PIECES DE FONDERIE POUR SECTEUR · PDF filePresse d'essai de résistance pour la voirie...
15
FONDERIE 30 ANNEES D’INNOVATION ET DE DEVELOPPEMENT PIECES DE FONDERIE POUR SECTEUR INDUSTRIEL
Transcript of PIECES DE FONDERIE POUR SECTEUR · PDF filePresse d'essai de résistance pour la voirie...

F O N D E R I E
30 ANNEES D’INNOVATIONET DE DEVELOPPEMENT
PIECES DE FONDERIE POURSECTEUR INDUSTRIEL

MAFODER Fonderie est l’entreprise historique du groupe. Elle est spécialisée dans lafabrication de pièces en fonte et en acier allant de quelques kilogrammes à cinq tonnes.Des articles destinés aux secteurs des carrières, des mines, cimenteries, briqueteries, etindustrie chimique. MAFODER Fonderie offre aujourd’hui une gamme complète demétallurgie: fontes à haute teneur en chrome, fontes ductiles, aciers au manganèse, aciersausténitiques, et plus encore. Actuellement, le pôle fonderie se veut plus performant quejamais.
Il s’est doté de moyens à la pointe la technologie : le prototypage rapide, procédérévolutionnaire qui élimine l’étape de fabrication du modèle bois, La simulation numériqueintégrée dans plusieurs étapes de fabrication. La certification du système qualité deMafoder par l’organisme TUV, de renommée internationale, atteste de la maîtrise desprocessus et de l’attention apportée au respect de ses engagements en termes de délais,de qualité et de prix.
MAFODER Group est une holding marocaine familiale. Elle est historiquement connuepour son activité fonderie créée au milieu des années 80. Fort de ses 30 annéesd’expériences, le groupe est présent aujourd’hui sur cinq pôles d’activités. De la fabricationet la commercialisation de pièces de fonderie à forte valeur ajoutée et de pièces de voirieau design et fabrication d’articles pour le mobilier urbain, en passant par ledéveloppement/fabrication de produits de sécurité et en béton préfabriqué.
G R O U P
F O N D E R I E

MAFODER A L’INTERNATIONALLes produits Mafoder sont présents dans plus de 15 pays en Europe, Moyen-Orient,
Afrique du Nord & Afrique Subsaharienne
F O N D E R I E


CAPACITE DE FABRICATIONUsineSurface couverte 10 000 m2Surface totale 20 000 m2 Surface des bureaux 1 200 m2
Nos moyens techniques Moulage / Noyautage 2 machines de prototypage rapide Chantiers de moulage furanique main & mottes 1 Responsable de chantiers 2 Malaxeurs à vis continue, capacité de 20T & 50T 20 Mouleurs / Noyauteurs Tables vibrantes, voies à rouleaux Manipulateurs de mottes Stations de régénération mécanique et thermique de sable Unité de dépoussiérage Ponts roulants de 2 à 10T Fusion 1 four à induction capacité 500 Kg 1 Technicien 1 four à induction capacité 1000 Kg 2 fours à induction capacité 1500 Kg 4 Fondeurs Ebarbage / Finition Meuleuses pendulaires & stationnaires 14 Ebarbeurs qualifiés Outils portatifs d'ébarbage Découpage à l'arc, air & oxycoupage Poste de recharge au carbure de tungstène Cabine de sablage et de grenaillage, poste de peinture
Traitement thermique 2 Fours de traitement de capacité 3,5T & 5T 1 Technicien métallurgiste Usinage Tours parallèles, tours verticaux 3 Techniciens Aléseuses, perceuses 10 Ouvriers qualifiés Mortaiseuse, fraiseuse, CNC Contrôles et essais Spectromètre à fluorescence X 1 Responsable de laboratoire Microscope, mesure de dureté 4 Agents de contrôle Contrôle dimensionnel & d'étanchéité Contrôle magnétoscopique Presse d'essai de résistance pour la voirie Machine d’essai mécanique (traction, résilience)
Nos métallurgiesUne gamme de métallurgie à forte valeur ajoutée grâce à un outil de fabrication flexible :• Aciers au manganèse• Aciers réfractaires• Aciers inox• Fontes ductiles• Fontes Ni-résist• Fontes à 30% de chrome• Autres nuances résistant à la corrosion, à l’abrasion et aux chocs.
F O N D E R I E

