
Réparation baie de pare brise N°1
21
Réparation baie de pare brise Ma baie de pare brise est en triste état Je vais la réparer… Une baie de pare brise c’est fait comment ? Ce petit schéma qui la montre en coupe vous éclaircira les idées :
Transcript of Réparation baie de pare brise N°1

Réparation baie de pare brise
Ma baie de pare brise est en triste état
Je vais la réparer…
Une baie de pare brise c’est fait comment ?
Ce petit schéma qui la montre en coupe vous éclaircira les idées :
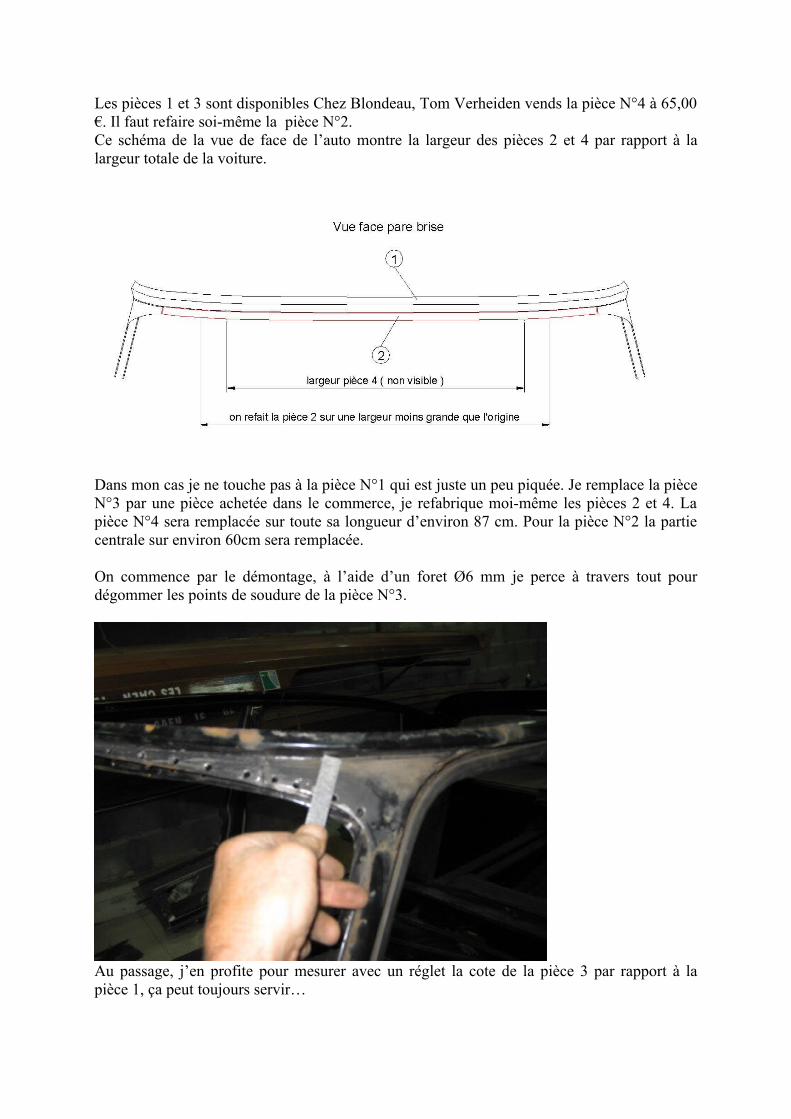
Les pièces 1 et 3 sont disponibles Chez Blondeau, Tom Verheiden vends la pièce N°4 à 65,00 €. Il faut refaire soi-même la pièce N°2. Ce schéma de la vue de face de l’auto montre la largeur des pièces 2 et 4 par rapport à la largeur totale de la voiture.
Dans mon cas je ne touche pas à la pièce N°1 qui est juste un peu piquée. Je remplace la pièce N°3 par une pièce achetée dans le commerce, je refabrique moi-même les pièces 2 et 4. La pièce N°4 sera remplacée sur toute sa longueur d’environ 87 cm. Pour la pièce N°2 la partie centrale sur environ 60cm sera remplacée.
On commence par le démontage, à l’aide d’un foret Ø6 mm je perce à travers tout pour dégommer les points de soudure de la pièce N°3.
Au passage, j’en profite pour mesurer avec un réglet la cote de la pièce 3 par rapport à la pièce 1, ça peut toujours servir…

Les trous vus sous un autre angle

Une fois que tout est percé on retire la pièce 3.
On commence par écarter les tôles avec l’outil approprié ici un vieux tournevis meulé

