Contrôle Non-Destructif ultrasonore et émission … · 2018-04-09 · Contrôle Non-Destructif...
57
Edouard RAYMOND Chargé d’affaires MISTRAS Présentation DefiSON le 08/02/2018 Contrôle Non-Destructif ultrasonore et émission acoustique : Applications et usages
-
Upload
phunghuong -
Category
Documents
-
view
234 -
download
2
Transcript of Contrôle Non-Destructif ultrasonore et émission … · 2018-04-09 · Contrôle Non-Destructif...

Edouard RAYMOND Chargé d’affaires MISTRAS
Présentation DefiSON le 08/02/2018
Contrôle Non-Destructif ultrasonore et émission acoustique : Applications et
usages

PRESENTATION DU GROUPE MISTRAS : CHIFFRES CLES
Présence Locale, Portée Globale
IMPLANTATION MONDIALE CHIFFRES CLÉS COLLABORATEURS
5 continents
90 bureaux
15 pays
1978: création
2009: le groupe rejoint le
750 M$ : Chiffre d’affaires (2016)
735 M$ : Market Cap. (2016)
6000 collaborateurs
1500 en Europe
5000 clients
60 pays

PRESENTATION DU GROUPE MISTRAS : Localisations

Un acteur majeur dans le domaine du CND depuis plus de 30 ans. 400 collaborateurs
MISTRAS (44)
MISTRAS Normandie
(76)
MISTRAS Nord Littoral
(59) MISTRAS Group,
SAS Siège Social (94)
MISTRAS SOLSI-TEC
(57)
ASCOT CH (71)
ASCOT LC (71)
MISTRAS Rhône-Alpes
(69) MISTRAS
Méditerranée (13)
EUROSONIC (13)
CIE (13) MISTRAS
(64)
PRESENTATION DU GROUPE MISTRAS : OPERATIONS FRANCE
AGENCES MG-SAS
MISTRAS (33)
MISTRAS-ASCOT Prestataire de service en inspection et CND
Pôle d’excellence européen en Aéronautique, spécialistes dans le domaine Nucléaire
MISTRAS-CIE
Spécialisé en Radiographie, inspection visuelle et
télévisuelle, inspection sur corde
MISTRAS-EUROSONIC Pôle d’excellence européen en CND
ultrasons
MISTRAS Group, SAS : siège social (Sucy-en-Brie)
MISTRAS Normandie MISTRAS Méditerranée MISTRAS Rhône-Alpes
MISTRAS Solsi-Tec MISTRAS Nord-Littoral

Radiographie • 6 Installations gamma & radiographie X • 1 225kV X-ray • 1 Anodes longues • 2 320kV X-ray • 2 320kV X-ray and Ir192 source
Soudure et Polissage • Contrôle géométrique et dimensionnel
Soudage TIG • Sablage • Polissage
PRESENTATION DU GROUPE MISTRAS : PRESTATION EN ATELIER Le Creusot – Pau – Toulouse - Nantes

Ultrasons immersion • 8 Cuves motorisées
Ressuage • 1 Ligne Immersion • 2 Lignes Electrostatique
Macrographie et Micrographie Examen metallographique: • Répliques & photos • Cotation taille de grain
Nickel / Cobalt line • FeCl3 / HCl • HF / HNO3 • Turco 4181
Titanium line • HF / HNO3 • NH4HF2 • H2SiF6 / HNO3
PRESENTATION DU GROUPE MISTRAS : PRESTATION EN ATELIER Le Creusot – Pau – Toulouse - Nantes
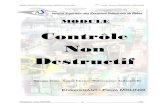
Magnétoscopie • 3 bancs fixes
Expertise • Expertise de pièces
Machine à mesurer tridimensionnel
• 2 Machines à mesurer tridimensionnel
PRESENTATION DU GROUPE MISTRAS : PRESTATION EN ATELIER Le Creusot – Pau – Toulouse - Nantes

