LES COMPOSITES THERMOPLASTIQUES PEKK:...
26
LES COMPOSITES THERMOPLASTIQUES PEKK: UNE RÉPONSE POUR LES NOUVELLES CADENCES AÉRONAUTIQUES MICHEL GLOTIN 1
Transcript of LES COMPOSITES THERMOPLASTIQUES PEKK:...
LES COMPOSITES THERMOPLASTIQUES PEKK:
UNE RÉPONSE POUR LES NOUVELLES CADENCES AÉRONAUTIQUES
MICHEL GLOTIN
1
MATÉRIAUX COMPOSITES: VERS LA PHASE INDUSTRIELLE
Les procédés de fabrication de pièces composites pour
l’aéronautique sont le plus souvent peu adaptés à la production de
grande série.
Les nouveaux besoins liés notamment à l’allègement dans les
transports (auto, aéro) nécessitent d’aller vers la grande cadence
(milliers à centaines de milliers de pièces par an).
● Série typique auto « grande série » : 130 000 à 150 000
● Exemple sièges d’avions: 250*60 /mois: 1500 /Mois: 18 000 par an.
Nécessité de développer des technologies automatisables, haute
productivité, sans chutes et les produits et techniques de contrôles
associés.
Procédés éco-efficients , recyclabilité des pièces en fin de vie.
2
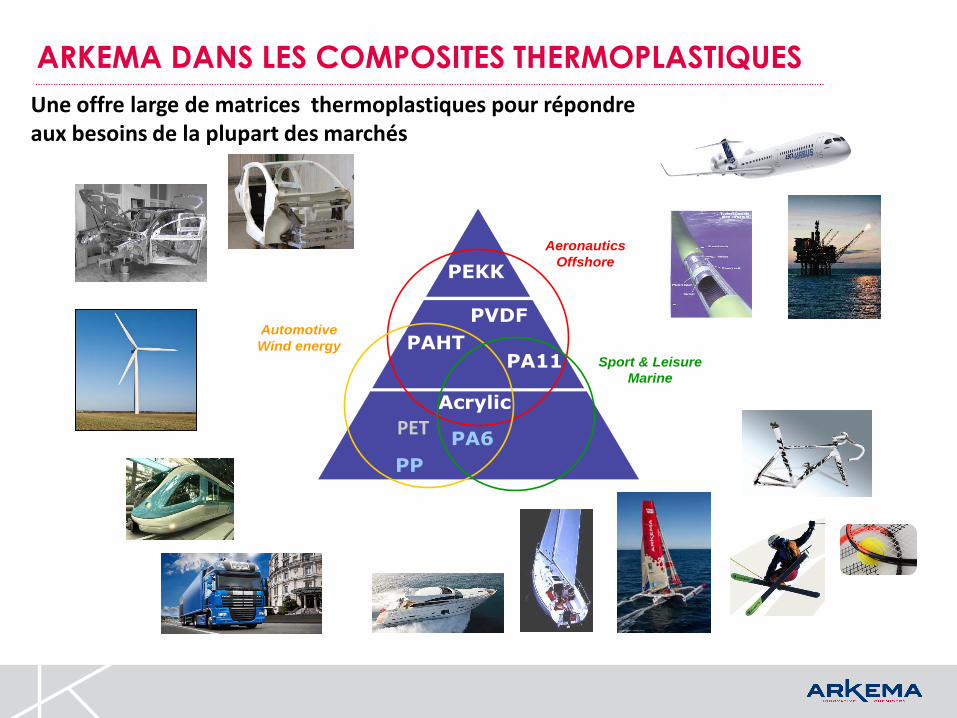
Une offre large de matrices thermoplastiques pour répondre aux besoins de la plupart des marchés
ARKEMA DANS LES COMPOSITES THERMOPLASTIQUES
PEKK
Acrylic
PVDF
PAHTPA11
PA6
PP
Aeronautics
Offshore
Automotive
Wind energy
Sport & Leisure
Marine
PET

LES SOLUTIONS COMPOSITES ARKEMA
- Une offre produit adaptée aux différentes technologies de mise en œuvre.
