Recommandations UFE pour une Stratégie Bas Carbone au moindre coUT

©CTDEC 2013 - Reproduction interdite
Note de veille - métrologie
EVOLUTION DES SYSTEMES DE MESURE VERS LA PRECISION
L’évolution des besoins de précision a entraîné l’évolution des moyens de mesure. Cette note de
veille présente les dernières innovations en matière de moyens et technologies pour mesurer, avec la
plus grande précision, les pièces fabriquées.
PRECISION, JUSTESSE, FIDELITE, REPETABILITE ?
Avant d’aller plus loin, il faut se poser la question de la signification du mot « précision ».
En vérité, le mot n’existe même pas dans le VIM (Vocabulaire International de la Métrologie) ! La
confusion vient du fait que « precision » signifie en anglais fidélité.
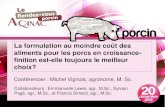
Il est préférable de parler de justesse et de fidélité, la production idéale étant celle d’un process
"juste et fidèle".
En production, un lot de pièces présente toujours une certaine dispersion dans les dimensions des
pièces réalisées. L’objectif est de réduire cette dispersion et de se recentrer sur la cible de façon à ce
que la moyenne des dimensions mesurées soit égale à cette cible. Si aujourd’hui, nous avons 5 μm
(0,005 mm) de tolérance, soit ± 2,5 μm autour de la cible, nous devons garantir une dispersion du
procédé de 5 μm. Mais le moyen de mesure a également sa dispersion et l’incertitude de mesure sur
les types de machine qu’on utilise aujourd’hui est assez proche du micromètre (μm). Si l’on veut
travailler sur des tolérances de ± 0,5 μm avec une
machine qui mesure à 1 μm, le métrologue se trouve
face à un vrai problème et à une vraie question :
quels sont les moyens potentiels à mettre en place
pour réaliser et surtout mesurer des pièces avec ces
tolérances ?
Ni juste, ni fidèle Pas juste mais fidèle Juste mais pas fidèle Juste et fidèle

©CTDEC 2013 - Reproduction interdite
Note de veille - métrologie
NOTION D’INCERTITUDE
Sans développer sur l’incertitude de mesure (de doute dans les mesures obtenues pour les non-
initiés), quelle confiance puis-je placer dans mon système de mesure ?
Si l’on choisit un rapport empirique de 8 entre l’incertitude de mesure et l’intervalle de tolérance,
cela exigerait pour une tolérance donnée de 1 μm que l’incertitude de mesure soit de l’ordre de 125
nm (0,125 μm)… domaine où les systèmes de mesure existant sont peu nombreux !
Pour garantir un niveau acceptable le système de mesure doit être suivi métrologiquement. Une
comparaison à un étalon (étalonnage) permet d’évaluer l’état du système et l’étude d’aptitude
permet, elle, de garantir que le système répond bien aux exigences.
L’INFLUENCE DE L’ETAT DE SURFACE

©CTDEC 2013 - Reproduction interdite
Note de veille - métrologie
Dans les états de surface, décomposés en forme,
ondulation et rugosité, les écarts micro-géométriques,
deviennent très importants quand on souhaite atteindre
une grande précision sur les mesures dimensionnelles.
Avec une tolérance de 1 μm, on voit ici le "poids" de la
rugosité dans l’erreur de mesure…
LE TRAITEMENT DES DONNEES
Les cartes d’acquisition ont évolué fortement ces
dernières années. Alors que l’on parlait encore
récemment de 4.000 points traités pour une
mesure de circularité, aujourd’hui nous sommes
à plus de 100.000 points acquis et analysés.
Cette augmentation d’information devrait
permettre une meilleure connaissance des
produits et donc de réduire le doute issu de la
mesure.
En parallèle il est obligatoire de traiter ces
informations avec un maximum de recul afin de
ne prendre en compte que les informations
pertinentes.
Afin d'isoler certains types de défauts de surface
(rugosité, ondulation, forme), il est possible
d'utiliser des filtres. On détermine pour cela la
fréquence de coupure Fc en fonction du défaut à
observer. Les résultats sont issus de calculs qui
prennent en compte le critère d’association. La
normalisation préconise le critère d’association
minimax mais le plus utilisé est le critère des
moindres carrés minimisant la somme des
distances au carré de chaque point.
Le premier critère oblige d’effectuer des calculs
par itération beaucoup plus longs. Plus le
nombre de points augmente meilleur est la
connaissance de l’élément à mesurer mais
paradoxalement comme la solution n’est pas
unique les calculs peuvent amener à des
solutions aberrantes. Afin de réduire le temps de
traitement, les logiciels effectuent un
prélèvement dans les points de mesure. Le
nombre et la fréquence étant variable, on parle
alors d’échantillonnage.
LES MOYENS DE MESURE DE PRECISION Après avoir évoqué la notion de précision, les méthodes de traitement des points, analysons les
moyens nécessaires pour mesurer, avec la plus grande précision, les pièces fabriquées.

