
Contamination Management dans la pratique Chapitre 2 : De ... · dans la pratique Chapitre 2 : De...
46
Contamination Management dans la pratique Chapitre 2 : De l’usinage jusqu’à la livraison Chapitre 2
-
Upload
truongmien -
Category
Documents
-
view
215 -
download
0
Transcript of Contamination Management dans la pratique Chapitre 2 : De ... · dans la pratique Chapitre 2 : De...

Contamination Managementdans la pratique
Chapitre 2 : De l’usinage jusqu’à la livraison
Ch
apit
re 2

Page 25
Page 26
Page 27
Page 28
Page 28
Page 28
Page 29
Page 31
Page 32
Page 35
Page 35
Page 36
Page 36
Page 40
Page 42
Page 42
Page 43
Page 45
Page 47
Page 49
1
Définition du "Contamination Management"
Les bases du Contamination Management
2.1 Définition des types decontaminations
2.2 Les conséquences descontaminations particulairesdans les systèmes à fluides
2.3 Classification de lacontamination particulaire dansdes fluides
2.3.1 ISO 4405 – „Fluidesoumis à pression hydraulique –Contamination des fluides –Détermination de lacontamination particulaire aumoyen de méthodesgravimétriques“
2.3.2 ISO 4406:1999
2.3.3 NAS 1638
2.3.4 SAE AS 4059
2.3.5 Marche à suivre lors del'analyse des échantillons defluide selon ISO 4406:1999,NAS 1638 et SAE AS 4059
Détermination de la quantitéde contamination résiduellesur des composants
3.1 Procédé par ultrasons
3.2 Procédé par rinçage
3.3 Procédé par agitation
3.4 Procédés d'exploitation
Analyse de la propreté decomposants et de systèmescomplets sur le banc derinçage/d'essais
4.1 Ecoulement turbulent
4.2 Effet dispersant
4.3 Balayage de tous lescanaux et de toutes les surfaces
4.4 Régime pulsatoire lors du rinçage
1
2
3
4
Page 3
Page 5
Page 5
Page 8
Page 12
Page 13
Page 14
Page 15
Page 16
Page 17
Page 19
Page 19
Page 20
Page 20
Page 21
Page 23
Page 23
Page 24
Page 25
Page 25
4.5 Réalisation d'une mesurede propreté sur un banc derinçage
4.5.1 Détermination de lapollution totale d'un système
Contamination Monitoring
5.1 Planification
5.2 Réalisation
5.3 Examens au niveau de la ligne de fabrication ou de montage
5.4 Résultats
Elaboration d'unespécification de propreté
6.1 Structure d'une gamme d’extraction
Sources de contaminationlors de la fabrication ou dumontage de systèmeshydrauliques
7.1 Prévention contrel’introduction de polluants lors de la fabrication et du montagede systèmes hydrauliques
7.2 Elimination de lacontamination particulaire auniveau de systèmeshydrauliques (expériencesissues de la pratique) et decomposants
7.2.1 Installations de nettoyage
7.2.2 Contrôle dufonctionnement
7.3 Stockage, logistique etenvironnement
7.4 Pièces de sous-traitance etpièces de fabrication interne
Rinçage à la mise en service
Considérations de rentabilité
Contamination Managementdans la pratique
Bibliographie
5
6
7
8
9
10
3
1 Définition du"ContaminationManagement"
Le "Contamination Management"(gestion de la propreté) porte surl'analyse et l'optimisation de processsous l'angle de la propreté descomposants, des systèmes et desfluides utilisés.
Dans les systèmes hydrauliquesmodernes – de l'industrieautomobile et de ses sous-traitants,de l'industrie hydraulique et dumobile – on utilise aujourd'hui descomposants plus petits, plus légerset plus performants que p. ex. 10ans auparavant. L'utilisation de cescomposants augmente égalementles exigences de propreté dusystème, comme l'ont montrédifférentes études par le passé.
Environ 70 à 80 % de toutes lesdéfaillances de systèmeshydrauliques sont imputables à uneforte pollution de ces derniers. Cetaux de défaillances ne concernepas seulement l'industriehydraulique classique. Dans lesecteur automobile, notamment, où l'utilisation de systèmes électro-hydrauliques ne cesse de sedévelopper, le "ContaminationManagement" est un sujetd'actualité. Le terme "systèmeshydrauliques" ou "systèmes àfluides" est ici utilisé au sensgénéral pour tous les secteursd'activité (automobile, hydrauliquestationnaire ou mobile). Desspécifications de propreté sontactuellement utilisées dansl'industrie automobile pour lessystèmes suivants :
Moteur (alimentation en carburant,alimentation en huile)Direction assistéeBoîte de vitessesautomatique/manuelleSystèmes à assistance électro-hydraulique (suspension,embrayage, freins, ABS, ESP)Centrales hydrauliques
Cette liste qui ne prétend pas êtreexhaustive, vise uniquement àillustrer les domaines d'applicationdu Contamination Management.
Par le passé, des systèmeshydrauliques ont été équipés d'unefiltration système qui permettait derincer l’ensemble lors de la mise enservice, puis de maintenir lapropreté du fluide à un niveauconstant, p. ex. par l'utilisation defiltres de mise en service avec unpremier intervalle de maintenancetrès court, suivie du passage à lafiltration système. Du fait del'augmentation des exigencesimposées aux systèmeshydrauliques (augmentation desintervalles de maintenance etpression croissante des coûts),cette procédure s'avère souventinsuffisante. Sur de gros systèmesde l'industrie hydraulique, desrinçages sont effectués lors de lamise en service afin d'amenerrapidement le niveau decontamination à un niveauacceptable.
Sur de petits systèmeshydrauliques produits à un grandnombre d'exemplaires (p. ex.industrie automobile, industriehydraulique), ceci n'est pastoujours possible. C'est pourquoi leContamination Managementdémarre dès le stade de lafabrication des différentscomposants et englobe l'ensemblede la chaîne de processus jusqu'àla pièce finie. Dans un souci d’optimisation, on intégre également le bureaud'études et le servicedéveloppement dans ce processusafin de concevoir les composantsde sorte à pouvoir les laver demanière simple et efficace.Lorsque la proportion de pièces desous-traitance est importante, il estégalement judicieux d'impliquer lesfournisseurs dans le ContaminationManagement.
L'introduction du ContaminationManagement dans le but deminimiser la concentration enparticules à tous les niveaux, de la production jusqu'aufonctionnement du systèmecomplet, permet d'éviter desdéfaillances dues à unecontamination particulaire sur lessystèmes et donc de réaliser deséconomies. Ceci peut passer parune réduction des coûts au niveaudes outils d'usinage, par unmeilleur taux d'exploitation debancs d'essais et par uneutilisation optimisée de machinesde lavage.
4
Il en résulte ainsi les tâchessuivantes pour le ContaminationManagement :
Développement de systèmesoptimisés en vue de les rendrefaciles à nettoyer
Optimisation et surveillance deprocessus de lavage et de rinçage
Formation et sensibilisation dupersonnel
Localisation et élimination desources de contaminations
Elaboration d'instructions d'analyse
Création de spécifications depropreté pour les piècesélémentaires et les systèmes
Il faut examiner l'ensemble descoûts pour pouvoir illustrer lesuccès du ContaminationManagement.
Cet examen des coûts intègre lesfacteurs suivants :
- Coûts de la garantie et des gestes commerciaux
- Coûts énergétiques- Coûts de reprise d'usinage- Coûts des outils sur les machines
d'usinage- Coûts d'exploitation de machines
à laver et de bancs d'essais- Coût du temps de travail...
Dans les chapitres suivants, vous trouverez de plus amplesinformations sur les principesfondamentaux et les applicationsdu Contamination Management.
Terminologie :
Contamination Management Gestion de la propreté – Surveillance/optimisation de la propreté de composants et de fluides dans le flux des pièces et le montage de systèmes.
Système à fluides Systèmes hydrauliques et systèmes remplis de fluides dans l'automobile (p. ex. moteurs, boîtes de vitesses, direction assistée, ABS,...).
Pollution originelle Quantité de contaminants présente après le montage.
Contamination au rodage Contamination particulaire induite par le rodage.
Dommages initiaux Dommages de surface qui sont occasionnés durant le contrôle de fonctionnement/la mise en service ou le montage des systèmes.
Contamination Monitoring Examen de processus sous l'angle de leur apport en contaminants.
Procédé de mesure en ligne Procédé de mesure dans lequel l'échantillon à analyser est directement transmis du système à un appareil de mesure, p. ex. un compteur de particules automatique sur une installation hydraulique.
Procédé de mesure off-line Procédé de mesure dans lequel un échantillon est prélevédans le système et mesuré à un autre endroit, p. ex. l'analyse en laboratoire d'un prélèvement d'huile.
5
Les bases du"ContaminationManagement"
2.1 Définition des types decontaminations
Dans les systèmes à fluides, on rencontre les types decontaminants les plus variés. Il s'agit ici de gaz (p. ex. de l'air),de liquides (p. ex. de l'eau) et d'impuretés solides.
La figure suivante donne unevue d'ensemble des types decontaminants :
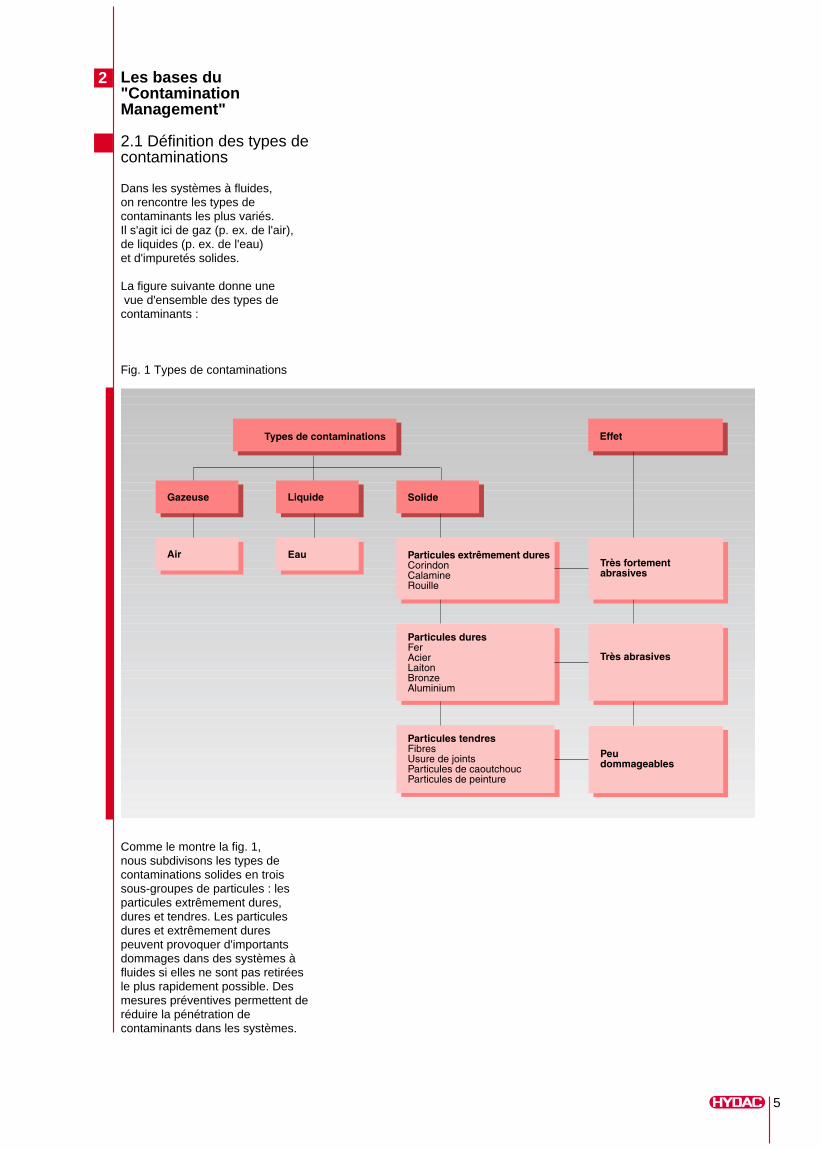
Fig. 1 Types de contaminations
2
Comme le montre la fig. 1, nous subdivisons les types decontaminations solides en troissous-groupes de particules : lesparticules extrêmement dures,dures et tendres. Les particulesdures et extrêmement durespeuvent provoquer d'importantsdommages dans des systèmes àfluides si elles ne sont pas retiréesle plus rapidement possible. Desmesures préventives permettent deréduire la pénétration decontaminants dans les systèmes.
6
Les particules dures sont souventindiquées à part dans lesspécifications. Des maximacorrespondants sont fixés pour lesdimensions qu'une telle particuledure peut présenter : p. ex. la plusgrande particule abrasive ne doitpas être supérieure à 200 µm ou200 x 90 µm ou il ne doit pas yavoir de particules > 200 µm.
Outre la dureté des particulesétrangères, leur nombre et ladistribution des tailles jouentégalement un rôle important dansla fréquence des défauts dessystèmes.
Sur les systèmes neufs, ladistribution des tailles de particulesdiffère de celle de systèmes ayantdéjà tourné quelques heures.
Sur les systèmes neufs, on trouveune accumulation de contaminantsgrossiers jusqu'à quelquesmillimètres de long dont la taillediminue continuellement au fur et à mesure du fonctionnement ou quisont éliminés par une filtration.Après quelques heures defonctionnement, les particules sontpour la plupart si petites qu'elles nesont plus visibles à l'œil nu.
Lors de la mise en service initialede systèmes à fluides, il se produiten plus une contaminationparticulaire due aux frottements etdans laquelle les crêtes rugueusessont éliminées au cours du rodage.Le Contamination Management nepeut éviter cet apport decontaminants, mais lacontamination de base étant plusfaible, le système présente uneplus faible usure au démarrage.