LES RÉSINES ELIUM®
Des résines TP qui se mettent en oeuvre comme
des résines TD
5
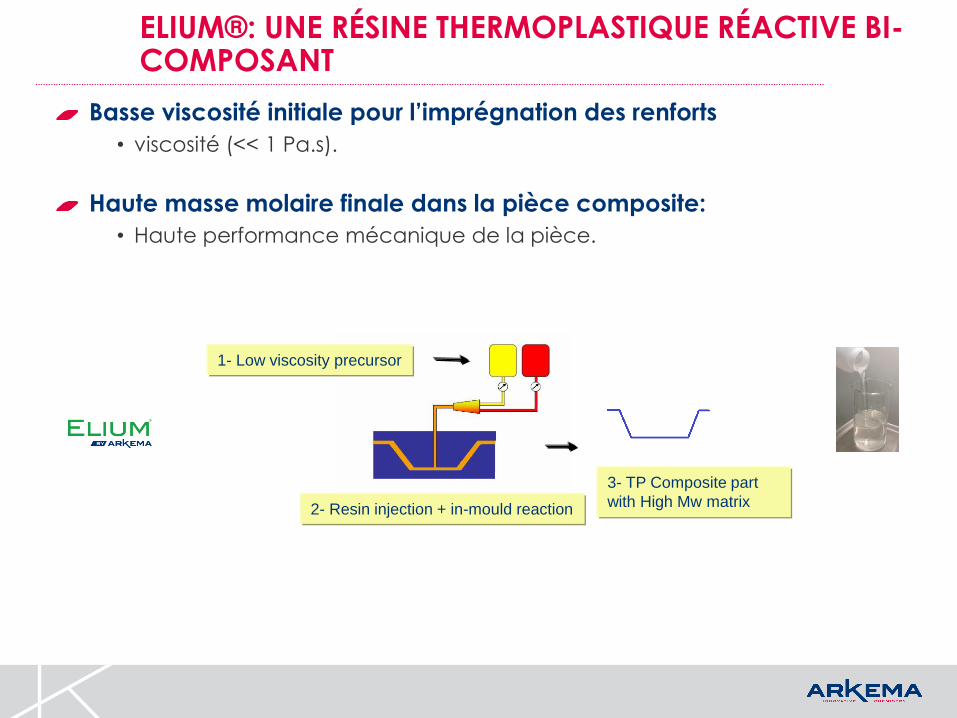
ELIUM®: UNE RÉSINE THERMOPLASTIQUE RÉACTIVE BI-COMPOSANT
Basse viscosité initiale pour l’imprégnation des renforts
• viscosité (<< 1 Pa.s).
Haute masse molaire finale dans la pièce composite:
• Haute performance mécanique de la pièce.
1- Low viscosity precursor
2- Resin injection + in-mould reaction
3- TP Composite part
with High Mw matrix
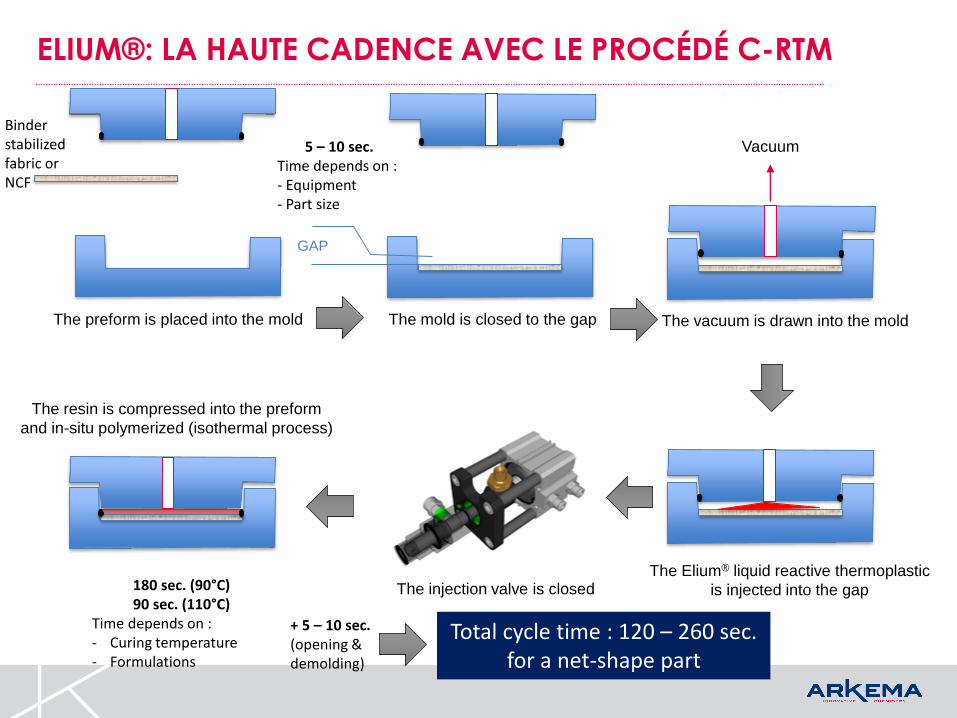
ELIUM®: LA HAUTE CADENCE AVEC LE PROCÉDÉ C-RTM
The preform is placed into the mold The mold is closed to the gap
The Elium® liquid reactive thermoplastic
is injected into the gap
The resin is compressed into the preform
and in-situ polymerized (isothermal process)
GAP
Vacuum
The vacuum is drawn into the mold
The injection valve is closed
5 – 10 sec.Time depends on : - Equipment- Part size
Binder stabilizedfabric or NCF
180 sec. (90°C)90 sec. (110°C)
Time depends on :- Curing temperature- Formulations
Total cycle time : 120 – 260 sec. for a net-shape part
+ 5 – 10 sec. (opening & demolding)

LE PROCÉDÉ « FAST-RTM » AVEC ELIUM®
8
La plateforme pilote Fast-RTM - Localisé à IRT-M2P Metz (F).- Ligne pilote pour composites TP (Elium® Arkema) et TD (Epoxy Hexion) - Cible 2017: production de 30 pièces /heure.
