Problématique TCN4 2007 - gmp.branly.free.frgmp.branly.free.fr/tgmp/sujets/tcn4_2007.pdf · On...
30
Sujet Baccalauréat Série S.T.I. GMA Epreuve E8 Session 2007 LYON PRESENTATION GENERALE Centre : Page de garde Candidat (NOM & Prénom) : Baccalauréat Sciences et Techniques Industrielles Session 2007 Génie Mécanique Option Productique Académie de LYON ETUDE DES SYSTEMES TECHNIQUES INDUSTRIELS Durée 6 heures N° Sujet TCN 4 Liste succincte des équipements utilisés : ♦ Dossier « ressources » sur les gammes opérationnelles ♦ Dossier Machine ♦ Tour à Commande Numérique ♦ Porte-pièce : mors doux Validé le : La commission des sujets Problème posé Situation initiale : • L’usinage de l’embout 71 de levier d’étau, est réalisé en 3 phases (sciage + 2 tournages) Situation finale : • Après le sciage, les opérations d’usinage des deux cotés de l’embout 71 sont réalisées dans la même phase 20 sur TCN avec retournement et mêmes mors doux. Travail demandé au candidat • Pendant la préparation (travail écrit – durée 2 heures) : Temps conseillé Lire l’intégralité du sujet avant de composer ! 10 minutes Partie 1 • Coder pour obtenir la fiche processus de la pièce 71 (embout) 10 minutes Partie 2 • Analyser et compléter un contrat de phase. 40 minutes Partie 3 • Choisir un instrument de contrôle/mesurage et interpréter une spécification 30 minutes Partie 4 • Lire et interpréter une étude de phase. 10 minutes Partie 5 • Effectuer un jalonnement sur diagramme de GANTT. 20 minutes • Pendant la mise en oeuvre (travail pratique – durée 4 heures) : Partie 1 • Réaliser le montage du porte-pièce (mors doux) 30 minutes Partie 2 • Identifier et mesurer les décalages d’origines 30 minutes Partie 3 • Mettre en oeuvre la production, mesurer, corriger 120 minutes Partie 4 • Réaliser un programme en FAO 60 minutes Liste des trois dossiers remis au candidat (à l’intérieur de cette chemise) • Sujet Partie Ecrite (à rendre ordonné et dans son intégralité) : • Sujet Partie Pratique (à rendre ordonné et dans son intégralité) : • Dossier technique partie pratique (à rendre) Documents 1 à 7/7 Documents 1 à 5/5 Documents 1 à 6/6
Transcript of Problématique TCN4 2007 - gmp.branly.free.frgmp.branly.free.fr/tgmp/sujets/tcn4_2007.pdf · On...

Sujet Baccalauréat Série S.T.I. GMA Epreuve E8 Session 2007 LYON
PRESENTATION GENERALE
Centre : Page de garde Candidat (NOM & Prénom) :
Baccalauréat Sciences et Techniques Industrielles Session 2007 Génie Mécanique Option Productique Académie de LYO N
ETUDE DES SYSTEMES TECHNIQUES INDUSTRIELS Durée 6 h eures
N° Sujet
TCN 4
Liste succincte des équipements utilisés : ♦ Dossier « ressources » sur les gammes
opérationnelles ♦ Dossier Machine ♦ Tour à Commande Numérique ♦ Porte-pièce : mors doux
Validé le : La commission des sujets
Problème posé
Situation initiale : • L’usinage de l’embout 71 de levier d’étau, est réalisé en 3 phases (sciage + 2 tournages)
Situation finale : • Après le sciage, les opérations d’usinage des deux cotés de l’embout 71 sont réalisées dans
la même phase 20 sur TCN avec retournement et mêmes mors doux.
Travail demandé au candidat
• Pendant la préparation (travail écrit – durée 2 heu res) : Temps conseillé
Lire l’intégralité du sujet avant de composer ! 10 minutes
Partie 1 • Coder pour obtenir la fiche processus de la pièce 71
(embout) 10 minutes
Partie 2 • Analyser et compléter un contrat de phase. 40 minutes
Partie 3 • Choisir un instrument de contrôle/mesurage et interpréter une spécification
30 minutes
Partie 4 • Lire et interpréter une étude de phase. 10 minutes
Partie 5 • Effectuer un jalonnement sur diagramme de GANTT. 20 minutes
• Pendant la mise en œuvre (travail pratique – durée 4 heures) :
Partie 1 • Réaliser le montage du porte-pièce (mors doux) 30 minutes
Partie 2 • Identifier et mesurer les décalages d’origines 30 minutes
Partie 3 • Mettre en œuvre la production, mesurer, corriger 120 minutes
Partie 4 • Réaliser un programme en FAO 60 minutes
Liste des trois dossiers remis au candidat (à l’intérieur de cette chemise)
• Sujet Partie Ecrite (à rendre ordonné et dans son intégralité) :
• Sujet Partie Pratique (à rendre ordonné et dans son intégralité) :
• Dossier technique partie pratique (à rendre)
Documents 1 à 7/7 Documents 1 à 5/5 Documents 1 à 6/6

