Les Etapes Des Travaux de Pose
38
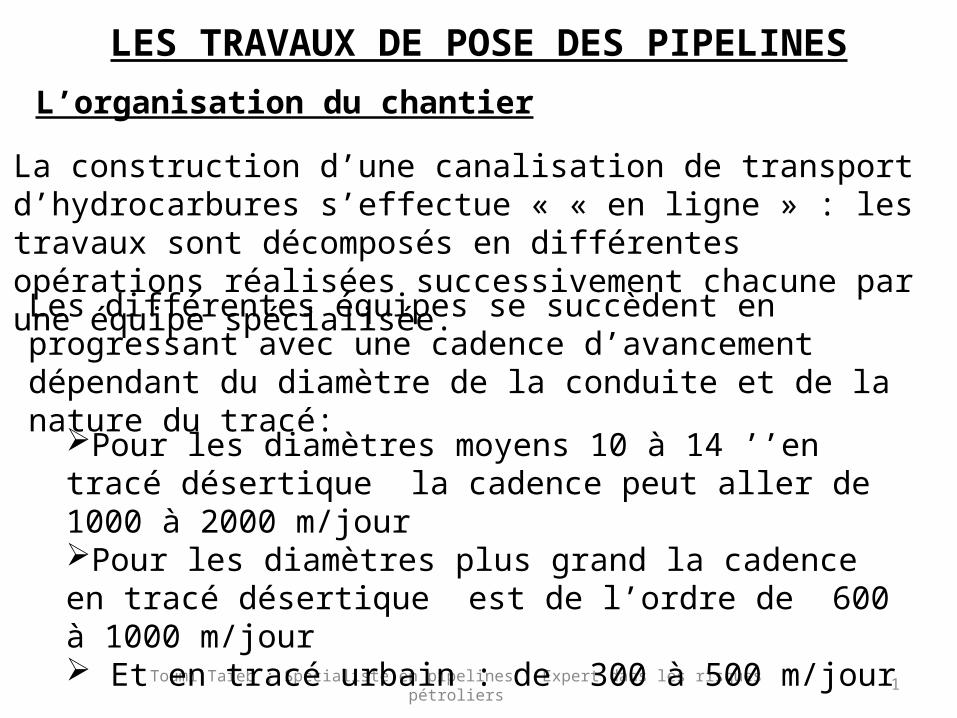
LES TRAVAUX DE POSE DES PIPELINES 1 Toumi Taieb ; Spécialiste en pipelines , Expert dans les risques pétroliers L’organisation du chantier La construction d’une canalisation de transport d’hydrocarbures s’effectue « « en ligne » : les travaux sont décomposés en différentes opérations réalisées successivement chacune par une équipe spécialisée. Les différentes équipes se succèdent en progressant avec une cadence d’avancement dépendant du diamètre de la conduite et de la nature du tracé: Pour les diamètres moyens 10 à 14 ’’en tracé désertique la cadence peut aller de 1000 à 2000 m/jour Pour les diamètres plus grand la cadence en tracé désertique est de l’ordre de 600 à 1000 m/jour Et en tracé urbain : de 300 à 500 m/jour
-
Upload
mahdi-daly -
Category
Documents
-
view
275 -
download
7
Transcript of Les Etapes Des Travaux de Pose
LES TRAVAUX DE POSE DES PIPELINES
1Toumi Taieb ; Spécialiste en pipelines , Expert dans les risques pétroliers
L’organisation du chantier
La construction d’une canalisation de transport d’hydrocarbures s’effectue « « en ligne » : les travaux sont décomposés en différentes opérations réalisées successivement chacune par une équipe spécialisée.Les différentes équipes se succèdent en progressant avec une cadence d’avancement dépendant du diamètre de la conduite et de la nature du tracé:
Pour les diamètres moyens 10 à 14 ’’en tracé désertique la cadence peut aller de 1000 à 2000 m/jourPour les diamètres plus grand la cadence en tracé désertique est de l’ordre de 600 à 1000 m/jour Et en tracé urbain : de 300 à 500 m/jour