MISTRAS : CENTRE DE FORMATION CND
• Ressuage / Magnétoscopie • Ultrasons &TOFD • Phased Array • RT : Argentique &
Numérique • Formation Matériaux
• Formation du Niveau I à Niveau III
• Consulting Niveau III
+ + +
CIFM &

SOMMAIRE
1) Ultrasons (méthode active) 1.1) Principe général
1.2) Techniques & Représentations des ultrasons
1.3) Applications tous matériaux :
• Contrôle OT & OL • Mesure d’épaisseurs • Mesures (vitesse, module de Young, Coefficient de poisson, Taille de grains…) • Recherche couple de serrage • Contrôle par résonance • Application Industrielle : Ferroviaire, Aéronautique, Nucléaire…
2) Émission Acoustique (méthode passive)
2.1) Principe général
2.2) Applications tous matériaux :
• Recherche de corrosion / fissuration • Recherche de fuites • Monitoring • Application Aéronautique

1.1) Principe général
Définition :
L’ultrason est une onde mécanique et élastique qui se propage dans différents milieux : Fluides, Solides, Gazeux ou liquides. Gamme de fréquences : Production d’Ultrasons :
• Générateur Piézoélectrique • Emetteurs Magnétostrictifs • Emetteur Electrostrictifs

1.1) Principe général
Effet Piézoélectrique:
Transformation d’une énergie électrique en énergie mécanique ou réciproquement
(Effet piézoélectrique inverse).
Pourquoi l ’effet Piézoélectrique ?
Les traducteurs Ultrasonores sont composés d’élément piézoélectrique afin de générer une onde dans le matériaux.
Présentateur
Commentaires de présentation
A la fois un micro et un Haut parleur

1.1) Principe général
Type d’ondes : • Ondes longitudinales
OL : Onde avec variation de volume Onde de compression, c’est le mode le plus rapide.
• Ondes transversales
OT : Onde sans variation de volume Onde de cisaillement vertical

1.1) Principe général
Les angles critiques :
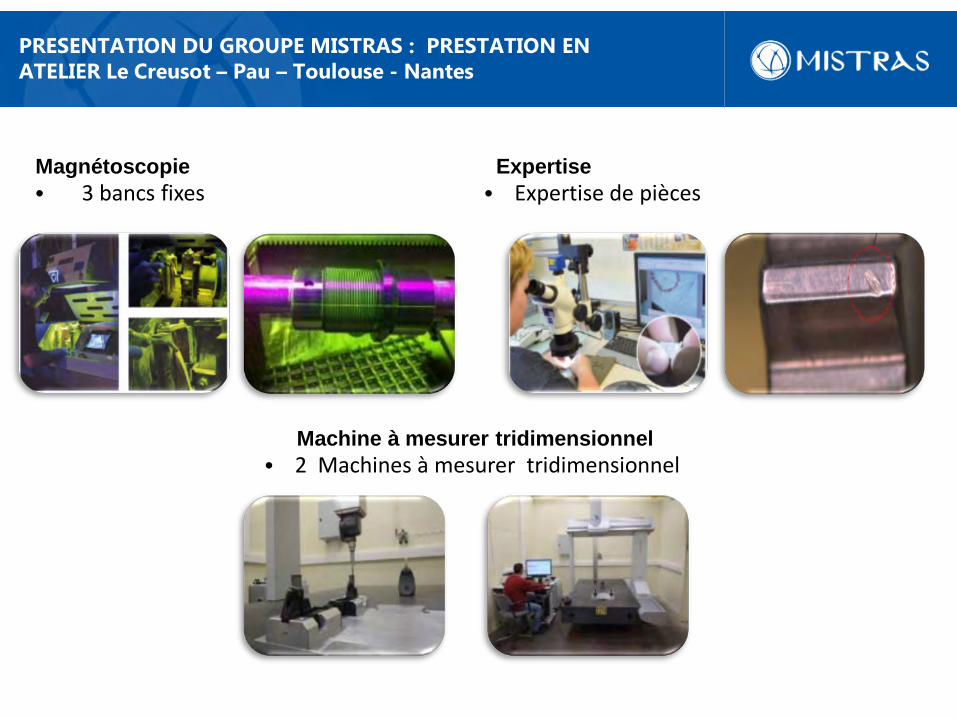
• Autres types d’ondes
Mode de Rayleigh : A utiliser sur des surfaces propres, lisses, avec un bon état de surface. Peuvent suivre les rayons et les gradins. Utiles en expertise, levers de doutes, zones difficiles d’accès en maintenance. Peu utilisées car méthodes surfaciques souvent plus adaptées
1.1) Principe général
R
E
Présentateur
Commentaires de présentation
Mode Rayleigh : 0,9 x vitesse de l’OT Onde plaque vitesse varie en fct de la fréquence : Difficile à gérer !

