
MazurValentin 6tea Concours processim 2009 2010 AR …€¦ · Grafcet niv2. 2. Séquence 1 ......
50
Mazur Valentin 6tea Concours processim 2009‐2010 AR ANS
Transcript of MazurValentin 6tea Concours processim 2009 2010 AR …€¦ · Grafcet niv2. 2. Séquence 1 ......
Mazur Valentin6tea
Concours processim 2009‐2010AR ANS

MCB Belgique présentation
MCB Belgique fait partie de MCB Groupe. MCB est, dans le domaine de la métallurgie, un intermédiaire entre des clients et des fournisseurs de qualité du monde entier en tant que grossiste et service center. C’est un partenaire à part entière de l’industrie travaillant le métal et ce, depuis des décennies. Chez MCB, le client est au centre des préoccupations. Cela se vérifie quotidiennement. Ainsi, l’assortiment n’est pas limité à quelques groupes de produits mais comprend toute une gamme de barres, profils, tubes, tôles, articles de fixation, et aussi tous les produits destinés à la fabrication et l’entretien de véhicules industriels et d’équipements hydrauliques. Grâce à un assortiment très étendu, on trouve tout ce qu’il faut à une seule adresse. Avec les avantages suivants qui en découlent : une seule commande, une seule livraison, une seule facture, et un seul interlocuteur.
Notre projet a commencé par la visite d’une société qui utilise des ponts roulants.
Travail à dimensionMCB livre du travail à dimension. MCB est spécialisé dans les feuillards et les tôles à dimension ainsi dans les tubes sciés, les tôles meulées et les profilés grenaillés. Avant de livrer les produits, elle les façonne exactement selon les spécificités. Il en résulte un produit sur mesure qui répond tout à fait à une application .
Feuillard refendu et tôle à dimensionDans son Service Center elle exécute du feuillard refendu et la tôle à dimension. Elle refend, elle déroule et elle découpe avec beaucoup de précision. Ses machines, de grande technicité, et commandées par ordinateur, sont dirigées par des spécialistes. C’est grâce à cela qu’elle est en mesure de livrer des produits de qualité garantie. Aussi lorsqu’il s’agit de demandes très spécifiques.
DéroulerLes dérouleurs très perfectionnés transforment des coils en tôles (épaisseur 0,4 jusqu’à 3 mm).Ces machines sont très précises dans toutes les dimensions, exécutions et qualités avec une planéité optimale. Pour des productions en série de tôles étroites, elle dispose de chaînes de déroulage spécifiques.
DécouperMCB dispose d’une série de machines à découper commandées par ordinateur pour un découpage très spécifique. A l’aide de ces cisailles à guillotine comportant des unités d’emballage, elle produit de la tôle d’acier découpée sur mesure.
FaçonnageVous voulez qu’on vous livre des tubes profilés, grenaillés et à vos dimensions? Vous cherchez des tôles brossées et emballées dans du film plastique? MCB s’en occupe. Ses machines très perfectionnées et ses collaborateurs spécialisés réalisent chaque jour un grand nombre de ces façonnages.
Scier Elle réalise d’une manière précise toutes les dimensions de tubes, profilés et barres. Elle dispose de scies de très haute technologie. Elle livre donc vraiment du travail à dimension.

L’assortiment proposé par la firme MCB est très étendu. C’est pourquoi elle utilise un grand nombre de ponts roulants, de technologies différentes suivant le type de produits qu’ils doivent transporter.Ces ponts roulants permettent de charger les camions plus rapidement et ainsi diminuer les délais d’attente tant pour les transporteurs que pour les clients qui attendent leurs commandes.Nous avons pu, lors de notre visite, manipuler les commandes d’un pont roulant.
Avant l’élaboration de notre projet, nous allons détailler les différents aspects des ponts roulants.

Tout d abord avant de parler des ponts il faut parler de l ’entreposage car le pont est choisi en fonction des matériaux et du conditionnement exemple :
Dans ce cas les tubes en acier sont entourés d’un cerclage en boispermettant d’enfiler une sangle de part et d’autre des tubes.Ci‐dessous, il est impossible d’utiliser le pont a sangle, on optera pour un pont magnétique.
Ici, un pont a plusieurs points pour le transport de magasin ou simple pour les rouleaux
Il faut noter que tous les déplacements d’un pont à l’intérieur de l’usine se fait par rapport au 4 points cardinaux car il n’y a plus de gauche ou de droite, ces points sont indiqués sur les poutres

Constitution d’un pont roulant
N
S
E O
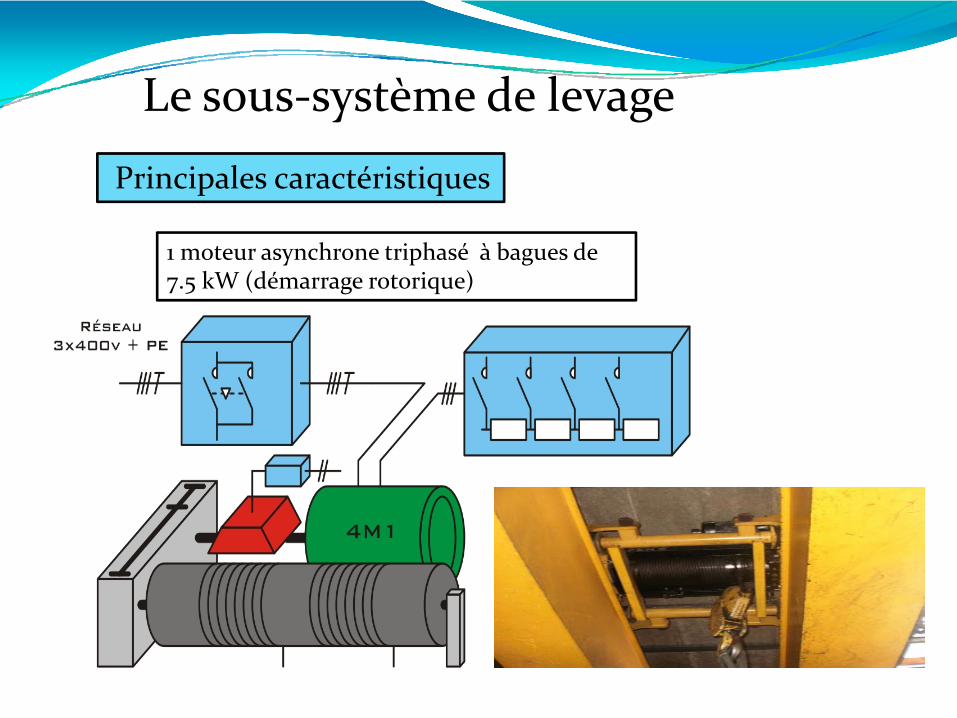
Le sous‐système de levage
Principales caractéristiques
1 moteur asynchrone triphasé à bagues de 7.5 kW (démarrage rotorique)

Le sous‐système de translation
Un frein à manque de courant bloque le mouvement à l ’arrêt.
2 moteurs asynchrones triphasés à cage alimentés par un variateur de fréquence
Principales caractéristiques

