Outils de la qualité MSP

of 132
-
Upload
el-ouadghiri-salim -
Category
Documents
-
view
219 -
download
0
Transcript of Outils de la qualité MSP
-
8/12/2019 Outils de la qualit MSP
1/132
MSP
Cartes de contrle et tudede capabilit
Par A.SEDQUI ENSA Tanger
-
8/12/2019 Outils de la qualit MSP
2/132
2Matrise statistique des procds
I. Introduction la MSP
II. Collecte des donnes
III. tude de capabilit
IV. Surveillance par carte de contrle
V. Recherche des cause de variation
PLAN DE LA FORMATION
-
8/12/2019 Outils de la qualit MSP
3/132
3Matrise statistique des procds
Chapitre I
Introduction la MSP
1. INTRODUCTION
2. OBJECTIFS ET BNFICES DE LA MSP
3. CONDITIONS DE RUSSITE
4. VARIATIONS DU PROCD
5. DMARCHE DE MISE EN UVRE DE LA MSP
6. LIMITATIONS DE LA MSP
-
8/12/2019 Outils de la qualit MSP
4/132
4Matrise statistique des procds
1- INTRODUCTION
La dtection de la non qualit sestvolue de :
La dtection traditionnelle: ( Con trle un itaire )
Long.
Coteux.
Peu fiable.
ChapitreI
Introductionla
MSP
En passant par :
La dtection par contrle des lots:(Con trle par
chan til lo nnage )
Circuit long.
Coteux.
-
8/12/2019 Outils de la qualit MSP
5/132
5Matrise statistique des procds
1- INTRODUCTION
:
La dtection par les Cartes de contrle:( Matr is e stat is t ique des procds )
Circuit court.
Fiable.
ChapitreI
Introductionla
MSP
-
8/12/2019 Outils de la qualit MSP
6/132
6Matrise statistique des procds
1- INTRODUCTION
ChapitreI
Introductionla
MSP
La Matrise (Control) :
Nestpas synonyme de Surveill ance ouInspec t ion,
Cestune action pour dominer un sujet,
Cest dans ce sens la que nous dfinissons le motmatrise :
FA IRE ALLER LES CHOSES COMME NOUS LE SOUHAITONS
-
8/12/2019 Outils de la qualit MSP
7/1327Matrise statistique des procds
1- INTRODUCTION
Le Processus ( procd) :
Nestpas uniquement relatif aux oprations faites parune ou plusieurs machines,
Il est un ensemb le dactivitscorrles ou interac t ivesqu i transfo rme des lmen ts dentreen lments de
sortie. 3.4.1 de lISO9000:2000
Entres PROCESSUS
Moyens
Mesures
Management
Sorties
IL PEUT ETRE RELATIF A LENSEMBLE
DES CHOSES QUE NOUS FA ISONS
ChapitreI
Introductionla
MSP
-
8/12/2019 Outils de la qualit MSP
8/1328Matrise statistique des procds
1- INTRODUCTION
La Statistique :
A pou r ob jet le regrou pement mthod iqu e ainsi queltudede sries de donnes numriques .
NOMBRES, NOMBRES, NOMBRES..
ChapitreI
Introductionla
MSP
-
8/12/2019 Outils de la qualit MSP
9/1329Matrise statistique des procds
1- INTRODUCTION
Matrise :
Statistique :
Des procds :
laide de nombres
Faire aller de la faon que nous voulons quelles aillent
Les choses que nous faisons
ChapitreI
IntroductionlaMSP
-
8/12/2019 Outils de la qualit MSP
10/13210Matrise statistique des procds
1- INTRODUCTION
La MSP est :
La Matr ise Stat ist iqu e des Procds Un mode de gestion qui conduit se rendre matre
des outils de production pour satisfaire les besoins du
client, en agissant temps sur les facteurs techniques
et humains responsables de la qualit.
Elle implique la fois : Un tat desprit instaurer.
Ltablissementduneorganisation. Limplication de quelques techniques
base statistique
ChapitreI
IntroductionlaMSP
-
8/12/2019 Outils de la qualit MSP
11/13211Matrise statistique des procds
2- OBJECTIFS ET BNFICES DE LA MSP
La MSP est un outil qui permet :
dlever le niveau de la qualit,
de faire baisser les cots de la non qualit,
de diminuer les drives et de stabiliser la
production.
ChapitreI
IntroductionlaMSP
-
8/12/2019 Outils de la qualit MSP
12/13212Matrise statistique des procds
Et ceci par :
Lintervention sur le procd avant de produirede la non qualit ( Actions correctives ),
La mesure de la capabilit dun processus fournir la qualit requise,
Le contrle des variations afin dassurer la
stabilit.
ChapitreI
IntroductionlaMSP
2- OBJECTIFS ET BNFICES DE LA MSP
-
8/12/2019 Outils de la qualit MSP
13/13213Matrise statistique des procds
Leffet principale recherch travers la mise en
place de la MSP :
Lamliorationde la production et de la productivit
Les effets induits par la mise en place de la MSP : Lamliorationdes changes dans la structure,
Lamlioration de la dmarche de rsolution des
problmes de la qualit en production,
La matrise des procdures, des produits et desprocessus,
Lamliorationde limagede lentreprisevis--vis des
auditeurs de clients potentiels.
ChapitreI
IntroductionlaMSP
2- OBJECTIFS ET BNFICES DE LA MSP
-
8/12/2019 Outils de la qualit MSP
14/132
14Matrise statistique des procds
3- CONDITIONS DE RUSSITE
Les pralables:
Une implication relle des dirigeants qui doivent tre
convaincus des apports de la MSP,
Une formation module suivant le type dindustrie,
Lutilisation avec aisance de quelques outils
spcifiques la MSP,
La matrise de quelques outils classiques de la Qualit
( Collecte des donnes, Histogramme,.).
ChapitreI
IntroductionlaMSP
-
8/12/2019 Outils de la qualit MSP
15/132
15Matrise statistique des procds
3- CONDITIONS DE RUSSITE
Les prcautions:
Pour une premire application, choisir une ligne de
production :
Importante,
Ne reprsentant pas de difficults
exceptionnelles,
Pas trop simple non plus.
Lexploitationdes rsultats doit tre le plus rapidement
possible.
ChapitreI
IntroductionlaMSP
-
8/12/2019 Outils de la qualit MSP
16/132
-
8/12/2019 Outils de la qualit MSP
17/132
17Matrise statistique des procds
Origines des variations
Les var iat ions prov iennent des 6 M et de leurscombina isons
Les 6 M du procd
4- VARIATIONS DU PROCD
ChapitreI
IntroductionlaMSP
-
8/12/2019 Outils de la qualit MSP
18/132
18Matrise statistique des procds
Causes assignables de variation
Carac tris t iq ues :
Identifiables,
Sources de dfauts importants,
Irrgulires,
Instables,
Difficiles prvoir mais rparables,
Ncessitent une intervention sur le procd.
4- VARIATIONS DU PROCD
ChapitreI
IntroductionlaMSP
-
8/12/2019 Outils de la qualit MSP
19/132
19Matrise statistique des procds
Causes assignables de variation
Effets: Ponctuels,
Se rptent,
Engendrent des variations importantes, Imprvisibles ou dus des actions non
matrises.