2
Les points spéciaux et particuliers tels que les traversées de rivières, les croisements de routes, constituent des « obstacles » à la progression du chantier . Leurs franchissements sont réalisés de manière indépendante par des équipes spécifiques.
Dans le cas d’une canalisation de grande longueur, on peut être amené pour respecter l’échéancier de construction, de procéder à une décomposition du chantier en lots : chaque lot correspond à la réalisation complète d’un tronçon de l’ouvrage (longueur de l’ordre de 50 à 90 km).
3
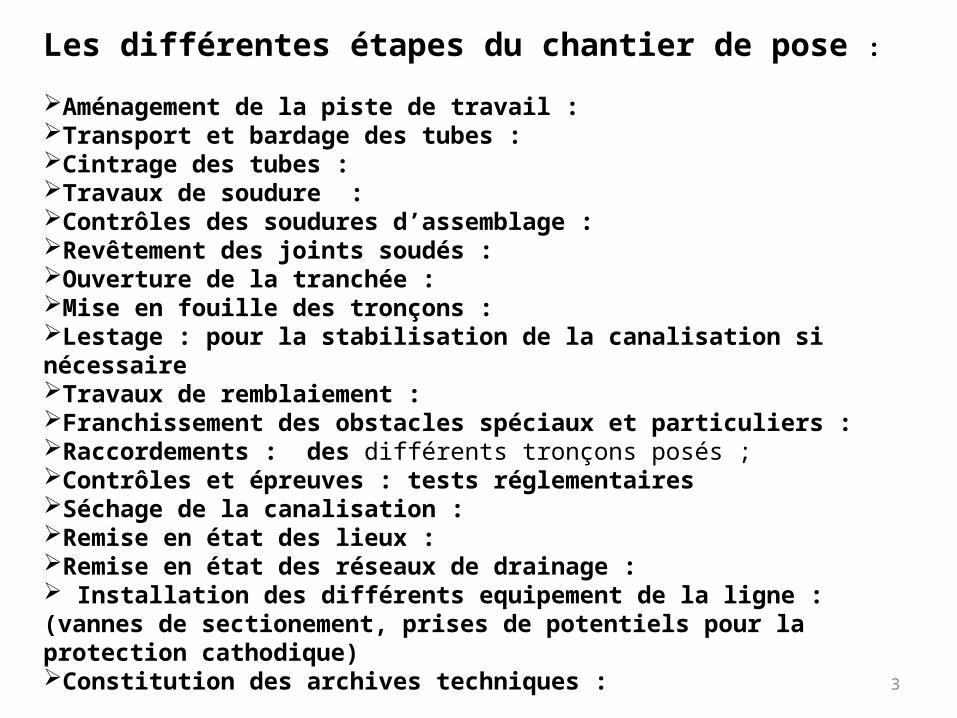
Les différentes étapes du chantier de pose :
Aménagement de la piste de travail : Transport et bardage des tubes : Cintrage des tubes : Travaux de soudure : Contrôles des soudures d’assemblage :Revêtement des joints soudés :Ouverture de la tranchée : Mise en fouille des tronçons : Lestage : pour la stabilisation de la canalisation si nécessaireTravaux de remblaiement :Franchissement des obstacles spéciaux et particuliers :Raccordements : des différents tronçons posés ;Contrôles et épreuves : tests réglementairesSéchage de la canalisation : Remise en état des lieux : Remise en état des réseaux de drainage : Installation des différents equipement de la ligne : (vannes de sectionement, prises de potentiels pour la protection cathodique)Constitution des archives techniques :
4
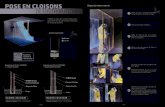
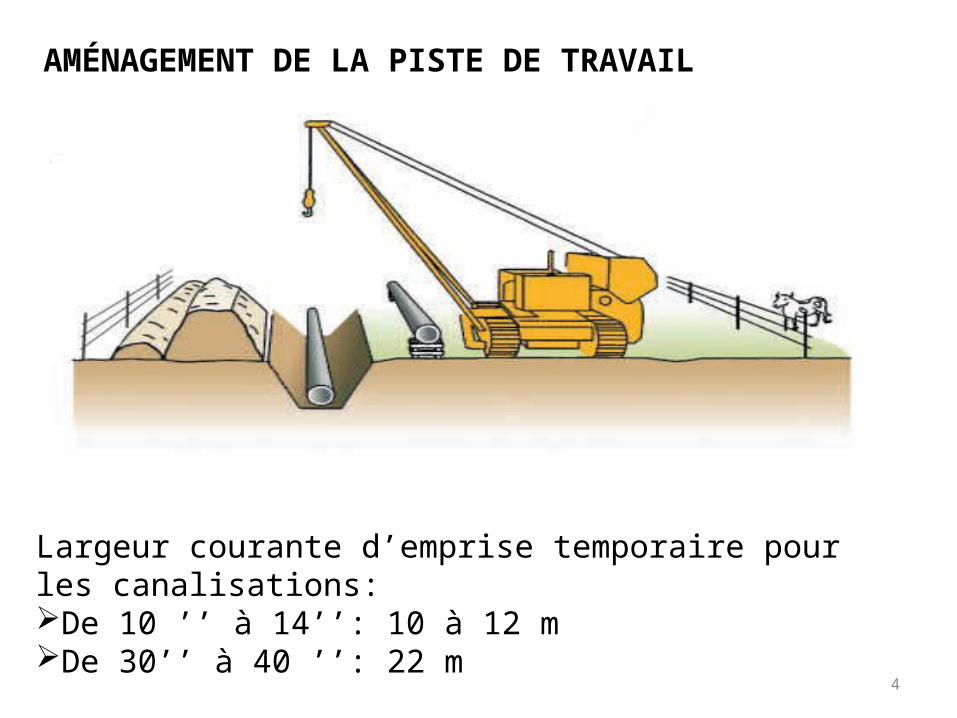
AMÉNAGEMENT DE LA PISTE DE TRAVAIL
Largeur courante d’emprise temporaire pour les canalisations:De 10 ’’ à 14’’: 10 à 12 mDe 30’’ à 40 ’’: 22 m