Commande du pont en mode automatiqueLa commande en mode automatique est obtenue à partir du pupitre du siège de conduite.
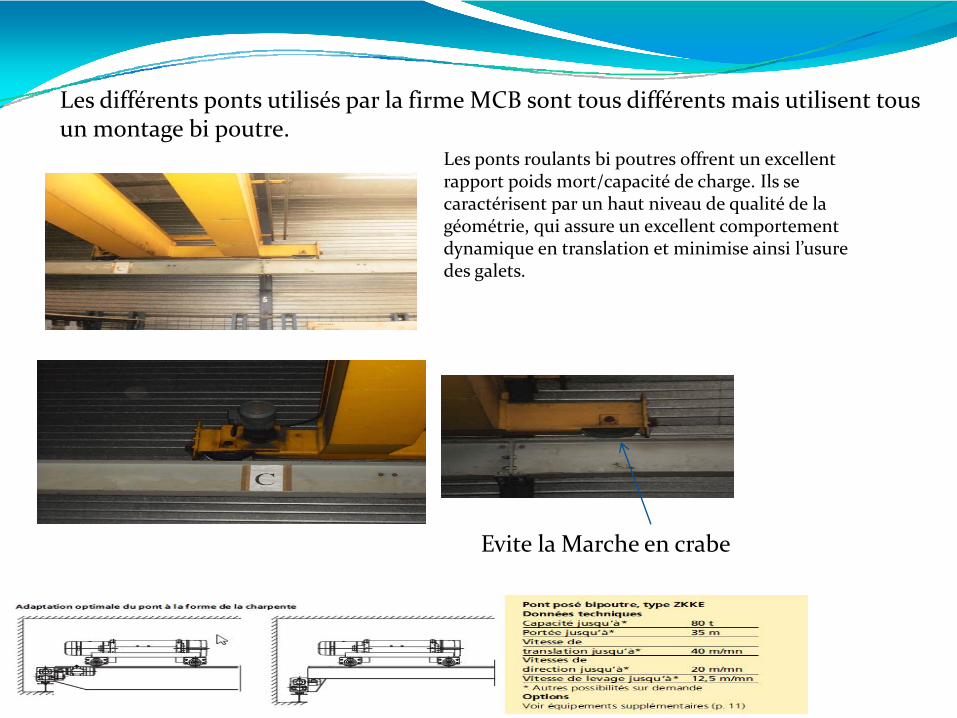
Les différents ponts utilisés par la firme MCB sont tous différents mais utilisent tous un montage bi poutre.
Evite la Marche en crabe
Les ponts roulants bi poutres offrent un excellentrapport poids mort/capacité de charge. Ils secaractérisent par un haut niveau de qualité de lagéométrie, qui assure un excellent comportementdynamique en translation et minimise ainsi l’usuredes galets.

Un pont roulant de chezMCB
Coffret électrique
Moteur asynchrone
bobinage
bobines bobines
Coffret électrique

Cahier des charges :Conformément aux normes de sécurité sur les ponts roulants, les mouvementsseront commandés par des boutons poussoirs en mode « par à‐coups » (sansmémoire).Par mesure de sécurité, le pont doit être équipé de capteurs de fin de course et d’un bouton d’arrêt d’urgence.
La manutention et le stockage automatique assurent une souplesse et unegestion très précise des produits L’installation est entièrement automatique mais dans le cadre d’une polyvalence cette installation peut accepter des postes de travail manuels sécurisés (double commande de mise en service et raz après un temps de non utilisation du pont.
Moteur de levage : Moteurs de direction et de translation (qui sont identiques).Type asynchrone à cagePuissance : P = 7,5 kWRendement : h = 0,86Facteur de puissance : cos j = 0,85triangle 400V‐étoile 700 VType asynchrone à cagePuissance : P = 3 kWRendement : h = 0,88Facteur de puissance : cos j = 0,85triangle 230V‐étoile 400 V
Explication du fonctionnement de la trieuse de pièces réalisé pratiquement à l’atelier
Voici une trieuse de pièces, automatisée à l’aide d’un système de vérins et de moteurs.La transmission de données se fait à l’aide d’un automate programmable via step7.Le principe est de pouvoir trier différentes pièces dans un cycle semi‐ automatique etde pouvoir grâce à un système venturi déplacer cette pièce d’un point donné a un autre.Dans notre cas, si la pièce ne correspond pas aux mesures requises, elle est emmenée au rebus,deuxième lift ou inversement, dans le premier lift.Dans les 2 cas, le cycle se poursuit par un dépôt sur bande transporteuse.
Deux types d’arrêt ont été programmé, un arrêt dit « simple » et un autre d’urgence suivant le choix réalisé par l’automate. Le cycle s’interrompt et change de grafcet( séquence) avec évacuation immédiate de la pièce au rebut ou retour directe en position initiale.
Un système entièrement manuel est utilisable à l’aide d’une télécommande de direction,une fois le commutateur mis dans la position désirée.
Un système de lampes de signalisation est utilisé pour tenir au courant l’utilisateur de la fonction de la machine, ou si on problème survient pendant la manipulation.
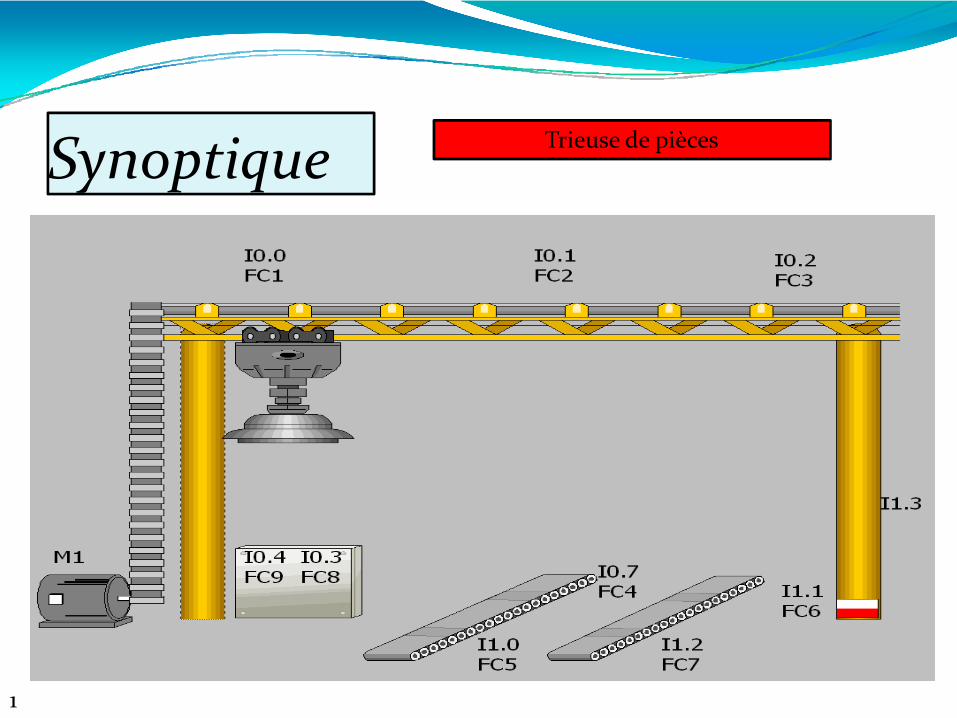
Synoptique
1
Trieuse de pièces

Projet 1 Processim trieuse de piècesClic sur l’image pour la vidéo

Table entrées et sorties
Entrées qui correspondent aux « I »
OU
Sorties qui correspondent aux « Q »
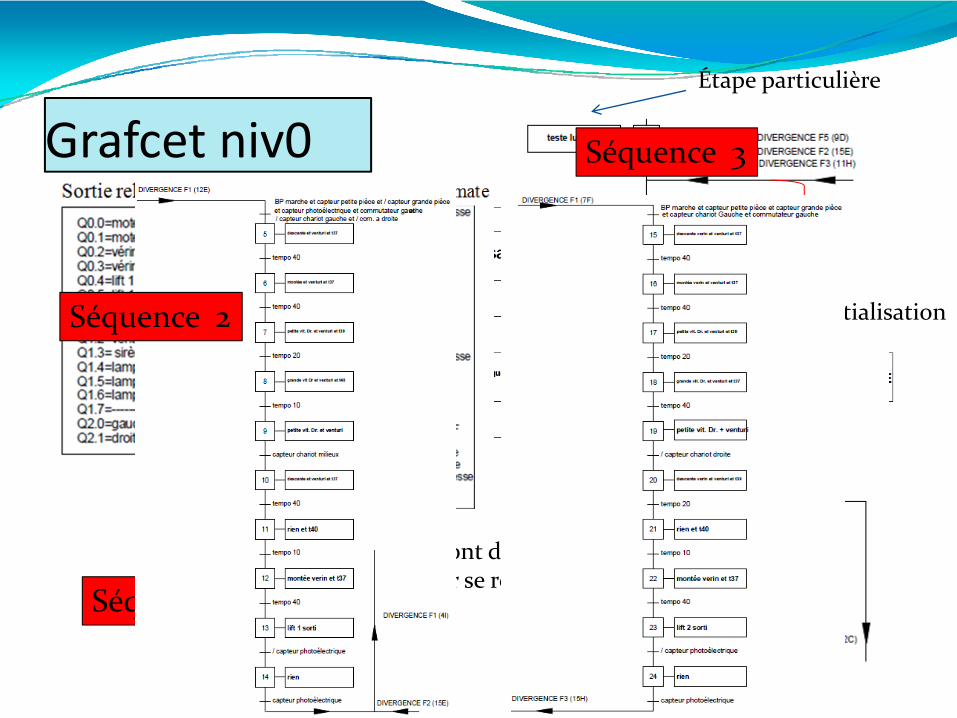
Grafcet niv0
Le grafcet et le programme sont divisées en séquences par facilité de lecture et pour se repérer facilement
Schéma bloc
Étape particulière
initialisation
Séquence 1Suite vers autres séquences
Séquence 3
Séquence 2