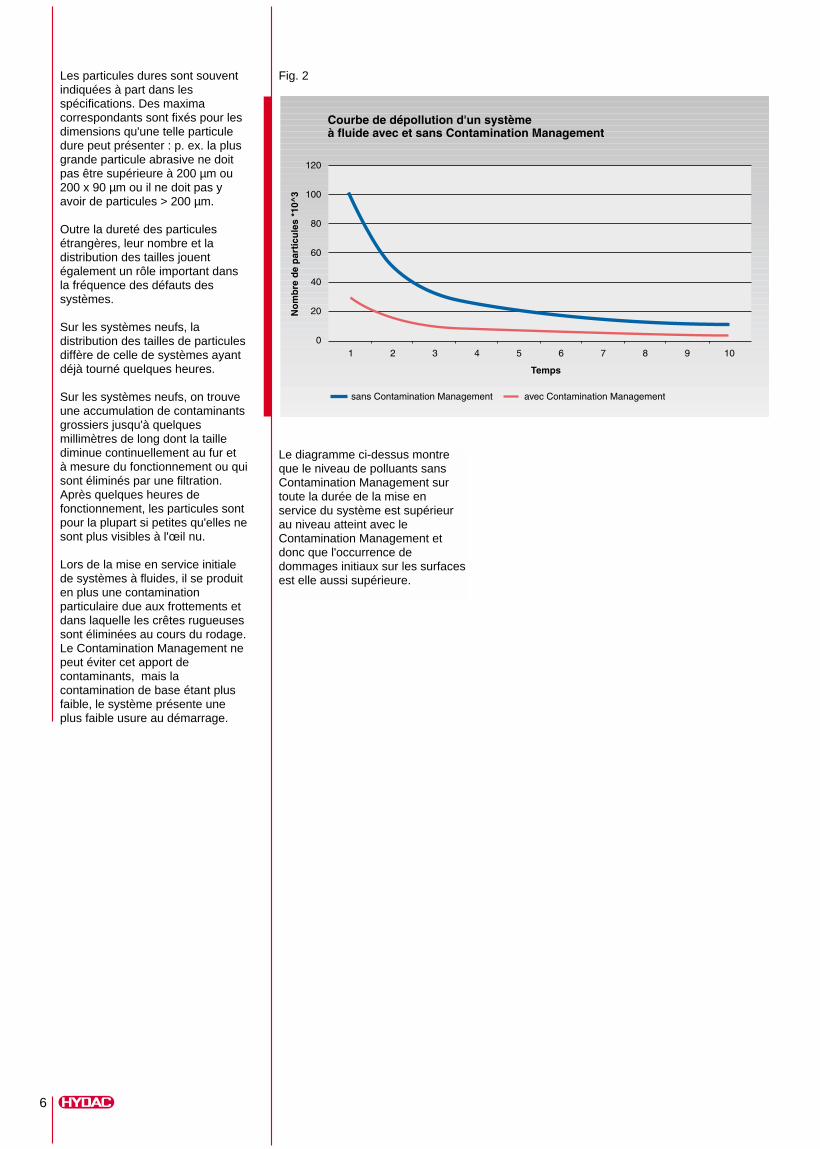
Fig. 2
Le diagramme ci-dessus montreque le niveau de polluants sansContamination Management surtoute la durée de la mise enservice du système est supérieurau niveau atteint avec leContamination Management etdonc que l'occurrence dedommages initiaux sur les surfacesest elle aussi supérieure.
7
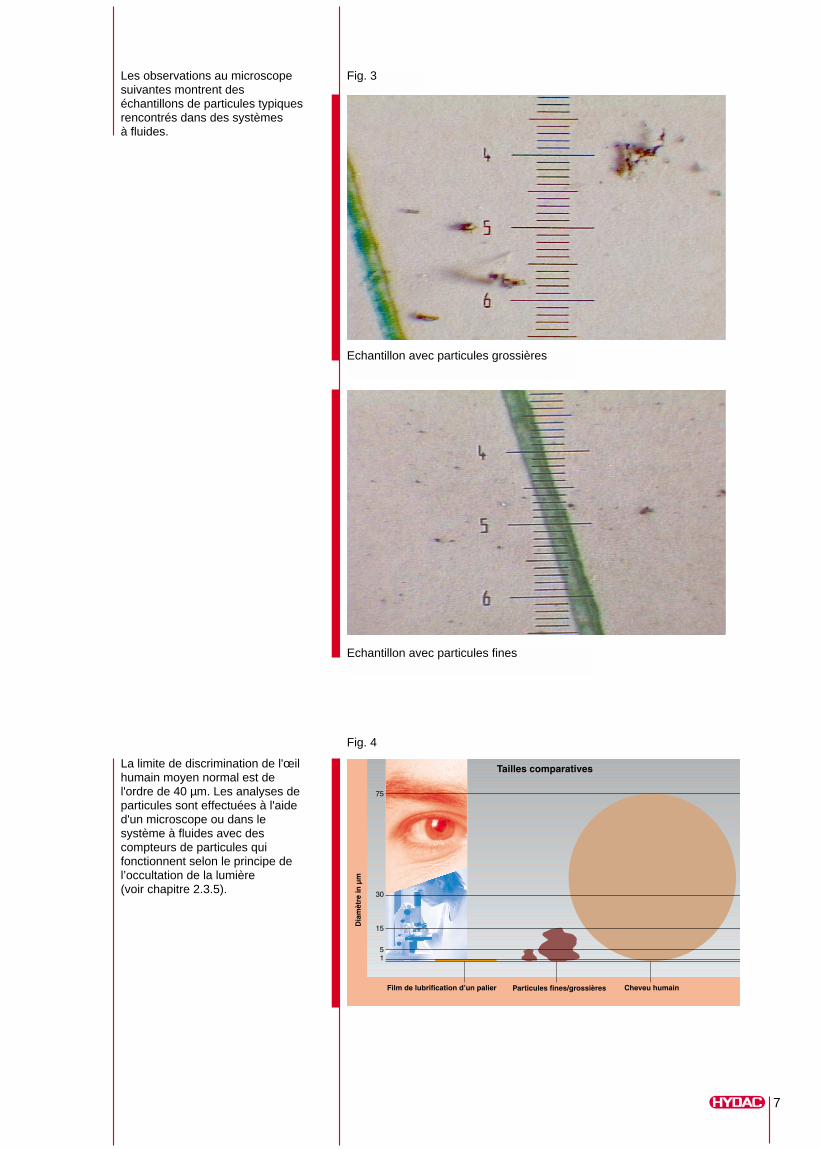
Les observations au microscopesuivantes montrent deséchantillons de particules typiquesrencontrés dans des systèmes à fluides.
Fig. 3
Echantillon avec particules grossières
Echantillon avec particules fines
La limite de discrimination de l'œilhumain moyen normal est del'ordre de 40 µm. Les analyses departicules sont effectuées à l'aided'un microscope ou dans lesystème à fluides avec descompteurs de particules quifonctionnent selon le principe del’occultation de la lumière (voir chapitre 2.3.5).
Fig. 4
8
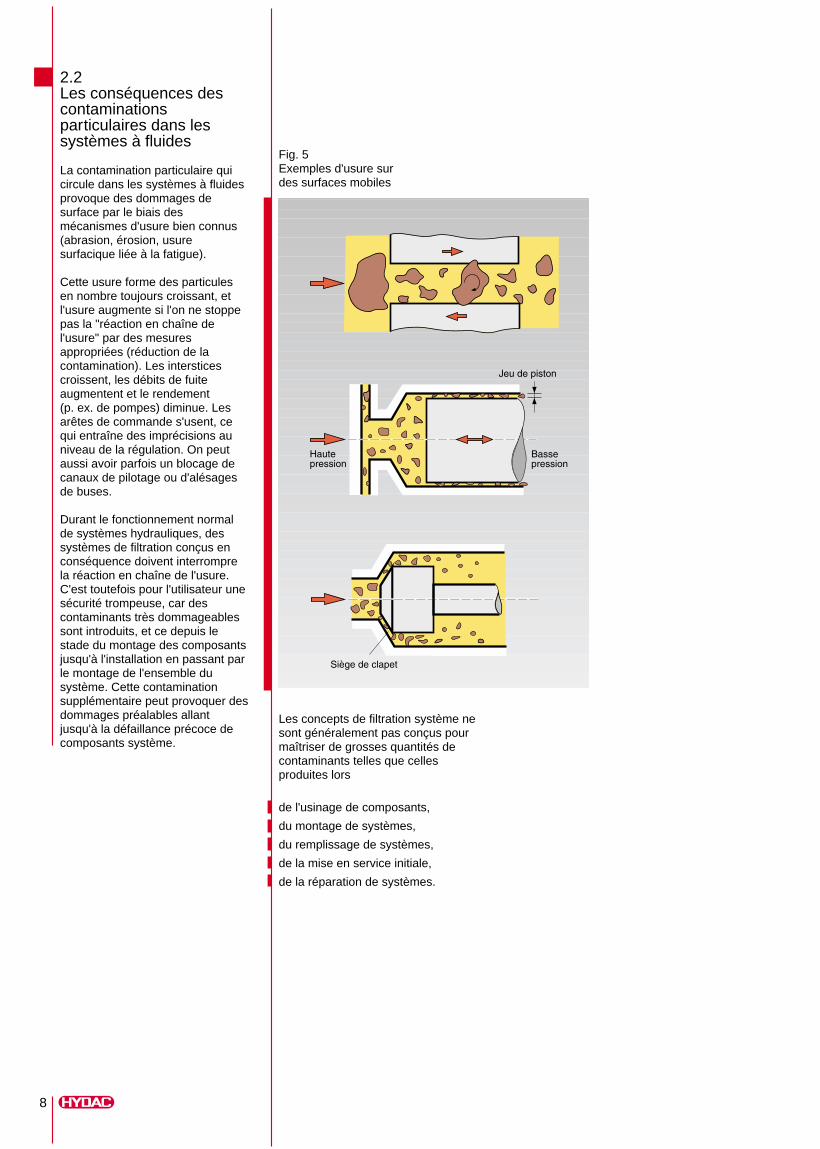
2.2 Les conséquences descontaminationsparticulaires dans lessystèmes à fluides
La contamination particulaire quicircule dans les systèmes à fluidesprovoque des dommages desurface par le biais desmécanismes d'usure bien connus(abrasion, érosion, usuresurfacique liée à la fatigue).
Cette usure forme des particules en nombre toujours croissant, etl'usure augmente si l'on ne stoppepas la "réaction en chaîne del'usure" par des mesuresappropriées (réduction de lacontamination). Les intersticescroissent, les débits de fuiteaugmentent et le rendement (p. ex. de pompes) diminue. Lesarêtes de commande s'usent, cequi entraîne des imprécisions auniveau de la régulation. On peutaussi avoir parfois un blocage decanaux de pilotage ou d'alésagesde buses.
Durant le fonctionnement normal de systèmes hydrauliques, dessystèmes de filtration conçus enconséquence doivent interrompre la réaction en chaîne de l'usure.C'est toutefois pour l'utilisateur unesécurité trompeuse, car descontaminants très dommageablessont introduits, et ce depuis lestade du montage des composantsjusqu'à l'installation en passant parle montage de l'ensemble dusystème. Cette contaminationsupplémentaire peut provoquer desdommages préalables allantjusqu'à la défaillance précoce decomposants système.
Les concepts de filtration système nesont généralement pas conçus pourmaîtriser de grosses quantités decontaminants telles que cellesproduites lors
de l'usinage de composants,
du montage de systèmes,
du remplissage de systèmes,
de la mise en service initiale,
de la réparation de systèmes.
Fig. 5Exemples d'usure sur des surfaces mobiles
9
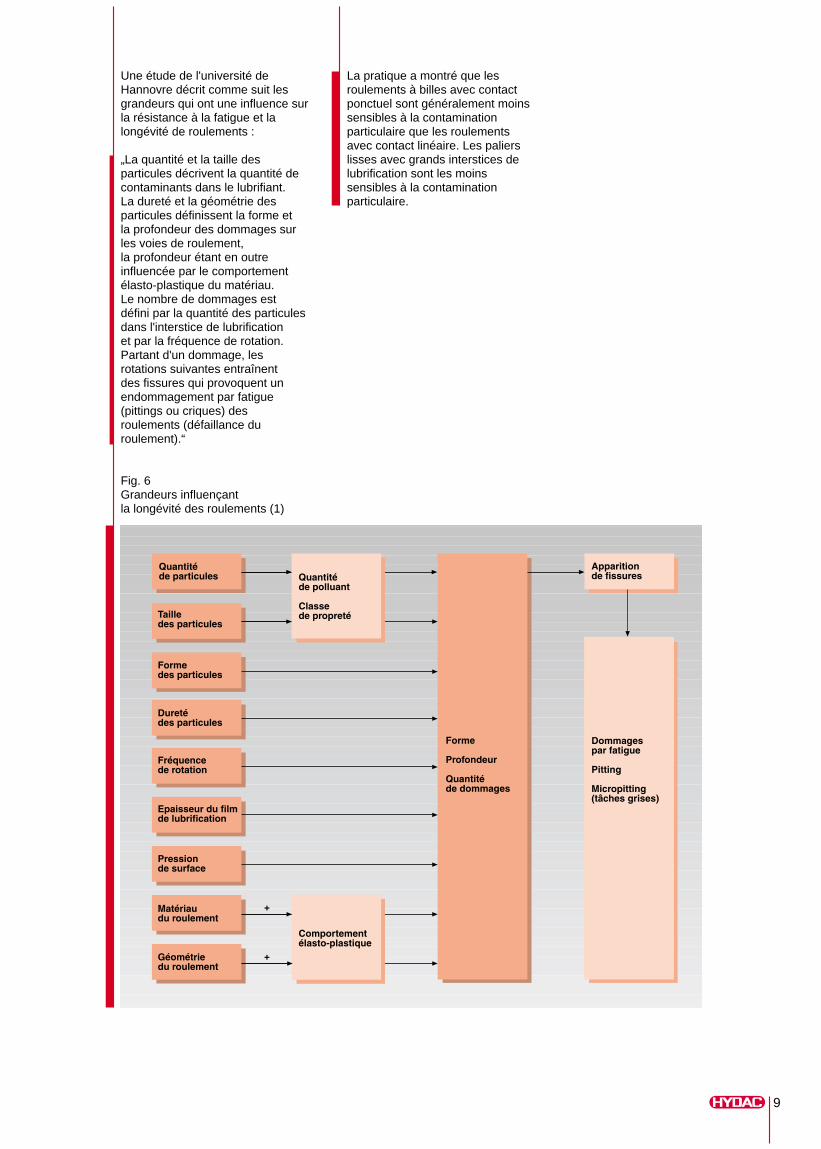
Une étude de l'université deHannovre décrit comme suit lesgrandeurs qui ont une influence surla résistance à la fatigue et lalongévité de roulements :
„La quantité et la taille desparticules décrivent la quantité decontaminants dans le lubrifiant. La dureté et la géométrie desparticules définissent la forme etla profondeur des dommages surles voies de roulement, la profondeur étant en outreinfluencée par le comportementélasto-plastique du matériau. Le nombre de dommages est défini par la quantité des particulesdans l'interstice de lubrification et par la fréquence de rotation.Partant d'un dommage, lesrotations suivantes entraînent des fissures qui provoquent unendommagement par fatigue(pittings ou criques) desroulements (défaillance duroulement).“
Fig. 6 Grandeurs influençant la longévité des roulements (1)
La pratique a montré que lesroulements à billes avec contactponctuel sont généralement moinssensibles à la contaminationparticulaire que les roulementsavec contact linéaire. Les palierslisses avec grands interstices delubrification sont les moinssensibles à la contaminationparticulaire.