Grâce à l’utilisation des machines deprototypage rapide, il est désormaispossible d’usiner les moules et lesnoyaux, directement dans le sable.Ceci permet d’éliminer l’étape defabrication des modèles en bois. Cettetechnique très innovante offre lesavantages suivants:
• Réduction des délais d’exécution• Réduction des coûts de fabrication• Précision dimensionnelle et surfacique• Flexibilité & réactivité quant au besoindu client• Suppression des coûts de possessiondes modèles
MACHINE DE PROTOTYPAGE RAPIDEPatternless process®
Machine de prototypage rapide à 5 axesCapacité: 10 TDimension: 2600 x 2600 x 1200 mm
3600x3600x1200 mm
MOYENS TECHNIQUES
Par moulage, on obtient des pièces depetites et moyennes séries. Sable utilisé:sable furanique à prise chimique.
Une unité de production qui respecte sonenvironnement et qui utilise une stationde régénération de sable, l’unemécanique et l’autre thermique, deuxgrilles vibrantes avec dépoussiéreurs, unedécocheuse avec dépoussiéreur, unecabine de sablage avec dépoussiéreur...
LIGNES DE MOULAGE
Procédé de moulage à prise chimiqueDimension des chantiers: 1400x1000
2000x2000
Usinage intégré pour réaliser des piècesfinies ou semi-finies. Soudage etassemblage de ces pièces par un largeéventail de procédés.
ATELIER D’USINAGE
- Tours verticaux conventionnels- Fraiseuse aléseuse à commande
numérique- Aléseuses horizontales
conventionnelles- Fraiseuses conventionnelles- Perceuses radiales, ...- Centre d’usinage CNC
Mafoder dispose de moyens de contrôleexhaustif pour assurer la qualitémétallurgique, la conformitédimensionnelle, à savoir:• les essais mécaniques• les contrôles non destructifs
(radiographie, ultrasons, magnétoscopie, ressuage)
• la tenue en service des pièces livrées• l'amélioration de la durée de vie des
pièces
LABORATOIRE DE CONTRÔLE
Spectromètre Balance capacité 400g
MAFODER Fonderie dispose d’une usine de 20000 m2, dont 5000 m2 couverts et 1200 m2 dédiés à la direction.
Pour répondre aux plus grandes exigences de ses clients et à la forte demande du marché, MAFODER a su moderniser & diversifier son parcde moyens techniques. Aujourd’hui MAFODER dispose d’une capacité de production de 2400 Tonnes par an. Un investissement a été débloquépermettant de doubler cette capacité.
FONDERIE

FUSION ET COULEE
• 2 fours à induction de capacité 1500 kg• 1 four à induction de capacité 1000 kg• 1 four à induction de capacité 500 kg• 2 stations de préchauffage des poches par gaz• Poches quenouilles• Poches théières• Poches normales• Ponts roulants: 1 de 10 tonnes et 1 de 5 tonnes• Balance électronique de capacité 2 tonnes• Balance électronique suspendu de capacité 2 tonnes
Traitements thermiques envisageables:• trempe à l’eau• trempe à l’air• trempe à l’huile• traitement de revenu, stabilisation,normalisation, et détensionnement.
FOURS DE TRAITEMENT THERMIQUE
Capacité 3T, 5T et 10T
PROCESSUS DE FABRICATION
2.Modelage
6.Traitementthermique
3.Moulage
7.Usinage
7.Contrôlequalité
5.Coulée
1.Design

PIE
CE
S D
E F
ON
DE
RIE
PO
UR
SEC
TE
UR
IND
UST
RIE
LPIECES D’USURE POUR ELEMENTS DE POMPE
Environnement de travail:• Eau de mer• Bouillie phosphorique• Agressivité abrasive élevée
Matériaux utilisés:• Fonte à 30% Cr• Inox 25-20-4
Carctéristique:• Très bonne tenue à la corrosionet à l’abrasion
Hélice30% Cr
Corps de pompeTurbine pour bouillie phosphoriqueen fonte à 30% Cr
Rotor
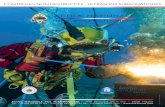
PIECES POUR SECTEUR FERROVIAIRE
PIECES POUR CENTRALE THERMIQUE
Eléments de carcasse du moteur électrique en acier moulé pour locomotive
Arbre creux en acier Carcasse pour moteurde locomotive en acier
Carter en acierMécano-soudé
Support de roulementen acier
Crapodine en acier
FONDERIE
Galet CM2 Segment Déflecteur
Matériaux: fonte fortement alliée auchrome résistante à l’usure
Entretoise dedeflecteur
Déflecteur
Matériaux: fonte blanche fortement alliéeau nickel chrome, résistante à l’abrasion
Journalcode CEO1831
Matériaux: acier fortementallié au manganèse

