MATIERES ET OUTILLAGE - boisdolivier.eu · L’âme du violon est un petit tourillon d’épicéa...
12
MATIERES ET OUTILLAGE J’ai eu la chance d’avoir à ma disposition un large choix de planches de bois d’olivier d’une excellente qualité. La plupart des morceaux sélectionnés sont issus d’un stock constitué avant ma naissance et précieusement conservé par mon père. Pour l’épicéa nécessaire à la table d’harmonie et l’érable du chevalet, un contact de mon ami luthier a pu me fournir les meilleures qualités du marché. Le choix des bois est un élément essentiel au bon déroulement d’une telle entreprise. Les qualités de sa veine et de son séchage ne sont pas les seuls critères. En effet, le fil du bois (sens de la fibre) va déterminer sa résistance et sa souplesse. La lutherie nécessite un grand nombre d’outils spécifiques : comparateur d’épaisseur au 1/10 ème , alésoir mâle et femelle pour les chevilles, pointe à âme, serre fracture, presse à tabler… Ceux-ci sont d’ailleurs souvent adaptés selon les besoins, ce qui a été souvent le cas pour faire face à la dureté du bois d’olivier (par exemple : légère transformation des angles d’affûtage). LA FABRICATION – ÉTAPE PAR ÉTAPE Débit de la table d’harmonie et du fond. La première étape consiste à encoller les deux parties de la table d’harmonie.
Transcript of MATIERES ET OUTILLAGE - boisdolivier.eu · L’âme du violon est un petit tourillon d’épicéa...
MATIERES ET OUTILLAGE
J’ai eu la chance d’avoir à ma disposition un large choix de planches de bois
d’olivier d’une excellente qualité. La plupart des morceaux sélectionnés sont issus
d’un stock constitué avant ma naissance et précieusement conservé par mon père.
Pour l’épicéa nécessaire à la table d’harmonie et l’érable du chevalet, un contact de
mon ami luthier a pu me fournir les meilleures qualités du marché.
Le choix des bois est un élément essentiel au bon déroulement d’une telle
entreprise.
Les qualités de sa veine et de son séchage ne sont pas les seuls critères. En
effet, le fil du bois (sens de la fibre) va déterminer sa résistance et sa souplesse.
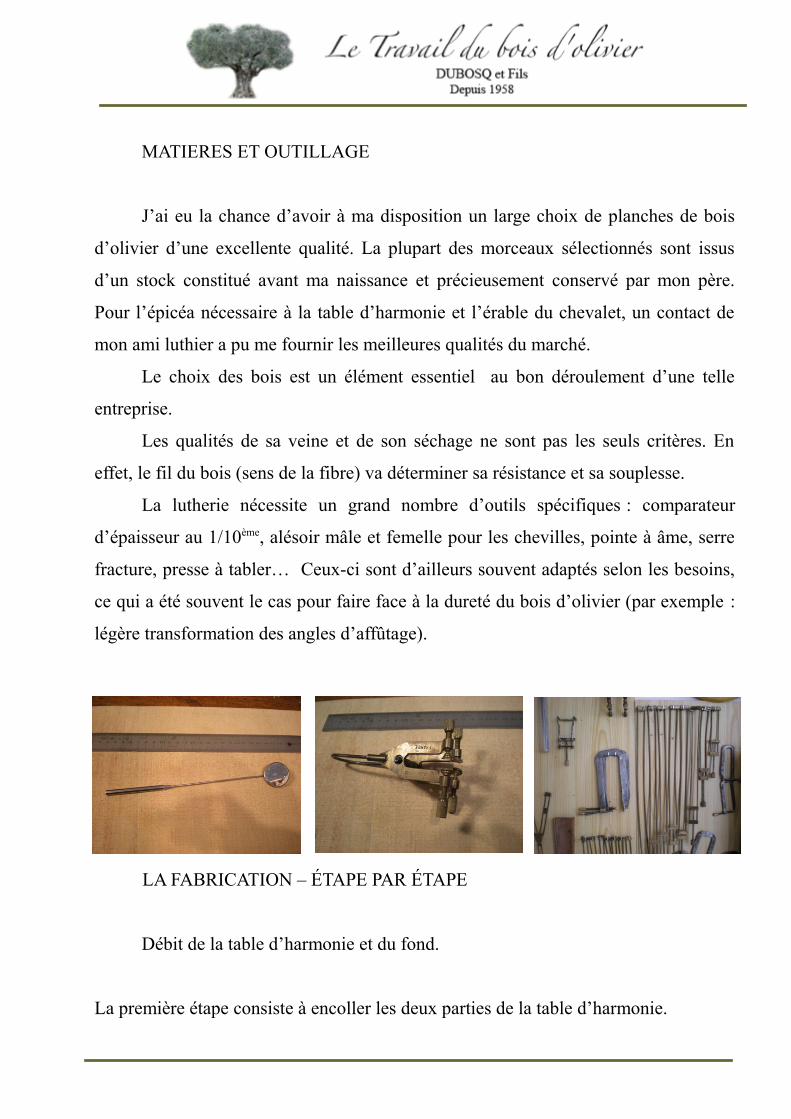
La lutherie nécessite un grand nombre d’outils spécifiques : comparateur
d’épaisseur au 1/10ème, alésoir mâle et femelle pour les chevilles, pointe à âme, serre
fracture, presse à tabler… Ceux-ci sont d’ailleurs souvent adaptés selon les besoins,
ce qui a été souvent le cas pour faire face à la dureté du bois d’olivier (par exemple :
légère transformation des angles d’affûtage).
LA FABRICATION – ÉTAPE PAR ÉTAPE
Débit de la table d’harmonie et du fond.