10
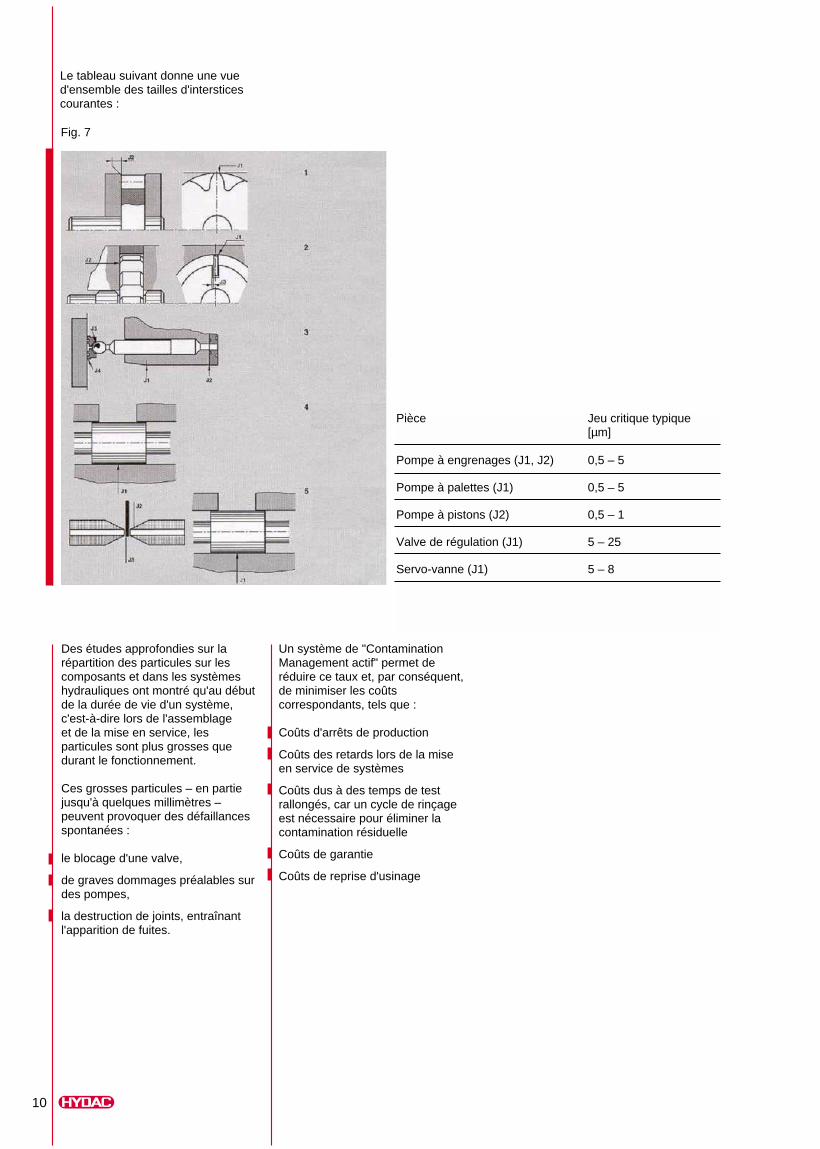
Le tableau suivant donne une vued'ensemble des tailles d'intersticescourantes :
Fig. 7
Pièce Jeu critique typique[µm]
Pompe à engrenages (J1, J2) 0,5 – 5
Pompe à palettes (J1) 0,5 – 5
Pompe à pistons (J2) 0,5 – 1
Valve de régulation (J1) 5 – 25
Servo-vanne (J1) 5 – 8
Des études approfondies sur larépartition des particules sur lescomposants et dans les systèmeshydrauliques ont montré qu'au débutde la durée de vie d'un système,c'est-à-dire lors de l'assemblage et de la mise en service, lesparticules sont plus grosses quedurant le fonctionnement.
Ces grosses particules – en partiejusqu'à quelques millimètres –peuvent provoquer des défaillancesspontanées :
le blocage d'une valve,
de graves dommages préalables surdes pompes,
la destruction de joints, entraînantl'apparition de fuites.
Un système de "ContaminationManagement actif" permet deréduire ce taux et, par conséquent,de minimiser les coûtscorrespondants, tels que :
Coûts d'arrêts de production
Coûts des retards lors de la miseen service de systèmes
Coûts dus à des temps de testrallongés, car un cycle de rinçageest nécessaire pour éliminer lacontamination résiduelle
Coûts de garantie
Coûts de reprise d'usinage
11
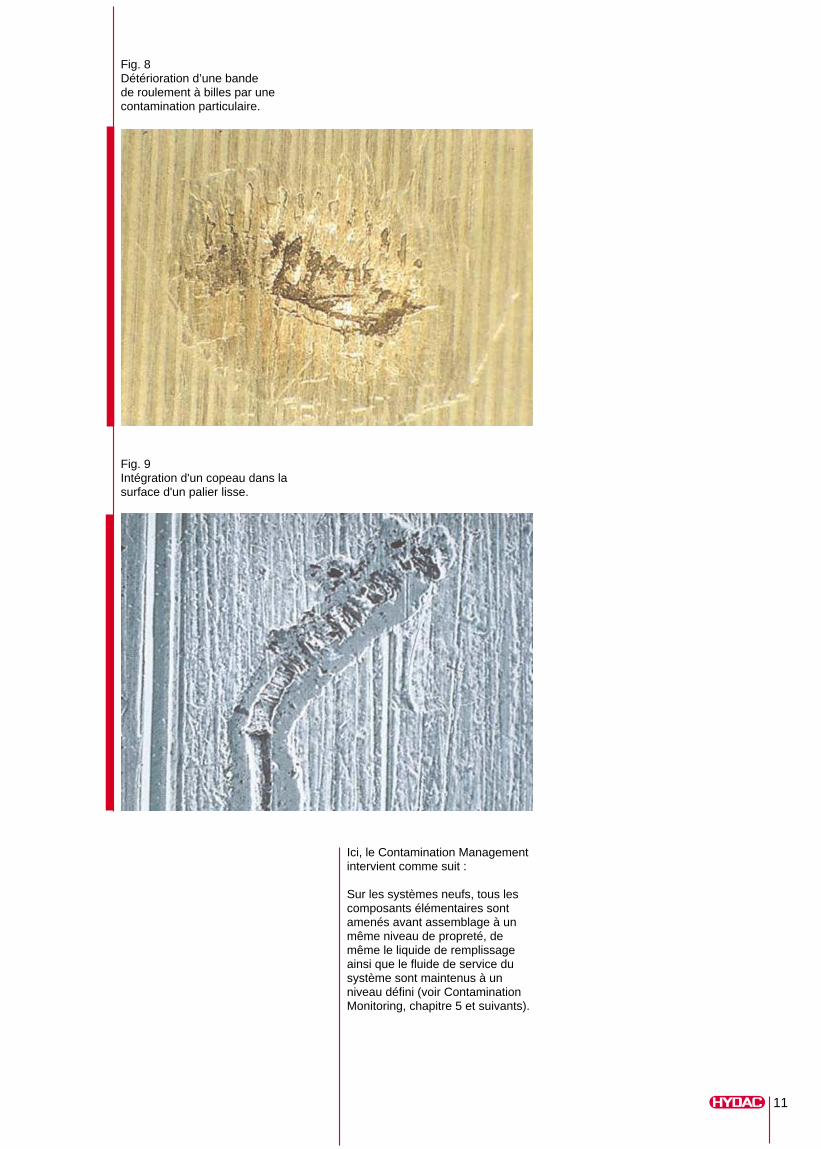
Fig. 8Détérioration d’une bande de roulement à billes par unecontamination particulaire.
Fig. 9Intégration d'un copeau dans lasurface d'un palier lisse.
Ici, le Contamination Managementintervient comme suit :
Sur les systèmes neufs, tous lescomposants élémentaires sontamenés avant assemblage à unmême niveau de propreté, demême le liquide de remplissageainsi que le fluide de service dusystème sont maintenus à unniveau défini (voir ContaminationMonitoring, chapitre 5 et suivants).
12
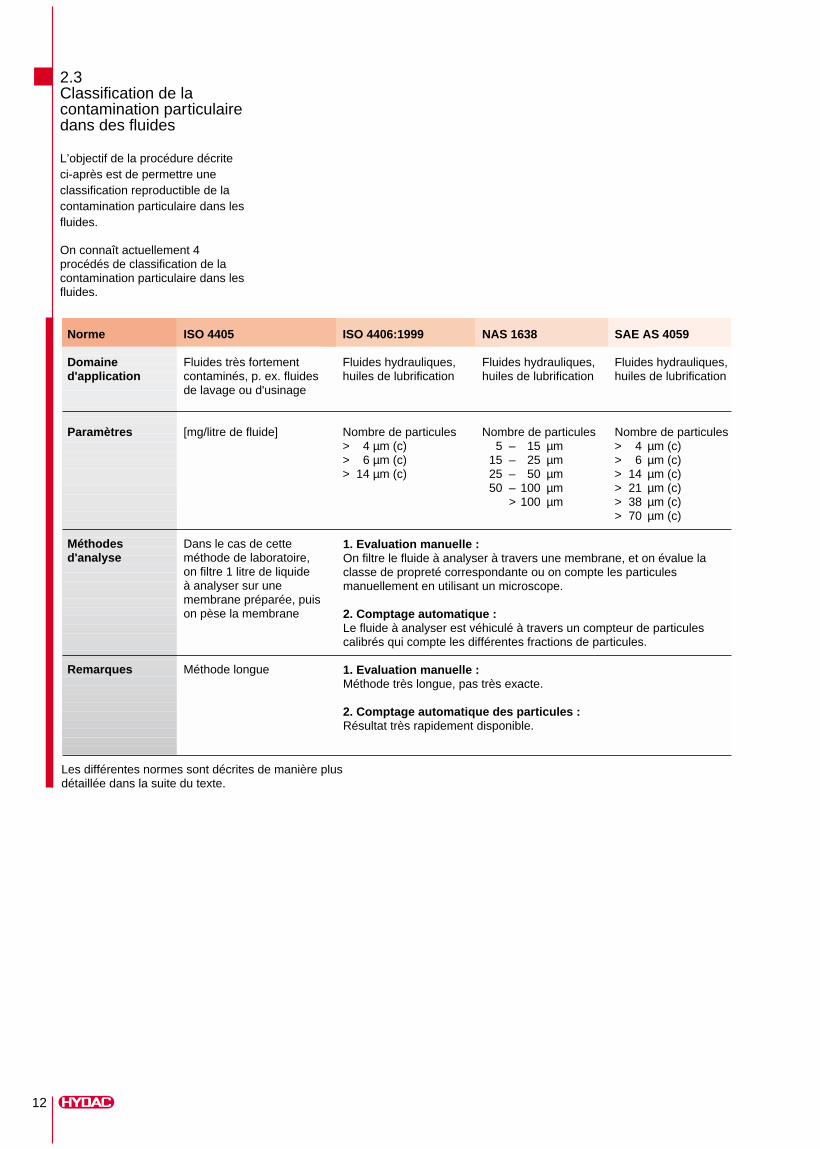
2.3Classification de lacontamination particulairedans des fluides
L’objectif de la procédure décriteci-après est de permettre uneclassification reproductible de lacontamination particulaire dans lesfluides.
On connaît actuellement 4procédés de classification de lacontamination particulaire dans lesfluides.