INDUSTRIE DES PHOSPHATES & DERIVES
Distributeur Cône Coude àpatin inégal
Elément longpour collecteur
Tourteau
Matériaux: fonte à graphite lamellaire
Fond
Matériaux: fonte fortement alliée auchrome, résistante à la corrosion
Turbine pour pompe
Matériaux: acier fortement allié auchrome et nickel, résistant à lacorrosion
Pignon
Matériaux: acier faiblement allié
Volute
Matériaux: fonte fortementalliée au chrome molybdène
Matériaux: fonte lamellairealliée au cuivre chrome
PIECES D’USURE POUR INDUSTRIES DIVERSES
Industries diverses: ces secteurs font appel à des nuances d’aciers alliés au Cr, Mo, Ni et des fontes GSDomaine d’utilisation: ces pièces sont soumises à des chocs, à l’écrasement, au broyage, à l’impact de corps massifs, et à l’impact des petitesparticules.
Couronne dentéeacier spécial
Couronne dentéeFGS
GaletGS 42 Cr Mo4
Galet broyeurGS 42 Cr Mo4
Grilles triangulaires

PIE
CE
S D
E F
ON
DE
RIE
PO
UR
MIN
ES
ET
CA
RR
IER
ES
POUR CONCASSEURS GIRATOIRES
Matériaux: aciers fortement alliés au ManganèseUsure par abrasion avec choc
Domaines d’utilisation: carrières, mines, etgénéralement tout endroit où il y a impact decorps massifs et chocs répétitifs
Matériaux: acies fortement alliés au manganèse
Domaines d’utilisation: carrières, mines, etgénéralement tout endroit où il y a impact decorps massifs et chocs répétitifs
Matériaux: acier fortement allié au manganèse
Domaines d’utilisation: carrières, mines, etgénéralement tout endroit où il y a impact decorps massifs et chocs répétitifs
POUR CONCASSEURS ABATTOIR
Matériaux: aciers fortement alliés au ManganèseFonte fortement alliée au chrôme
Domaines d’utilisation: carrières, mines, etcimenteries
POUR CONCASSEURS AMARTEAUX
Matériaux: aciers fortement alliés au ManganèseFonte fortement alliée au chrôme
Domaines d’utilisation: carrières, mines, etcimenteries
FONDERIE

POUR CONCASSEURS A MACHOIRES
Matériaux: aciers fortement alliés au ManganèseUsure par abrasion avec choc
Domaines d’utilisation: carrières, mines, et généralementtout endroit où il y a impact de corps massifs et chocsrépétitifs
DENTS DE GODET
Matériaux: aciers faiblement alliésUsure par abrasion
Domaines d’utilisation: pièces de rechange résistant àl’usure, utilisées pour le concassage, le broyage et/outoutes autres applications avec de l’usure combiné auxchocs
POUR BROYEURS A BOULETS
Matériaux: aciers fortementalliés au manganèse
Matériaux: aciers faiblement alliés

PIE
CE
S D
E F
ON
DE
RIE
PO
UR
CIM
EN
TE
RIE
SConcassage: les aciers au manganèse sont généralement utilisés là où il y a impact de corps massifs et chocsrépétitifs, ces aciers présentent une bonne résistance aux chocs et à l’usure.
Broyage Cru et Clinker: les aciers au chrome sont utilisés pour la confection des plaques de blindage. L’expériencede Mafoder a montré que les meilleures performances sont obtenues avec des nuances non normalisées. Ces aciersprésentent une bonne résistance contre une agression combinée d’usure par abrasion et de chocs jugés modérés.
Cuisson et Refroidisseur: les aciers réfractaires selon la nuance, présentent:• Une résistance à l’oxydation et à la corrosion à chaud jusqu’à une température de 1150°C• Une bonne résistance à l’usure et aux produits sulfurés• Des caractéristiques mécaniques correctes à haute température.
Ces aciers contiennent du chrome et/ou du chrome et nickel avec éventuellement l’ajout de quelques élémentscomme le tungstène et le niobium, ces aciers peuvent être: ferritiques, martensitiques, austénitiques ouausténo-ferritiques.
CONCASSAGE
Marteau double Marteau Battoir Corbeille à grille Enclume
BROYAGE CRU ET CLINKER
Blindage Blindage Plaque refroidisseur Plaque à fonte Plaque de coinrefroidisseur
FONDERIE

CUISSON
MaillonBec de canard Plaque de nosering Enveloppe+soclede palier
REFROIDISSEMENT
Plaque Piocheur
Track de transporttype 300 SE
Track de transporttype 300 S
Support de grille 8”