Glass fiber reinforced Elium® demo partmade on Fast-RTM pilot line

LES COMPOSITES À BASE DE PEKK (KEPSTAN®)
9
An Introduction to Polyether Ketone Ketone (PEKK) Co-Polymer
Le PEKK (Polyether ketone ketone) est initialement développé aux
USA pour le programme Apollo par Raychem puis Du Pont (Declar®).
Avant 2011, un seul producteur de PEKK (Cytec). Volumes limités
principalement pour la production interne de composites et le
Declar®.
Faible croissance vs PEEK.
En 2012, Arkema démarre une unité industrielle de production en
France (Normandie) sécurisant la supply chain, augmentation de
capacité en 2016.
Ceci conduit au développement du PEKK sur de nombreux marchés
et applications.
10
LE PEKK
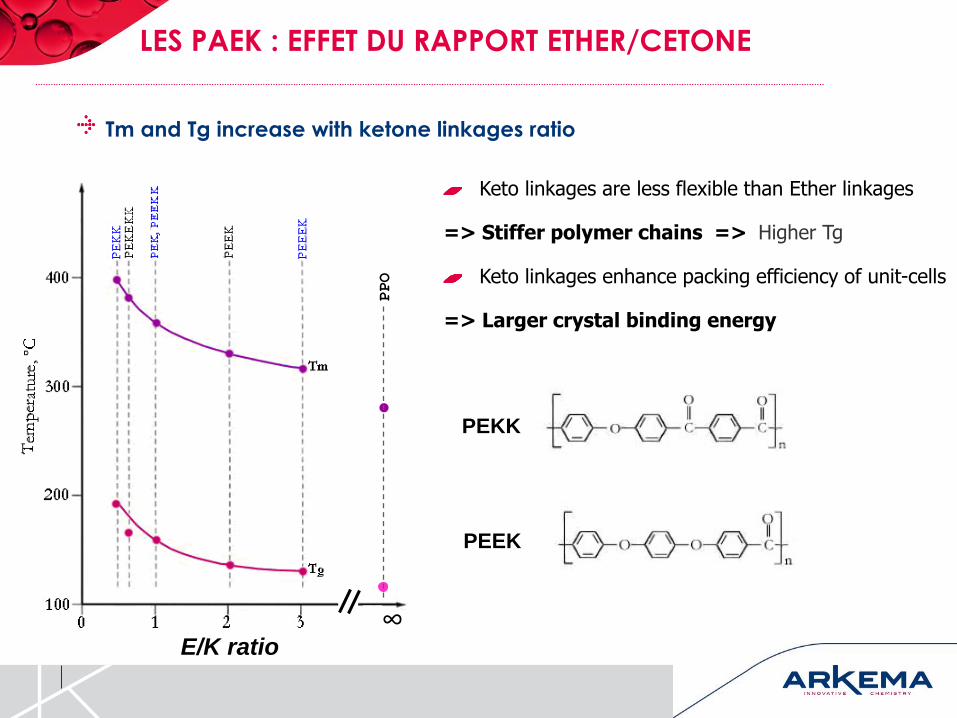
LES PAEK : EFFET DU RAPPORT ETHER/CETONE
Tm and Tg increase with ketone linkages ratio
PEKK
Keto linkages are less flexible than Ether linkages
=> Stiffer polymer chains => Higher Tg
Keto linkages enhance packing efficiency of unit-cells
=> Larger crystal binding energy
E/K ratio∞
PPO
PEEK
Aryl groups, Ether and Keto linkages have very high thermal stability
Resulting chemical backbone and crystalline structures offer an impressive
combination of properties :
