rapport de 1ere année - DoYouBuzz · Je souhaiterais remercier toute la direction du groupe ......
34
0 ENTREPRISE IDENTITE du candidat - Schneider Electric - LOPES Nicolas - Centr’Alp, Moirans Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1 ère année CFAI Maison de la Production 83 rue de Chatagnon BP 120 38430 MOIRANS DIPLOME PREPARE: SESSION 2010 BTS MAINTENANCE INDUSTRIELLE C • F • A • I
Transcript of rapport de 1ere année - DoYouBuzz · Je souhaiterais remercier toute la direction du groupe ......

0
ENTREPRISE IDENTITE du candidat - Schneider Electric - LOPES Nicolas - Centr’Alp, Moirans
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIEL LES DE 1ère année
CFAI Maison de la Production
83 rue de Chatagnon BP 120 38430 MOIRANS
DIPLOME PREPARE: SESSION 2010 BTS MAINTENANCE INDUSTRIELLE
C • F • A • I
1
VFAI Académie de GRENOBLE Brevet de Technicien Supérieur
MAINTENANCE INDUSTRIELLE Cache
Cachet ou nom du centre de formation Session : 2010
E. 6 – EPREUVE PROFESSIONNELLE DE SYNTHESE
Rapport de stage de 1 ère année E63a Durée : 4 semaines consécutives en fin d'année scolaire
CERTIFICAT DE STAGE (à faire figurer dans le rapport de stage)
Nom et prénom de l'étudiant : LOPES Nicolas Raison sociale de l'entreprise : SCHNEIDER ELECTRIC FRANCE Nom du responsable de l'entreprise : SIMONNEAU David Service d'accueil du stagiaire : Maintenance moyen Nom du tuteur : THOMAS-BILLOT Arnaud Fonction : Electricien-Automaticien N° de tél : 04.76.57.67.60 N° de télécopie : 04.76.57.61.77 Date de début du stage : Date de fin de stage : Nb de ½ journée(s) d'absence excusée : 0 Non excusée : 0 Activités conduites par l'étudiant pendant le stage : (remplir au dos le tableau récapitulatif)
Appréciation générale du tuteur sur le stagiaire :
Cette année a été bénéfique à Nicolas, elle lui a permis de découvrir le milieu industriel, de
développer ses compétences, de réaliser différents travaux en autonomie dont ses rapports
d’activité et d’être autonome sur certains dépannages. Son travail est reconnu et apprécié.
Fait à : MOIRANS le : 16/10/2009
Signature du tuteur :
Cachet de l'entreprise
CFAI
Maison de la Production MOIRANS
2
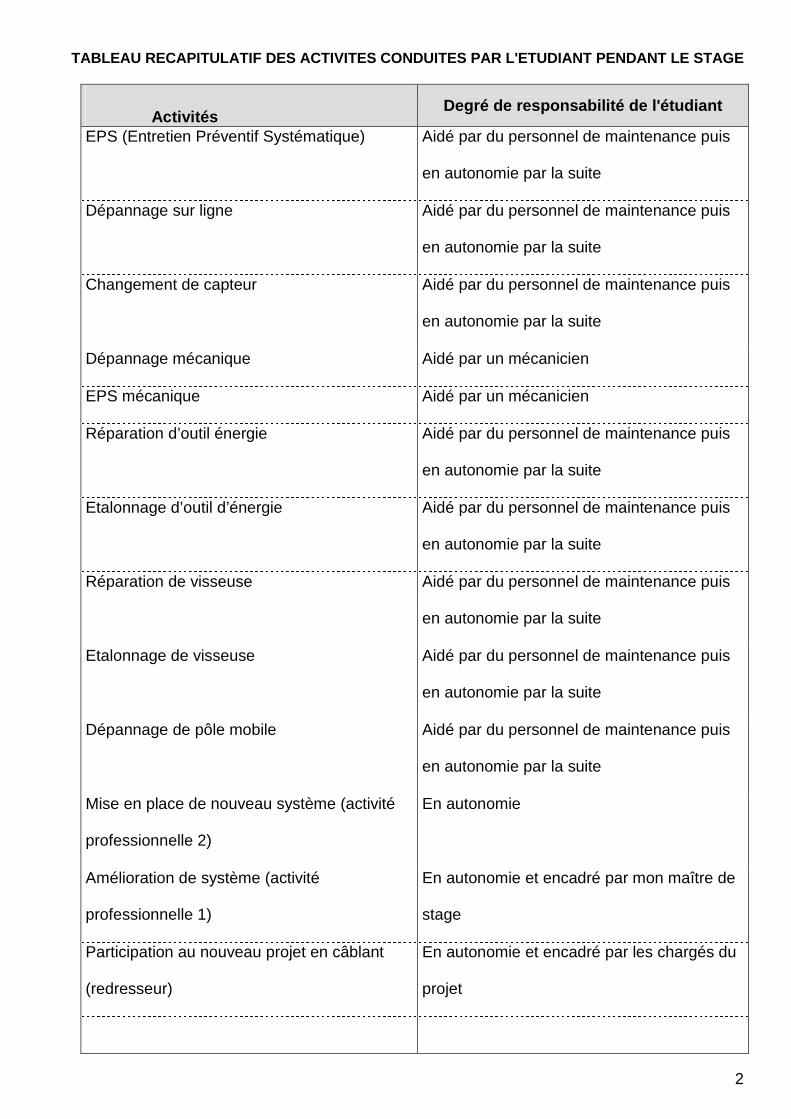
TABLEAU RECAPITULATIF DES ACTIVITES CONDUITES PAR L 'ETUDIANT PENDANT LE STAGE
Activités Degré de responsabilité de l'étudiant
EPS (Entretien Préventif Systématique) Aidé par du personnel de maintenance puis
en autonomie par la suite
Dépannage sur ligne Aidé par du personnel de maintenance puis
en autonomie par la suite
Changement de capteur Aidé par du personnel de maintenance puis
en autonomie par la suite
Dépannage mécanique Aidé par un mécanicien
EPS mécanique Aidé par un mécanicien
Réparation d’outil énergie Aidé par du personnel de maintenance puis
en autonomie par la suite
Etalonnage d’outil d’énergie Aidé par du personnel de maintenance puis
en autonomie par la suite
Réparation de visseuse Aidé par du personnel de maintenance puis
en autonomie par la suite
Etalonnage de visseuse Aidé par du personnel de maintenance puis
en autonomie par la suite
Dépannage de pôle mobile Aidé par du personnel de maintenance puis
en autonomie par la suite
Mise en place de nouveau système (activité
professionnelle 2)
En autonomie
Amélioration de système (activité
professionnelle 1)
En autonomie et encadré par mon maître de
stage
Participation au nouveau projet en câblant
(redresseur)
En autonomie et encadré par les chargés du
projet
3
Remerciements
Je souhaiterais remercier toute la direction du groupe Schneider Electric pour avoir accepté
ma candidature en tant qu’alternant à l’usine MASTERTECH.
Je voudrais également remercier Monsieur Gregory DEVEAUX (responsable maintenance
moyenne) ainsi que Messieurs MICHALLET, RABILLOUD et GRISARD (coordinateurs de
maintenance) pour leurs encadrements et leurs aides.
Je donne mes remerciements à toutes les personnes de l’équipe de maintenance c'est-à-dire
les mécaniciens et les électriciens pour m’avoir apporté leurs connaissances.
Je remercie plus particulièrement mon maitre d’apprentissage, Monsieur Arnaud THOMAS-
BILLOT, qui m’a suivi tout au long de cette première année.