Grafcet niv2
2
Séquence 1 : niveau 2
Au niveau 2 un langage technique est utilisé pour réaliser une programmation immédiatement à partir de cette méthode.
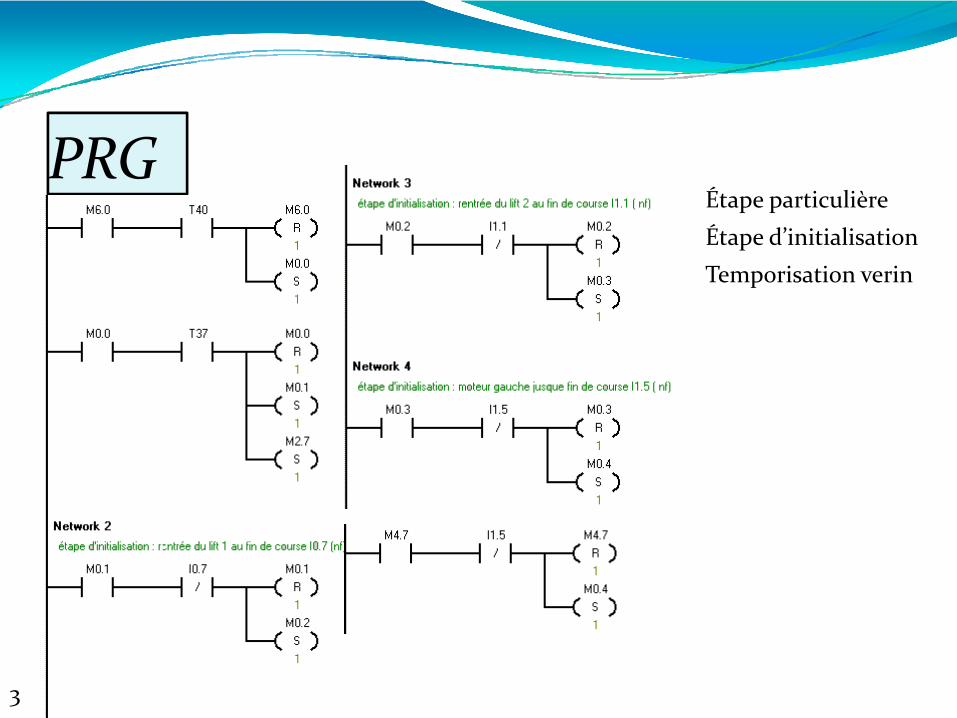
PRG
3
Étape particulière Étape d’initialisationTemporisation verin
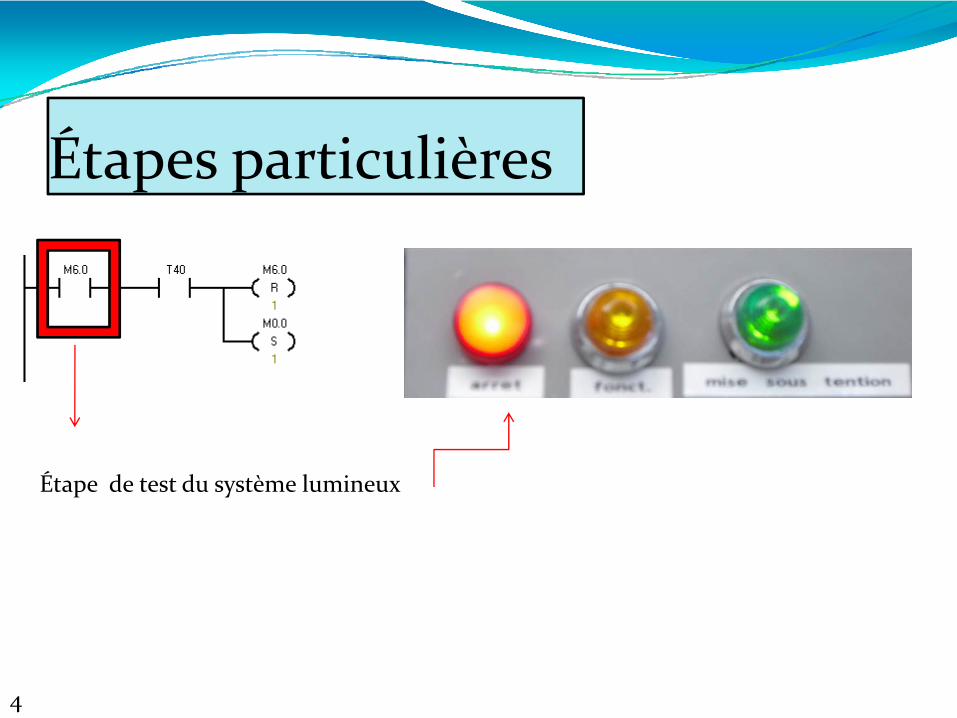
Étapes particulières
4
Étape de test du système lumineux