Baccalauréat Sciences et Techniques Industrielles Session 2007 Génie Mécanique Option Productique Académie de LYO N ETUDE DES SYSTEMES TECHNIQUES INDUSTRIELS Durée 6
heures
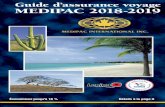
Les surfaces fonctionnelles sont les suivantes :
Trou 1 Emboîtée sur l’axe de la manivelle
Ø 7.8±0.1 pour permettre l’emboîtement
Profil 1 En contact avec l’opérateur Forme ergonomique permettant une prise facile, et sans angle pour éviter les blessures. Forme esthétique.
Vue en coupe longitudinale
Etau à Serrage Rapide
13
Pièce étudiée : Poignée (13)
Profil 1
Trou 1
Contraintes :

Sujet Baccalauréat Série S.T.I. GMA Epreuve E8 Session 2007 LYON
MISE EN SITUATION Deuxième de
couverture

NOM et Prénom du candidat N° du candidat Sujet Partie Ecrite TCN4 2007
DOCUMENT 1 / 8
Baccalauréat Sciences et Techniques Industrielles Session 2007
Génie Mécanique Option Productique Académie de LYO N
ETUDE DES SYSTEMES TECHNIQUES INDUSTRIELS Durée 6 heures
N° SUJET
TCN4 Liste succincte des équipements utilisés : ♦ Dossier «ressource» recherche de gamme
opérationnelle ♦ Tour CN et outillages ♦ Dossier machine ♦ Mors doux (démontés), outils
Validé le La commission des sujets
PARTIE ECRITE
Durée 2 heures Problématique : Notre entreprise vient de recevoir une commande de la part d’un nouveau client, pour la production par lots des deux pièces du levier: embout 71 et axe 72, de l’ensemble étau à serrage rapide (document page 5) : Le travail demandé consiste à préparer ces nouvelles fabrications : 1- Coder une pièce nouvelle 2- Compléter un contrat de phase prévisionnel 3- Lire des temps sur une étude de phase 4- Effectuer un jalonnement de ces fabrications sur le diagramme de GANTT. Les 4 questions sont indépendantes mais il est conseillé de les traiter dans l'ordre, qui correspond à la succession dans le temps des travaux du bureau de préparation du travail (1, 2, 3) et de l’ordonnancement (4) 1- CODER Barèmes : 2pts En utilisant le dossier "Recherche de gamme opérationnelle- Pièces de révolution", vous devez coder la pièce 71, donner la référence de la fiche processus, et du code processus correspondants. Justifier impérativement vos répons es. Pièce Code (4
chiffres) Fiche processus (N°) + code
Justifications
Embout 71

NOM et Prénom du candidat N° du candidat Sujet Partie Ecrite TCN4 2007
DOCUMENT 2 / 8
2- ANALYSER ET COMPLETER UN DOCUMENT DE FABRICATION (Contrat de phase prévisionnel) La gamme opérationnelle de la pièce 71 comprend 2 phases :
- Phase 10 sciage ∅22 longueur 53 - Phase 20 tournage CN (avec retournement)
On donne une ébauche du contrat de phase prévisionnel de la phase 20 (page 6). Cette phase comporte un retournement : les surépaisseurs d’usinage doivent être les mêmes de chaque côté. Les 2 prises de pièce se font par liaison pivot glissant (centrage long) avec des mors doux ∅22 et une liaison ponctuelle ( butée de broche). 21- Sur le croquis de phase (page 6) Barème : 2 pts
-Représenter sur la première prise de pièce, la mise en position géométrique (première partie de la norme NFE04-013)
- Expliquer les raisons de l’utilisation des mors doux : ………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
22- Définir les cotes fabriquées sur le document page 6, et détailler le calcul de la cote cf1. Barème : 2 pts ……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………… 23-Définir le décalage d'origine à programmer en G59 Z ... pour chacune des 2 prises de pièce. (Réponses sur le document page 6) Barème : 2 pts 24- Calculer la vitesse de coupe réelle pour l’ébauche en chariotage du cylindre extérieur de Ø 22 Barème : 1 pt (Réponse sur le document page 6) 25- Choisir les appareils de mesure adaptés (colonne contrôle du document page 6) parmi la liste suivante : Barème : 2 pts
- Pied à coulisse (incertitude de l’instrument = 0,1 mm) - Pied à coulisse à becs fins (incertitude de l’instrument = 0,05 mm) - Micromètre (incertitude de l’instrument = 0,01 mm) - Tampon lisse - Jauge de profondeur à coulisse (incertitude de l’instrument = 0,05 mm)
Justifier vos choix sachant :
- que l’on veut effectuer un mesurage et non seulement un contrôle - que l’incertitude sur l’instrument doit être inférieure au quart de l’intervalle de tolérance de la
cote à contrôler. (exemple : un instrument d’incertitude égale à 0,05 mm sera en mesure d’être utilisé pour toute cote d’I.T. supérieur ou égal à 0,2 mm)

NOM et Prénom du candidat N° du candidat Sujet Partie Ecrite TCN4 2007
DOCUMENT 3 / 8
……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………… ………………………………………………………………………………………………… ………………………………………………………………………………………………… ………………………………………………………………………………………………… 3- INTERPRETER UNE SPECIFICATION GEOMETRIQUE AU SENS DE LA NORME
Barème : 3 pts Suite au fait que certains axes arrivaient difficilement à être assemblés avec l’axe de la manivelle, le service études a décidé d’ajouter, au trou intérieur diamètre 7,80, la spécification suivante :
0,1 31- Proposer une interprétation de cette spécification et un croquis explicatif mentionnant
clairement (s’ils existent !) : - le ou les élément(s) tolérancé(s) - la zone de tolérance - le ou les élément(s) de référence - la contrainte géométrique entre la zone de tolérance et la référence.
Interprétation Croquis

