La Presse-Plieuse Promecam Lycée F - tspeed3.free.frtspeed3.free.fr/temp/pliage.pdf · La...
16
La Presse-Plieuse Promecam Lycée F.Dolto 1
Transcript of La Presse-Plieuse Promecam Lycée F - tspeed3.free.frtspeed3.free.fr/temp/pliage.pdf · La...

La Presse-Plieuse Promecam Lycée F.Dolto
1

La Presse-Plieuse Promecam Lycée F.Dolto
2

La Presse-Plieuse Promecam Lycée F.Dolto
3
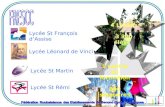
1. Visualisation des axes X et Y et de leurs corrections
2. Visualisation du programme P et des numéros de plis N
3. Visualisation de la programmation en cours et des messages d’erreur
4. LED de signalisation de l’unité de mesure (mm ou inch)
5. Touche START (POM et lancement de programme)
6. Support pour mémoire externe
7. Mode Programmation
8. Mode Manuel
9. Mode automatique
10. Clavier numérique et touche d’annulation
11. Touche de transfert vers la mémoire externe (inutilisé)
12. Touche de transfert de la mémoire externe (inutilisé)
13. Numéro du programme sur la mémoire externe (inutilisé)
14. Touche de conversion mm/inch
15. Mise en mémoire direct de la position actuelle des axes
16. Touche d’accès aux paramètres d’étalonnage
17. Touche d’appel du numéro de pli
18. Touche d’appel du numéro de programme