Astuces PRG
5
Contact fin de course permettant de bloquer un sens de marche

Suite astuces PRG
Étape prioritaire
Contact à clef utilisé pour une réinitialisation du programme à la séquence 1
Sm0.1
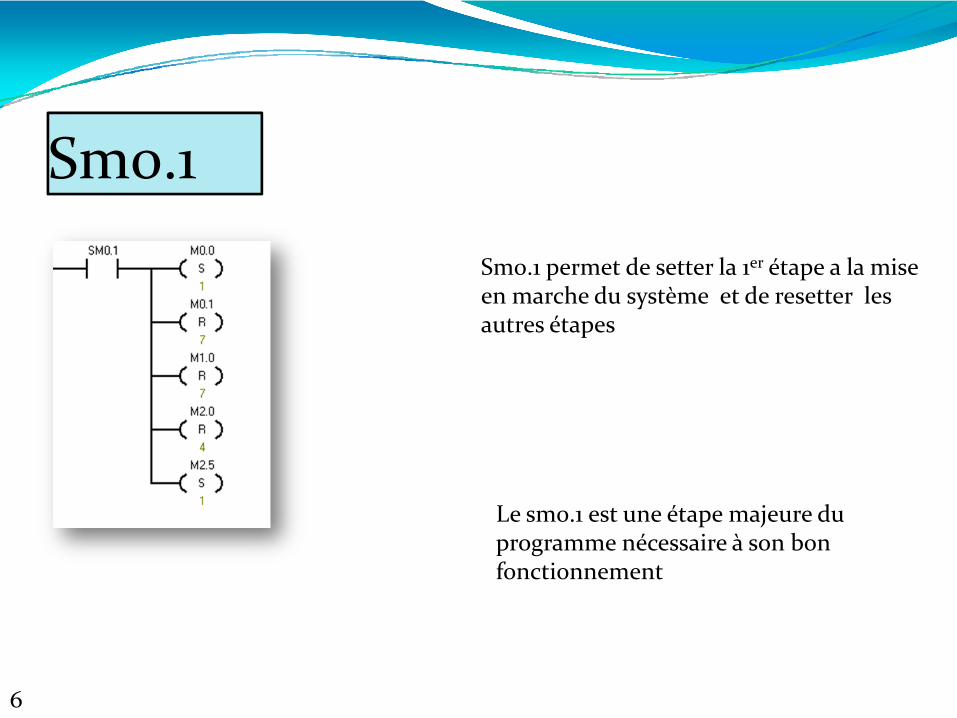
Sm0.1 permet de setter la 1er étape a la miseen marche du système et de resetter les autres étapes
Le sm0.1 est une étape majeure du programme nécessaire à son bon fonctionnement
6
Programme lié a l’arrêt
7
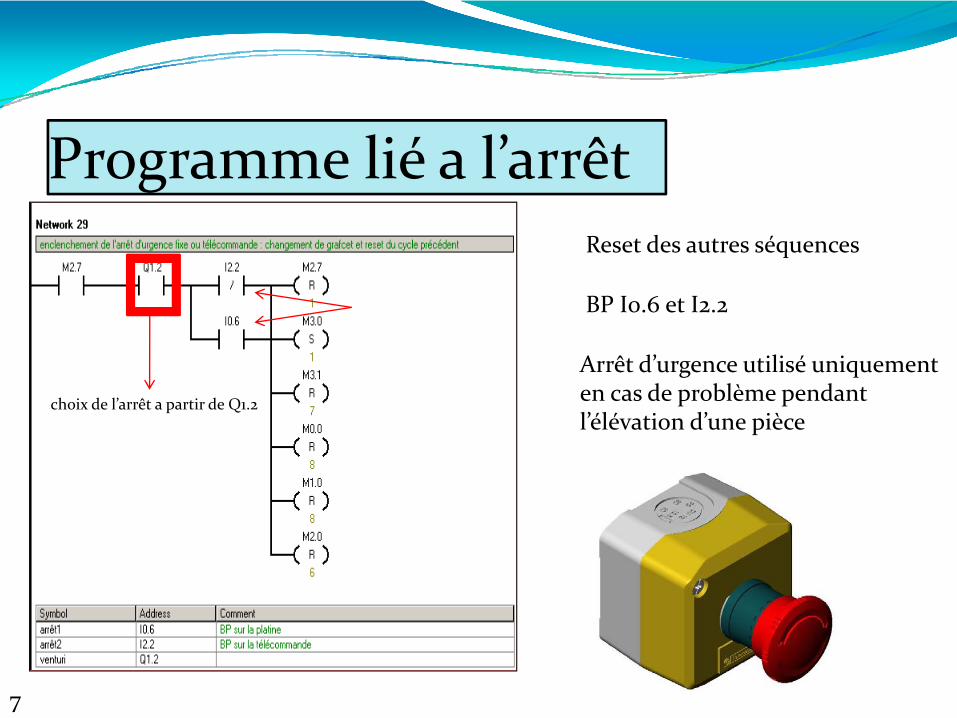
Reset des autres séquences
BP I0.6 et I2.2
Arrêt d’urgence utilisé uniquement en cas de problème pendantl’élévation d’une pièce
choix de l’arrêt a partir de Q1.2

Commande manuelle via les sorties
8
I2.1 correspond à une position du commutateur. Ce principe empêche de mélanger la partieautomatique de la partie manuelle
Les « I » représentent les boutons poussoirs de la télécommande soit des actions indépendantes du programme

COMMANDE ENTIEREMENT MANUELLE
Système de télécommande filaire utilisée principalement avec les ponts roulants
Touches directionnelles
Bouton arrêt d’urgence

Schéma des alimentations + sécurités importantes
SECTIONNEUR
MAGNETO THERMIQUE
TENSION 3X400V SANS NEUTRE Passage par bornier
Automate et relais
10
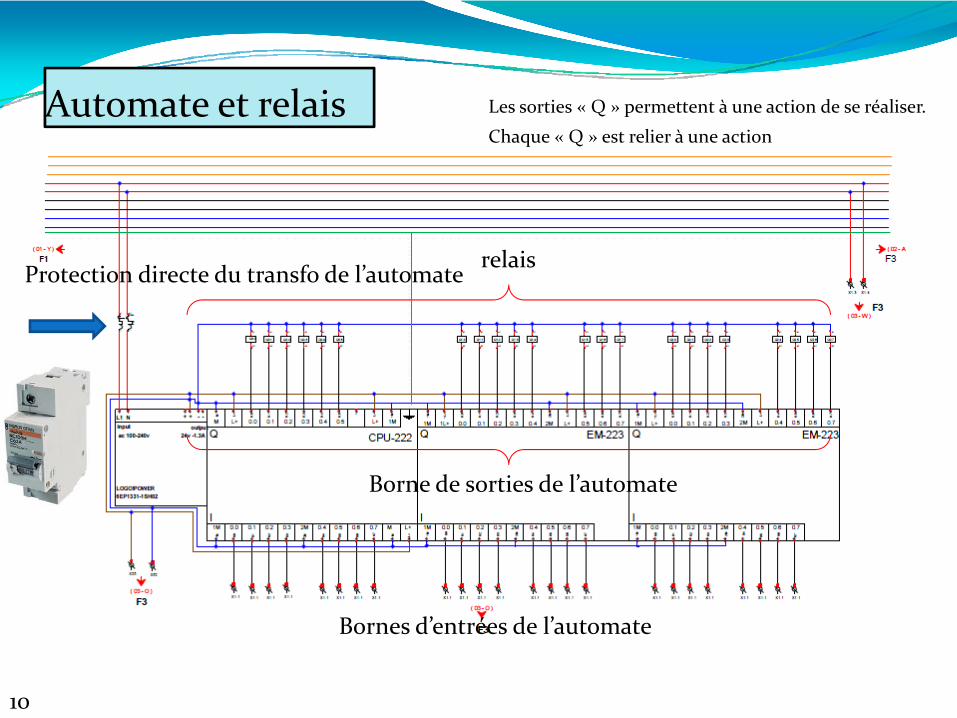
Les sorties « Q » permettent à une action de se réaliser.
Chaque « Q » est relier à une action
relais
Borne de sorties de l’automate
Protection directe du transfo de l’automate
Bornes d’entrées de l’automate
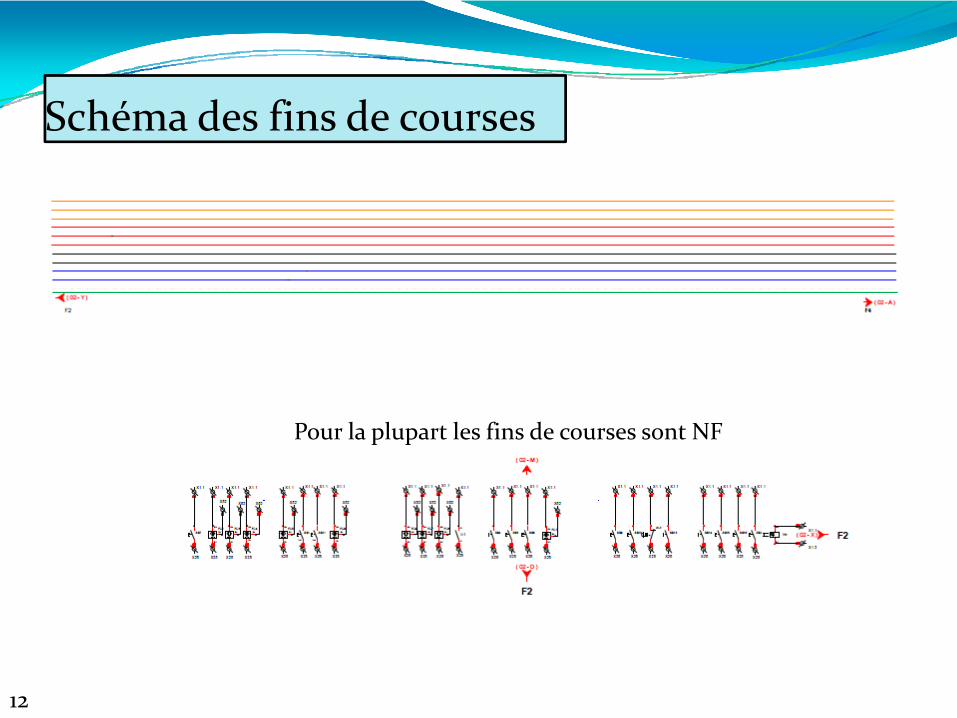
Schéma des fins de courses
12
Pour la plupart les fins de courses sont NF
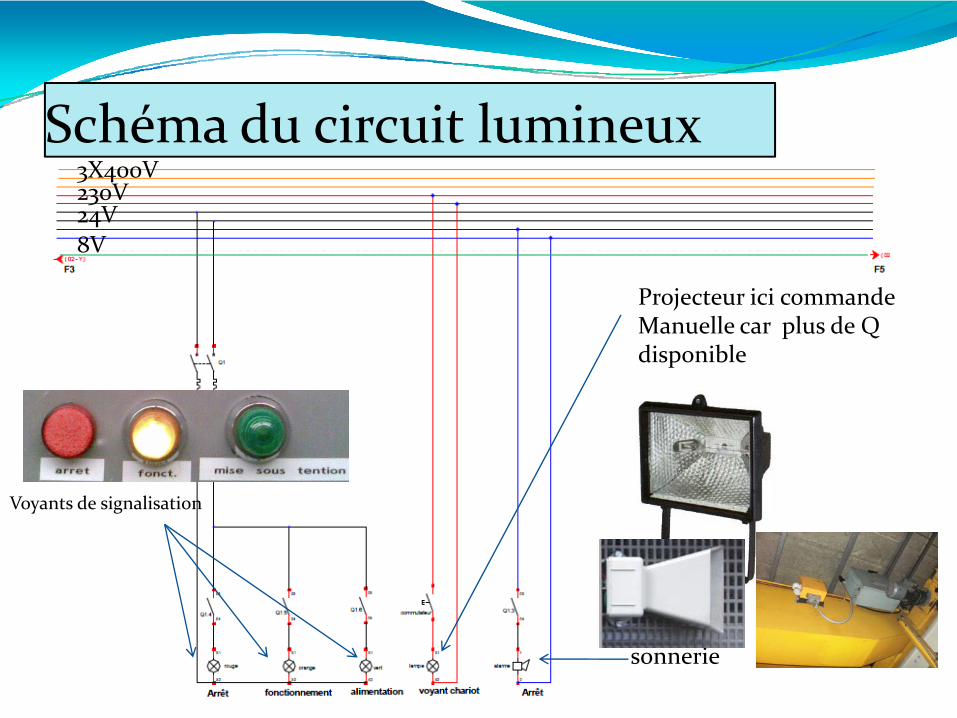
Schéma du circuit lumineux
Voyants de signalisation
Projecteur ici commandeManuelle car plus de Qdisponible
sonnerie
3X400V230V24V8V