4
Sommaire
I.Présentation du groupe Schneider Electric p. 05 à 09
1) Organigramme du groupe p. 05 2) Les grandes dates p. 06 3) Fiche d’identité p. 08 4) Domaine d’activité du groupe Schneider Electric p. 08 5) Statut juridique p. 09 6) Évolution du chiffre d’affaire p. 09
II.Présentation de l’entreprise p. 10 à 16
1) Organigramme de l’entreprise p. 10 2) MASTER-TECH (AFI 38H) p. 11 3) L’activité du site p. 12 4) Les enjeux de l’entreprise p. 13 5) Concurrent et fournisseurs p. 15 6) Les ressources humaines au sein de l’entreprise p. 16
III.Présentation du service maintenance p. 17 à 19
1) Organigramme du service p. 17 2) Rôle du service au sein de l’entreprise p. 18 3) Fonctionnement du service p. 18 4) La GTC p. 18 5) La GMAO p. 19
IV.Activités effectuée p. 20 à 33
1) Activité professionnelle 1 p. 20 2) Activité professionnelle 2 p. 27
V.Conclusion p. 34 à 34
1) Travaux effectués p. 34 2) Relations humaines p. 34 3) Bilan p. 34
5
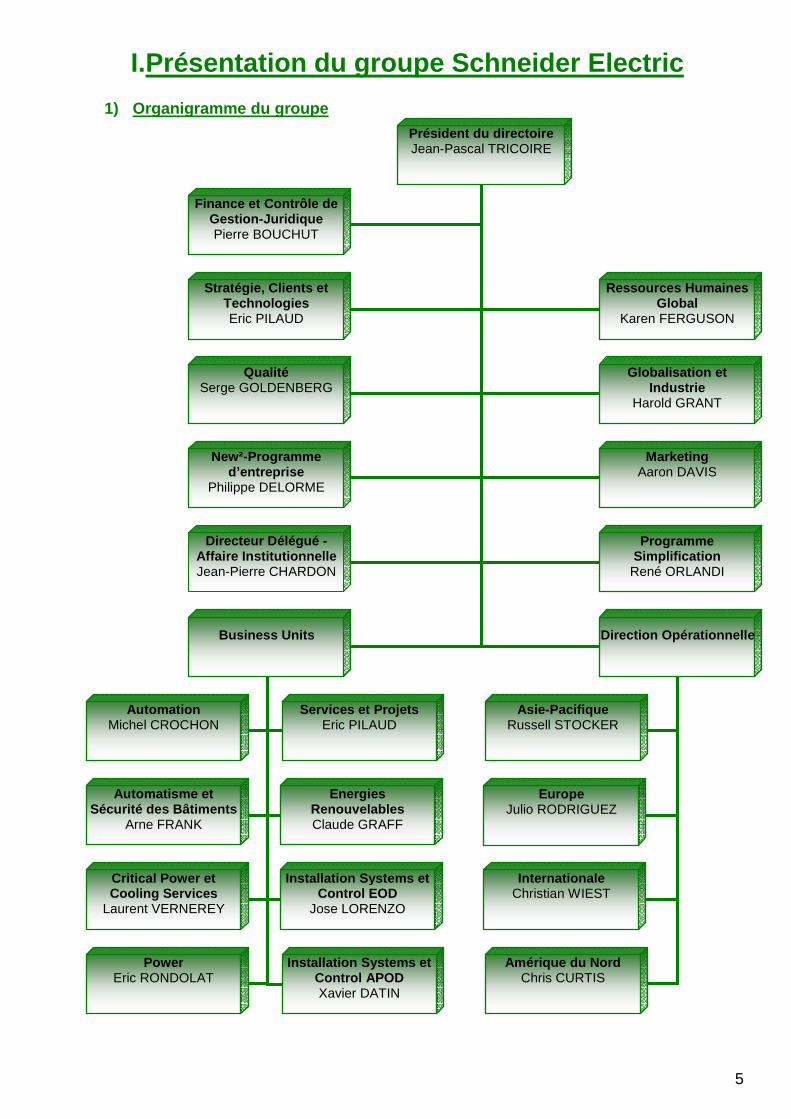
I.Présentation du groupe Schneider Electric
1) Organigramme du groupe
Président du directoire Jean-Pascal TRICOIRE
Finance et Contrôle de Gestion-Juridique Pierre BOUCHUT
Ressources Humaines Global
Karen FERGUSON
Business Units Direction Opérationnelle
Directeur Délégué - Affaire Institutionnelle Jean-Pierre CHARDON
Programme Simplification René ORLANDI
New²-Programme d’entreprise
Philippe DELORME
Marketing Aaron DAVIS
Qualité Serge GOLDENBERG
Globalisation et Industrie
Harold GRANT
Stratégie, Clients et Technologies Eric PILAUD
Asie -Pacifique Russell STOCKER
Automation Michel CROCHON
Amérique du Nord Chris CURTIS
Internationale Christian WIEST
Europe Julio RODRIGUEZ
Critical Power et Cooling Services
Laurent VERNEREY
Energies Renouvelables Claude GRAFF
Automatisme et Sécurité des Bâtiments
Arne FRANK
Services et Projets Eric PILAUD
Installation Systems et Control APOD Xavier DATIN
Power Eric RONDOLAT
Installation Systems et Control EOD
Jose LORENZO
6
2) Les grandes dates
• SCHNEIDER ELECTRIC
1836 Création de Schneider au Creusot 1994 Apport des activités industrielles et commerciales de Merlin Gerin et de Télémécanique ainsi que des titres de Square D qui deviennent des marques de Schneider. 1999 Schneider adopte une nouvelle identité, Schneider Electric pour marquer son recentrage sur le domaine de l'électricité. 2001 Projet de rapprochement avec Legrand dans le cadre d’une offre publique d’échange amicale sur les titres de cette Société. 2002-2004 Année marquée par le lancement du nouveau programme d’Entreprise NEW2004 2004-2005 Lancement du programme Eole. Programme vivant pour réussir la transformation de la France. Basé sur 3 projets: performance commerciale, Performance industrielle, Performance métier. 2007-2008 Programme d’entreprise Schneider Electric France basé sur les acquis de NEW2004 et Eole, comportant 3 priorités: s’engager pour la croissance, viser l’efficacité chaque jour, utiliser l’enthousiasme.
• MODICON 1968 Création de Modicon 1996 Modicon devient une marque de Schneider
• SQUARE D 1902 Création de Mac-Bride Manufacturing (devient Square D en 1917) 1991 Square D entre dans le groupe Schneider
• MERLIN GERIN 1920 Création de Merlin Gerin 1975 Merlin Gerin entre dans le groupe Schneider
• TELEMECANIQUE 1924 Création de Télémécanique 1988 Télémécanique entre dans le groupe Schneider
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 7
3) Fiche d’identité
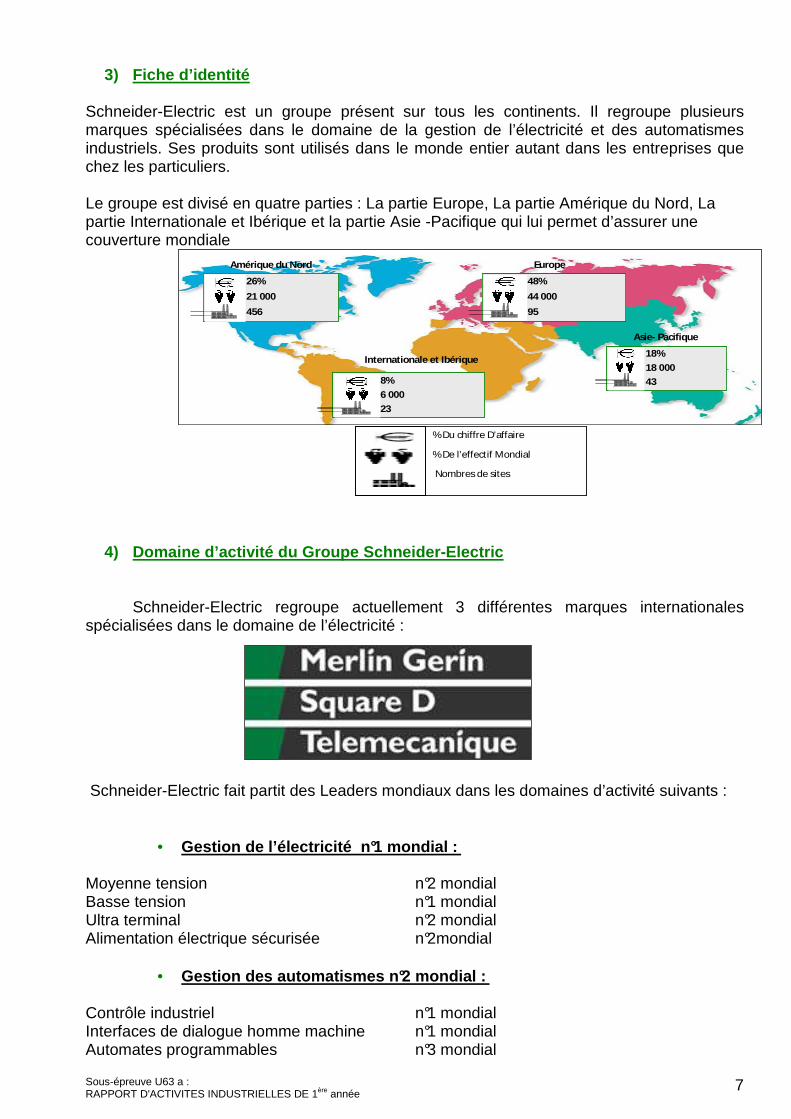
Schneider-Electric est un groupe présent sur tous les continents. Il regroupe plusieurs marques spécialisées dans le domaine de la gestion de l’électricité et des automatismes industriels. Ses produits sont utilisés dans le monde entier autant dans les entreprises que chez les particuliers. Le groupe est divisé en quatre parties : La partie Europe, La partie Amérique du Nord, La partie Internationale et Ibérique et la partie Asie -Pacifique qui lui permet d’assurer une couverture mondiale
4) Domaine d’activité du Groupe Schneider-Electric Schneider-Electric regroupe actuellement 3 différentes marques internationales spécialisées dans le domaine de l’électricité : Schneider-Electric fait partit des Leaders mondiaux dans les domaines d’activité suivants :
• Gestion de l’électricité n°1 mondial : Moyenne tension n°2 mondial Basse tension n°1 mondial Ultra terminal n°2 mondial Alimentation électrique sécurisée n°2mondial
• Gestion des automatismes n°2 mondial : Contrôle industriel n°1 mondial Interfaces de dialogue homme machine n°1 mondial Automates programmables n°3 mondial
Amérique du Nord
26%
21 000
456
Internationale et Ibérique
8% 6 00023
Europe
48%
44 000
95
Asie- Pacifique
18%18 00043
% Du chiffre D’affaire
% De l’effectif Mondial
Nombres de sites
Amérique du Nord
26%
21 000
456
26%
21 000
456
Internationale et Ibérique
8% 6 00023
8% 6 00023
Europe
48%
44 000
95
48%
44 000
95
Asie- Pacifique
18%18 00043
18%18 00043
% Du chiffre D’affaire
% De l’effectif Mondial
Nombres de sites
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 8
5) Statut juridique Schneider-Electric SA est une " Société par Actions Simplifiée ". Elle possède un capital de 370.000.000 € divisé en 23 125 000 actions de 16 € nominal entièrement libérées. Le 15 Juillet 2004, la société a changé sa dénomination sociale en Schneider-Electric France. Le 31 Mars 2005, dans le cadre d'une opération de restructuration interne du groupe Schneider, Schneider-Electric Industries SAS lui a fait apport de ses activités industrielles et commerciales opérationnelles « France » constituant une branche complète et autonome d'activité. Chiffre d’affaire 2006 : 13 730 M € avec un record de croissance à +10.7% par rapport à 2005 (voir fig1 ci-dessous)
6) Évolution du chiffre d’affaire Chiffre d’affaire par Activité : 63% du chiffre d’affaires de Schneider-Electric provient du domaine de la distribution électrique 25% des Automatismes et contrôles industriels 12% dans les plates formes de croissance qui signifie les Alimentations électriques sécurisées. La sécurité des bâtiments et les capteurs adaptés (Voire Fig1 ci-dessous). Chiffre d’affaire par Marché : 40% du chiffre d’affaires provient du bâtiment 32% dans l’industrie 16% dans l’énergie & Infrastructure 12% dans le résidentiel.