Norme
Domained'application
Paramètres
Méthodesd'analyse
Remarques
ISO 4405
Fluides très fortementcontaminés, p. ex. fluidesde lavage ou d'usinage
[mg/litre de fluide]
Dans le cas de cetteméthode de laboratoire,on filtre 1 litre de liquide à analyser sur unemembrane préparée, puison pèse la membrane
Méthode longue
ISO 4406:1999
Fluides hydrauliques,huiles de lubrification
Nombre de particules> 4 µm (c)> 6 µm (c)> 14 µm (c)
NAS 1638
Fluides hydrauliques,huiles de lubrification
Nombre de particules5 – 15 µm
15 – 25 µm25 – 50 µm50 – 100 µm
> 100 µm
SAE AS 4059
Fluides hydrauliques,huiles de lubrification
Nombre de particules> 4 µm (c)> 6 µm (c)> 14 µm (c)> 21 µm (c)> 38 µm (c)> 70 µm (c)
1. Evaluation manuelle :On filtre le fluide à analyser à travers une membrane, et on évalue laclasse de propreté correspondante ou on compte les particulesmanuellement en utilisant un microscope.
2. Comptage automatique :Le fluide à analyser est véhiculé à travers un compteur de particulescalibrés qui compte les différentes fractions de particules.
1. Evaluation manuelle :Méthode très longue, pas très exacte.
2. Comptage automatique des particules :Résultat très rapidement disponible.
Les différentes normes sont décrites de manière plusdétaillée dans la suite du texte.

La membrane est ensuite pesée, et on note cette valeur en tant quem(T).
On fixe maintenant la membranedans le support prévu, et on filtre le fluide à contrôler. Afin de rincerl'ensemble de la contamination surla membrane, cette dernière estensuite rincée avec un solvant filtré.Lors de l'analyse de fluidescontenant de l'huile, il est importantd'éliminer totalement l'huilerésiduelle au niveau de lamembrane.
Après cette opération, la membraneest à nouveau séchée, refroidie etpesée (comme décrit auparavant).Cette valeur de mesure est alorsnotée en tant que m(E).
La contamination gravimétrique secalcule comme suit :
M (G) = m(E) – m(T)
13
2.3.1ISO 4405 – „Fluideshydrauliques –Contamination des fluides –Détermination de lacontamination particulaireau moyen de méthodesgravimétriques“
Cette norme internationale décrit laméthode gravimétrique utilisée pourla détermination de la contaminationparticulaire de fluides hydrauliques.
Principe de base :
Un volume de liquide connu est filtrésous dépression à travers une oudeux membranes filtrantes, et onmesure la différence de masses des membranes filtrantes (avant et après la filtration). La deuxièmemembrane est utilisée pour évaluerla précision.
Pour déterminer la contaminationgravimétrique du fluide, il fautprélever un échantillon représentatifdans le système. La norme ISO 4405 décrit la procédure denettoyage des appareils à utiliser.Elle décrit également le procédé de préparation pour les membranesd'analyse.
Avant utilisation, la membrane est rincée à l'isopropanol, séchée à l'étuve jusqu'à ce que sa massereste constante, puis refroidie dans un environnement sec défini. Le refroidissement dans unenvironnement sec défini estimportant, sinon la membraneabsorbe l'humidité ambiante, ce qui fausse le résultat final.
Fig. 10
14
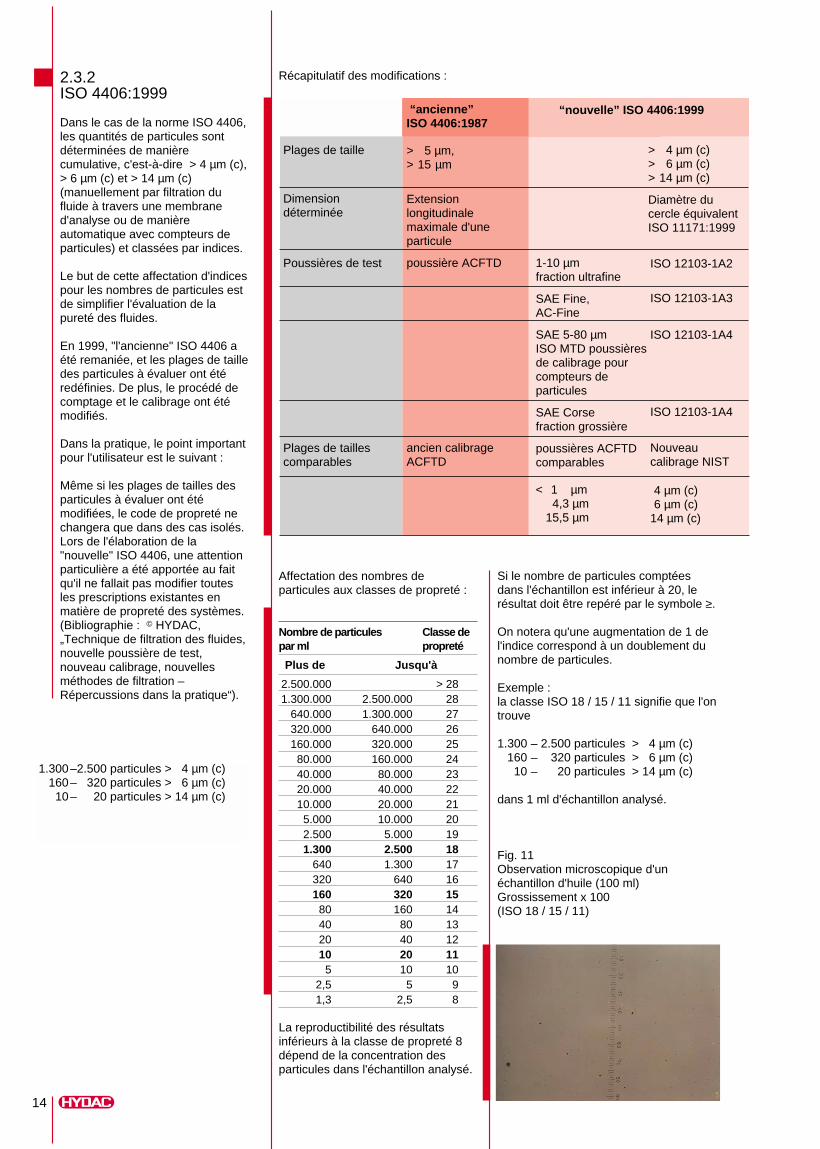
2.3.2ISO 4406:1999
Dans le cas de la norme ISO 4406,les quantités de particules sontdéterminées de manièrecumulative, c'est-à-dire > 4 µm (c),> 6 µm (c) et > 14 µm (c)(manuellement par filtration dufluide à travers une membraned'analyse ou de manièreautomatique avec compteurs departicules) et classées par indices.
Le but de cette affectation d'indicespour les nombres de particules estde simplifier l'évaluation de lapureté des fluides.
En 1999, "l'ancienne" ISO 4406 aété remaniée, et les plages de tailledes particules à évaluer ont étéredéfinies. De plus, le procédé decomptage et le calibrage ont étémodifiés.
Dans la pratique, le point importantpour l'utilisateur est le suivant :
Même si les plages de tailles desparticules à évaluer ont étémodifiées, le code de propreté nechangera que dans des cas isolés.Lors de l'élaboration de la"nouvelle" ISO 4406, une attentionparticulière a été apportée au faitqu'il ne fallait pas modifier toutesles prescriptions existantes enmatière de propreté des systèmes.(Bibliographie : © HYDAC,„Technique de filtration des fluides,nouvelle poussière de test,nouveau calibrage, nouvellesméthodes de filtration –Répercussions dans la pratique“).
Récapitulatif des modifications :
Si le nombre de particules comptéesdans l'échantillon est inférieur à 20, lerésultat doit être repéré par le symbole ≥.
On notera qu'une augmentation de 1 del'indice correspond à un doublement dunombre de particules.
Exemple : la classe ISO 18 / 15 / 11 signifie que l'ontrouve
1.300 – 2.500 particules > 4 µm (c)160 – 320 particules > 6 µm (c)10 – 20 particules > 14 µm (c)
dans 1 ml d'échantillon analysé.
Fig. 11Observation microscopique d'unéchantillon d'huile (100 ml) Grossissement x 100(ISO 18 / 15 / 11)
Affectation des nombres departicules aux classes de propreté :
Nombre de particules Classe de par ml propreté
Plus de Jusqu'à
2.500.000 > 281.300.000 2.500.000 28
640.000 1.300.000 27320.000 640.000 26160.000 320.000 2580.000 160.000 2440.000 80.000 2320.000 40.000 2210.000 20.000 215.000 10.000 202.500 5.000 191.300 2.500 18
640 1.300 17320 640 16160 320 1580 160 1440 80 1320 40 1210 20 115 10 10
2,5 5 91,3 2,5 8
La reproductibilité des résultatsinférieurs à la classe de propreté 8dépend de la concentration desparticules dans l'échantillon analysé.
Plages de taille
Dimensiondéterminée
Poussières de test
Plages de taillescomparables
“ancienne” ISO 4406:1987
> 5 µm,> 15 µm
Extensionlongitudinalemaximale d'uneparticule
poussière ACFTD
ancien calibrageACFTD
> 4 µm (c)> 6 µm (c)> 14 µm (c)
Diamètre ducercle équivalentISO 11171:1999
ISO 12103-1A2
ISO 12103-1A3
ISO 12103-1A4
ISO 12103-1A4
Nouveaucalibrage NIST
4 µm (c)6 µm (c)
14 µm (c)
“nouvelle” ISO 4406:1999
1-10 µmfraction ultrafine
SAE Fine,AC-Fine
SAE 5-80 µm ISO MTD poussièresde calibrage pourcompteurs departicules
SAE Corsefraction grossière
poussières ACFTDcomparables
< 1 µm4,3 µm
15,5 µm
1.300–2.500 particules > 4 µm (c)160– 320 particules > 6 µm (c)10– 20 particules > 14 µm (c)
15
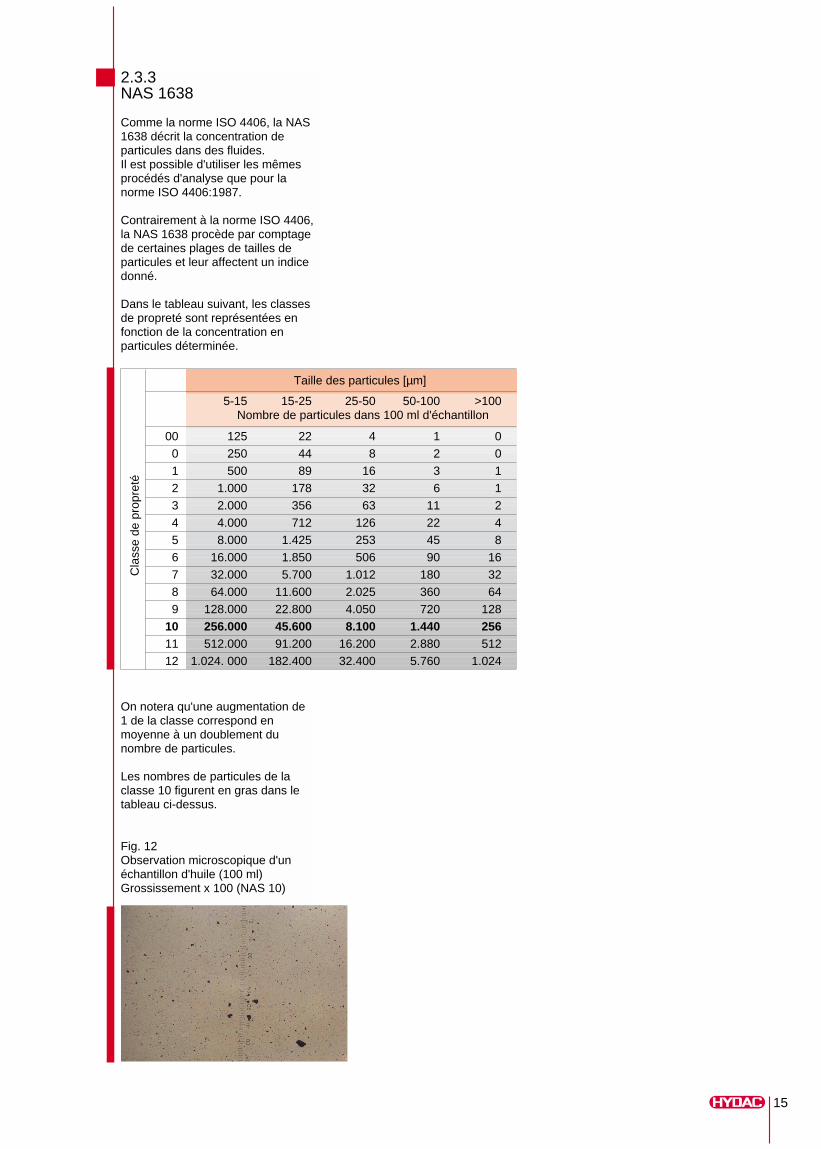
2.3.3NAS 1638
Comme la norme ISO 4406, la NAS1638 décrit la concentration departicules dans des fluides. Il est possible d'utiliser les mêmesprocédés d'analyse que pour lanorme ISO 4406:1987.
Contrairement à la norme ISO 4406,la NAS 1638 procède par comptagede certaines plages de tailles departicules et leur affectent un indicedonné.
Dans le tableau suivant, les classesde propreté sont représentées enfonction de la concentration enparticules déterminée.
On notera qu'une augmentation de1 de la classe correspond enmoyenne à un doublement dunombre de particules.
Les nombres de particules de laclasse 10 figurent en gras dans letableau ci-dessus.