NOM et Prénom du candidat N° du candidat Sujet Partie Ecrite TCN4 2007
DOCUMENT 4 / 8
4- LIRE ET INTERPRETER UNE ETUDE DE TEMPS (ETUDE DE PHASE) Le technicien du bureau de préparation du travail a réalisé l’étude de phase 20 pour l’embout 71 (doc. p.7)
41- Définir les opérations incluses dans le TMR (Temps moyen de réglage) Barème : 1 pt Liste des opérations comprises dans le TMR : ………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
42- Lire les temps TMR et TU (Temps d’usinage) : Barème : 2pts Valeur du TMR de l’embout 71, en min :……………………………………………………………… Valeur du TU de l’embout 71, en min :………………………………………………………………….
5- COMPLETER UN DIAGRAMME DE GANTT (aléa de fabric ation)
Le sciage des embouts 71 a été réalisé, mais le tour CN étant non disponible, on décide de séparer la PH20 de l’embout 71 en 2 phases correspondant chacune à un retournement de pièce, ce qui permet de réaliser ces 2 nouvelles phases sur 2 tours T1 et T2 Les nouveaux temps prévus (en minutes) sont de :
Machines
T2
Temps Tu TMR Tu TMR
embout 71 2 60 2 60
On veut réaliser la production ‘au plus tôt’ d’un lot de 60 embouts 71. Sur le diagramme de GANTT (document page 8) 51- Jalonner au plus tôt les deux phases de ce lot de 60 pièces. Barème : 1.5 pts
On n’effectuera pas de fractionnement, ni de déplacement des travaux déjà programmés, ni chevauchement. 52- Indiquer le jour et l’heure de fin de fabrication de ce lot « au plus tôt » Barème : 1.5 pt
T1

NOM et Prénom du candidat N° du candidat Sujet Partie Ecrite TCN4 2007
DOCUMENT 5 / 8
ETAU A SERRAGE RAPIDE NORELEM
LEVIER
AXE 72 - E215 étiré 8h10
EMBOUT 71 – A U4 G
Tolérance générale ± 0,2

NOM et Prénom du candidat N° du candidat Sujet Partie Ecrite TCN4 2007
DOCUMENT 6 / 8
Rep OPERATIONS D’USINAGE
OUTILS
CONTROLE
Vc m/min
N Tr/min
F mm/tr
Vf Mm/min
A Ebauche chariotage Ø 20
PCLNL T1 D1
3000
0.15
450
B Finition Contournage et gorges Cf1 , Cf2 , Cf7
SVJBL T3 D3
3000
0.10
300
Retournement
C Dressage et chariotage du cône
PCLNL T1 D1
3000
0.15
450
D Centrage
Foret à T5 D5 centrer
3000
0.10
300
E Perçage Cf4 et Cf5
Foret Ø7.8 T6 D6
40
1632
0.08
130
F Finition contournage cône Cf3
SVJBL T3 D3
0.1
SOUS ENSEMBLE : LEVIER MATIERE : A U4 G
ELEMENT : EMBOUT 71 PROGRAMME : %8007
ENSEMBLE : ETAU A SERRAGE RAPIDE BRUT : ∅22 x 53
DESIGNATION : sujet TCN4 MACHINE-OUTIL: TCN
BUREAU DE PREPARATION
CONTRAT DE PHASE PREVISIONNEL
PHASE N°: 20
CF2 = Cf3 = Cf4 = Cf5 = Cf7=
OP2 Op
Op
Z G59 Z …….
G59 Z …….
OP 1
Cf1= Cf2= Cf3= Cf4= Cf5= Cf7=

NOM et Prénom du candidat N° du candidat Sujet Partie Ecrite TCN4 2007
DOCUMENT 7 / 8
Etude de phase prévisionnelle PHASE : 20 PIECE : EMBOUT 71 ENSEMBLE : ETAU A SERRAGE RAPIDE
MACHINE : TCN MATIERE : A U4 G
DATE : Juin 2007 BRUT : Ø 22 x 53
DESIGNATION DES OPERATIONS
Longueur de la trajectoire
Lt
ELEMENTS DE CALCUL TEMPS en cmin
Vc f np a N Vf Lt Tt Ttm Tm Tz
Monter pièce 25
Appuyer DCY 5
Changer outil T1 20
Ebauche chariotage 8,5+6,5+5,5+4,5+4+4 0,15 6 2 3000 450 33 7,3
Changer outil T3 20
Contournage et gorges 2 3 0,1 1 3000 300 23 7,7
Retournement 25
Appuyer DCY 5
Changer outil T1 20
Dressage 0,15 1 1,5 3000 450 12 2,7
Chariotage 40 120 0,15 2 2 2313 347 40 11,5
Changer outil T6 20
Perçage 27 40 0,08 1 27 20,7
Changer outil T3 20
Contournage et gorges 32 120 0,1 1 2315 231 32 14
Démonter pièce 25
Total Tt et Tm : 164 85
ESTIMATION DU TMR(TS)
Régler 3 outils hors MOCN 1500
Monter 3 outils sur TCN 600
Télécharger programme, jauges, mesurer et introduire DEC.
1000
Nettoyer poste 500
Changer mors 600
TOTAL
Mise en route
2700 sur MO
1500 hors MO
Durée du cycle
249

