DISCIPLINE PROGRES EFFICACITE - abmaq.bf©rience... · Commercialisation de la fibre et de la...
40
I T E X F O S 1 CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires » DISCIPLINE EFFICACITE PROGRES I T E X F O S
Transcript of DISCIPLINE PROGRES EFFICACITE - abmaq.bf©rience... · Commercialisation de la fibre et de la...

I T E XFO
S
1
CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
DISCIPLINE EFFICACITE
PROGRES
I T E XFO
S
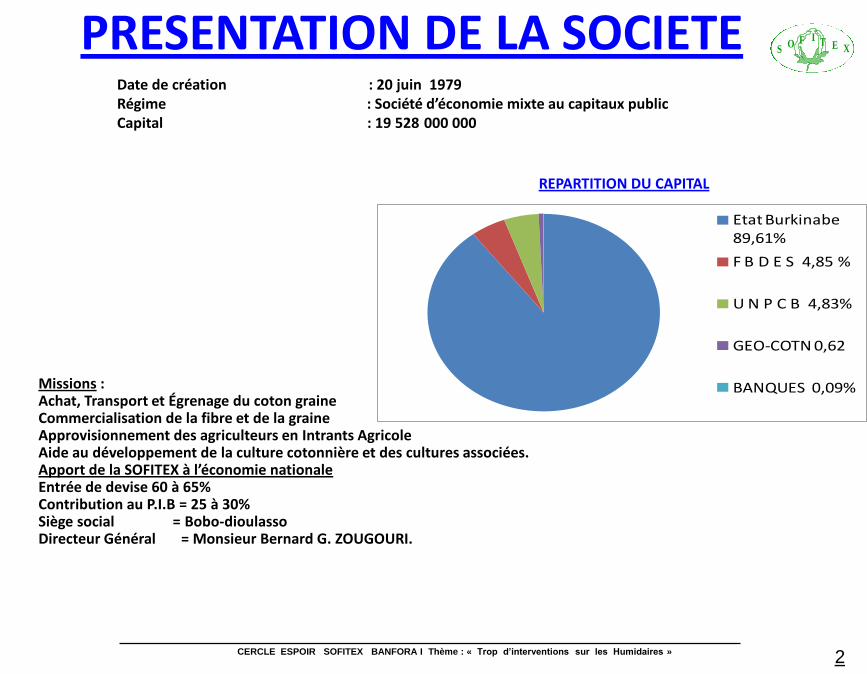
PRESENTATION DE LA SOCIETE
Date de création : 20 juin 1979 Régime : Société d’économie mixte au capitaux public Capital : 19 528 000 000
REPARTITION DU CAPITAL
Missions : Achat, Transport et Égrenage du coton graine Commercialisation de la fibre et de la graine Approvisionnement des agriculteurs en Intrants Agricole Aide au développement de la culture cotonnière et des cultures associées. Apport de la SOFITEX à l’économie nationale Entrée de devise 60 à 65% Contribution au P.I.B = 25 à 30% Siège social = Bobo-dioulasso Directeur Général = Monsieur Bernard G. ZOUGOURI.
2 CERCLE ESPOIR SOFITEX BANFORA I Thème : « Trop d’interventions sur les Humidaires »
Etat Burkinabe 89,61%
F B D E S 4,85 %
U N P C B 4,83%
GEO-COTN 0,62
BANQUES 0,09%
I T E XFO
S

Date de création 23 Janvier 1999 Coordonnateur Mr Arsene KOMPAORE Faciliteur Mr J Laurent PARE Effectif 11 Animateur Mr HEMA Soungalo Secrétaire Mr ZONGO Lassané Membres Mr KOMBASSERE Théodore Mr KABORE Oumarou Mr TALL C. Amadou Mr OUATTARA Alassane Mr FAYAMA F Gabriel Mr BIYEM B. Remy Mr BASSINGA Francis Mr SOMDA Romuald Mr KABORE Boubacar Dates et heures de réunion : Tous les jeudi de 16 H 30 à 17 H 30 Taux de présence 100 % Taux de participation 95% Langue parlée Français et Dioula Moyenne d’age 40 ans
3 CERCLE ESPOIR SOFITEX BANFORA-i Thème : « Trop d’interventions sur les Humidaires »
MEMBRES DU CERCLE EN SEANCE DE TRAVAIL
I T E XFO
S