● Outstanding high temperature performance
• Heat Deflection Temperature 150 – 175°C for neat resins, around 300°C for reinforced resins
• Continuous Use Temperature 250 – 260°C, short term exposure up to 300°C
● Unique combination of strength, stiffness, impact resistance, wear resistance
• High stiffness, tensile and compressive strength
• Tough but sensitive to notches
● Excellent combustion resistance properties
• Inherently flame retardant, low level of smoke
● Resistance to virtually all organic and non organic chemicals
• High resistance to hydrolysis
• Only sensitive to very agressive reagents (fuming sulfuric and nitric acid, methylene chloride)
● High dielectric strength and good insulating properties
Some known limitations
● UV radiation sensitivity
● Processing requires high temperatures
● High cost
PRINCIPALES PROPRIÉTÉS DES PAEK
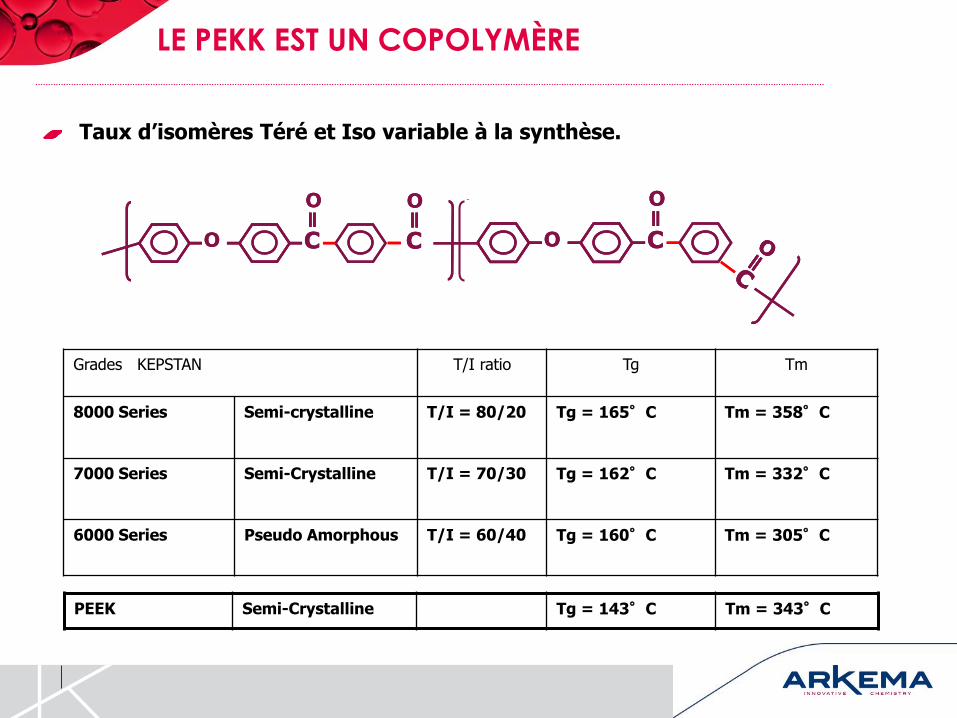
LE PEKK EST UN COPOLYMÈRE
C
O
O
C
OC
O
O
C
O
C
OC
O
O C
O
C
O
O C
O
Grades KEPSTAN T/I ratio Tg Tm
8000 Series Semi-crystalline T/I = 80/20 Tg = 165°C Tm = 358°C
7000 Series Semi-Crystalline T/I = 70/30 Tg = 162°C Tm = 332°C
6000 Series Pseudo Amorphous T/I = 60/40 Tg = 160°C Tm = 305°C
PEEK Semi-Crystalline Tg = 143°C Tm = 343°C
Taux d’isomères Téré et Iso variable à la synthèse.