Exemples: Drglages brusques ou progressifs,
Changement de matire premire, dquipe,doutillage,
Intervention de maintenance.
4- VARIATIONS DU PROCD
ChapitreI
IntroductionlaMSP
-
8/12/2019 Outils de la qualit MSP
20/132
20Matrise statistique des procds
Causes non assignables de variation
Carac tris t iq ues :Rsultent du procd lui-mme,
Sont en assez grand nombre,
leurs effets sont limits,
Indpendantes entre elles.
Effets :
Permanents,Variations quantifiables,
Variations le plus souvent prvisibles.
4- VARIATIONS DU PROCD
ChapitreI
IntroductionlaMSP
-
8/12/2019 Outils de la qualit MSP
21/132
21Matrise statistique des procds
Causes non assignables de variation
Exemples :
Usure du matriel,
Environnement :
Humidit,
Temprature.
Variation de lalimentationlectrique.
4- VARIATIONS DU PROCD
ChapitreI
IntroductionlaMSP
-
8/12/2019 Outils de la qualit MSP
22/132
22Matrise statistique des procds
5- DMARCHE DE MISE EN UVRE DE LA MSP
Les grandes phases de la mise en uvre de laMSP sont les suivantes :
1. Orientation de laction,
2. tude de capabilit,
3. Surveillance par carte de contrle.ChapitreI
I
ntroductionlaMSP
-
8/12/2019 Outils de la qualit MSP
23/132
23Matrise statistique des procds
Orientation de laction
Elle consiste :
a. Choisir le processus ou le produit,
b. Mettre en place une organisation,
c. Faire la formation des participants.
tude de capab il it:
Ces principales tapes sont:
a. Le choix des caractristiques,
b. Lanalysedu processus,c. Ltudede laptitudedu systme.
Note:
Dj ce stade on peut dduire des actions correctives
5- DMARCHE DE MISE EN UVRE DE LA MSP
ChapitreI
I
ntroductionlaMSP
-
8/12/2019 Outils de la qualit MSP
24/132
24Matrise statistique des procds
Surveil lance par carte de con trle:
Cette phase est compose des tapes suivantes :
a. Dtermination des paramtres dchantillonnage,
b. Choix du type de carte,
c. Calcul des limites de contrle,d. Vrification si le processus est matris,
( Sinon engager des actions damlioration)
c. Suivi du processus laidedes cartes,
d. Vrification de la stabilit du processus,
( Sinon engager des actions damlioration)
e. Analyse a posteriori du processus.
5- DMARCHE DE MISE EN UVRE DE LA MSP
ChapitreI
I
ntroductionlaMSP
-
8/12/2019 Outils de la qualit MSP
25/132
-
8/12/2019 Outils de la qualit MSP
26/132
26Matrise statistique des procds
Afin dviter certaines erreurs, la MSP doit
tre :
Applique pour les moyenneset grandessries,
Fonde sur un retour rapidede linformation,
Base sur des mesures fiables.
La MSP est un grand pas vers la conformit.
Toutefois, elle ne garantie pas le zro dfaut.
6- LIMITATIONS DE LA MSP
ChapitreI
I
ntroductionlaMSP
-
8/12/2019 Outils de la qualit MSP
27/132
27Matrise statistique des procds
Chapitre IICollecte des donnes
1. LIMPORTANCE DES DONNES
2. FLUCTUATIONDISTIBUTION
3. TYPES DE FEUILLES DE RELEVS
4. DMARCHE DE MISE EN UVRE DUN
HISTOGRAMME
-
8/12/2019 Outils de la qualit MSP
28/132
28Matrise statistique des procds
ChapitreI
I
Collectedesdo
nnes
Les outils de base utiliss en qualit permettent
dorganiserles informations de sorte :
Faciliter les prises de dcision,
Choisir les problmes prioritaires.
Ce qui permet principalement la mise en uvre des tapessuivantes:
Description du pass,
Modlisation du futur,
valuation de la conformit au modle prdfini. Ncess it de la co llec te de donnes
pert inentes
1- LIMPORTANCE DES DONNES EN MSP
-
8/12/2019 Outils de la qualit MSP
29/132
29Matrise statistique des procds
Les donnes sont des valeurs connues qui peuvent tre
soit :
Qualitatives (Couleur, aspect ..),
Quanti tat ives (Nombre, dimensions, ),
Ces valeurs peuvent tre :
Continu es ou arrond ie ,
Discrte,
Dterm in is te,
Alato ire.
1- LIMPORTANCE DES DONNES EN MSP
ChapitreI
I
Collectedesdo
nnes
-
8/12/2019 Outils de la qualit MSP
30/132
30Matrise statistique des procds
Conditions sur les donnes:
Les donnes doivent : tre exactes, Reflter les faits, Servir un objectif clair.
Conditions sur la collecte
Pour effectuer une collecte efficace des donnes,on doit garder lespritles questions suivantes :
Qui va effectuer la collecte des donnes ?
Quels sont les objectifs quon espre atteindre enralisant ltude?
quel endroit ou quelle tape du processus doit-onfaire la collecte ?
Pendant combien de temps doit-on collecter ?
Combien de donnes doit-on collecter ?
Comment est-ce que les donnes seront collectes ?
ChapitreI
I
Collectedesdo
nnes
1- LIMPORTANCE DES DONNES EN MSP
-
8/12/2019 Outils de la qualit MSP
31/132
31Matrise statistique des procds
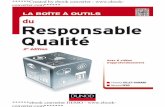
On peut dire quily a 54 mesu res
Que le minimum est 3, le maximum est 11
En addit ion nan t tout es les do nnes et en div isan tpar 54, on tro uv e la moyenne arithmtique qui es tgale 7
4
66
6
6
7
7
7
7
7
7
77
7
8
8
8
99
9
Il nest pas trs facile dexploiter cette srie de donnes !!!!!!!!
2- FLUCTUATIONDISTIBUTION
ChapitreI
I
Collectedesdo
nnes 11
-
8/12/2019 Outils de la qualit MSP
32/132
32Matrise statistique des procds
2- FLUCTUATIONDISTIBUTION
12-
11-
10-
9-
8-
7-
6-
5-
4-
3-
2-
1-
0-
12-
11-
10-
9-
8-
7-
6-
5-
4-
3-
2-
1-
0-
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+ +
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+ +
+
+
+
+
+
12-
11-
10-
9-
8-
7-
6-
5-
4-
3-
2-
1-
0-
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+ +
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+ +
+
+
+
+
+
Fluctua
t ion ND ISTR BU OI ITChapitreII
Collectedesdo
nnes
-
8/12/2019 Outils de la qualit MSP
33/132
33Matrise statistique des procds
Divers types de feuilles de relevs peuvent tre
conues pour remplir les fonctions suivantes:
Analyse et vrification de la distribution dans un
processus,
Vrification des pices dfectueuses,
Localisation des dfauts,
Recherche des cause des dfauts.