Pneumatique du systèmeVérin double effet
Réducteur de débit
Distributeur 4/2
Vanne réglablemanomètre
silencieux
venturi
Filtre et lubrificateur

SCHEMA MOTEURS
14

Synoptique :cellulemoteurdistributeursvérinventuriDépartLift2Lift1Liste du matériel :‐1 vérin double effets ; venturi (partie pneumatique).‐ 2 distributeurs 4/2 ( 1 pour le vérin, 1 pour venturi).‐2 lifts (évacue les pièces).‐cellule photoélectrique (défini la zone de sécurité).‐moteur pont roulant (moteur chariot horizontale).‐capteur inductif (chariot et départ).
Réalisation pratique
!! Les lifts simulent les bandes transporteuseen réalité se sont des chargeurs CD allerretour avec fin de course s’est pourquoiil faut prendre la pièce et le chariot revient àsa position initiale petite différence entre Procesim et la programmation réelle
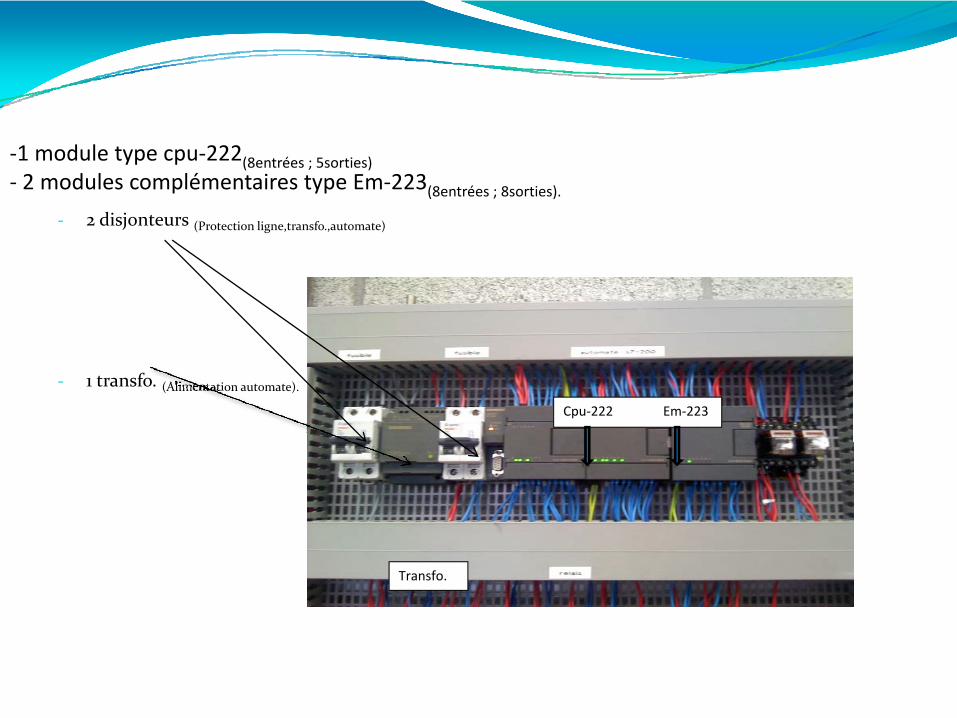
‐ 2 disjonteurs (Protection ligne,transfo.,automate)
‐ 1 transfo. (Alimentation automate).
‐1 module type cpu‐222(8entrées ; 5sorties)‐ 2 modules complémentaires type Em‐223(8entrées ; 8sorties).
Cpu‐222 Em‐223
Transfo.

‐16 relais. (Commande la puissance).
Relais
‐1 télécommande comportant :‐ 1 arrêt d’urgence‐ 4 boutons poussoir à deux états (petite et grande vitesse).
Arrêt
Boutons poussoirs

‐Bouton d’arrêt (éteindre la machine sans urgence).
‐Commutateur (automatique‐manuelle).
‐Bouton a clé (sécurité pour mise en route).