5
Les différentes opérations à réaliser:Piquetage et balisage du tracé: Aménagement provisoire de la piste :
oDépose des clôtures existantes sur la piste de travail,oMise en place de buses pour permettre la circulation des engins,
Déboisage & débroussaillement,Exécution de sondages pour:o Le repérage et le balisage des ouvrages souterrains existantsoVérifier la nature du sous-sol.oDéplacement éventuel des obstacles aériens(poteaux électriques, téléphoniques,

6
Les lieux de transfert de propriété Les moyens à mettre en place pour la manutention des tubes Les normes et réglementation à respecter: (API RP5L1 & API RP 5LW) Les emplacements prédéterminés pour le stockage intermédiaires Les moyens adéquats pour le chargement des tubes sur camions Le transport routier par camions selon un plan de circulation
convenu et validé s’il y’a lieu par les autorités compétentes.oJusqu’aux lieux de stockage intermédiairesoJusqu’au lieu de leur déchargement en bordure de la piste
Les dispositions à respecter pour le stockage (calage, nombre et dispositions des rangés par lot et par épaisseur)
Déchargement et répartition des tubes en bordure de la future tranchée (conformément au plan de bardage préétabli).
TRANSPORT ET BARDAGE DES TUBESDifférentes tâches à réaliser:Ces taches doivent s’effectuer conformément à une procédure de prise en charge par l’Entreprise des tubes au lieu de déchargement et devant préciser :
7
Principales précautions à respecter lors de déchargement, le transport et le stockage des tubes :
Les camions doivent être équipés de berceaux adaptés notamment pour les tubes revêtus et doivent être approuvés par le MO
Utiliser des grues de capacité adapté au poids des tubes (20à30 tonnes) équipés de barre de levage ou d’élingues.
Les crochets des élingues et palonnier doivent être protégés par du teflon ou du néoprene.
Les tubes seront stockés par lot selon leur épaisseur et signalés par des panneaux
Prévoir un calage en bois permettant de garder les tubes à environ 30 cm au dessus du sol
Le nombre des rangés dépend du poids et du diamètres des tubes :3 à 5 maximum
8
A la fin de l’opération de transport et de déchargement un procès verbal doit dressé et signé par les représentants des deux parties et devant indiquer la liste des tubes comportant une avarie (déformation , défaut de revêtement , défaut au niveau des chanfreins )
En outre lors de déchargement une expertise de l’état des tubes doit être effectuée par un expert agrée par l’assurance qui sera convoqué à cet effet par l’entrepreneur.
La responsabilité de l’entrepreneur est engagé dès la prise en charge des tubes et continue jusqu’à la réception provisoire de l’ouvrage

