
L’APPORT DES NOUVEAUX CODES EN … · boulonnés. La modélisation du ... – Une rupture (en...
23
1 L’APPORT DES NOUVEAUX CODES EN CONCEPTION ET MAINTENANCE Bernard PITROU – SNCT Les Codes de construction français présentent aujourd’hui deux méthodes concernant la vérification des assemblages à brides boulonnées. La première « Method Taylor Forge » conçue à l’origine pour les brides « Class » américaine, basée sur un équilibre statique. La seconde « EN 1591 », d’origine allemande, faisant intervenir la flexibilité (rotation) de l’assemblage permettant de justifier des brides plus flexibles. La méthode EN 1591 vérifie l’étanchéité et valide la tenue mécanique de l’assemblage. La « Method Taylor Forge » faisant l’hypothèse que, lorsque la continuité mécanique est assurée, l’étanchéité l’est aussi. Pour ces deux méthodes, la connaissance des caractéristiques concernant les joints est indispensable. L’incidence des conditions de réalisation prise en considération dans « EN 1591 » étant nécessaire. L’objet de la présentation est de faire le point de l’évolution des Codes dans ce domaine.
Transcript of L’APPORT DES NOUVEAUX CODES EN … · boulonnés. La modélisation du ... – Une rupture (en...
1
L’APPORT DES NOUVEAUX CODES EN CONCEPTION ET MAINTENANCE
Bernard PITROU – SNCT
Les Codes de construction français présentent aujourd’hui deux méthodes concernant la vérification des assemblages à brides boulonnées.
La première « Method Taylor Forge » conçue à l’origine pour les brides « Class »américaine, basée sur un équilibre statique. La seconde « EN 1591 », d’origine allemande, faisant intervenir la flexibilité (rotation) de l’assemblage permettant de justifier des brides plus flexibles. La méthode EN 1591 vérifie l’étanchéité et valide la tenue mécanique de l’assemblage. La « Method Taylor Forge » faisant l’hypothèse que, lorsque la continuité mécanique est assurée, l’étanchéité l’est aussi.
Pour ces deux méthodes, la connaissance des caractéristiques concernant les joints est indispensable. L’incidence des conditions de réalisation prise en considération dans « EN 1591 » étant nécessaire. L’objet de la présentation est de faire le point de l’évolution des Codes dans ce domaine.
2
Assemblages à bridesIntroduction
Quoique les progrès du soudage ait conduit à réduire ce type d’assemblage, ceux-ci restent fréquemment utilisés :
– Lorsqu’on désire un démontage facile– Pour éviter des soudures de montage, dans le cas de tuyaux revêtus
Les assemblages à brides doivent assurer :– La continuité mécanique– L’étanchéité
L’étanchéité d’un assemblage à brides dépend du comportement des trois composants principaux :
– Les brides– Le joint d’étanchéité– La boulonnerie
L’étanchéité est une notion qu’il convient de préciser. On est conduit à définir une valeur limite du débit de fuite, en effet toute surface, présente une multitude d’aspérités qui formeront un réseau de canaux par lesquels se produiront les fuites.Le problème est de réduire la section de ces canaux soit en les écrasant par déformation plastique du métal (joint métal-métal), soit par l’introduction d’un constituant plus mou qui par sa déformation propre obstruera les canaux de fuites. Cette dernière solution reste la plus courante.
3
Assemblages à bridesHistorique
L’approche américaine date de 1937, elle est due à WATERS, ROSSHEIM, WESTROM et WILLIAMS de la société Taylor-Forge. Elle repose sur une analyse élastique de l’assemblage et à été introduite dès 1940 dans le code ASME. L’approche est reprise dans la BS et le CODAP.
L’approche allemande date de 1950 et se base sur les travaux de SCHWAIGERER, la bride est analysée dans le domaine élasto-plastique par l’analyse limite, ce qui permet de déterminer le moment plastique dans la section considérée. Cette approche à étéreprise par la DIN 2505 en 1965 et dans le STOOMWEZEN.
Contrairement à l’approche ASME qui ne se préoccupe que de la tenue mécanique, l’approche allemande demande la vérification de l’étanchéité.