TABLEAU RECAPITULATIF DES THEMES TRAITES
PAR LE CERCLE ESPOIR
N° THEMES TRAITES ANNEES DE
RESOLUTION DELAIS DE
RESOLUTION
PRESENTATION
OFFICIELLE
OBSERVATIONS
01 Application des cinq (05) S 1999 01 mois IX ème (J.N.Q)
OUAGADOUGOU
02 Mauvaise qualité de la fibre à
l’égrenage
1999 03 mois IX ème (J.N.Q)
OUAGADOUGOU
03 Pourquoi la hausse des types de
queue ?
2000 03 mois X ème (J.N.Q)
OUAGADOUGOU
04 Trop de risques d’accident de
travail aux prélèvement des
échantillons de coton fibre
2000/2001
04 mois
XI ème (J.N.Q)
OUAGADOUGOU
Prix du Public
05 Erreur de codification des
balles de coton fibre
2001
04 mois
XIIème (J.N.Q)
OUAGADOUGOU
Prix du Public
et 2ème prix
de la Qualité
06 Perte de fibre lors du prélèvement
des échantillons
2004 03 mois Convention
interne BOBO-
DIOULASSO
07 Accident de travail liés aux feux du
condenseur Général
2005 03 mois Convention
interne
DEDOUGOU
08 Trop d’interventions sur les
humidaires
2011 03 mois XXIème((J.N.Q)
BOBO-
DIOULASSO
1er Prix Cercle
de Qualité
(J.N.Q)
4 CERCLE ESPOIR SOFITEX BANFORA-i Thème : « Trop d’interventions sur les Humidaires »
I T E XFO
S

1.
BRAINSTORMING DES PROBLEMES 1- Manque de certaines clés au magasin outillage
2- Insuffisance de boulons et de rondelles pour les dépannages 3- Incohérence d’idées dans le travail 4- Méthodologie de travail inapproprié 5- Insuffisance de formation sur les machines 6- Usure prématurée des coudes coton graine 7- Trop d’interventions sur les humidaires 8- Perte fréquente d’outils de travail à l’usine 9- Manque de ceinture de sécurité pour travaux en altitude 10- Perte de fibres à travers les prises d’air de L.C 11- Disque de meule à main inadaptée à l’acier utilisé 12- Utilisation abusive de la meule fixe 13- Bourrages fréquents de BAV 120’’ 14- Manque de palier d’origine pour l’axial n°3 15- Manque d’aide électricien à la maintenance 16- Nouvel atelier mal équipé et éloigné 17- Manque d’équipement auditif à la maintenance 18- Manque de casque de protection 19- Manque de suivi régulier des gros outils 20- Non respect des horaires de travail 21- Poste à souder portatif défectueux 22- Manque d’enclume
5 CERCLE ESPOIR SOFITEX BANFORA-i Thème : « Trop d’interventions sur les Humidaires »
I T E XFO
S