La première étape consiste à encoller les deux parties de la table d’harmonie.
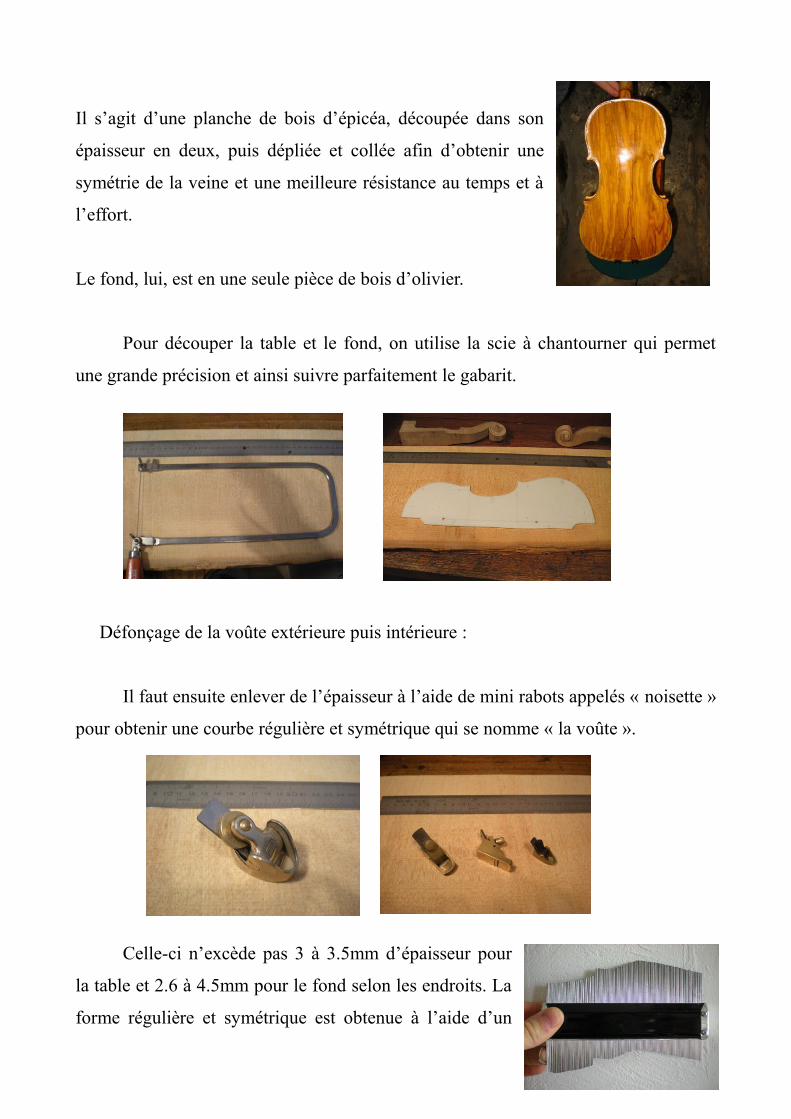
Il s’agit d’une planche de bois d’épicéa, découpée dans son
épaisseur en deux, puis dépliée et collée afin d’obtenir une
symétrie de la veine et une meilleure résistance au temps et à
l’effort.
Le fond, lui, est en une seule pièce de bois d’olivier.
Pour découper la table et le fond, on utilise la scie à chantourner qui permet
une grande précision et ainsi suivre parfaitement le gabarit.
Défonçage de la voûte extérieure puis intérieure :
Il faut ensuite enlever de l’épaisseur à l’aide de mini rabots appelés « noisette »
pour obtenir une courbe régulière et symétrique qui se nomme « la voûte ».
Celle-ci n’excède pas 3 à 3.5mm d’épaisseur pour
la table et 2.6 à 4.5mm pour le fond selon les endroits. La
forme régulière et symétrique est obtenue à l’aide d’un
outil de mesure de profil : « le peigne ».