On dégage la pièce N°3.
pour la sortir ensuite.
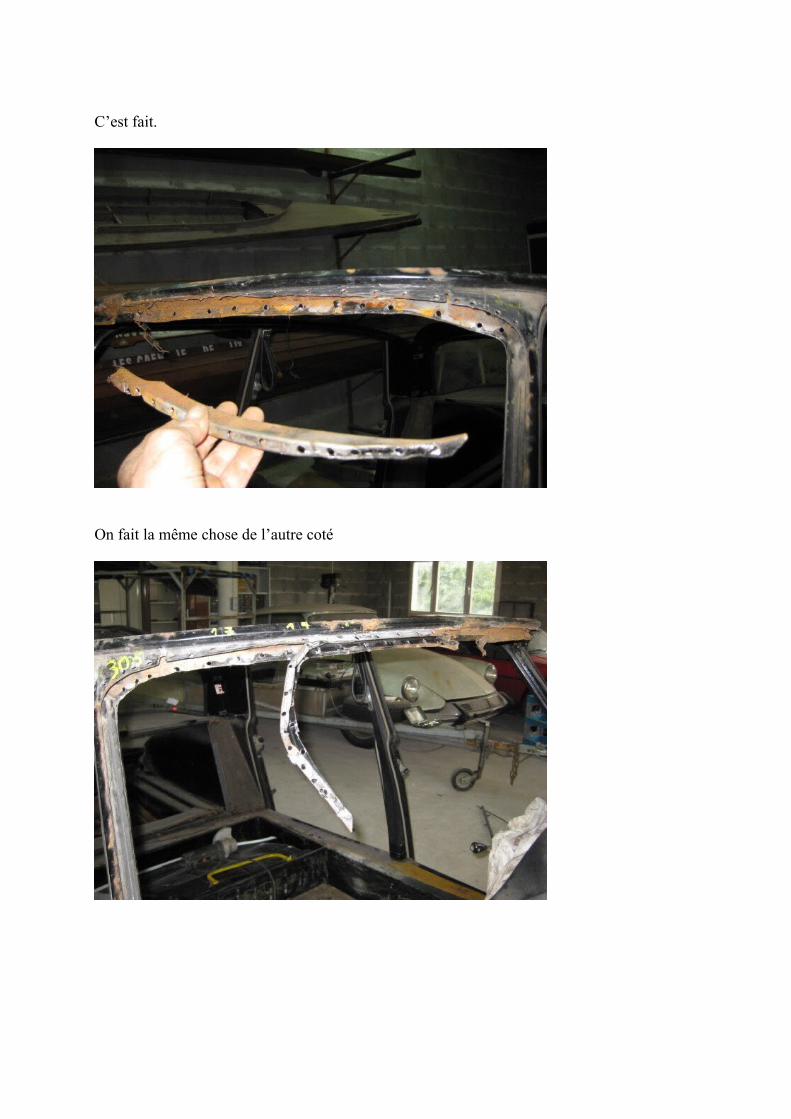
C’est fait.
On fait la même chose de l’autre coté

Maintenant on va jouer du foret à dépointer pour faire subir le même traitement à la pièce 4
L’auto avant de retirer 4.
Après l’avoir fait.
La photo n’est pas très parlante, mais enfin…

On passe à la partie centrale de la pièce 2.
Pour couper proprement ce qui doit rester de la pièce 2 j’ai recours à des techniques rustiques mais éprouvées : pince universelle + disqueuse !
Maintenant, c’est tout propre.

Une autre vue qui montre la forme des pièces 2 et 4.
Et le petit dessin qui complète la dernière photo, juste pour voir le profil des pièces à fabriquer.
Les chiffres en vert, n’indiquent rien de plus que les chiffres en noir, c’est le logiciel de dessin qui a des lubies de jeune fille.

On coupe la tôle à la cisaille, faut pas mégoter sur la qualité, j’ai acheté cet outil plus de 60 « roros », mais ça coupe très bien, sans efforts et ça le fera pendant longtemps.
Les bouts de tôle découpés à aller plier.

Chez mon dépositaire Point P qui m’a vendu 15 palettes de tuiles de Bavent pour mon garage, il a le matériel que je peux utiliser gratuitement.
Mes pièces sont presque terminées.
Il faut encore leur donner la courbure idoine et les souder sur l'auto.

Avant de souder il y a un travail de préparation à effectuer sur l'auto (pièce N°1).
Il faut percer à Ø 6 mm les anciens points de soudure assurant l'assemblage de 1 avec 2 et 1 avec 4, puis retirer la belle peinture noire à la disqueuse. En effet le MIG n'apprécie ni la peinture ni la galvanisation et n'accepte de souder que de l'acier propre.
On prépare ensuite la pièce N°2 : supression de la galvanisation à la disqueuse aux endroits des soudures et perçage des trous à Ø 6 mm pour la réalisation des points de soudure.
On place ensuite la pièce qui n'a pas encore été cintrée sur la voiture comme sur la photo.