NOM et Prénom du candidat N° du candidat Sujet Partie Ecrite TCN4 2007
DOCUMENT 8 / 8
Travaux déjà placés embout71
Tour 1
Tour 2 Lundi 8 Mardi 16 Mercredi 24 Jeudi 32 Vendredi 40
Jour et heure de fin de fabrication « au plus tôt » :………………………………….
DIAGRAMME DE GANTT DES TOURS T1 ET T2 Horizon : la semaine (35 heures)
Vendredi (35 heures) Lot non fractionné, déplacement des tâches déjà pla cées non autorisé, chevauchement non autorisé

NOM et Prénom du candidat N° du candidat Sujet Partie Ecrite TCN4 2007
DOCUMENT 1 / 8
Baccalauréat Sciences et Techniques Industrielles Session 2007
Génie Mécanique Option Productique Académie de LYON
ETUDE DES SYSTEMES TECHNIQUES INDUSTRIELS Durée 6 heures N° SUJET
TCN4
Liste succincte des équipements utilisés : ♦ Dossier «ressource» recherche de gamme opérationnelle ♦ Tour CN et outillages ♦ Dossier machine ♦ Mors doux (démontés), outils
Validé le La commission des sujets
CORRIGE PARTIE ECRITE
Durée 2 heures Problématique : Notre entreprise vient de recevoir une commande de la part d’un nouveau client, pour la production par lots des deux pièces du levier: embout 71 et axe 72, de l’ensemble étau à serrage rapide (document page 4) : Le travail demandé consiste à préparer ces nouvelles fabrications : 1- Coder une pièce nouvelle 2- Compléter un contrat de phase prévisionnel 3- Lire des temps sur une étude de phase 4- Effectuer un jalonnement de ces fabrications sur le diagramme de GANTT.
Les 4 questions sont indépendantes mais il est conseillé de les traiter dans l'ordre, qui correspond à la succession dans le temps des travaux du bureau de préparation du travail (1,2,3) et de l’ordonnancement (4)
1- CODER En utilisant le dossier "Recherche de gamme opérationnelle- Pièces de révolution", et à l’aide de l’exemple de l’axe 72 ci-dessous, vous devez coder la pièce 71, donner la référence de la fiche processus, et du code processus correspondants : Pièce Code (4 chiffres) Fiche processus
(N°) Justifications
Embout
71
1214 Fiche F7 Code 731
(processus 1)
L/D 2,5 2 cylindres Ø20 trou borgne

NOM et Prénom du candidat N° du candidat Sujet Partie Ecrite TCN4 2007
DOCUMENT 2 / 8
2- ANALYSER ET COMPLETER UN DOCUMENT DE FABRICATION (CONTRAT DE PHASE PREVISIONNEL ) La gamme opérationnelle de la pièce 71 comprend 2 phases :
Phase 10 sciage Φ22 longueur 53 Phase 20 tournage CN (avec retournement)
On donne une ébauche du contrat de phase prévisionnel de la phase 20 (page 5) . Cette phase comporte un retournement : les surépaisseurs d’usinage doivent être les mêmes de chaque côté. Les 2 prises de pièce se font en centrage long avec des mors doux Φ20 et une butée. 21- Sur le croquis de phase (page 5)
-Représenter sur la première prise de pièce : la mise en position isostatique (première partie de la norme NFE04-013) /1,5 pt - Expliquer les raisons de l’utilisation des mors doux : ……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………… 22- Définir les cotes fabriquées sur le document 5, et détailler le calcul de la cote cf1 ………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
23- Définir le décalage d'origine à programmer en G59 Z ... pour chacune des 2 prises de pièce. (Réponses sur le document page 5) /2pts 24- Calculer la vitesse de coupe réelle pour l’ébauche en chariotage du cylindre extérieur de Ø 20 (Réponse sur le document page 5) /1pt 25- Choisir les appareils de mesure adaptés (colonne contrôle du document page 6) parmi la liste suivante :
- Pied à coulisse (incertitude de l’instrument = 0,1 mm) - Pied à coulisse à becs fins (incertitude de l’instrument = 0,05 mm) - Micromètre (incertitude de l’instrument = 0,01 mm) - Tampon lisse - Jauge de profondeur à coulisse (incertitude de l’instrument = 0,05 mm)
Justifier vos choix sachant :
- que l’on veut effectuer un mesurage et non seulement un contrôle - que l’incertitude sur l’instrument doit être inférieure au quart de l’intervalle de tolérance de la cote à contrôler. (exemple :
un instrument d’incertitude égale à 0,05 mm sera en mesure d’être utilisé pour toute cote d’I.T. supérieur ou égal à 0,2 mm)
Toutes les cotes ont un IT de 0,4 ou plus (sauf 19±0,1) donc on peut utiliser un instrument ayant une incertitude au maximum de 0,1 (1/4 de l’IT) : tous les instruments peuvent ici convenir en terme de « capabilité ». Pour 19±0,1 il faut utiliser un instrument de capabilité inférieure ou égale à 0,05. /1pt Comme l’on veut effectuer un mesurage et non un contrôle, le tampon est à exclure des possibilités. /0,5pt Reste à tenir compte de la géométrie de la pièce pour le choix de l’instrument de mesurage. /0,5pt
Pièce finie de Ø 20 en A GU: ne pas marquer la pièce finie après retournement /0,5 pt
[53 (Brut )– 49.75 (Cote moyenne)]/2=1.6 (sur épaisseur) /2pts 53-1.6= 51.4