La norme Européenne EN 1591 d’origine Est Allemande, est composée de deux parties :– Partie 1 Méthode de calcul– Partie 2 Caractéristiques des joints
Cette norme demande la vérification des critères d’étanchéité et de résistance. Officialisée en 2001 cette norme est reprise dans EN 13445 et CODETI. L’EN 13480 la reprend également comme méthode alternative.
4
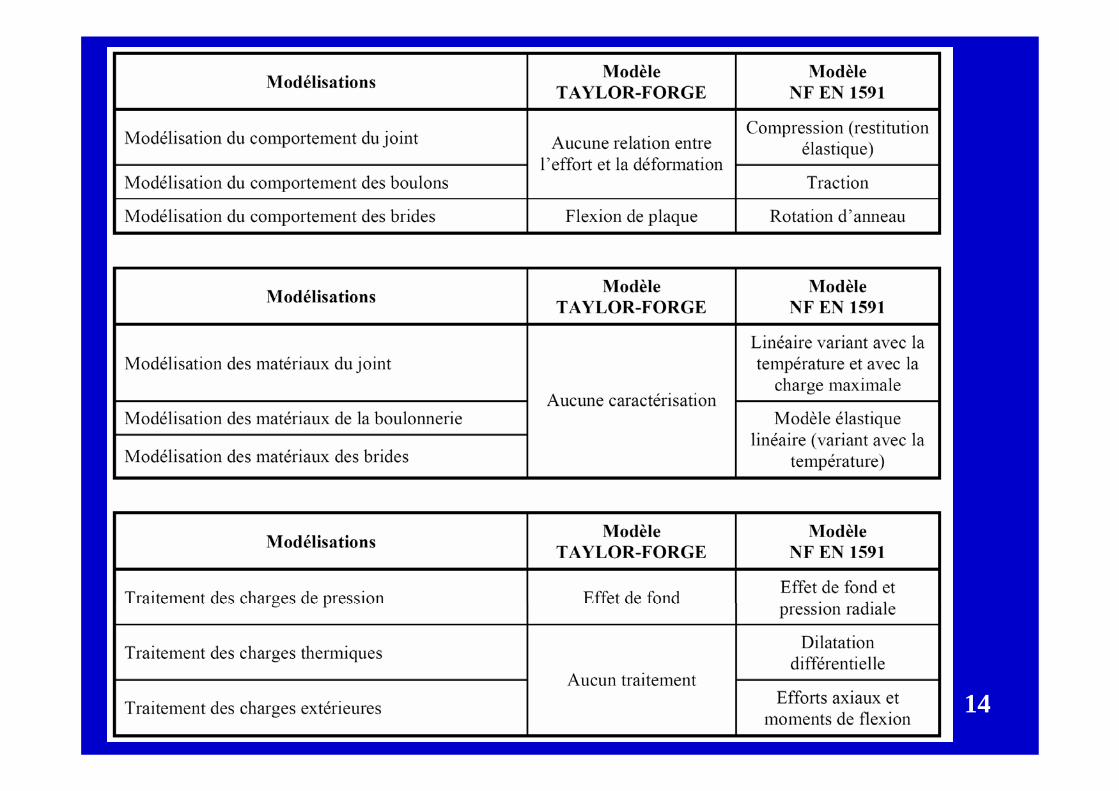
Assemblages à bridesModèles mécaniques de comportement
de l’assemblageLa Taylor-Forge est basée sur l’équilibre des forces appliquées a la brides. La méthode ne prend pas en compte la déformation globale de l’assemblage, par conséquence, elle ne permet pas de connaître l’évolution lorsque les charges varient.Il n’existe pas de référence explicite à un critère d’étanchéité.La méthode repose sur une hypothèse de travail afin de rendre l’assemblage statiquement déterminé.
La méthode EN 1591, le modèle est basé non seulement sur l’équilibre des forces appliquées a l’assemblage mais aussi sur un équilibre élastique complet qui combine l’équilibre des efforts, des déformations et des lois rhéologiques qui caractérisent le comportement des matériaux. L’EN 1591 définit un équilibre multi-solides dans lequel les brides, les boulons et le joint interagissent les uns sur les autres. Ce modèle permet de traiter le comportement de l’assemblage d’une façon plus réaliste et de prendre en compte l’effet des principales charges :– Pression du fluide (effet de fond et radiale).– Effort et moments de flexion imposés.– Charges thermomécaniques (différence de dilatation des composants).
