Rekers GmbH, 48480 Spelle, Allemagne Un concept de · PDF fileen béton armé...
8
Fig. 1: Plan général de la presse à blocs et pavés à l’usine de Sor Aroon (Thaïlande) PBI – Préfa Béton International – 2 | 2016 www.cpi-worldwide.com 112 PRODUITS EN BETON Franz-Josef Papen, Rekers GmbH, Allemagne Sor Aroon, une entreprise située à Pathum Thani (région de Bangkok), fait partie du groupe Sor Aroon, qui est dirigé par Phasanon Chanaranon, le plus jeune mem- bre de la famille. L’offre de produits de Sor Aroon comprenait jusqu’alors des éléments en béton armé comme les poteaux et pylônes précontraints, les pieux d’ancrage ainsi que les dalles basses armées pour fon- dations. A présent, cette jeune et dyna- mique entreprise souhaitait élargir son por- tefeuille de produits, notamment avec des bordures et des pavés en béton. En tant que nouvel arrivant dans le monde des machines stationnaires à fabriquer les blocs en béton, il s’agissait aussi de limiter autant que possible les risques technologiques et économiques, ce qui ne pouvait apparem- ment être garanti qu’avec des machines de petite et moyenne capacité (planches de production de taille petite et moyenne). Toutefois, il n’était pas question de faire de compromis en ce qui concernait la qualité de la machine ni de restreindre les possibi- lités de production. Au cours de sa dernière visite sur le salon munichois Bauma en 2013, le chef de famille a jugé que préci- sément toutes ces exigences étaient satis- faites avec la nouvelle machine RS1KV de Rekers. En outre, la famille tout entière était très favorable à un système complet «made in Germany», de la conception à la fabri- cation de toutes les unités et composants importants, en passant par le montage, l’installation et la mise en service par l’équipe de techniciens de la firme – un concept qui est toujours au cœur de la poli- tique d’entreprise de Rekers. Néanmoins, il fallait bien entendu encore étudier les diffé- rentes variantes possibles pour l’agence- ment de l’installation, les équipements addi- tionnels et les accessoires, soupeser les avantages et les inconvénients. La décision Rekers GmbH, 48480 Spelle, Allemagne La mise en service réussie de deux machines REKERS RS 1 dans les locaux des entreprises Sor Aroon en Thaïlande et PD Edenhall en Angleterre confirme de nouveau l’excellence du concept machine innovant de la série Rekers RS et sa popularité grandissante sur le mar- ché. Des équipements additionnels, réalisés pour la première fois, tels que la station de changement des rayons de séchage et le dispositif de mandrin, offrent non seulement aux clients des avantages en termes d’efficacité, mais démontrent aussi clairement le large éventail des possibilités de production offert par les machines de la famille RS. Un concept de machine innovant sur la voie du succès: mise en service de deux lignes de production en Thaïlande et en Angleterre
Transcript of Rekers GmbH, 48480 Spelle, Allemagne Un concept de · PDF fileen béton armé...