19. Touche d’introduction de la valeur X (butée arrière)
20. Touche d’introduction de la valeur Y (Angle de pliage, point mort haut)
21. Touche d’introduction de la valeur R (Hauteur des butées arrières)
22. Touche de recul temporisé de la butée arrière
23. Programmation des fonctions auxiliaires (inutilisé)
24. Touche de déplacement des axes en mode manuel
La Presse-Plieuse Promecam Lycée F.Dolto
4
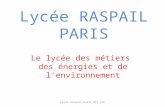
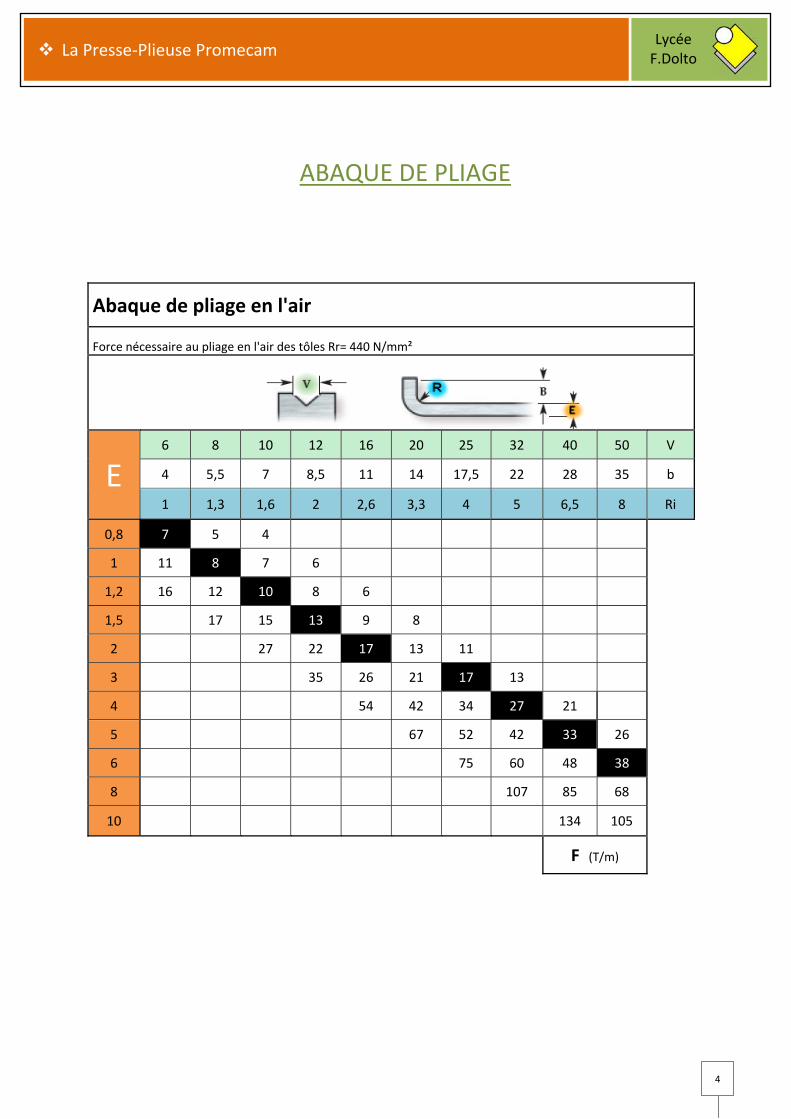
ABAQUE DE PLIAGE
Abaque de pliage en l'air
Force nécessaire au pliage en l'air des tôles Rr= 440 N/mm²
E 6 8 10 12 16 20 25 32 40 50 V
4 5,5 7 8,5 11 14 17,5 22 28 35 b
1 1,3 1,6 2 2,6 3,3 4 5 6,5 8 Ri
0,8 7 5 4
1 11 8 7 6
1,2 16 12 10 8 6
1,5 17 15 13 9 8
2 27 22 17 13 11
3 35 26 21 17 13
4 54 42 34 27 21
5 67 52 42 33 26
6 75 60 48 38
8 107 85 68
10 134 105
F (T/m)
La Presse-Plieuse Promecam Lycée F.Dolto
5
• Démarrage de la machine - Enlever les arrêts d’urgence
- Démarrer la machine en appuyant sur le bouton - Faire les Prises d’Origine Machine (POM) en appuyant sur le bouton ‘START’ de la CN
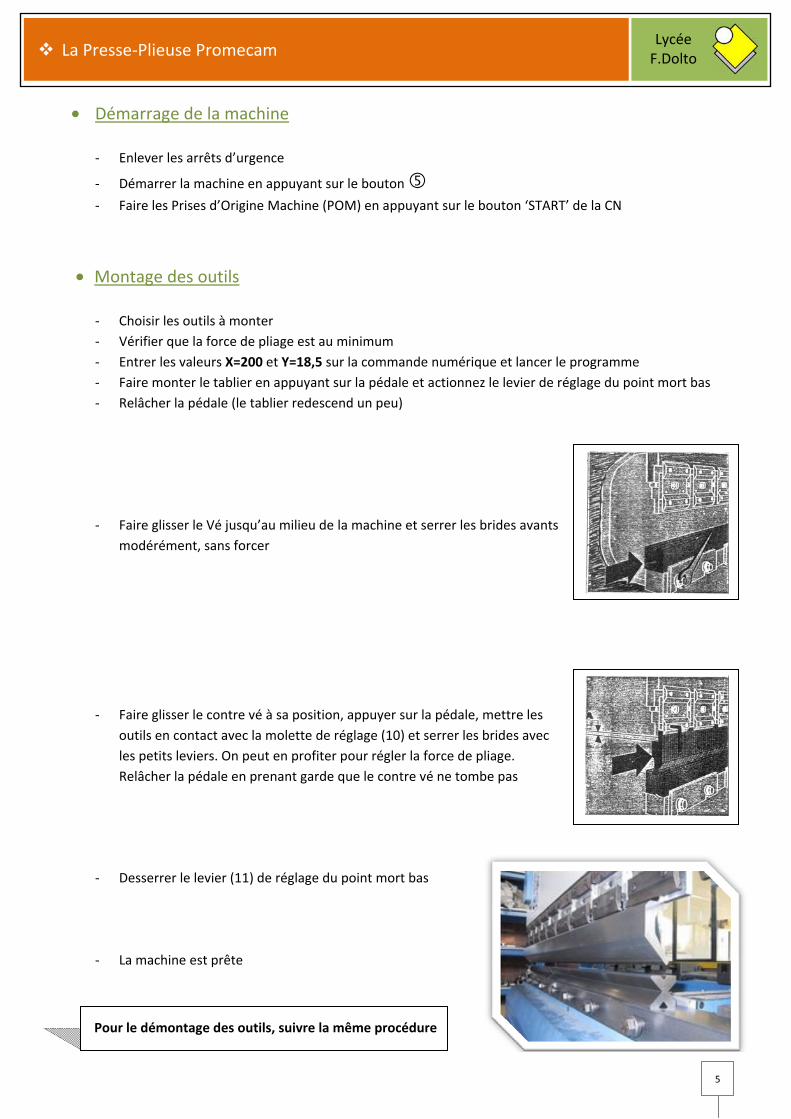