.
5
Assemblages à bridesModèles mécaniques de comportement
de l’assemblage (suite)
Ce modèle permet d’évaluer l’évolution des efforts exercés, l’élongation des boulons, la compression du joint ou encore l’angle de déformation des brides
La méthode des éléments finis. Elle peut être appliquée a la modélisation du comportement mécanique des assemblages boulonnés. La modélisation du joint est le point délicat notamment si l’on veut prendre en compte l’évolution des performances de celui-ci en fonction du temps, de la température et des phénomènes de fluage relaxation.
Elle reste un outils nécessaire dans le cas de certaines recherches et expertises.
6
Assemblages à bridesNormalisation
• Brides désignées PN série EN 1092– Partie 1 Brides Acier– Partie 2 Brides Fonte– Partie 3 Brides Alliages de cuivre– Partie 4 Brides Alliages d’aluminium
La norme 1092 partie 1 Brides PN acier, édition originale 2002.Projet de remplacement 2005 – en enquêteAugmentation des Epts des plateaux.
– Groupes de matériaux– Relation pression / température– Conditions de calculs des brides
Introduction (annexe D) de matériau ASTM avec amendement pour respect de la réglementation.
Brides désignées class = série des normes EN 1759 -1-3 et 4 (2005)
• Boulonnerie désignées série EN 1515– Partie 1 Sélection de la boulonnerie– Partie 2 Classification des matériaux pour bride PN Acier
7
Assemblages à brides
Les trois forces qui agissent sur une bride sont :– La pression intérieure Fp– La réaction du joint Fj– La force de serrage des boulons FB
En toutes situations il doit y avoir équilibre, entre ces trois forces
FB = Fp + FjLa valeur de Fj doit rester suffisante pour que l’étanchéité soit maintenue.Fj est fonction du type de joint utilisé.
8
Assemblages à bridesLes joints
Ont pour rôle d’assurer l’étanchéité. Ils peuvent agir de différentes façons :
– Par déformation de la surface métallique. Ce qui suppose une pression élevée
– Par remplissage des aspérités par le joint, cas des matériaux tendre
Les facteurs qui influent sur l’étanchéité sont :– La nature du fluide– La nature du joint– L’état de surface– La pression d’assise
9
Assemblages à bridesNormalisation (Suite)
• Joint d’étanchéitéNorme pour la détermination des paramètres de joints, modes
opératoires d’essai relatifs aux règles de calcul.NF EN 13555 Avril 2005
Détermination de :– Qs max Pression maxi pouvant être appliquée sur le joint.– Qmin (L) Pression mini a appliqué pour classe d’étanchéité L a
l’assemblage.– Qsmin (L)Pression mini requise dans les conditions de service sous
pression.– Pqr Coefficient de relaxation du joint.– Eg Module de décompression
• Joints normes dimensionnelles de produitSérie des EN 1514 1 à 8 pour brides PNSérie des EN 12560 1 à 7 pour brides Class
10
Assemblages à bridesBoulonnerie
Les boulons créent la force permettant au joint de maintenir l’étanchéité.Quatre défauts sont à combattre :– Une rupture (en général par fatigue)– Un desserrage (par dépassement de la limite
d’élasticité)– Une mauvaise répartition du serrage (procédure)– La perte du serrage par relaxation (Hte température)
11
Assemblages à bridesEN 1591 – Les étapes du calcul
• L’effort minimal nécessaire de serrage initial des boulons est déterminé de manière a ce que, dans aucune des situations ultérieures spécifiées, l’efforts résiduel sur le joint ne descende en dessous de la valeur minimale requise pour le type de joint retenu. La détermination de l’effort s’effectue de manière itérative, car il est fonction de l’effort de serrage initial.
• Les efforts internes qui résultent de la valeur sélectionnée pour le serrage initial sont calculés pour toutes les situations, et l’admissibilité de leur combinaison avec les efforts extérieurs est vérifiée :– Serrage initial : la vérification est faite pour l’effort de
serrage maximal susceptible d’être atteint compte tenu de l’imprécision de la méthode de serrage.