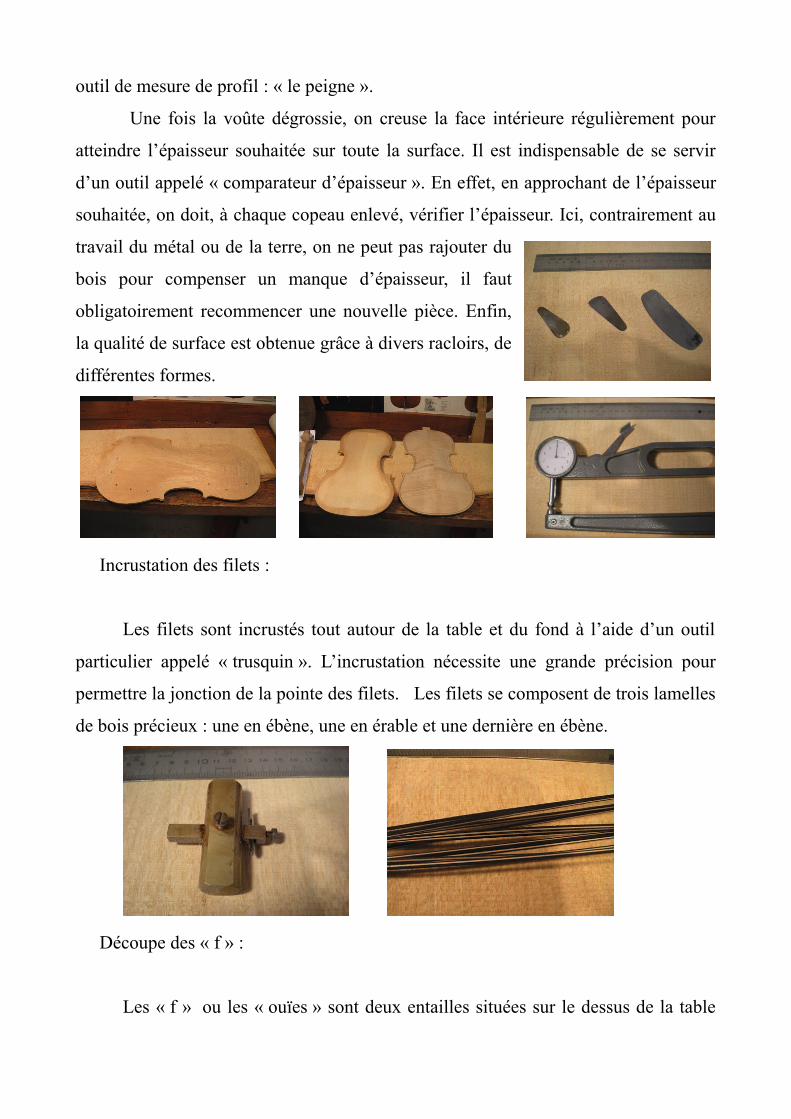
Une fois la voûte dégrossie, on creuse la face intérieure régulièrement pour
atteindre l’épaisseur souhaitée sur toute la surface. Il est indispensable de se servir
d’un outil appelé « comparateur d’épaisseur ». En effet, en approchant de l’épaisseur
souhaitée, on doit, à chaque copeau enlevé, vérifier l’épaisseur. Ici, contrairement au
travail du métal ou de la terre, on ne peut pas rajouter du
bois pour compenser un manque d’épaisseur, il faut
obligatoirement recommencer une nouvelle pièce. Enfin,
la qualité de surface est obtenue grâce à divers racloirs, de
différentes formes.
Incrustation des filets :
Les filets sont incrustés tout autour de la table et du fond à l’aide d’un outil
particulier appelé « trusquin ». L’incrustation nécessite une grande précision pour
permettre la jonction de la pointe des filets. Les filets se composent de trois lamelles
de bois précieux : une en ébène, une en érable et une dernière en ébène.
Découpe des « f » :
Les « f » ou les « ouïes » sont deux entailles situées sur le dessus de la table
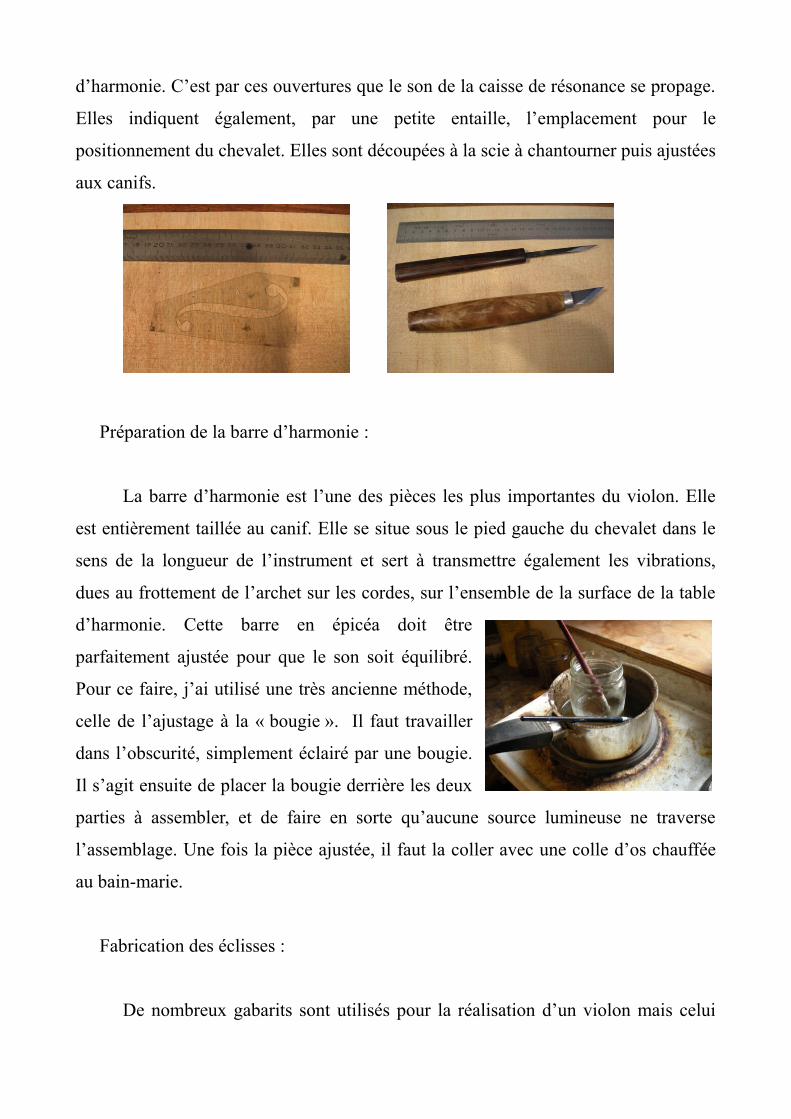
d’harmonie. C’est par ces ouvertures que le son de la caisse de résonance se propage.
Elles indiquent également, par une petite entaille, l’emplacement pour le
positionnement du chevalet. Elles sont découpées à la scie à chantourner puis ajustées
aux canifs.