3- TYPES DES FEUILLES DE RELEVS
ChapitreII
Collectedesdo
nnes
-
8/12/2019 Outils de la qualit MSP
34/132
34Matrise statistique des procds
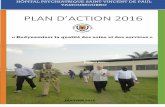
3- TYPES DES FEUILLES DE RELEVS
Feuille de relevs : Analy se et vrific ation de la d ist rib ut ion
Utilise pour les donnes mesurable,
Sert tracer la distribution des caractristique en
question :- Poids,- Diamtre,- Longueur,- Etc.
Son analyse se fera laidedunhistogramme ( Voirla partie suivante) en vue dtablir la moyenne et
ltendue.
ChapitreII
Collectedesdo
nnes
-
8/12/2019 Outils de la qualit MSP
35/132
35Matrise statistique des procds
3- TYPES DES FEUILLES DE RELEVS
Feuille de relevs : Analy se et vrific ation de la d ist rib ut ion
1 2 6 13 10 16 19 17 12 16 20 17 13 8 6 5 2 1 0
30
25
20
15
10
5
.0 .1 .2 .3 .4 .5 .6 .7 .8 .9 1 1.11.2 1.3 1.41.5 1.61.71.8
Spcification
Spcification
Dimensions
Total desfrquences
Nom du produit :
Utilisation : ..
Nb dinspection :
Nombre total :
Nombre de lots : ..
Date : .
Nom dusine:..
Nom du service:
Responsable de mesure :
Remarques : ..
Relev continu de donnes N: ..
Feuille de relevs
ChapitreII
Collectedesdo
nnes
-
8/12/2019 Outils de la qualit MSP
36/132
36Matrise statistique des procds
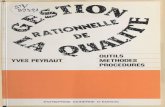
3- TYPES DES FEUILLES DE RELEVS
Feuille de relevs : Vrif icat ion de p ices dfec tueuses .
Permet de Connatre les types de dfauts et leurs pourcentage,
Classer les dfauts selon des critres :- Oprateur,- Machine,
- Etc. Analyser les donnes collectes.
86
//// //// //// //// //// //// //// //// //// //// //// //// //// //// //// //// //////// /
Total des rejet
115Total gnral
32
23
484
8
//// //// //// //// //// //// //// //
//// //// //// //// //// ///
//// //// //// //// //// //// //// //// //// //// //////
//// //
Bavures
Craquelures
IncompletManque
autre
Sous - totalEssaiTypeChapitreII
Collectedesdo
nnes
-
8/12/2019 Outils de la qualit MSP
37/132
37Matrise statistique des procds
3- TYPES DES FEUILLES DE RELEVS
Feuille de relevs : Localis ation des dfau ts .
Consiste dessiner un croquis du produit raliser
pour faciliter lidentification et lanalyse de localisation des
dfauts.
Date :_______________
Type de produit :______
Remarques :
Feuille de relev des bulles
ChapitreII
Collectedesdo
nnes
-
8/12/2019 Outils de la qualit MSP
38/132
38Matrise statistique des procds
3- TYPES DES FEUILLES DE RELEVS
Feuille de relevs : Recherche des causes des dfau ts .
Permet de Ressortir les donnes concernant les causes des
dfauts,
Les analyser ( Stratification, Diagramme de dispersion,Etc... )
Qwwx
wwxo
oxooooxqq
ooooxxx
oooxxxq
wOxxxoooOoooooOxD
OxxxoooooooooOxOxXxoooOooooooxCMachine 2
wxqww
Oxooooxqq
ooooxxx
oooxxxq
xxooOOowoxooooxqq
ooooxxx
Oooxxxq
B
OxxxoooooooooOxooooxqq
ooooxxx
Oooxxxq
oxxoxooxqAMachine 1
PmAmPmAmPmAmPmAmPmAmPmAm
SamediVendrediJeudiMercrediMardiLundiOuvrie
r
quipement
O : gratignure de la surface
X : Boursouflure.
W : Dfaut de dfinition
ChapitreII
Collectedesdo
nnes
4 DMARCHE DE MISE EN UVRE DUN
-
8/12/2019 Outils de la qualit MSP
39/132
39Matrise statistique des procds
LHISTOGRAMME est une reprsentation graphique de la
distribution dunevariable permettant :
De visualiser des effectifs par intervalles de classes
dfinis pralablement ,
Dentrevoir lallure gnrale de la distribution desdonnes :
Nombre de dfauts,
Influence des 5 M :
- Main duvre,- Milieu,- Machine,- Matriel,- Matire.
Etc.
4- DMARCHE DE MISE EN UVRE DUN
HISTOGRAMME
ChapitreII
Collectedesdo
nnes
-
8/12/2019 Outils de la qualit MSP
40/132
4 DMARCHE DE MISE EN UVRE DUN
-
8/12/2019 Outils de la qualit MSP
41/132
41Matrise statistique des procds
Dfinitions de quelques termes statistiques
Tendance centrale :
Moyenne ari thmtique :
Moyenne pondre :
Mdiane :
( La valeur milieu dunensemble de donne )
Mode:
( La valeur la plus frquente dunedistribution)
X =Xi
n
X =p iXi
p iChapitreII
Collectedesdo
nnes
4- DMARCHE DE MISE EN UVRE DUN
HISTOGRAMME
4 DMARCHE DE MISE EN UVRE DUN
-
8/12/2019 Outils de la qualit MSP
42/132
42Matrise statistique des procds
Dfinitions de quelques termes statistiques
Dispersion :
ten due :
cart -type :
Note:
lorsque n >30, le calcul de s avec n ou n-1 au dnominateur apeu dimpact.
W = XM- Xm
=
( Xi- X )2
n
s =( Xi- X )
2
n-1
( Pour une population )
( Pour un chantillon )
ChapitreII
Collectedesdo
nnes
4- DMARCHE DE MISE EN UVRE DUN
HISTOGRAMME
4 DMARCHE DE MISE EN UVRE DUN
-
8/12/2019 Outils de la qualit MSP
43/132
43Matrise statistique des procds
Les tapes de construction dun histogramme
1. Remplir un tableau de donnes, prciser lunitde mesure,2. Compter le nombre total nde donnes,
3. Chercher la valeur maxi note XMet la valeur mini Xm,
4. Calculer ltenduenoteW = XM-Xm,
5. Choisir le nombre thorique des classes not K dans letableau:
6. Dterminer la largeur thorique de la classeappele intervallede classenot htavec ht=W/K,
Nombre de donnes n Nombre de classe k
< 50
50 99
100 249> 251
5 7
6 10
7 1210 20
ChapitreII
Collectedesdo
nnes
4- DMARCHE DE MISE EN UVRE DUN
HISTOGRAMME
Voir exemple dapplication
4 DMARCHE DE MISE EN UVRE DUN
-
8/12/2019 Outils de la qualit MSP
44/132
44Matrise statistique des procds
7. Lintervalle de classe pratique not hp qui sera utilisecomme base dchellesuivant laxedes abscisses,
8. Dresser le tableau de calcul des caractristiques delhistogramme,
9. Reporter les donnes relatives chaque classecorrespondante laidede btonnets,
10. Tracer des rectangles de largeurcelle de la classeet dehauteur le nombre total de btonnets. Mettre en place lesbornes de la spcification soient Tiet TS.