12
Assemblages à bridesEN 1591 – Les étapes du calcul (suite)
– Serrage initial : la vérification est faite pour l’effort de serrage maximal susceptible d’être atteint compte tenu de l’imprécision de la méthode de serrage.
– Situation d’épreuve et de service : les vérifications sont faites pour le serrage minimal nécessaire afin d’assurer que l’assemblage peut supporter sans plastification ces efforts. Des efforts réels plus élevés seront acceptables, les déformations plastiques qui peuvent en résulter étant limitées.
– Les rotation des brides peuvent être estimées et les valeurs obtenues comparées à d’éventuelles limites.
13
Assemblages à bridesEN 1591 – Les étapes du calcul (suite)
• Les coefficients de sécurité que couvrent les règles sont ceux classiquement appliqués à la structure, la méthode ne spécifie pas les valeurs de contraintes admissibles elles sont à fixer par le code ou la norme de construction. Néanmoins, on notera :– Que la situation d’assise, les contraintes sont les mêmes que
pour l’épreuve.– Pour les boulons les contraintes sont déterminées par les
mêmes règles que pour les brides et viroles.
14
CODETI 2001 Division 1Conception et Calcul Conception et Calcul
15
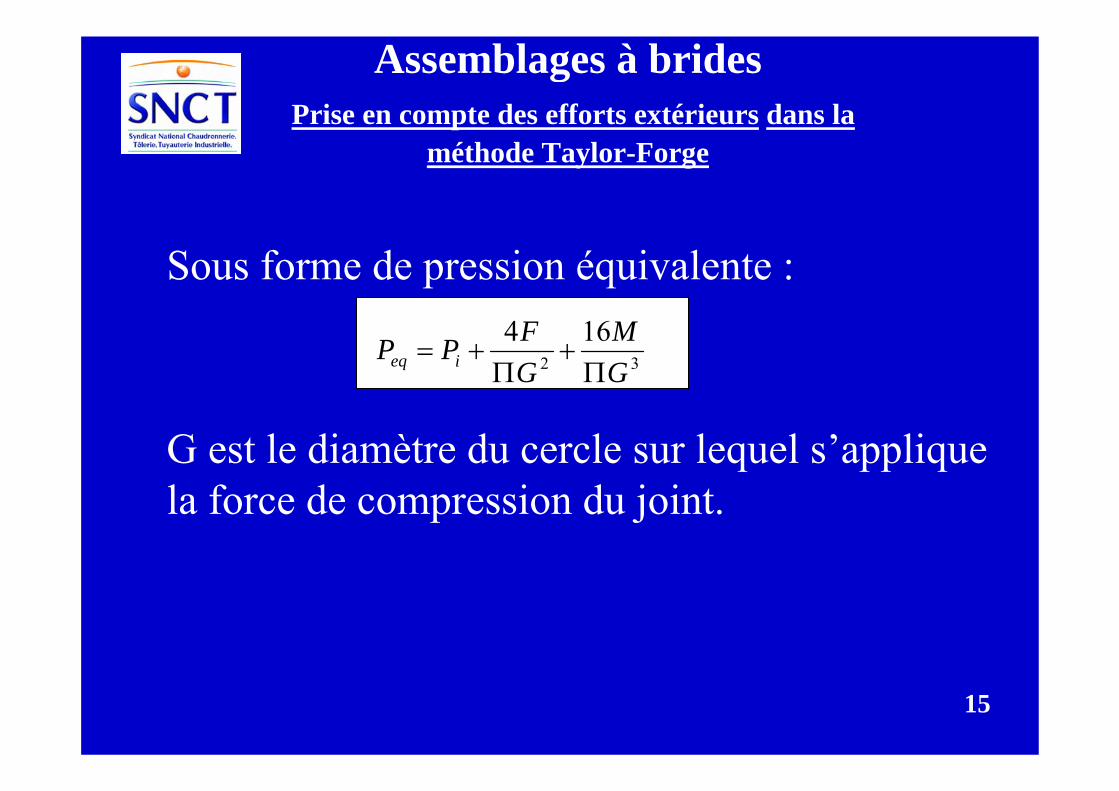
Assemblages à bridesPrise en compte des efforts extérieurs dans la
méthode Taylor-Forge
Sous forme de pression équivalente :
G est le diamètre du cercle sur lequel s’applique la force de compression du joint.