Fig. 1: Plan général de la presse à blocs et pavés à l’usine de Sor Aroon (Thaïlande)
PBI – Préfa Béton International – 2 | 2016 www.cpi-worldwide.com112
PRODUITS EN BETON
Franz-Josef Papen, Rekers GmbH, Allemagne
Sor Aroon, une entreprise située à PathumThani (région de Bangkok), fait partie dugroupe Sor Aroon, qui est dirigé parPhasanon Chanaranon, le plus jeune mem-bre de la famille. L’offre de produits de SorAroon comprenait jusqu’alors des élémentsen béton armé comme les poteaux etpylônes précontraints, les pieux d’ancrageainsi que les dalles basses armées pour fon-dations. A présent, cette jeune et dyna-mique entreprise souhaitait élargir son por-tefeuille de produits, notamment avec desbordures et des pavés en béton. En tant quenouvel arrivant dans le monde desmachines stationnaires à fabriquer les blocsen béton, il s’agissait aussi de limiter autantque possible les risques technologiques etéconomiques, ce qui ne pouvait apparem-ment être garanti qu’avec des machines depetite et moyenne capacité (planches deproduction de taille petite et moyenne).Toutefois, il n’était pas question de faire decompromis en ce qui concernait la qualitéde la machine ni de restreindre les possibi-lités de production. Au cours de sa dernièrevisite sur le salon munichois Bauma en2013, le chef de famille a jugé que préci-sément toutes ces exigences étaient satis-faites avec la nouvelle machine RS1KV deRekers. En outre, la famille tout entière étaittrès favorable à un système complet «madein Germany», de la conception à la fabri-cation de toutes les unités et composantsimportants, en passant par le montage,l’installation et la mise en service parl’équipe de techniciens de la firme – unconcept qui est toujours au cœur de la poli-tique d’entreprise de Rekers. Néanmoins, ilfallait bien entendu encore étudier les diffé-rentes variantes possibles pour l’agence-ment de l’installation, les équipements addi-tionnels et les accessoires, soupeser lesavantages et les inconvénients. La décision
Rekers GmbH, 48480 Spelle, Allemagne
La mise en service réussie de deux machines REKERS RS 1 dans les locaux des entreprises Sor Aroon en Thaïlande et PD Edenhall en Angleterre confirme de nouveau l’excellence du concept machine innovant de la série Rekers RS et sa popularité grandissante sur le mar-ché. Des équipements additionnels, réalisés pour la première fois, tels que la station de changement des rayons de séchage et le dispositifde mandrin, offrent non seulement aux clients des avantages en termes d’efficacité, mais démontrent aussi clairement le large éventail despossibilités de production offert par les machines de la famille RS.
Un concept de machine innovant sur la voie du succès: mise en service de deux lignes de production en Thaïlande et en Angleterre
04a-Waren_106-145_fr_Layout 1 16.03.16 07:51 Seite 112

WASA Compound GmbH & Co. KG
Meininger Str. 9 I 98617 Neubrunn wasa-wetcast.com
vous permet de produire – de manière automatisée et en série – des pavés en béton de qualité supérieure, avec des formes et finitions individuelles. Notre département de modélisation développe pour ce faire un prototype répondant précisément à vos besoins ; les moules élastomères robustes en polyuréthane sont ensuite fabriqués par notre fonderie.
Contactez-nous et découvrez la gamme .
Le polyuréthane rencontre le béton.Pour davantage de fl exibilité te de créativité :moules et innovations .
PRODUITS EN BETON
définitive a finalement été prise après la visite au Kosovo de latoute première installation de production de ce type, qui satisfait àtoutes les attentes.Au printemps 2015, la firme thaïlandaise a finalement passé com-mande d’une installation complète comprenant une presse à blocset pavés et un système de manutention basé sur des rayons deséchage mobiles, comme illustré sur le plan d’ensemble (Fig. 1).
Presse à blocs et pavés universelle Rekers RS1KV Le génie de conception de cette presse universelle compacte pourblocs béton est unique: des tiroirs de remplissage en position trans-versale par rapport à la direction de transport des planches de pro-duction; une nouvelle grille vibrante à hautes performances, un gui-dage haute précision du moule et du pilon, une table vibrante denouvelle conception, et de nombreuses options additionnelles.En plus de tous ces avantages, le fait que l’installation disposed’une unité de remplissage pour béton de parement et que le sys-tème de pilonnage soit disposé dans le sens transversal par rapportaux tiroirs de remplissage (Fig. 2), était d’une importance primor-diale pour Sor Aroon, dont la préoccupation majeure était la fabri-cation de bordures et de blocs en béton. La machine a été en outreéquipée d’un dispositif tire-tôle pour la production future éventuellede produits avec profils inférieurs. Bien entendu, la machine fournitaussi toutes les fonctionnalités et équipements nécessaires pour lafabrication de pavés de haute qualité. Dans les ateliers de SorAroon, les planches de production utilisées sont des Woodplast dufabricant Wasa.
