Obtention de divers types de produits à partir des hydrocarbures

Obtention des bruts 1/13 B.D.
OBTENTION DES PIECES BRUTES
A. Le moulage
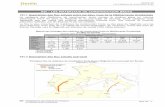
A.I.Moulage au sable
La pièce à
obtenir
le modèle en
bois
C) l’empreinte
supérieure en
Sable
D)
l’empreinte
inférieure
F) système de
remplissage
et
d’alimentation
Intervalles de tolérances possibles avec le moulage en sable :
IT = 1 + 1,5 * d / 100 pour les fontes
IT = 1 + 5 * d / 1000 pour les alliages légers (aluminium) avec d en mm
La rugosité de la surface brute sera : Ra = 12,5 microns
Moulage au sable :
hauteur à démouler en mm
Modèle
Dépouille en %
Portée de noyaux
Dépouille en %
10 à 50 2 à 5 10
> 50 2 10 Dépouille des pièces moulées au sable

Obtention des bruts 2/13 B.D.
A.I.a. LES ALLIAGES UTILISÉS :
Les fontes à graphite lamellaire présentent de très bonnes propriétés d'utilisation, Pour
certaines applications, on ajoute des éléments (nickel, chrome ... ) qui en font des fontes dites
alliées, dont la teneur en carbone est généralement inférieure à 3 %.
Les fontes à graphite sphéroïdal révolutionnent la métallurgie des fontes. Apparues en
1948, elles ont des caractéristiques dépassant celles de certains aciers forgés, notamment en ce
qui concerne leur résistance à la fatigue. Cela tient au fait que le graphite cristallise sous forme
de petites sphères et non de lamelles. L’industrie automobile emploie les fontes à graphite
sphéroïdal pour réaliser en grande série des pièces de sécurité (vilebrequins, pièces de
suspension ... ),
L'acier . On distingue trois familles d'aciers de moulage : les aciers au carbone (0,15 à 0,45
%), les aciers faiblement alliés (moins de 5 % d'éléments comme le chrome, le nickel, le
molybdène, ... ), et les aciers fortement alliés comme les inoxydables et les réfractaires. Ils sont
employés essentiellement pour les matériels destinés aux transports ferroviaires, aux travaux
publics, à la sidérurgie, à la production d'énergie (turbines) et au secteur nucléaire.
Les pièces moulées en alliages cuivreux sont très recherchées pour leur facilité d'usinage,
leur qualité de frottement, leur résistance à la corrosion et leur conductibilité. Ces alliages sont
surtout utilisés pour la robinetterie, la construction navale, les industries mécaniques et
électriques, pour la sculpture et l'art campanaire. Ils sont en bronze (7 à 20 % d'étain), en laiton
(20 à 40 % de zinc) et en cupro-aluminium (9 à 12 % d'aluminium).
Les alliages d'aluminium se répartissent en cinq grandes classes : les alliages
aluminium-silicium, aluminium-silicium-cuivre souvent issus du recyclage, aluminium-cuivre,
aluminium-magnésium et aluminium-zinc. Leur emploi est lié à leur légèreté, leur conductibilité
et leur résistance à la corrosion.. Les alliages de magnésium entrent dans les applications
spéciales de l'aéronautique et de l'armement. Les alliages de zinc sont constitués principalement
de zinc et d'aluminium. Ils sont faciles à mettre en oeuvre et adaptés à la fabrication en grande
série de pièces précises (de la fermeture à glissière aux bâtis de machines pour la bureautique,
en passant par les jouets, le matériel électrique et les équipements automobiles).
Les alliages aluminium-silicium sont les plus appropriés à la réalisation des pièces de
fonderie. De nombreuses nuances existent, souvent avec adjonction de magnésium et de titane.
Certains alliages de cette série contiennent aussi du cuivre, ce qui permet d'associer les
propriétés du silicium et du cuivre, et d'obtenir ainsi des alliages ayant de bonnes
caractéristiques mécaniques et une très bonne aptitude à l'usinage tout en évitant le principal
défaut des AU (série 20000), à savoir le risque de criques.
L'AS5U3G (45100) est un alliage très utilisé en automobile pour les prototypes. Il allie
coulabilité, usinabilité et caractéristiques mécaniques adaptées à ce type de pièces .
L'AS9U3(Fe) (46000) est un alliage principalement utilisé en automobile pour la série. Cet
alliage est utilisé principalement en fonderie sous pression (95 %) pour les pièces automobiles
(bloc moteur, carter embrayage, couvre culasse, carter d'huile, pièces diverses, ...). Il est aussi
utilisé accessoirement pour la fabrication de certaines culasses en moulage gravité.