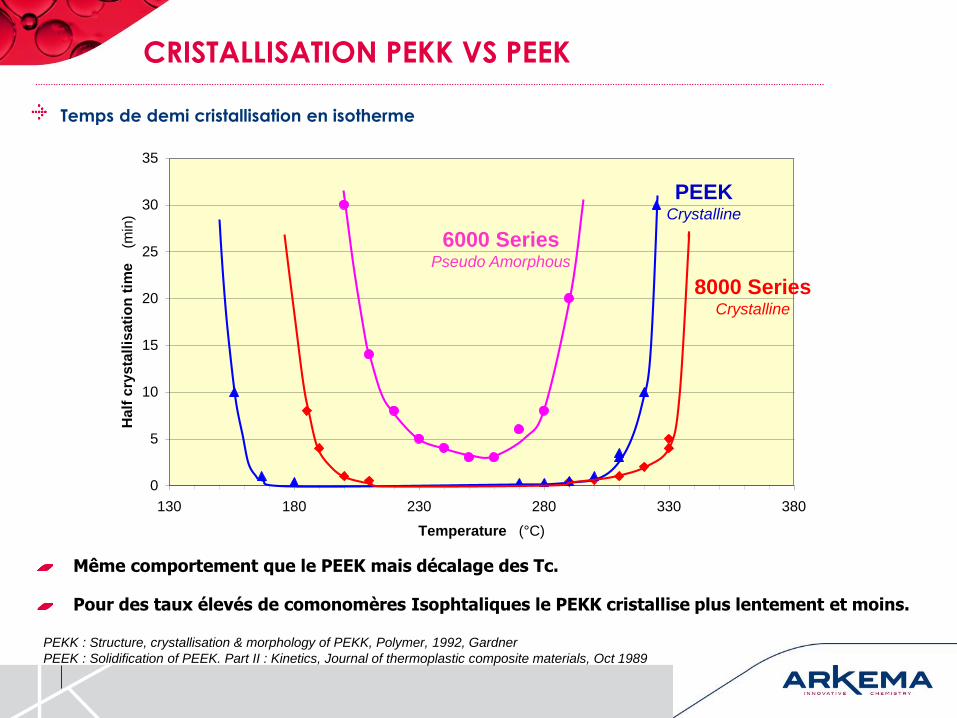
CRISTALLISATION PEKK VS PEEK
Temps de demi cristallisation en isotherme
PEKK : Structure, crystallisation & morphology of PEKK, Polymer, 1992, Gardner
PEEK : Solidification of PEEK. Part II : Kinetics, Journal of thermoplastic composite materials, Oct 1989
Même comportement que le PEEK mais décalage des Tc.
Pour des taux élevés de comonomères Isophtaliques le PEKK cristallise plus lentement et moins.
0
5
10
15
20
25
30
35
130 180 230 280 330 380
Temperature (°C)
Half
cry
sta
llis
ati
on
tim
e
(m
in)
8000 SeriesCrystalline
PEEKCrystalline
6000 SeriesPseudo Amorphous

COMPARAISON DES POLYMÈRES TP POUR AÉRO
Flexural DMA 1Hz - PEKK vs PPS, PEI and PEEK
1
10
100
1000
10000
0 50 100 150 200 250 300 350 400
Temperature [°C]
Ela
stic M
od
ulu
s E
' [M
Pa
]
E'
PEEK 450G
PPS
KEPSTAN 8002PEI
PEI : amorphous, Tg = 217°C
PPS : semi-crystalline, Tg = 90°C, Tm = 280°C
Tempered 12 H at 200°C
0
20
40
60
80
100
120
0 10 20 30 40 50 60 70 80
Elongation (%)
Str
es
s (M
Pa
)
C
D
CE
SP
450G
0
20
40
60
80
100
120
0 5 10 15 20 25 30 35 40
Elongation (%)
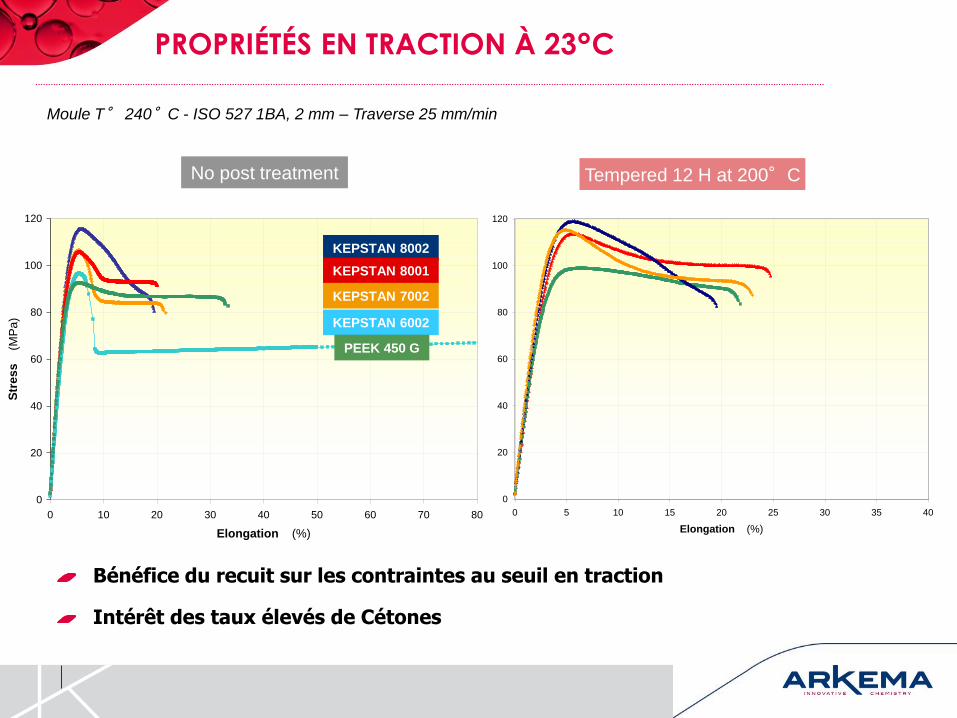
Bénéfice du recuit sur les contraintes au seuil en traction
Intérêt des taux élevés de Cétones
PROPRIÉTÉS EN TRACTION À 23°C