..Limite suprieureexclue
..Limite infrieurincluse
Xm+hpXmValeur centrale
54321N classeLimites
hpXm-2hpXm+2
hpXm+2hpXm+ 32
ChapitreII
Collectedesdonnes
4- DMARCHE DE MISE EN UVRE DUN
HISTOGRAMME
4 DMARCHE DE MISE EN UVRE DUN
-
8/12/2019 Outils de la qualit MSP
45/132
45Matrise statistique des procds
Lanalyse de lhistogramme est base principalement sur
linterprtationdes allures de la distribution des donnes
Analyse
Allure normal, dispersion normale
normal1
Allure dissymtrique
Dissymtrique2ChapitreII
Collectedesdonnes
4- DMARCHE DE MISE EN UVRE DUN
HISTOGRAMME
4 DMARCHE DE MISE EN UVRE DUN
-
8/12/2019 Outils de la qualit MSP
46/132
46Matrise statistique des procds
Mauvais rglage
Mal centr4
Moyen de production peu prcis
Trs dispers5
Irrgularit de la collecte
avec discontinuit3
ChapitreII
Collectedesdonnes
4- DMARCHE DE MISE EN UVRE DUN
HISTOGRAMME
-
8/12/2019 Outils de la qualit MSP
47/132
4 DMARCHE DE MISE EN UVRE DUN
-
8/12/2019 Outils de la qualit MSP
48/132
48Matrise statistique des procds
Notions sur la loi normal
La loi normal est une loi de distribution qui rgithabituellement les variables alatoires continues x que lonpeut mesurer .
Ses caractristiques sont :
Allure de la courbe : la rpartition des variables seffectuesous forme dunecloche
ChapitreII
Collectedesdonnes
4- DMARCHE DE MISE EN UVRE D UN
HISTOGRAMME
-
8/12/2019 Outils de la qualit MSP
49/132
-
8/12/2019 Outils de la qualit MSP
50/132
-
8/12/2019 Outils de la qualit MSP
51/132
51Matrise statistique des procds
1. DFINITION
2. TYPES DE CAPABILIT
3. TEST DE NORMALIT
4. CAPABILIT DU PROCD
5. CAPABILIT DES MACHINES
6. RSULTATS ET DCISIONS
Chapitre IIItude de capabilit
-
8/12/2019 Outils de la qualit MSP
52/132
52Matrise statistique des procds
La Capabilit
Est la mesure tablissant le rapport entre la
performance relle dun quipement ou dun
processus et la performance demande,
pour objectif de caractriser, de faon simple,
lensemble des situations courantes que nous
rencontrons en production.
1- DFINITIONS
ChapitreIII
tudedecapabilit
-
8/12/2019 Outils de la qualit MSP
53/132
53Matrise statistique des procds
On distingue deux grands types de capabilit :
Capabilit procd,
Capabilit machine.
2- TYPES DE CAPABILIT
ChapitreIII
tudedecapabilit
-
8/12/2019 Outils de la qualit MSP
54/132
54Matrise statistique des procds
Ltudede la capabilit ( machine et procd ) suppose que
la distribution des valeurs suit une loi Normale, Le test de normalit est la vrification thorique ou
graphique de lallurede la distribution de la loi normal :
Ce test se fait soit :
En comparant les valeurs calcules avec la courbesuivante :
3- TEST DE NORMALIT
ChapitreIII
tudedecapabilit
-
8/12/2019 Outils de la qualit MSP
55/132
55Matrise statistique des procds
En utilisant un papier fonctionnel :
3- TEST DE NORMALIT
Pour plus de dtail, voir lexemple dapplication dans la partie suivante
ChapitreIII
tudedecapabilit
-
8/12/2019 Outils de la qualit MSP
56/132
4 CAPABILIT PROCD
-
8/12/2019 Outils de la qualit MSP
57/132
57Matrise statistique des procds
Un procd comprend plusieurs tapes et fait intervenir les
6M,
Pour tre sr que les causes de variation naffecterontpas le
produit final, il faut tre sr de chaque tape,
Traditionnellement, et de faon internationale, on dfinit donc
deux capabilits :
Capabilit machine (ne fait intervenir que le matriel)
Capabilit procd (fait intervenir tous les 6M)
4- CAPABILIT PROCD
ChapitreIII
tudedecapabilit
4 CAPABILIT PROCD
-
8/12/2019 Outils de la qualit MSP
58/132
58Matrise statistique des procds
La Capabilit procd
Est la mesure tablissant le rapport entre la
performance relle du procd et la performance
demande,
Sexprimepar deux chiffres :
Capabilit intrinsque. Indicateur de drglage.
A pour objectif de caractriser, de faon simple,
lensemble des situations courantes que nous
rencontrons en production.
4- CAPABILIT PROCD
ChapitreIII
tudedecapabilit
4 CAPABILIT PROCD
-
8/12/2019 Outils de la qualit MSP
59/132
59Matrise statistique des procds
La Capabilit intrinsque du procd Cp
Est appele aussi Coefficient dAptitudedu Procd.
Compare la performance attendue et la performanceobtenue
Est calcule de la faon suivante :
Cp=Intervalle detolranceDispersion duprocd
Dispersion
Intervalle de tolrance
Cp=Intervalle de tolranceDispersion
4- CAPABILIT PROCD
ChapitreIII
tudedecapabilit
4 CAPABILIT PROCD
-
8/12/2019 Outils de la qualit MSP
60/132
60Matrise statistique des procds
Capabilit intrinsque du procd Cp
Cp=Intervalledetolrance
Dispersiondu procd
Dispersion
Intervalle de tolrance
Procd capableCp > 1
Dispersion
Intervalle de
tolrance
Procd non capableCp < 1
6 6
LSSLSI LSSLSI
4- CAPABILIT PROCD
ChapitreIII
tudedecapabilit
4 CAPABILIT PROCD
-
8/12/2019 Outils de la qualit MSP
61/132
61Matrise statistique des procds
Lindicateurde drglage Cpk
Tiendra compte du drglage (centrage et dispersion)duprocd.
Simple interprter. Est calcul de la faon suivante :
Cpk=Distance ( Moyenne / limite la plus proche)
1/2 Dispersion
4- CAPABILIT PROCD
ChapitreIII
tudedecapabilit
-
8/12/2019 Outils de la qualit MSP
62/132
5 CAPABILIT MACHINE
-
8/12/2019 Outils de la qualit MSP
63/132
63Matrise statistique des procds
Capabilit machine
Quand on peut isoler les causes de variations dues
aux 6M , on peut parler de la Capabilit Machine,
Cest la capabilit dune tape du processus
(procd), et cest une capabilit lmentaire
constitutive de Cpet Cpk,
Sexprimepar deux chiffres :
Capabilit intrinsque. Indicateur de drglage.