Obtention des bruts 3/13 B.D.
B. L’estampage et le matriçage :
Les 2 termes sont synonymes cependant
matriçage : forgeage mécanique des aciers
Estampage : forgeage mécanique des alliages non ferreux
Etapes successives de formage :
_ Cambrage, ebauche, finition, ébavurage
Matrice circulaire matrice à double gravure
Figure10
B.I.Estampage et recuit de recristallisation des grains :
B.II.Matériaux forgeables
Seuls les materiaux ayant une certaine ductilité à chaud ce qui n’est pas le cas des fontes

Obtention des bruts 4/13 B.D.
B.II.a.1.- les aciers : classe A; classe C; faiblement ou fortement alliés.
matériaux % carbone Forgeage seulement possibles dans les
zones de température
aciers 0,15 à 0,2% au début 1 250 ° C à la fin 780 °C
B.II.a.2.Les alliages d’aluminium
La norme européenne EN 573-1 indique que cet ensemble de 4 chiffres doit être précédé
pour les alliages destinés à être corroyés par le préfixe EN, les lettres « A » (aluminium), « W »
(pour les produits corroyés, wrought en anglais) et un tiret « - ».
Exemple : Exemples : EN AW-2024 [Al Cu4Mg1], EN AW-6060 [Al Mg Si], EN AW-7075
[Al Zn5,5MgCu]
Le premier chiffre indique l'élément d'alliage principal suivant le code suivant :
Série Désignation Elément d'alliage principal Phase principale présente
dans l'alliage
Série 1000 1XXX 99% d'aluminium au minimum -
Série 2000 2XXX Cuivre (Cu) Al2Cu - Al2CuMg
Série 3000 3XXX Manganèse (Mn) Al6Mn
Série 4000 4XXX Silicium (Si) -
Série 5000 5XXX Magnésium (Mg) Al3Mg2
Série 6000 6XXX Magnésium (Mg) et Silicium (Si) Mg2Si
Série 7000 7XXX Zinc (Zn) MgZn2
B.II.a.3.- Les alliages cuivreux: laitons (CuZn39 Pb2 à 750°); cupro-aluminium à 850°; cupronickel.
B.II.a.4.- Les alliages de magnésium.
B.II.b.Précision obtenue
En forge libre : 5mm
Estampage et matriçage :1 à 2mm
Dépouille des pièces estampées selon le procédé d’obtention.

Obtention des bruts 5/13 B.D.
B.III.Le filage direct :
B.IV.Le filage inverse
B.IV.a.Qualité obtenue
IT et états de surfaces excellents :
IT = h9 ou h10_ Ra = 1,6 à 3,2 microns

Obtention des bruts 6/13 B.D.
C. L’emboutissage
L’emboutissage est un procédé de mise en forme très utilisé dans l’industrie,
permettant d’obtenir des pièces de surface non développable à partir de feuilles de
tôle mince, montées sur presse.
La tôle appelée « flan », est la matière brute qui n’a pas encore été emboutie. L’opération
peut être réalisée avec ou sans serre flan pour maintenir le flan contre la matrice pendant que le
poinçon déforme la feuille.