32
164GM
GFPP ieq Π
+Π
+=
16
CODETI 2001 Division 1Conception et Calcul Conception et Calcul
17
CODETI 2001 Division 1
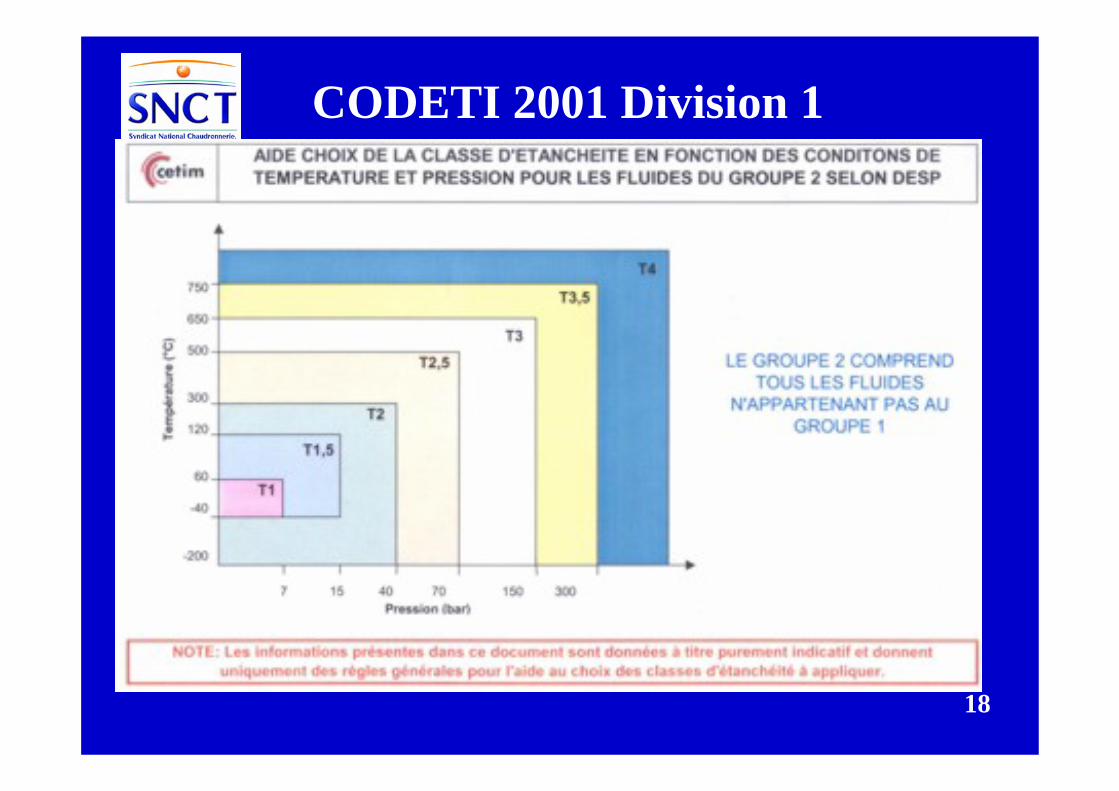
18
CODETI 2001 Division 1
19
Assemblages à brides
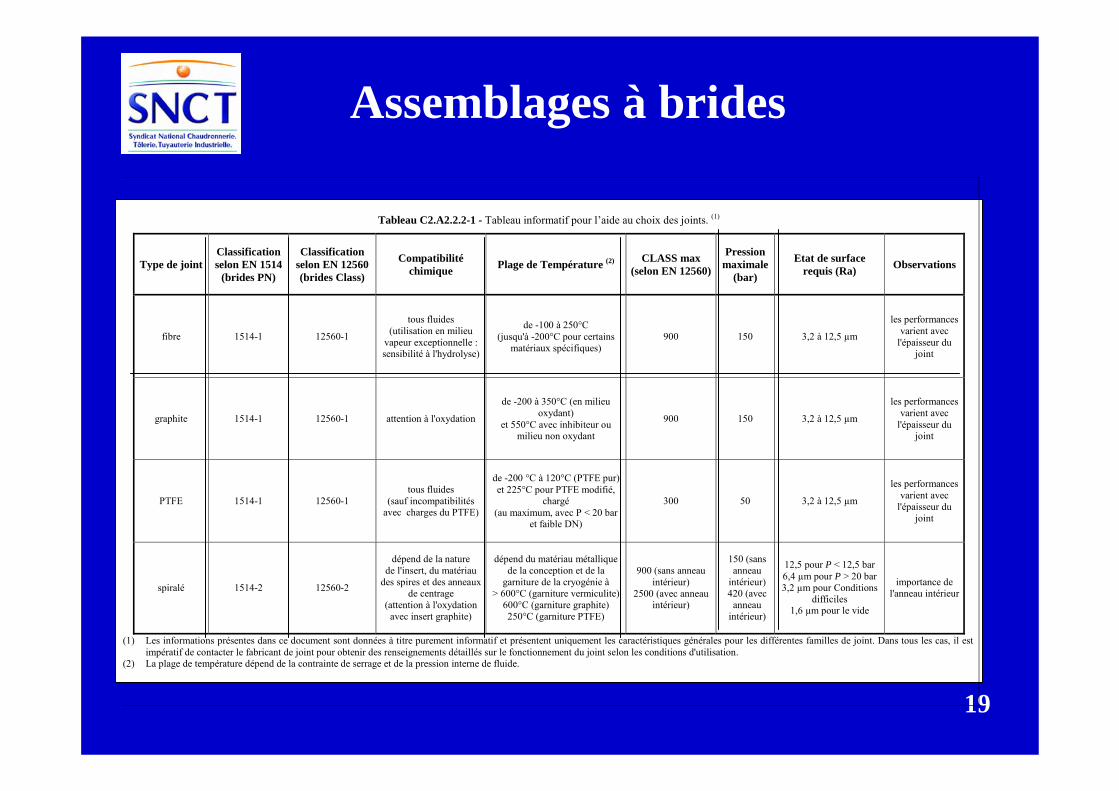
Tableau C2.A2.2.2-1 - Tableau informatif pour l’aide au choix des joints. (1)
Type de joint Classification selon EN 1514
(brides PN)
Classification selon EN 12560 (brides Class)
Compatibilité chimique Plage de Température (2) CLASS max
(selon EN 12560)
Pression maximale
(bar)
Etat de surface requis (Ra) Observations
fibre 1514-1 12560-1
tous fluides (utilisation en milieu
vapeur exceptionnelle : sensibilité à l'hydrolyse)
de -100 à 250°C (jusqu'à -200°C pour certains
matériaux spécifiques) 900 150 3,2 à 12,5 µm
les performances varient avec
l'épaisseur du joint
graphite 1514-1 12560-1 attention à l'oxydation
de -200 à 350°C (en milieu oxydant)
et 550°C avec inhibiteur ou milieu non oxydant
900 150 3,2 à 12,5 µm
les performances varient avec
l'épaisseur du joint
PTFE 1514-1 12560-1 tous fluides
(sauf incompatibilités avec charges du PTFE)
de -200 °C à 120°C (PTFE pur) et 225°C pour PTFE modifié,
chargé (au maximum, avec P < 20 bar
et faible DN)
300 50 3,2 à 12,5 µm
les performances varient avec
l'épaisseur du joint
spiralé 1514-2 12560-2
dépend de la nature de l'insert, du matériau
des spires et des anneaux de centrage
(attention à l'oxydation avec insert graphite)
dépend du matériau métallique de la conception et de la
garniture de la cryogénie à > 600°C (garniture vermiculite)
600°C (garniture graphite) 250°C (garniture PTFE)
900 (sans anneau intérieur)
2500 (avec anneau intérieur)
150 (sans anneau
intérieur)420 (avec
anneau intérieur)
12,5 pour P < 12,5 bar 6,4 µm pour P > 20 bar3,2 µm pour Conditions
difficiles 1,6 µm pour le vide
importance de l'anneau intérieur
(1) Les informations présentes dans ce document sont données à titre purement informatif et présentent uniquement les caractéristiques générales pour les différentes familles de joint. Dans tous les cas, il est impératif de contacter le fabricant de joint pour obtenir des renseignements détaillés sur le fonctionnement du joint selon les conditions d'utilisation.