• Montage des outils - Choisir les outils à monter - Vérifier que la force de pliage est au minimum - Entrer les valeurs X=200 et Y=18,5 sur la commande numérique et lancer le programme - Faire monter le tablier en appuyant sur la pédale et actionnez le levier de réglage du point mort bas - Relâcher la pédale (le tablier redescend un peu)
- Faire glisser le Vé jusqu’au milieu de la machine et serrer les brides avants modérément, sans forcer
- Faire glisser le contre vé à sa position, appuyer sur la pédale, mettre les outils en contact avec la molette de réglage (10) et serrer les brides avec les petits leviers. On peut en profiter pour régler la force de pliage. Relâcher la pédale en prenant garde que le contre vé ne tombe pas
- Desserrer le levier (11) de réglage du point mort bas
-
- La machine est prête
Pour le démontage des outils, suivre la même procédure
La Presse-Plieuse Promecam Lycée F.Dolto
6
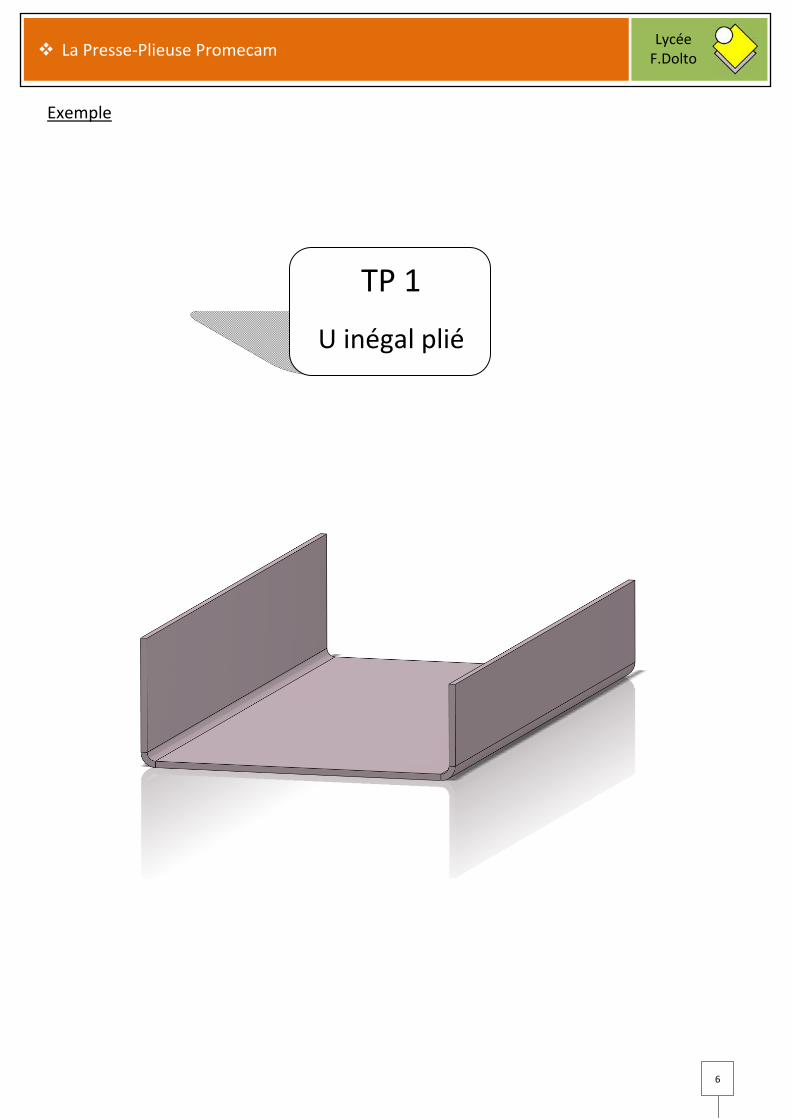
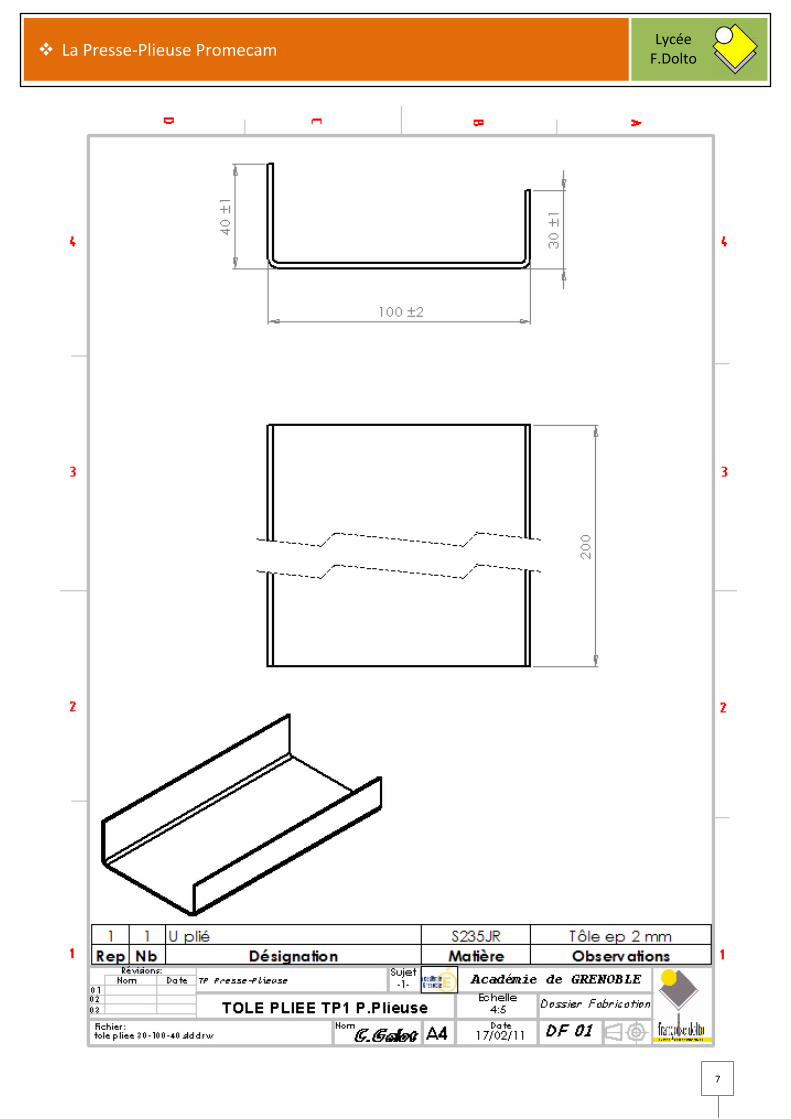
Exemple
TP 1
U inégal plié
La Presse-Plieuse Promecam Lycée F.Dolto
7
La Presse-Plieuse Promecam Lycée F.Dolto
8
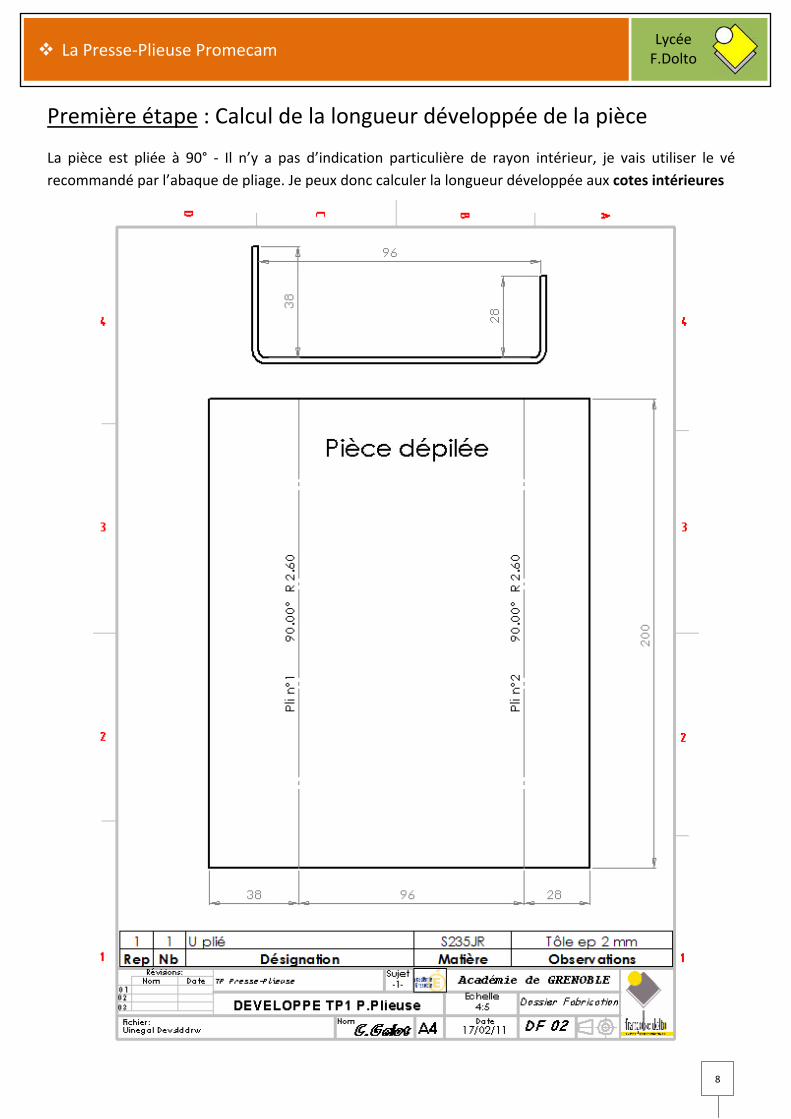
Première étape : Calcul de la longueur développée de la pièce
La pièce est pliée à 90° - Il n’y a pas d’indication particulière de rayon intérieur, je vais utiliser le vé recommandé par l’abaque de pliage. Je peux donc calculer la longueur développée aux cotes intérieures