Préparation de la barre d’harmonie :
La barre d’harmonie est l’une des pièces les plus importantes du violon. Elle
est entièrement taillée au canif. Elle se situe sous le pied gauche du chevalet dans le
sens de la longueur de l’instrument et sert à transmettre également les vibrations,
dues au frottement de l’archet sur les cordes, sur l’ensemble de la surface de la table
d’harmonie. Cette barre en épicéa doit être
parfaitement ajustée pour que le son soit équilibré.
Pour ce faire, j’ai utilisé une très ancienne méthode,
celle de l’ajustage à la « bougie ». Il faut travailler
dans l’obscurité, simplement éclairé par une bougie.
Il s’agit ensuite de placer la bougie derrière les deux
parties à assembler, et de faire en sorte qu’aucune source lumineuse ne traverse
l’assemblage. Une fois la pièce ajustée, il faut la coller avec une colle d’os chauffée
au bain-marie.
Fabrication des éclisses :
De nombreux gabarits sont utilisés pour la réalisation d’un violon mais celui
des éclisses et contre- éclisses est réellement indispensable. Dans un premier temps, il
faut préparer et fixer des petits morceaux de bois taillé à la gouge à la forme
souhaitée qui serviront de guide et de renforts pour les éclisses. On les appelle
« tasseaux ».
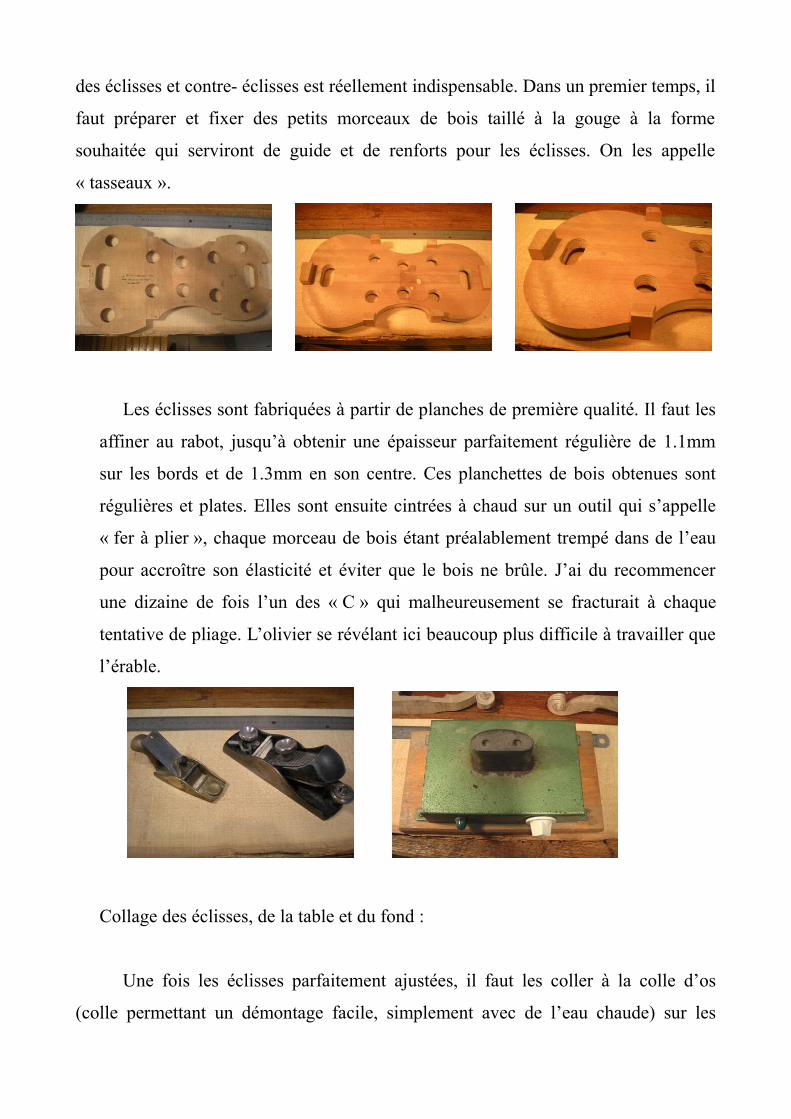
Les éclisses sont fabriquées à partir de planches de première qualité. Il faut les
affiner au rabot, jusqu’à obtenir une épaisseur parfaitement régulière de 1.1mm
sur les bords et de 1.3mm en son centre. Ces planchettes de bois obtenues sont
régulières et plates. Elles sont ensuite cintrées à chaud sur un outil qui s’appelle
« fer à plier », chaque morceau de bois étant préalablement trempé dans de l’eau
pour accroître son élasticité et éviter que le bois ne brûle. J’ai du recommencer
une dizaine de fois l’un des « C » qui malheureusement se fracturait à chaque
tentative de pliage. L’olivier se révélant ici beaucoup plus difficile à travailler que
l’érable.
Collage des éclisses, de la table et du fond :
Une fois les éclisses parfaitement ajustées, il faut les coller à la colle d’os
(colle permettant un démontage facile, simplement avec de l’eau chaude) sur les
tasseaux préparés à cet effet. Une fois la colle sèche, on ajuste les contre- éclisses. Ce
sont des lamelles fines d’épicéa d’un demi centimètre de large collées contre les
éclisses pour rigidifier l’ensemble et également renforcer le collage entre la caisse de
résonance et les éclisses.
La surface des éclisses n’étant pas parfaitement
plane, il est nécessaire de les aplanir au rabot avant d’y
ajuster puis d’y coller la table d’harmonie et le fond.
Pour ce faire, j’ai utilisé des presses dites « à tabler ».
