans une section à cylindres de petit diamètre chauffés à la vapeur, par rayons infrarouges, par air chaud ou par une combinaison de ces techniques.

La composition de la pâte (ou sauce) de couchage dépend essentiellement des exigences de qualité requises pour la surface du papier compte tenu de la méthode d'impression choisie. Il peut s'agir de mélanges sophistiqués d'ingrédients et la pâte doit habituellement faire l'objet d'une préparation avant d'être mise en œuvre. Cette préparation se fait dans ce que l'on appelle la cuisine de couchage, où l'on procède au mélange et au dosage des produits chimiques d'enduction. La sauce ainsi obtenue est tamisée avant d'être chargée dans la machine de couchage. Certaines matières premières peuvent être reçues à l'état humide, pour faciliter leur manipulation et éviter tout problème de poussière. Toutes les sauces de couchage contiennent des liants, sous quelque forme que ce soit. Il peut s'agir d'amidon que l'on ajoute pour améliorer la rigidité mais qui sera d'habitude cuit au préalable. On utilise des stéarates (Ca et NH4) pour assurer la lubrification pendant l'application et la texturation de la surface. On aura recours à des pigments, tels que l'argile fine, le talc ou le carbonate de calcium, de même qu'à des colorants, des azurants et de faibles volumes d'autres produits chimiques spéciaux.
Les coucheuses se composent d'un mécanisme dérouleur, d'une ou plusieurs tête(s) de couchage (unité d'application de la sauce), d'une section de séchage (par rayons infrarouges, air chaud ou cylindres chauffés) et d'un mécanisme d'enroulage. Leur fonctionnement est optimisé au moyen de divers dispositifs de mesures de contrôle.
Presque toutes les sauces de couchage se présentent à l'état liquide et sont appliquées à l'aide de systèmes à rouleaux, à lames d'air, à presse d'encollage, à lame ou à barres, ayant tous pour objectif de garantir le dépôt sur la feuille de papier d'une couche d'épaisseur uniforme. Les lames d'air fonctionnent avec une teneur en solides de 30 à 50 %, les autres systèmes environ 50 à 70 %. La sauce liquide de couchage est généralement recyclée dans le système en subissant un filtrage continu destiné à en éliminer les fibres et autres polluants de manière à garantir une qualité constante de la sauce. Ces filtres sont nettoyés à intervalles réguliers, ce qui donne lieu à un courant de déchets concentrés.
Il faut faire une distinction entre les différentes qualités de papiers et de cartons couchés. Mais cette classification des qualités de couchés n'est pas encore normalisée. Certains termes définissant les principaux types de papiers et de cartons couchés sont couramment utilisés dans tous les pays d'Europe. Ils sont rapidement décrits ci-après.
Papier pour usage graphique : ce terme s'applique à un papier sans bois ou à faible teneur en bois couché sur les deux faces. Le poids de la couche d'enduction dépasse 20 g/m² par face, masquant ainsi complètement la structure fibreuse du papier brut. On applique jusqu'à trois couches par face pour obtenir le haut niveau de qualité requis. Ce papier est utilisé pour des produits imprimés haut de gamme.
Papiers couchés machine : cette qualité englobe des papiers tant sans bois qu'avec bois, avec une couche d'enduction d'un poids pouvant atteindre jusqu'à 18 g/m². On obtient souvent des poids supérieurs en appliquant une double couche. La composition des enduits est normalement plus simple que pour les papiers à usage graphique. Les papiers couchés machine servent le plus souvent aux applications dans l'imprimerie.
Papiers légers couchés (LWC) : ces papiers contiennent beaucoup de bois et le poids de la couche d'enduction est généralement compris entre 5 et 12 g/m² par face. Il s'agit de papiers produits en masse, qui sont utilisés pour réaliser des catalogues, des magazines, des dépliants publicitaires etc. La fourchette des poids a été étendue au-delà de ces seuils inférieur (ULWC = Ultra-LWC) mais aussi supérieur (MWC = papier couché poids moyen et HWC = papier couché lourd). De nos jours, les papiers de type lourd reçoivent souvent un double couchage et sont par conséquent classés avec les couchés machine.
Cartons pour boîtes pliantes et carton couché simple face : dans ces qualités de carton, la face de dessus blanche est couchée sur la machine à carton. Les autres couches de carton peuvent être en pâte blanchie ou non ou en papier de récupération. Le poids de la couche d'enduction se situe dans une fourchette de 12 à 33 g/m² et elle se compose habituellement d'une couche de base (précouche) et d'une couche de finition. Plus récemment, on a également appliqué trois couches d'enduction. Le carton est rarement couché sur l'envers.

Selon la façon de fonctionner de la cuisine de couchage, le procédé de couchage et les mesures mises en œuvre pour récupérer ou traiter séparément les effluents contenant de la sauce de couchage, on peut observer des rejets significatifs dans les milieux aquatiques récepteurs (voir 6.3.5 et 6.3.6). Dans certaines applications, on peut mesurer une légère augmentation des concentrations de composés organiques volatiles (COV) dans les buées d'extraction de la hotte de la sécherie.
Il existe des risques de rejets éventuels dans les cours d'eau dus soit à des éléments de couchage concentrés répandus (consistance 50 %) provenant de la cuisine de couchage ou de la coucheuse soit à des éléments de couchage dilués provenant de l'eau de lavage des bacs et des canalisations. Les rejets concentrés peuvent être recueillis dans des bacs ou des conteneurs mobiles pour le traitement des déchets solides. Les rejets dilués sont recueillis dans des réservoirs, d'où ils sont dirigés vers l'installation de traitement des effluents. Habituellement, les effluents du couchage doivent être soumis à un prétraitement dans une installation de floculation (voir 6.3.6). En l'absence d'un tel traitement, les effluents du couchage peuvent perturber le fonctionnement de l'installation de traitement biologique des effluents. Ces dernières années, la technique de la filtration à membrane décrite dans la section 6.3.5 a donné de bons résultats dans le recyclage de la sauce de couchage. Dans des applications en Finlande, en Suède, en France et en Allemagne, la sauce de couchage recyclée est renvoyée dans la cuisine de couchage où elle est réintroduite proportionnellement dans la sauce de couchage fraîche. Les cassés de fabrication couchés sont recyclés, avec pour conséquence le retour de certains produits de couchage dans le circuit d'eau.
6.1.7 Coloration du papier (en option)
Les papiers de couleur s'obtiennent en teintant la pâte à papier ou en colorant la surface du papier (presse encolleuse, couchage du papier). On peut de la même façon traiter des papiers avec des agents azurants.
Ajouter un colorant à la pâte est la méthode la plus couramment utilisée pour obtenir des papiers de couleur. On ajoute des colorants, des pigments et des azurants optiques soit dans le pulpeur ou la cuve de mélange, soit en continu dans le flux de pâte. L'addition en continu présente l'avantage que la section à nettoyer est plus courte lorsqu'on change de couleur. Mais, étant donné que le temps de contact est plus court, le rendement de la coloration est plus faible pour les papiers faisant l'objet d'une coloration intense et cette méthode exige un matériel plus sophistiqué.
Lorsque la surface du papier est colorée dans la presse encolleuse, les colorants sont ajoutés à la "sauce" de la presse. La coloration en surface est limitée à certains cas particuliers car il est difficile d'obtenir une coloration uniforme du papier. Mais cette méthode présente l'avantage d'éliminer la présence de colorants dans les circuits d'eau.
Les papiers peuvent également recevoir une coloration en surface lors du couchage. Lors du couchage normal (voir 6.1.6), la surface du papier ou du carton est enduite d'une couche de pigments. Dans le cas d'opération de couchage avec des couleurs, la matière de base est un mélange d'enduits blancs et la nuance souhaitée s'obtient en ajoutant une dispersion d'un pigment organique ou inorganique.
Selon la matière fibreuse à colorer et l'utilisation prévue pour le papier, on utilise différents types de pigments et de colorants tels que des colorants basiques (colorants anioniques), des colorants directs, ou des colorants acides. On utilise en plus des agents de fixation et d'autres adjuvants pour améliorer la fixation du colorant et obtenir de meilleurs résultats. Pour la coloration du papier, on utilise des pigments soit inorganiques soit organiques (par exemple azoïques et du type phtalocyanine) et du noir de carbone.
Le principal impact de la coloration pour l'environnement réside dans les rejets dans les milieux aquatiques. En particulier dans le cas des usines procédant à plusieurs changements par jour de teintes ou de nuances, les circuits d'eau doivent être nettoyés après un certain temps. Habituellement, les papeteries fonctionnent par "campagnes" et produisent d'abord les couleurs les plus pâles en

passant progressivement aux coloris les plus foncés. Il suffit ainsi d'adapter la coloration de l'eau. Toutefois, lorsque l'on arrive par exemple au vert foncé, il faut laver le circuit d'eau. Les eaux usées colorées sont envoyées dans les cours d'eau en passant par l'installation de traitement. Plusieurs fois par mois, les canalisations sont soumises à un traitement chimique pour en éliminer les dépôts et les résidus de colorants. Certaines usines utilisent du chlore élémentaire et de l'hypochlorite pour ce traitement chimique.
6.1.8 Addition de produits chimiques
Outre les matières premières principales, à savoir les matières fibreuses et les charges, la fabrication du papier nécessite également l'adjonction de différents mélanges de produits chimiques et d'agents auxiliaires. Une partie sert à conférer au papier certaines qualités (par exemples agents d'encollage, agents de renforcement de la résistance à l'état humide, colorants, sauces de couchage), l'autre partie améliore le déroulement du processus de production (par exemple agents de rétention, antimousses, agents de nettoyage et antislimes).
Les adjuvants (additifs) chimiques peuvent être soit livrés sur le site prêts à l'emploi soit préparés sur place - d'habitude, les produits chimiques spéciaux en faibles quantités sont livrés prêts à l'emploi alors que ceux utilisés en plus grande quantité se présentent sous l'une ou l'autre forme. Cela s'applique aux produits pour le couchage ainsi qu'à ceux ajoutés à la pâte à papier. Les additifs chimiques peuvent être ajoutés dans la partie humide avec la pâte diluée ou être pulvérisés sur la toile, auquel cas ils sont incorporés dans la masse du papier, ou bien être ajoutés au niveau de la presse encolleuse ou de la coucheuse de la machine à papier, c'est-à-dire ajoutés en surface. Dans le premier cas, la totalité des produits chimiques non absorbés dans la masse du papier restera dans le circuit pour finir probablement dans l'effluent. Les produits chimiques qui restent dans le circuit d'eau peuvent entraver la mise en circuit fermé du cycle d'eau et également avoir une incidence défavorable sur le fonctionnement de l'installation de traitement des eaux usées. Mais cela dépend du type et de la quantité de produits chimiques utilisés.
L'addition de produits à la surface par pulvérisation ou mouillage (immersion dans un bain de couleur) permet de mieux contrôler l'opération et limite la consommation d'eau aux opérations de lavage et de nettoyage. Toutefois, cette solution n'est possible que pour un petit nombre d'applications. Dans ces quelques cas, l'eau de lavage éventuelle peut être séparée pour subir un traitement distinct. Par exemple les résidus liquides du couchage peuvent être traités séparément via une étape de précipitation ou le recours à une ultra-filtration (voir sections 6.3.5 et 6.3.6).
Les principaux additifs utilisés dans la fabrication du papier et leurs effets pour l'environnement sont étudiés plus en détail séparément dans la section 6.2.2.3 et dans l'annexe 1.
6.1.9 Calandrage (option)
Le but du calandrage est d'obtenir un papier à surface lisse qui réponde aux exigences d'impression et d'écriture requises pour l'usage auquel il est destiné. Dans le calandrage, la feuille de papier passe par un certain nombre de rouleaux presseurs à mouvement contraire et sa surface rugueuse subit l'action de la pression et très souvent aussi de la température. Les calandres comprennent deux ou plusieurs rouleaux en fonte durcie à surface très lisse qui sont superposés comme cela est illustré dans la figure 6.5.