Focalisation du faisceau :
Différents types de focalisation • Mécanique (Lentilles ou piézo mis en forme) • Electronique (Phased Array)
1.1) Principe général
Intérêt : Meilleure sensibilité
(Détection meilleure que λ/2)
Présentateur
Commentaires de présentation
Défaut plus petit, Meilleur rapport signal sur bruit !

SOMMAIRE
1) Ultrasons (méthode active) 1.1) Principe général
1.2) Techniques & Représentations des ultrasons
1.3) Applications tous matériaux :
• Contrôle OT & OL • Mesure d’épaisseurs • Mesures (vitesse, module de Young, Coefficient de poisson, Taille de grains…) • Recherche couple de serrage • Contrôle par résonance • Application Industrielle : Ferroviaire, Aéronautique, Nucléaire…
2) Émission Acoustique (méthode passive)
2.1) Principe général
2.2) Applications tous matériaux :
• Recherche de corrosion / fissuration • Recherche de fuites • Monitoring • Application Aéronautique

1.2) Techniques & Représentations des ultrasons
Les ultrasons est une méthode par comparaison :
Etape 1 : Réalisation cale étalon (TFP/Insert)
représentative
Etape 2 : Etalonnage matériel d’inspection : Maximisation du TFP/Insert.
Etape 3 : Inspection des pièces recherche du défaut « artificiel »
+
=

Réflexion : Contrôle à l’aide d’un traducteur, cette méthode permet détecter, dimensionner et localiser les indications. C’est la plus utilisée.
Technique par contact (réflexion et transmission)
E/R
1.2) Techniques & Représentations des ultrasons

Transmission : Contrôle à l’aide de 2 traducteurs, un émetteur, l’autre récepteur. Travail sur l’écho de transmission, on recherche sa disparition ou son atténuation. Utiliser des traducteurs ayant des caractéristiques similaires (longueur d’onde)
Technique par contact (réflexion et transmission)
E R
Très utile lorsque l’atténuation du matériau limite le parcours sonore en aller-retour puisqu’on ne travers la pièce qu’une seule fois dans cette technique (ex : Nida).
Ce qui fait la force de cette technique est aussi sa faiblesse car les variations d’atténuation faibles sont moins bien détectées.
1.2) Techniques & Représentations des ultrasons

Double transmission : On fait de la transmission avec un seul traducteur en utilisant un miroir derrière la pièce. Technique imposant l’immersion. Focalisation à la surface du miroir.
Double transmission : Technique très utile sur les plaques composites fines. Il est souvent délicat de distinguer les échos d’entrée et de fond mais on ne peut pas augmenter la fréquence car ces matériaux sont trop hétérogènes.
1.2) Techniques & Représentations des ultrasons

Technique par immersion
Reproductibilité / Traçabilité Travail en focalisé / miroir Sensibilité / Résolution / Dimensionnement Cadences de contrôle Suivis de contour Plus de problèmes de couplage Probabilités de détection
Investissement lourd Spécialisation du personnel Transport sur chantier Calcul de vitesse et test dynamique
1.2) Techniques & Représentations des ultrasons

• Visualisation de type A, B, C d’une pièce
1.2) Techniques & Représentations des ultrasons