Fig. 12Observation microscopique d'unéchantillon d'huile (100 ml) Grossissement x 100 (NAS 10)
Taille des particules [µm]
5-15 15-25 25-50 50-100 >100Nombre de particules dans 100 ml d'échantillon
00 125 22 4 1 00 250 44 8 2 01 500 89 16 3 12 1.000 178 32 6 13 2.000 356 63 11 24 4.000 712 126 22 45 8.000 1.425 253 45 86 16.000 1.850 506 90 167 32.000 5.700 1.012 180 328 64.000 11.600 2.025 360 649 128.000 22.800 4.050 720 128
10 256.000 45.600 8.100 1.440 25611 512.000 91.200 16.200 2.880 51212 1.024. 000 182.400 32.400 5.760 1.024
Cla
sse
de p
ropr
eté
16
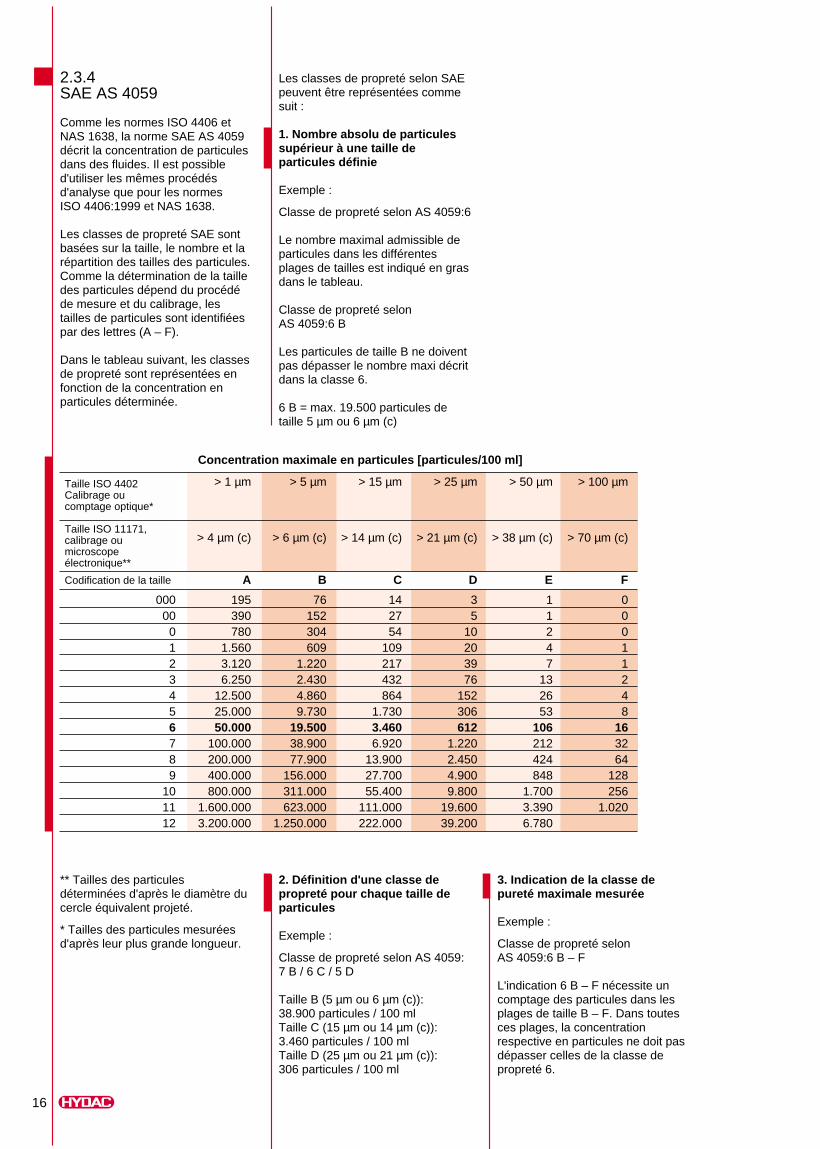
2.3.4SAE AS 4059
Comme les normes ISO 4406 etNAS 1638, la norme SAE AS 4059décrit la concentration de particulesdans des fluides. Il est possibled'utiliser les mêmes procédésd'analyse que pour les normes ISO 4406:1999 et NAS 1638.
Les classes de propreté SAE sontbasées sur la taille, le nombre et larépartition des tailles des particules.Comme la détermination de la tailledes particules dépend du procédéde mesure et du calibrage, lestailles de particules sont identifiéespar des lettres (A – F).
Dans le tableau suivant, les classesde propreté sont représentées enfonction de la concentration enparticules déterminée.
** Tailles des particulesdéterminées d'après le diamètre ducercle équivalent projeté.
* Tailles des particules mesuréesd'après leur plus grande longueur.
A B C D E F
000 195 76 14 3 1 000 390 152 27 5 1 00 780 304 54 10 2 01 1.560 609 109 20 4 12 3.120 1.220 217 39 7 13 6.250 2.430 432 76 13 24 12.500 4.860 864 152 26 45 25.000 9.730 1.730 306 53 86 50.000 19.500 3.460 612 106 167 100.000 38.900 6.920 1.220 212 328 200.000 77.900 13.900 2.450 424 649 400.000 156.000 27.700 4.900 848 128
10 800.000 311.000 55.400 9.800 1.700 25611 1.600.000 623.000 111.000 19.600 3.390 1.02012 3.200.000 1.250.000 222.000 39.200 6.780
Concentration maximale en particules [particules/100 ml]
> 1 µm > 5 µm > 15 µm > 25 µm > 50 µm > 100 µm
> 4 µm (c) > 6 µm (c) > 14 µm (c) > 21 µm (c) > 38 µm (c) > 70 µm (c)
Taille ISO 4402Calibrage oucomptage optique*
Taille ISO 11171,calibrage oumicroscopeélectronique**
Codification de la taille
Les classes de propreté selon SAEpeuvent être représentées commesuit :
1. Nombre absolu de particulessupérieur à une taille departicules définie
Exemple :
Classe de propreté selon AS 4059:6
Le nombre maximal admissible departicules dans les différentesplages de tailles est indiqué en grasdans le tableau.
Classe de propreté selon AS 4059:6 B
Les particules de taille B ne doiventpas dépasser le nombre maxi décritdans la classe 6.
6 B = max. 19.500 particules detaille 5 µm ou 6 µm (c)
2. Définition d'une classe depropreté pour chaque taille departicules
Exemple :
Classe de propreté selon AS 4059:7 B / 6 C / 5 D
Taille B (5 µm ou 6 µm (c)): 38.900 particules / 100 mlTaille C (15 µm ou 14 µm (c)): 3.460 particules / 100 mlTaille D (25 µm ou 21 µm (c)): 306 particules / 100 ml
3. Indication de la classe depureté maximale mesurée
Exemple :
Classe de propreté selon AS 4059:6 B – F
L'indication 6 B – F nécessite uncomptage des particules dans lesplages de taille B – F. Dans toutesces plages, la concentrationrespective en particules ne doit pasdépasser celles de la classe depropreté 6.
17
2.3.5Marche à suivre lors del'analyse des échantillonsde fluide selon ISO 4406:1999, NAS 1638et SAE AS 4059
Un échantillon représentatif du fluideà analyser est prélevé et examinécomme suit.
1. Procédure manuelle selon ISO 4407 (Hydraulic fluid power –Fluid contamination –Determination of particulatecontamination by the countingmethod using a microscope).
La norme ISO 4407 décrit leprocédé de comptagemicroscopique pour desmembranes. A cet effet, on filtre100 ml de l'échantillon à analyser à travers une membrane d'analyseavec une taille de pores moyenne< 1 µm et des champs repérés.Elle décrit également la procédurede rinçage et le nombre maximalde particules de la réalisation dublanc.
Après le séchage de la membraned'analyse, le comptage s'effectuesur 10, 20 ou 50 champs enfonction de la taille des particules à compter. On additionne ensuiteles valeurs avant d'extrapoler le résultat pour le diamètre de la membrane.
Etant donné que le comptage selonISO 4407 s'effectue sur la base dela plus grande dimension de laparticule, alors que, dans le cas dela "nouvelle" norme ISO 4406:1999, c'est le diamètredu cercle équivalent qui est retenu, le comptage manuel des particuless'effectue sur la base des „anciens“seuils > 5 µm et > 15 µm. Commedécrit précédemment, les indicesobtenus par ce comptagecorrespondent aux indices de la"nouvelle" évaluation.
Fig. 13
Cette méthode de comptage n'estutilisable que pour des échantillonstrès propres. Les classes depropreté sont généralementestimées à partir de photos étalonou d'un comptage automatique desparticules dans les échantillons.
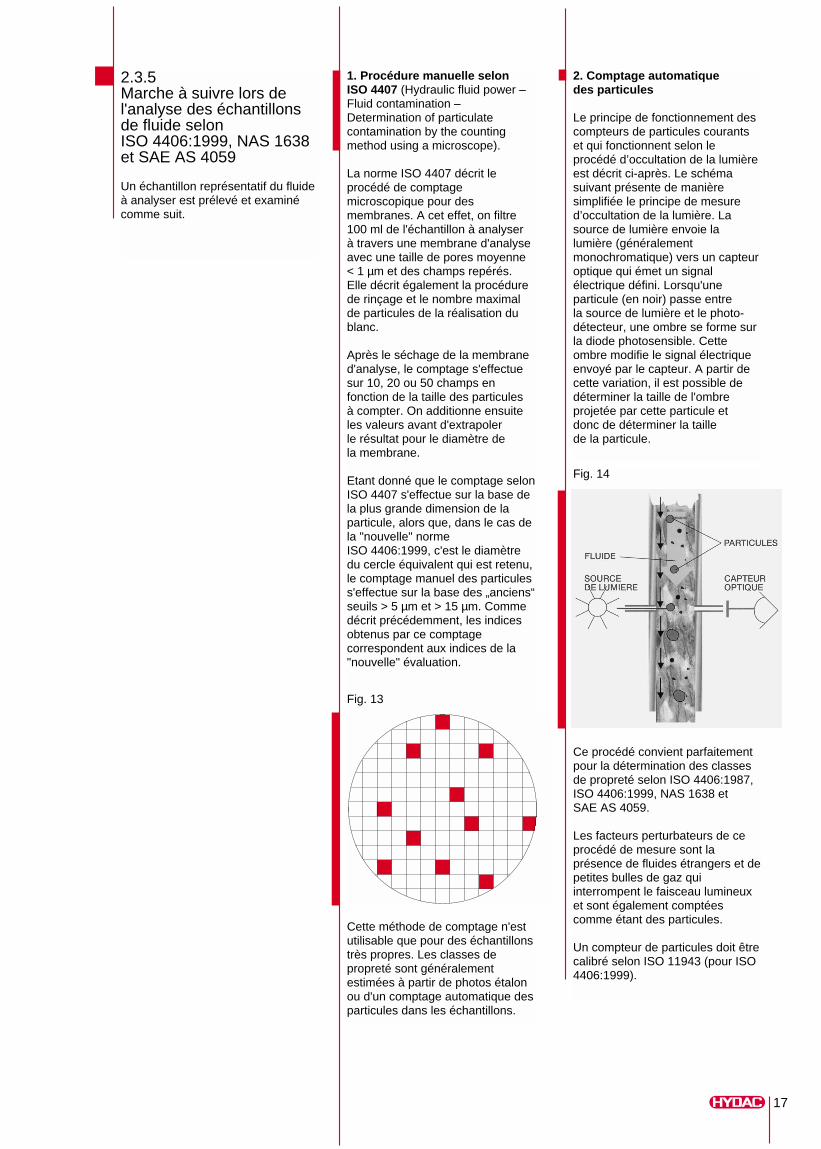
2. Comptage automatique des particules
Le principe de fonctionnement descompteurs de particules courantset qui fonctionnent selon leprocédé d’occultation de la lumièreest décrit ci-après. Le schémasuivant présente de manièresimplifiée le principe de mesured’occultation de la lumière. Lasource de lumière envoie lalumière (généralementmonochromatique) vers un capteuroptique qui émet un signalélectrique défini. Lorsqu'uneparticule (en noir) passe entre la source de lumière et le photo-détecteur, une ombre se forme surla diode photosensible. Cetteombre modifie le signal électriqueenvoyé par le capteur. A partir decette variation, il est possible dedéterminer la taille de l'ombreprojetée par cette particule et donc de déterminer la taille de la particule.
Ce procédé convient parfaitementpour la détermination des classesde propreté selon ISO 4406:1987,ISO 4406:1999, NAS 1638 et SAE AS 4059.
Les facteurs perturbateurs de ceprocédé de mesure sont laprésence de fluides étrangers et depetites bulles de gaz quiinterrompent le faisceau lumineuxet sont également comptéescomme étant des particules.
Un compteur de particules doit êtrecalibré selon ISO 11943 (pour ISO4406:1999).