Figure 6.5 - Deux exemples de calandres différentes : supercalandre et calandre (Illustrations fournies par Valmet).
La bande de papier passe dans les espaces entre les rouleaux de la calandre (rouleaux durs). De nos jours, les calandres se composent d'un rouleau en fonte chauffé associé à un rouleau avec une surface en plastique souple (rouleaux élastiques). Ces rouleaux sont disposés par paires l'un au-dessus de l'autre. Ils sont chauffés à l'intérieur au moyen d'eau chaude, de vapeur ou d'huile.
La feuille de papier qui sort de la machine à papier ou de la coucheuse est souvent soumise à un traitement de finition ultérieur dit supercalandrage (figure 6.5). Cette opération, qui est effectuée en dehors de la machine à papier, habituellement sur une supercalandre, permet d'obtenir un papier à surface très lisse et au satinage poussé. Ce traitement améliore également la brillance. Le supercalandrage permet d'atteindre les caractéristiques d'imprimabilité qui sont nécessaires lorsqu'on veut imprimer des images. Pour certaines qualités, avant ce supercalandrage, la feuille de papier fait l'objet d'un contrôle sur des dérouleurs pour déceler d'éventuels défauts. Les parties défectueuses sont enlevées et les bords de la feuille sont de nouveau recollés. Le système de supercalandrage se compose du support de déroulage, de la supercalandre proprement dite et du support d'enroulage.
Le principal impact du (super)calandrage sur l'environnement est la consommation d'énergie nécessaire pour assurer la marche de la machine et pour chauffer les rouleaux.
6.1.10 Enroulage / découpage / expédition
Le produit final est confectionné selon les spécifications du client concernant le découpage en bobines ou en formats, le grammage, le coloris et l'apprêt. La plupart des machines à papier produisent des rouleaux de papier de grand diamètre où la largeur de la bande de papier a été déterminée par le rognage des bords de la feuille dans la partie humide. Les produits sont habituellement rognés à la largeur voulue à la sortie de la machine à l'aide de lames rotatives aiguisées et de guillotines et découpés en feuilles avant d'être emballés en vue de leur expédition. Il peut également y avoir une étape de conditionnement pour amener le produit papetier à une teneur spécifiée en humidité lui

assurant une consistance uniforme, afin de lui conférer une stabilité dimensionnelle et le rendre apte à l'usage prévu, par exemple l'impression ou l'emballage.
L'incidence de ces opérations sur l'environnement est relativement faible, mais il faut mentionner le risque de production de poussières lors du découpage. Les processus mis en œuvre consomment peu d'énergie. Les déchets générés sont les rognures de papier, qui sont généralement recyclées dans le processus de fabrication en tant que cassés.
6.1.11 Exemples de papeteries non intégrées en Europe
Les papiers et cartons peuvent être fabriqués sur le même site que la pâte (usines intégrées) ou bien sur un site propre à part (usines non intégrées).
En 1993, on dénombrait 830 papeteries non intégrées en service en Europe de l'Ouest, représentant une capacité totale de quelque 30 millions de tonnes/an. Ce qui correspond à une production moyenne arithmétique d'environ 35 000 t/an. Le pourcentage de papeteries non intégrées est élevé dans des pays tels que l'Italie (211), l'Allemagne (161), l'Espagne (114), la France (107) et le Royaume Uni (81) [J. Pÿory, 1994b].
Les différentes qualités de papier et de carton sont fabriquées à partir de différentes matières premières sur des machines qui sont conçues pour chacune de ces qualités. Mais jusqu'à présent, il n'y avait pas d'accord en Europe sur la distinction à faire entre les différents types de papiers sous l'angle de l'environnement pour décrire les émissions à atteindre pour les papeteries ayant mis en œuvre des MTD. Les systèmes de classification des statistiques commerciales (par exemple statistiques nationales, statistiques CEPI) ne sont pas les mêmes que ceux utilisés par les États membres pour fixer les prescriptions légales imposées à l'industrie papetière. La classification des papeteries varie d'un pays à l'autre. Par conséquent, il n'existe aucune classification qui puisse être adoptée en tant que telle.
En Europe, la majorité des papeteries non intégrées fabriquent des papiers fins, des papiers pour usage sanitaire et domestique ou des papiers spéciaux. Mais il ne faut pas oublier que, dans certains pays, ces types de papiers sont également fabriqués dans des usines intégrées. Par exemple, dans les pays scandinaves, les fabriques de papiers fins ont été très souvent construites à côté d'une usine de pâte à papier. Les papiers à usage sanitaire et domestique sont eux aussi fabriqués dans des usines soit intégrées (utilisant principalement des fibres recyclées) soit non intégrées.
6.1.11.1 Papiers d'impression-écriture sans bois non couchés
Les papiers d'impression-écriture comprennent des produits tels que les papiers d'impression avec bois pour presse magazine (voir chapitre 4) et les papiers d'impression sans bois.
Les papiers d'impression sans bois comprennent presque exclusivement de la pâte chimique blanchie de feuillus et de résineux. On peut utiliser 10 à 20 % de charges. Ces papiers non couchés sont habituellement encollés et soumis à des traitements ultérieurs d'encollage en surface et de calandrage. Ils ne jaunissent pratiquement pas et présentent une résistance élevée.
Pendant l'épuration et le tamisage de la pâte, on n'enlève que de petites quantités de déchets, car les matières premières sont majoritairement pures. Pendant le raffinage, les fibres sont coupées et fibrillées. Pendant cette fibrillation, une petite quantité des matières organiques est dissoute.
Les autres produits papetiers sans bois consistant essentiellement en pâte chimique comprennent entre autres les papiers à usage sanitaire et domestique, la ouate de cellulose, les papiers filtres, les papiers décoratifs, les papiers à laminer ou les papiers sulfurisés. Ils comprennent également les produits avec addition de colle dans la masse pour réduire la capacité naturelle d'absorption de la feuille de fibres, tels que les papiers pour affiches, le papier carbone, les papiers kraft et les papiers à

dessin. L'encollage provoque une augmentation des substances organiques dans les circuits d'eau et, lors de la réduction en pâte des cassés de fabrication, la plupart des adjuvants peuvent être à nouveau dissous (par exemple l'amidon natif converti).
6.1.11.2 Papiers d'impression-écriture sans bois couchés
Les papiers d'impression couchés représentent le groupe le plus important des papiers d'impression-écriture et d'impression. La majeure partie de ce groupe - les papiers d'impression couchés avec bois - est décrite dans le chapitre 4.
Le papier brut pour les papiers couchés sans bois est essentiellement à base de pâte chimique. Une couche de sauce de couchage est appliquée sur chaque face de la feuille de papier. Ces papiers peuvent en plus être calandrés pour leur conférer une surface mate ou brillante. A côté des papiers d'impression et des papiers pour usage graphique, ce groupe inclut également la production de carton enduit simple face (la face de dessus blanche du carton).
Pendant l'opération de préparation de la pâte, on n'enlève que de petites quantités de déchets, étant donné que les matières premières sont majoritairement pures. Le papier couché est séché deux fois, dans la section de séchage habituelle puis de nouveau après avoir reçu la sauce de couchage humide. Selon le type de papier produit, d'autres produits chimiques sont ajoutés dans les cuves de mélange, ce qui peut avoir pour résultat une pollution des eaux usées. Le couchage et les opérations de finition incluent l'encollage des deux faces et l'application d'une sauce de couchage (une ou plusieurs couches sur une face ou sur les deux). La préparation de la sauce de couchage et la réduction en pâte des cassés de fabrication sont une source supplémentaire de pollution des eaux usées, sous forme de substances non dissoutes ainsi que de substances dissoutes consommatrices d'oxygène.
6.1.11.3 Papiers à usage sanitaire et domestique
D'habitude, le papier à usage sanitaire et domestique est un produit fabriqué dans une unité distincte en aval de la machine à papier, dans laquelle on combine différentes couches sortant de cette machine pour obtenir un produit multi-couches. Cela en raison de son très faible grammage (jusqu'à 12 g/m² sur la toile). Ce type de produit se caractérise par sa souplesse et sa douceur, sa pureté, sa grande capacité d'absorption et sa résistance. La transformation en produits finis est souvent intégrée avec la production du papier à usage sanitaire et domestique, c'est-à-dire que les usines de papiers à usage sanitaire et domestique vendent souvent leurs produits au consommateur final (y compris l'emballage).
Le papier à usage sanitaire et domestique est majoritairement fabriqué à partir de pâte chimique blanchie ou de fibres recyclées désencrées (voir chapitre 5). Si l'on utilise du papier de récupération, il faut éliminer les charges et les particules fines (toutes petites fibres inadaptées à la fabrication de ce papier). On a aussi fréquemment recours à un mélange de différents pourcentages de fibres vierges et de fibres recyclées. Si l'on utilise des fibres de récupération, les usines sont respectivement intégrées ou partiellement intégrées. Les usines procédant au traitement des papiers récupérés consomment d'importantes quantités d'eau pour éliminer les charges et particules fines contenues dans la pâte. Ces substances représentent des boues supplémentaires, qui doivent être manipulées et traitées. Concernant le traitement des papiers de récupération, se reporter au chapitre 5.
Pour la fabrication du papier à usage sanitaire et domestique, on emploie différentes techniques de séchage pour différents produits, par exemple la machine Yankee à sécherie traditionnelle ou le procédé de séchage par injection d'air dans la masse TAD (Through-Air-Drying) impliquant le chauffage d'énormes quantités d'air. Les produits séchés avec le procédé TAD ont tendance à être plus volumineux et plus doux, ce qui se traduit par une réduction significative de la consommation de fibres pour un produit donné par rapport au papier crêpé séché par la méthode traditionnelle.
Pendant la préparation de la pâte, les pertes de matières fibreuses sont peu importantes (1 à 2 %). Les émissions dans l'atmosphère sont principalement fonction de l'alimentation en énergie et de la conception du processus de séchage. Les usines de papier à usage sanitaire et domestique ont