STRATIFICATION DES PROBLEMES EN MAITRISABLES ET NON MAITRISABLES
6
PROBLEMES MAITRISABLES
PROBLEMES NON MAITRISABLES
1-Usure prématurée des coudes coton graine
2-Perte de fibres à travers les prises d’air L.C
3-Trop d’intervention sur les humidaires
4-Utilisation abusive de la meule fixe
5-Bourrages fréquents de la boîte à vide trémie
120
6-Méthodologie de travail inapproprié
7-Manque de suivi régulier des gros outils
1-Manque de certaines clés au magasin outillage
2-Insuffisance de boulons et rondelles pour
dépannage
3-Manque de ceinture de sécurité pour travaux en
altitude
4-Manque de paliers d’origines pour axial n° 3
5-Manque d’aide électricien à la maintenance
6-Nouvel atelier mal équipé et éloigné
7-Manque d’équipement auditif à la maintenance
8-Manque de casque de protection
9-Poste à souder portable défectueux
10-Manque d’enclume
11-Insuffisance de formation sur les machines
12-Perte fréquente d’outils de travail à l’usine
13-Disque de meule à main inadapté à l’acier utilisé
14-Non respect des horaires de travail
15-Incohérence d’idées dans le travail
CERCLE ESPOIR SOFITEX BANFORA-i Thème : « Trop d’interventions sur les Humidaires »
I T E XFO
S

VOTE PONDERE POUR LE CHOIX DU PROBLEME Critère d’appréciation : - Importance Grille de notation : * 1 Peu important Explication du critère : * 2 Important Important = qui gène la production * 3 Très important
PROBLEMES
VOTANTS
B.F K.T S.M T.C.A C.F Z.L H.S I.A B.R.B S.R D.J TOTAL RANG
1- Usure prématurée des
coudes coton graine
1 1 1 1 1 1 1 1 1 1 1 11 7ème
2- Perte de fibre à travers
les prises d’air L.C
1 2 1 1 1 1 1 1 1 1 2 13 6ème
3- Trop d’interventions sur
les humidaires 2 2 1 1 1 2 2 2 2 3 3 21 1er
4- Utilisation abusive de
la meule fixe
2 1 1 1 2 1 1 1 1 2 1 14 3ème
5- Bourrages fréquents de la
boîte à vide trémie 120
2 1 1 1 1 2 1 2 2 2 2 17 2ème
6- Méthodologie de travail
inapproprié
2 1 1 2 1 1 1 1 1 1 2 14
3ème ex
7- Manque de suivi régulier
des gros outils
1 1 2 1 1 2 1 1 2 1 1 14
3ème ex
7 CERCLE ESPOIR SOFITEX BANFORA-i Thème : « Trop d’interventions sur les Humidaires »
I T E XFO
S

THEME TROP D’INTERVENTIONS SUR LES
HUMIDAIRES
8 CERCLE ESPOIR SOFITEX BANFORA-i Thème : « Trop d’interventions sur les Humidaires »
I T E XFO
S
L’Égrenage consiste à séparer la fibre de la graine. L’égrenage est optimum lorsque le point de séparation se situe juste au niveau de la graine. Lorsque la fibre est trop sèche, elle devient cassante et risque de se rompre en plusieurs morceaux; ce qui entraîne une diminution de sa longueur. Les études menées sur la technologie de la fibre ont montré qu’une fibre humide est plus souple et plus résistante et que de ce fait le point de séparation est proche de la graine. Cependant, lorsque l’humidité est trop importante, il y a un ramollissement de la coque de la graine qui risque de se fendre lors de l’égrenage. L’égrenage est optimal pour une humidité du coton graine comprise entre 6,5 et 8 %.
9 CERCLE ESPOIR SOFITEX BANFORA-i Thème : « Trop d’interventions sur les Humidaires »
EXPLICATION DU CHOIX DU THEME I T E XFO
S

EXPLICATION DU CHOIX DU THEME SUITE
• La raison principale de l’humidification de la fibre est économique. En effet, le poids d’une balle est la somme des masses de fibre et de vapeur d’eau contenues sous forme d’humidité. Pour une balle de 230 kg, chaque point d’humidité (1 %) représente 2,3 kg d’eau vendus au prix de la fibre. Il est donc financièrement très intéressant d’avoir des balles ayant une humidité aussi proche que possible de la limite commerciale de 8,5 %. De plus, une fibre humide est beaucoup plus facile à comprimer. L’énergie nécessaire au pressage est donc moindre et la mécanique de la presse est moins sollicitée.
10
I T E XFO
S