• Visualisation de type A, B
1.2) Techniques & Représentations des ultrasons

• Visualisation de type A, C amp, C TOF
1.2) Techniques & Représentations des ultrasons

SOMMAIRE
1) Ultrasons (méthode active) 1.1) Principe général
1.2) Techniques & Représentations des ultrasons
1.3) Applications tous matériaux :
• Contrôle OT & OL • Mesure d’épaisseurs • Mesures (vitesse, module de Young, Coefficient de poisson, Taille de grains…) • Recherche couple de serrage • Contrôle par résonance • Application Industrielle : Ferroviaire, Aéronautique, Nucléaire…
2) Émission Acoustique (méthode passive)
2.1) Principe général
2.2) Applications tous matériaux :
• Recherche de corrosion / fissuration • Recherche de fuites • Monitoring • Application Aéronautique

• Contrôle des tubes :
Tube épais Tube fin
OT OT OT OT OT OT
Contrôle OT & OL
OL
Présentateur
Commentaires de présentation
OL : Plus énergétique donc meilleur rapport signal à bruit. Orientation supposée des défauts, process de fab

SOMMAIRE
1) Ultrasons (méthode active) 1.1) Principe général
1.2) Techniques & Représentations des ultrasons
1.3) Applications tous matériaux :
• Contrôle OT & OL • Mesure d’épaisseurs • Mesures (vitesse, module de Young, Coefficient de poisson, Taille de grains …) • Recherche couple de serrage • Contrôle par résonance • Application Industrielle : Ferroviaire, Aéronautique, Nucléaire…
2) Émission Acoustique (méthode passive)
2.1) Principe général
2.2) Applications tous matériaux :
• Recherche de corrosion / fissuration • Recherche de fuites • Monitoring • Application Aéronautique

Connaissant la vitesse d’un matériau, on peut en déduire son épaisseur et inversement. Travailler avec la fréquence d’échantillonnage la plus élevée possible. Mesure d’épaisseur : Etalonnage en vitesse selon la vitesse connue. Réglage du zéro grâce à 2 échos de fond choisis arbitrairement Le 2ème doit être affiché au double du premier. Prendre les mesures sur le premier écho de fond ou réaliser une mesure entre 2 échos de fond consécutifs.
Mesure d’épaisseurs
Présentateur
Commentaires de présentation
Connaissant la vitesse du son et le temps de l’aller retour Déduction de l’épaisseur ! Exemple de l’éclair !

SOMMAIRE
1) Ultrasons (méthode active) 1.1) Principe général
1.2) Techniques & Représentations des ultrasons
1.3) Applications tous matériaux :
• Contrôle OT & OL • Mesure d’épaisseurs • Mesures (vitesse, module de Young, Coefficient de poisson, Taille de grains…) • Recherche couple de serrage • Contrôle par résonance • Application Industrielle : Ferroviaire, Aéronautique, Nucléaire…
2) Émission Acoustique (méthode passive)
2.1) Principe général
2.2) Applications tous matériaux :
• Recherche de corrosion / fissuration • Recherche de fuites • Monitoring • Application Aéronautique

Evaluation de taille de grains par ultrasons : Réalisation d’un tri selon le niveau de bruit de fond et classement des pièces selon ce niveau. Couper la pièce avec le niveau de bruit de fond le plus élevé et réaliser une micro. Si la taille de grain est bonne, on valide le lot. Sinon, on coupe la suivante
Mesures (vitesse, module de Young, Coefficient de poisson, Taille de grains…)
Présentateur
Commentaires de présentation
Tri de pièce par taille de grains