©CTDEC 2013 - Reproduction interdite
Note de veille - métrologie
ISARA 400 : technologie de rupture en métrologie
La machine à mesurer tridimensionnelle la plus précise du marché, pour le moment, est l’Isara®.
Elle est le résultat d’un développement commun entre le Centre des Technologies Industrielles de
Philips (CFT) et IBS Précision Engineering. Le prototype qui se trouve au METAS (LNE suisse) possède
un capteur développé par Mecartex et l’EPFL (Ecole Polytechnique Fédérale de Lausanne).
Cette MMT fonctionne sur le principe d’ABBE qui place la règle dans le prolongement de la longueur
à mesurer.
Avec une résolution au nanomètre (10e-9 m = 0,000 000 001 m), ce système de mesure par contact
obtient une incertitude dans le volume de 0,1 μm.
Cependant, l’atteinte d’un tel niveau de précision limite les dimensions des pièces mesurables sur
une telle machine…
Capteur sans contact de précision par courant de Fo ucault
Ces capteurs sans contact offrent une dimension supplémentaire en termes de performances et de
fiabilité. Ils permettent une plus grande certitude dans les mesures de précision.

©CTDEC 2013 - Reproduction interdite
Note de veille - métrologie
Lion Precision propose une gamme complète de systèmes de mesures de technologies capacitives et
inductives (courants de Foucault) de grande précision qui peuvent être intégrés à des moyens de
contrôle afin de permettre d’atteindre une grande précision de mesure.
L'AltiSurf 520 mesure jusqu’aux micro-alésages Altimet, connu pour ses instruments de métrologie des surfaces 3D optiques, propose l'AltiSurf 520
TPR qui est un instrument de mesure sans contact faible force pour les micro-alésages. Il permet la
mesure de l'état de surface et de la forme en micro diamètre
intérieur jusqu'à 100 μm. Les applications de cet instrument sont
la métrologie de pièces complexes de la micromécanique et
l'hydraulique fine présentant des alésages fins hautement
fonctionnels.
Une première de ses applications est celle de la mesure des
trous d'injection ou de pulvérisation à haute pression des nozzles
de l'injection directe des carburants pour moteurs et chaudières,
sprays de pulvérisation des peintures, des produits de
traitement, de chimie ou de l'industrie pharmaceutique, où la
qualité de pulvérisation détermine le rendement énergétique,
écologique et fonctionnel du fluide pulvérisé.
Capteur interférométrique confocal spectral
L’interférométrie à confocale spectrale (Brevet STIL déposé) est une technologie qui combine le haut
niveau de rapport signal / bruit de la configuration confocale avec l’exceptionnelle précision et
résolution de l’interférométrie.
Ces capteurs, qui sont appelés à équiper de plus en plus de machines de mesure de rugosité de
précision offrent de nombreux avantages. Le premier de ces avantages, et non le moindre, est leur
exceptionnelle résolution sub-
nanométrique.
Dotés d’une insensibilité totale aux
vibrations, ces capteurs disposent
d’un rapport signal / bruit plus élevé
que les autres types de capteurs
couramment utilisés.
Ces capteurs permettent également
de mesurer des épaisseurs de
couches minces puisqu’ils peuvent
mesurer des couches d’épaisseur
minimum de 0,4 μm.