Manutention des planches de production Sor Aroon avait décidé d’exploiter l’installation avec des rayons deséchage mobiles, qui peuvent être transportés dans et hors de lazone de durcissement au moyen d’un chariot élévateur. L’espacedisponible dans le bâtiment existant ne permettait pas la mise enœuvre d’un système entièrement automatisé avec racks fixes. Deplus, il existe de nombreuses possibilités, à un niveau local, de fairefabriquer des systèmes de durcissement mobiles suffisamment précis– ce qui, bien entendu, réduit considérablement la somme des inves-tissements nécessaires. Malgré tout, Sor Aroon a insisté pour dispo-ser d’une machine fonctionnant de manière aussi uniforme que pos-sible et avec une haute efficacité. Pour cette raison – et pour la pre-mière fois –, des dispositifs de changement de rayons ont été ins-tallés en amont et en aval des systèmes de chargement et dedéchargement. Ces derniers permettent dorénavant le changement
Fig. 2: Presse à blocs et pavés Rekers RS1KV avec brosse de pilondans le sens transversal
www.cpi-worldwide.com PBI – Préfa Béton International – 2 | 2016
04a-Waren_106-145_fr_Layout 1 16.03.16 07:51 Seite 113

PBI – Préfa Béton International – 2 | 2016 www.cpi-worldwide.com114
PRODUITS EN BETON
des rayons de séchage par chariot éléva-teur, du côté ‘ligne fraîche’ ou ‘ligne durcie’– sans interrompre le flux de production.Pendant qu’un rayon se trouve en positionmédiane pour le chargement / décharge-ment, la deuxième position du chariot semet en place, à droite ou à gauche, etdevient disponible pour le changement derayon, sans interrompre le processus dechargement (Fig. 3).
Palettisation et regroupement Pour le système de palettisation également,la préoccupation majeure de Sor Aroonportait sur les blocs pour bordures, leur pro-duit principal. Malgré leurs faibles coûtssalariaux, une palettisation à la main ou aumoyen d’un système de préhension pneu-matique n’ont à aucun moment été pris enconsidération en raison de leur poids tropélevés. On voulait également éviter lapalettisation des bordures sur des palettesen bois. Le bois est une ressource précieuseen Thaïlande et il n’existe pas de systèmelogistique dans le pays, comme pour leseuro-palettes en Europe. Pour les bordures,il n’était donc pas question d’utiliser despalettes en bois, relativement coûteuses, etqui sont rapidement recyclées pour d’autresusages, c.-à-d. qu’elles ne sont pas retour-nées au fabricant.Sor Aroon a opté pour les paquets de blocscomposés d’une couche complète (six bor-dures), d’une couche comportant des«vides» (trois bordures) et d’une dernièrecouche pleine (Fig. 4). Avec un cerclageapproprié, ces paquets peuvent être mani-pulés par un chariot élévateur quelconque,sans palette en bois.
La mise en paquets s’effectue de manièresimple et peu coûteuse: le palettiseurdépose une couche complète sur la tablede regroupement; là, un moteur déplace lapartie mobile de la table pour séparer troisbordures de la couche pleine. En mêmetemps, la moitié mobile de la table s’ouvre
dans les dimensions nécessaires et sépareles trois bordures les unes des autres. Pourla couche comportant des vides du paquetsuivant, les trois bordures ainsi séparéessont transférées par le palettiseur sur la par-tie mobile de la table, qui se déplace ets’ouvre alors à nouveau en générant unenouvelle couche avec vides.Une fois que le paquet terminé, il est amenépar un lourd convoyeur à fourches profiléesvers une zone sécurisée par des barrièreslumineuses, dans laquelle les bandes decerclage peuvent être apposées.Cependant, pour la plupart des pavés etdes dalles, le procédé décrit plus haut n’estpas pris en considération. Comme enEurope par exemple, les paquets de pavéssont constitués par le palettiseur sansregroupement spécifique sur des palettesen bois (Fig. 5) puis cerclés à la main.