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 9
II.Présentation de l’entreprise
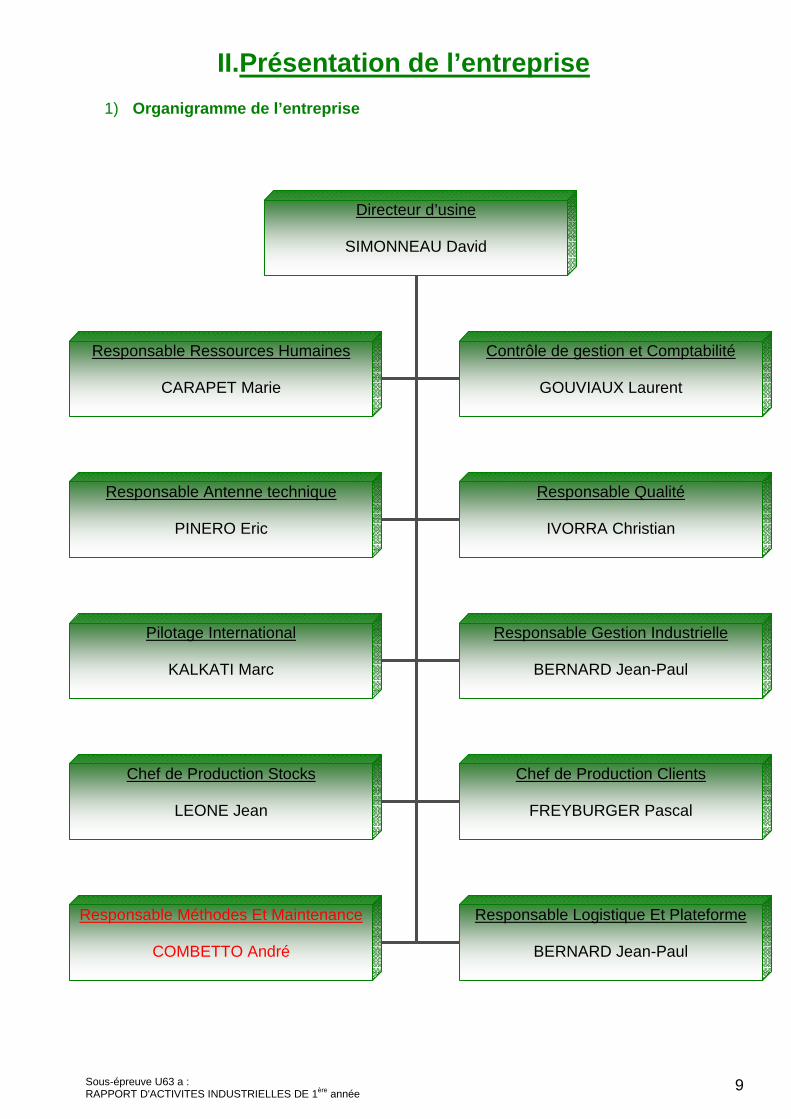
1) Organigramme de l’entreprise
Directeur d’usine
SIMONNEAU David
Responsable Ressources Humaines
CARAPET Marie
Contrôle de gestion et Comptabilité
GOUVIAUX Laurent
Responsable Antenne technique
PINERO Eric
Responsable Logistique Et Plateforme
BERNARD Jean-Paul
Chef de Production Stocks
LEONE Jean
Responsable Gestion Industrielle
BERNARD Jean-Paul
Pilotage International
KALKATI Marc
Responsable Qualité
IVORRA Christian
Responsable Méthodes Et Maintenance
COMBETTO André
Chef de Production Clients
FREYBURGER Pascal
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 10
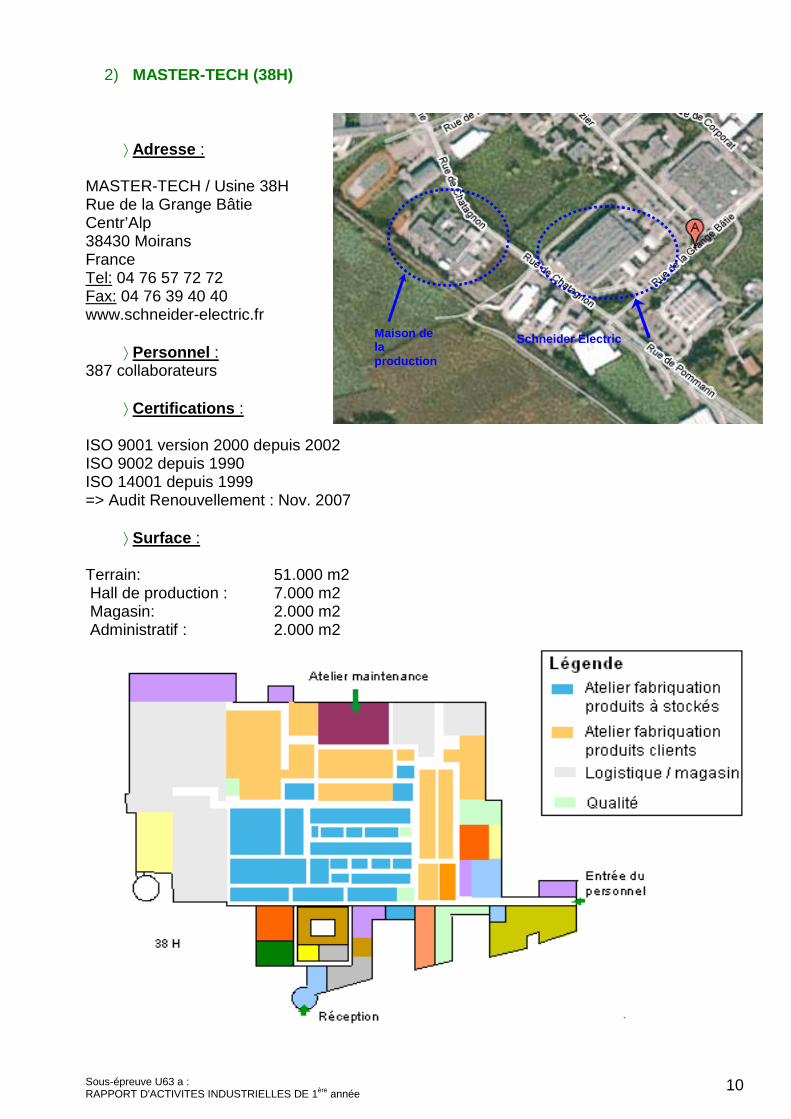
2) MASTER-TECH (38H)
⟩ Adresse : MASTER-TECH / Usine 38H Rue de la Grange Bâtie Centr’Alp 38430 Moirans France Tel: 04 76 57 72 72 Fax: 04 76 39 40 40 www.schneider-electric.fr
⟩ Personnel : 387 collaborateurs
⟩ Certifications : ISO 9001 version 2000 depuis 2002 ISO 9002 depuis 1990 ISO 14001 depuis 1999 => Audit Renouvellement : Nov. 2007
⟩ Surface : Terrain: 51.000 m2 Hall de production : 7.000 m2 Magasin: 2.000 m2 Administratif : 2.000 m2
Schneider Electric Maison de la production

Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 11
3) L’activité du site : L’usine MASTER-TECH produit deux types de disjoncteur basse tension mais de forte intensité. Le premier type de disjoncteur est la gamme Masterpact et la seconde gamme est le matériel spécial. Les disjoncteurs fabriqués sont principalement destinés au secteur industriel (gamme Masterpact) mais aussi pour la marine, le nucléaire et le courant continue (matériel spécial). La production des Masterpact NW représente environ 2/3 de la production et les Masterpact NT représentent environ 1/3 de la production. Le matériel spécial a une production assez minime par rapport à celle des Masterpact.
Masterpact NT/NW Nouvelle génération
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 12
Cependant il y a aussi un parc machine assez vaste qui contient :
� des presses pour la découpe de la cuivrerie � des machines de pré comprimé pour les pastilles d’argent. � des soudeuses pour souder les pastilles sur la cuivrerie. � des sertisseuses pour les pièces des mécanismes. � des labos bloc coupure pour le contrôle des disjoncteurs. � un labo de contrôle des châssis. � un labo de contrôle des mécanismes. � un labo de contrôle des motoréducteurs MCH (Mécanisme Chargement).
4) Les enjeux
• Technologique : Le secteur d’activité de MASTER-TECH est la fabrication ainsi que l’assemblage d’appareillage à forte intensité. L’usine MASTER-TECH produit deux types de disjoncteur basse tension mais de forte intensité. Le premier type de disjoncteur est la gamme Masterpact avec le NT et le NW, et la seconde gamme est le matériel spécial.
Le site possède plusieurs reconnaissance, d’une part d’un coté gestion de qualité avec la certification ISO 9001 version 2000, et d’autre part par un management de l’environnement avec la certification ISO 14001.
L’organisation de la production est découpé en 3x8 (équipe matin, après-midi, nuit). Les modes de production sont diversifiés, il y a de l’assemblage sur ligne « O », de l’assemblage par poste, des machines automatique.
• Économique : Les principaux concurrents sont les grands groupes comme ABB, SIEMENS, HAGER, LEGRAND… Même avec cette forte concurrence Schneider Electric reste un des acteurs les plus importants dans plusieurs domaines :
� 1er en distribution électrique basse tension � 2e en distribution électrique haute tension � 1er en contrôle industrielle � 3e en automates programmables
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 13
• Sociaux :
Schneider Electric possède une bonne communication interne. Les informations concernant le groupe Schneider sont consultables sur l’intranet, qui propose également plein d’information et de dossier sur les produits, les logiciels…
Plus particulièrement nous avons au sein de l’usine des tableaux d’affichage ainsi que des écrans qui donnent des informations concernant principalement le site. Nous avons également un journal distribué au personnel qui relate des nouvelles du site, qui présente et montre les employés.
Le personnel est représenté par plusieurs syndicats tels que la CGT, la CFDT et la CFTC… Leur rôle est de défendre les droits des salariés dans l’entreprise et de faire remonter leurs revendications ; ils ont aussi un regard sur les conventions collectives et veillent à la bonne gestion de la sécurité sociale. Le comité d’entreprise de Schneider Electric est important, il permet de faire profités aux salariés différentes activités et vacances dont le coût est fonction du salaire de l’employé. Il y a aussi une bibliothèque qui est mise à disposition dans l’usine. Le CHSCT a pour but de contrôler les conditions de travail générales (agencement du poste de travail, cadence…). Il est contribué de 5personnes : le directeur du site, le chargé de sécurité, l’infirmière et 2 représentants syndicaux.