Fig. 14
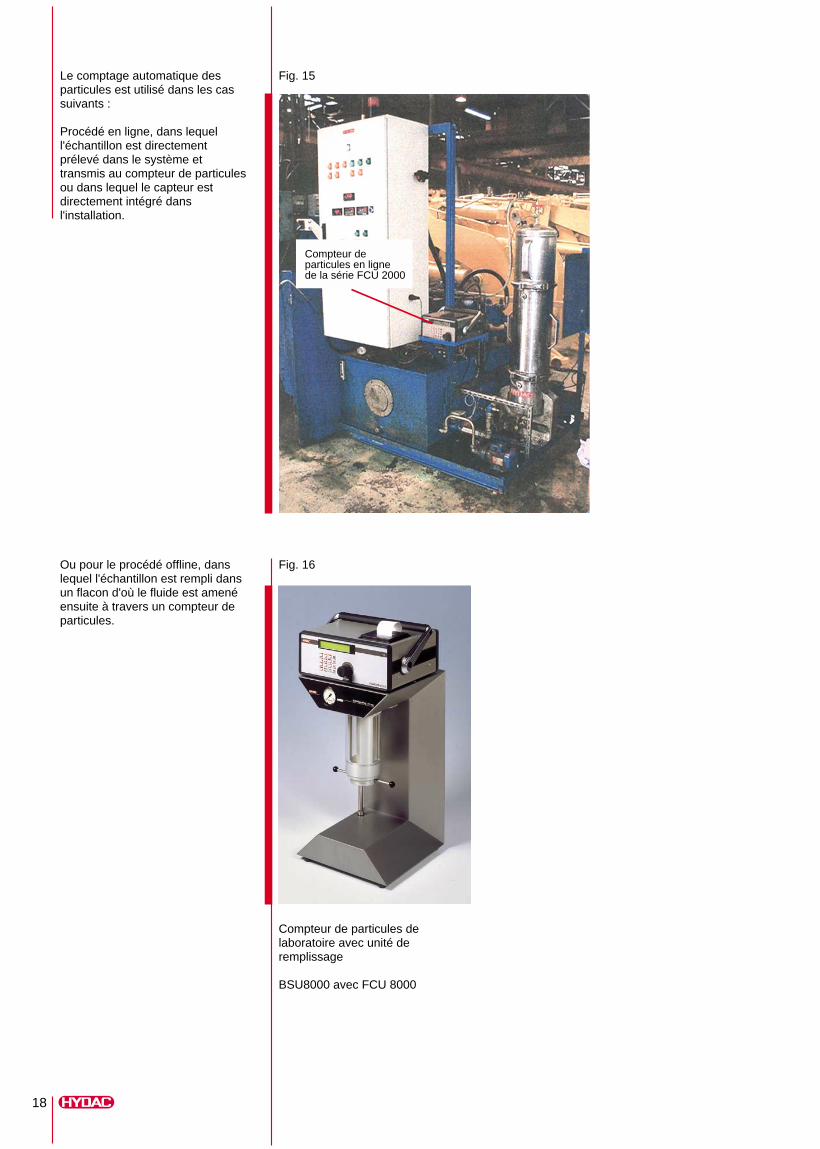
Le comptage automatique desparticules est utilisé dans les cassuivants :
Procédé en ligne, dans lequell'échantillon est directementprélevé dans le système ettransmis au compteur de particulesou dans lequel le capteur estdirectement intégré dansl'installation.
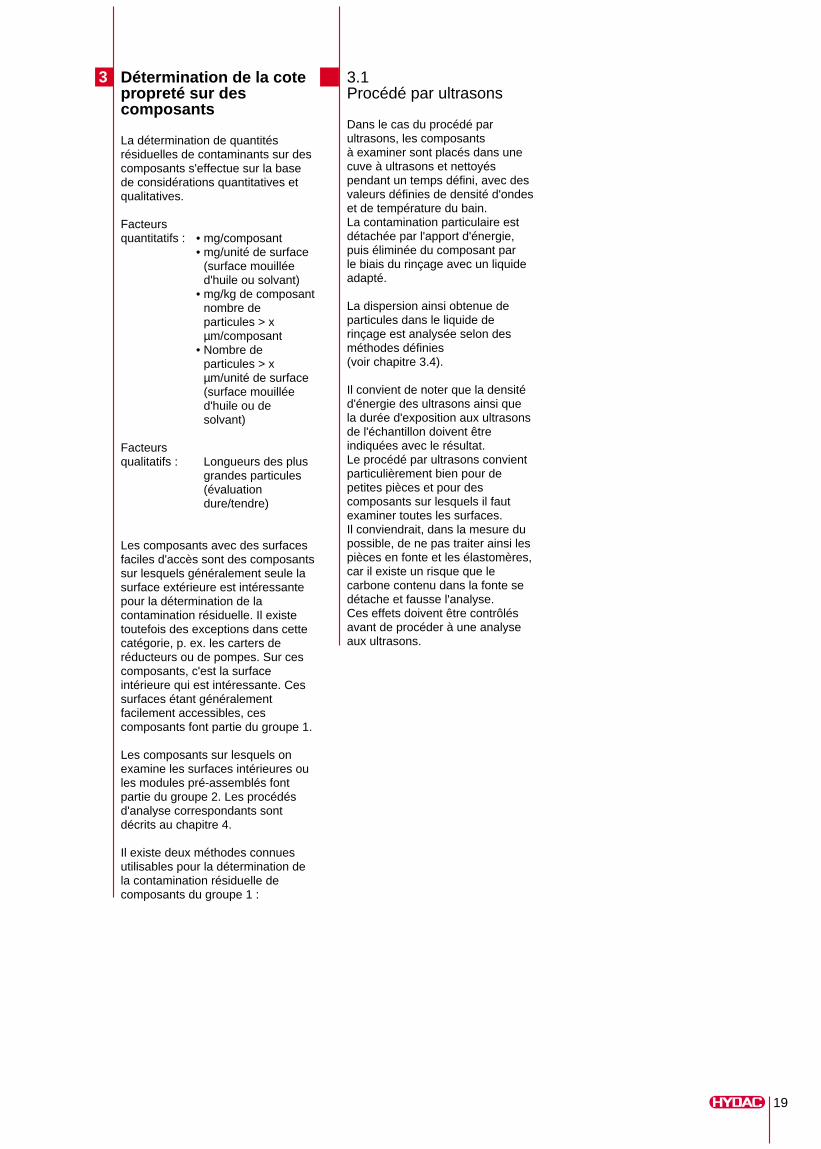
Ou pour le procédé offline, danslequel l'échantillon est rempli dansun flacon d'où le fluide est amenéensuite à travers un compteur departicules.
Compteur de particules delaboratoire avec unité deremplissage
BSU8000 avec FCU 8000
Compteur de particules en ligne de la série FCU 2000
Fig. 15
18
Fig. 16
19
Détermination de la cotepropreté sur descomposants
La détermination de quantitésrésiduelles de contaminants sur descomposants s'effectue sur la basede considérations quantitatives etqualitatives.
Facteurs quantitatifs : • mg/composant
• mg/unité de surface (surface mouillée d'huile ou solvant)
• mg/kg de composantnombre de particules > x µm/composant
• Nombre de particules > x µm/unité de surface (surface mouillée d'huile ou de solvant)
Facteurs qualitatifs : Longueurs des plus
grandes particules (évaluation dure/tendre)
Les composants avec des surfacesfaciles d'accès sont des composantssur lesquels généralement seule lasurface extérieure est intéressantepour la détermination de lacontamination résiduelle. Il existetoutefois des exceptions dans cettecatégorie, p. ex. les carters deréducteurs ou de pompes. Sur cescomposants, c'est la surfaceintérieure qui est intéressante. Cessurfaces étant généralementfacilement accessibles, cescomposants font partie du groupe 1.
Les composants sur lesquels onexamine les surfaces intérieures oules modules pré-assemblés fontpartie du groupe 2. Les procédésd'analyse correspondants sontdécrits au chapitre 4.
Il existe deux méthodes connuesutilisables pour la détermination dela contamination résiduelle decomposants du groupe 1 :
3.1Procédé par ultrasons
Dans le cas du procédé parultrasons, les composants à examiner sont placés dans unecuve à ultrasons et nettoyéspendant un temps défini, avec desvaleurs définies de densité d'ondeset de température du bain. La contamination particulaire estdétachée par l'apport d'énergie,puis éliminée du composant par le biais du rinçage avec un liquideadapté.
La dispersion ainsi obtenue departicules dans le liquide derinçage est analysée selon desméthodes définies (voir chapitre 3.4).
Il convient de noter que la densitéd'énergie des ultrasons ainsi que la durée d'exposition aux ultrasonsde l'échantillon doivent êtreindiquées avec le résultat. Le procédé par ultrasons convientparticulièrement bien pour depetites pièces et pour descomposants sur lesquels il fautexaminer toutes les surfaces. Il conviendrait, dans la mesure dupossible, de ne pas traiter ainsi lespièces en fonte et les élastomères,car il existe un risque que lecarbone contenu dans la fonte sedétache et fausse l'analyse. Ces effets doivent être contrôlésavant de procéder à une analyseaux ultrasons.
3
20
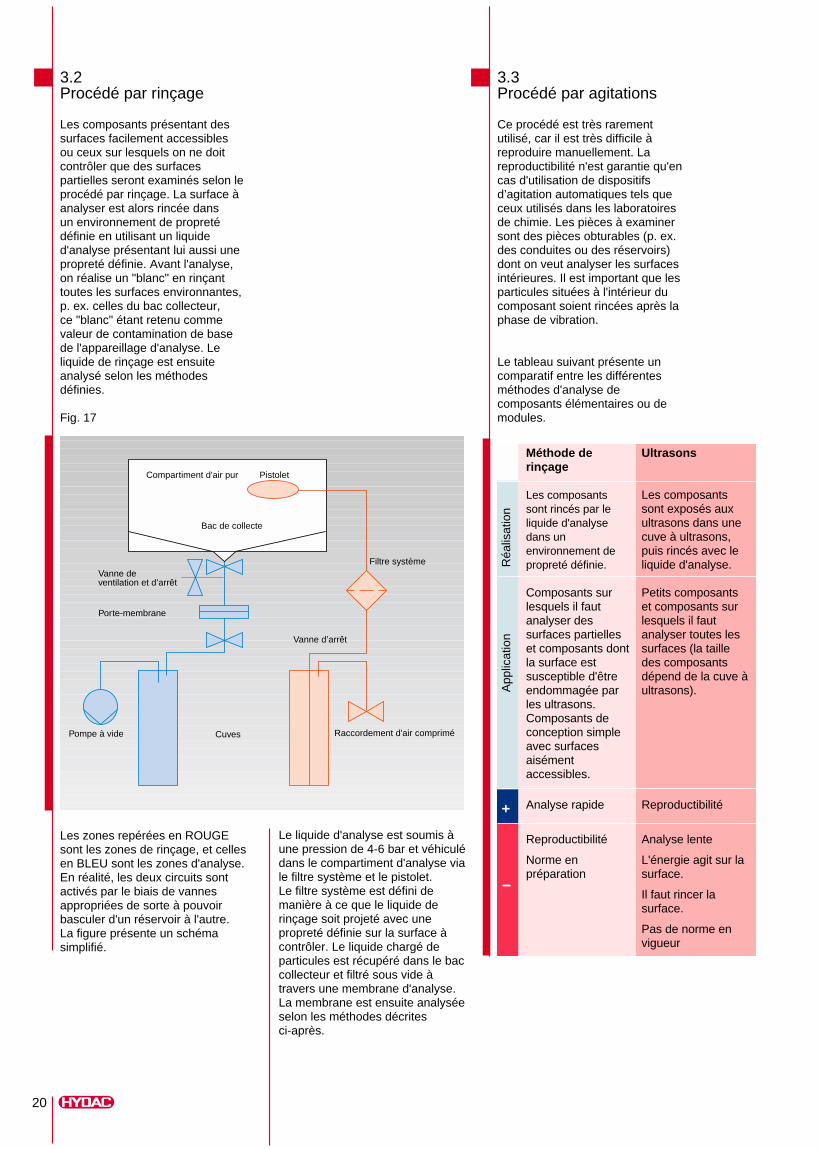
3.2Procédé par rinçage
Les composants présentant dessurfaces facilement accessibles ou ceux sur lesquels on ne doitcontrôler que des surfacespartielles seront examinés selon leprocédé par rinçage. La surface àanalyser est alors rincée dans un environnement de propretédéfinie en utilisant un liquided'analyse présentant lui aussi unepropreté définie. Avant l'analyse,on réalise un "blanc" en rinçanttoutes les surfaces environnantes,p. ex. celles du bac collecteur, ce "blanc" étant retenu commevaleur de contamination de basede l'appareillage d'analyse. Leliquide de rinçage est ensuiteanalysé selon les méthodesdéfinies.
Fig. 17
3.3Procédé par agitations
Ce procédé est très rarementutilisé, car il est très difficile àreproduire manuellement. Lareproductibilité n'est garantie qu'encas d'utilisation de dispositifsd’agitation automatiques tels queceux utilisés dans les laboratoiresde chimie. Les pièces à examinersont des pièces obturables (p. ex.des conduites ou des réservoirs)dont on veut analyser les surfacesintérieures. Il est important que lesparticules situées à l'intérieur ducomposant soient rincées après laphase de vibration.
Le tableau suivant présente uncomparatif entre les différentesméthodes d'analyse decomposants élémentaires ou demodules.
Les zones repérées en ROUGEsont les zones de rinçage, et cellesen BLEU sont les zones d'analyse.En réalité, les deux circuits sontactivés par le biais de vannesappropriées de sorte à pouvoirbasculer d'un réservoir à l'autre. La figure présente un schémasimplifié.
Le liquide d'analyse est soumis àune pression de 4-6 bar et véhiculédans le compartiment d'analyse viale filtre système et le pistolet. Le filtre système est défini demanière à ce que le liquide derinçage soit projeté avec unepropreté définie sur la surface àcontrôler. Le liquide chargé departicules est récupéré dans le baccollecteur et filtré sous vide àtravers une membrane d'analyse. La membrane est ensuite analyséeselon les méthodes décrites ci-après.
Filtre système
Vanne d’arrêt
Raccordement d'air comprimé
Vanne deventilation et d’arrêt
Porte-membrane
Bac de collecte
Compartiment d'air pur Pistolet
Pompe à vide Cuves
Méthode derinçage
Les composantssont rincés par leliquide d'analysedans unenvironnement depropreté définie.
Composants surlesquels il fautanalyser dessurfaces partielleset composants dontla surface estsusceptible d'êtreendommagée parles ultrasons.Composants deconception simpleavec surfacesaisémentaccessibles.
Analyse rapide
Reproductibilité
Norme enpréparation
Ultrasons
Les composantssont exposés auxultrasons dans unecuve à ultrasons,puis rincés avec leliquide d'analyse.
Petits composantset composants surlesquels il fautanalyser toutes lessurfaces (la tailledes composantsdépend de la cuve àultrasons).
Reproductibilité
Analyse lente
L'énergie agit sur lasurface.
Il faut rincer lasurface.