5- CAPABILIT MACHINE
La capabilit machine est dfinie de la mme faon que la capabilit du procd. ( Cm, Cmk)
ChapitreIII
tudedecapabilit
-
8/12/2019 Outils de la qualit MSP
64/132
6- RSULTATS ET DCISIONS
-
8/12/2019 Outils de la qualit MSP
65/132
65Matrise statistique des procds
6 RSULTATS ET DCISIONS
Valeurs calcules des indices decapabilit procd
Cp = . ; Cpk =
Cp 1.33
Cpkk1.33 Cpk1.33
intervention
Procd nonCapable pour ladispersion mais
bien centre
Situationimpossible
Procd
Capable pour ladispersion maismal centre
Intervention derglage
ProcdCapable pour la
dispersion etbien centre
Changer de moyen de production Amliorer le moyen de production
Modifier la tolrance en accord avec lebureau dtude et service qualit
Raliser un contrle 100%
Oui Non
NonOuiOui Non
satisfaisanteFIN
ChapitreIII
tudedecap
abilit
-
8/12/2019 Outils de la qualit MSP
66/132
66Matrise statistique des procds
1. DFINITIONS ET OBJECTIFS
2. CHOIX DE TYPE DE CARTE
3. CHOIX DE LA TAILLE DE LECHANTILLON
4. CATRES DE CONTRLE PAR MESURE
5. CARTES DE CONTRLE PAR ATTRIBUTS
6. CARTES DE CONTRLE SPCIALES
7. JOURNAL DE BORD
Chapitre IVSurveillance par carte de contrle
1 DFINITIONS ET OBJECTIFS
-
8/12/2019 Outils de la qualit MSP
67/132
67Matrise statistique des procds
La carte de contrle :
Est u n doc um ent sur lequel sont p or ts :
La nature et les conditions du contrle (Lieu, procd,spcifications, frquence,),
Les rsultats dobservations,
La reprsentation graphique de ces observations.
Est u n ou til s imp le comp ltmanuellement par loprateurdu procdap rs chaque p rise dchantillon,
Permet de savoir :
Si le procd est sous contrle,
Si un rglage est ncessaire,
Quel est le rsultat de ce rglage.
1- DFINITIONS ET OBJECTIFS
Chapitre
IV
Surve
illanceparcar
tedecontrle
1 DFINITIONS ET OBJECTIFS
-
8/12/2019 Outils de la qualit MSP
68/132
68Matrise statistique des procds
La surveillance par cartes de contrle permet de suivreles diffrents paramtres dune fabrication, et peuvent treutilises pour:
Le contrle du procd en continu,
Aider ce que le procd fonctionne de manire rgulire
et prvisible,
Raliser :
- Moins de variations dans la production,
- Un cot unitaire plus faible,
- Une augmentation relle de la capacit du procd. Fournir un langage commun.
1- DFINITIONS ET OBJECTIFS
Chapitre
IV
Surve
illanceparcar
tedecontrle
2- CHOIX DE TYPES DE CARTE
-
8/12/2019 Outils de la qualit MSP
69/132
69Matrise statistique des procds
Les cartes de contrle peuvent tre regroupes entrois catgories :
Cartes de contrle par mesures Cartes de contrle par attributs
2- CHOIX DE TYPES DE CARTE
Chapitre
IV
Surve
illanceparcar
tedecontrle
2- CHOIX DE TYPE DE CARTE
-
8/12/2019 Outils de la qualit MSP
70/132
70Matrise statistique des procds
2- CHOIX DE TYPE DE CARTE
Le choix dun type de carte de contrle se fait comme suit
Type de donnes continues Discrtes
Exemples Dimensions
Poids
Temprature
Nombre de dfauts
% de hors tolrance
Donnes de mesure Donnes dnombrables
Chapitre
IV
Surveillanceparcar
tedecontrle
2- CHOIX DE TYPE DE CARTE
-
8/12/2019 Outils de la qualit MSP
71/132
71Matrise statistique des procds
2- CHOIX DE TYPE DE CARTE
De 50 200De 2 25, en gnral on prend 5Taille delchantillon
Prsence significative deproduits non conformes
Vrifier que la production suit uneloi normal
Environnement
Donnes dnombrablesDonnes de mesure
Pas de prventif:
Constatation de la nonconformit lorsquelleapparat
Pas davertissement avantlapparition de la nonconformit
Possibilit dagir sur le procdavant de produire la non conformit
priori
Prcisions des informationspermettant dorienter les actionscorrectives
Performance delexploitation dela carte
1 graphique (nombre ou %)
Facile interprter
Centrage
2 graphiques
Dispersion
Reprsentation
ouiOuiDistinction descauses
Carte de contrle parmesures
Carte de contrle parattributs
Chapitre
IV
Surveillanceparcar
tedecontrle
-
8/12/2019 Outils de la qualit MSP
72/132
-
8/12/2019 Outils de la qualit MSP
73/132
3- CHOIX DE LA TAILLE DE LECHANTILLON
-
8/12/2019 Outils de la qualit MSP
74/132
74Matrise statistique des procds
Dtermination de la frquence de lchantillonnageRgle de cav
On doit tenir compte de la priodicit moyenne de driv du
processus, (la frquence moyenne de son rglage)
Dans un premier temps, on choisit empiriquement la
frquence des prlvements,
Estimer la frquence optimale aprs quelque temps de
fonctionnement de la carte en fonction des drglages rels
dtcts
Voir rgle de choix de la frquence en annexe 4
3 CHOIX DE LA TAILLE DE L ECHANTILLON
Chapitre
IV
Surveillanceparcar
tedecontrle
-
8/12/2019 Outils de la qualit MSP
75/132
4- CARTES DE CONTRLE PAR MESURES
-
8/12/2019 Outils de la qualit MSP
76/132
76Matrise statistique des procds
Est appele aussi la carte matresse du fait quelle est laplus utilise,
Comporte gnralement quatre zones :
Zone A : rserve aux rfrences de la grandeurmesure,
Zone B : rserve aux mesures effectues,
Zone C : rserve au graphique des fluctuations desvaleurs de la moyenne,
Zone D : rserve au graphique des fluctuations desvaleurs de ltendue,
Lannexe 5 montre une carte moyenne/tendue titre dexemple
Carte moyenne / tendue
4 CARTES DE CONTRLE PAR MESURES
Chapitre
IV
Surveillanceparcar
tedecontrle
-
8/12/2019 Outils de la qualit MSP
77/132
-
8/12/2019 Outils de la qualit MSP
78/132
-
8/12/2019 Outils de la qualit MSP
79/132
4- CARTES DE CONTRLE PAR MESURES
-
8/12/2019 Outils de la qualit MSP
80/132
80Matrise statistique des procds
Principe de la dmarche suivre : Prlever des chantillons de mme taille (
Gnralement en prend 5) dunefaon priodique,
Noter les informations sur les prlvements (Date,
heure, oprateur ), Calculer pour chaque chantillon la moyenne et
ltendue,
Dterminer les limites de contrle de la carte,
Reporter les points pour chaque chantillon et lesrelier par des segments,
Interprter selon les allures des graphiques ( Voir cequi suit)
exemple dapplication
Carte moyenne / tendue
Chapitre
IV
Surveillanceparcar
tedecontrle
4- CARTES DE CONTRLE PAR MESURES
-
8/12/2019 Outils de la qualit MSP
81/132
81Matrise statistique des procds
Rgles de dcision ( NF X 06-031et FORD) Diffrents cas de figure:
Que se soit un graphique de la moyenne ou deltendue,
les allures quonpeut avoir sont: Graphique normale,
Un point au-del des limites de contrle,
Longues sries en augmentation ou enrgression,
Longues sries au-dessus ou au-dessousde la moyenne ( ltenduemoyenne),
Points trop rapprochs des limites decontrle.