Coefficient de Poisson : Mis en évidence par Siméon Denis Poisson, le coefficient de Poisson permet de caractériser la contraction de la matière perpendiculairement à la direction de l'effort appliqué. Module de Young (E): Constante élastique qui, pour un matériau homogène isotrope, lie la contrainte à la déformation. Mesures de caractéristiques physiques (Module d’Young, coefficient de Poisson) On mesure la masse et le volume d’une pièce puis on fait une mesure de vitesse des OL 0° et des OT 0°sur le même échantillon. On en déduit des formules des vitesse les coefficients de Poisson et Young.
Mesures (vitesse, module de Young, Coefficient de poisson, Taille de grains…)
Présentateur
Commentaires de présentation
On mesure la vitesse des OL et OT à 0° OT: Faisable avec des palpeurs spécifique! Exemple : VOLVO Trucks : Carter en fonte mesure en vitesse et déduction du module de Young et de Poisson => Homogo.
SOMMAIRE
1) Ultrasons (méthode active) 1.1) Principe général
1.2) Techniques & Représentations des ultrasons
1.3) Applications tous matériaux :
• Contrôle OT & OL • Mesure d’épaisseurs • Mesures (vitesse, module de Young, Coefficient de poisson, Taille de grains…) • Recherche couple de serrage • Contrôle par résonance • Application Industrielle : Ferroviaire, Aéronautique, Nucléaire…
2) Émission Acoustique (méthode passive)
2.1) Principe général
2.2) Applications tous matériaux :
• Recherche de corrosion / fissuration • Recherche de fuites • Monitoring • Application Aéronautique

• Mesures de couple de serrage
Tension (daN) = K*Allongement UT (ns) K est un coefficient qui dépend de la configuration (abaques) et qui prends en compte les chutes de vitesse par la contrainte et l’allongement.
Tension (daN) = K*Allongement UT (ns)
Allongement en ns
Tension en daN
Mesure entre 2 échos ou 1 seul. Possibilité de laisser le traducteur à
demeure.
Recherche couple de serrage
Présentateur
Commentaires de présentation
Vis en tensions : Changement des coefficients de Lamé, chgt de vitesse l’echo se déplace dans le temps (Allongement de la vis et chgt de vitesse) connaitre des valeurs initiales

SOMMAIRE
1) Ultrasons (méthode active) 1.1) Principe général
1.2) Techniques & Représentations des ultrasons
1.3) Applications tous matériaux :
• Contrôle OT & OL • Mesure d’épaisseurs • Mesures (vitesse, module de Young, Coefficient de poisson, Taille de grains …) • Recherche couple de serrage • Tap-test, Contrôle par résonnance. • Application Industrielle : Ferroviaire, Aéronautique, Nucléaire…
2) Émission Acoustique (méthode passive)
2.1) Principe général
2.2) Applications tous matériaux :
• Recherche de corrosion / fissuration • Recherche de fuites • Monitoring • Application Aéronautique

• Tap-test :
Contrôle à l’aide d’un petit marteau doux, ce contrôle permet en « écoutant » le son émis par le choc sur la pièce de déterminer la présence de délaminage ou décollages importants.
Méthode moyennement fiable directement basée sur l’expérience de l’opérateur
• On peut aussi utiliser un woodpecker : Tap-test électronique C’est un petit système électronique qui va mesurer le rebond d’un petit marteau sur la pièce. Selon le rebond engendrer, il va indiquer ou non la présence d’un défaut.
Tap-test, Contrôle par résonnance.

• Bond-testing / Contrôle par résonnance
Pitch and catch L’énergie acoustique (quelques kHz) est perdue dans la structure. Lorsqu’un délaminage apparaît, l’énergie reçue est plus importante
Tap-test, Contrôle par résonnance.
Présentateur
Commentaires de présentation
Variation : De fréquence, phase du signal et de l’amplitude ! Tout dépend du matériau et des conditions Délaminage et décollement composite // Ex : Nida Alu

SOMMAIRE
1) Ultrasons (méthode active) 1.1) Principe général
1.2) Techniques & Représentations des ultrasons
1.3) Applications tous matériaux :
• Contrôle OT & OL • Mesure d’épaisseurs • Mesures (vitesse, module de Young, Coefficient de poisson, Taille de grains …) • Recherche couple de serrage • Tap-test, Contrôle par résonnance. • Application Industrielle : Ferroviaire, Aéronautique, Nucléaire…
2) Émission Acoustique (méthode passive)
2.1) Principe général
2.2) Applications tous matériaux :
• Recherche de corrosion / fissuration • Recherche de fuites • Monitoring • Application Aéronautique