• Environnementaux : Pour ce qui est de la gestion des risques et des déchets, il y a un chargé de sécurité et environnement. Dans le site plusieurs types de poubelles sont mise à disposition, afin de réalisé le meilleur tri possible (poubelle pour aérosol, chiffon souillé, déchets ménagers…). Les huiles usager sont récupérer et traité par un sous traitant.
En ce qui concerne les risques liés au déversement de produits dangereux ou incendie, il y a près des postes à risques des extincteurs ainsi que des sacs composés d’équipement de protection (gants, masques) et de boudins ou des granulés absorbant. Des sirènes et des gyrophares sont installés en cas d’incendie ou de présence de gaz.
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 14
5) Concurrent et fournisseurs
Schneider Electric est en concurrence avec de nombreuses entreprises. Toutes ne sont pas de gros groupes, et donc pas de grosses concurrentes. Parmi toutes les entreprises, certaines peuvent rivaliser avec Schneider Electric tel que :
� ABB : Leader mondial dans les technologies de l'énergie et de l'automation
� IBM : « ils font de tous »
� PANASONIC : la gamme de produits comprend aussi bien les biens de consommation pour les ménages, les matériels pour l'industrie du bâtiment, les systèmes d'éclairage, les technologies de l'information et naturellement le domaine des composants électromécaniques et les systèmes d'automatisation, le groupe Automation Control
� SHARP : Electronique grand public (audiovisuel, téléphonie, électroménager)
Électronique professionnelle (télécopie, calcul, système d'impression, systèmes d'encaissement) Composants (électroniques, circuits intégrés, affichage à cristaux liquides, solaire)
� SIEMENS : spécialiste des systèmes de sécurité en milieu industriel
� LEGRAND : spécialiste mondial des produits et systèmes pour installations
électriques et réseaux d’informations pour les lieux de vie et lieux de travail Toutefois Schneider Electric n’a pas que des concurrents, il a aussi des fournisseurs et des partenaires qui lui permettent de se tenir en bonne position par rapport à ces concurrents. Parmi les fournisseurs, le site de MASTER-TECH a choisit :
� REXEL : leader mondial de la distribution de matériel électrique
� C.L.E (comptoir lyonnais d’électricité) : Grossiste en matériel électrique. Câbles et réseaux électriques
� FAURE AUTOMATISME : distributeur de matériel hydraulique, électropneumatique,
d’instrumentation et d’automatisme
� DOUCET : Fournitures industrielles et techniques : roulement, transmissions, outillage de coupe, air comprimé, fournitures, équipements garages automobiles
� RADIOSPARE : Fournitures industrielles pour les professionnels
� CEPELEC : distributeur de produit et équipements

Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 15
6) Les ressources humaines
• Les horaires :
⟩ Au niveau de la production, les salariés travaillent en 3*8h. Il y a trois équipes de
travail dans l’usine: une équipe pour le matin, une équipe pour l’après-midi, et une équipe pour le soir (actuellement suspendu à cause des problèmes économiques que connaissent les entreprises). Le personnel du matin doit être présent au travail de 4h45 à 12h40. Le personnel d’après-midi travail de 12h40 à 20h35. Et pour finir le personnel de nuit travail de 20h35 à 4h45.
⟩ Les horaires de l’équipe maintenance sont différents. Il y a trois équipes, mais celle-ci se décompose en une équipe le matin, une équipe la journée, et une équipe l’après-midi. Le personnel de journée a une plage horaire fixe : 09h-11h et 14h-16h. Les heures supplémentaires sont aux choix du salarié, mais à la fin de la semaine il doit avoir fait au minimum 38h30 et au maximum 41h. Le personnel du matin et de l’après-midi ont les mêmes horaires que la production.
⟩ La nuit il n’y a pas d’équipe de maintenance. Toutefois la maintenance est assurée par des techniciens via le biais d’astreintes. Les salariés en astreintes bénéficient d’une prime pour leur engagement à être joignable et pouvant être amené à se déplacer durant la semaine d’astreinte.
• Les vacances :
⟩ Les salariés cotisent 2.08 jours de congés payés par mois, ce qui leur fait 25 jours de congés payés par an.
⟩ De plus chez Schneider Electric, les temps de travails sont basés sur la semaine de 35h, les deux heures supplémentaires ne sont pas payés, mais elles sont transformés en RTT (réduction du temps de travail). Les salariés d’équipe du matin et de l’après-midi ont 10 RTT par an, et les salariés journée ont 11 RTT par an.
• Les plus :
⟩ Les techniciens de maintenance qui travaillant en équipe, c’est-à-dire soit le matin soit l’après-midi bénéficient d’une prime d’équipe.
⟩ Mais encore le personnel effectuant 41h par semaines, se voit indirectement payés ses heures supplémentaires de travail. C’est-à-dire que les heures supplémentaires ne sont pas payées au tarif des heures supplémentaires, mais sont rendu au salarié sous forme de repos compensateur. Ces repos compensateurs sont équivalents à une demi-journée de travail, pour 4h supplémentaire de travail dans la semaine.
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 16
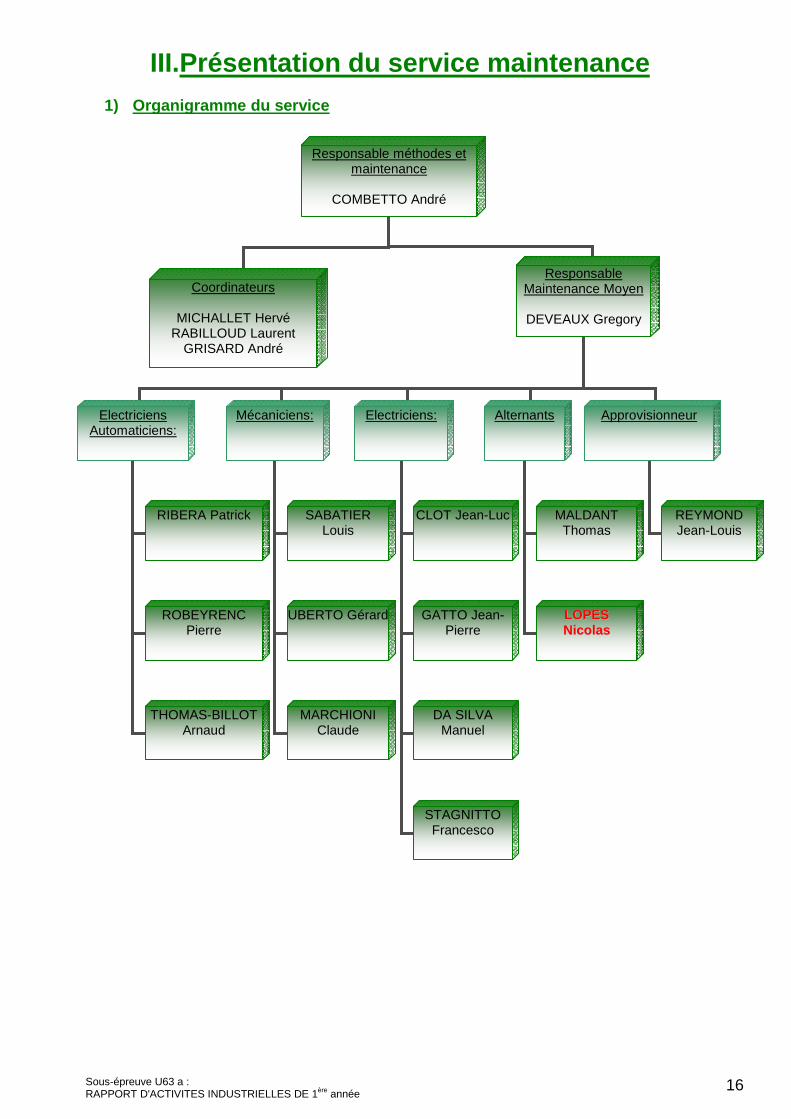
III.Présentation du service maintenance
1) Organigramme du service
Responsable méthodes et maintenance
COMBETTO André
Coordinateurs
MICHALLET Hervé RABILLOUD Laurent
GRISARD André
Responsable Maintenance Moyen
DEVEAUX Gregory
Electriciens Automaticiens:
Mécaniciens:
Electriciens:
Alternants
Approvisionneur
RIBERA Patrick
ROBEYRENC Pierre
THOMAS-BILLOT Arnaud
SABATIER Louis
UBERTO Gérard
MARCHIONI Claude
CLOT Jean-Luc
GATTO Jean-Pierre
DA SILVA Manuel
STAGNITTO Francesco
MALDANT Thomas
LLOOPPEESS NNiiccoollaass
REYMOND Jean-Louis
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 17
2) Rôle du service au sein de l’entreprise
Le rôle du service maintenance est de faire de la maintenance préventive, corrective et curative des machines de production ainsi que l’entretien des bâtiments. Le service a un objectif de 80% de préventif et 20% de correctif. Il participe également à l’amélioration des installations de production en termes de fiabilité et de productivité en modifiant les équipements des machines. Sa mission est aussi la mise en place de nouvelles machines en coordonnant l’ensemble des travaux (choix technique, implantation, réalisation et mise en service).
3) Fonctionnement du service Ce service est géré comme tous les autres services de l’usine. Il dispose d’un compte payeur sur lequel sont enregistrées les différentes dépenses. Le service ne dégage aucun bénéfice, le compte sert uniquement à contrôler les objectifs de dépense fixés dans le budget. Pour être informé de l’évolution financière, mais aussi des relations au sein de son unité, le responsable maintenance organise une AIC (action à intervalle court) toutes les semaines. Celle-ci permet de recadrer les objectifs semestriels et de parler des problèmes dus aux interventions répétitives sur certaines machines. Les interventions des techniciens sont facturées au service demandeur par le biais de la GMAO.