JUSTIFICATION DU CHOIX DU THEME
Au cours des précédentes Campagnes, l’Equipe Maintenance a relevée une série d’interventions très rapprochées sur les humidaires. (confer saisie de la situation initiale 2009/2010). La fréquence de ces interventions engendre: - Des tâches supplémentaires - Des perturbations de la production - Une augmentation des coûts de production
La résolution de ce thème permettra :
- D’améliorer des ratios de fonctionnement de l’usine - De respecter le plan de charge - De diminuer les interventions sur les humidaires - De réduire la fatigue des maintenanciers - D’améliorer la qualité du produit - D’augmenter le rendement fibre.
11
CERCLE ESPOIR SOFITEX BANFORA-i Thème : « Trop d’interventions sur les Humidaires »
I T E XFO
S

PLANNING DES TRAVAUX DU
CERCLE ‘’ ESPOIR’’
12
Dates
Étapes
Décembre 2010 Janvier 2011 Février 2011
Semaine Semaine
Semaine
1 2 3 4 5 1 2 3 4 1 2 3 4
Analyse situation actuelle
Fixation de l’objectif
Brainstorming des causes
Brainstorming des solutions
Application
Évaluation
Bilan
CERCLE ESPOIR SOFITEX BANFORA-i Thème : « Trop d’interventions sur les humidaires »
Légende : Prévision
I T E XFO
SP
C
A
D

SAISIE DE LA SITUATION INITIALE
Feuille de relevé des interventions du 02 au 21-12-2010
Dates: 22-12-2010
Période: 2 décades du 02 au 21/12/2010
Auteur : ZONGO Lassané et ILBOUDO Adolphe
13 CERCLE ESPOIR SOFITEX BANFORA-i Thème : « Trop d’interventions sur les Humidaires »
MACHINES
INTERVENTIONS SUR
HUMIDAIRE FIBRE
HUMIDAIRE COTON GRAINE
TOTAL
RANG
Moteurs électriques 03 05 08 2eme
Circuit pétrole 15 12 27 1er
Circuit eau 01 00 01 6 eme
Circuit électrique 02 00 02 4 eme
Circuit air comprimé 03 02 05 3 eme
Autres interventions 01 01 02 4 eme ex.
I T E XFO
SP
C
A
D

ANALYSE DE LA SITUATION INITIALE
Date : 29-12-2010 Auteur : ZONGO Lassané
14
Nombre d’intervention Pourcentage
27
8
5
2
1
0
100
96
91
78
63
CERCLE ESPOIR SOFITEX BANFORA-i Thème : « Trop d’interventions sur les Humidaires »
DIAGRAMME DE PARETO
I T E XFO
S
P
C
A
D

FIXATION DE L’OBJECTIF
Réduire les interventions sur les humidaires de 52 %
15
27
13
CERCLE ESPOIR SOFITEX BANFORA-i Thème : « Trop d’interventions sur les Humidaires »
Situation initiale
Situation visées
I T E XFO
S
P
C
A
D
BRAINSTORMING DES CAUSES
Pourquoi trop d’interventions sur le circuit pétrole ?
1- Accouplement cassé. 2- Pompe grippée. 3- Fuite de pétrole. 4- Filtre bouché. 5- Pression de pétrole anormale. 6- Flexibles cassés. 7- Manque de planification des interventions. 8- Clapet coincé
16 CERCLE ESPOIR SOFITEX BANFORA-i Thème : « Trop d’interventions sur les Humidaires »
I T E XFO
SP
C
A
D