Sculpture de la tête :
Après avoir assemblé la caisse de résonance, il faut construire la tête sur
laquelle viennent se fixer les chevilles, les cordes et la touche.
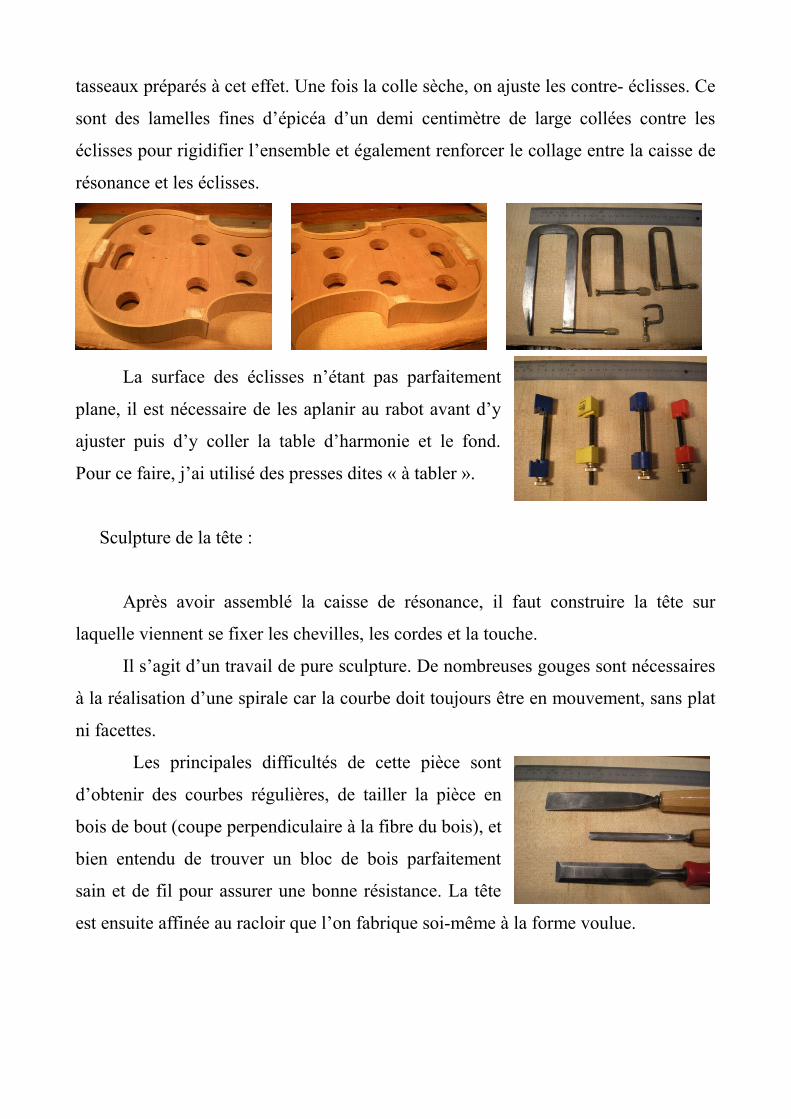
Il s’agit d’un travail de pure sculpture. De nombreuses gouges sont nécessaires
à la réalisation d’une spirale car la courbe doit toujours être en mouvement, sans plat
ni facettes.
Les principales difficultés de cette pièce sont
d’obtenir des courbes régulières, de tailler la pièce en
bois de bout (coupe perpendiculaire à la fibre du bois), et
bien entendu de trouver un bloc de bois parfaitement
sain et de fil pour assurer une bonne résistance. La tête
est ensuite affinée au racloir que l’on fabrique soi-même à la forme voulue.
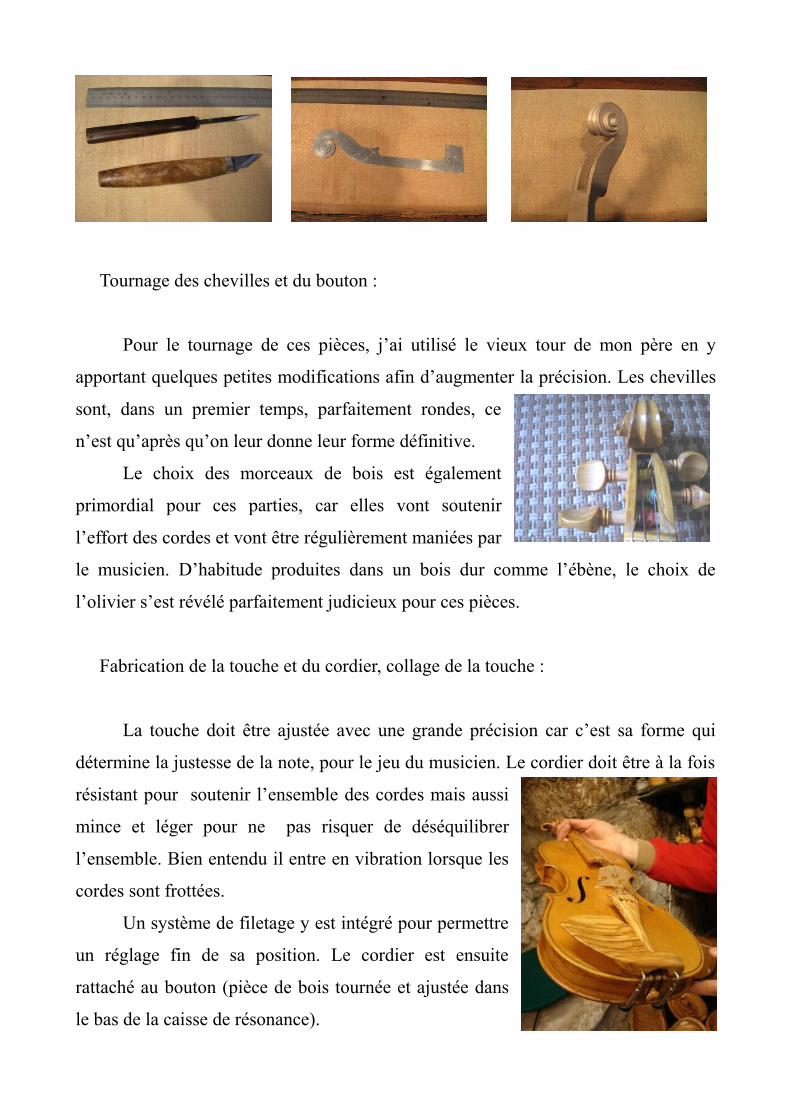
Tournage des chevilles et du bouton :
Pour le tournage de ces pièces, j’ai utilisé le vieux tour de mon père en y
apportant quelques petites modifications afin d’augmenter la précision. Les chevilles
sont, dans un premier temps, parfaitement rondes, ce
n’est qu’après qu’on leur donne leur forme définitive.