Carte moyenne / tendue
Chapitre
IV
Surveillanceparcar
tedecontrle
4- CARTES DE CONTRLE PAR MESURES
-
8/12/2019 Outils de la qualit MSP
82/132
82Matrise statistique des procds
LSCX
LICX
X=
Procd sous contrle
Le procd est sous contrle statistique
le graphique est normal
rgles : - 2/3 des points sont situ
dans le tiers central.
- 1/3 des points sont situ
dans 2/3 extrieurs
Rgles de dcision ( NF X 06-031et FORD)
Graphique de la moyenne
Chapitre
IV
Surveillanceparcar
tedecontrle
4- CARTES DE CONTRLE PAR MESURES
-
8/12/2019 Outils de la qualit MSP
83/132
83Matrise statistique des procds
LSCX
LICX
X=
Un point au-del des limites de contrle
Le procd nest pas sous contrle statistique
Le prsence dun ou plusieurs points au-del deslimites de contrle constitue une preuve de laprsence de causes assignables en ce ou ces pointsCest un signal dclenchant une analyse immdiate
On peut linterprter ainsi:
La Lc ou le point sont faux
Le procd a gliss (incidentisol)
Le systme de mesure a chang
Rgles de dcision ( NF X 06-031et FORD)
Graphique de la moyenne
Chapitre
IV
Surveillanceparcartedecontrle
4- CARTES DE CONTRLE PAR MESURES
-
8/12/2019 Outils de la qualit MSP
84/132
84Matrise statistique des procds
LSCX
LICX
X=
Longues sries en augmentation
La prsence des tendances inhabituelles peutconstituer une preuve de changement Lorsquonobserve:
7 intervalles conscutifs en augmentation oudiminution rgulires
7 points conscutifs dun mme ct de lamoyenne.
Cest le signe quune drive ou une tendance commence dans le procd
Rgles de dcision ( NF X 06-031et FORD)
Graphique de la moyenne
Chapitre
IV
Surveillanceparcartedecontrle
-
8/12/2019 Outils de la qualit MSP
85/132
4- CARTES DE CONTRLE PAR MESURES
-
8/12/2019 Outils de la qualit MSP
86/132
86Matrise statistique des procds
Rgles de dcision ( NF X 06-031et FORD)
Graphique de la moyenne
LSCX
LICX
X=
Points trop rapproches des limites de contrle
Rpartition inhabituelle de points:
Moins de 2/3 des points est dans le tierscentral, on vrifiera
Quil ny a pas derreurs de calculdes LC ou dans le trac
Labsence de plusieurs mthodesdchantillonnage.
plus de 2/3 des points sont le tierscentral, on vrifiera
Quil ny a pas derreurs de calculdes les LC ou dans le trac
Labsence de plusieurs mthodesdchantillonnage.
Que les donnes ont tcorriges ou modifies
Chapitre
IV
Surveillanceparcartedecontrle
4- CARTES DE CONTRLE PAR MESURES
-
8/12/2019 Outils de la qualit MSP
87/132
87Matrise statistique des procds
LSCR
LICR
R
Procd sous contrle
Le graphique est normal
Rgles de dcision ( NF X 06-031et FORD) Graphique de ltendue
Chapitre
IV
Surveillanceparcartedecontrle
-
8/12/2019 Outils de la qualit MSP
88/132
4- CARTES DE CONTRLE PAR MESURES
-
8/12/2019 Outils de la qualit MSP
89/132
89Matrise statistique des procds
La prsence des tendances inhabituelles peutconstituer une preuve de changement dans ladispersion du procd, cest le premieravertissement de conditions dfavorables quilfaudra corriger rapidement.
Lorsquon observe:
des intervalles conscutifs en augmentationou diminution rgulires
des points conscutifs dun mme ct de lamoyenne.
Cest le signe quun glissement ou unetendance a commenc dans le procd
Rgles de dcision ( NF X 06-031et FORD) Graphique de ltendue
Longues sries montantes
LSCR
LICR
R
Chapitre
IV
Surveillanceparcartedecontrle
4- CARTES DE CONTRLE PAR MESURES
-
8/12/2019 Outils de la qualit MSP
90/132
90Matrise statistique des procds
On marquera le point dclenchant la dcision
Il est parfois utile de souligner la srie depuisson dbut jusquau point de dcision
On linterprte ainsi :
Une srie suprieure ltendue moyenne oucroissante
Mauvais fonctionnement du matriel.
Lot de matire moins uniforme.
Changement du systme de mesure.
Une srie en dessus ltendue moyenne oudcroissante
Dispersion plus faible.
Changement du systme de mesure
Rgles de dcision ( NF X 06-031et FORD) Graphique de ltendue
Longues sries au-dessus et au dessous de l tendue moyenne
LSCR
LICR
R
Chapitre
IV
Surveillanceparcartedecontrle
4- CARTES DE CONTRLE PAR MESURES
-
8/12/2019 Outils de la qualit MSP
91/132
91Matrise statistique des procds
Mme interprtation que la moyenne
Rgles de dcision ( NF X 06-031et FORD) Graphique de ltendue
Points trop rapproches des limites de contrle
LSCR
LICR
R
Chapitre
IV
Surveillanceparcartedecontrle
4- CARTES DE CONTRLE PAR MESURES
-
8/12/2019 Outils de la qualit MSP
92/132
92Matrise statistique des procds
Ont le mme principe que les cartes matresses,
Sont tablies partir des mesures donnes par des
chantillons prlevs sur le procd et sont composes de
deux graphiques : Moyenne et cart type
Permettent de suivre la variabilit du procd notamment
quand les chantillons ont une taille importante (>10),
Leurs inconvnients est que le calcul manuelle nest pas
ais,
un exemple dapplication de la moyenne/ cart-type
Carte moyenne / cart-type
Chapitre
IV
Surv
eillanceparcartedecontrle
4- CARTES DE CONTRLE PAR MESURES
-
8/12/2019 Outils de la qualit MSP
93/132
93Matrise statistique des procds
Calcul des limites de dcision
Graphique des moyennes :
Graphique des cart-types
Voir tableau des valeurs des constantes en page 79
sB: LCSuprieureContrle SLimite de 4s
sB: LCInfrieureContrle ILimite de 3s
Carte moyenne / cart-type
SAX: LCSuprieureContrle SLimite de 3X
SAX: LCInfrieureContrle ILimite de 3X
Chapitre
IV
Surv
eillanceparcartedecontrle
4- CARTES DE CONTRLE PAR MESURES
-
8/12/2019 Outils de la qualit MSP
94/132
94Matrise statistique des procds
Ont le mme principe que les cartes matresses,
Ont les avantages suivants :
Elles permettent de dgrossir une analyse de procd,
Elles sont faciles utiliser, ce qui augmente leur
acceptation sur les lieux de mesure, Elles montrent la dispersion du procd associe une
image continue de sa variation.