RECHERCHE DES CAUSES PROFONDES PAR LES 5 POURQUOIS
01 02 03 04 05
Pourquoi trop d’interventions sur le circuit pétrole
Lié à la machine
Pompe grippée
Présence eau Livré avec eau
Cuve non étanche
Accouplements cassés
Pompe grippée Présence d’eau dans le pétrole
Livré avec eau
Cuve non étanche
Fuite de pétrole Joints usés Joints vétustes Périodicité changement
non définie
Flexibles fissurés Flexibles vétustes Périodicité changement non définie
Clapet coincé
Pétrole souillé
Présence d’eau Livré avec eau
Cuve non étanche
Filtre bouché
Présence d’impureté
Moyen de transport souillé
Moyen de stockage
souillé
Tuyauterie rouillée
Lié à la matière
Pétrole souillé
Présence d’eau
Livré avec eau
Infiltration d’eau Cuve non étanche
Tuyauterie rouillée Présence d ’eau
Présence d’impuretés
Intérieur cuve salle
Moyen de transport souillé
Lié à la méthode
Manque d’interventions planifiées
Mauvais alignement Manque de formation
17 CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
I T E XFO
SP
C
A
D

CAUSES PROFONDES
SOLUTIONS ALTERNATIVES
- Livré avec eau - Utiliser la pâte d’identification d’eau au dépotage
- Sonder le contenu de la citerne au dépotage
- Cuve non étanche - Refaire l’étanchéité de la cuve
- Périodicité de changement des joints non
définie
- Définir une périodicité et systématiser le
remplacements des joints
- Périodicité de changement de flexibles non
définie
-Définir une périodicité et systématiser le
remplacement des flexibles
- Moyen de transport souillé - Faire des recommandations au fournisseur
- Tuyauterie rouillé - Remplacer les tuyaux galva par inox
- Moyen de stockage souillé - Nettoyer les cuves périodiquement
- Manque d’interventions planifiées - Élaborer un programme planifié
- Manque de formation - Former les acteurs
- Présence d’eau dans le pétrole. - Adapter un pré filtre déshydrateur
- Intérieur cuve sale - Nettoyage périodique de la cuve
CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
RECHERCHE DES SOLUTIONS ALTERNATIVES
AUX CAUSES PROFONDES
18
P
C
A
D
I T E XFO
S

MATRICE DE DECISION POUR LE CHOIX DES
SOLUTIONS
Notation : OUI = 1
NON = 0
19
N°
d’ordre
SOLUTIONS
CRITERES
TOTAL
RANG Faisabilité Moindre coût Meilleur délai
01 Élaborer un programme planifié 0,5 0,6 0,5 1,6 6éme
02 Définir une périodicité et systématiser
le remplacement des joints
0,4 0,4 0,5 1,3 7éme
03 Nettoyer périodiquement la cuve 0,2 0,1 0,1 0,4 8éme
04 Adapter un pré filtre
déshydrateur
01 0,7 0,8 2,5 1er
05 Utiliser la pâte d’identification au
dépotage
0,8 0,5 0,7 2 4éme
06 Définir une périodicité et systématiser
le remplacement des flexibles
0,7 0,7 0,8 2 4éme ex
07 Sonder le contenu de la citerne au
dépotage
1 0,7 0,7 2,4 2éme
08 Former les acteurs 0,8 0,6 0,7 2,1 3éme
09 Refaire l’étanchéité de la cuve 0,2 0,1 0 0,3 9éme
10 Remplacer les tuyaux galva par inox 0.1 0.1 0 0.2 10ème
11 Faire des recommandations au
fournisseur
0.1 00 0.1 0.2 10ème ex
CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
P
C
A
D
I T E XFO
S

TABLE DE MERITES ET DE DEMERITES
SOLUTION : Adapter un pré filtre déshydrateur .
20
MERITES
DEMERITES
Élimine les déchets dans le pétrole.
Élimine l’eau contenu dans le pétrole
Évite la casse des accouplements
Évite le grippage des pompes
Coût d’achat du pré filtre déshydrateur
Coût de l’installation
CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
P
C
A
D
I T E XFO
S