Installation + mise en service des équipements, formation des opérateursTandis que les phases de conception et deplanification ont été relativement longuesen raison des nombreuses problématiquesposées, l’installation et la mise en servicedu système complet ont été rapides. C’est lerésultat d’une bonne préparation, en parti-culier de la part de Sor Aroon. A leur arri-vée en Thaïlande, l’équipe de techniciensde Rekers responsables de l’installation etde la mise en service ont rempli toutes lesexigences et satisfait aux attentes du client.Le projet a bénéficié du fait que le jeunechef d’entreprise est lui-même ingénieurcivil, de sorte que les travaux de fondationset de pré-installation avaient été effectuésavec beaucoup de précision. Il convient dementionner également le fait que les fonda-tions de la machine, dont l’importance est
Fig. 3: Dispositif de chargement/déchargement des rayons deséchage avec chariot de changement
Fig. 4: Paquet de bordures comportant des zones «vides» pour la manutention avec chariot élévateur
Fig. 5: Palettisation avec station de regroupement
04a-Waren_106-145_fr_Layout 1 16.03.16 07:51 Seite 114

PBI – Préfa Béton International – 2 | 2016 www.cpi-worldwide.com116
PRODUITS EN BETON
souvent sous-estimée, ont été correctementévaluées et conçues légèrement surdimen-sionnées en vue de fabriquer des produitshaut de gamme.Grâce au soutien actif des employés de SorAroon et à leurs capacités d’improvisationcréatives, l’installation de la presse et deséquipements a été achevée en quelquessemaines. Les séances d’instructions tech-niques et la formation de base aux équipe-ments ont également eu lieu dans de brefsdélais. Dès les premiers cycles de produc-tion, les résultats étaient très positifs (Fig. 6et 7). Un bon travail d’équipe conduit géné-ralement à de bons résultats.
Perspectives Bien entendu, d’autres formations tech-niques détaillées ont eu lieu pendant cetemps. Après tout, l’acquisition de cette nou-velle installation de production stationnairepour blocs et pavés en béton avec un éven-tail de possibilités de fabrication aussilarge, a constitué une étape technologiqueimportante pour Sor Aroon. Néanmoins,l’essentiel de l’expertise s’acquiert étapepar étape grâce à l’apprentissage « sur letas ». Ainsi, la firme a fait l’acquisitionrécemment de plusieurs nouveaux moulespour pavés, qui vont permettre d’élargirconsidérablement la gamme des produitsde pavage. Le dynamisme du jeune chefd’entreprise laisse espérer une excellentecollaboration sur le long terme avec encoreplus de questions plus intéressantes à dis-cuter à court et à moyen terme.
PD Edenhall a également choisi la Rekers RS 1
En Angleterre, la situation de départ étaitsimilaire à bien des égards et pourtant com-plètement différente! PD Edenhall estdepuis de nombreuses années l’un des prin-cipaux fournisseurs européens de «briquesde parement en béton», en plus de diversautres produits en béton. En principe, ils’agit là de briques de parement fabriquéesen béton et non pas avec de l’argile cuite.Edenhall assure la production de cesbriques dans huit usines différentes enGrande-Bretagne. Dans la plupart de cesusines, les machines utilisées sont assezanciennes, très limitées au niveau des pos-sibilités de transport et de manutention desproduits et qui requièrent par ailleurs desbesoins relativement élevés en personnel,comparé aux performances en termes deproduction.
C’est pourquoi chez PD Edenhaller, les dis-cussions ont rapidement porté sur un rem-placement des technologies existantes pardes presses stationnaires à blocs et pavésmodernes dotées d’équipements de manu-tention et de conditionnement fiables et à lapointe de la technologie. Comme dans lecas de Sor Aroon en Thaïlande, les propo-sitions visant à l’achat de machines àhautes performances avec des systèmes demanutention complets n’ont pas été consi-dérées – et pas uniquement à cause desinvestissements élevés qu’elles représen-
taient. En plus d’un risque économiqueréduit, les systèmes de petites capacités ontété jugés mieux adaptés pour contrôler latransition technologique, à savoir le pas-sage de presses anciennes à un système deproduction ultra moderne.