Vidéo trieuse de pièces pratiquement mode manuel
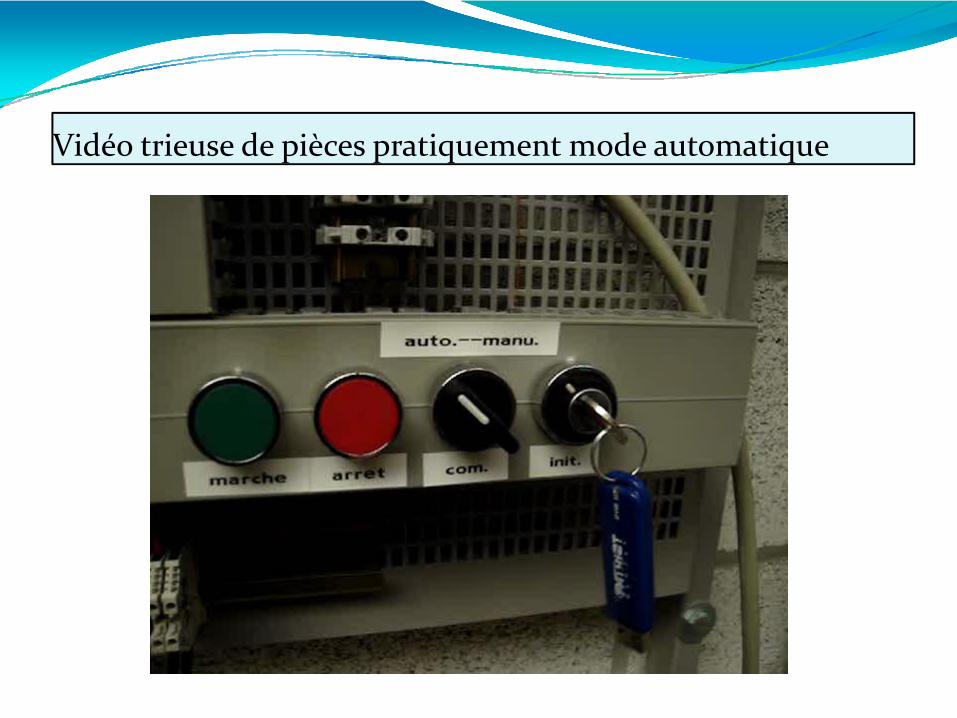
Vidéo trieuse de pièces pratiquement mode automatique

Vidéo trieuse de pièces pratiquement mode arrêt rebut
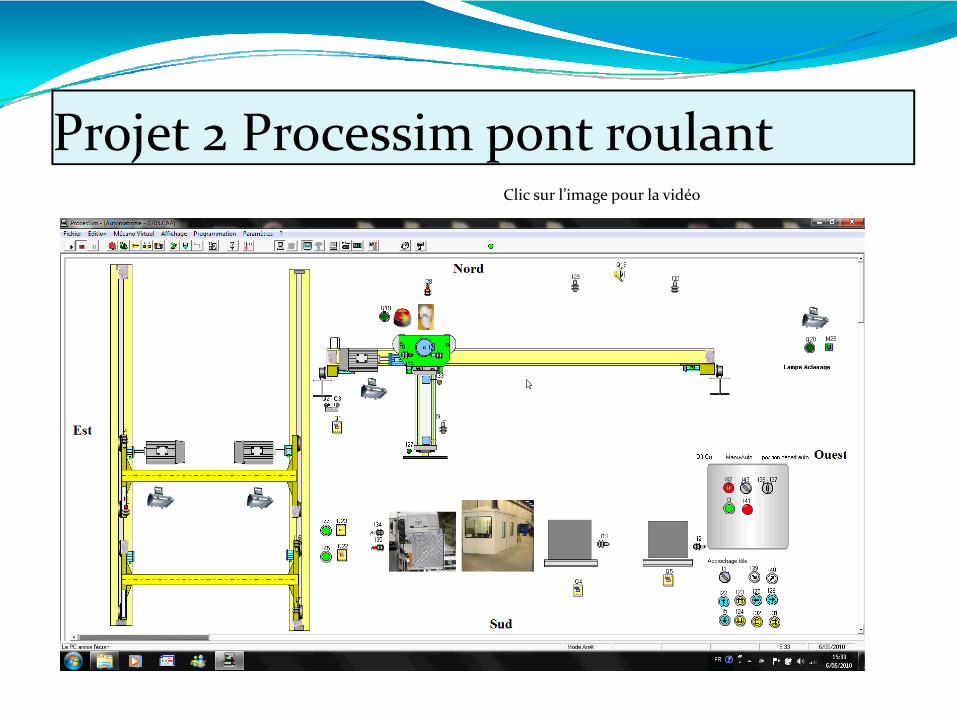
Projet 2 Processim pont roulantClic sur l’image pour la vidéo
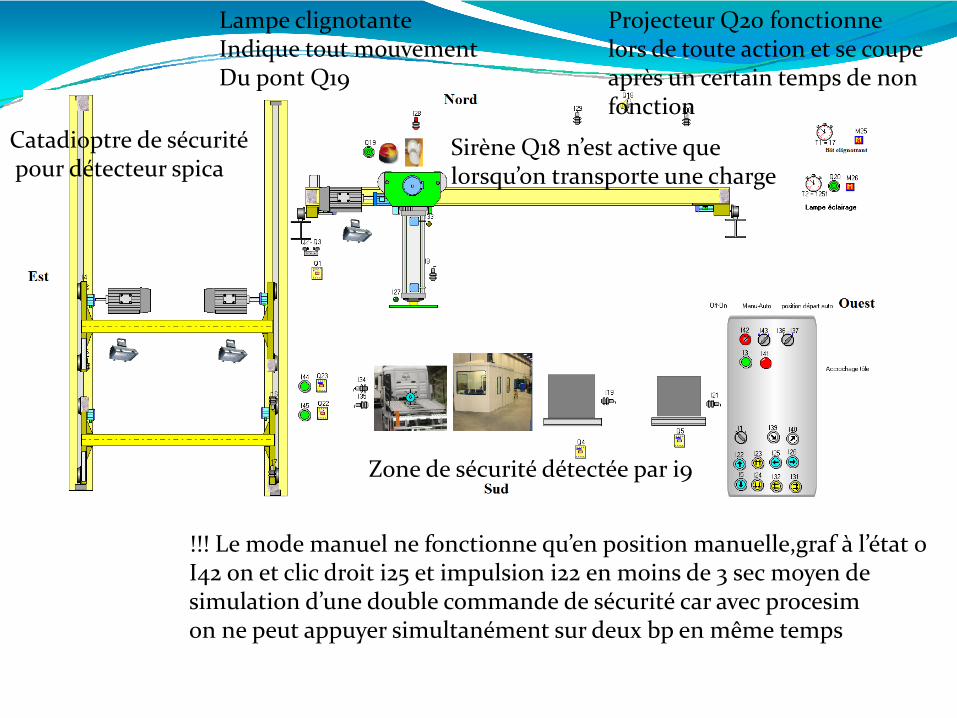
Lampe clignotanteIndique tout mouvementDu pont Q19
Sirène Q18 n’est active quelorsqu’on transporte une charge
Projecteur Q20 fonctionnelors de toute action et se coupeaprès un certain temps de nonfonction
Zone de sécurité détectée par i9
Catadioptre de sécuritépour détecteur spica
!!! Le mode manuel ne fonctionne qu’en position manuelle,graf à l’état 0I42 on et clic droit i25 et impulsion i22 en moins de 3 sec moyen de simulation d’une double commande de sécurité car avec procesimon ne peut appuyer simultanément sur deux bp en même temps