L'étape suivante consiste à souder les deux tôles en remplissant les trous de la tôle supérieure avec de la soudure. Ci-dessous, les deux trous de gauches sont bouchonnés et ceux de droite attendent de l'être.
Pour réaliser les bouchons, j'actionne par impulsions de 2 à 4 /10ème de secondes la torche pour déposer la soudure aux bons endroits en faisant un mouvement circulaire.
Il ne faut pas rester statique et appuyé trop longtemps car on risque de trouer la tôle en raison de l'échauffement. Souder par impulsion limite l'ampleur de la Zone Affectée par la Chaleur ( ZAC ).
Il vaut mieux travailler au gaz qu'au fil fourré ca avec le gaz il n'y a pas de production de laitier contrairement au fil fourré qui produit du laitier.
Souder par impulsions permet au métal de refroidir et au laitier de commencer à se solidifier, ce qui est incompatible avec le dépôt immédiat de nouvelle soudure sans piquage préalable du laitier.
Si vous devez acheter un poste privilégiez donc l'achat d'un poste fonctionnant au gaz.

Une fois que la tôle est fixée, on va la chauffer au chalumeau pour la mettre en place progressivement. On voit sur la photo les trous dans la pièce N°2 qui serviront au soudage de la pièce N°3.
Et on réalise les points de soudure au fur et à mesure.

La pièce N°2 est en place.
On fignole en soudant les extrémités.

On place la pièce N° 3 achetée dans le commerce.
Que l'on positionne précisément grâce aux notes prise anvant démontage.
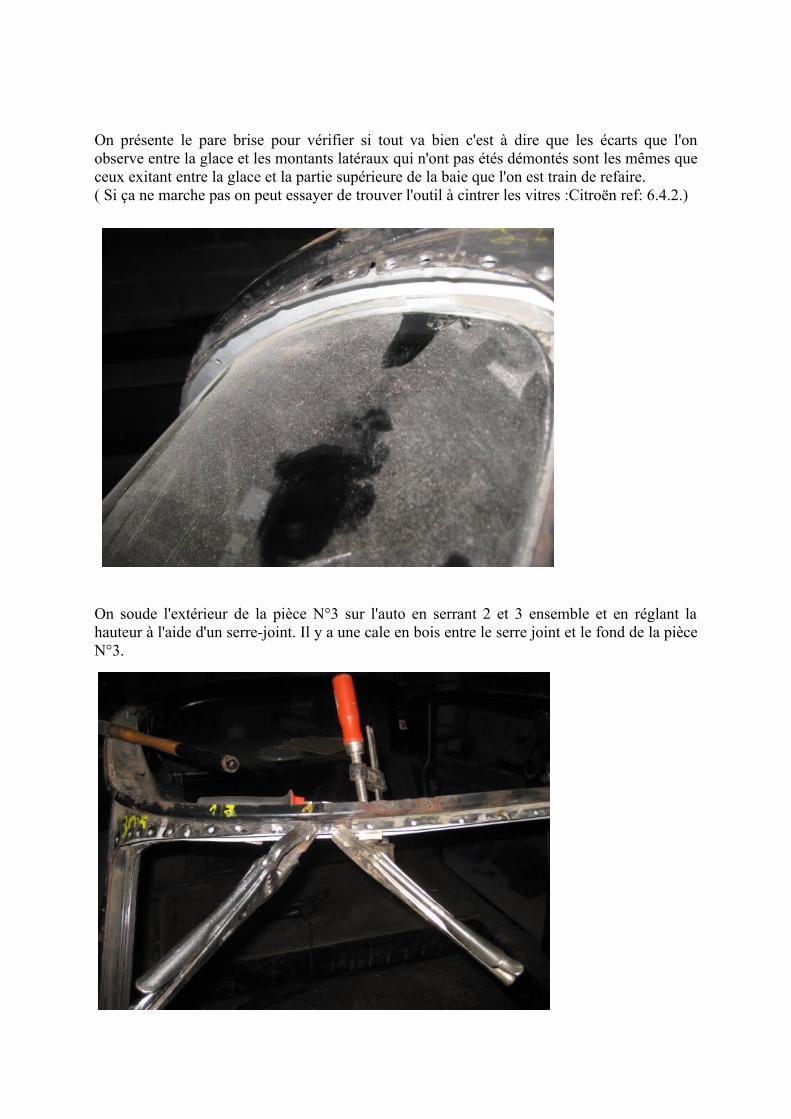
On présente le pare brise pour vérifier si tout va bien c'est à dire que les écarts que l'on observe entre la glace et les montants latéraux qui n'ont pas étés démontés sont les mêmes que ceux exitant entre la glace et la partie supérieure de la baie que l'on est train de refaire. ( Si ça ne marche pas on peut essayer de trouver l'outil à cintrer les vitres :Citroën ref: 6.4.2.)
On soude l'extérieur de la pièce N°3 sur l'auto en serrant 2 et 3 ensemble et en réglant la hauteur à l'aide d'un serre-joint. Il y a une cale en bois entre le serre joint et le fond de la pièce N°3.

Après l'extérieur, on peut souder à l'intérieur.
Il reste la pièce N° 4 à installer. Au vu de la photo cela risque d'être dificile.

On prépare la pièce, perçage, disquage de la galvanisation et opération à la cisaille.
On présente la pièce N° 4 et on la soude au fur et à mesure comme pour la pièce N°2, ici le début.

Là la fin.
Il faut ensuite meuler tous les points de soudures pour fignoler le travail.

C'est terminé


