NOM et Prénom du candidat N° du candidat Sujet Partie Ecrite TCN4 2007
DOCUMENT 3 / 8
3- INTERPRETER UNE SPECIFICATION GEOMETRIQUE AU SEN S DE LA NORME Suite au fait que certains axes arrivaient difficilement à être assemblés avec l’axe de la manivelle, le service
études a décidé d’ajouter, au trou intérieur diamètre 7,80, la spécification suivante : 0,1 31- Proposer une interprétation de cette spécification et un croquis explicatif mentionnant clairement
(s’ils existent !) : - le ou les élément(s) tolérancé(s) - la zone de tolérance - le ou les élément(s) de référence - la contrainte géométrique entre la zone de tolérance et la référence.
Interprétation Croquis
L’élément tolérancé (surface nominalement cylindrique) doit être compris à l’intérieur d’une zone de tolérance constituée de deux cylindre coaxiaux de différence de rayon égale à 0,1 (Ici c’est une spécification de forme, donc pas d’élément de référence.) /1,5pt
Remarque : n’accepter le croquis que si la zone de tolérance est représentée comme un élément idéal (donc parfait) et si l’élément tolérancé est représenté comme un élément non-idéal (donc réel) :
/1pt
4- LIRE ET INTERPRETER UNE ETUDE DE TEMPS (ETUDE DE PHASE )
Le technicien du bureau de préparation du travail a réalisé l’étude de phase 20 pour l’embout 71 41- Définir les opérations incluses dans le TMR (ou TS)
Liste des opérations comprises dans le TMR : ………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
42- Lire les temps TMR et TU : /2pts
Valeur du TMR de l’embout 71, en min :……………………………………………………………… Valeur du TU de l’embout 71, en min :………………………………………………………………….
Régler 3 outils hors MOCN (remarque : peut être fait en temps masqué Tz), monter les 3 outils sur tourelle changeur, télécharger le programme, les 3 jauges , rentrer les DEC au pupitre de CN, monter les mors et la butée, mesurer le DEC Z et le rentrer au pupitre /1pt
42 min (27 min toléré si Régler outils en temps masqué)
2,49 min

NOM et Prénom du candidat N° du candidat Sujet Partie Ecrite TCN4 2007
DOCUMENT 4 / 8
5- COMPLETER UN DIAGRAMME DE GANTT (aléa de fabrica tion) Le sciage des embouts 71 a été réalisé, mais le tour CN étant non disponible, on décide de séparer la PH20 de l’embout 71 en 2 phases correspondant chacune à un retournement de pièce, ce qui permet de réaliser ces 2 nouvelles phases sur 2 tours T1 et T2 Les nouveaux temps prévus (en minutes) sont de :
Machines
T1
T2
Temps Tu TMR Tu TMR
embout 71 2 60 2 60
On veut réaliser la production ‘au plus tôt’ d’un lot de 60 embouts 71 . Sur le diagramme de GANTT (document page 7), jalonner au plus tôt les deux phases de ce lot de 60 pièces. /1,5pt On n’effectuera pas de fractionnement, ni de déplacement des travaux déjà programmés, ni chevauchement. Indiquer le jour et l’heure de fin de fabrication de ce lot ‘au plus tôt’ (page 7) /1,5pt

NOM et Prénom du candidat N° du candidat Sujet Partie Ecrite TCN4 2007
DOCUMENT 5 / 8
ETAU A SERRAGE RAPIDE NORELEM
LEVIER
AXE 72 - E215 étiré 8h10
EMBOUT 71 – A U4 G
Tolérance générale ± 0,2

NOM et Prénom du candidat N° du candidat Sujet Partie Ecrite TCN4 2007
DOCUMENT 6 / 8
SOUS ENSEMBLE : LEVIER MATIERE : A U4G
BUREAU DE PREPARATION
ELEMENT : EMBOUT 71 PROGRAMME : %8007
ENSEMBLE : ETAU A SERRAGE RAPIDE BRUT : ∅22 x 53
DESIGNATION : sujet TCN4 MACHINE-OUTIL : TCN
Vc m/mn
f mm/tr
Rep OPERATIONS D’USINAGE
3 Dressage Chariotage
2 Contournage et gorges Cf1 ; Cf2
1 Ebauche Chariotage Ø 20
Retournement
4 Perçage Cf4 ; Cf5
5 Contournage Cf3
SVJB T3D3
OUTILS CONTROLE
PCLN T1D1
PCLN T1D1
Foret ∅7.8 T6D6
SVJB T3D3
N tr/mn
CONTRAT DE PHASE PREVISIONNEL
PHASE N° : 20
3000 0,15 450
3000 0,15 300
3000 0,15
40 1632 0,08 130
0,1
Vf mm/min
Op
188
Calibre à coulisse à becs fins (au moins pour Cf2) et jauge de profondeur (au moins pour Cf4)
G59Z… … ..
G59Z… …
OP2
OP1 Op Z
Cf1 = 51,4±0,2 CF2 = 20±0,1 Cf3 = 49,75±0,25 Cf4 =25 ±1 Cf5 = Ø7,8±0,1 Ou Cf3 = 50 0 –0.5
51,4
49,75
1 2
3 4 5