Position de départ ou retour automatique nefonctionne pas en charge
Pas de charge
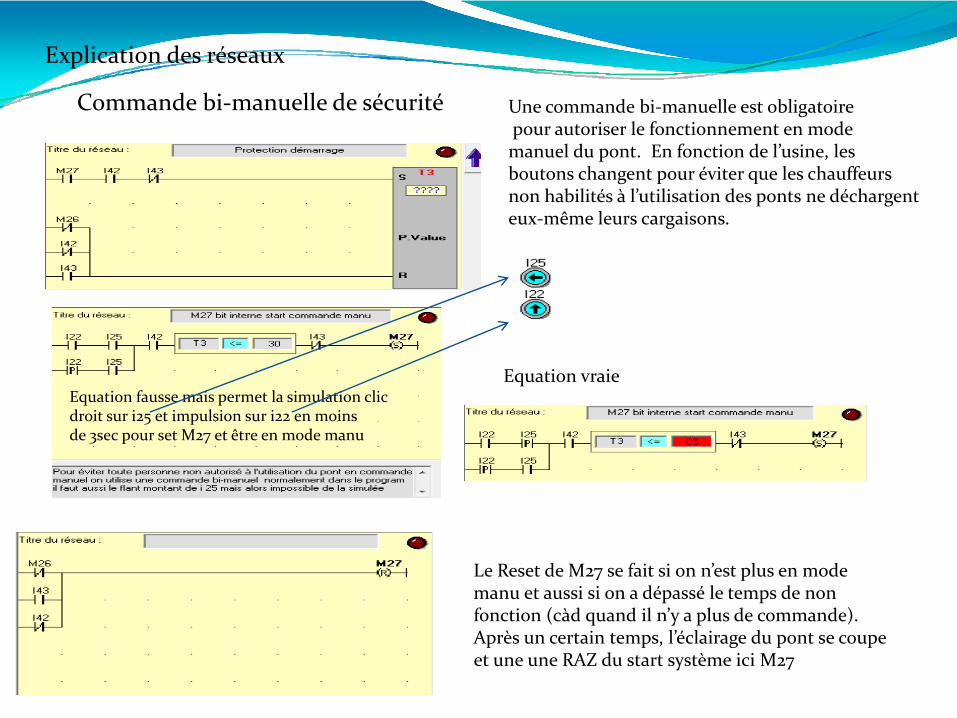
Commande bi‐manuelle de sécurité Une commande bi‐manuelle est obligatoirepour autoriser le fonctionnement en modemanuel du pont. En fonction de l’usine, les boutons changent pour éviter que les chauffeursnon habilités à l’utilisation des ponts ne déchargenteux‐même leurs cargaisons.
Equation vraie Equation fausse mais permet la simulation clic droit sur i25 et impulsion sur i22 en moinsde 3sec pour set M27 et être en mode manu
Le Reset de M27 se fait si on n’est plus en mode manu et aussi si on a dépassé le temps de nonfonction (càd quand il n’y a plus de commande).Après un certain temps, l’éclairage du pont se coupeet une une RAZ du start système ici M27
Explication des réseaux
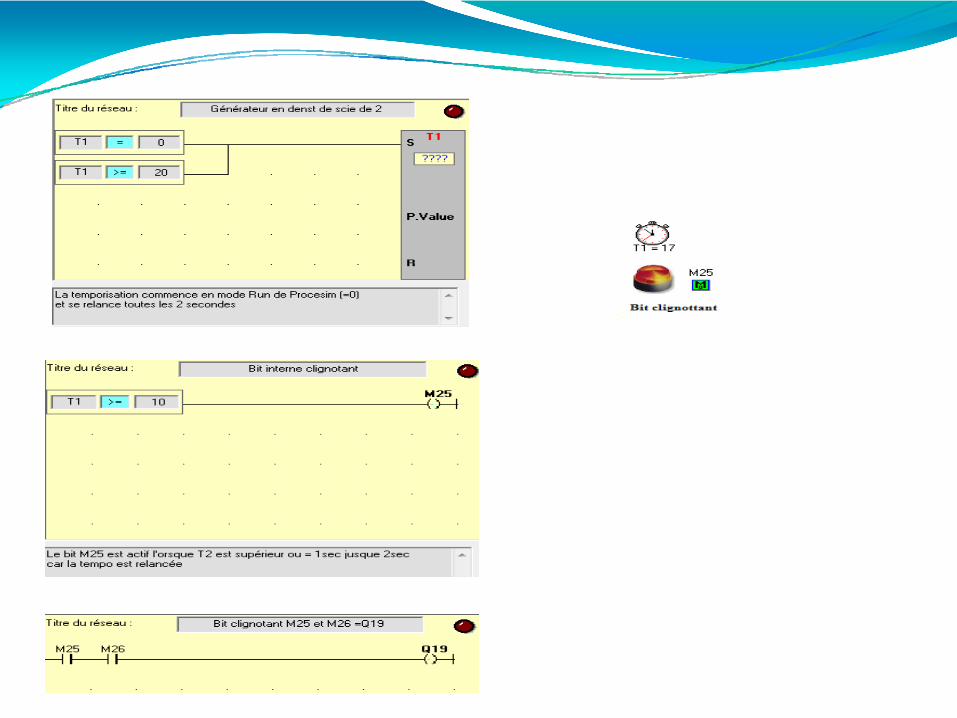