tendance à consommer des volumes d'eau fraîche pour les rinceurs légèrement supérieurs à ceux des autres papiers car la propreté des toiles et des feutres jouent un rôle crucial pour la formation des feuilles ultra légères. Sur de nombreuses machines à papier à usage sanitaire et domestique, on procède fréquemment à des changements de qualité et/ou de couleurs pour différents produits, ce qui réduit quelque peu le rendement des matières premières, de l'eau et de l'énergie consommées. Selon les propriétés que doit présenter le produit, on introduit des adjuvants, qui peuvent provoquer une pollution des eaux usées. Par exemple, l'addition de résines organiques halogénées pour renforcer la résistance à l'état humide entraîne une augmentation des taux d'AOX dans les eaux usées.
6.1.11.4 Papiers spéciaux
Les papiers et cartons industriels et spéciaux couvrent une gamme étendue de qualités. Les papiers spéciaux requièrent souvent des matières fibreuses ou des traitements spécifiques des fibres qui, autrement, sont trop onéreux à mettre en œuvre. Par exemple, les papiers pour les documents officiels, les billets de banques et papiers d'identité ne contiennent pas seulement des fibres synthétiques, mais aussi de la pâte de coton et de jute provenant de chiffons.
Ce groupe comprend des papiers finement broyés fabriqués à partir de pâte chimique pure. Un raffinage intensif leur confère des caractéristiques spécifiques telles que transparence et imperméabilité aux graisses. On y trouve entre autres les types de papier suivants : papiers translucides pour comptabilité, papiers isolants pour usages électriques, papier tissue pour condensateurs, papiers transferts non couchés, papier cristal, papier vélin, papier à cigarettes etc. Étant donné que les matières premières sont majoritairement pures, il n'y a que peu de pertes de matières inutilisables lors des phases d'épuration et de tamisage. Pendant le raffinage, les fibres sont coupées et fibrillées. Pendant cette fibrillation, une petite quantité des matières organiques est dissoute. Selon le type de papier à fabriquer, on introduit des adjuvants chimiques, dont une partie peut aboutir dans les eaux usées. Le débit d'eaux usées spécifiques varie considérablement, entre 40 et 300 m3/t selon le type de produit et les conditions de production spécifiques. La technique de production pour ce groupe de produits de même que les exigences qualitatives imposées aux différents types de papier (conductibilité électrique, transparence, caractéristiques sensorielles) limitent considérablement les possibilités de mise en circuits fermés des systèmes d'eau (chaleur élevée due au raffinage intensif).
Les papiers spéciaux destinés à des applications techniques, médicales, pharmaceutiques et autres sont produits par petits lots avec, en moyenne annuelle, plus d'un changement (de type de pappier) par jour et par machine. La composition de la pâte peut varier notablement selon les différents produits et comprend des plantes annuelles prétraitées, des pâtes chimiques blanchies ou non, des fibres chimiques et minérales.
La pâte consommée varie beaucoup en type et en qualité. Les types de papiers suivants sont fabriqués, parmi d'autres : papiers pour essais (papiers indicateurs), papiers-supports photographiques, papiers pour filtres destinés aux usages de laboratoire, papiers spéciaux pour usages cliniques, papiers pour filtre à huile, papiers pour filtres à poussière, papiers-supports imprégnés, papiers supports à base de fibres vulcanisées, papiers bakélisés pour usages électriques, papiers d'étanchéité, papiers pour cylindres de calandrage (par exemple pour des cylindres à profiler ou à gaufrer), papiers autocopiants, papiers thermiques, papiers pour étiquettes, papiers couchés à haute brillance etc. Pour la production de papiers spéciaux, l'eau ne peut être recyclée que dans une mesure réduite en raison des exigences de qualité spécifiées avec précision pour ces papiers spéciaux. Il s'ensuit, et à cause aussi des changements fréquents de type, que la consommation d'eau puisse dépasser 100 m3/t. La charge en substances organiques des eaux usées est faible. Selon les critères de qualité à satisfaire, il peut arriver qu'un changement de type de papier implique une vidange plus ou moins complète des installations de pâte et d'eau

Tout savoir sur le recyclage du papier10 février 2010 par Vitória Ravessente | 0 Commentaires
inShare0
Exit la corbeille à papier banale et moche ! place aux sacs de tri au bureau. Et oui, c’est la nouvelle tendance eco-friendly au bureau, on passe au tri. Souvent par contraintes réglementaires, dans le but de respecter des procédures, les gestes écologiques se multiplient.
Sacs poubelles pour le tri sélectif au bureau
Les poubelles dédiées au papier fleurissent dans les bureaux, et permettent ainsi de mieux le collecter pour le recycler. Pensez à ôter les agrafes avant de jeter des feuilles, sinon ce tri serait inutile !
Le recyclage du papier en entreprise
La totalité du papier recyclé est un gain immense pour la nature, quant on sait le nombre d’impressions inutiles effectuées au sein des bureaux… Sachez d’ailleurs que beaucoup trop de gens impriment encore TOUS leurs e-mail. Pas ou peu habitués à lire sur écran, résistance au changement, de nombreuses raisons peuvent expliquer ce choix, malgré les petites phrases en base de mail, qui nous incitent à ne pas les imprimer. En moyenne, 150 Kg de papiers sont consommés par employé, par an. Les responsables achat le savent bien, et voient défiler les ramettes de papier ! Mettre en place un système de tri sélectif au bureau permet d’économiser financièrement ce poste, car même si la collecte à un coût, la réduction de consommation le compense. N’oubliez pas qu’en matière de recyclage de papier le mieux est toujours d’en consommer le moins possible.

Papier et carton : quels produits recyclés ?
Les produits recyclés issus du papier-carton sont nombreux. Grâce aux moyens de traitements actuels, les fibres de papier recyclées sont ré-employées. Cette réutilisation peut se faire dans n’importe quel secteur de l’industrie papetière. De l’emballage au conditionnement, en passant par les journaux et les impressions diverses, le papier et le carton retrouvent une seconde vie. Malheureusement, et contrairement au verre et au métal, le papier ne peut pas être recyclé indéfiniment.
Le cycle de recyclage du carton
A chaque recyclage, les fibres de cellulose se raccourcissent, si bien que l’on ne peut pas réutiliser indéfiniment le papier. Au bout de 6 à 8 cycles entiers, les fibres de papier sont très fines et courtes , et ne peuvent être utilisées que pour la confection de papier hygiénique ou de mouchoirs.
- Le carton ondulé provient déjà entièrement du recyclage du papier.- Le papier journal contient plus de 80% de papier recyclé.- Le papier hygiénique est fabriqué avec une part croissante de vieux papier qui doit être de bonne qualité.
12 choses que vous ne savez pas sur le recyclage du papier
Pour produire les journaux du dimanche aux Etats-Unis, chaque semaine, 500.000 arbres doivent être coupés.
Le recyclage de l’intégralité des tirages du Sunday Times de New York d’une journée permettrait de sauver 75.000 arbres.
Si tous nos journaux étaient recyclés, nous pourrions économiser environ 250.000.000 d’arbres chaque année !
Si chaque Américain recyclait juste un dixième de ses journaux, 25.000.000 d’arbres seraient épargnés par année.
Un vieil arbre agé de 15 ans peut permettre de réaliser environ 700 sacs en papier d’épicerie. Un supermarché peut les utiliser tous en moins d’une heure ! Cela signifie,

en un an, qu’un supermarché peut utiliser plus de 6 millions de sacs en papier ! Imaginez combien de supermarchés il existe dans le monde !
Un Américain moyen utilise sept arbres par an pour sa consommation de papier, de bois et autres produits fabriqués à partir d’arbres.
La quantité de bois et de papier que nous jetons chaque année est suffisante pour chauffer 50.000.000 de maisons pendant 20 ans.
L’équivalent d’1 milliard de dollars est ainsi gaspillé chaque année
Un foyer jette en moyenne 13,000 morceaux de papier chaque année. La plupart sont des emballages et du courrier indésirable.
Chaque tonne de papier recyclé peut sauver 17 arbres, trois mètres cubes d’espace d’enfouissement, 4000 kilowatts d’énergie, et 7000 litres d’eau.
Le recyclage du papier représente une économie d’énergie de 64%, une économie d’eau de 58%.
17 arbres sauvés, ce sont des arbres qui peuvent absorber un total de 250 kg de dioxyde de carbone de l’air chaque année.
Vous pouvez trouver des objets publicitaires faits à partir de matières papier recyclées, sur le site de la société A3Com-Etik. Ces objets issus du recyclage du papier sont livrables partout en France, de Lyon à Paris, de Nantes à Lille.
Tout recycler ? même jusqu’au papier toilette !
On trouve des initiatives étonnantes, détonantes même, aux 4 coins du monde. Dernière en date, la White Goat, machine qui permet de transformer votre papier à recycler en papier de toilette. Vous avez bien entendu, vous pouvez transformer vos papiers en papier toilette. La machine est un peu encombrante, mais avec un epu d’eau, le papier à recycler et un peu d’énergie, elle peut produire un rouleau de papier toilette avec 40 feuilles A4 ! Pas convaincu, regardez plutot la vidéo ci-dessous.