9
Avancement, cadence: selon diamètre éloignement des lieux de stockage et de bardage : de 300 à 1000 m/jour par lot (en moyenne 20 rotations par jour pour des tubes de 12 à 18 m de long).

10
11
CINTRAGE DES TUBES
Le cintrage a pour objet de donner aux tubes la courbe permanente voulue pour assurer les changements de direction et de pente,
Le cintrage des tubes est réalisé sur site, à froid, à l’aide de cintreuses hydrauliques et dans les limites des propriétés mécaniques de l’acier de fabrication des tubes.
Le cintrage peut également être réalisé pour un certain nombre de tubes à chaud en usine selon les spécificités du chantier.

12

13
SOUDAGE DES TUBES
Les tubes sont positionnés bout à bout puis assemblés par une soudure réalisée en plusieurs passes selon une procédure préparée par l’entreprise et agrée préalablement par l’engineering et l’organisme de contrôle .
La longueur des tronçons assemblés (d’un seul tenant) est limitée par la configuration du tracé ou par les obstacles rencontrés (routes, rivières,...) et par les contraintes des contrôles NDT. Elle peut atteindre 2 à 3 km.
les soudeurs font l’objet également d’épreuves de qualification et d’homologation pour la procédure de soudage déjà agrée et ce avant le démarrage du chantier).
Les soudures sont rigoureusement contrôlées pour s’assurer de la bonne qualité de l’assemblage.

14
Procédure de soudage

15
Soudage manuel
Soudage automatique

16
CONTRÔLE DES SOUDURES
Dans le cas de pipelines pour le transport des hydrocarbures liquides les soudures doivent subir un contrôle destructif pour vérifier que sa résistance à la rupture est égale à celle du métal des tubes . Ce contrôle s’effectuera toutes les 100 soudures (clause 4.13 de la NT:109.02)Un contrôle NDT portant sur 20 % des soudures en terrain de catégorie 1:Clause 4.13 (100 % dans le cas de conduite de transport de gaz)
Le contrôle non destructif s’effectue par l’une des méthodes; gammagraphie, rayons X, ultrasons.Les résultats sont interprétés compte tenu des tolérancesadmises dans la norme de référence : API 1104 .

17
Les contrôles NDT seront précédés par un examen visuel des soudures à effectuer par les inspecteurs sur chantier pour s’assurer :- de l’absence de défauts apparents hors tolérances,- de la conformité aux tolérances des caractéristiquesdimensionnelles des soudures.

18
REVÊTEMENT DES JOINTS SOUDÉS
Les tubes sont enrobés extérieurement en usine par un revêtement polyéthylène d’environ 2 à 3 mm d’épaisseur.Leurs extrémités sont laissées nues pour permettre la réalisation des soudures d’assemblage.
Après exécution des soudures et avant mise en fouille, l’enrobage doit être reconstitué au droit des joints soudés pour assurer une protection continue de la canalisation et empêcher le mécanisme de corrosion.