Moule T° 240°C - ISO 527 1BA, 2 mm – Traverse 25 mm/min
KEPSTAN 8002
KEPSTAN 8001
KEPSTAN 6002
PEEK 450 G
KEPSTAN 7002
No post treatment
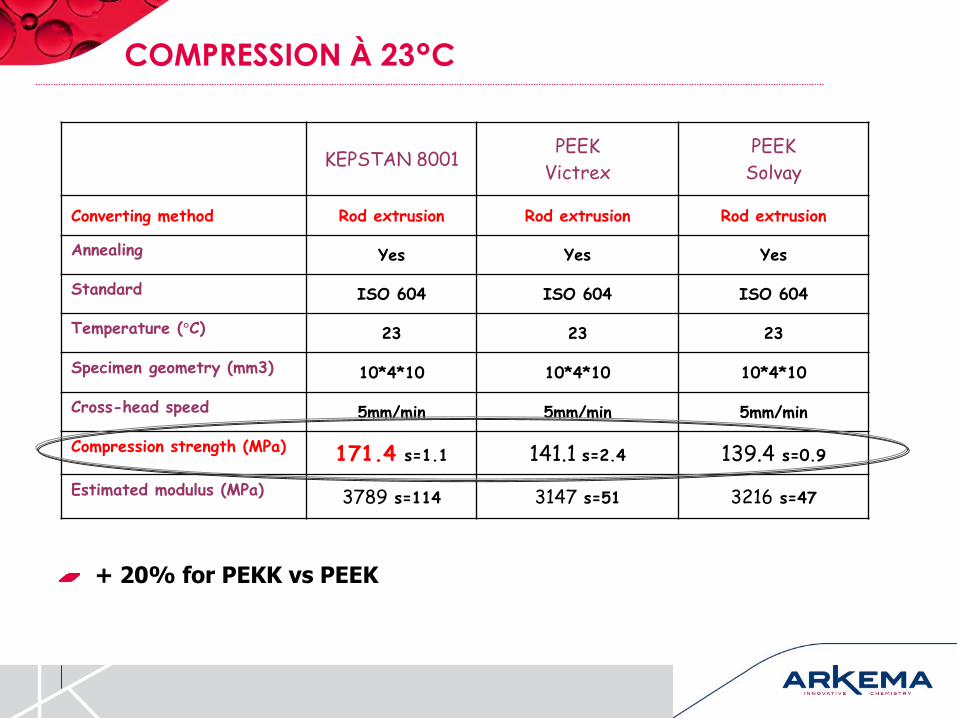
COMPRESSION À 23°C
+ 20% for PEKK vs PEEK
KEPSTAN 8001PEEK
Victrex
PEEK
Solvay
Converting method Rod extrusion Rod extrusion Rod extrusion
Annealing Yes Yes Yes
Standard ISO 604 ISO 604 ISO 604
Temperature (°C) 23 23 23
Specimen geometry (mm3) 10*4*10 10*4*10 10*4*10
Cross-head speed 5mm/min 5mm/min 5mm/min
Compression strength (MPa) 171.4 s=1.1 141.1 s=2.4 139.4 s=0.9
Estimated modulus (MPa) 3789 s=114 3147 s=51 3216 s=47

LES PRODUITS KEPSTAN
Série 8000 – propriétés mécaniques les plus élevées
● Mise en ouvre à 380°C
● Injection, extrusion, compounding, extrusion-compression, semi-produits, etc
Flakes
Granulés
Rods
Extrusion
Blocks
Extrusion-compression

PEKK ET COMPOSITES
Kepstan série 7000 – le choix pour les composites structuraux
● Mise en œuvre à 350°C et semi-cristallin
● Poudres pour imprégnation, UD où tissus
● Fiber and Tape placement / Forming / Welding
Uni Directional Prepregs
34 w% PEKK
Carbon Fabric Prepreg
UD reels for
tape placement
technologies

TECHNOLOGIES DE PLACEMENT DE FIBRES
Principe : assembler les bandes par soudure thermoplastique de la matrice.