N’oubliez pas que le recyclage est un geste important, et comme le souligne Joanie Demers “les poubelles et les bacs ne nous courront pas après pour avaler nos déchets à mesure que nous en générons“. C’est donc à chacun de se prendre en main et d’agir ! Sans doutes ces considérations ne seront que du passé d’ici peu, le recyclage du papier paraitra loin, banal, quotidien. “Avant dix ans, peut-être moins, ces millions de tonnes de paperasse – que l’on s’efforce encore de recycler pour épargner ce qu’il reste de la Selva amazonienne et de nos forêts primaires européennes – seront reléguées au rayon des antiquités” grâce à l’arrivée massive des écrans dans nos vies (iPad, iPhone, ordinateurs) explique J-C Féraud sur Owni.
A lire également :
Un billet très intéressant de Nadine sur le recyclage au bureau Dossier pédagogique sur le site de l’académie de Toulouse
Le papier toilette recyclé chez Synchro Blogue
Le bac de recyclage de Qbert72
Paprec décroche un contrat de recyclage chez Carrefour
Continuez votre lecture sur Entreprise Environnement :
1. Papier : recyclage ou incinération ? Le papier recyclé, c’est vraiment écolo ? Pas forcément… C’est un éternel débat qui revient régulièrement, pour connaître qu’elle est la solution la plus écologique pour traiter le papier. Faut-il le recycler, et lui offrir un nouveau cycle de vie, … Lire la Suite →...
2. Tout savoir sur le papier écologique Le papier est écologique, si il est issu de forêts certifiées (FSC par exemple) ou recyclé. Découvrez toutes les informations sur la filière de recyclage du papier et nos conseils pour bien choisir des produits en papier et carton recyclé pour vos actions de communication. Lire la Suite →...

3. 10 choses à savoir sur le recyclage de l’aluminium Cet article vous propose des informations pour tous savoir sur le recyclage de l’aluminium. Car chaque année, nous consommons énormément de ces petites boites, vous savez, les canettes. Oui, mais sont-elles écologiques, durables… et surtout, comment se passe leur recyclage … Lire la Suite →...
4. Recyclage téléphone portable Les téléphones portables sont si nombreux autour de nous que la question de leur recyclage est primordiale. Arrivés en fin de vie, ils finissent souvent dans un vieux tiroir. Pourtant, il possède encore de la valeur ! Découvrez les différentes filières de recyclage qui existent et la meilleure façon pour vous de récupérer un peu d'argent ! Lire la Suite →...
Recyclage du papier et du carton
• Gestion et valorisation des déchets • Collecte, tri et traitement des déchets • Le procédé de recyclage du papier et du carton
Gestion et valorisation des déchets
L’Industrie Papetière participe de manière active et significative à la gestion des déchets. Les papiers et cartons récupérés sont autant de matières qui ne doivent pas être incinérées ou enfouies, allégeant de ce fait la charge des collectivités, tant en termes d’investissements (installation de capacités de traitement), que de fonctionnement (coût du traitement).La matière achetée est ainsi détournée du flux des déchets, écartée de la problématique des déchets, pour être valorisée dans sa propre filière.
Boucle du recyclage
La boucle du recyclage apporte un bénéfice énergétique en permettant d’éviter des opérations consommatrices d’énergie. En réutilisant plusieurs fois la fibre, le recyclage permet d’éviter des opérations d’énergie dans le process de fabrication du papier. Dans la phase de valorisation des papiers et cartons usagés, il fait également l’économie de l’énergie nécessaire à l’élimination.

Une chance industrielle
Le développement de l’industrie du recyclage, qui se nourrit en boucle de produits papier et cartons usagés et restitue les fibres qu’ils contiennent, a été une chance historique pour un maillage industriel régional et a constitué une source de croissance et d’emplois bien supérieure à l’enfouissement ou à la simple incinération des produits en papiers et cartons récupérés dans un seul but énergétique.
Le recyclage est à l’image d’une boucle, il est à la fois :
• Un mode de production
Recycler, c’est transformer un déchet en une nouvelle matière première qui servira à la fabrication de produits neufs. Ces produits neufs seront alors de nouveau mis à disposition du consommateur.
• Un mode de valorisation
Recycler, c’est réutiliser la fibre présente dans le produit en papier ou en carton usagé, et cela plusieurs fois de suite. Le recyclage permet ainsi de valoriser les papiers et cartons usagés en les réutilisant ce qui permet de mieux gérer le volume des déchets.
Collecte, tri et traitement des déchets
Les différents circuits de collecte et de récupération
Des journaux à la caisse carton la plus robuste, le papier-carton se présente sous de multiples aspects. En terme de récupération, les produits papiers cartons doivent donc être collectés et triés pour être acheminés vers les usines capables de les recycler.
La collecte des produits papiers-cartons s’organise autour de trois grands circuits :
• le circuit industriel, par lequel transitent les déchets des industries transformatrices, tels que les imprimeries,
• le circuit industriel et commercial, par lequel transitent les déchets de la grande distribution, de l’industrie et des moyens commerces : emballages de transport usagés, journaux invendus,
• le circuit ménager, par lequel transitent les déchets des collectivités locales (ménages, petits commerces, petits bureaux) : emballages, journaux et magazines, produits de bureaux.
Un taux de récupération de papiers et cartons récupérés en hausse
En 2010, le pourcentage de papier et cartons usagés récupérés par rapport à la consommation de papiers et cartons en France était de 70,6%.
Diminuer le volume des déchets
Un kilo par personne et par jour, c’est la quantité de déchets produite actuellement en France et ce chiffre ne cesse d’augmenter. Plus de 22 millions de tonnes de déchets sont à éliminer

chaque année. Les décharges sont saturées, les coûts d’élimination sont en constante augmentation. C’est pourquoi depuis 1988, de nombreuses collectivités locales ont mis en place des systèmes de collectes spécifiques pour les journaux et magazines. Pourtant, beaucoup de produits papiers-cartons sont encore éliminés par le circuit habituel des déchets ménagers. Collectés, ils pourraient être recyclés. Le gisement encore inexploité est estimé à 1,5 million de tonnes.
Depuis 1992, le cadre réglementaire de la gestion des déchets d’emballage après usage responsabilise également l’Industrie à travers deux sociétés agrées (Eco-emballage et Adelphe) qui apportent un soutien aux collectivités locales pour le retour et la valorisation des emballages ménagers.
Le procédé de recyclage du papier
Les différentes étapes du recyclage
La préparation s’effectue en trois phases principales :
• Le pulpage et le défibrage :
Les produits papier-cartons usagés sont d’abord placés dans un pulpeur. Ce brassage dans de l’eau permet de rompre les liaisons entre les fibres de cellulose et de les séparer des produits résiduels qu’ils pourraient contenir.
• L’épuration
L’épuration sépare les fibres des éléments qui leur sont associés : colles, vernis, agrafes

• Le désencrage
Il est nécessaire exclusivement pour la fabrication de pâte blanche, et le procédé est essentiellement utilisé dans le cas du recyclage des journaux et magazines. Les fibres rejoignent alors le procédé habituel de fabrication du papier-carton. Elles sont déposées sur une toile en mouvement où elles s’égouttent pour former une feuille qui sera pressée et séchée sur des cylindres chauffés à la vapeur. Une nouvelle feuille de papier ou de carton est ainsi fabriquée.
Chapitre 2 - La fabrication
La fabrication du papier comporte deux principales opérations : l'élaboration de la pâte, c'est-à-dire l'individualisation des fibres du bois, puis la transformation de la pâte en feuille de papier ou de carton. Ces deux opérations peuvent se situer sur le même site de fabrication : on les appelle des usines intégrées. Dans le cas contraire, il faut sécher sommairement la pâte
pour la transporter du site de fabrication de la pâte à l'usine fabriquant le papier.Le choix de l'un ou l'autre de ces procédés va dépendre de l'utilisation ultérieure du produit, et
bien souvent une association de différentes pâtes sera réalisée afin d'optimiser la qualité du produit fini selon son application.
I. La fabrication de la pâte et ses différents typesII. De la pâte à la feuille
III. Les différents traitements de la feuilleIV. La finition

I. La fabrication de la pâte et de ses différents types
Sommaire | Suite chapitre | Début chapitre
La fabrication de la pâte consiste à travailler le bois pour obtenir une suspension de fibres de cellulose individualisées ayant les meilleures caractéristiques morphologiques, optiques et mécaniques possibles.
Pour ce faire, deux grands procédés existent :
- la voie mécanique (les rondins sont rapés par des meules ou les copeaux passent dans des disques défibreurs),
- la voie chimique (cuisson du bois en élevant la température et en ajoutant des produits chimiques, pour que la lignine se ramollisse sous l'effet de la chaleur ou d'agents chimiques).
Dans les deux cas il faut dépenser de l'énergie mécanique, chimique et/ou thermique, et suivant le rendement de ces procédés, on pourra établir un classement des différentes pâtes.
Rendement (% par rapport
au bois)Appellation Caractéristiques
90pâtes mécaniques, thermomécaniques, chimicothermomécaniques
Forte dépense en énergie, la quasi totalité du bois est transformée (1kg de bois donne environ 1 kg de pâte)
80-90pâtes chimicomécaniques, chimicothermiques
70-80 pâtes mi-chimiques
45-55 pâtes chimiques
rendement moindre (1 kg de bois permet d'obtenir 400 à 500 g de pâte), mais les résidus ligneux et produits chimiques brûlés fournissent de l'énergie au site de production, ce qui lui permet d'être rentable
I1 - Les pâtes mécaniques Sommaire | Suite chapitre | Début chapitre
On regroupe sous cette appellation un certain nombre de pâtes dont le procédé de fabrication est majoritairement mécanique. Le procédé de base purement mécanique permet d'obtenir la pâte de meule, les autres procédés ajoutent dans le process des actions thermiques ou chimiques.
* pâte de meule (SGW Stone Groundwood)