19
Les procédés couramment mises en œuvre : Système de protection par bandes enroulées autour de la canalisation, Système de manchon thermo rétractable,Système par projection d’époxy.
La mise en œuvre consiste en :Préparation soignée des surfaces à revêtir (nettoyage, Sablage, brossage, séchage,...).Mise en œuvre de l’un des procédés de revêtement agrées par le client .Contrôle du revêtement réalisé au balai électrique.

20

21
OUVERTURE DE LA TRANCHÉE
Caractéristiques de la tranchéeLargeur : elle doit permettre la mise en fouille de la canalisation sans détérioration de son revêtement.40 cm pour des conduites de diamètre 8’’90 cm pour des diamètres de 20 ‘’Profondeur : hauteur minimale de recouvrement sur le tube : 80 cm(article 4 de la norme NT.109.02). Elle peut être majorée dans les traversées de route, les souilles et les zones caillouteuses et les franchissements d’obstacles pour permettre la mise en place de protections autour du revêtement de la canalisation .
Le creusement de la tranchée s’effectuera en deux étapes :1)Décapage systématique de la terre végétale et dépôt en bordure de la piste, 2) Creusement de la tranchée (pelle mécanique ou trancheuse) et dépôt des déblais en bordure de fouille

22
Trancheuse en action

23
Rabattement de nappes :
24
MISE EN FOUILLE
La mise en fouille s’effectue au moyen de grue de levage (side boom).
Avant la descente en fouille, la qualité du revêtement est contrôléeà l’aide d’un « balai électrique ».
Dans le cas ou le terrain est très rocheux, sur le « fond de fouille » est posé un lit de sable .

25
Grue de levage (side-boom)

26
LESTAGE OU ANCRAGE
Dans les zones marécageuses ou inondables, il peut être nécessaire de lester ou d’ancrer la canalisation pour assurer sa stabilité.
Les effets de la poussée d’Archimède doivent parfois être compensés pour assurer une parfaite stabilité de l’ouvrage.
Les tronçons de canalisation concernés sont alors :- soit lestés par des anneaux ou des cavaliers de surcharge,- soit lestés par un enrobage béton continu,- soit ancrés par un dispositif approprié.
L’installation des ces systèmes nécessite la mise en place préalable d’une protection mécanique du revêtement des tubes.

27
Mise en place des cavaliers

28
REMBLAIEMENT DE LA TRANCHÉE
Le remblaiement est effectué aussitôt après la mise en fouille pour éviter toute détérioration de l’ouvrage.
Remblai de la partie inférieure de la tranchée avec matériel adapté à la nature des matériaux et, le cas échéant, de matériaux meubles.
Remise en place de la totalité de la terre végétale.
Un cordon de remblais est laissé en raison du tassement à venir.
Reconstitution des chemins, accès,Mise en place des dispositifs de protection prévus au-dessus de la canalisation (dalles, grillage avertisseur,...) sur la totalité du tracé et des dalles béton selon les cas spécifiés en matière de sécurité (croisement de route ou de conduites,…).

29
FRANCHISSEMENT DES POINTS PARTICULIERS
Les franchissements de points spéciaux et particuliers tels que rivières, canaux, voies ferrées, autoroutes, routes,... ne sont pas réalisés dans le cadre du chantier de pose « en ligne » Ils sont réalisés de manière indépendante puis raccordés aux tronçons adjacents.
Les différentes techniques utilisés :1) Traversée en « tranchée ouverte » :
2) Mise en place de buses à ciel ouvert (éventuellementpar demi-chaussée) :
3) Traversées par Fonçage ou forage horizental : avec mise en place d’une gaine sous l’obstacle à franchir dans laquelle le tube sera enfilé ultérieurement.
30
LES ÉPREUVES HYDROSTATIQUES
L’ensemble de la canalisation doit subir, par tronçon les épreuves hydrauliques réglementaires pour la vérification de la résistance mécanique et d’étanchéité.Ces épreuves s’effectueront selon une procédures devant être établie en prenant en considération les dispositions prévues par la clause 5 de la norme NT:109.02 et qui comprend les étapes suivantes :
1) Nettoyage de la conduite et remplissage en eau
L’eau qui sera utilisé pour le remplissage devra être préalablement analyser afin de déceler des éventuels produits corrosifs et prévoir l’addition d’un inhibiteur de corrosion