4) La GTC (Gestion Technique Centralisé) L’usine 38H de Moirans est équipé d’une GTC qui a pour but la surveillance et la gestion de toutes les installations tertiaires de l’usine: chauffage, climatisation, distribution électrique, air comprimé, éclairage et groupes de production de froid servant au refroidissement des circuits machines. A chaque dysfonctionnement sur une des installations, une alarme est générée par cet outil. En fonction de la nature de l’alarme, un électricien ou un mécanicien intervient et effectue le dépannage. Cette intervention sera consignée sur la GMAO.
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 18
5) La GMAO (Gestion de Maintenance Assistée par Ord inateur)
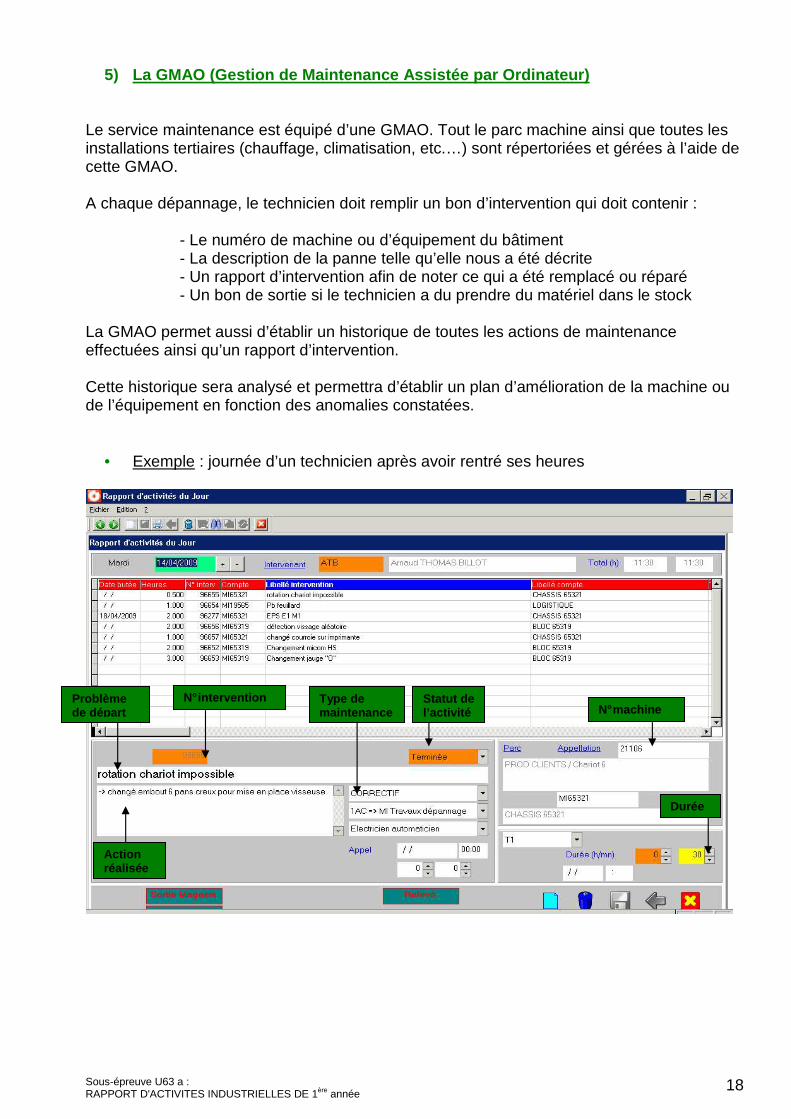
Le service maintenance est équipé d’une GMAO. Tout le parc machine ainsi que toutes les installations tertiaires (chauffage, climatisation, etc.…) sont répertoriées et gérées à l’aide de cette GMAO. A chaque dépannage, le technicien doit remplir un bon d’intervention qui doit contenir : - Le numéro de machine ou d’équipement du bâtiment - La description de la panne telle qu’elle nous a été décrite - Un rapport d’intervention afin de noter ce qui a été remplacé ou réparé - Un bon de sortie si le technicien a du prendre du matériel dans le stock La GMAO permet aussi d’établir un historique de toutes les actions de maintenance effectuées ainsi qu’un rapport d’intervention. Cette historique sera analysé et permettra d’établir un plan d’amélioration de la machine ou de l’équipement en fonction des anomalies constatées.
• Exemple : journée d’un technicien après avoir rentré ses heures
N° intervention Type de maintenance
Statut de l’activité N° machine
Problème de départ
Action réalisée
Durée
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 19
IV.Activités effectuées
1) Activités professionnelles n°1
1)A. Présentation du système p.20 à 20
a) Les caractéristiques de l’installation: p.20 b) Les caractéristiques de la machine: p.20
1)B. Le contexte de l’intervention p.21 à 21
a) Fonction de la sertisseuse p.21 b) Principe de fonctionnement p.21 c) Contexte p.21
1)C. L’information p.22 à 22
1)D. Description technique p.23 à 23
a) Plan p.23 b) Choix des composants p.23 c) Câblage p.23
1)E. Sécurité p.23 à 23
1)F. L’aspect économique p.24 à 24
1)G. Conclusion p.25 à 25
a) Bilan p.25 b) Proposition p.25 c) Conclusion personnelle p.25
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 20
1)A. Présentation du système
Cette installation est une machine appelée Sertisseuse FRIEDRICH.
a) Les caractéristiques de l’installation:
● Poids: 1500 kg ● Profondeur: 1710 mm ● largeur: 1070 mm ● Hauteur: 2000mm
b) Les caractéristiques de la machine: � Valeurs électriques:
● Fusible: 32A ● Puissance totale nécessaire: 5.7 kW ● Consommation de courant: 13A ● Tension: 400 V ● Fréquence: 50 Hz ● Cos φ: 0.85
� Système pneumatique:
● Prise d’air comprimé anhydre
6 bars maxi 5.5 Bars mini � Système hydraulique:
● Pompe: 60 bars ● Pressions de réglage: 10 – 60 bars
� Conditions ambiantes:
● La température ambiante max 35°C ● Humidité relative de l’air maxi: 80%
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 21
1)B. Le contexte de l’intervention
a) Fonction de la sertisseuse La sertisseuse est une machine qui permet le montage de mécanisme, pour cela elle sertie (assemble, fixe) les axes du mécanisme.
b) Principe de fonctionnement � Sélection du mode opératoire: Lors de la mise en route de la machine, on nous permet de sélectionner un mode opératoire à l’aide d’une clé. Suivant la position de la clé, on se situe en mode opérateur ou ajusteur. Le mode opérateur permet deux mode opératoires: automatique et pas à pas, alors que le mode ajusteur permet tous les modes opératoires. � Démarrage du système: Une fois les paramètres de démarrage rentrés dans le programme, la machine est prête à fonctionner. Pour cela il suffit de placer une pièce sur le socle prévu à cet effet, fermer et donc verrouiller les portes de sécurités, puis lancer le cycle de production. � Sécurité de la machine: Néanmoins si les portes de sécurités sont ouvertes, cela entraine un arrêt immédiat du cycle de production et donc de la rotation du plateau. Cependant ceci n’est pas une fonction ARRET D’URGENCE.
c) Contexte Pour cette installation, il a été demandé que durant les EPS (entretien préventif systématique), les capteurs de sécurité porte soient modifiés. Il y avait un problème de sécurité, le plateau tourné même lorsque les portes étaient ouvertes. Et les capteurs de sécurité n’étaient plus aux normes de sécurité actuelle (il n’y avait pas de redondance). Cette intervention a été effectuée lorsque les opérateurs ne se servaient pas la machines afin de ne pas déranger la production.
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 22
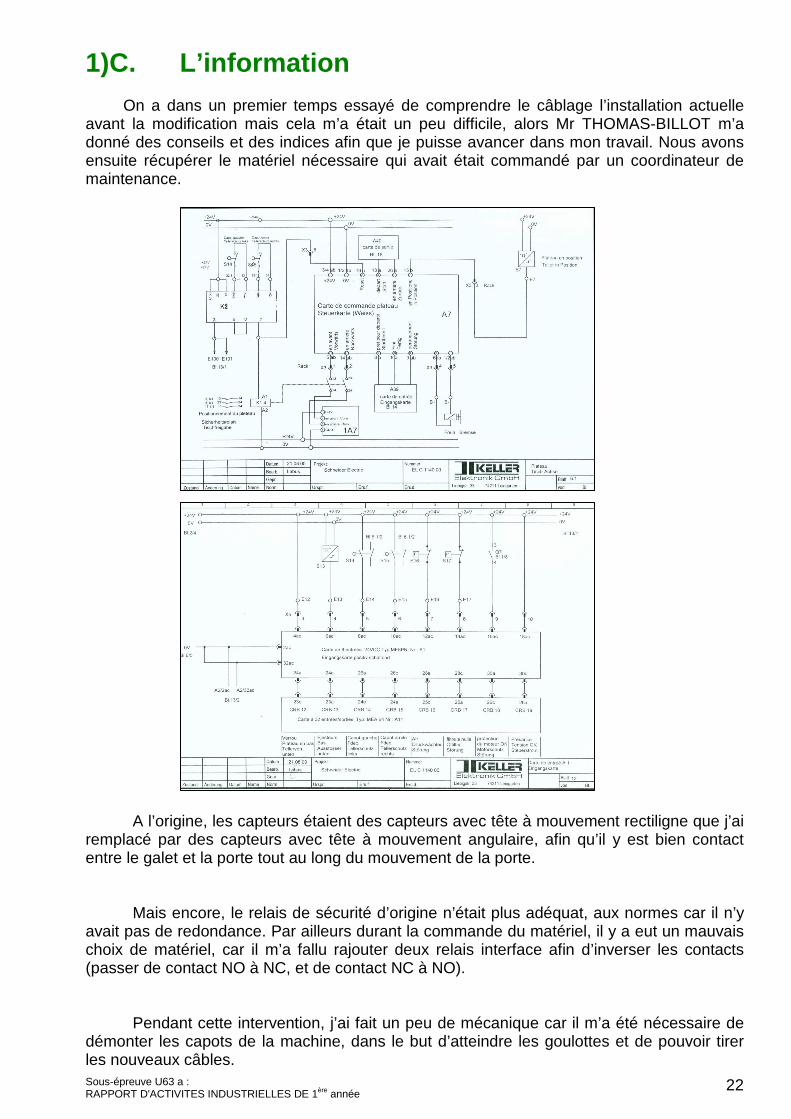
1)C. L’information On a dans un premier temps essayé de comprendre le câblage l’installation actuelle
avant la modification mais cela m’a était un peu difficile, alors Mr THOMAS-BILLOT m’a donné des conseils et des indices afin que je puisse avancer dans mon travail. Nous avons ensuite récupérer le matériel nécessaire qui avait était commandé par un coordinateur de maintenance.