Les rondins sont râpés sur une meule abrasive ou défibreur. La chaleur dégagée aide au ramollissement de la lignine. Cette meule est humidifiée car l'eau :
refroidit la meule ce qui empêche également le bois de brûler, lave la surface de la meule et entraîne la pâte
Il faudra pour ce procédé essentiellement des fibres longues car elles sont plus résistantes (cellules à parois plus épaisses). La pâte obtenue présente donc des fragments de fibres, toujours liées par la lignine, des bûchettes (gros éléments de fibres accolées), des fibres longues, des fibres courtes et des éléments fins qui servirontà améliorer la résistance à la traction ou l'opacité du papier.
* pâte de meule sous pression (PGW Pressurized Groundwood)
Cette pâte est obtenue par amélioration du procédé précédent, par action de la température et de la pression, ce qui permet l'obtention d'une proportion plus importante de fibres longues.
* pâte de raffineur (RMP Refiner Mechanical Pulp)
L'obtention de la pâte de raffineur fait intervenir un procédé dérivé du précédent, qui convient mieux aux feuillus. Il consiste à faire passer non plus des rondins mais des copeaux dans des disques. La pâte obtenue se trouve moins dégradée.
* pâte thermomécanique (TMP Thermomechanical Pulping)
Pour obtenir cette pâte, le procédé utilisé associe un étuvage des copeaux à la vapeur à une température supérieure à 100°C, à un défibrage sous pression puis un défibrage en atmosphère ambiante.
Les caractéristiques des pâtes ainsi préparées sont meilleures, et on augmente encore la proportion de fibres longues.
* pâte chimicothermomécanique (CTMP Chemi Thermomechanical Pulping)
Cette pâte s'obtient par un défibrage sous pression suivi d'une imprégnation chimique en présence de soude et de de bisulfite de soude à une température toujours supérieure à 100°C.
Toutes ces pâtes sont appelées pâtes à haut rendement. Elles ont ensuite besoin d'être classées (tri des fibres), épurées (élimination des impuretés) et généralement blanchies suivant leur utilisation, mais devront de préférence être utilisées sur site car le séchage détruit une bonne partie de leurs caractéristiques mécaniques. Pour la commercialisation, elles sont séchées sous forme de flocons et vendues en balles de 200 à 300 kg.
Elles entrent dans la composition du papier journal, du papier pour magazines, et à moindre échelle dans celle des papiers à usage graphique (édition, bureau, écriture, enveloppe, affiche, imprimante), du carton, des papiers sanitaires et domestiques.
Globalement ces pâtes à haut rendement ont les caractéristiques suivantes :
caractéristiques mécaniques plus faibles que les pâtes chimiques,

prix de revient faible puisque le rendement est élevé,
bonne opacité, bonne aptitude au calandrage,
bonne imprimabilité,
mauvais vieillissement,
peluchage.
I2 - Les pâtes chimiquesSommaire | Suite chapitre | Début chapitre
Deux grands types de pâtes existent selon le produit chimique utilisé :
le procédé alcalin au sulfate (on parle aussi de procédé kraft), ou à la soude le procédé acide au bisulfite
Ces procédés s'adaptent aux feuillus et aux résineux.
Le principe consiste à cuire les copeaux dans un réacteur chimique appelé lessiveur, avec une "liqueur blanche", liquide constitué des agents chimiques. Cette cuisson se fait à chaud, de 130 à 180°C, sous pression pendant 2 à 5 heures suivant l'essence du bois.
Après ce traitement, les copeaux obtenus en suspension dans la "liqueur noire", liquide contenant les produits chimiques et la lignine dissoute. Par un mécanisme de défibrage, les fibres sortent individualisées et souples. Il reste à procéder aux étapes de lavage, classage, épuration et éventuellement blanchiment.
Cette pâte peut être séchée ou utilisée sur site. Dans le premier cas, elle se présente sous la forme de feuilles épaisses.
*procédé alcalin
Les caractéristiques de la pâte obtenue par un procédé alcalin (cuisson courte de 2 h) sont une bonne résistance mécanique, un bon indice d'éclatement et de déchirure et une bonne longueur de rupture. Par contre, cette pâte sera plus difficiles à blanchir qu'une pâte issue d'un procédé acide. Cette pâte sera utilisée dans l'emballage, pour les papiers impression-écriture lorsqu'elle est blanchie, ou encore en mélange.
*procédé acide
Le procédé acide (cuisson longue de 5 h) confère au papier des caractéristiques mécaniques plus faibles surtout en déchirure, mais la pâte est plus claire, se raffine plus vite et se blanchit plus facilement sans chlore. Cependant, pour des raisons environnementales, elles ne sont presque plus utilisées, sauf pour les papier très raffinés comme les ingraissables, ou encore pour les ouates de cellulose car elle apporte souplesse, douceur et possède des qualités d'absorption..
I3 - La pâte mi-chimique Sommaire | Suite chapitre | Début chapitre

Bien sûr il existe des traitements mixtes qui combinent une action chimique et une action mécanique. Ces pâtes sont assez peu utilisées en réalité, on les retrouve essentiellement en cannelure, car les fibres sont individualisées et ont gardé un peu de lignine ce qui les rigidifie et leur donne une qualité de résistance à la compression.
Il existe également d'autres pâtes que nous ne ferons ici que citer, comme les pâtes textiles (lin, chanvre, coton) utilisées pour les papiers cigarette, billets de banque et papiers de longue conservation. Elles ont d'excellentes qualités mécaniques et résistent à l'usure et au vieillissement.
I4 - Le blanchiment des pâtesSommaire | Suite chapitre | Début chapitre
La couleur des pâtes fabriquées d'après les procédés évoqués précédemment est plus ou moins claire et nécessite un éclaircissement sauf pour certaines applications dans l'emballage. Lorsqu'il n'y a pas de blanchiment, la pâte est dite écrue.
On peut distinguer le blanchiment des pâtes chimiques et l'éclaircissement des pâtes mécaniques:
Dans le cas des pâtes mécaniques, l'objectif est de conserver le rendement élevé. La couleur brune de la pâte est due à la présence de composés dérivés de la lignine, les quinones, qui possèdent des groupements carbonyles C=O. Les traitements actuels de ces pâtes sont réalisés à l'aide de réactifs non chlorés, les péroxydes ou l'hydrosulfite de sodium. Le principe consiste à modifier les groupements chromophores de la lignine permettant l'éclaircissment de la pâte. Mais ce procédé est réversible sous l'action de la lumière, ce qui cause le jaunissement des papiers, par exemple celui des journaux.
En ce qui concerne le blanchiment des pâtes chimiques, le problème est plus complexe car il faut dissoudre la lignine résiduelle. Le blanchiment consiste à mélanger la pâte dans un "mixeur" avec le réactif choisi puis à le faire réagir dans une tour de blanchiment. Après réaction, on extrait les jus de blanchiment et la pâte est lavée puis filtrée. Les réactifs utilisés sont de nos jours le chlore gazeux, l'hypochlorite de soude (l'eau de javel), le dioxyde de chlore, le péroxyde d'hydrogène (l'eau oxygénée), l'oxygène et l'ozone.
Cette étape reste la plus polluante dans la fabrication du papier et les progrès réalisés dans ce domaine ces dernières années sont considérables vis-à-vis de l'environnement. Il n'en est pas moins que cela reste un point sensible puisque le blanchiment de 450 g de pâte kraft écrue issus d'1kg de bois donnent 420 g de pâte blanchie et 30 g d'effluents chlorés que l'on ne peut pas brûler car ils contiennent des chlorures. Ils sont alors traités en station d'épuration.
.

Suivant les produits utilisés, on peut obtenir des pâtes ECF (Elemental Chlorine Free, ce qui signifie pâte blanchie sans chlore gazeux), TCF (Totally Chlorine Free, pâte blanchie sans composé chloré).
Les blancheurs de toutes ces pâtes sont recensées dans le tableau ci-dessous :
Traitement Pâte Blancheur
Pâte Ecrue meule résineux 58 à 62
meule feuillus 64 à 66
TMP résineux 50 à 56
TMP feuillus 54 à 58
mécanique mi-chimique feuillus 50 à 58
bisulfite 58 à 64
chimique kraft 23 à 40
Pâte blanchie chimique kraft ou bisulfite 89 à 92
ECF bisulfite 90 à 94
mécanique journal 58 à 62
mécanique pour LWC 70 à 76
mécanique de meule pour carton 70 à 82
désencrée et blanchie pour journal 60 à 62
désencrée et blanchie pour essuyage et sanitaire
82 à 86
désencrée et blanchie pour journal 60 à 62
désencrée et blanchie pour essuyage et sanitaire
82 à 86
Début chapitre
II. De la pâte à la feuille
Sommaire | Chapitre suivant | Début chapitre
Afin d'optimiser les caractéristiques de chacune des pâtes pour obtenir des papiers à usage très spécifique, il est nécessaire de mélanger parfois jusqu'à quatre ou cinq sortes de pâtes.
Différents stades sont ensuite nécessaires avant d'obtenir un feuille de papier :

II 1. Préparation
La pâte (ou le mélange de pâtes) est tout d'abord préparée, remise en suspension pour les usines non intégrées par une opération de désintégration dans des pulpeurs, puis cette préparation est généralement raffinée (sauf certains papiers buvard ou spéciaux) pour améliorer les liaisons entres les fibres. Cette opération consiste à conduire la pâte entre deux disques garnis de lames, ce qui provoque une hydratation et une fibrillation (la paroi externe des fibres est partiellement arrachée ce qui augmente la surface externe de la fibre d'où plus de liaisons entre elles). Quelques éléments fins dus à un arrachage total de fragments de parois apparaissent; ils seront responsables d'un rallongement du temps d'égouttage de la feuille sur la toile. Le raffinage se mesure en degré Schopper-Riegler °SR, qui correspond à un indice d'égouttage (plus une pâte retient l'eau, plus elle est raffinée). Un papier dont la pâte a été très raffinée est typiquement le papier calque. Cette première opération apporte une amélioration de l'épair, une stabilité dimensionnelle, de la rigidité, de la résistance à la traction ou à l'éclatement.
La pâte est ensuite épurée (élimination des impuretés telles que buchettes, agglomérats de fibres ou de charges plastiques, etc) et éventuellement diluée pour adapter sa concentration avant son arrivée sur la machine, puis désaérée (l'air étant nuisible car provoque de la mousse). On ajoute les charges minérales (carbonate de calcium, kaolin, talc, dioxyde de titane) et les adjuvants (agents de rétention, colorants, antimousses, colles, azurants optiques).
II 2. Machine - Partie humide
Sommaire | Chapitre suivant | Début chapitre
Formation de la feuilleSur la machine à papier, la pâte est amenée par la caisse de tête en un jet réparti sur toute la largeur d'une toile sans fin. La répartition des fibres dans la laize (largeur) est améliorée par un léger mouvement latéral. L'avancement de la toile a tendance à orienter globalement les fibres dans le même sens. C'est ce qui déterminera le Sens Marche d'un papier, par opposition au Sens Travers, perpendiculaire au premier. Bien souvent, les caractéristiques mécaniques du papier diffèrent selon ces sens. Les conséquences sont importantes, tant au niveau de l'aptitude du papier à être imprimé (déformations des feuilles plus importantes dans le sens travers) qu'au niveau du façonnage (un livre tiendra mieux ouvert si la pliure correspond au sens marche). Déterminer le sens marche peut donc se révéler très important lorsqu'on travaille en imprimerie.