Comme dans le cas de Sor Aroon, la visitede l’installation de référence de Rekers auKosovo a joué un rôle primordial dans ladécision d’achat. En plus d’apporter lapreuve fondamentale que la presse à blocsRS1KV est capable de produire des pro-duits en béton de haute qualité et queRekers fournit des équipements de premierchoix, l’installation du Kosovo, petite etgérable, s’est avérée être un argumentconvaincant en ce sens qu’elle a réduit etmême fait disparaître les craintes de l’ac-quéreur en ce qui concernait la contrôlabi-lité de la transition technologique. Les der-niers doutes ont été dissipés lorsque Rekersa pris l’initiative, dans le cadre d’une étroitecollaboration, d’étudier une série de préfé-rences et d’options spécifiques souhaitéespar PD Edenhall, sans insister sur desnormes rigides, même si celles-ci se seraientavérées bien plus rentables pour Rekers. Lerésultat est un système de production com-prenant des parties conçues sur mesure eten fonction des exigences de production,avec même quelques innovations technolo-giques concernant certaines options.
Presse à blocs et pavés Rekers RS1KA l’instar de la plupart des machines àblocs en béton installées en Grande-Bretagne, la presse Rekers de PD Edenhallfonctionne sans béton de parement (Fig. 9).Une nouveauté de cette presse, unique enson genre, est le dispositif de remplissagedirect des bacs de remplissage, sans zonetampon pour le béton frais dans la trémiede stockage du béton de masse. Aprèschaque cycle de la presse, le convoyeur detransport du malaxeur déverse de manièreciblée une très petite quantité de béton frais
Fig. 6: Bordures en béton : les premières fabriquées après la miseen service de la machine
Fig. 7: Dalles pentagonales: les premières fabriquées après la mise en service de la presse à blocs
Phasanon Chanaranon, propriétaire et directeur gérant
Bien plus qu’une machine de haute qualité, c’est une technologieinnovante dont j’ai fait l’acquisition. Mais le plus important ont étéla haute qualité et la fiabilité du service après l’achat, au cours del’installation, de la mise en service et de la formation. Pour la pro-chaine acquisition de matériel, mon choix se portera de nouveausur Rekers.
04a-Waren_106-145_fr_Layout 1 16.03.16 07:51 Seite 116

REKERSu. AnlagenbauMaschinen-
La maîtrise en progrès...Machines de production de pavés Manutention pour production de pavésFinitionCentrales de malaxage de béton et le transportManutention de tuyaux et regards Manutention de traverses ferroviairesSolutions spéciales Commandes automatiques
madein Germany
www.rekers.de
ne
se
idd
m
uia
ers.dek.rewwww Maschinen- u.REKERS
ers.de nlagenbauAREKERS