La Presse-Plieuse Promecam Lycée F.Dolto
9
2è étape : Choix de l’outillage
Données nécessaires : Pièce pliée uniquement à 90° - Tôle fine 2 mm – Longueur de pliage 200 mm On utilise l’abaque de pliage (page 4)
Utilisation : Dans la colonne orange, je cherche l’épaisseur de ma tôle à pliée – 2 mm –
Je suis la ligne jusqu’au carré noir qui représente la valeur recommandée
A partir du carré noir, je remonte tout droit et vais lire la valeur du vé utilisé
L’abaque nous donne la largeur du vé recommandé à utiliser: vé=16 mm
Vé de 16
La Presse-Plieuse Promecam Lycée F.Dolto
10
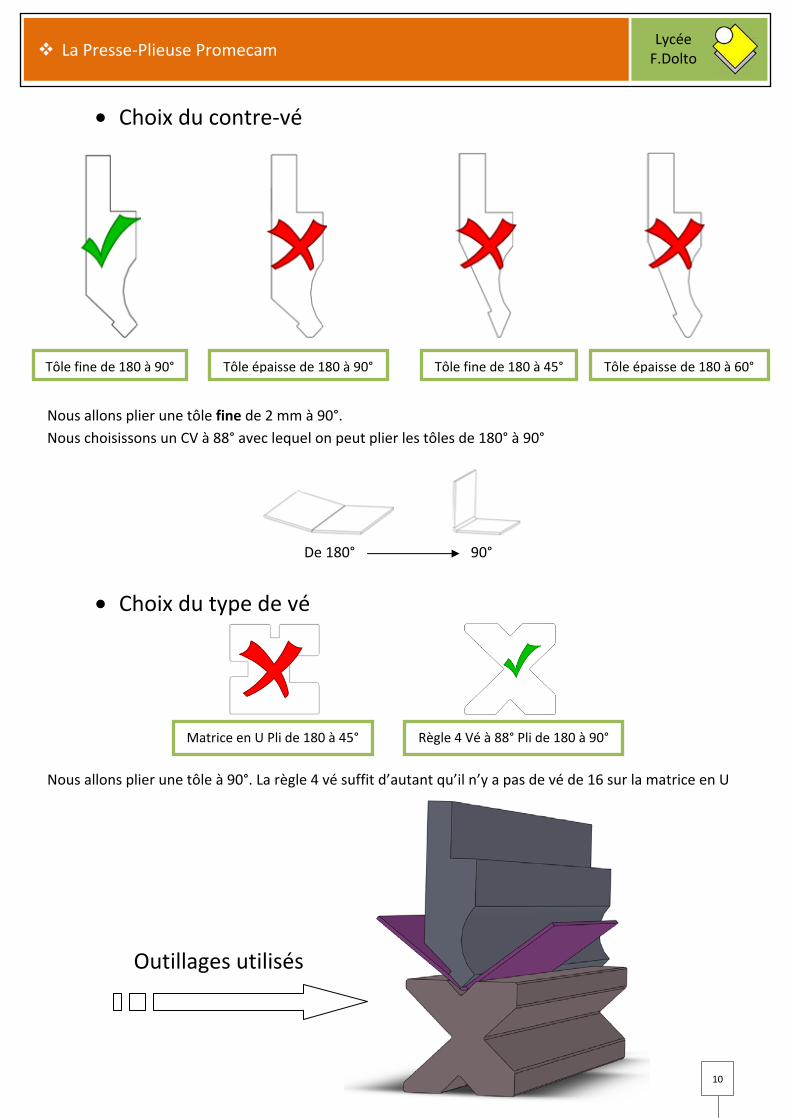
• Choix du contre-vé
Nous allons plier une tôle fine de 2 mm à 90°. Nous choisissons un CV à 88° avec lequel on peut plier les tôles de 180° à 90°
De 180° 90°
• Choix du type de vé
Nous allons plier une tôle à 90°. La règle 4 vé suffit d’autant qu’il n’y a pas de vé de 16 sur la matrice en U
Outillages utilisés
Tôle fine de 180 à 90° Tôle épaisse de 180 à 90° Tôle fine de 180 à 45° Tôle épaisse de 180 à 60°
Matrice en U Pli de 180 à 45° Règle 4 Vé à 88° Pli de 180 à 90°
La Presse-Plieuse Promecam Lycée F.Dolto
11
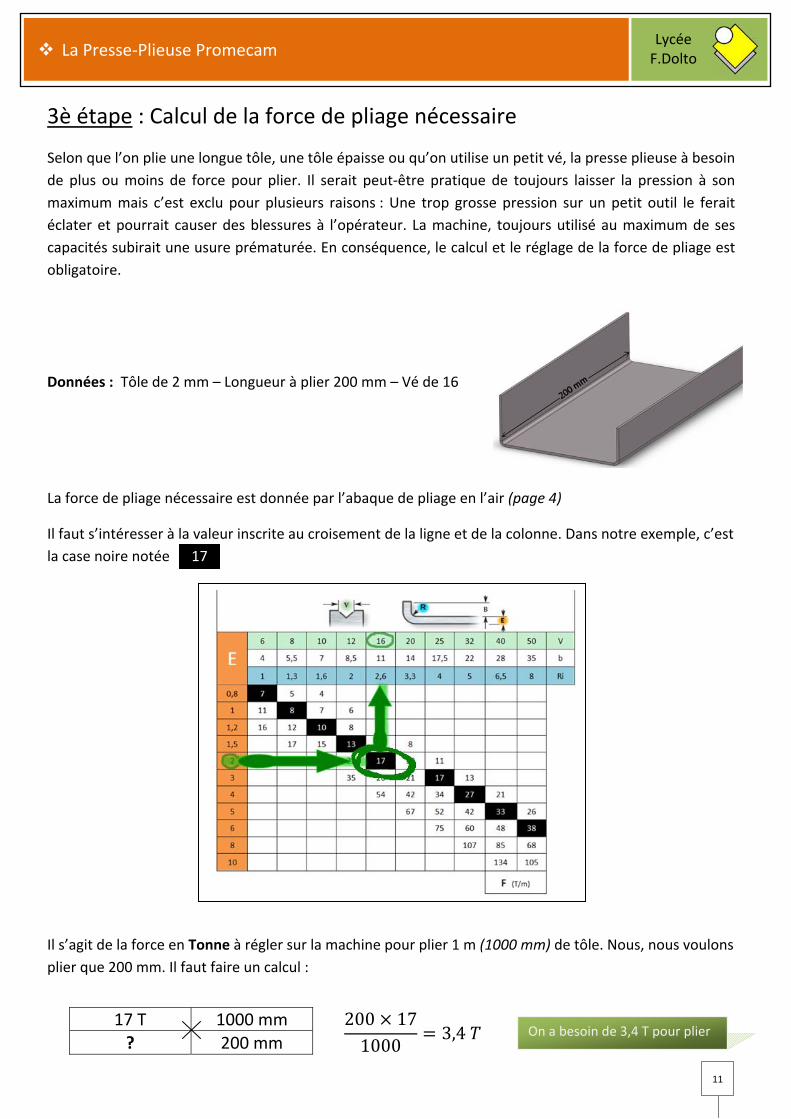
3è étape : Calcul de la force de pliage nécessaire