ÉgouttageEnsuite la feuille est égouttée au moyen de "caisses aspirantes" ou/et de râcles, qui vont aspirer au travers de la toile une certaine proportion de l'eau apportée par la préparation. Ces eaux sont appelées "eaux blanches", elles contiennent des fibrilles et des charges, et elles sont récupérées à plusieurs endroits, par exemple pour diluer la pâte avant sa distribution sur la toile ou pour alimenter les pulpeurs.Ce type de formation sur une toile entraine une disymétrie dans l'épaisseur de la feuille. On distinguera sur une feuille de papier les deux faces, appelées respectivement côté toile et côté feutre , le côté toile étant celui qui a été au contact de cette dernière lors de la distribution de la pâte. Cette disymétrie peut être réduite si la formation de la feuille se fait entre deux toiles ou encore par des systèmes hybrides de formation sur table plate très courte puis entre deux toiles. Il existe également un autre type de formation appelé forme ronde, où le feuille se forme sur un gros cylindre qui aspire en même temps une partie de l'eau.
PressesLa feuille entre ensuite dans la section des presses, pour éliminer une autre partie de l'eau par pression. Cette opération a pour but de donner à la feuille une certaine résistance et de diminuer le maximum d'eau avant d'arriver en sécherie. La presse peut être de différents types, soit recouverte simplement d'un matériau absorbant, le feutre, ou être en plus perforée pour pouvoir aspirer une partie de l'eau, ou encore être rainurée ou posséder une toile en plastique intermédiaire.
II 3. Machine - Partie sèche
Sommaire | Chapitre suivant | Début chapitre
Après les actions mécaniques, il faut éliminer le reste de l'eau par évaporation grâce à la chaleur et l'air. Plusieurs techniques sont utilisées, certaines avec contact (séchage par conduction) et les autres sans contact (convection, rayonnement). Dans le premier cas, les sécheurs sont d'énormes cylindres de fonte chauffés intérieurement par la vapeur. D'autres techniques utilisent les procédés de convection, c'est-à-dire une circulation d'air chaud dirigé vers la feuille. Il existe aussi des sécheurs utilisants les rayonnements IR, électriques ou gazeux.Cette étape doit être bien maîtrisée car certaines caractéristiques du papier en dépendent, par exemple la rigidité, la résistance à la traction, à la déchirure ou à l'éclatement, ou encore la stabilité dimensionnelle.
III. Les différents traitements de la feuille
Sommaire | Chapitre suivant | Début chapitre
Une feuille en sortie de machine contient environ 50% d'air en volume et présente des macropores de surface de tailles variant globalement entre 30 et 100 micomètres. Cet état de surface et cette structure interne n'est pas toujours compatible avec le mode d'impression utilisé ultérieurement. Aussi, une fois la feuille formée, elle va subir différents traitements sur machine ou hors machine pour améliorer ses caractéristiques ou son aspect.

III.1 Traitements physico-chimiques
Ces différents traitements sont tous destinés à améliorer l'état de surface d'un papier afin d'obtenir une bonne imprimabilité et un bon rendu des couleurs. Il s'agit de déposer en surface et éventuellement à l'intérieur du papier ou du carton un enduit destiné :
- à boucher la surface du papier qui est en sortie de machine très rugueuse et macroporeuse- à améliorer sa blancheur et son aspect (mat ou brillant).
Ces traitements apportant à nouveau de l'eau à la surface du papier, il faudra rajouter une étape de séchage.
Le papier surfacé
La majorité des papiers Impression-Ecriture destinés à l'impression offset ainsi que quelques papiers d'emballage dont on voudrait améliorer les caractéristiques de solidité et de rigidité sont enduits en film-press (en surface uniquement) ou en size-press (en surface ou en interne) d'une sauce d'amidon. Celle-ci, déposée à environ 0,5 à 3 g/m2, améliore la cohésion de surface indispensable lors de l'impression offset qui utilise des encres à fort tirant. La main et la perméabilité du papier diminuent avec ce surfaçage.
Le papier pigmenté
Le traitement est le même que le précédent, mais les sauces sont d'une part plus concentrées et peuvent contenir en plus de l'amidon des pigments ou des liants. La film-press permet de déposer une couche plus épaisse, de l'ordre de 3 à 8 g/m2 et par face.
Le papier couchéUn papier couché est un papier qui reçoit un dépôt supérieur à 7-8 g/m2 et par face, d'une couche composée de pigments, liants et adjuvants. Il peut être nécessaire de faire un pré-couchage en film-press, et le couchage se fera avec divers systèmes d'enduction.
La photo ci-contre montre parfaitement sur une coupe d'un papier couché le bouchage des pores effectué par la couche. La
Papier surfacé en film ou size-press2 à 3 g/m2 d'amidon, G=2000X
Photo IRFIP/EFPG
Papier pigmenté, 4 à 8 g/m2 d'amidon, liants et pigments
G=2000X Photo IRFIP/EFPG
Papier couché moderne, 10-12 g/m2 et par faceG=1400X, Photo IRFIP/EFPG

couche est fine mais suffisante pour recouvrir les fibres. La photo ci-dessous montre un papier dont la couche est largement plus épaisse.
III.2 Traitements physiques/mécaniques
Sommaire | Chapitre suivant | Début chapitre
Ces traitements mécaniques sont destinés à modifier les caractéristiques physiques de surface (lissé, brillant), l'épaisseur ou l'aspect (crêpage) de la feuille.
Le papier frictionnéLorsqu'on cherche à avoir un aspect brillant sur une seule face, le papier passe, environ aux 2/3 de la sécherie, entre un cylindre métallique de gros diamètre (cylindre frictionneur) et un petit cylindre en caoutchouc revêtu d'un feutre, qui fait adhérer la feuille au cylindre frictionneur. L'aspect brillant ou glacé est obtenu en remouillant si nécessaire la surface à glacer. Cette méthode est utilisée par exemple pour les cartons de boîtes pliantes ou pour les extérieurs d'emballage.Ce cylindre permet de lisser le papier sans diminuer l'épaisseur (sans l'écraser).
Le papier apprêtéCe type de papier passe dans une lisse constituée de rouleaux durs et disposée en fin de machine. Elle améliore l'état du papier en l'écrasant, mais on ne l'utilise que pour les papiers bas de gamme (journaux, couverture, PPO)
Le papier satinéCe papier passe dans une calandre ou supercalandre ou encore "Gloss calandre". Ces traitements, effectués hors machine, consitent à faire passer la feuille de papier entre plusieurs cylindres dont on fait varier les duretés et les températures. La calandre sera constituée au moins d'un cylindre dur et d'un rouleau déformable. L'action est une association de pression et de frottement sur la feuille puisque les cylindres ont des vitesses de rotation différentes, et le lissage se fait du côté du cylindre dur. La calandre améliore le lissé.La supercalandre est constituée d'une alternance de rouleaux durs et déformables (jusqu'à 20). Le lissage est plus important et on augmente le brillant, mais on perd également de la main.La "Gloss calandre" possède un rouleau chromé chauffé à la vapeur à 200 °C sur lequel le papier est appliqué par l'intermédiaire de rouleaux durs. Cela permet de ne pas perdre trop de main tout en augmentant le lissé et le brillant.
Papier couché classique, 20g/m2et par faceG=1400X, Photo IRFIP/EFPG

Le papier crêpéC'est un papier qui a des propriétés de douceur et d'absorbance, obtenues grâce au décollement de la feuille du cylindre sécheur par un racle puis l'enroulement se fait à une vitesse légèrement inférieure.
IV. La finition
Sommaire | Chapitre suivant | Début chapitre
Le bobinage
En fin de machine, le papier est enroulé sur des bobines mères, qui peuvent peser suivant la laize de la machine jusqu'à 40 tonnes et à un rythme pouvant atteindre une bobine par demi-heure.Ces bobines doivent être ensuite recoupées au bon format pour le client.
La mise au format
Bobines Les bobines mères sont déroulées et refendues en bobines filles, avec les caractéristiques demandées par le client (longueur, diamètre, tension régulière, tranche sans poussière, mandrin conforme, traçabilité, collures visibles). Les bobines peuvent être expédiées telles quelles chez l'imprimeur (rotatives) ou chez le transformateur.
Feuilles Les bobines filles sont transformées en feuilles ou format avec une largeur et une longueur déterminées et précises. Les feuilles sont empilées, équerrées, comptées en rames (grand format pour les imprimeurs) ou ramettes (petits formats pour la bureautique) comprenant 500 feuilles.
Le matériau papier
par D. Gilet, EFPG/CERIG
Introduction Cette année est tout à fait indiquée pour la réalisation d'un dossier sur ce support d'impression qu'est le papier puisque nous fêtons en 1999 le bicentenaire de l'invention de la machine à papier en continu de Louis-Nicolas Robert, ou plus exactement de son brevet. Livres, expositions, émissions télévisées, tout est mis en oeuvre pour que chacun de nous s'attarde quelques instants sur ce fabuleux matériau.Le papier, apparu il y a plus de 2000 ans en Chine, est un matériau très ancien mais aussi très

moderne, faisant preuve à la fois d'une forte tradition comme d'une forte innovation. Depuis son apparition, le principe de base de sa fabrication n'a guère changé, mais il a toujours su s'adapter aux nouveaux besoins des utilisateurs, ce qui en fait sa richesse et son intérêt.Vu sous l'angle économique, il reflète de la bonne santé de l'activité économique d'un pays. Si l'on s'attache à son côté fonctionnel, il ne s'est guère éloigné de sa fonction première, un support de la pensée. Par ailleurs, il est sans conteste très respectueux de la nature, et de plus en plus devient très technique, universel et omniprésent. Aujourd'hui, nous sommes bien loin d'un monde sans papier malgré l'arrivée des ordinateurs, et pourtant nous voyons poindre à l'horizon des papiers "réinscriptibles" ou des "livres électroniques", qui pourraient bien perturber l'avenir du papier traditionnel.Du fait de la grande diversité de sortes et de qualités de papiers présents sur le marché, on comprend dès lors la difficulté d'établir un choix de papier qui soit à la fois conforme en amont aux désirs créatifs du client et qui réponde en aval aux contraintes techniques du fabricant de papier et de l'imprimeur.Ce dossier a pour but de vous donner quelques connaissances sur ce matériau, sa fabrication, quelques unes de ses caractéristiques vues sous l'angle d'un imprimeur. Nous nous attarderons ensuite sur les papiers à usage graphique et les qualités requises en fonction des procédés d'impression.Nous vous proposons également des liens vers des sites internet pertinents ou instructifs, ainsi qu'un glossaire regroupant les termes techniques et les sigles utilisés.
SommaireNous remercions tout particulièrement l'IRFIP et l'EFPG pour nous avoir transmis des photos et documents ayant contribué à l'élaboration de ce dossier.
Un indice de bonne santé pour les pays...
La consommation de papier et carton est étroitement liée à l'activité économique de chaque pays. En effet, lorsqu'un pays est en pleine croissance, la consommation augmente, donc l'emballage, la publicité et la consommation en papier croissent.
La production de papier et carton en France pour l'année 1998 a atteint selon les estimations 9,2 millions de tonnes dont 4 millions de tonnes à usage graphique.
La consommation apparente (consommation propre + importations) de papier et carton pour la même année est de 10,8 millions de tonnes dont environ 50% à usage graphique.
Au niveau mondial, la consommation devrait atteindre environ 400 millions de tonnes au début du XXIe siècle, soit une consommation multipliée par six en cinquante ans. L'avenir de ce matériau n'est donc pas à craindre.
On peut aussi lier la consommation de papier par habitant au niveau d'industrialisation de son pays (voir tableau ci-dessous). Pour l'année 1997, les Etats-Unis viennent en tête avec 335 kg/an/habitant, suivis par la Finlande avec 332 kg, la France occupant la 16 e place avec 176 kg. Notons que plus de 50% des pays d'Afrique consomment moins de 1 kg de papier par an et par habitant : le Togo et le Mali en consomment par exemple 100 g.
Consommation apparente de papiers et cartons
en 1997, en kg/habitant(Source Pulp and Paper International, Juillet 1998)
Rang Pays Consommation
de papier en kg/an