www.cpi-worldwide.com PBI – Préfa Béton International – 2 | 2016
PRODUITS EN BETON
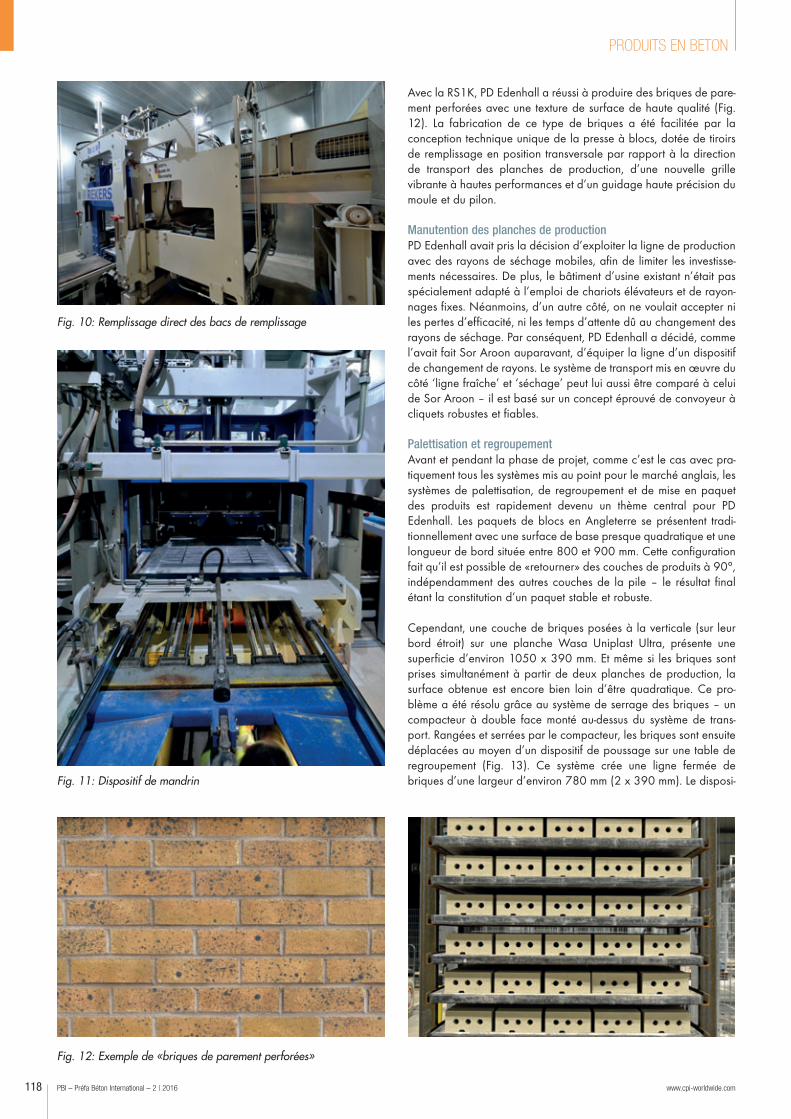
préalablement dosé par le dispositif Colour-Blending, au-dessousde la trémie de béton frais, dans les bacs de remplissage (Fig. 10).Le temps et l’expérience ont montré que ce système permettait unremplissage mieux contrôlé et plus uniforme des moules, avec demeilleurs résultats de mélange des couleurs, et une amélioration del’esthétique.Une autre fonctionnalité innovante de cette machine est qu’elle estéquipée d’un dispositif de mandrin. Celui-ci a été installé sous latôle de la table du côté du béton de parement (Fig. 11). L’espacerendu disponible avec le concept de machine RS1K offre unegrande liberté de conception, notamment pour des options commele dispositif de mandrin, alors qu’avec des machines convention-nelles, l’espace situé sous le dispositif tôle-tire du béton de masse etle système de transport des planches est normalement extrêmementrestreint. En l’occurrence, le dispositif de mandrin est nécessairepour la fabrication de «briques perforées» (blocs de béton com-portant les trois trous typiques en maçonnerie). Les avantages de cetype de briques sont la consommation réduite de matériaux, unpoids inférieur et surtout, une meilleure adhérence entre les briqueset le mortier de scellement qu’avec les briques lisses. Jusqu’à pré-sent, les briques perforées étaient produites dans des moules àpetits noyaux. Ce système ne peut fonctionner que si les briquessont positionnées à plat sur la planche – ce qui diminue sensible-ment la quantité de blocs produits à chaque cycle de travail en rai-son de la plus grande surface nécessaire (par opposition auxbriques positionnées à la verticale). Mais le principal problèmeréside dans le processus de démoulage, qui entraîne souvent la for-mation de rayures ou de traces sur la face visible des briques, limi-tant leurs possibilités de mise en œuvre comme briques de pare-ment.
Fig. 8: L’équipe de So Aroon après la mise en service de la presse à pavés
Fig. 9: Presse à pavés RS1K
04a-Waren_106-145_fr_Layout 1 16.03.16 07:51 Seite 117
PBI – Préfa Béton International – 2 | 2016 www.cpi-worldwide.com118
PRODUITS EN BETON
Avec la RS1K, PD Edenhall a réussi à produire des briques de pare-ment perforées avec une texture de surface de haute qualité (Fig.12). La fabrication de ce type de briques a été facilitée par laconception technique unique de la presse à blocs, dotée de tiroirsde remplissage en position transversale par rapport à la directionde transport des planches de production, d’une nouvelle grillevibrante à hautes performances et d’un guidage haute précision dumoule et du pilon.