NOM et Prénom du candidat N° du candidat Sujet Partie Ecrite TCN4 2007
DOCUMENT 7 / 8
ETUDE DE PHASE PREVISIONNELLE
PHASE : 20
PIECE : EMBOUT 71 ENSEMBLE : ETAU A SERRAGE RAPIDE
MACHINE : TCN MATIERE : A U4 G
DATE : 2007 BRUT : Ø 22 x 53
DESIGNATION DES OPERATIONS
longueur de la trajectoire
Lt
ELEMENTS DE CALCUL TEMPS en cmin
Vc f np a N Vf Lt Tt Ttm Tm Tz
Monter pièce 25
Appuyer DCY 5
Changer outil T1 20
Ebauche chariotage 8,5+6,5+5,5+4,5+4+4 0,15 6 2 3000 450 33 7,3
Changer outil T3 20
Contournage et gorges 2 3 0,1 1 3000 300 23 7,7
Retournement 25
Appuyer DCY 5
Changer outil T1 20
Dressage 0,15 1 1,5 3000 450 12 2,7
Chariotage 40 120 0,15 2 2 2313 347 40 11,5
Changer outil T6 20
Perçage 27 40 0,08 1 27 20,7
Changer outil T3 20
Contournage et gorges 32 120 0,1 1 2315 231 32 14
Démonter pièce 25
Total Tt et Tm : 164 85
ESTIMATION DU TMR(TS)
Régler 3 outils hors MOCN 1500
Monter 3 outils sur TCN 600
Télécharger programme, jauges, mesurer et introduire DEC.
1000
Nettoyer poste 500
Changer mors 600
TOTAL
Mise en route
2700 sur MO
1500 hors MO
DUREE DU CYCLE
249

NOM et Prénom du candidat N° du candidat Sujet Partie Ecrite TCN4 2007
DOCUMENT 8 / 8
Travaux déjà placés embout71
Tour 1
Tour 2 Lundi 8 Mardi 16 Mercredi 24 Jeudi 32 Vendredi 40
Jour et heure de fin de fabrication ‘au plus tôt’ :………………………………….
DIAGRAMME DE GANTT DES TOURS T1 ET T2 Horizon : la semaine (35 heures)
Vendredi (35 heures) Lot non fractionné, déplacement des tâches déjà placées non autorisé, chevauchement non autorisé
Mercredi 7ème heure (23ème heure de la semaine)

BAC STI GMA Epreuve E8 Session2007
SUJET PARTIE PRATIQUE
TCN4
NOM et Prénom du candidat N° du candidat Sujet Partie Pratique TCN4 2007
DOCUMENT 1 / 5
PARTIE PRATIQUE Durée 4 heures
On donne : Le dessin de définition de l’embout 71 Le contrat de phase 20 (Tournage avec retournement) Le tour CN ; les mors doux usinés à Φ20 et une butée de broche montés Le dossier machine TCN Les 4 outils nécessaires La fiche de réglage avec indication des PREF Le listing du programme %8007 Un lot de 3 pièces en Alliage d’aluminium A U4 G Tous les instruments de mesure de l’établissement Le banc de préréglage et son dossier d’utilisation Un poste FAO avec le logiciel GOELAN Une pièce après FAO. Travail demandé : 1. USINAGE SUR TCN Durée : 2 h 30 min Télécharger le programme %8007 Déterminer la valeur de DEC1Z puis l'introduire au pupitre Déterminer sur le banc de préréglage la valeur des jauges outil Introduire les jauges outils au pupitre dans la CN Monter les outils En présence de l'examinateur : Tester le programme, le simuler graphiquement, puis l’exécuter à vide (sans pièce) Usiner une pièce d’essai N°1 Contrôler la pièce (remplir le tableau de mesures de la pièce 1 page 2) Analyser les écarts par rapport aux valeurs moyennes des cotes, et apporter les corrections nécessaires.
Usiner la seconde pièce, la mesurer, remplir le tableau de mesures (pages 2 ) ; corriger si nécessaire. Usiner la troisième pièce, la mesurer, remplir le tableau de mesures (pages 2 ) .
Conclure sur la conformité des pièces et sur la possibilité de lancement de la série (encadrés page 3) 2. TRAVAIL SUR GOELAN ( voir document 4/5 et 5/5 )