Selon que l’on plie une longue tôle, une tôle épaisse ou qu’on utilise un petit vé, la presse plieuse à besoin de plus ou moins de force pour plier. Il serait peut-être pratique de toujours laisser la pression à son maximum mais c’est exclu pour plusieurs raisons : Une trop grosse pression sur un petit outil le ferait éclater et pourrait causer des blessures à l’opérateur. La machine, toujours utilisé au maximum de ses capacités subirait une usure prématurée. En conséquence, le calcul et le réglage de la force de pliage est obligatoire. Données : Tôle de 2 mm – Longueur à plier 200 mm – Vé de 16
La force de pliage nécessaire est donnée par l’abaque de pliage en l’air (page 4)
Il faut s’intéresser à la valeur inscrite au croisement de la ligne et de la colonne. Dans notre exemple, c’est la case noire notée 17
Il s’agit de la force en Tonne à régler sur la machine pour plier 1 m (1000 mm) de tôle. Nous, nous voulons plier que 200 mm. Il faut faire un calcul :
17 T 1000 mm ? 200 mm
200 × 171000 = 3,4 On a besoin de 3,4 T pour plier
La Presse-Plieuse Promecam Lycée F.Dolto
12
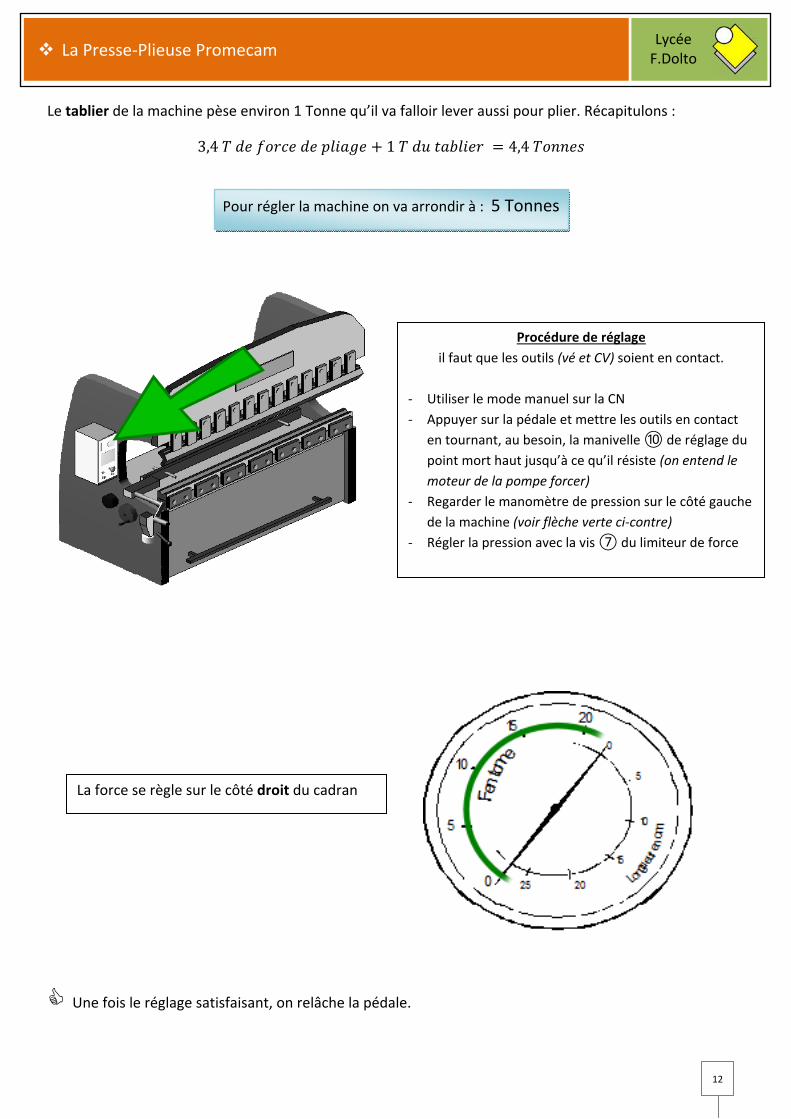
Le tablier de la machine pèse environ 1 Tonne qu’il va falloir lever aussi pour plier. Récapitulons : 3,4 + 1 = 4,4
Pour régler la machine on va arrondir à : 5 Tonnes