Rack 32 voies Ultrasons en parallèle Connexion Ethernet ou USB 3.
Système SAMBA pour intégration dans engin de contrôle rapide de voies
Applications Industrielles: Ferroviaire, Aéronautique, Nucléaire…
Vitesse d’avance du camion en contrôle max : 30km/h Contrôle du Champignon, Ame, Patin.
Camion géo-localisé permettant de « recaler » le contrôle à postériori
Présentateur
Commentaires de présentation
Système de mesure qui pilote de 24 à 32 capteurs UT // Répartitions dans des roues élastomères. (Vitesse d’avance Max Camion 30km/h) Résolution de mesure de 2,5mm (Pas d’avance) Recherche de fissure, dans (Champignon, Ame, Patin)

IHM déportée
Bac de départ
Plateau CB
Armoire Electrique
Poste Opérateur
Zone Protégée Cuve 3 Axes
Grillage
Amélioration de la productivité:
• Amélioration C-Scan : ‒ Cuve US Automatisée (Retrofit
ou équipement neuf) ‒ Qualification client et
documentation pilotée par nos Cosac niveau III
• Amélioration A-Scan : ‒ Equipement développé pour les
besoins de votre production
• Amélioration procédés : ‒ Organisation Lean ‒ Automatisation de la traçabilité
(lecteurs Flash code / QR code) ‒ PlugIn client au niveau du
contrôle ‒ Automatisation des rapports
Applications Industrielles: Ferroviaire, Aéronautique, Nucléaire…
Présentateur
Commentaires de présentation
Thermo. Plastique : PEEK Parler des spaghetti !

Pre-Machining
Ultrasonic Testing
Macro Etching
Destructive Testing
MISTRAS Solutions
+
+
+
Concurrence
Application s Industrielles

SOMMAIRE
1) Ultrasons (méthode active) 1.1) Principe général
1.2) Techniques & Représentations des ultrasons
1.3) Applications tous matériaux :
• Contrôle OT & OL • Mesure d’épaisseurs • Mesures (vitesse, module de Young, Coefficient de poisson, Taille de grains …) • Recherche couple de serrage • Tap-test, Contrôle par résonnance. • Application Industrielle : Ferroviaire, Aéronautique, Nucléaire…
2) Émission Acoustique (méthode passive)
2.1) Principe général
2.2) Applications tous matériaux :
• Recherche de corrosion / fissuration • Recherche de fuites • Monitoring • Application Aéronautique

DEFINITION:
Phénomène de création d’ondes élastiques transitoires résultant de micro déplacements locaux internes aux matériaux (20 kHz à 1 MHz)
Salve
Contrainte Contrainte
Evènement Localisé (x, y, z)
Ondes Elastiques
Evènement (Physique) Matériau
σ σ Salve
Principe général
EVENEMENT / EVENT Apparition d’un micro-déplacement engendrant des ondes élastiques transitoires
SOURCE Lieu où apparaît des évènements d’Emission Acoustique. SALVE / HIT Signal de forme transitoire caractérisé par une montée rapide de l’amplitude des oscillations à partir d’un niveau de référence initial puis par une décroissance, généralement plus lente jusqu’à une valeur proche du niveau initial.

Principe d’irréversibilité : Effet KAISER
Effet Kaiser : Lors de la sollicitation d’un matériau : absence d’Emission Acoustique jusqu’à ce que le niveau de sollicitation précédemment atteint ne soit dépassé.
Principe général