Le choix des morceaux de bois est également
primordial pour ces parties, car elles vont soutenir
l’effort des cordes et vont être régulièrement maniées par
le musicien. D’habitude produites dans un bois dur comme l’ébène, le choix de
l’olivier s’est révélé parfaitement judicieux pour ces pièces.
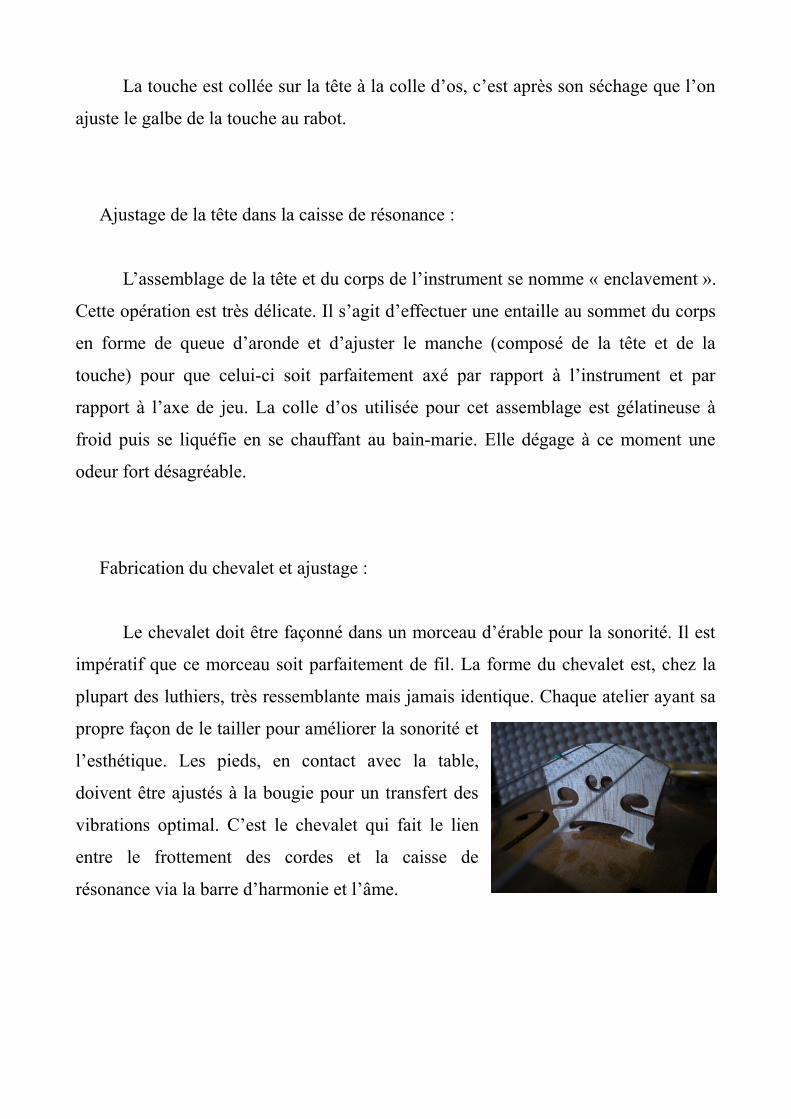
Fabrication de la touche et du cordier, collage de la touche :
La touche doit être ajustée avec une grande précision car c’est sa forme qui
détermine la justesse de la note, pour le jeu du musicien. Le cordier doit être à la fois
résistant pour soutenir l’ensemble des cordes mais aussi
mince et léger pour ne pas risquer de déséquilibrer
l’ensemble. Bien entendu il entre en vibration lorsque les
cordes sont frottées.
Un système de filetage y est intégré pour permettre
un réglage fin de sa position. Le cordier est ensuite
rattaché au bouton (pièce de bois tournée et ajustée dans
le bas de la caisse de résonance).
La touche est collée sur la tête à la colle d’os, c’est après son séchage que l’on
ajuste le galbe de la touche au rabot.
Ajustage de la tête dans la caisse de résonance :
L’assemblage de la tête et du corps de l’instrument se nomme « enclavement ».
Cette opération est très délicate. Il s’agit d’effectuer une entaille au sommet du corps
en forme de queue d’aronde et d’ajuster le manche (composé de la tête et de la
touche) pour que celui-ci soit parfaitement axé par rapport à l’instrument et par
rapport à l’axe de jeu. La colle d’os utilisée pour cet assemblage est gélatineuse à
froid puis se liquéfie en se chauffant au bain-marie. Elle dégage à ce moment une
odeur fort désagréable.