Une fois le réglage satisfaisant, on relâche la pédale.
Procédure de réglage il faut que les outils (vé et CV) soient en contact.
- Utiliser le mode manuel sur la CN - Appuyer sur la pédale et mettre les outils en contact
en tournant, au besoin, la manivelle ⑩ de réglage du point mort haut jusqu’à ce qu’il résiste (on entend le moteur de la pompe forcer)
- Regarder le manomètre de pression sur le côté gauche de la machine (voir flèche verte ci-contre)
- Régler la pression avec la vis ⑦ du limiteur de force
La force se règle sur le côté droit du cadran
La Presse-Plieuse Promecam Lycée F.Dolto
13
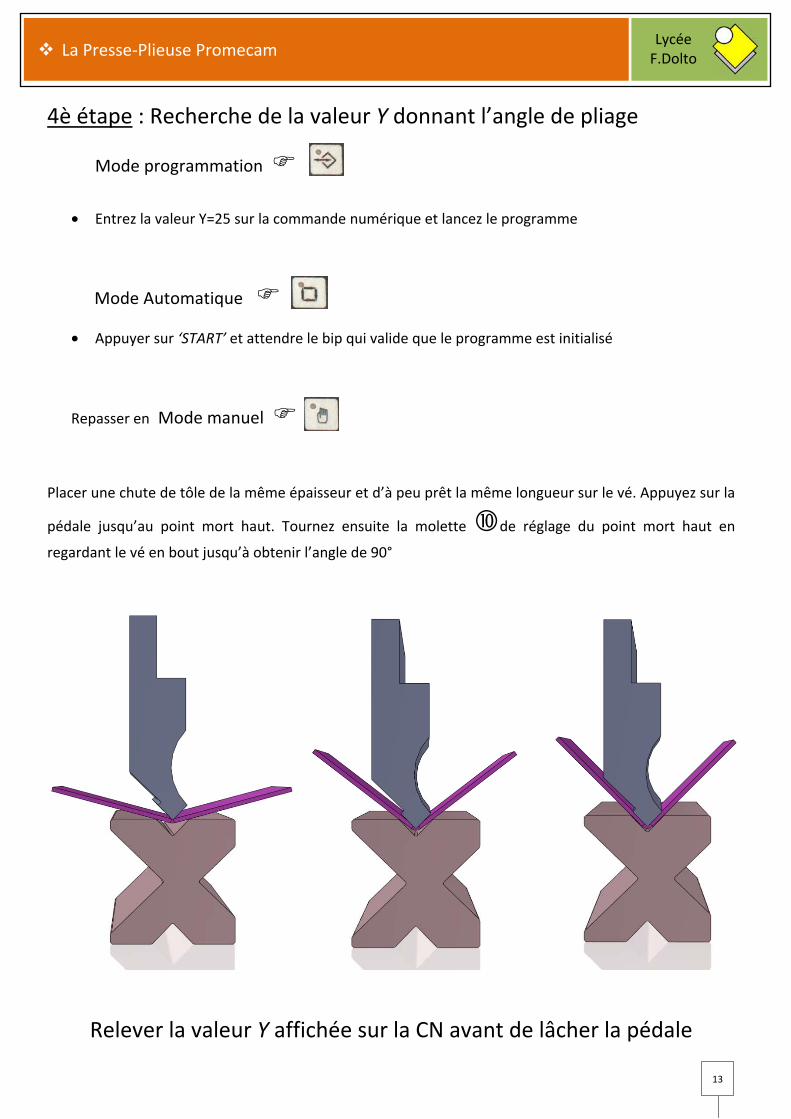
4è étape : Recherche de la valeur Y donnant l’angle de pliage
Mode programmation
• Entrez la valeur Y=25 sur la commande numérique et lancez le programme
Mode Automatique
• Appuyer sur ‘START’ et attendre le bip qui valide que le programme est initialisé
Repasser en Mode manuel
Placer une chute de tôle de la même épaisseur et d’à peu prêt la même longueur sur le vé. Appuyez sur la
pédale jusqu’au point mort haut. Tournez ensuite la molette de réglage du point mort haut en
regardant le vé en bout jusqu’à obtenir l’angle de 90°
Relever la valeur Y affichée sur la CN avant de lâcher la pédale