ME
TALL
UR
GIE
SP
RO
PO
SE
ES
Aci
ers
auM
ang
anès
e
AFNOR DIN 17006 ASTM COMP. BASE % DURETÉ APPLICATIONS A128 BASIC COMP.
C Mn CR Mo Z 120 M 12 GX 120 Mn 12 Gr B 1.2 12.0 - - ≥ 400 HB Machoires, marteaux, Z 120 Mc 12-2 GX 120 Mn Cr 12.2 Gr C 1.2 12.0 2.0 - Par écrouissage blindages, battoirs, etcZ 120 Md 12-2 GX 120 Mn Mo 12.2 Gr E-2 1.2 12.0 - 2.0Z 120 Mc 17-2 GX 120 Mn Cr 17.2 Gr C 1.2 17/28 2 -
Aci
ers
allié
sC
r-M
oAFNOR DIN 17006 ASTM COMP. BASE % DURETÉ APPLICATIONS A128 BASIC COMP.
C Mn CR Mo 212CB4 GS 42 Cr Mo 4 0.42 1.0 0.25 - 21-36 Rc Pièces soumises à des chocs 50CB4 GS 50 Cr Mo 4 0.50 1.0 0.25 23-29 Rc moyens à forts avec haute abrasionNCB8052NN GX 30 Cr Ni Mo V 8 0.45 1.0 0.35 V 31-37 Rc Grilles de Broyeurs cylindriques,30CS8 GX 30 Cr Si 7 0.30 1.0 7/8 - ≥ 48 Rc blindages
Font
es b
lanc
hes
allié
es a
u C
r et
Ni C
r
DESIG. FRA DIN 17006 ASTM COMP. BASE % DURETÉ CARACTERISTIQUES APPLICATIONS A532 BASIC COMP.
Z120 M 13 GX 120 Cr 13 - 12.0 Cr 48-52 HRC Pièces soumises à Broyeurs FB 300 C13 GX 300 Cr 13 CL II type A 12.0 Cr 52-60 HRC des chocs faibles à cylindriquesFB 300 CD 18-2 GX 300 Cr Mo 18.2 CL II type C 15.0 Cr+Mo ≥60 HRC modérés avec usure Battoirs, FB 300 CD 25-2 GX 300 Cr Mo 25.2 CL III type A 27.0 Cr+Mo ≥60 HRC par abrasion pièces pour FB 300 CNS 9-5-2 GX 300 Cr Ni Si 952 CL I type D 8.0 Cr 6.0 Ni ≥60 HRC très élevée broyeurs à galets
Aci
ers
inox
idab
les AFNOR DIN ASTM COMP. APPLICATIONS
C CR Ni Z2 CN 18.8 1.4316 A351 CF3 0,02 18 8 Z6 CN 18.8 1.4314 A351 CF8 0,06 18 8 Pièces soumises à la corrosionZ2 CND 18-12 1.4404 A351 CF3M 0,02 18 12Z6 CN4D 18-12 1.4401 A351 CF8M 0,06 18 12
Aci
ers
refr
acta
ires
DESIG. FRA DIN ASTM COMP. BASE % BASIC COMP. TEMP.SERV.°C Rm A% A297 C CR Ni
Z65 CN5 27.4 GX 35 Cr Ni Si 274 HC VAR Cr 4.0 1100 480 5 Z130 CS 29 GX 130 Cr Si 29 - VAR 27 - 1100 - -Z40 CN 18.9 - HD 0.40 29.0 6.0 1100 600 16 Z40 CN 25.12 1.4825 GX 25 Cr Ni Si 18.9 HF 0.25 26.0 9.0 900 600 35Z40 CN 25-20 1.4837 GX 40 Cr Ni Si 25.12 HH 0.40 29.0 12.0 1050 650 25Z40 CN 25.20 1.4848 GX 40 Cr Ni Si 25.20 HK - 25.0 20.0 1100 525 27Z CR Ni 5050 1.4865 Ni Cr Si 50-50 - - 50 50 1100 500 10
Font
esà
FGS
FGS 900-2 FGS 800-2 FGS 700-2 FGS 600-3 FGS 500-7 FGS 450-10 FGS 400-15 FGS 400-18 FGS 350-22
Notre gamme de produitsLe département technique de Mafoder Fonderie accompagne les clients dans le choix de la métallurgieappropriée pour un meilleur rendement opérationnel.

Km 9, Route d’El Jadida • Lissasfa • Casablanca • MarocTél.: (212) 5 22 93 02 07/08 • Fax: (212) 5 22 91 46 52 • [email protected] • www.mafoder.com
F O N D E R I E