Capteur Pré-amplificateurs (Amplification, conditionnement + Filtre)
Carte d’acquisition
Disque dur
PC
Interface opérateur
Post-traitement
Affichage
Chaine complète d’Emission Acoustique
Acquisition / Stockage / Traitement Liaison Conditionnement Détection
Principe général
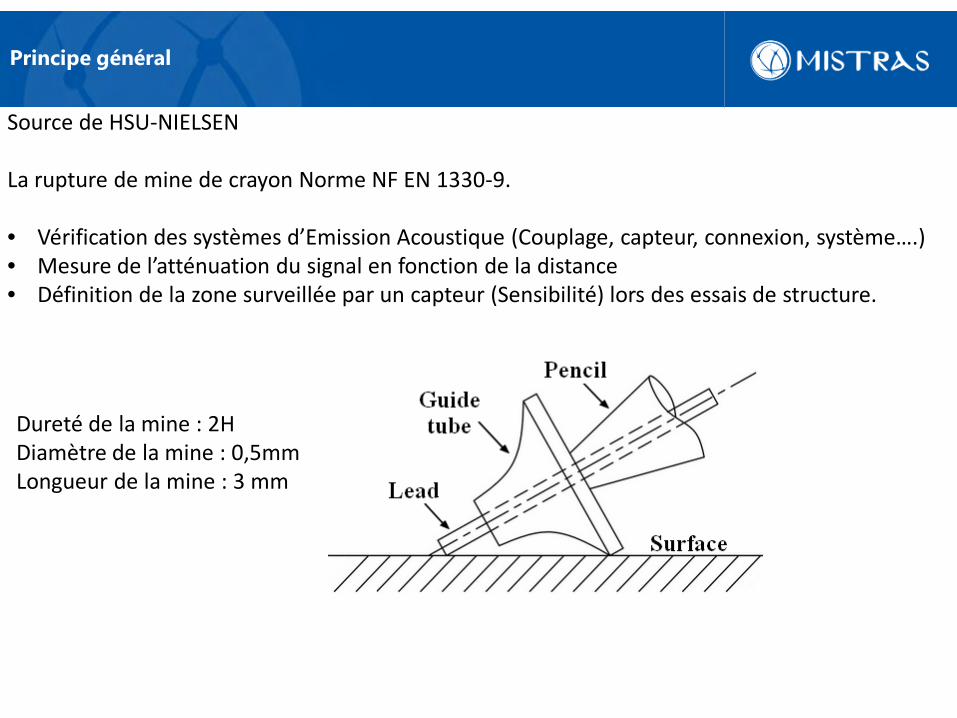
Source de HSU-NIELSEN La rupture de mine de crayon Norme NF EN 1330-9. • Vérification des systèmes d’Emission Acoustique (Couplage, capteur, connexion, système….) • Mesure de l’atténuation du signal en fonction de la distance • Définition de la zone surveillée par un capteur (Sensibilité) lors des essais de structure.
Dureté de la mine : 2H Diamètre de la mine : 0,5mm Longueur de la mine : 3 mm
Principe général

• Mécaniques
• Déformations plastiques, • Ruptures, Impacts, • Transformations de phases • Frottements, • Fuites, Cavitation, Ebullition…
• Physico-Chimiques
• Corrosion, • Fragilisation H2 • Dégagement gazeux, • Croissance et ruptures d’oxydes…
Principe général
Sources d’emission Acoustique

SOMMAIRE
1) Ultrasons (méthode active) 1.1) Principe général
1.2) Techniques & Représentations des ultrasons
1.3) Applications tous matériaux :
• Contrôle OT & OL • Mesure d’épaisseurs • Mesures (vitesse, module de Young, Coefficient de poisson, Taille de grains …) • Recherche couple de serrage • Tap-test, Contrôle par résonnance. • Application Industrielle : Ferroviaire, Aéronautique, Nucléaire…
2) Émission Acoustique (méthode passive)
2.1) Principe général
2.2) Applications tous matériaux :
• Recherche de corrosion / fissuration • Recherche de fuites • Monitoring • Application Aéronautique

Recherche de corrosion / fissuration
Mécanisme de CSC aciers Inoxydables : Etape 1 : Etape 2 :
Etape 3:
Formation du film
Stress
Stress Rupture fragile
Environnement
Stress
Stress
Plastification en fond de fissure