©CTDEC 2013 - Reproduction interdite
Note de veille - métrologie
Capteur de mesure 2D haute vitesse TM-3000 KEYENCE
Ce système optique utilise une LED verte et des lentilles télécentriques afin d’appliquer une lumière
LED uniforme sur la cible à mesurer et d’éviter tout effet de « bord » qui rend impossible les mesures
de précision.
La lumière émise par l’appareil de mesure
projette une image de la cible vers le capteur qui
analyse les transitions entre zones claires et
zones sombres pour permettre la mesure en
plusieurs points des dimensions extérieures des
pièces mesurées.
Ce nouveau moyen de mesure offre de
nombreux avantages. Sa structure à distance fixe
entre le capteur et la source lumineuse (il ne
dispose d’aucune motorisation pour faire
évoluer cette distance) contribue à sa précision.
La source lumineuse équipée d’une LED dispose
d’une longue durée de vie. La répétabilité sur
étalon indiquée par le constructeur est de 0.15
μm pour le modèle TM-040. Cette répétabilité
sur pièce a été mesurée à 2.0 μm lors d’une
campagne de tests réalisés par le Centre
Technique.
Machines Multi-capteurs
Les machines multi-capteurs combinent classiquement la
mesure par contact et sans contact. Une des spécificités
de Microvu est la combinaison de deux domaines de la
métrologie qui ne se côtoyaient pas. D’un côté, les
machines 3D de vision utilisées pour des applications de
contrôle dimensionnel en atelier ou en laboratoire. De
l’autre, les machines de mesure des états de surface qui
réalisent une analyse plus fine pour extraire les
paramètres de rugosité et la microtopographie des
surfaces étudiées.

©CTDEC 2013 - Reproduction interdite
Note de veille - métrologie
La machine Vertex de Microvu combine ces deux types de mesure sur une même machine. Capable
de réaliser des mesures par palpage ou par vision sur des pièces, cette machine est dotée d’un
système de mesure de rugosité. Pour effectuer un scanning assez fin, le module de rugosité n’utilise
pas les axes de la machine 3D, mais sa propre table de déplacement.
Le capteur optique confocal du module de rugosité mesure des états de surfaces de Ra supérieur ou
égal à 40 nm, sur une course allant jusqu’à 25 x 25 mm. La gamme de mesure va de 300 μm à 1 mm,
avec une résolution verticale allant de 10 à 300 nm. Mais, même les machines de mesure ou de
production de précision nécessitent d’être périodiquement étalonnées afin de s’assurer de leur
précision et répétabilité de mesure.
Le Laser tracer
Utilisé pour l’étalonnage des machines de mesure 3D mais aussi des machines d’usinage type 5 axes
en production, ce système de mesure est un interféromètre laser qui suit automatiquement un
réflecteur et détermine les distances séparant ces deux composants précisément, et ce, dans toutes
les directions.
Comparativement aux systèmes plus conventionnels, il utilise une sphère de référence en parallèle et
compense ainsi les erreurs mécaniques des axes de rotations
L’utilisation de cette sphère de référence couplée à la résolution de l’interféromètre (0,001 μm)
réduit l’incertitude de mesure, dans le volume à 0,2 μm + 0,3 μm par mètre (et ce jusqu’à 15 m de
distance.
Les capteurs, les machines de mesure ont évolué au cours de ces dernières années. Mettre en
œuvre des machines de mesure de haute précision impose, pour en tirer profit, le respect de
certaines règles. Outre la régulation thermique des locaux dans lesquels les machines de mesure sont
installées, l’étalonnage régulier des moyens de mesure ou de production est essentiel.
Note de veille rédigée par Yann DERICKXSEN
Responsable Laboratoire Métrologie du CTDEC
Avec le soutien du CETIM
Département veille technologique et stratégique