La Presse-Plieuse Promecam Lycée F.Dolto
14
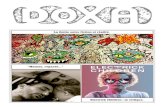
5è étape : Programmation des plis
La pièce avec un repère à chaque extrémité et à chaque pli
Ce qui correspond sur le développement à
Pour cette pièce, le premier pli n’a pas d’importance. Ce n’est pas toujours le cas. On propose de commencer par plier les butées étant en appuis sur
1er pli – Cote Machine (CM) = 38 mm
Mise en position de la tôle Après pliage

La Presse-Plieuse Promecam Lycée F.Dolto
15
2ème pli – Cote Machine (CM) = 28 mm
On pli en appui sur
Mise en position de la tôle Après pliage
Entrée des valeurs dans la CN
Mode programmation
• On entre la valeur X position de la butée arrière du 1er pli (38 mm) Appuyer sur 3 puis 8 puis la touche X – La valeur va s’afficher sur la CN
• On entre la valeur Y valeur du point mort haut qui détermine l’angle de pliage
On a trouvé cette valeur en faisant l’essai de pliage à l’étape 4 Appuyer sur les chiffres puis la touche Y – La valeur va s’afficher sur la CN
• On entre la valeur R qui est la hauteur des butées arrières. Pour cette pièce on va utiliser 60,5 mm
afin que les butées dépassent à peine du vé qui a une hauteur de 60 mm Appuyer sur 6, sur 0, sur . sur 5 puis sur AUX – La valeur ne s’affiche pas sur la CN si bien que souvent on l’oublie ce qui génère une erreur dans le programme.