BAC STI GMA Epreuve E8 Session2007
SUJET PARTIE PRATIQUE
TCN4
NOM et Prénom du candidat N° du candidat Sujet Partie Pratique TCN4 2007
DOCUMENT 2 / 5
FICHE DE MESURE ET REGLAGE PIECE : EMBOUT 71 PROGRAMME : %8007 Moyens de contrôle : Pour le contrôle de Cf1, Cf2, Cf3, Cf4 et Cf5 utiliser les instruments nécessaires (tous instruments disponibles) (Nota : le contrôle de la spécification de cylindricité suggérée dans la partie écrite ne sera pas traitée dans cette partie pratique car elle requiert l’utilisation d’une MMT) Pièce 1 Cf Cote moyenne IT Cote mesurée Actions correctives . 2 20 0.2 3 49.75 0.5 4 23 2 5 Ø7.8 0.2 Conclusion sur la conformité de la pièce de réglage :……………………………………………………… Pièce 2 Cf Cote moyenne IT Cote mesurée Actions correctives . 2 20 0.2 3 49.75 0.5 4 23 2 5 Ø7.8 0.2 Conclusion sur la conformité de la pièce 2 : …………………………………………………… Pièce 3 Cf Cote moyenne IT Cote mesurée Actions correctives . 2 20 0.2 3 49.75 0.5 4 23 2 5 Ø7.8 0.2 Conclusion sur la conformité de la pièce 3 : ……………………………………………………………..

BAC STI GMA Epreuve E8 Session2006
SUJET PARTIE PRATIQUE
TCN4
NOM et Prénom du candidat N° du candidat Sujet Partie Pratique TCN4 2007
DOCUMENT 3 / 5
La machine est-elle bien réglée ? Expliquer pourquoi. …………………………………………………………………………………………… ………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………… …………………………………………………………………………………………… …………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………… …………………………………………………………………………………………… …………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………… ……………………………………………………………………………………………

BAC STI GMA Epreuve E8 Session2006
SUJET PARTIE PRATIQUE
TCN4
NOM et Prénom du candidat N° du candidat Sujet Partie Pratique TCN4 2007
DOCUMENT 4 / 5
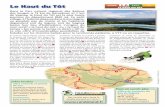
Partie FAO : Durée 1 h 30 min . – pour cette partie se référer au contrat de phase 20 page 3/6 opérations a et b. A l’aide du dossier d’activités modifiez la forme de la poignée.
Le profil projeté se trouve sur le calque 10 1° Lancez le logiciel GOélan : Ouvrir le fichier Poignée-2007 (sur disquette ou dans répertoire de travail). 2° Créer le brut (sur le calque 3)
Origine à 1 mm 3° Choisir la machine et la matière. 4° Définir l’usinage (voir contrat de phase 20 page 3/6)
- Choisir l’outil ( numéro et correcteur) - Définir le cycle - Définir l’usinage
Créer de préférence un calque 4 de couleur orange pour l’opération a (ébauche chariotage) et un calque 5 de couleur verte pour l’opération b (contournage sphérique et gorges).
1
Ø 22
53
Suppression du plat
Dégagement
Approche
Profil

BAC STI GMA Epreuve E8 Session2006
SUJET PARTIE PRATIQUE
TCN4
NOM et Prénom du candidat N° du candidat Sujet Partie Pratique TCN4 2007
DOCUMENT 5 / 5
5° Simuler l’usinage. 6° Générer le programme ISO (%8008). VERIFIER LE SENS DE ROTATION DE LA PIECE (M4), DE LA FREQUENCE DE ROTATION ET DES EMPLACEMENTS DES OUTILS T1 ET T3 7° Imprimer le programme et le joindre aux document s de travail.
Sur la machine : 1° Charger le programme réalisé ( %8008 ). 2° Tester le programme. 3° Usiner une pièce.

BAC STI GMA 2007
DOSSIER TECHNIQUE PARTIE PRATIQUE
TCN4
BAC STI GMA Epreuve E8 Session 2007
Sujet
TCN4 Dossier technique 1/6
Programme CN Phase n°20 EMBOUT 71
SOMMAIRE
Page Dessin de définition de l’embout 71 2 Contrat de phase 20 3 Programme ISO % 8007 4 Montage et réglage des mors doux 5 Fiche de réglages 6
Embout 71 A U4 G
Axe 72 E215 étiré
Levier d’étau à serrage rapide (ESR)

BAC STI GMA 2007
DOSSIER TECHNIQUE PARTIE PRATIQUE
TCN4
BAC STI GMA Epreuve E8 Session 2007
Sujet
TCN4 Dossier technique 2/6
Programme CN Phase n°20 EMBOUT 71
TOLERANCES GENERALES ± 0,1
A U4 G

BAC STI GMA 2007
DOSSIER TECHNIQUE PARTIE PRATIQUE
TCN4
BAC STI GMA Epreuve E8 Session 2007
Sujet
TCN4 Dossier technique 3/6
Programme CN Phase n°20 EMBOUT 71
CONTRAT DE PHASE
Mise à jour Établi par : Section :
Ensemble :ÉTAU A SERRAGE RAPIDE Cadence : Désignation de la phase
S/ensemble : levier Matière : A U4 G TOURNAGE
Élément: :Embout 71 Porte-pièce : Phase n° : 20
Programme : %8007 Fichier : Machine : TCN
Désignation des opérations Outils T. D Vc
m/min N
tr/min f
mm/t ap mm
Vf mm/min
a- Ébauche Chariotage
SCLCL 12 12 Plaquette : CNMG
1.1 188 3000 0.15 1,5 450
b- Finition Contournage sphérique et Gorges : Cf1 et Cf2
SVJBL 12 12 3.3 200 3000 0.10 0,5 300
Retournement
c- Dressage Chariotage SCLCL 12 12 1.1 120 0.15
d- centrage Foret à centrer 5.5 3000 0.1
e- Perçage : Cf4 et Cf5 Foret ∅7.8 6.6 40 1632 0.08 130
f- Contournage du cône : Cf3 SVJBL 3.3 120 0.1
Cf1 = 51,5 ± 0,2 Cf2 = Ø20 ± 0,1 Cf3 = 49,75 ± 0,25 Cf4 = 23 ± 1 Cf5 = 7,8 ± 0,1 Cf7 non controlée
Op OP
Z
Op OP
Z