Manutention des planches de production PD Edenhall avait pris la décision d’exploiter la ligne de productionavec des rayons de séchage mobiles, afin de limiter les investisse-ments nécessaires. De plus, le bâtiment d’usine existant n’était passpécialement adapté à l’emploi de chariots élévateurs et de rayon-nages fixes. Néanmoins, d’un autre côté, on ne voulait accepter niles pertes d’efficacité, ni les temps d’attente dû au changement desrayons de séchage. Par conséquent, PD Edenhall a décidé, commel’avait fait Sor Aroon auparavant, d’équiper la ligne d’un dispositifde changement de rayons. Le système de transport mis en œuvre ducôté ‘ligne fraîche’ et ‘séchage’ peut lui aussi être comparé à celuide Sor Aroon – il est basé sur un concept éprouvé de convoyeur àcliquets robustes et fiables.
Palettisation et regroupement Avant et pendant la phase de projet, comme c’est le cas avec pra-tiquement tous les systèmes mis au point pour le marché anglais, lessystèmes de palettisation, de regroupement et de mise en paquetdes produits est rapidement devenu un thème central pour PDEdenhall. Les paquets de blocs en Angleterre se présentent tradi-tionnellement avec une surface de base presque quadratique et unelongueur de bord située entre 800 et 900 mm. Cette configurationfait qu’il est possible de «retourner» des couches de produits à 90°,indépendamment des autres couches de la pile – le résultat finalétant la constitution d’un paquet stable et robuste.
Cependant, une couche de briques posées à la verticale (sur leurbord étroit) sur une planche Wasa Uniplast Ultra, présente unesuperficie d’environ 1050 x 390 mm. Et même si les briques sontprises simultanément à partir de deux planches de production, lasurface obtenue est encore bien loin d’être quadratique. Ce pro-blème a été résolu grâce au système de serrage des briques – uncompacteur à double face monté au-dessus du système de trans-port. Rangées et serrées par le compacteur, les briques sont ensuitedéplacées au moyen d’un dispositif de poussage sur une table deregroupement (Fig. 13). Ce système crée une ligne fermée debriques d’une largeur d’environ 780 mm (2 x 390 mm). Le disposi-
Fig. 10: Remplissage direct des bacs de remplissage
Fig. 12: Exemple de «briques de parement perforées»
Fig. 11: Dispositif de mandrin
04a-Waren_106-145_fr_Layout 1 16.03.16 07:51 Seite 118

Nous proposons des moules complets et non pas des bricolages
nks gmbh demmerle-moulds
Téléphone +49 6831 6344E-Mail [email protected] www.nks-demmerle.de
Naturellement bon - le concept wetcast par nks demmerle
nks-demmerle
RENTABLE DÈS LE PREMIER JOUR !
www.cpi-worldwide.com PBI – Préfa Béton International – 2 | 2016
PRODUITS EN BETON
tif de mise en paquet avec ses préhenseurs bilatéraux (Fig. 14) peutà présent prendre le nombre de rangées de blocs nécessaires (qua-tre rangées de blocs de 210 mm chacune = 840 mm) et les utiliserpour former une couche de produits prête pour la mise en paquet.Une autre méthode couramment utilisée est celle des couches com-portant des espaces ides, de manière à permettre leur manutentionet la manipulation par des chariots élévateurs. Cette exigence a étésatisfaite ainsi: dans un premier temps, le palettiseur dépose unecouche pleine sur une autre table de regroupement. Les espacesvides sont alors formés et le palettiseur peut enlever cette couche dela table et l’insérer par ses cavités dans le paquet correspondant.La grande flexibilité de la ligne de production se traduit égalementdans le système de palettisation + mise en paquet, capable de trai-ter des paquets avec ou sans palettes d’expédition, et qui estéquipé de deux machines de cerclage horizontal et vertical, ainsique d’un dispositif de coiffes automatisé pendant le séchage. Celasignifie que les spécifications de conditionnement les plus diversespeuvent être réalisées; les paquets sont robustement constitués et seprésentent avec une qualité haut de gamme (Fig. 15).