Q.Q.O.Q.C.P. DE LA SOLUTION
21
SOLUTIONS
QUI
QUEL
OÙ
QUAND
COMMENT
POURQUOI
Adapter un
pré filtres déshydrateur
Zongo
Lassané
Responsa
ble
Énergie et
membre
du cercle
Établissement
d’une demande
de travaux
Au
secrétariat
Chef
d’Usine
A compter de la
3ème décade de
janvier 2011
En précisant les
caractéristiques du pré
filtre déshydrateur
compatible avec un débit
maximum des
humidaires 42 l/h
Pour
acquisition
de pré filtre
déshydrateur
ZONGO
Lassané
HEMA
Soungalo
ILBOUDO
Adolphe
Prestataire
(plombier)
Installation des
pré filtres
désydrateurs
Circuits
pétrole des
humidaires
coton
graine et
fibre.
Dans la 4ème
semaine du mois
de janvier 2011.
Choisir l’emplacement
des pré filtres (en amont
de la pompe pétrole).
Procéder à la
modification.
Pour éviter
trop
d’interventions
sur le circuit
pétrole
CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
P
A
P
C
A
D
I T E XFO
S

APPLICATION DE LA SOLUTION
ETAPE 1 : DEMANDE DE TRAVAUX
SOFITEX-BF DIRECTION INDUSTRIELLE USINE BANFORA-I
Demandeur Nom : ZONGO Lassané
Fonction Responsable Énergie
Visa responsable d’activité
DESIGNATION DES TRAVAUX :
-Installation de deux (2) pré filtres déshydrateur à pétrole sur humidaire coton graine et
fibre.
-(utiliser une feuille annexe pour croquis. Plan ou informations complémentaires)
Visa du demandeur Exécutant
Matières, pièces utilisées ou observations
Nb d’heures
D’exécutant :
Date de réception :
Fin des travaux :
Visa
Chef des travaux :
22
Solution : Adapter un pré filtre déshydrateur
CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
P
A
Date : 29/01/2011
Numéro d’ordre :
P
C
A
D
I T E XFO
S

• Émission de bon d’achat de 2 pré filtre désydrateur.
• Recherche sur le marché de filtre
adapté au pétrole avec débit de 42 l /h.
• Acquisition, vérification
23 CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
ETAPE 2 : ACQUISITION ET VERIFICATION
• Émission de bon d’achat de 2 pré filtre désydrateur.
• Recherche sur le marché de filtre
adapté au pétrole avec débit de 42 l /h.
• Acquisition, vérification
• Émission de bon d’achat de 2 pré filtres déshydrateur à pétrole
avec un débit de 42 l/h . Demande de Devis
d’installation. • Acquisition, vérification
P
A
P
C
A
D
I T E XFO
S

ETAPE 3 : INSTALLATION DU PRE FILTRE DESHYDRATEUR
24 CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
P
C
A
D
I T E XFO
S

ETAPE 4 : TEST DE FIABILITE
25 CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
P
P
C
A
D
I T E XFO
S

EVALUATION Saisie de la situation après amélioration
FEUILLE DE RELEVE DES INTERVENTIONS DU 02-02-2011 au 21-02-2011 Date : 22 -02-2011 Période : 2 décades Auteur: ZONGO Lassané (RE) et HEMA Soungalo (C.E.M)
26
Machines
Interventions sur
Humidaire fibre
Humidaire coton
graine
Total
Rang
Moteur électrique
01
02
03
3eme
Circuit pétrole
00
00
00
6ème
Circuit eau
02
02
04
2eme
Circuit électrique
01
01
02
4eme
Circuit air comprimé
04
02
06
1er
Autres interventions
01
00
01
5eme
CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
P
C
A
D
I T E XFO
S