(2) La plage de température dépend de la contrainte de serrage et de la pression interne de fluide.
20
Assemblages à brides
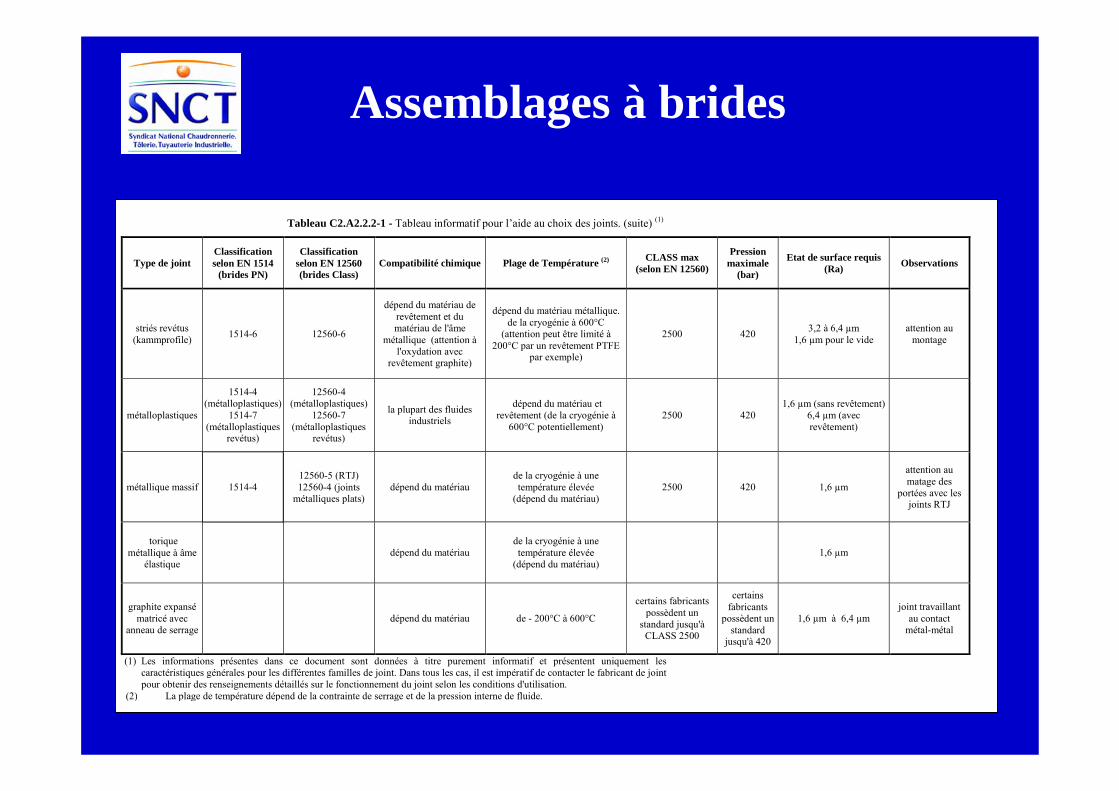
Tableau C2.A2.2.2-1 - Tableau informatif pour l’aide au choix des joints. (suite) (1)
Type de joint Classification selon EN 1514
(brides PN)
Classification selon EN 12560 (brides Class)
Compatibilité chimique Plage de Température (2) CLASS max (selon EN 12560)
Pression maximale
(bar)
Etat de surface requis (Ra) Observations
striés revétus (kammprofile) 1514-6 12560-6
dépend du matériau de revêtement et du matériau de l'âme
métallique (attention à l'oxydation avec
revêtement graphite)
dépend du matériau métallique. de la cryogénie à 600°C
(attention peut être limité à 200°C par un revêtement PTFE
par exemple)
2500 420 3,2 à 6,4 µm 1,6 µm pour le vide
attention au montage
métalloplastiques
1514-4 (métalloplastiques)
1514-7 (métalloplastiques
revétus)
12560-4 (métalloplastiques)
12560-7 (métalloplastiques
revétus)
la plupart des fluides industriels
dépend du matériau et revêtement (de la cryogénie à
600°C potentiellement) 2500 420
1,6 µm (sans revêtement) 6,4 µm (avec revêtement)
métallique massif 1514-4 12560-5 (RTJ) 12560-4 (joints
métalliques plats) dépend du matériau
de la cryogénie à une température élevée
(dépend du matériau) 2500 420 1,6 µm
attention au matage des
portées avec les joints RTJ
torique métallique à âme
élastique dépend du matériau
de la cryogénie à une température élevée
(dépend du matériau) 1,6 µm
graphite expansé matricé avec
anneau de serrage dépend du matériau de - 200°C à 600°C
certains fabricants possèdent un
standard jusqu'à CLASS 2500
certains fabricants
possèdent un standard
jusqu'à 420
1,6 µm à 6,4 µm joint travaillant
au contact métal-métal
(1) Les informations présentes dans ce document sont données à titre purement informatif et présentent uniquement les caractéristiques générales pour les différentes familles de joint. Dans tous les cas, il est impératif de contacter le fabricant de joint pour obtenir des renseignements détaillés sur le fonctionnement du joint selon les conditions d'utilisation.