et /habitant
1 Etats-Unis 335
2 Finlande 332
3 Belgique 301
4 Suède 274
5 Japon 249
6 Taiwan 234
7 Suisse 225
8 Canada 222
9 Danemark 221
10 Pays Bas 218
11 Royaume Uni 208
12 Hong Kong 205
13 Nouvelle Zélande 203
14 Autriche 202
15 Allemagne 192
16 FRANCE 176
17 Norvège 173
18 Australie 171
19 Singapour 161
20 Italie 159
Les quelques chiffres clés mentionnés ci-dessous vous donneront une idée de l'importance du secteur "pâtes, papiers et cartons" en France :
117 entreprises, 146 usines de fabrication de pâtes, papiers et cartons
230 machines à papier
2 670 000 t de pâte produites (soit 6% de moins qu'en 1997)9 230 000 t de papier-carton produites (soit 1% de plus qu'en
1997) 10 800 000 t de papier-carton consommées (y compris les
importations, soit 4% de plus qu'en 1997)
parmi les 9 230 000 t de papier-carton produites :Papiers à usage graphique : 4 040 000 t, (soit 5% de moins
qu'en 1997)Papiers pour l'emballage : 4 310 000 t (soit 7% de plus qu'en
1997)Papiers sanitaires et domestiques : 515 000 t (soit 4% de moins
qu'en 1997)
4 900 000 t de vieux papiers consommées (soit 10% de plus qu'en 1997)
environ 25000 emplois dans le secteurs papier et pâte
(Source Copacel, mars 1999, estimations sur l'année 1998)

Le support naturel de la pensée
Malgré l'arrivée massive des ordinateurs et la fulgurante progression de transmissions d'informations numériques, nous sommes encore bien loin du zéro papier et du bureau sans papier. Le papier restera encore certainement le support privilégié de la pensée car il permet de garder une trace permanente de toutes ces images que l'on voit défiler sur nos écrans et de véhiculer simplement les messages.
Le papier, la nature et l'environnement
Le papier possède un atout inestimable : non seulement il est fabriqué à partir d'une matière première naturelle et renouvelable, le bois, mais il est en plus biodégradable, recyclable et en dernier lieu fournit de l'énergie lorsqu'il est incinéré. Ce sont des qualités auxquelles sont sensibles tous les consommateurs aujourd'hui.
Le papier, notre compagnon de tous les jours
Jetons un regard autour de nous pour nous rendre compte à quel point ce matériau est devenu omniprésent :
support de communication : publicités, plaquettes de présentation, journaux, magazines, livres, fax, photocopieur, imprimantes de bureau,
dans notre vie quotidienne familiale : essuie-tout, couches, mouchoirs,
dans le monde médical : vêtements chirurgicaux, papiers stérilisés, champs opératoires,
mise en valeur des produits grâce aux emballages : articles de luxe (parfums, alcools) ou produits alimentaires ( boîtes, sacs, présentoirs),
applications industrielles très techniques où ses caractéristiques multiples en font un allié de choix
Chapitre 1 - Les matières premières
I. Le boisII. L' eau
III. Les matières non fibreusesIV. La fibre recyclée
I. Le bois

Sommaire | Suite chapitre
Le bois constitue la principale source de matière première fibreuse vierge dans la fabrication du papier. En effet, parmi l'ensemble des matières premières fibreuses, on estime à 60% le taux de fibres issues du bois, 35% le taux de fibres recyclées et 5% le taux de fibres végétales.
Or l'arbre est chargé aujourd'hui de nombreux symboles (vie, nature, environnement, écologie,...), et il convient ici de rectifier les nombreuses fausses idées qui circulent autours de l'industrie papetière, accusée depuis longtemps de détruire les forêts et de perturber l'écosystème.
L'arbre et la nature :
L'arbre joue un rôle primordial pour la nature, plus spécialement pendant sa période de croissance : il produit de l'oxygène, absorbe du gaz carbonique, régule les températures, limite les écoulements d'eau (orages ou ruissellements), protège les sols du vent et maintient un microclimat humide, ce qui est vital pour notre planète. Après son cycle de croissance, il rejette plus de gaz carbonique qu'il n'en absorbe de l'atmosphère. Les forêts doivent donc être entretenues et surveillées, et les arbres protégés durant leur période de croissance. Par ailleurs, la forêt doit faire face à certaines inégalités de la nature. En effet, le temps nécessaire à son renouvellement est très différent d'une région à une autre. Pour une même forêt de conifères, il faudra environ 120 ans dans le grand nord et 40 dans une zone tempérée. Une forêt d'eucalytus aura quant à elle besoin de 7 à 10 ans pour se renouveler dans une région de type méditerranéenne ou tropicale. Tout ceci tend à faire développer les usines de pâte à papier vers le sud, pour être plus proches d'une matière première renouvelable plus rapidement. Les arbres à croissance lente donnent cependant des fibres de meilleure qualité que les autres.
La forêt et l'industrie papetière
Le principal atout de l'arbre est sa capacité à se renouveler rapidement, contrairement à d'autres ressources comme le minerais ou le pétrole. L'industrie papetière utilise 14% en volume du bois coupé au niveau mondial.
Contre tout préjugé, l'industrie papetière joue un grand rôle dans le développement de la forêt :
o elle effectue des plantations importantes, o elle assure les éclaircies (élimination des arbres malades, tordus ou en
surnombre) pour que les arbres poussent harmonieusement, en minimisant les risques d'incendie,
o elle utilise les sous-produits de la forêt : les déchets de scierie pour 34%

(copeaux, croûtes, délignures et plaquettes), les houppiers pour 34% également (cimes des arbres destinés aux charpentes et à la menuiserie), et les rondins des premières éclaircies pour 32%.
L'industrie papetière est donc un partenaire essentiel puisque très tôt, elle a adopté une politique de développement et d'entretien du massif forestier en nettoyant et en reboisant les forêts tout en respectant la diversité des essences qui assurent l'équilibre de l'ensemble forestier français. La France a en effet la particularité d'avoir une extrême diversité d'espèces puisque 70% des forêts sont constituées d'au moins deux espèces, et 20% de plus de quatre espèces.
La forêt en France
Les chiffres clés de la forêt française
SurfaceSurface boisée française : 15 millions d'ha, Surface France : 55
millions d'ha -->Taux de boisement : 30%
Composition moyenne de la forêt33% d'arbres de la famille des résineux : pin, sapin, épicéas...
67% de feuillus : chêne, hêtre, charme, peuplier, chataignier
Volume de bois sur pied : 1,9 milliards de m3. Accroissement annuel : 80 millions de m3
Récoltes55 millions de m3, dont 38 commercialisés :
14 pour le bois de chauffage, 22 en scierie,
12 pour le papier, 5 pour le carton - dont déchets de scierie
Évolution des surfaces boisées en France préhistoire : 44 millions d'hectares soit 80% de la surface
totale 200-400 ap JC : 27 millions d'hectares soit plus que de
50%
Fin du XVIIIe siècle : 7,5 millions d'hectares soit 14%
Aujourd'hui : elle remonte à 15 millions d'hectares soit 30% (elle a quasiment doublé en un siècle)
La croissance atteint 30 000 hectares/an.
Gestion des forêts 75% des surfaces sont gérés par des propriétaires privés :

- Surface moyenne d'une surface privée : 7 ha
- 400 000 propriétaires privés possèdent une forêt de plus de 4 ha,
avec une moyenne de 21 ha
environ 10% sont tenus par l'état au travers de l'ONF,
15% sont gérés par les collectivités.
.
La structure de l'arbre et de la fibre
* l'arbre
Un arbre est constitué de trois grandes parties :
o le haut, partie branchue, s'appelle la cime ou le houppier. o le tronc ou le fût est constitué de la partie non branchue
o la partie cachée est tout le système racinaire.
Une coupe d'un tronc ou d'un branche nous permet de détecter trois parties : le bois, le cambium et l'écorce :
Le bois a une structure plus dense à l'intérieur (bois de coeur) qu'à l'extérieur (aubier). Son rôle est de supporter la cime et de stocker les réserves nutritives et de véhiculer les éléments nutritifs des racines jusqu'aux feuilles.
Les anneaux que l'on peut distinguer très facilement sur la photo ci-contre, correspondent à la croissance annuelle de l'arbre en largeur, et plus exactement à la différence de couleur existant entre deux sortes de bois:
o le bois initial (ou de printemps) : tissus formés au printemps lorsqu'il y a abondance d'eau et de lumière. Leur structure est lâche, avec des fibres larges à paroi minces pour permettre la circulation des éléments de la sève (qui est montante dans cette zone), et de couleur claire car pleines d'eau,
o le bois final (ou d'automne) : tissus durs et résistants qui se forment en été lorsque le manque d'eau se fait sentir. Les fibres sont plus denses et d'une couleur plus foncée.
En hiver, l'activité du cambium est stoppée et il ne pousse donc aucune fibre. Le nombre d'anneaux permet de déterminer l'âge de l'arbre, mais ce nombre varie en fonction de la hauteur de la coupe. Il est donc nécessaire de connaître cette hauteur et d'estimer la partie inférieure. La régularité des anneaux et leur largeur permet de déterminer si l'arbre a poussé dans de bonnes conditions. Par exemple un arbre qui pousse dans un environnement de promiscuité aura des anneaux très fins et de plus en plus petits puisqu'il souffrira de plus en plus de la

présence de ses voisins. Une éclaircie pourra être détectée par un soudain élargissement des anneaux.
Le cambium (ou assise cambiale) est relativement fin en épaisseur. C'est ici que vont se créer les nouvelles cellules du bois et donc l'accroissement de l'arbre. Notons qu'en plus l'arbre va grandir en longueur au niveau des extrémités des branches et des racines.
L'écorce située en périphérie du tronc possède une partie intérieure mince et claire (liber), qui permet la circulation descendante de sève, et une partie extérieure foncée (liège), constituée de cellules mortes ayant appartenu auparavent au liber. L'écorce a un rôle de protection, de conduction et de stockage.
*la fibre
Selon l'essence, le bois est constitué de tissus de même nature et groupés de la même façon, ce qui permet de les identifier.
Chez les résineux, les fibres appelées alors trachéides ont une longueur
moyenne de 2 à 4 mm.Elles donnent de bonnes
caractéristiques mécaniques à la pâte. On utilise essentiellement le pin, le
sapin, l'épicéa.
Photo EFPG, Microscope Electronique à Balayage