Le système de chauffe par laser s’impose comme le plus performant
La soudure est souvent partielle, nécessite une consolidation finale
La consolidation in-situ est l’objectif ultime.
Courtesy Coriolis Composites
CONSOLIDATION DES COMPOSITES PEKK
Autoclave ou thermo-compression
CCM
Consolidation hors autoclave
● Etuve et bâche à vide
● Une situation contrastée aujourd’hui selon les fournisseurs de Tape et les utilisateurs.
● Des progrès importants ces derniers mois.
● Objectif majeur R&D court terme.
Consolidation in-situ
● L’objectif ultime: consolidation directe dans la phase de placement de bande.
● Consolidation directe en enroulement filamentaire.
21
An Introduction to Polyether Ketone Ketone (PEKK) Co-Polymer
22
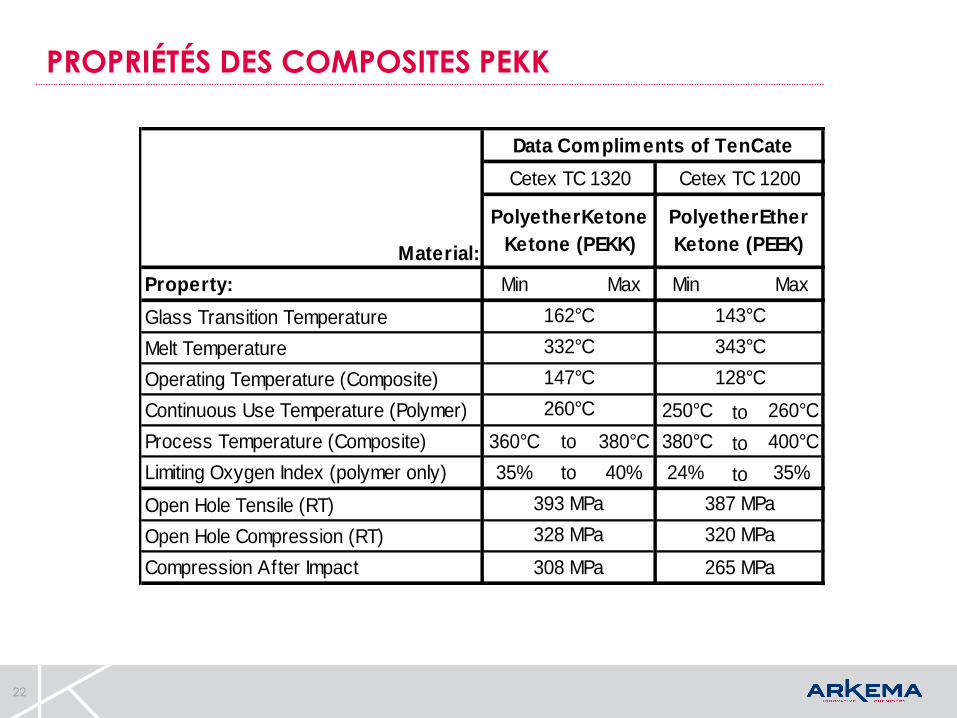
Property: Min Max Min Max
Glass Transition Temperature
Melt Temperature
Operating Temperature (Composite)
Continuous Use Temperature (Polymer) 250°C to 260°C
Process Temperature (Composite) 360°C to 380°C 380°C to 400°C
Limiting Oxygen Index (polymer only) 35% to 40% 24% to 35%
Open Hole Tensile (RT)
Open Hole Compression (RT)
Compression After Impact
Material:
Data Compliments of TenCate
Cetex TC 1320 Cetex TC 1200
PolyetherKetone
Ketone (PEKK)
PolyetherEther