(2) La plage de température dépend de la contrainte de serrage et de la pression interne de fluide.
21
22
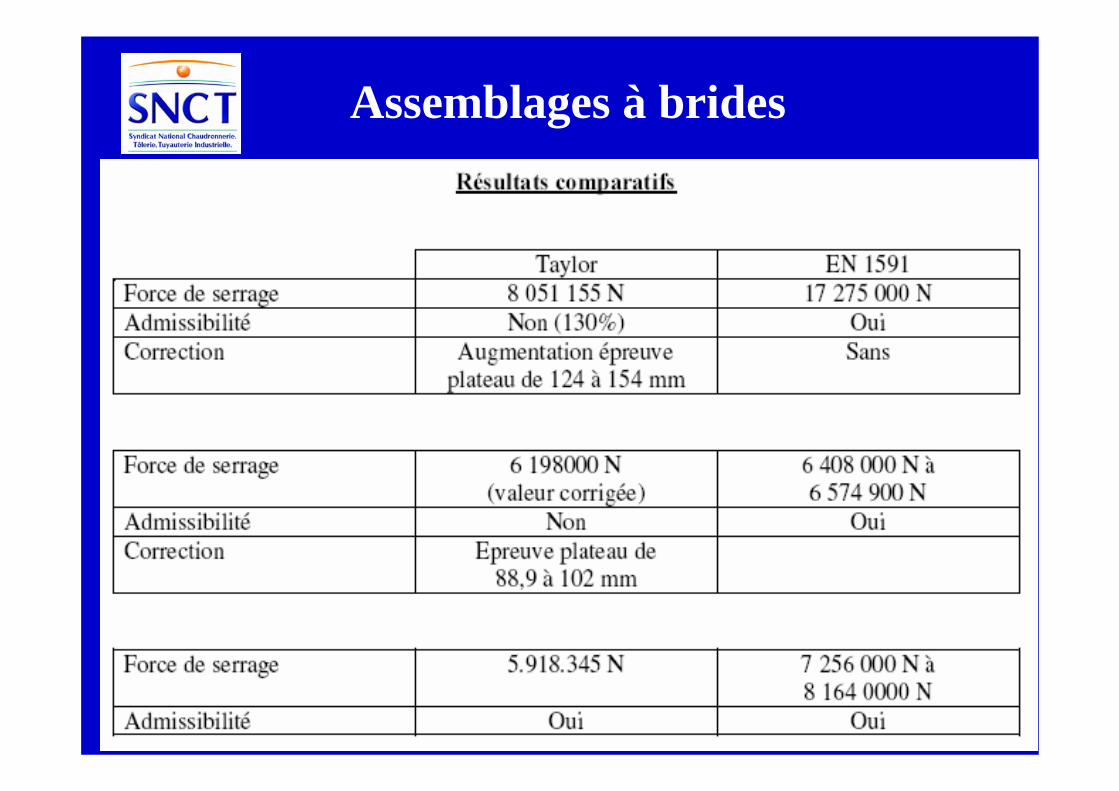
Assemblages à brides
23
Assemblages à brides


