Pas de norme envigueur
App
licat
ion
Réa
lisat
ion
+
21
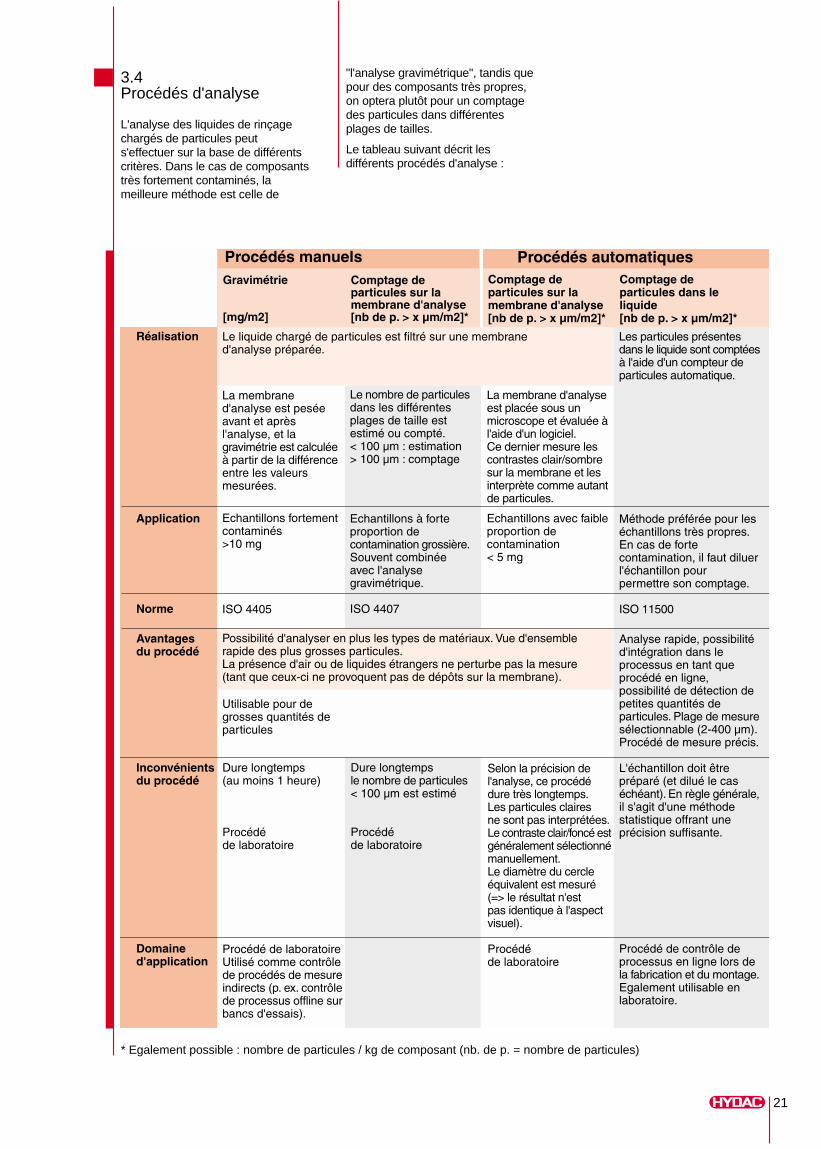
3.4Procédés d'analyse
L'analyse des liquides de rinçagechargés de particules peuts'effectuer sur la base de différentscritères. Dans le cas de composantstrès fortement contaminés, lameilleure méthode est celle de
"l'analyse gravimétrique", tandis quepour des composants très propres,on optera plutôt pour un comptagedes particules dans différentesplages de tailles.
Le tableau suivant décrit lesdifférents procédés d'analyse :
* Egalement possible : nombre de particules / kg de composant (nb. de p. = nombre de particules)
22
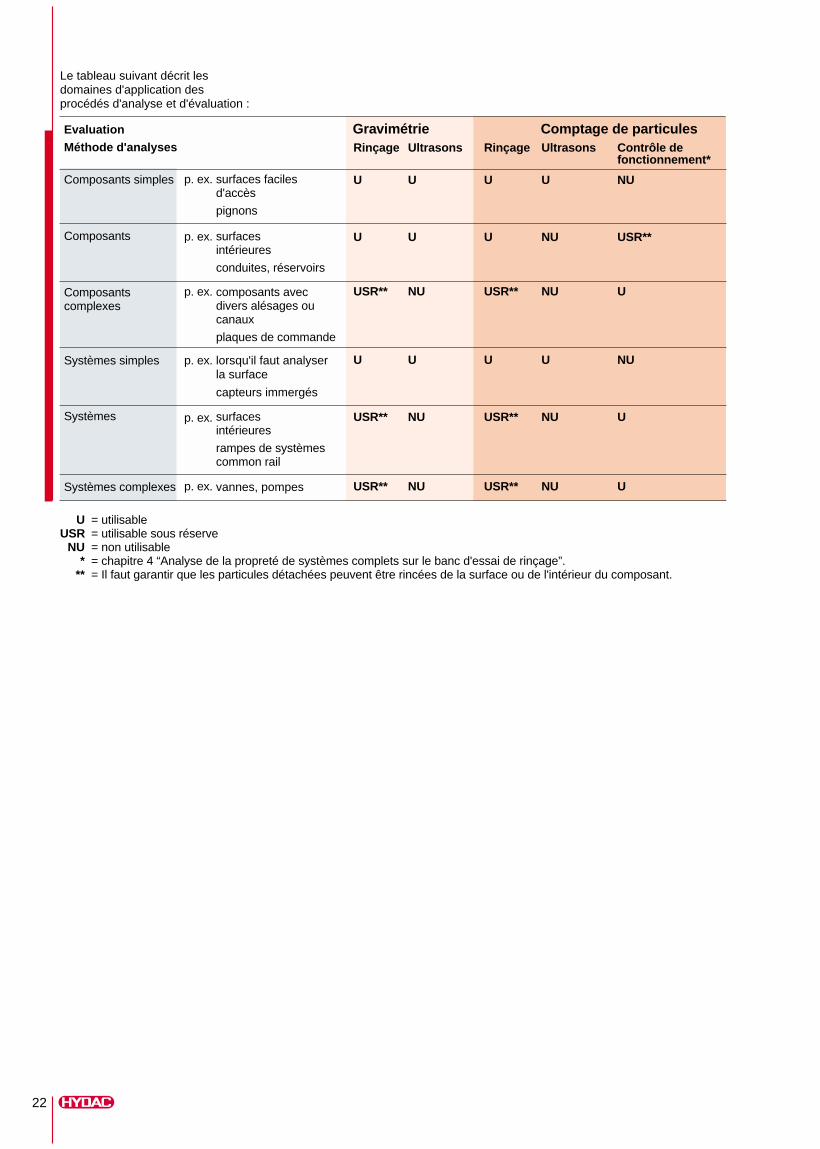
Le tableau suivant décrit lesdomaines d'application des procédés d'analyse et d'évaluation :
EvaluationMéthode d'analyses
Composants simples
Composants
Composantscomplexes
Systèmes simples
Systèmes
Systèmes complexes
surfaces facilesd'accès
pignons
surfaces intérieures
conduites, réservoirs
composants avecdivers alésages oucanaux
plaques de commande
lorsqu'il faut analyserla surface
capteurs immergés
surfaces intérieures
rampes de systèmes common rail
vannes, pompes
p. ex.
p. ex.
p. ex.
p. ex.
p. ex.
p. ex.
Rinçage Ultrasons Rinçage Ultrasons Contrôle de fonctionnement*
U U U U NU
U U U NU USR**
USR** NU USR** NU U
U U U U NU
USR** NU USR** NU U
USR** NU USR** NU U
Gravimétrie Comptage de particules
U = utilisableUSR = utilisable sous réserve
NU = non utilisable* = chapitre 4 “Analyse de la propreté de systèmes complets sur le banc d'essai de rinçage”.
** = Il faut garantir que les particules détachées peuvent être rincées de la surface ou de l'intérieur du composant.
23
Analyse de la propretéde composants et desystèmes complets surle banc de rinçage
La propreté de composants et desystèmes passant par un banc derinçage ou un banc d'essais peut,dans certains cas, être déterminéesur la base de la propreté duliquide de contrôle. Des examensmanuels sont généralementeffectués auparavant pour validercette méthode d'analyse indirecte.
On peut ainsi par exemple rincermanuellement des flexibles etanalyser les résultats selon lesméthodes présentées au chapitre3. Parallèlement, on détermine surle banc d'essai la propreté du fluidede contrôle sur la ligne retour,c'est-à-dire en aval du composant.
Si l'on constate ici une corrélationentre la valeur manuelle et lavaleur automatique (indirecte),l'analyse de la valeur indirectepourra être utilisée à l'avenircomme référence de qualité.
Le banc de rinçage/d'essais pourl'analyse de la contaminationrésiduelle de systèmes doitprésenter les caractéristiquessuivantes :
1. Le rinçage doit s'effectuer autantque possible avec un écoulementturbulent.
2. Le fluide utilisé doit présenter uneffet dispersant.
3. Tous les canaux et toutes lessurfaces doivent être balayés.
4. Des pulsations lors du rinçageaugmentent son efficacité.
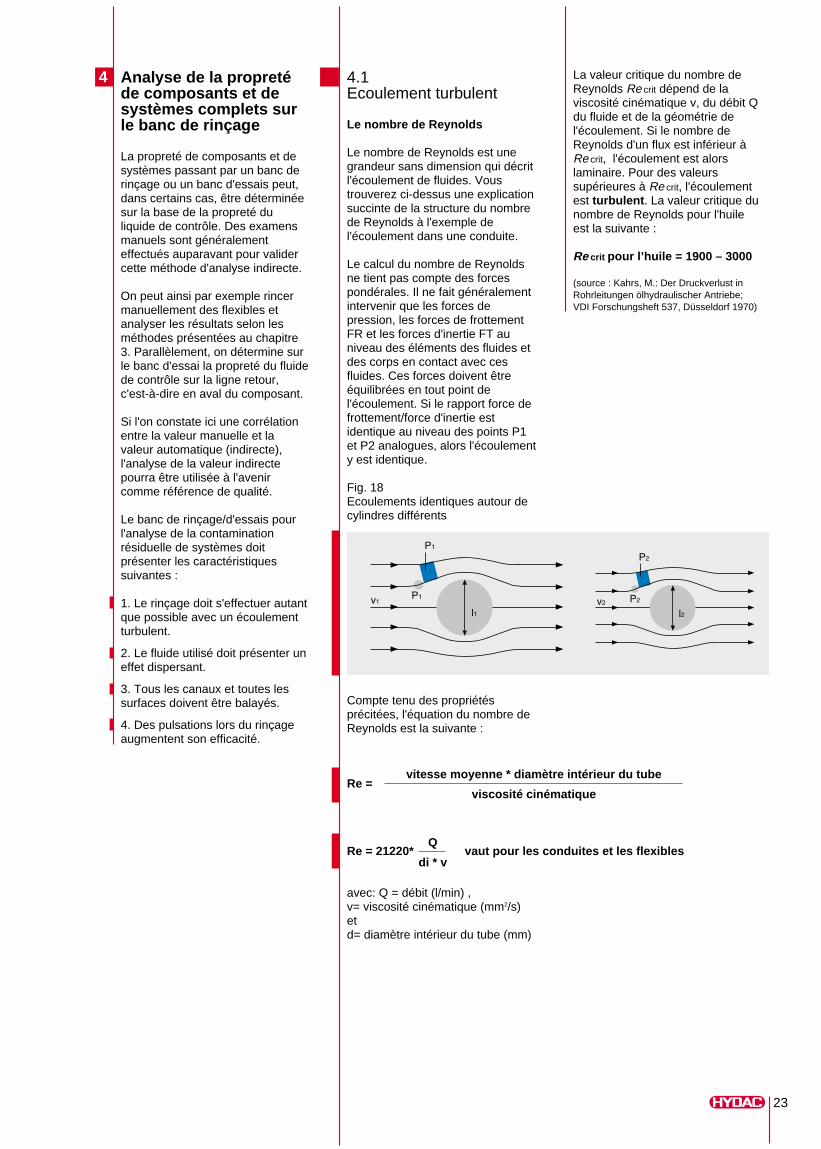
4.1Ecoulement turbulent
Le nombre de Reynolds
Le nombre de Reynolds est unegrandeur sans dimension qui décritl'écoulement de fluides. Voustrouverez ci-dessus une explicationsuccinte de la structure du nombrede Reynolds à l'exemple del'écoulement dans une conduite.
Le calcul du nombre de Reynoldsne tient pas compte des forcespondérales. Il ne fait généralementintervenir que les forces depression, les forces de frottementFR et les forces d'inertie FT auniveau des éléments des fluides etdes corps en contact avec cesfluides. Ces forces doivent êtreéquilibrées en tout point del'écoulement. Si le rapport force defrottement/force d'inertie estidentique au niveau des points P1et P2 analogues, alors l'écoulementy est identique.