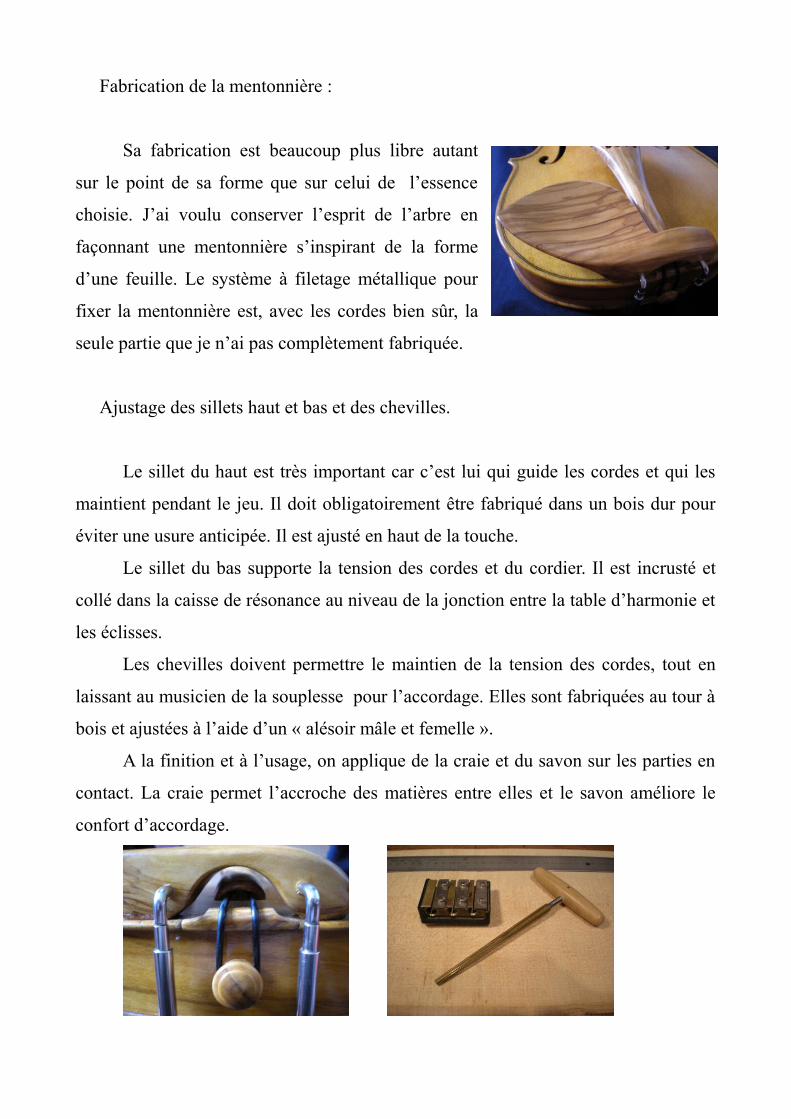
Fabrication du chevalet et ajustage :
Le chevalet doit être façonné dans un morceau d’érable pour la sonorité. Il est
impératif que ce morceau soit parfaitement de fil. La forme du chevalet est, chez la
plupart des luthiers, très ressemblante mais jamais identique. Chaque atelier ayant sa
propre façon de le tailler pour améliorer la sonorité et
l’esthétique. Les pieds, en contact avec la table,
doivent être ajustés à la bougie pour un transfert des
vibrations optimal. C’est le chevalet qui fait le lien
entre le frottement des cordes et la caisse de
résonance via la barre d’harmonie et l’âme.
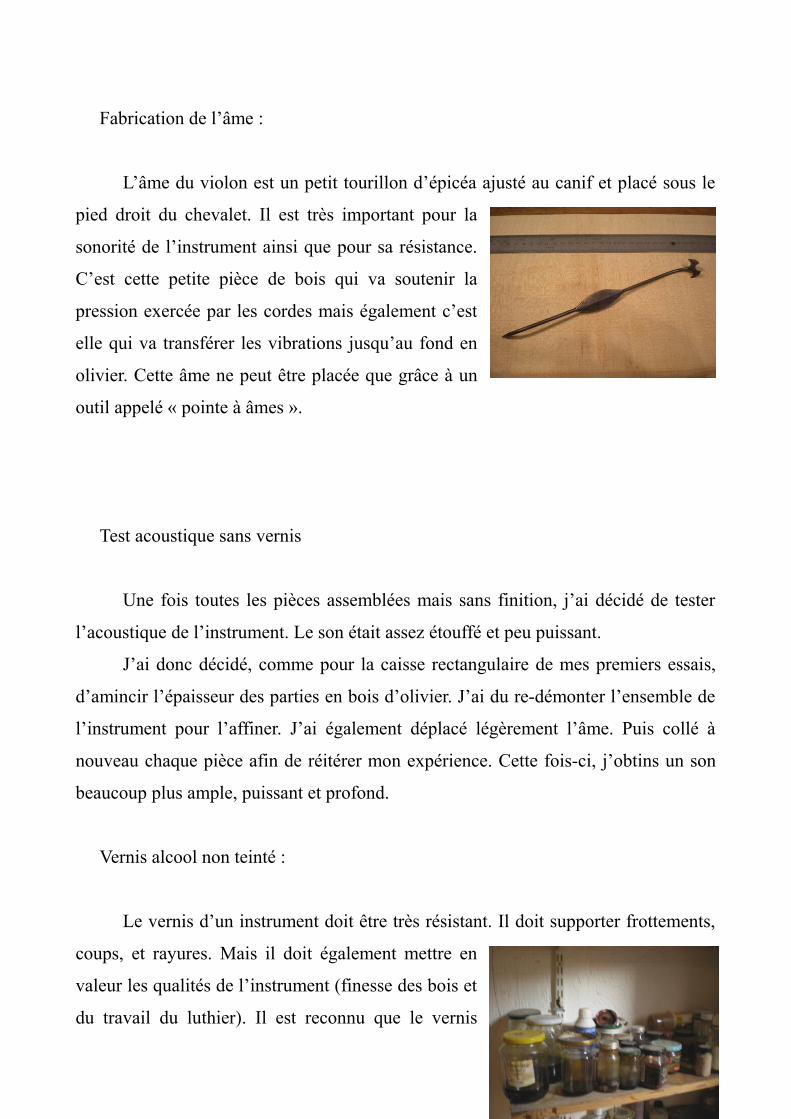
Fabrication de la mentonnière :
Sa fabrication est beaucoup plus libre autant
sur le point de sa forme que sur celui de l’essence
choisie. J’ai voulu conserver l’esprit de l’arbre en
façonnant une mentonnière s’inspirant de la forme
d’une feuille. Le système à filetage métallique pour
fixer la mentonnière est, avec les cordes bien sûr, la
seule partie que je n’ai pas complètement fabriquée.