Le premier pli est programmé

La Presse-Plieuse Promecam Lycée F.Dolto
16
Pour passer au pli suivant il faut appuyer sur la touche La case N de la CN affiche 2
• On entre la valeur X position de la butée arrière du 2ème pli (28 mm) Appuyer sur 2 puis 8 puis la touche X – La valeur va s’afficher sur la CN
• On entre la valeur Y valeur du point mort haut qui détermine l’angle de pliage
La même que pour le 1er pli puisque c’est le même angle de pliage Appuyer sur les chiffres puis la touche Y – La valeur va s’afficher sur la CN
• Et on n’oublie pas d’entrer la valeur R de hauteur des butées arrières. R=60,5 mm
Appuyer sur 6, sur 0, sur . sur 5 puis sur AUX
Le deuxième pli est programmé
En l’état, si on exécute le programme immédiatement, la machine va commencer par le pli n°2. Il faut revenir au pli n°1 avant de lancer le mode automatique. Pour cela, on appuie sur La case N de la CN affiche 3 On appuie encore une fois sur La case N de la CN revient sur 1 On peut, à présent, lancer le programme et plier
Mode Automatique
La touche START clignote, en appuyant dessus on lance le programme
Il n’y a plus qu’à plier la pièce, contrôler et, éventuellement, apporter des corrections