A l’origine, les capteurs étaient des capteurs avec tête à mouvement rectiligne que j’ai remplacé par des capteurs avec tête à mouvement angulaire, afin qu’il y est bien contact entre le galet et la porte tout au long du mouvement de la porte.
Mais encore, le relais de sécurité d’origine n’était plus adéquat, aux normes car il n’y avait pas de redondance. Par ailleurs durant la commande du matériel, il y a eut un mauvais choix de matériel, car il m’a fallu rajouter deux relais interface afin d’inverser les contacts (passer de contact NO à NC, et de contact NC à NO).
Pendant cette intervention, j’ai fait un peu de mécanique car il m’a été nécessaire de
démonter les capots de la machine, dans le but d’atteindre les goulottes et de pouvoir tirer les nouveaux câbles.
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 23
1)D. Description technique
a) Plan J’ai modifié l’ancien schéma de câblage que j’ai ensuite montré à Mr THOMAS-BILLOT, nous avons ensuite discuté ensemble des différents points qui ne convenaient pas ou qu’il fallait améliorer.
b) Choix des composants Le choix de composants a été effectué par le coordinateur de maintenance gérant la machine. J’ai dû choisir un relais interface que l’on avait dans le magasin afin de changer les contacts du module de sécurité qui n’était pas les bons.
c) Câblage Pour commencer, j’ai coupé et condamné l’alimentation de l’armoire électrique, puis ensuite celle de l’alimentation générale de la machine pour plus de sécurité. Par la suite j’ai effectué une VAT (vérification d’absence de tension) pour m’assurer que la machine n’était plus sous tension. J’ai ensuite démonté les carters de la machine, pour pouvoir avoir accès aux goulottes qui se trouvait à l’intérieur de la carcasse. Après j’ai sortis les deux câbles (pour les deux interrupteurs de position) actuels, puis j’ai tiré les nouveaux câbles en respectant le chemin des anciens câbles. Et pour finir j’ai terminé le câblage, et j’ai remis sous tension afin de pratiquer des essais. Les essais se sont révélés correct donc j’ai terminé de remonter les carters, puis j’ai recoupé le courant pour remettre la machine à zéro.
1)E. La sécurité • Cette opération fut effectuée durant une journée où il n’y avait pas de production afin de permettre aux personnels de maintenance et des bureaux d’études de finir les projets en cours. Toutefois malgré l’absence d’opérateur, il fallait faire attention aux risques électriques, pneumatiques, hydrauliques et mécaniques, mais aussi aux passages des autres personnes présentent sur le site.
� Risques électriques : Afin d’assurer une parfaite sécurité au niveau électrique, j’ai coupé les disjoncteurs qui étaient à l’intérieur de l’armoire. Puis j’ai coupé et condamné le disjoncteur principale de l’armoire électrique et pour finir je suis allé sur la passerelle pour coupé et condamné le gros disjoncteur (couper l’alimentation électrique de toute l’installation).
� Risques mécaniques : Du point de vue mécanique, j’ai démonté tous les carters pouvant me déranger durant la période des travaux et je les ai placés dans un coin où il ne gênerait personne.
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 24
� Risques pneumatiques :
Au niveau pneumatique il n’y avait pas beaucoup de risque. J’ai coupé l’alimentation principale en air afin de m’assurer qu’aucun mouvement automatique n’était possible.
� Risques au voisinage: En ce qui concerne les risques au voisinage, je me suis crée un espace réservé à l’aide de ma caisse à outils et des machines qui m’entourer.
� Risques hydraulique: Sur cette installation il y avait un risque hydraulique car les vérins, le plateau tournant, étaient alimenté en huile. Le risque de cette installation était que la tête nous écrase, car le vérin la supportant était hydraulique. Il a donc fallu mettre une calle afin d’immobiliser la tête. • En résumer, j’ai enlevé tout les risques possibles afin de m’assurer une sécurité approfondit qui me permet d’effectué la modification de la machine sans courir de risques.
1)F. L’aspect économique
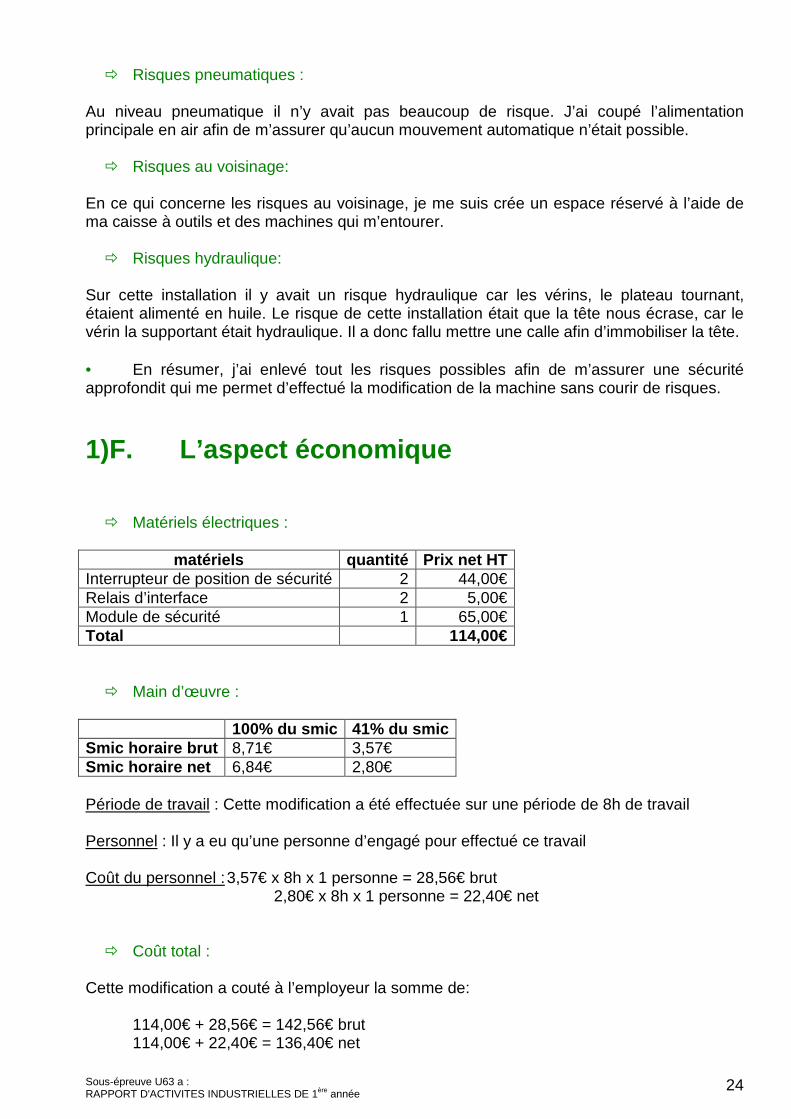
� Matériels électriques :
matériels quantité Prix net HT Interrupteur de position de sécurité 2 44,00€ Relais d’interface 2 5,00€ Module de sécurité 1 65,00€ Total 114,00€
� Main d’œuvre :
100% du smic 41% du smic Smic horaire brut 8,71€ 3,57€ Smic horaire net 6,84€ 2,80€ Période de travail : Cette modification a été effectuée sur une période de 8h de travail Personnel : Il y a eu qu’une personne d’engagé pour effectué ce travail Coût du personnel : 3,57€ x 8h x 1 personne = 28,56€ brut 2,80€ x 8h x 1 personne = 22,40€ net
� Coût total : Cette modification a couté à l’employeur la somme de: 114,00€ + 28,56€ = 142,56€ brut 114,00€ + 22,40€ = 136,40€ net
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 25
1)G. Conclusion
a) Bilan : Après la mise en place de ces nouvelles sécurités nous avons attendus les retours verbaux des opérateurs ainsi que les chiffres tenus sur les accidents sur ces machines. Etant satisfaisant, on a demandé de faire d’autre modification sur les systèmes identiques.
b) propositions: Après avoir fait cette modification sur cette machine, le service de sécurité (HSE : Hygiène Sécurité Environnement) de l’entreprise a demandé d’appliquer la même modification sur les machines identiques afin de réduire les risques pour les opérateurs de ces installations.
c) Conclusion personnelle: Cette modification effectuée en autonomie m’a permis de prendre de l’assurance dans mon travail personnel. J’ai pu mettre en pratique les règles de sécurité, les règles de câblage. Ceci m’a appris à faire des recherches et à résoudre des problèmes seul. Grâce aux essais effectués après cette intervention j’ai pu approfondir mes connaissances sur le système. J’ai apprécié cette autonomie car j’ai pris de l’assurance et de la confiance en moi lorsque j’effectue un travail ou un projet.
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 26
2) Activités professionnelles n°2 2)A. Le contexte de l’intervention p.27 à 27
A.1. fonction des vérines p.27 A.2. principe de fonctionnement p.27 A.3. contexte p.27
2)B. L’information p.27 à 27 2)C. Description technique p.28 à 31
C.1. bornier p.28 C.2. plan p.28 C.3. choix du matériel p.29 C.4. câblage p.29
2)D. Sécurité p.31 à 31
2)E. L’aspect économique p.31 à 31 2)F. Conclusion p.32 à 32
G.1. Conclusion personnelle p.32 G.2. Bilan p.32
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 27
2)A. Le contexte de l’intervention
A.1. fonction des vérines La vérine va permettre aux opérateurs de prévenir les caristes que leurs palettes sont pleines et qu’il faut venir les récupérer. Les caristes n’auront plus besoin de rentrer dans les petites allées afin de vérifier l’état des palettes, ils pourront le faire à partir des allées principales.