Ajustage des sillets haut et bas et des chevilles.
Le sillet du haut est très important car c’est lui qui guide les cordes et qui les
maintient pendant le jeu. Il doit obligatoirement être fabriqué dans un bois dur pour
éviter une usure anticipée. Il est ajusté en haut de la touche.
Le sillet du bas supporte la tension des cordes et du cordier. Il est incrusté et
collé dans la caisse de résonance au niveau de la jonction entre la table d’harmonie et
les éclisses.
Les chevilles doivent permettre le maintien de la tension des cordes, tout en
laissant au musicien de la souplesse pour l’accordage. Elles sont fabriquées au tour à
bois et ajustées à l’aide d’un « alésoir mâle et femelle ».
A la finition et à l’usage, on applique de la craie et du savon sur les parties en
contact. La craie permet l’accroche des matières entre elles et le savon améliore le
confort d’accordage.
Fabrication de l’âme :
L’âme du violon est un petit tourillon d’épicéa ajusté au canif et placé sous le
pied droit du chevalet. Il est très important pour la
sonorité de l’instrument ainsi que pour sa résistance.
C’est cette petite pièce de bois qui va soutenir la
pression exercée par les cordes mais également c’est
elle qui va transférer les vibrations jusqu’au fond en
olivier. Cette âme ne peut être placée que grâce à un
outil appelé « pointe à âmes ».
Test acoustique sans vernis
Une fois toutes les pièces assemblées mais sans finition, j’ai décidé de tester
l’acoustique de l’instrument. Le son était assez étouffé et peu puissant.
J’ai donc décidé, comme pour la caisse rectangulaire de mes premiers essais,
d’amincir l’épaisseur des parties en bois d’olivier. J’ai du re-démonter l’ensemble de
l’instrument pour l’affiner. J’ai également déplacé légèrement l’âme. Puis collé à
nouveau chaque pièce afin de réitérer mon expérience. Cette fois-ci, j’obtins un son
beaucoup plus ample, puissant et profond.
Vernis alcool non teinté :
Le vernis d’un instrument doit être très résistant. Il doit supporter frottements,
coups, et rayures. Mais il doit également mettre en
valeur les qualités de l’instrument (finesse des bois et
du travail du luthier). Il est reconnu que le vernis
améliore considérablement la sonorité de l’instrument. De nombreux spécialistes
cherchent toujours la composition exacte des vernis utilisés au XVII ième siècle par
des luthiers comme Stradivarius ou Guarneri…
J’ai pour ma part utilisé un vernis à l’alcool non teinté passé avec un pinceau
aux poils de martre. Après une dizaine de couches et un léger égrenage à l’eau, j’ai
appliqué un vernis au tampon sur toute la surface. Cette opération doit être reproduite
maintes fois et dure de nombreuses heures.
Montage complet de l’instrument :
L’installation de toutes les pièces sur le violon (chevilles, cordier, cordes,
mentonnière…) constitue la dernière étape de la fabrication. L’instrument doit être
alors accordé plusieurs fois pour vérifier sa résistance à la tension des cordes puis
joué.
CONCLUSION
Ce travail, commencé avec les premiers tests en janvier 2000 et terminé début
2008, aura occupé près de cinq mois et demi de travail à temps plein.
Le choix de l’olivier à la place de l’érable y est pour beaucoup. L’érable est en
effet plus droit, plus tendre et plus malléable que le bois d’olivier. Il se prête donc
parfaitement au travail de lutherie : là où l’érable se plie, l’olivier se casse et là où

l’érable se surface parfaitement, la fibre de l’olivier s’arrache. J’ai du m’armer de
patience et recommencer encore et encore jusqu'à que les pièces souhaitées soient
parfaites.
Mais quel résultat ! Une fois terminé, j’ai eu la chance d’entendre de nombreux
violonistes s’exercer sur mon violon, et à chaque fois les mêmes critiques : un son
rond et doux, puissant dans les basses et les médiums, et nuancé dans les aigus. Un
timbre différent de celui d’un violon classique, se rapprochant de celui de l’alto qui
ne laisse personne indifférent. Si bien que des luthiers de la Côte d’Azur m’ont
contacté pour pouvoir, à leur tour, tester mon instrument. Ils furent étonnés par le son
et par son aspect unique.