BAC STI GMA 2007
DOSSIER TECHNIQUE PARTIE PRATIQUE
TCN4
BAC STI GMA Epreuve E8 Session 2007
Sujet
TCN4 Dossier technique 4/6
Programme CN Phase n°20 EMBOUT 71
%8007 (EMBOUT 71) T1 OUTIL EBAUCHE) (T3 OUTIL FINITION) (T5 FORET A CENTRER) (T6 FORET DIA 7.8) N05 G80 G40 G90 M5 N10 G0 G52 X0 Z-50 M9 N20 G92 S3000 N30 M42 G95 G97 S1500 (USINAGE PREMIER COTE) N100 G59 Z51.5 $EBAUCHE-CHARIOTAGE N200 T1 D1 M6 N210 G0 X22 Z3.5 M8 N220 S3000 M4 N230 G64 N370 N350 I.3 K.3 P1 F.1 N240 G1 X22 Z-27 N250 Z3.5 N260 X-1 N270 G80 N280 G77 N10 N10 $FINITION N300 T3 D3 M6 N310 G0 X15 Z.1 S3000 M8 N320 G1 X-1 F.08 N330 G0 X-1 Z2 N340 G1 G42 Z1 N350 G1 X-1 Z0 N360 X5 Z0 N370 G3 X20 Z-3.957 I0 K-13.775 N380 G1 EA180 ES N390 EA-140 X17.888 Z-13 EB1 N400 EA140 X20 N410 EA180 ES N420 EA-140 X17.888 Z-24 EB1 N430 EA140 X20 N440 G1 X20 Z-27 N450 G0 G40 X25 Z-26 N455 Z2 N460 G77 N10 N10 $RETOURNEMENT N500 M5 N510 M0
(USINAGE SECOND COTE) N600 G59 Z49.75 $DRESSAGE N700 T1 D1 M6 N710 G0 X26 Z.2 N720 G96 S120 M4 M8 N730 G1 X-.5 F.10 N740 G0 Z2 N750 X20 $CHARIOTAGE N760 G64 N1060 N1040 I.3 K.3 P1 F.10 N770 G1 X21 Z-26 N780 Z2 N790 X14 Z2 N800 G80 N810 G77 N10 N10
$CENTRAGE N811 T5 D5 M6 N812 G0 X0 Z5 S3000 M3 M8 N813 G01 Z-1.5 F0.1 N814 G0 Z2 N815 G77 N10 N10
$PERCAGE $LA COTE DE Z-26.27 EST LA CF4 !,ON $TIENT COMPTE DU CONE DE PERCAGE $SOIT 2.3 MM EN PLUS SELON Z N900 T6 D6 M6 N910 G0 X0 Z5 S1632 N920 G83 X0 Z-26.27 P8 F.1 ER5 M8 N930 G80 N940 G77 N10 N10 $FINITION CONE N1000 T3 D3 M6 N1010 G0 G42 X6 Z5 S3000 M8 N1020 Z2 N1030 G1 Z0 F.1 N1040 G1 X13 Z0 N1050 X14.5 EB.5 N1060 X20 Z-22 F.1 N1070 Z-25 N1080 G0 G40 X25 Z-25 N1085 Z2 N1090 G77 N10 N10 N1100 M5 N1110 M2

BAC STI GMA 2007
DOSSIER TECHNIQUE PARTIE PRATIQUE
TCN4
BAC STI GMA Epreuve E8 Session 2007
Sujet
TCN4 Dossier technique 5/6
Programme CN Phase n°20 EMBOUT 71
PORTE-PIECE : MORS DOUX : mise en place et réglages
Support de mors 2
Mors doux 3
Valeur de réglage à
……………………

BAC STI GMA 2007
DOSSIER TECHNIQUE PARTIE PRATIQUE
TCN4
BAC STI GMA Epreuve E8 Session 2007
Sujet
TCN4 Dossier technique 6/6
Programme CN Phase n°20 EMBOUT 71
FICHE DE REGLAGE
PIECE : EMBOUT 71 MATIERE : A U4 G PROGRAMME : %8007 MACHINE : TCN PRISE DE PIECE : Mors doux alésés à Φ 20 et butée de broche (à monter par le candidat) PREFX : PREFZ :
Valeurs fournies au candidat DETERMINATION DE DEC1Z : Valeur déterminée par le candidat (après montage des mors) DEC Z = JAUGES D'OUTILS :
T1 D1 X Z R C1
T3 D3 X Z R C1
T5 D5 X Z R / C8
T6 D6 X Z R / C8