Installation + mise en service des équipements, formation des opérateursGrâce à un excellent travail de préparation et de planification, auxcompétences d’une équipe composée de spécialistes appartenantaux deux entreprises, Rekers et PD Edenhall, l’ensemble du système
Fig. 13: Regroupement
Fig. 14: Palettisation
04a-Waren_106-145_fr_Layout 1 16.03.16 07:51 Seite 119

PBI – Préfa Béton International – 2 | 2016 www.cpi-worldwide.com120
PRODUITS EN BETON
de production a été installé en peu detemps. La mise en service s’est égalementdéroulée sans problème.
Néanmoins, garantir les caractéristiquestechniques et esthétiques souhaitées desbriques de parement perforées de manièreconstante dans le processus de production,s’avère être une tâche bien plus difficileencore. Diverses modifications du concept,de nombreux essais et de multiplesréglages des paramètres ont été néces-saires avant les premiers essais de produc-tion.
Les résultats sont plus que satisfaisants: les«briques de parement perforées» (Per -forated Facing Bricks) de PD Edenhall ontune apparence impeccable et une qualitéde finition exceptionnelle.
Perspectives Le concept de machine RS1K s’est avéréabsolument parfait pour PD Edenhall, mal-gré des exigences élevées. En consé-quence, la firme envisage déjà l’installationd’un second système de production sur unautre de ses sites. Mais en l’occurrence, leprojet prévoit des capacités de productionbeaucoup plus grandes, étant donné queles faibles coûts d’investissement pour lessystèmes de manutention et de palettisation– c.-à-d. la manutention en amont ou enaval de la ligne (ligne fraîche et séchage),la palettisation, la mise en paquets et leregroupement –, se traduisent par une mul-tiplication presque par deux du rendementet des capacités de production. Lesréserves émises en ce qui concernait lacontrôlabilité de la transition technologiqueont été dissipés. En effet, la machine en
question n’est autre que la petite sœur de laRS2K et la toute dernière machine conçuepar Rekers. Elle possède les mêmes fonc-tionnalités et a bénéficié de toutes les inno-vations de la RS1K. �
Rekers GmbH Maschinen- und AnlagenbauGerhard-Rekers-Str.148480 Spelle, Allemagne T +49 5977 9360F +49 5977 [email protected] www.rekers.de
Sor Aroon Concrete Co., Ltd.111 Moo 11, Nongsamwang, Nongsua District,Pathum Thani 12170, Thaïlande T +66 2955 90889
P D Edenhall Ltd.Head OfficeDanygraig RoadRisca, Newport, NP11 6DP, Royaume-Uni F +44 01633 612 671www.edenhall.co.uk
AUTRES INFORMATIONS
Bill Howe, chef d’exploitation
La décision d’installer la presse à blocs RS1K a été prise par les responsables d’Edenhall au sein d’un programmed’investissement continu dans le développement de produits. Nous avons collaboré étroitement avec l’équipe deRekers et sommes allés jusqu’aux limites d’une configuration classique afin d’atteindre les objectifs de production.Rekers nous a apporté son soutien à toutes les phases du développement et de l’installation, nous permettant derester extrêmement flexibles. Il s’agit ici de la toute première presse à blocs et pavés de parement mise en serviceau Royaume-Uni depuis plus de 25 ans, et elle combine tout le savoir-faire et l’expertise acquis par l’entrepriseEdenhall au cours de cette période, afin de produire la future génération de blocs de parement pour les maîtresd’ouvrage de demain. La nouvelle gamme de produits combine les aspects pratiques des blocs traditionnels,comme la simplicité d’assemblage sur site, avec une esthétique attrayante, de bonnes performances de durabilité
et toutes les caractéristiques techniques exigées par les normes en vigueur sur le marché. L’équipe de Rekers a apporté à notre entreprise tout son soutien et son professionnalisme pour réussir la mise en œuvre de tous les
objectifs de cet investissement, et nous souhaitons l’en remercier.
Fig. 15: Convoyeur pour l’évacuation des paquets de blocs
Stand B1.335
04a-Waren_106-145_fr_Layout 1 16.03.16 07:51 Seite 120