Chez les feuillus, les fibres sont plus courtes que les trachéides : environ 1mm. La sève circule ici dans des vaisseaux.Les fibres de feuillus vont donner au papier les propriétés optiques comme l'opacité, et l'imprimabilité.La papeterie utilise le bouleau, le hêtre, le tremble, le charme et l'eucalyptus.
La composition chimique. Le bois possède de multiples composants, dont certains sont de hauts polymères. Les constituants principaux sont :
Les hydrates de carbone : 60 à 80 % du bois,- la cellulose dont le degré de polymérisation est d'environ 1500- les hémicelluloses (hexoses, pentoses...) avec un degré de polymérisation moyen de 150
Les substances phénoliques : 20 à 30 %,- les lignines, constituées de molécules complexes et hétérogènes,- les tanins, les substances colorées,...
et les constituants restants sont des cires, graisses, substances minérales, protéiques ou peptiques présentes en faible quantité.
Photo EFPG, Microscope Electronique à Balayage

Ainsi les macromolécules se groupent pour former des faisceaux de fibrilles puis des fibres. Les fibres sont soudées entre elles grâce à une structure appelée lamelle mitoyenne, contenant une forte proportion de lignine, responsable de leur rigidité. C'est un élément qu'il faudra soit dissoudre (produits chimiques), soit assouplir (température) pour extraire du bois des fibres souples et individualisées.
Sur la photo ci-contre, on aperçoit une portion de fibre avec les fibrilles presque alignées dans le sens de la fibre. Certaines fibrilles font la liaison entre les fibres montrant ainsi la cohésion du papier.
Chapitre 1 - Les matières premières (suite)
I. Le boisII. L' eau
III. Les matières non fibreusesIV. La fibre recyclée
II. L'eau
Début chapitre | Chapitre suivant | Sommaire
L'eau est un élément indispensable dans la fabrication du papier.
En effet, l'eau est un élément qui favorise l'assemblage naturel des fibres cellulosiques hydrophiles (ie. ont une affinité avec l'eau).
L'eau assure donc la cohésion des fibres et la souplesse de la feuille de papier.
Fibres à la surface d'un papier kraft pour sac grande contenance
G=2000 X, Photo IRFIP/EFPG

Au cours de la fabrication du papier, cet élément se retrouve à de multiples stades :
l'eau sert à transporter la suspension de fibres tout au long de la chaîne de fabrication de la pâte et du papier, notamment dans le raffineur, au moment de l'épuration (élimination des impuretés) ou de la répartition de la pâte sur la toile,
l'élimination de l'eau dans tout le processus de séchage va permettre le rapprochement des fibres et la création des liaisons hydrogène entre les fibres.
l'eau permet aussi de produire de la vapeur pour le chauffage des cylindres sécheurs
La consommation d'eau au cours du procédé de fabrication de papier a considérablement évolué au cours des dernières années. En 1970, il fallait environ 100 m3 d'eau pour fabriquer 1 tonne de papier. Aujourd'hui, il faut entre 5 et 15 m3. Cette réduction a pu se réaliser grâce à la fermeture des circuits, à la réutilisation et au recyclage de l'eau en interne.
III. Les matières premières non fibreuses
Début chapitre | Chapitre suivant | Sommaire
Le papier est pricipalement constitué de fibres cellulosiques (elles rentrent pour 50% dans la composition fibreuse d'un papier couché, et pour 75% dans un papier non-couché), mais selon son utilisation, il est parfois nécessaire de rajouter des éléments améliorant ses caractéristiques.
III.1 Les charges et les pigments
Les charges et les pigments sont des éléments minéraux très peu solubles, introduits sous forme de poudre et utilisés dans la plupart des papiers impression-écriture.
Ces éléments sont rajoutés à la pâte après le raffinage en général mais avant formation de la feuille, et ont pour but d'augmenter l'opacité du papier et parfois sa blancheur, d'améliorer sa stabilité dimensionnelle, sa structure et son état de surface pour une meilleure aptitude à l'impression. De plus, ils permettent de diminuer -sauf exception- le prix de revient de la fabrication du papier puisqu'ils sont moins chers que les fibres cellulosiques.
Mais ils n'ont pas que des avantages:
ils ont tendance à diminuer la main (volume massique), les caractéristiques mécaniques (longueur de rupture, éclatement, déchirure)
sont plus faibles,
ils ne sont pas totalement retenus par les fibres et sont donc entraînés dans les eaux blanches c'est-à-dire les eaux d'égouttage recyclées,
ils rendent le collage ultérieur difficile car les charges absorbent les résines,
ils induisent une différence marquée d'aspect entre les deux faces des papiers de forts grammages,
ils rendent difficile le désencrage.

Les quantités de charges introduites en moyenne dans la pâte sont de 5 à 35 % par rapport aux fibres. La rétention de ces charges dépend de plusieurs facteurs dont celles liées à leur nature (propriétés, granulométrie) et celles liées à la pâte (pH, température, vitesse) ou au papier (grammage).
Les principales sortes utilisées en papeterie sont le kaolin (silicate d'aluminium hydraté), le talc (silicate de magnésium hydraté), le carbonate de calcium (état naturel ou précipité : craie, marbre, calcite). Ces trois charges représentent 90% du tonnage utilisé. On peut citer aussi l'oxyde de titane (très cher mais très opaque), le sulfate de calcium ou gypse, le blanc satin ou sulfo-aluminate de calcium, le blanc fixe ou sulfate de baryum. Les pigments organiques sont plus purs, plus blancs, mais aussi plus chers, donc ne sont utilisés que la plupart du temps en surface du papier.
III.2 Les adjuvants
Ce sont des produits chimiques naturels ou synthétiques, introduits dans la pâte ou en surface du papier, destinés à améliorer :
o les propriétés du papier : caractéristiques mécaniques et solidité (comme l'amidon),
propriétés optiques (azurants optiques, colorants,...)
résistance à l'eau (produits de collage comme la colophane, ou produits REH - résistance état humide- constitués par exemple de résines urée formol)
propriétés barrière vis-à-vis de l'eau et des gaz : cires, paraffine, latex,...
propriétés barrière vis-à-vis des graisses : résines oléophobes,
couleur : colorants solubles en général de synthèse ou des pigments minéraux ou synthétiques,
o la maintenance et la propreté des circuits de fabrication
produits "anti-slimes" empêchant le développement des bactéries et microbes,
produits anti-poix et anti-peluchage protègeant essentiellement le matériel de dépôts de fibres et charges occasionnant des casses,
antimousses destinés à éviter l'apport d'air dans la suspension fibreuse.
o les performances de fabrication,
agents de rétention destinés à retenir les éléments précédents ainsi que les fibrilles
IV La fibre recyclée (FCR = Fibre cellulosique de récupération)

Début chapitre | Chapitre suivant | Sommaire
Quelques chiffres pour la France (Statistiques Copacel, 1998) :
En France, les collectes en 1998 ont permis le recyclage de 4 900 000 tonnes de papier-carton, ce qui correspond à un taux de récupération de 40%. Ce taux représente le recyclage apparent auquel on ajoute les exportations et retire les importations, comparé à la consommation totale comprenant les importations. Une bonne progression par rapport à 1997 puisqu'elle en recycle 10% de plus.
Sur la quantité totale de papiers récupérés en Europe soit 34,4 millions de tonnes, l'Allemagne est la plus efficace (27%), viennent ensuite la France et le Royaume Uni avec 13% puis l'Italie avec 11%.
Origine des fibres et utilisation :
Ces papiers proviennent de deux sources (Statistiques Copacel, 1998):
les ménages (8%) : avec les journaux lus, les emballages ménagers, les produits de bureaux
l'industrie (92%) : déchets et chutes des imprimeries et transformateurs, emballages industriels, invendus (journaux, magazines).
Il faut noter qu'on ne pourra jamais récupérer 100% du papier qu'on fabrique, car certains sont brûlés (papier cigarette), d'autres conservés (livres et documents archivés en bibliothèque).
Globalement, la part de fibres recyclées utilisées parmi les matières premières cellulosiques atteint 51% (dont 78% de France, et 22% importés), alors qu'en 1980, elle se situait aux alentours de 35%. L'industrie papetière se place ainsi au premier rang du recyclage.
Parmi les produits papetiers réalisés, on peut donner un ordre d'idée de la proportion de FCR utilisées dans la composition fibreuse :
PPO (papiers pour ondulés) : 88% Cartons : 80%
Autres papiers d'emballage : 40%
Journal : 50 à 100%
Ouate, produits sanitaires et domestiques : 40%
Papiers Impression-écriture : <10%
Les étapes de fabrication et difficultés :
La première étape consiste à triturer les papiers : elle permet d'obtenir une suspension et d'éliminer les matières indésirables commes les agrafes, les matières plastiques, les cerclages métalliques...
La seconde étape consiste à désencrer la pâte obtenue si la qualité du prduit l'exige.

Ceci est possible grâce aux progrès techniques réalisés dans les procédés de désencrage et d'épuration notamment, qui ont de cette façon permis l'utilisation des fibres recyclées en premier lieu dans l'emballage puis dans les papiers à haute valeur ajoutée. Du point de vue technique, un papier composé à 100% de fibres recyclées ne possède pas d'excellentes caractéristiques mécaniques. C'est pour cela qu'il est souvent nécessaire d'apporter un minimum de fibres vierges.