Recherche de corrosion / fissuration
Suivi de Corrosion : Identification des phases transitoires de propagation de corrosion localisée : Exemple : 2 Réservoirs à fond plat
• Matériau : Acier Inox (316Ti/19-25 Hmo ST9) • Milieu non Corrosif • T° 90°-100°C
CORPAC :
• 1996 : CORPAC : Peu d’activité Conclusion: Pas de propagation de corrosion • 1997 : CORPAC Forte activité localisée à l’interface Liquide/Gaz Analyse de la production Rupture d’un sécheur 1 mois auparavant (Eau dans le produit) • 1998 : CORPAC : Faible activité Conclusion : Réduction importante de la vitesse de corrosion.

SOMMAIRE
1) Ultrasons (méthode active) 1.1) Principe général
1.2) Techniques & Représentations des ultrasons
1.3) Applications tous matériaux :
• Contrôle OT & OL • Mesure d’épaisseurs • Mesures (vitesse, module de Young, Coefficient de poisson, Taille de grains …) • Recherche couple de serrage • Tap-test, Contrôle par résonnance. • Application Industrielle : Ferroviaire, Aéronautique, Nucléaire…
2) Émission Acoustique (méthode passive)
2.1) Principe général
2.2) Applications tous matériaux :
• Recherche de corrosion / fissuration • Recherche de fuites • Monitoring • Application Aéronautique

Recherche de fuites
• Les pertes de gaz en raffinerie se chiffrent entre 100 000 et 4 millions d’euros par an et par site
• Des centaines voir des milliers de vannes peuvent être à l’origine de ces pertes.
• L’identification et la quantification de chaque fuite sont nécessaire à la prise de décision appropriée.
• Une vanne fuyarde peut perdre plus de 100 Litres Minutes !
• Les fuite inférieures à 1 litre/minute sont détectable
Partenariat entre MISTRAS & British Petroleum : VPAC

SOMMAIRE
1) Ultrasons (méthode active) 1.1) Principe général
1.2) Techniques & Représentations des ultrasons
1.3) Applications tous matériaux :
• Contrôle OT & OL • Mesure d’épaisseurs • Mesures (vitesse, module de Young, Coefficient de poisson, Taille de grains …) • Recherche couple de serrage • Tap-test, Contrôle par résonnance. • Application Industrielle : Ferroviaire, Aéronautique, Nucléaire…
2) Émission Acoustique (méthode passive)
2.1) Principe général
2.2) Applications tous matériaux :
• Recherche de corrosion / fissuration • Recherche de fuites • Monitoring • Application Aéronautique

Monitoring
Réacteur neuf (Liquéfacteur) : Inspection périodique par EA (GDF Montoire) Elimination des arrêts Remplace l’inspection visuelle Environnement : Taille : 8m x 3,5m Volume 100m3 Matériaux : Acier Inox (Z3CN1810) Isolation : Multi-Parois Pression Max : 12 Bars Température : -138°C
Post traitement des données non négligeable
SOMMAIRE
1) Ultrasons (méthode active) 1.1) Principe général
1.2) Techniques & Représentations des ultrasons
1.3) Applications tous matériaux :
• Contrôle OT & OL • Mesure d’épaisseurs • Mesures (vitesse, module de Young, Coefficient de poisson, Taille de grains …) • Recherche couple de serrage • Tap-test, Contrôle par résonnance. • Application Industrielle : Ferroviaire, Aéronautique, Nucléaire…
2) Émission Acoustique (méthode passive)
2.1) Principe général
2.2) Applications tous matériaux :
• Recherche de corrosion / fissuration • Recherche de fuites • Monitoring • Applications Aéronautique

Aile équipée de capteurs EA
Première mondiale de la surveillance "formage à froid automatisé" (LFA) à l'aide d'AE
Intégration du capteur AE dans la LFA:
Détection des anomalies de formation (propagation des dommages). Création de base de données permettant de retirer la phase de Ressuage
Applications Aéronautique

Bilan

QUESTIONS ? MERCI DE VOTRE ATTENTION