A.2. principe de fonctionnement Lorsque l’opérateur a fini de remplir sa palette, il appui sur un bouton poussoir qui va allumer la vérine. Cette vérine va être visible des allées principales par les caristes, leur indiquant qu’il faut récupérer la palette. A son tour, le cariste va appuyer sur un bouton poussoir qui va éteindre la vérine.
A.3. contexte Après des demandes faites aux coordinateurs par les opérateurs, un essai va être mis en place. Il va y avoir cinq vérines, sur cinq postes différents, afin de voir leurs utilités et par la suite en installer sur tous les postes.
2)B. L’information • J’ai dans un premier temps, avec mon chef de maintenance Mr DEVEAUX Grégory vu
le rôle des vérines, leurs objectifs. Mais on a aussi vu dans l’ensemble le matériel souhaité, et le fonctionnement de ces dernières (disjoncteur, transformateur, relais, ...).
• Par la suite j’ai essayé de faire rapidement un schéma afin de voir le matériel nécessaire et de le commander.
• Après son retour de vacances, mon tuteur Mr THOMAS-BILLOT Arnaud m’a aidé dans le choix du matériel tel que le disjoncteur et le transformateur, car je ne savais pas quoi choisir comme puissance, comme courant, et comme tension.
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 28
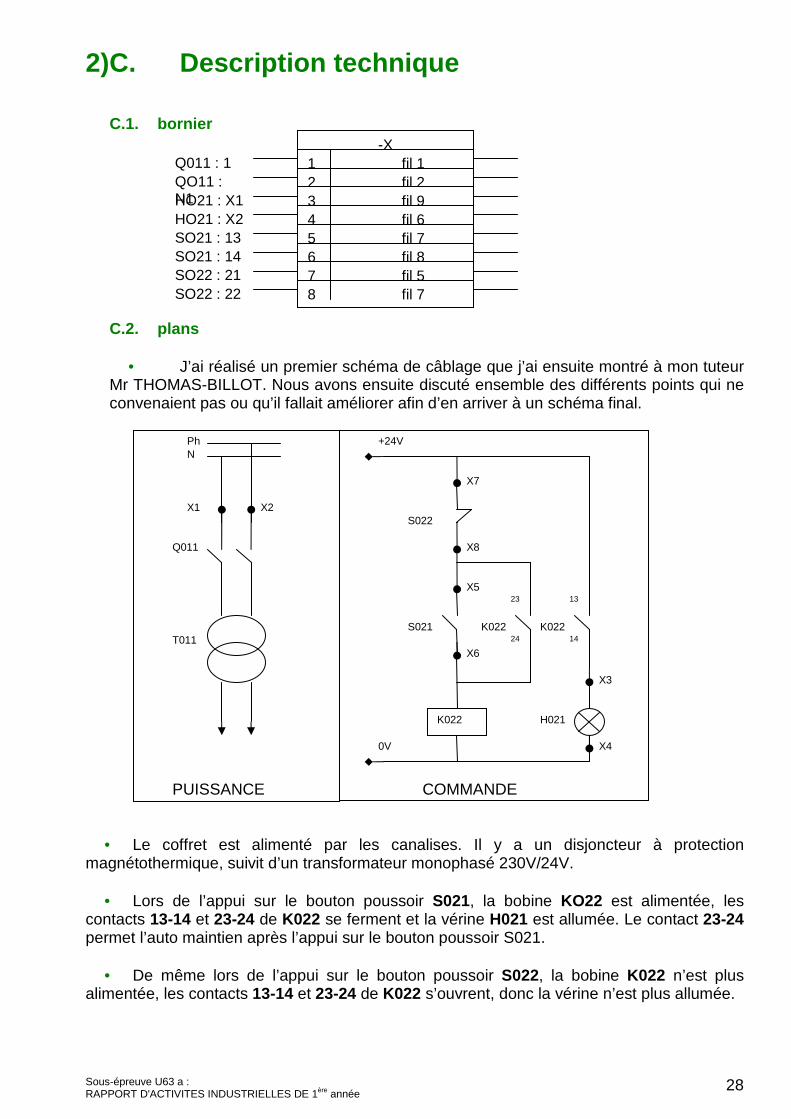
2)C. Description technique C.1. bornier
C.2. plans
• J’ai réalisé un premier schéma de câblage que j’ai ensuite montré à mon tuteur Mr THOMAS-BILLOT. Nous avons ensuite discuté ensemble des différents points qui ne convenaient pas ou qu’il fallait améliorer afin d’en arriver à un schéma final.
• Le coffret est alimenté par les canalises. Il y a un disjoncteur à protection magnétothermique, suivit d’un transformateur monophasé 230V/24V.
• Lors de l’appui sur le bouton poussoir S021, la bobine KO22 est alimentée, les contacts 13-14 et 23-24 de K022 se ferment et la vérine H021 est allumée. Le contact 23-24 permet l’auto maintien après l’appui sur le bouton poussoir S021.
• De même lors de l’appui sur le bouton poussoir S022, la bobine K022 n’est plus alimentée, les contacts 13-14 et 23-24 de K022 s’ouvrent, donc la vérine n’est plus allumée.
Ph N
X1 X2
Q011
T011
PUISSANCE
+24V
X7
S022
X8
X5
X6
S021 K022 K022
23
24
X3
X4
H021
13
14
K022
0V
COMMANDE
-X 1 fil 1 2 fil 2 3 fil 9 4 fil 6 5 fil 7 6 fil 8 7 fil 5 8 fil 7
Q011 : 1
SO22 : 22 SO22 : 21 SO21 : 14 SO21 : 13 HO21 : X2 HO21 : X1 QO11 : N1
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 29
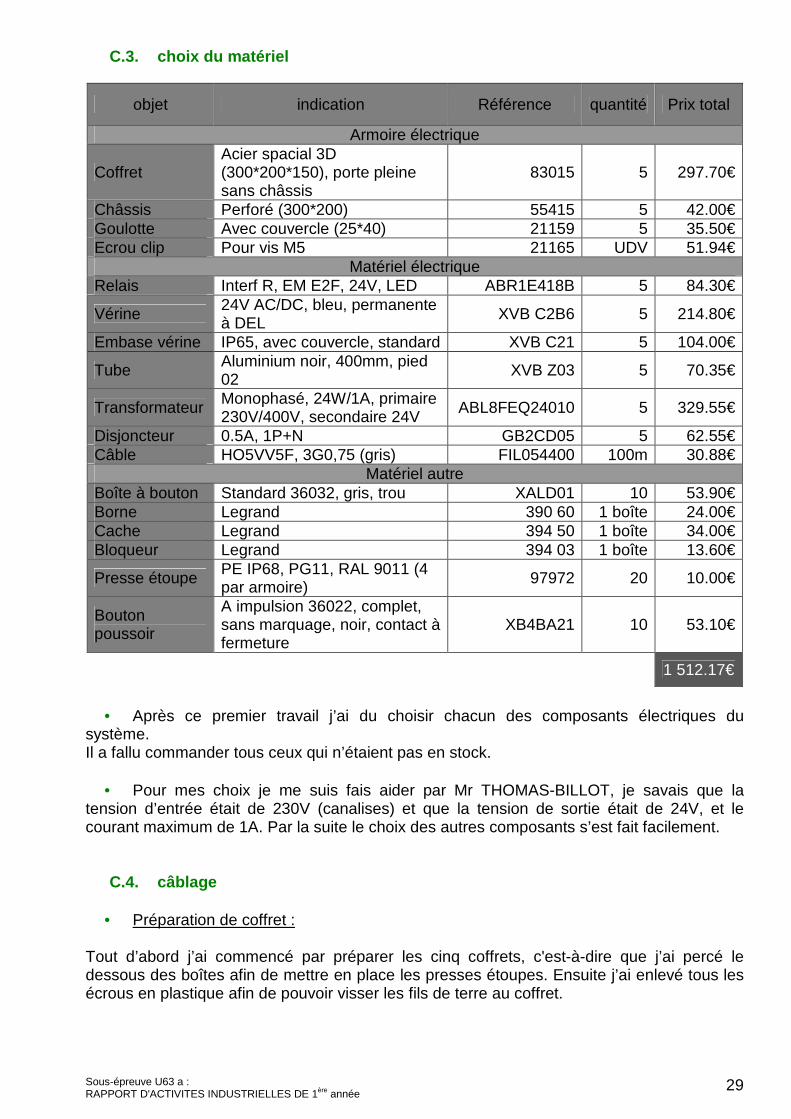
C.3. choix du matériel
• Après ce premier travail j’ai du choisir chacun des composants électriques du
système. Il a fallu commander tous ceux qui n’étaient pas en stock.
• Pour mes choix je me suis fais aider par Mr THOMAS-BILLOT, je savais que la tension d’entrée était de 230V (canalises) et que la tension de sortie était de 24V, et le courant maximum de 1A. Par la suite le choix des autres composants s’est fait facilement.