Prsentent les inconvnients :
Le mdiane reste une estimation de la moyenne, donc ilfaut des limites plus lgres doune mise sous contrleinsuffisante
exemple dapplication de la carte mdiane/tendue
Carte mdiane / tendue
Chapitre
IV
Surv
eillanceparcartedecontrle
-
8/12/2019 Outils de la qualit MSP
95/132
5- CARTES DE CONTRLE SPCIALES
-
8/12/2019 Outils de la qualit MSP
96/132
96Matrise statistique des procds
Carte avec volution de la moyenne
Le procd fonctionne dans des conditions normales
On collecte des donnes comme prcdemment
On renseigne la carte de contrle
Identifier les causes spciales pendant le cycle defabrication
Chapitre
IV
Surv
eillanceparcartedecontrle
5- CARTES DE CONTRLE SPCIALES
-
8/12/2019 Outils de la qualit MSP
97/132
97Matrise statistique des procds
Carte avec volution de la moyenne
Pour vrifier que le procd est sous contrle : La moyenne variable est approch par le mouvement la
moyenne
Maximum observ en xMinimum observ en y2x Etendue moyenne
On calcul E.M.M. : la moyenne des mouvements calculs sur
3 cycle au moins,
Et on dduire les limites de contrle :
2
MMERAXLCS 2X
.)..(
RDLCS 4R 2MMERAXLCI 2X .)..(
RDLCI 3R Voir lannexe 10 : exemple dapplication
Chapitre
IV
Surv
eillanceparcartedecontrle
5- CARTES DE CONTRLE SPCIALES
-
8/12/2019 Outils de la qualit MSP
98/132
98Matrise statistique des procds
Carte des moyennes glissantes
Domaine dapplication: Sappliquequand la taille de lchantillonest gale 1
Le nombre de rsultats doit tre nettement > 25
Principe :
Choisir une valeur de glissement G,(Exemple G = 3)
On calcul la moyenne de la valeur 1er, 2eet 3evaleurs
Ensuite la moyenne de la 2e, 3e et 4evaleur.
Chercher ltenduemaximal MRentre la 1er
, 2e
et 3e
valeurs Puis entre la 2e, 3e et 4evaleur.
On calcul les moyennes de MRet de avec :
xM
xM
Chapitre
IV
Surv
eillanceparcartedecontrle
5- CARTES DE CONTRLE SPCIALES
-
8/12/2019 Outils de la qualit MSP
99/132
99Matrise statistique des procds
Carte des moyennes glissantes
Principe : Les calcules sont :
Les limites devient :
)( 1Gm
MM x
x
)( 1Gm
MRMR
m: est le nombre des sous-groupes
MREMLCS 2xMx
MRDLCS 4MR
MRDLCI 3MR
MREMLCI 2xMx
Chapitre
IV
Surv
eillanceparcartedecontrle
-
8/12/2019 Outils de la qualit MSP
100/132
-
8/12/2019 Outils de la qualit MSP
101/132
6- CARTES DE CONTRLE AUX ATTRIBUTS
-
8/12/2019 Outils de la qualit MSP
102/132
102Matrise statistique des procds
Les attributs sont des valeurs discrtes qui caractrisent
des tats sexcluant mutuellement, et ils peuvent tre
binaire ( Oui/non, succs/chec, .)
Les principales cartes de contrle aux attributs sont :
Carte p : pourcentage de non conformes,
Carte np : nombre dunitsnon conformes,
Carte c : nombre de non conformits,
Carte u : nombre moyen de non conformits par unit.
Ncessitent un pralable : ltablissement des critres deconformit,
Chapitre
IV
Surv
eillanceparcartedecontrle
6- CARTES DE CONTRLE AUX ATTRIBUTS
-
8/12/2019 Outils de la qualit MSP
103/132
103Matrise statistique des procds
Critres de conformit
Leur bu t est de rend re ob ject i f ce qui est su bject i f
tablir des normes de rfrentiels,
Dterminer un code commun,
Dfinir, en groupe, ce que signifie chaque type de non-conformit,
Former le personnel de contrle des critres de dtection,
Crer les conditions adquates pour les relevs,
Avoir des critres ralistes, clairement dfinis etrigoureusement appliques
Chapitre
IV
Surv
eillanceparcartedecontrle
6- CARTES DE CONTRLE AUX ATTRIBUTS
-
8/12/2019 Outils de la qualit MSP
104/132
104Matrise statistique des procds
Suit la proportion (%) de produits non -conformes dans
une population ,
Peut mesurer des produits sur une seule caractristique
(bonne/ mauvaise), plusieurs caractristiques qui rendent
le produit bon ou mauvais,
Carte p
Chapitre
IV
Surv
eillanceparcartedecontrle
-
8/12/2019 Outils de la qualit MSP
105/132
6- CARTES DE CONTRLE AUX ATTRIBUTS
-
8/12/2019 Outils de la qualit MSP
106/132
106Matrise statistique des procds
Renseignement de la carte :Le support est le mme pour les quatre cartes aux
attributs, il comporte gnralement huit zones :
Zone A : rserve lidentitde la carte, Zone B : dfinition du type de carte,
Zone C : dfinition du type de paramtre suivi, Zone D : rserve au taille des chantillon ,
Zone E : rserve au nombre de dfaut trouv surchaque chantillon,
Zone F : rserve au pourcentage affrents chaque chantillon, Zone G : rserve au rfrence de lchantillon
concern ,
Zone H : rserve au graphique
Carte p
Voir lannexe 11 : Modle de carte
Chapitre
IV
Surv
eillanceparca
rtedecontrle
-
8/12/2019 Outils de la qualit MSP
107/132
-
8/12/2019 Outils de la qualit MSP
108/132
-
8/12/2019 Outils de la qualit MSP
109/132
6- CARTES DE CONTRLE AUX ATTRIBUTS
-
8/12/2019 Outils de la qualit MSP
110/132
110Matrise statistique des procds
LSC
LIC
Un point au-del des limites de contrle
Le procd nest pas sous contrle statistique
Le prsence dun ou plusieurs points au-del deslimites de contrle constitue une preuve de laprsence de causes assignables en ce ou ces pointsCest un signal dclenchant une analyse immdiates
On peut linterprter ainsi:
La Lc ou le point sont faux
Le procd gliss (incidentisol)
Le systme de mesure a chang
Rgles de dcisionCarte p
ChapitreIV
Surv
eillanceparca
rtedecontrle
-
8/12/2019 Outils de la qualit MSP
111/132
6- CARTES DE CONTRLE AUX ATTRIBUTS
-
8/12/2019 Outils de la qualit MSP
112/132
112Matrise statistique des procds
LSC
LIC
Longues sries au-dessus et au dessous de la moyenne
On marquera le point dclenchant la dcision
Il est parfois utile de souligner le srie depuis sondbut jusquau point de dcision
On linterprte ainsi :La moyenne du procd a chang et peut treencore en cours de changement.