EVALUATION
DIAGRAMME DE PARETO Date : 25-02-2011 Auteur: ZONGO Lassané
27
Air
comprimé
Circuit
eau
Moteur
électrique
Circuit
électrique
Autres
interventions
Nombre d’intervention Pourcentage
6
3 2
4
100%
87% 67%
40%
CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
Circuit
pétrole
P
C
A
D
I T E XFO
S
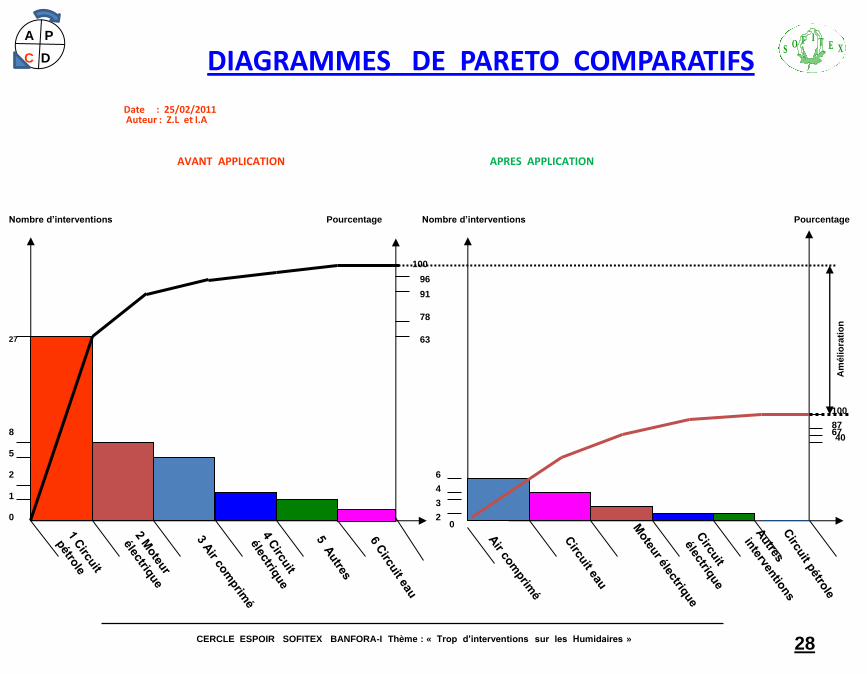
DIAGRAMMES DE PARETO COMPARATIFS
Date : 25/02/2011 Auteur : Z.L et I.A AVANT APPLICATION APRES APPLICATION
28
6
4
3
2
100
87 67 40
Pourcentage Nombre d’interventions Nombre d’interventions Pourcentage
27
5
8
0 0
100
96
91
78
63
Am
élio
rati
on
CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
1
2
P
C
A
D
I T E XFO
S

OBJECTIF ATTEINT
29 CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
27
6
77 %
L’Objectif qui était de réduire les interventions sur
les humidaires de 52% est atteint et dépassé de 25%.
P
C
A
D I T E X
FOS

PHOTO COMPARATIVE AVANT ET APRES MODIFICATION
30 CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
AVANT APRES
P
A
P
C
A
D
I T E XFO
S

STANDARDISATION
31 CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
1- Équiper un pré filtre déshydrateur sur le circuit pétrole pour tout nouveau humidaire à installer.
2- Procéder à la purge du pré filtre déshydrateur à chaque 1er, 11 et 21 du mois pendant toute la durée de la campagne d’égrenage à l’arrêt pour la maintenance de 10 h.
3- Procéder au nettoyage du pré filtre déshydrateur à la dernière révision hebdomadaire de chaque mois durant les campagnes d’égrenage.
P
A
P
C
A
D I T E X
FOS

32

CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
Effets intangibles
_ Satisfaction des électriciens
– Satisfaction des Chefs d’équipes de production, égreneurs et cercleurs.
_ Satisfaction des membres du cercle
– Acquisition d’expérience du cercle
– Satisfaction de la hiérarchie
– Satisfaction de la clientelle
Effets tangibles
– Moins de fatigue des électriciens.
– Moins de remplacement des pompes à pétrole
– Meilleure humidification du coton graine et de la fibre
– Moins d’usure des pièces (accouplement, clapet).
– Moins d’interventions sur les humidaires
– Économie d’énergie
– Amélioration de la longueur de soie
– Amélioration du rendement fibre
– Amélioration de la pression dans le circuit pétrole
– Meilleur poids moyen balles.
– Diminution du pourcentage de fibre courte 1.1/16
– Augmentation du pourcentage des fibres les plus longues 1.5/32
– D’une manière générale, l’amélioration des performances de l’usine.
BILAN
33
P
A
P
C
A
D
I T E XFO
S