Pour la sécurité, l’éclairage d’un pont est aussi très important. Il est effectué parun ou deux projecteur sde 5000w . Bien sur, l’éclairage se coupe après un certain temps de non fonctionnement du pont.
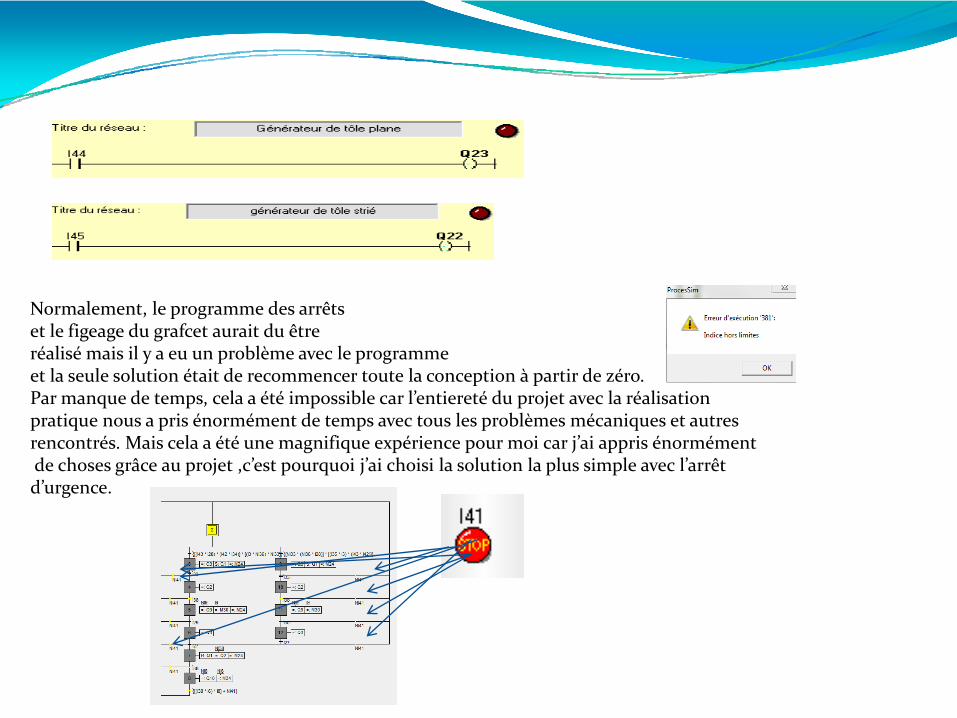
Normalement, le programme des arrêtset le figeage du grafcet aurait du être réalisé mais il y a eu un problème avec le programmeet la seule solution était de recommencer toute la conception à partir de zéro.Par manque de temps, cela a été impossible car l’entiereté du projet avec la réalisation pratique nous a pris énormément de temps avec tous les problèmes mécaniques et autresrencontrés. Mais cela a été une magnifique expérience pour moi car j’ai appris énormémentde choses grâce au projet ,c’est pourquoi j’ai choisi la solution la plus simple avec l’arrêtd’urgence.
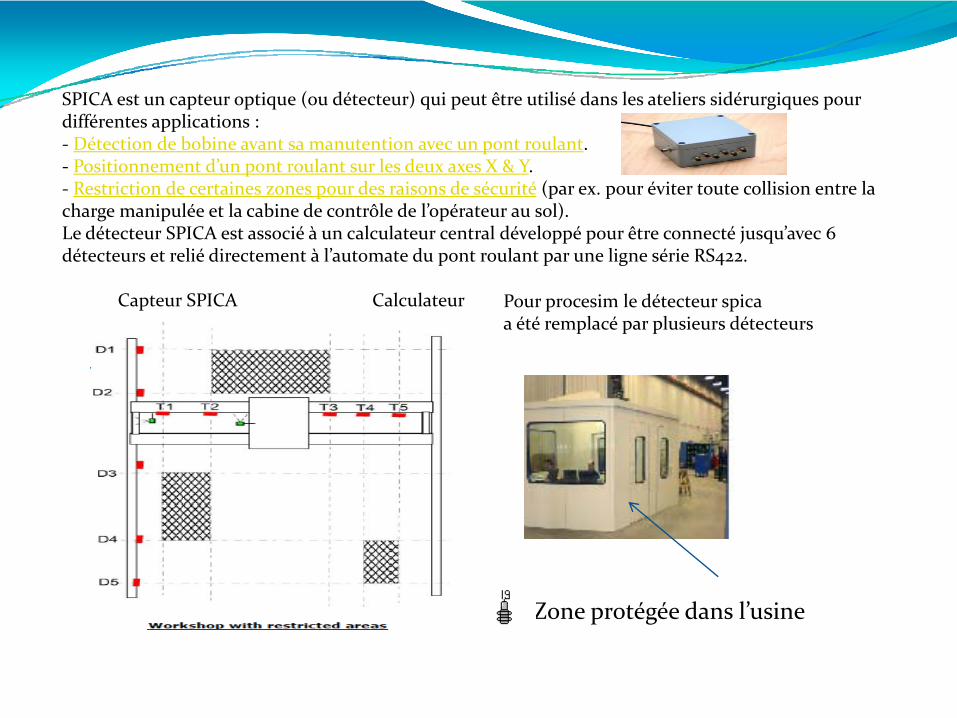
SPICA est un capteur optique (ou détecteur) qui peut être utilisé dans les ateliers sidérurgiques pour différentes applications :‐ Détection de bobine avant sa manutention avec un pont roulant. ‐ Positionnement d’un pont roulant sur les deux axes X & Y.‐ Restriction de certaines zones pour des raisons de sécurité (par ex. pour éviter toute collision entre la charge manipulée et la cabine de contrôle de l’opérateur au sol).Le détecteur SPICA est associé à un calculateur central développé pour être connecté jusqu’avec 6 détecteurs et relié directement à l’automate du pont roulant par une ligne série RS422.
Capteur SPICA Calculateur Pour procesim le détecteur spicaa été remplacé par plusieurs détecteurs
Zone protégée dans l’usine
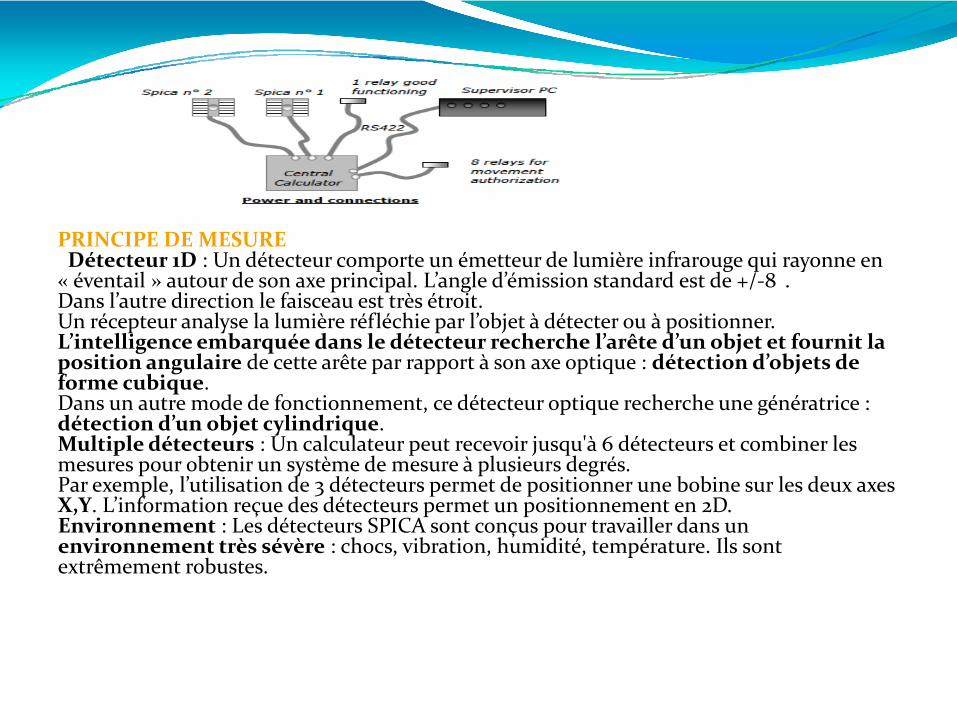
PRINCIPE DE MESUREDétecteur 1D : Un détecteur comporte un émetteur de lumière infrarouge qui rayonne en « éventail » autour de son axe principal. L’angle d’émission standard est de +/‐8 . Dans l’autre direction le faisceau est très étroit.Un récepteur analyse la lumière réfléchie par l’objet à détecter ou à positionner.L’intelligence embarquée dans le détecteur recherche l’arête d’un objet et fournit la position angulaire de cette arête par rapport à son axe optique : détection d’objets de forme cubique.Dans un autre mode de fonctionnement, ce détecteur optique recherche une génératrice : détection d’un objet cylindrique.Multiple détecteurs : Un calculateur peut recevoir jusqu'à 6 détecteurs et combiner les mesures pour obtenir un système de mesure à plusieurs degrés.Par exemple, l’utilisation de 3 détecteurs permet de positionner une bobine sur les deux axes X,Y. L’information reçue des détecteurs permet un positionnement en 2D.Environnement : Les détecteurs SPICA sont conçus pour travailler dans un environnement très sévère : chocs, vibration, humidité, température. Ils sont extrêmement robustes.

SECURITE♦ Augmentation de la sécurité pour les personnes, les matériels et équipements ♦ Diminution du stress et de la fatigue pour l’opérateur
► FIABILITE♦ Design spécifique et robustesse pour des environnements sévères♦ Installation facile
► EFFICACITE / PRECISION♦ Positionnement précis♦ Insensibilité à la lumière ambiante
SPICA SAFETY est un système qui interdit à un pont roulant de traverser des zones protégées dans un atelier.Deux SPICA détectent des cibles réfléchissantes et codées, installées sur les poutres et rails du pont roulant, dans les deux sens direction et translation. Ces cibles doivent être installées sur le chemin de roulement du pont pour la translation et sur la poutre du pont pour la direction. Les cibles sont des étiquettes adhésives qui représentent des codes à barres spécifiques qui permettent l’identification de chaque cible. Les capteurs et les cibles sont étudiés de façon à ce que la cible couvre 70% du champ du capteur. Les cibles font 200 mm de large. Quand une cible de zone protégée est détectée, un relais est ouvert bloquant l’avancement du pont dans cette direction.Alors le pont roulant réduit sa vitesse et stoppe à l’entrée de la zone protégée. Le système ouvre le relais approprié uniquement autorisant les 3 autres mouvements du pont pour ressortir de la zone protégée. Le système gère également des cibles spécifiques indiquant les ralentissements et les fins de course du pont.Il existe 4 relais pour les mouvements interdits, 4 relais pour indiquer des ralentissements à l’approche des fins de course et un relais de bon fonctionnement.Une liaison RS422 permet la connexion à un PC de programmation et dépannage.LE SYSTEME EST DE SECURITE CAR INDEPENDANT DES AUTOMATISMES DU PONT : il n'y a pas de lien entre le PLC du pont et le système SPICA ; le calculateur central stoppe le mouvement directement dans le système de guidage.

RemerciementsJe tiens à remercier :
M. Dony, préfet des études
M. Brackmeyn, Proviseur
M. Dupont, chef d’atelier
Les membres du jury
La direction de MCB
Ensuite, un remerciement tout spécial à nos professeurs :
M. Radoux
M. Dumont J‐C
Et toutes les personnes qui m’ont aidé durant toute la conception notamment:
Laccroix Jimmy













![TD4 Auto [Grafcet Percage automatise] DT - lpmei.comlpmei.com/cd_bac_mei/eleve/td/TD4 Auto Grafcet Percage automatise... · GRAFCET de Sécurité point de vue Partie Opérative et](https://static.fdocuments.fr/doc/165x107/5a78ba9a7f8b9a21538c899a/td4-auto-grafcet-percage-automatise-dt-lpmei-auto-grafcet-percage-automatisegrafcet.jpg)