31
5) Réalisation de l’épreuve de résistance à une durée d’environ 2 heures.
2) Contrôle de la géométrie pour détecter les éventuelles déformations par le passage d’un piston-racleur avec plaque gabarit.3) Stabilisation thermique à une pression = 90 % de la pression prévue pour l’essai d’étanchéité pendant une durée dépendant du volume de la conduite. La durée de la stabilisation est fonction du diamètre de la conduite.
Φ≤ 400 mm: 1 jour
400 mm ≤Φ≤750 mm:2 jours
Φ≥800 mm: 3 jours4) Epreuve de présence d’air qui sera réalisé à la pression de l’épreuve de contrôle de l’étanchéité

32
5) Réalisation de l’épreuve d’étancheité à une pression égale à la pression maximale prévue en service pendant une durée minimale de 6 heure ( Norme NT.109.02) . La durée étant fonction du volume de la conduite au moins 24 H pour un volume ≥5000 m3
La procédure des épreuves hydrostatiques doit indiquer tous les moyens humains et en matériel à mettre en place pour les tests et notamment:Les pompes de remplissage et de mise en pressionLes capacités de stockage en eauLa balance manométrique avec enregistreurLes sondes de mesures de température Les racleurs de nettoyage et de séchageLes moyens humains nécessaires et les inspecteurs agrées

33
SÉCHAGE DE LA CANALISATION
La canalisation est vidangée et essuyée après la réalisation des épreuves hydrauliques.Les différentes méthodes de séchage sont :Séchage à l’air sec : circulation à intervalles réguliers de pistons-racleurs propulsés par de l’air sec,Séchage par évaporation sous vide, Eventuellement, séchage par dilution dans un liquide absorbant.
Le séchage est mis en œuvre par tronçon, après finition complète de la canalisation,

34
RACCORDEMENTS
Les tronçons de canalisation posés sont assemblés bout à bout par une soudure réalisée généralement en fond de fouille
Les soudures de raccordement qui n’ont pas été testés lors de l’épreuve hydrostatiques des tronçons subiront les contrôles radio de garantie et seront contrôles en pression lors de la mise sous pression du pipeline en produit
35
REMISE EN ÉTAT DES LIEUX
A l’achèvement des travaux, tous les terrains traversés doivent être rétablis dans leur état initial sur la totalité de l’emprise du chantier.L’état initial des lieux concernés par l’emprise du chantier ayant fait l’objet d’un constat contradictoire entre l’exploitant agricole du terrain traversé, un représentant de l’entreprise de pose et un représentant de l’engineering .
A l’issue des travaux de remise en état, un nouveau constat contradictoire sera établi.
En outre à l’issue du chantier, le système de drainage préexistantdans les terrains traversés et ayant déjà fait l’objet d’un constat préalable est remis en état de fonctionnement sur la totalité de l’emprise des travaux.

36
ÉQUIPEMENT DE LA LIGNE :
Ces travaux comprennent la construction et l’aménagement des installations techniques réglementaires nécessaires pour l’exploitation de l’ouvrage :
1) Les Vannes de sectionnement et les piquage de raccordement ,
2) Les équipements du système de protection cathodique (postes de soutirage et prises de potentiel)

37

38
DOSSIER DES ARCHIVES TECHNIQUES
Il incombe à l’entreprise de préparer à la fin des travaux le dossier technique de recollement comprenant :Les plans (as built) de pose en plan et en profil de la canalisation et de l’ensemble de ses accessoires, sur support informatique :Plans de bornage et des sommets d’angle,Les plans de pose au niveau des points spéciaux et points particuliers Les plans des vannes de sectionnement et points de raccordementLe carnet de soudure indiquant le N° de chaque soudure , les longueurs de soudure à soudure et la valeur des angles et des coudes.
Les procès verbaux des épreuves hydrostatiques