C.4. câblage
• Préparation de coffret : Tout d’abord j’ai commencé par préparer les cinq coffrets, c'est-à-dire que j’ai percé le dessous des boîtes afin de mettre en place les presses étoupes. Ensuite j’ai enlevé tous les écrous en plastique afin de pouvoir visser les fils de terre au coffret.
objet indication Référence quantité Prix total
Armoire électrique
Coffret Acier spacial 3D (300*200*150), porte pleine sans châssis
83015 5 297.70€
Châssis Perforé (300*200) 55415 5 42.00€ Goulotte Avec couvercle (25*40) 21159 5 35.50€ Ecrou clip Pour vis M5 21165 UDV 51.94€
Matériel électrique Relais Interf R, EM E2F, 24V, LED ABR1E418B 5 84.30€
Vérine 24V AC/DC, bleu, permanente à DEL
XVB C2B6 5 214.80€
Embase vérine IP65, avec couvercle, standard XVB C21 5 104.00€
Tube Aluminium noir, 400mm, pied 02
XVB Z03 5 70.35€
Transformateur Monophasé, 24W/1A, primaire 230V/400V, secondaire 24V
ABL8FEQ24010 5 329.55€
Disjoncteur 0.5A, 1P+N GB2CD05 5 62.55€ Câble HO5VV5F, 3G0,75 (gris) FIL054400 100m 30.88€
Matériel autre Boîte à bouton Standard 36032, gris, trou XALD01 10 53.90€ Borne Legrand 390 60 1 boîte 24.00€ Cache Legrand 394 50 1 boîte 34.00€ Bloqueur Legrand 394 03 1 boîte 13.60€
Presse étoupe PE IP68, PG11, RAL 9011 (4 par armoire)
97972 20 10.00€
Bouton poussoir
A impulsion 36022, complet, sans marquage, noir, contact à fermeture
XB4BA21 10 53.10€
1 512.17€
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 30
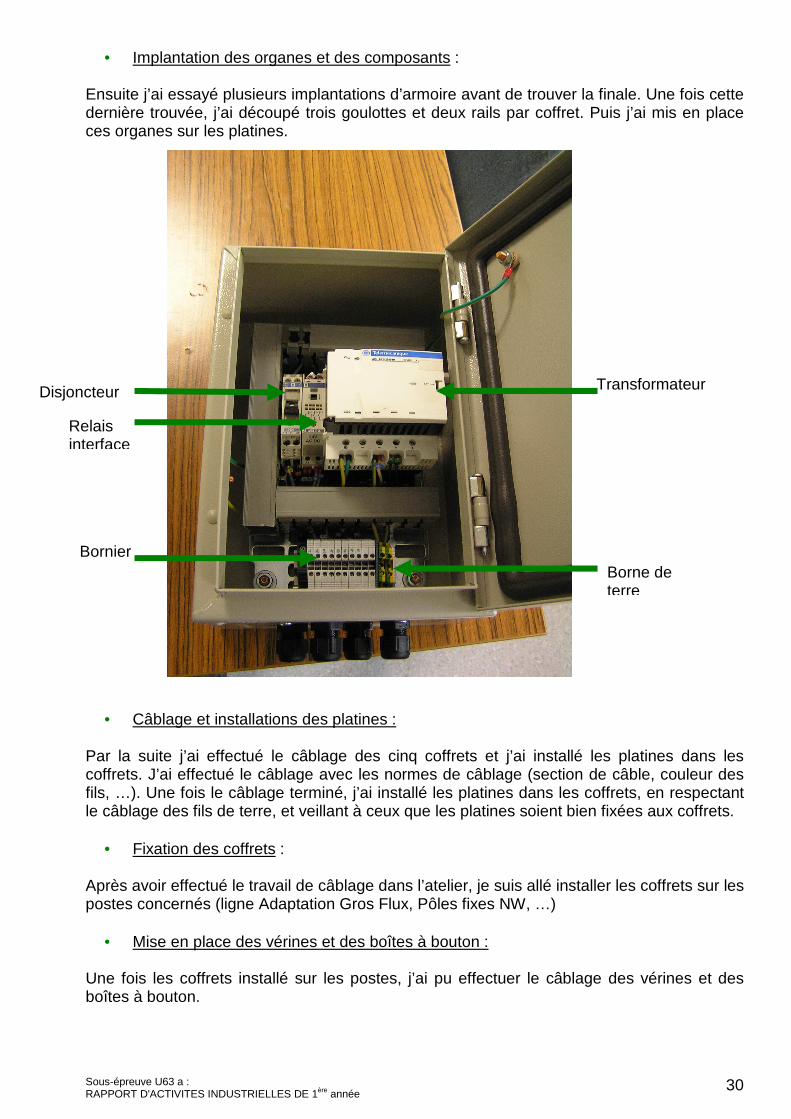
• Implantation des organes et des composants : Ensuite j’ai essayé plusieurs implantations d’armoire avant de trouver la finale. Une fois cette dernière trouvée, j’ai découpé trois goulottes et deux rails par coffret. Puis j’ai mis en place ces organes sur les platines.
• Câblage et installations des platines : Par la suite j’ai effectué le câblage des cinq coffrets et j’ai installé les platines dans les coffrets. J’ai effectué le câblage avec les normes de câblage (section de câble, couleur des fils, …). Une fois le câblage terminé, j’ai installé les platines dans les coffrets, en respectant le câblage des fils de terre, et veillant à ceux que les platines soient bien fixées aux coffrets.
• Fixation des coffrets : Après avoir effectué le travail de câblage dans l’atelier, je suis allé installer les coffrets sur les postes concernés (ligne Adaptation Gros Flux, Pôles fixes NW, …)
• Mise en place des vérines et des boîtes à bouton : Une fois les coffrets installé sur les postes, j’ai pu effectuer le câblage des vérines et des boîtes à bouton.
Disjoncteur
Relais interface
Bornier
Transformateur
Borne de terre
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 31
2)D. La sécurité
� Risques environnementaux : Etant donné que je m’étais en place les vérines dans les allées, il y avait du passage (personnel à pied, et caristes) et je devais toujours faire attention autour de moi. Je ne pouvais pas mettre de barrière de sécurité sur risque de gêner les caristes qui n’auraient pas pu effectuer leur travail ainsi que la ligne de production qui ne pouvait pas être arrêté durant toute la journée.
� Risques électriques : Du point de vue électrique je n’étais pas en danger car l’alimentation principale n’était pas branchée. (Travaux neuf donc pas encore alimenté)
� Risques mécaniques : En ce qui concerne les risques mécaniques, ils sont faibles. Je n’avais que 4 trous par boîtier à percer, et 1 morceau de Norcan par coffret. Toutefois pour ces activités, les équipements de sécurité étaient utilisés.
2)E. L’aspect économique � Matériels :
Si l’on prend le devis du projet (D4. Choix du matériel), on voit que l’ensemble des composants nous a coûté un total de 1512,17€
� Main d’œuvre :
100% du smic 41% du smic Smic horaire brut 8,71€ 3,57€ Smic horaire net 6,84€ 2,80€ Période de travail :
Libellé Temps (h) installation d’un coffret. 6h fabrication des 5 coffrets (perçage, vissage, mise en place matériel, …) 10h Pour la recherche de composant, des schémas 8h (6 x 5) + 10 + 8 = 48h Personnel : Il y a eu qu’une personne d’engagé pour effectué ce travail Coût du personnel : 3,57€ x 8h x 1 personne = 28,56€ brut 2,80€ x 8h x 1 personne = 22,40€ net
� Coût total :
Cette modification a couté à l’employeur la somme de:
48,00€ + 28,56€ + 1512,17€ = 1588,73€ brut 48,00€ + 22,40€ + 1512,17€ =1582,57 € net
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 32
2)F. Conclusion
c) Bilan : Après la mise en place de ces vérines sur les lignes nous avons attendus les retours verbaux des opérateurs de ces machines. Etant satisfaisant, on nous a demandé si éventuellement il serait possible de faire d’autre projet afin de l’installer dans toute l’usine.
d) Conclusion personnelle: Le projet m’a été remis par mon chef de service, au début j’ai eu un peu peur de ne pas y arriver, mais très vite avec l’aide de mon tuteur, j’ai pris de l’assurance. Ce projet a été effectué en autonomie, j’ai du aller voir les coordinateurs des lignes concernés afin de voir avec eux comment ils souhaitaient mettre la vérine. Au point de vue social ceci a été une très bonne chose, j’ai du parler avec les gens (coordinateurs, opérateurs,…) Au point de vue travail, ceci m’a donné de l’assurance comme le précédent. Mais aussi j’ai apprécié cette confiance que les gens m’ont donnée afin que je puisse terminer le projet.
Sous-épreuve U63 a : RAPPORT D'ACTIVITES INDUSTRIELLES DE 1ère année 33
V.Conclusion
4) Travaux effectués Cette première année ne m’a pas permis de mettre beaucoup de connaissances théoriques en pratique du fait que certaines théories ne peuvent s’appliquer en pratique. Néanmoins, la théorie m’a été très utile pour comprendre les procès dans leurs ensembles ainsi que certains phénomènes. J’ai pu acquérir de nouvelles connaissances, en automatisme en réalisant et en modifiant des programmes grâce au logiciel PL7 ce qui m’a permis de me familiariser avec ce dernier et de découvrir certaine de ces fonctions ; j’ai également eu une approche du pneumatique (différentes sortes de vérins, de distributeur…) ainsi qu’une connaissance technologique plus pointue sur les différentes sortes de capteur et des interfaces homme machine. Mais aussi une compréhension électrique plus approfondi grâce à la création des schémas de mes activités professionnelles ou aux modifications sur les systèmes existants.
5) Relations humaines Le technicien de maintenance de part son activité, est en relation avec l’ensemble du personnel de son entreprise. Il doit être capable de se faire comprendre sur le plan technique par les opérateurs, ce qui implique de la clarté dans ces propos. Etre à l’écoute des personnes est tout aussi important. Par exemple lors des dépannages, faire attention à ce que dit l’opérateur est utile, car les précisions qu’il peut donner en nous faisant part de ces connaissances sur le fonctionnement de la machine peuvent être un facteur de gain de temps lors de la recherche de la panne. Dans le service lui-même, le dialogue est très important. Entre équipiers du matin et équipiers de l’après-midi, il faut prendre le temps de se voir afin d’assurer le suivi des pannes. Cependant il faut aussi dialoguer avec les différents techniciens ou les coordinateurs de maintenance afin de savoir à quel moment les machines peuvent être arrêtées par exemple. Mais encore, avec le magasinier, pour la commande des pièces, pour le délai et pour les devis.
6) Bilan En somme cette année m’a beaucoup apporté au temps sur le point professionnel que sur le point relationnel. J’ai beaucoup enrichi mes connaissances et ma maturité grâce à l’aide de mon tuteur Mr THOMAS-BILLOT, mais aussi grâce à toute l’équipe de maintenance qui m’a accompagnée durant cette période. Grâce à cette première expérience j’ai appris à mieux m’organiser dans mon travail, et j’ai acquit une certaines autonomie. De plus j’ai apprécié l’attention que porte le personnel de l’usine à l’égard des apprentis tel que moi, en n’hésitant pas à me conseiller et à me faire part de leurs connaissances. D’après ce que j’ai vu cette année le terrain d’accueil correspond à mes attentes du point de vue d’un futur métier dans le domaine de la maintenance, ce qui me réconforte dans le choix de mes études.