Ketone (PEEK)
332°C 343°C
147°C 128°C
162°C 143°C
260°C
393 MPa
328 MPa
308 MPa
387 MPa
320 MPa
265 MPa
PROPRIÉTÉS DES COMPOSITES PEKK

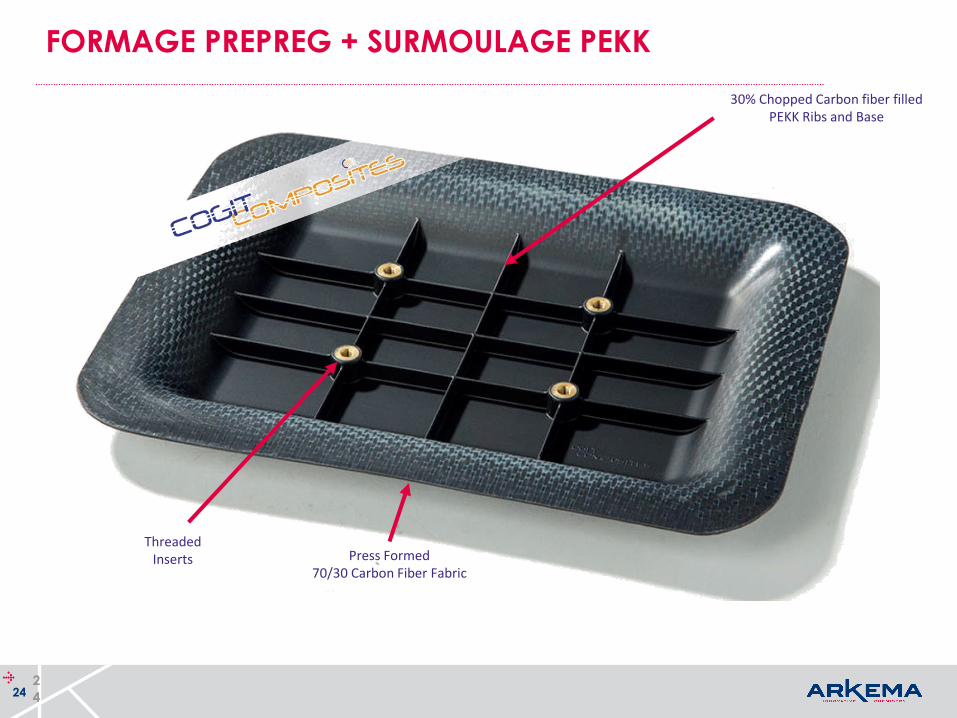
FORMAGE SURMOULAGE DE PREPREGS PEKK
23
30% Chopped Carbon fiber filledribs and sidesPress Formed
Carbon Fiber Fabric
242
4
30% Chopped Carbon fiber filledPEKK Ribs and Base
Press Formed70/30 Carbon Fiber Fabric
Threaded Inserts
FORMAGE PREPREG + SURMOULAGE PEKK
CONCLUSION
PEKK: le matériau de choix pour les composites aéronautiques
● Le PAEK +
● Fournisseurs multiples de semi-produits (Tapes, prépregs, plaques, …)
La haute cadence implique
● Une consolidation hors autoclave des pièces après le process ATP (idéalement consolidation « in-situ »)
● Mais aussi…
• De nouvelles solutions d’assemblage rapide des pièces (soudage)
• Une intégration aisée des fonctionnalisations
Procédé « one step » formage prépreg/surmoulage de PEKK FC
25

LA FILIÈRE FRANÇAISE DES COMPOSITES THERMOPLASTIQUES POUR L’AÉRONAUTIQUE
26
Semi produits TP + fibres continues
Technologies de fabrication et d’assemblage
Conception Réalisation et Essais pièces
Fonctionnalisation
Lois Matériaux
Nouvelles
matrices TP
Simulations pièces
Contrôle CND
Recyclage
Consommables