Le systme de mesure a chang
Rgles de dcisionCarte p
ChapitreIV
Surv
eillanceparca
rtedecontrle
6- CARTES DE CONTRLE AUX ATTRIBUTS
-
8/12/2019 Outils de la qualit MSP
113/132
113Matrise statistique des procds
LSC
LIC
Points trop rapproches des limites de contrle
Rpartition inhabituelle de points:
Moins de 2/3 des points sont le tierscentral, on vrifiera
Quil ny a pas derreurs de calculdes LC ou dans le trac
Labsence de plusieurs mthodesdchantillonnage.
plus de 2/3 des points sont le tierscentral, on vrifiera
Quil ny a pas derreurs de calculdes les LC ou dans le trac
Labsence de plusieurs mthodesdchantillonnage.
Que les donnes ont tcorriges ou modifies
Rgles de dcisionCarte p
ChapitreIV
Surv
eillanceparca
rtedecontrle
-
8/12/2019 Outils de la qualit MSP
114/132
6- CARTES DE CONTRLE AUX ATTRIBUTS
-
8/12/2019 Outils de la qualit MSP
115/132
115Matrise statistique des procds
Carte np
Calcul des limites de dcision
Limite suprieure du contrle :
Limite infrieure du contrle :
)(LSC(np) n
pn
1pn3pn
)(LIC(np)npn1pn3pn
ChapitreIV
Surv
eillanceparca
rtedecontrle
-
8/12/2019 Outils de la qualit MSP
116/132
6- CARTES DE CONTRLE AUX ATTRIBUTS
-
8/12/2019 Outils de la qualit MSP
117/132
117Matrise statistique des procds
Carte c
Calcul des limites de dcision
Limite suprieure du contrle :
Limite infrieure du contrle :
c3c (c)LSC
c3c(c)LIC
ChapitreIV
Surv
eillanceparca
rtedecontrle
-
8/12/2019 Outils de la qualit MSP
118/132
6- CARTES DE CONTRLE AUX ATTRIBUTS
-
8/12/2019 Outils de la qualit MSP
119/132
119Matrise statistique des procds
Carte c
Calcul des limites de dcision
Limite suprieure du contrle :
Limite infrieure du contrle :
n
u
3u (u)LSC
n
u3u (u)LIC
ChapitreIV
Surv
eillanceparca
rtedecontrle
-
8/12/2019 Outils de la qualit MSP
120/132
-
8/12/2019 Outils de la qualit MSP
121/132
-
8/12/2019 Outils de la qualit MSP
122/132
122Matrise statistique des procds
1. INTRODUCTION
2. 6M DU PROCD
3. STRATIFICATION
4. RSOLUTION DU PROBLME
Chapitre V
Recherche des causes de variation
-
8/12/2019 Outils de la qualit MSP
123/132
2- 6 M DU PROCD
-
8/12/2019 Outils de la qualit MSP
124/132
124Matrise statistique des procds
Les 6M sont les facteurs qui affectent la qualit ( la capabilit)
dunprocessus ( produit ):
Les 6 M du procd
Chapitr
eV
Rec
herchedescau
sedevariation
P l li l d i ti il t
2- 6 M DU PROCD
-
8/12/2019 Outils de la qualit MSP
125/132
125Matrise statistique des procds
Pour localiser la cause de variation, il est
impratif de :
De regrouper les donnes par facteur:- Machine,
- Matire premire,- Mthode,- Main-duvre,
- Mesure,- Milieu.
Et si ncessaire : De les regrouper par types de facteur.
Exemple : Donnes relatives la machine A , et celles relatives lamachines BNote :
Parmi les donnes relatives la machine A, on peut aussi grouper :Celles lis loprateur X
Celles lis loprateur Y
Chapitr
eV
Rec
herchedescau
sedevariation
-
8/12/2019 Outils de la qualit MSP
126/132
3- STRATIFICATION
-
8/12/2019 Outils de la qualit MSP
127/132
127Matrise statistique des procds
Stratification des donnes
Par mesure et contrle Instrument, procdure te lieu de mesure, personne quimesure, outil de contrle, procdure de contrle, lieu decontrle, contrleur , Etc.
Par moment Heure, matin, aprs-midi, soir , nuit, jour, semaine, mois,
priode, saison, juste avant le dbut de , juste aprs lafin de ., Etc.
Par Milieu ouenvironnement
Temprature de lair, humidit, temps clair, nuageux,pluvieux, vent, neige, saison, des pluies, saison sche,bruit, clairage, Etc.
Autres Produit nouveau contre produit connu, produit fabriqu la pice contre produit fabriqu en continu, bon produit
contre produit dfectueux, mthode de conditionnement,mthode de transport, Etc.
Chapitr
eV
Rec
herchedescau
sedevariation
-
8/12/2019 Outils de la qualit MSP
128/132
4- RSOLUTION DU PROBLME
-
8/12/2019 Outils de la qualit MSP
129/132
129Matrise statistique des procds
Une fois la cause de variation localise (Exemple : loprateurqui est incapable ), on procde rsoudre le problme.
Dfinition du problme
Cause
Solution
Mise en action
Tester la cause
Tester la solution
Objectif Ralit
Causes CausesPossibles Relles
Solutions SolutionPossibles Choisie
Quoi, Qui, valuation enComment, fonction desQuand. objectifs
Dmarche de rsolution de problmes
Chapitr
eV
Rec
herchedescau
sedevariation
4- RSOLUTION DU PROBLME
-
8/12/2019 Outils de la qualit MSP
130/132
130Matrise statistique des procds
Les ou ti ls u ti li ss pour chaque tape:
Dfinition du problme
recherche des Causes
Recherche de solution
Mise en action
Tester la cause
Tester la solution
Matricededonnes
Diagrammedesalterna
tives
Diagrammeenflche
Diagrammematriciel
Diagrammeenarbre
Diagrammedesrelations
Diagrammedesaffinit
s
Graphes
Cartedecontrle
Diagrammededispersion
Histogramme
Fichesderelevs
DiagrammedePareto
DiagrammesdIshikawa
Vrification
: Trs efficace
: Efficace
Chapitr
eV
Rec
herchedescau
sedevariation
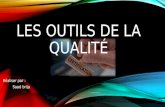
EXEMPLE FICHE POUR LTUDE DE CAPABILIT
-
8/12/2019 Outils de la qualit MSP
131/132
131Matrise statistique des procds
0.0003 0.13 1 2 3 4 5 10 20 60 95 99 99.87 99.99
4s 3s 2s moyenne 2s 3s 4s
45403530252015105
4439342924191494
4338332823181383
4237322722171272
4136312621161161
valeurvaleurvaleurvaleurvaleurvaleurvaleurvaleurvaleur
f f fx
Estimation desdfectueux :
Maxi = %Mini = %
Spcification.
Capabilit 8s.
Indice de capabilit machineCm=Cmki= Cmk=Cmks
Moyenne estime.
cart-type (S).
ObsRsultat :
Dsignation de la pice:Numro de pice :
Machine:Oprateur:Dimension:caractristique:
FORDDate:Etude effectue par :ETUDE DE LA CAPABILITE MACHINE (loi normale)
Histogramme
Tableau des relevs
Droite de Henry
-
8/12/2019 Outils de la qualit MSP
132/132