Obtention des bruts 7/13 B.D.
D. Le soudage
Le soudage est une opération de micro-métallurgie consistant à exécuter un cordon fondu
liant les bords de deux pièces ; il est dit homogène quand ces deux pièces, ainsi que le métal
d’apport du joint, ont une composition chimique identique ou voisine, et hétérogène dans les
autres cas.
Le soudage nécessite un apport de chaleur. Toutes les sources d’énergie peuvent être utilisées :
chimique (flammes), lumineuse (laser), électrique ou mécanique.
Le soudage à la flamme :
Le cordon de soudure est produit au moyen d'une flamme dirigée sur les bords à souder.
Lorsqu'un métal d'apport est utilisé, c'est sous forme de baguette (baguette de soudure) de
nuance adaptée que celui-ci est apporté, manuellement, dans le bain de fusion.
Le soudage à l'arc électrique avec électrode enrobée :
Un arc électrique éclate entre un métal d'apport constitué par une électrode enrobée fusible et
la pièce à souder.
Le soudage à l'arc électrique sous flux pulvérulent :
Un arc électrique éclate entre un métal d'apport constitué par un fil-électrode nu ou fourré
qui se dévide mécaniquement et la pièce à souder, l'arc et le bain de fusion étant submergés par
un flux pulvérulent.
Le soudage TIG (Tungstène Inert Gaz) :
Un arc électrique éclate entre une électrode non fusible en tungstène et la pièce à souder. S'il
faut un métal d'apport, celui-ci est apporté dans le bain de fusion à la main (baguette d'apport)
ou mécaniquement (bobine de fil d'apport).
Le soudage MIG (Metal Inert Gaz) :
Un arc électrique éclate entre un métal d'apport constitué par un un fil-électrode nu qui se
dévide mécaniquement et la pièce à souder, l'arc et le bain de fusion étant environnés d'une
atmosphère protectrice chimiquement inerte d'argon ou d'hélium.
Le soudage par résistance :
Des électrodes non fusibles et refroidies pincent adéquatement deux pièces superposées et
conduisent un courant électrique ; la température de fusion est atteinte par effet Joule au droit
des pièces à souder et le soudage s'effectue lors du pincement.
Le soudage par décharge de condensateur :
Les pièces sont maintenues en contact jusqu'à décharge d'un condensateur libérant l'énergie
nécessaire à la production du bain de fusion, les pièces sont maintenues pressées l'une contre
l'autre jusqu'à la solidification du joint (ce procédé est très utilisé pour le soudage de fils sur
parois métalliques).
Le soudage par friction :
Les bords des pièces à souder sont maintenus pressés l'un contre l'autre et mis en mouvement
jusqu'à ce que le frottement provoque la fusion, les pièces sont alors vivement rapprochés et
maintenues sous pression.
D.I. Les domaines d’application du soudage
Le soudage s’applique à tous les matériaux métalliques Ses principaux domaines
d’application dans le domaine de l’acier : la mécanique au sens large et la construction, pour
lesquels il constitue de loin le moyen d’assemblage n°1.

Obtention des bruts 8/13 B.D.
La soudabilité des aciers est inversement proportionnelle à la teneur en carbone. Toutes les
nuances d’acier n’ont pas la même aptitude au soudage et affichent des degrés de soudabilité
différents . Certains aciers sont d’ailleurs intrinsèquement non soudables.
Avantages du soudage, par rapport aux autres techniques d’assemblage
- Il assure une continuité métallique de la pièce, lui conférant ainsi des caractéristiques au
niveau de l’assemblage équivalentes à celles du métal assemblé (mécaniques, thermiques,
chimiques, électriques, d’étanchéité, de durabilité …).
- Il répond à des sollicitations élevées
- Il est durable (insensible aux variations de température, aux conditions climatiques …)
- Il garantit l’étanchéité de la pièce soudée.
ANNEXES

Obtention des bruts 9/13 B.D.
E. Exemple de pièce estampée

Obtention des bruts 10/13 B.D.
Conception d’une pièce estampée

Obtention des bruts 11/13 B.D.
Représentation des soudures norme :

Obtention des bruts 12/13 B.D.

Obtention des bruts 13/13 B.D.