34
Banfora le 23 juillet 2011
QUANTIFICATION DES EFFETS INDUITS
Total coton graine égrené = 284.085 T
Total fibre classée = 120.696 T
LONGUEUR DE SOIE
TYPE
LONGUEUR
DE SOIE
TOTAL SOFITEX CAMP.
2010/2011
(%)
BANFORA-I
CAMP. 2010/2011
(%)
ECART
(%)
POIDS FIBRE
(T)
1.5/32 1,8 3,8 + 2 2 413
1.1/16 25 8,8 - 16,2 19 552
RENDEMENT A L’EGRENAGE
RENDEMENT GENERAL
SOFITEX CAMP. 2010/2011
RENDEMENT BANFORA-I
CAMP. 2010/2011
ECART POIDS FIBRE
42,48 % 43,58 % + 1,1 % 1 327 T
SOCIETE BURKINABE DES FIBRES TEXTILES Société anonyme au capital de 38.628.000.000 de F/CFA
N° IFU : 00004801 X
Siège social: 2744 Avenue William PONTY Bobo-Dioulasso - RCCM N° BFBBD 2008 B 194
I T E XFO
SP
A
P
C
A
D

1 – Si le total SOFITEX était au même niveau que BANFORA-I, la
SOFITEX aurait vendue 4.586 T de fibre de longueur 1.5/32 au lieu
de 2.172 T soit un manque à gagner de 2.413 T de fibre valorisée
à 72.390.000 CFA.
2 – Pour le même tonnage de coton graine égrené, et si le total
SOFITEX était au même niveau que BANFORA-I, la SOFITEX
aurait diminuer la quantité de fibre courte vendu qui serait de
19.552 T au lieu de 30.174 T soit un gain de 10.621 T de fibre
valorisée en longueur moyenne.
3 – Si le rendement fibre général SOFITEX était au même
niveau que celui de BANFORA-I, la SOFITEX augmenterait sur
la base du même coton graine égrené, le rendement de + 1.1 %
appliqué à la production total fibre de 120.696 T, elle gagnerait +
1.327 T de fibre valorisée à 1.194.300.000 CFA.
SUITE EFFETS TANGIBLES
35
P
A
P
C
A
D
I T E XFO
S

N.B: Durant cette campagne 2014-2015, la direction industrielle a mis un accent particulier sur l’utilisation rationnelle des humidaires ce qui a amélioré le rendement fibre général SOFITEX de 0,26% par rapport à celui de la campagne 2013-2014.
L’amélioration du rendement fibre de 0,26% a engendre une plus-value de plus de deux milliards de francs CFA.
36
P
C
A
D
I T E XFO
S

TABLEAU COMPARATIF PREVISION
ET REALISATION
CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
Dates
Étapes
Décembre 2010 Janvier 2011 Février 2011
Semaine Semaine Semaine
1 2 3 4 5 1 2 3 4 1 2 3 4
Analyse situation actuelle
Fixation de l’objectif
Brainstorming des causes
Brainstorming des
solutions
Application
Évaluation
Bilan
Légende : Prévision :
Réalisation :
37
P
A
P
C
A
D
I T E XFO
S

• Il faut noter que le constructeur SAMUEL JACKSON a adopté notre solution en équipant à l’origine les humidaires de pré filtre déshydrateur.
38
P
C
A
D
I T E XFO
S
CERCLE ESPOIR SOFITEX BANFORA-I Thème : « Trop d’interventions sur les Humidaires »
PROCHAIN THEME
« BAISSE DU RENDEMENT
FIBRE A L’EGRENAGE »
39
P
C
A
D
I T E XFO
S

40
40
LE CERCLE ESPOIR VOUS REMERCIE
POUR VOTRE AIMABLE ATTENTION
I T E XFO
S