Fig. 18Ecoulements identiques autour decylindres différents
Compte tenu des propriétésprécitées, l'équation du nombre deReynolds est la suivante :
avec: Q = débit (l/min) ,v= viscosité cinématique (mm2/s) et d= diamètre intérieur du tube (mm)
Re =vitesse moyenne * diamètre intérieur du tube
viscosité cinématique
Q
di * vRe = 21220*
La valeur critique du nombre deReynolds Re crit dépend de laviscosité cinématique v, du débit Qdu fluide et de la géométrie del'écoulement. Si le nombre deReynolds d'un flux est inférieur àRe crit, l'écoulement est alorslaminaire. Pour des valeurssupérieures à Re crit, l'écoulementest turbulent. La valeur critique dunombre de Reynolds pour l'huileest la suivante :
Re crit pour l’huile = 1900 – 3000
(source : Kahrs, M.: Der Druckverlust inRohrleitungen ölhydraulischer Antriebe;VDI Forschungsheft 537, Düsseldorf 1970)
4
vaut pour les conduites et les flexibles
24
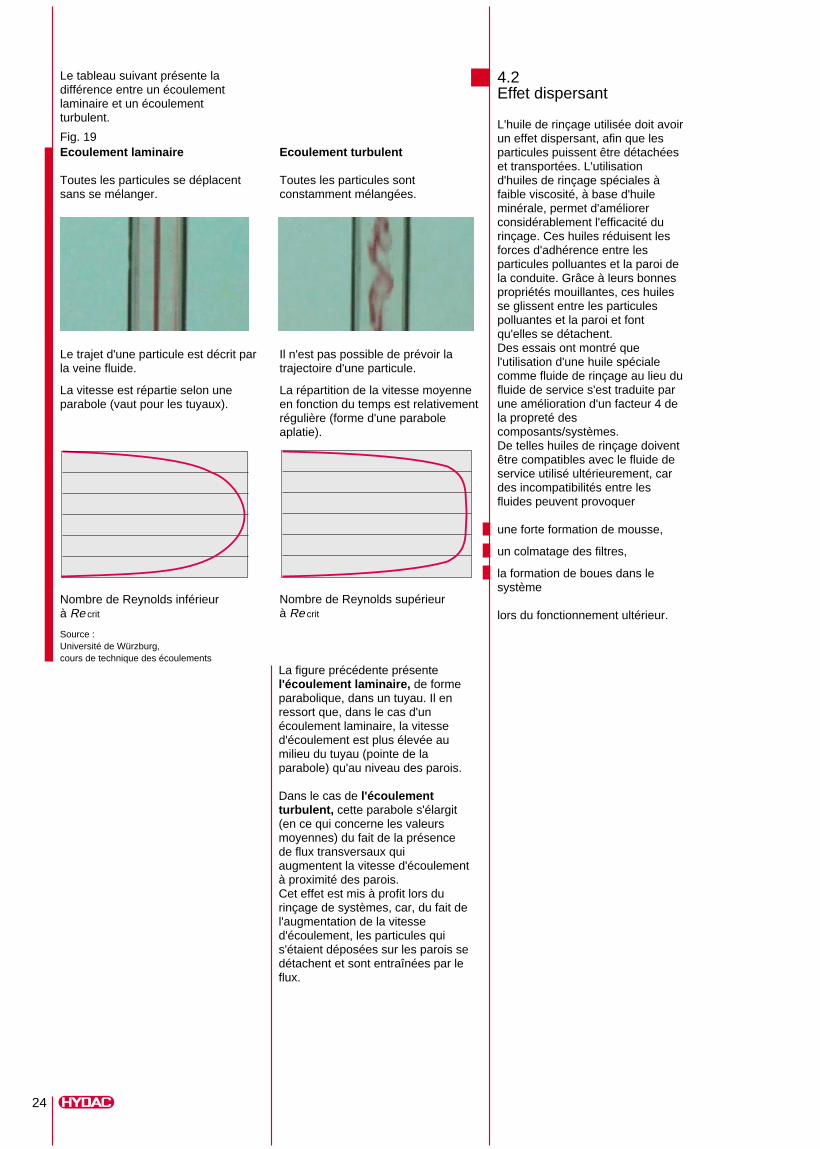
Le tableau suivant présente ladifférence entre un écoulementlaminaire et un écoulementturbulent.
Fig. 19Ecoulement laminaire
Toutes les particules se déplacentsans se mélanger.
Le trajet d'une particule est décrit parla veine fluide.
La vitesse est répartie selon uneparabole (vaut pour les tuyaux).
Nombre de Reynolds inférieur à Re crit
Ecoulement turbulent
Toutes les particules sontconstamment mélangées.
Il n'est pas possible de prévoir latrajectoire d'une particule.
La répartition de la vitesse moyenneen fonction du temps est relativementrégulière (forme d'une paraboleaplatie).
Nombre de Reynolds supérieur à Re crit
La figure précédente présentel'écoulement laminaire, de formeparabolique, dans un tuyau. Il enressort que, dans le cas d'unécoulement laminaire, la vitessed'écoulement est plus élevée aumilieu du tuyau (pointe de laparabole) qu'au niveau des parois.
Dans le cas de l'écoulementturbulent, cette parabole s'élargit(en ce qui concerne les valeursmoyennes) du fait de la présencede flux transversaux quiaugmentent la vitesse d'écoulementà proximité des parois.Cet effet est mis à profit lors durinçage de systèmes, car, du fait del'augmentation de la vitessed'écoulement, les particules quis'étaient déposées sur les parois sedétachent et sont entraînées par leflux.
Source : Université de Würzburg, cours de technique des écoulements
4.2Effet dispersant
L'huile de rinçage utilisée doit avoirun effet dispersant, afin que lesparticules puissent être détachéeset transportées. L'utilisationd'huiles de rinçage spéciales àfaible viscosité, à base d'huileminérale, permet d'améliorerconsidérablement l'efficacité durinçage. Ces huiles réduisent lesforces d'adhérence entre lesparticules polluantes et la paroi dela conduite. Grâce à leurs bonnespropriétés mouillantes, ces huilesse glissent entre les particulespolluantes et la paroi et fontqu'elles se détachent. Des essais ont montré quel'utilisation d'une huile spécialecomme fluide de rinçage au lieu dufluide de service s'est traduite parune amélioration d'un facteur 4 dela propreté descomposants/systèmes. De telles huiles de rinçage doiventêtre compatibles avec le fluide deservice utilisé ultérieurement, cardes incompatibilités entre lesfluides peuvent provoquer
une forte formation de mousse,
un colmatage des filtres,
la formation de boues dans lesystème
lors du fonctionnement ultérieur.

25
4.3 Balayage de tous lescanaux et de toutes lessurfaces
Lors de l'élaboration du plan decontrôle, il faut naturellementveiller à ce que toutes les surfaceset tous les canaux du systèmesoient balayés lors du rinçage.
4.4 Ecoulement pulsatoire lors du rinçage
Un écoulement pulsatoire oul'inversion du sens d'écoulementaméliore également ledétachement des particulesrécalcitrantes. L'effet principal estobtenu par l'alternance des forcessur les particules à détacher. Le même effet est obtenu par desultrasons ou autres appareilsgénérant des vibrations.
Fig. 20
Le rinçage de tuyauteries/flexibleset de systèmes hydrauliques peutêtre réalisé à l'aide d'un groupe derinçage HYDAC.Les paramètres déterminés sont lessuivants :
Contrôle pression
Rinçage
Documentation de l'efficacité durinçage
4.5 Réalisation d'un examende propreté sur un bancde rinçage/d'essais
Sur des systèmes complets oupartiels soumis à un contrôle defonctionnement, il est possible dedéterminer la propreté de cessystèmes sur un banc de rinçageou d'essais.
Ce procédé s'utilise pour despompes, des vérins, desréducteurs, des unités de pilotage,des directions assistées, des blocsde valves, etc. Une fois qu'il estgaranti que le banc derinçage/d'essais présente lespropriétés précitées, l'analyse peutêtre effectuée comme décrit ci-après.
Avant l'analyse, le banc derinçage/d'essais est dépollué pourl'amener à une valeur de propretédéfinie très élevée, de sorte que lacontamination de base du systèmede contrôle n'influe pas sur lerésultat de la mesure. Cettepropreté de base est déterminée etconsignée.
26
4.5.1Détermination de lacontamination globaled'un système
Comme point de prélèvement pourun compteur automatique departicules, on définit un point situéen amont ou en aval du composantà tester et qui est directementbalayé par le liquide. S'il fautégalement procéder à unedétermination gravimétrique durésultat de l'analyse et il faut que :
l'ensemble du liquide de contrôlesoit collecté et filtré sur unemembrane d'analyse
ou que l’on intègre un porte-membrane avec la membraned'analyse correspondante dans laconduite retour.
Le composant est ensuite contrôlésur la base du plan préalablementétabli, et les classes de propretésont enregistrées en parallèle.
Exemple pratique 1 :
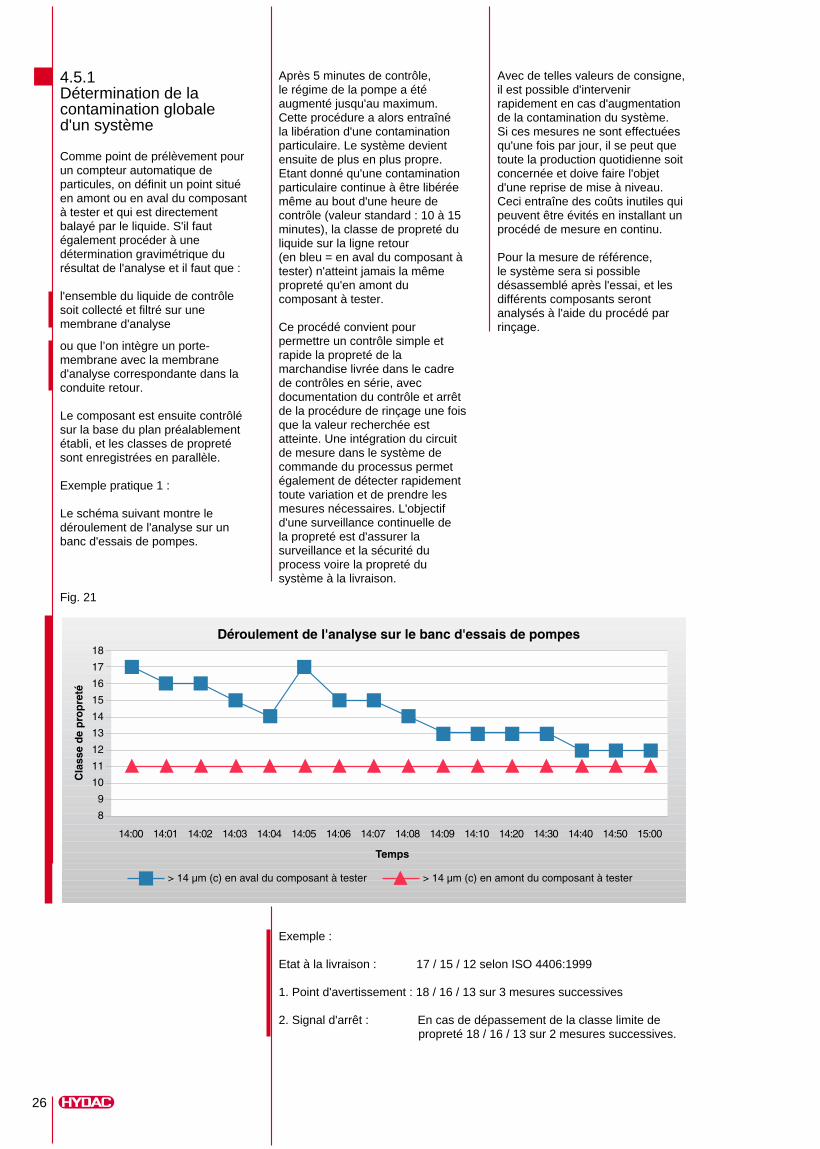
Le schéma suivant montre ledéroulement de l'analyse sur unbanc d'essais de pompes.
Fig. 21
Après 5 minutes de contrôle, le régime de la pompe a étéaugmenté jusqu'au maximum.Cette procédure a alors entraîné la libération d'une contaminationparticulaire. Le système devientensuite de plus en plus propre.Etant donné qu'une contaminationparticulaire continue à être libéréemême au bout d'une heure decontrôle (valeur standard : 10 à 15minutes), la classe de propreté duliquide sur la ligne retour (en bleu = en aval du composant àtester) n'atteint jamais la mêmepropreté qu'en amont ducomposant à tester.
Ce procédé convient pourpermettre un contrôle simple etrapide la propreté de lamarchandise livrée dans le cadrede contrôles en série, avecdocumentation du contrôle et arrêtde la procédure de rinçage une foisque la valeur recherchée estatteinte. Une intégration du circuitde mesure dans le système decommande du processus permetégalement de détecter rapidementtoute variation et de prendre lesmesures nécessaires. L'objectifd'une surveillance continuelle de la propreté est d'assurer lasurveillance et la sécurité duprocess voire la propreté dusystème à la livraison.
Avec de telles valeurs de consigne,il est possible d'intervenirrapidement en cas d'augmentationde la contamination du système. Si ces mesures ne sont effectuéesqu'une fois par jour, il se peut quetoute la production quotidienne soitconcernée et doive faire l'objetd'une reprise de mise à niveau.Ceci entraîne des coûts inutiles quipeuvent être évités en installant unprocédé de mesure en continu.
Pour la mesure de référence, le système sera si possibledésassemblé après l'essai, et lesdifférents composants serontanalysés à l'aide du procédé parrinçage.
Exemple :
Etat à la livraison : 17 / 15 / 12 selon ISO 4406:1999
1. Point d'avertissement : 18 / 16 / 13 sur 3 mesures successives
2. Signal d'arrêt : En cas de dépassement de la classe limite de propreté 18 / 16 / 13 sur 2 mesures successives.
27
ContaminationMonitoring
La fiabilité de systèmeshydrauliques peut être fortementinfluencée par une contaminationparticulaire présente dans lesystème durant la phase derodage. Le risque de défaillancesdurant les premières minutes ouheures de service estparticulièrement élevé, car lesparticules étrangères apportéesdurant le montage sont encore très grosses et peuvent doncprovoquer des défaillancessubites. Dans le cadre de lapoursuite du fonctionnement dusystème, ces grosses particulessont réduites en petites particules. Ceprocessus de fragmentation peutprovoquer sur la surface descomposants système desdommages pouvant entraîner desfuites, une baisse du rendement ou une réduction de la durée de vie descomposants.
Dans bien des cas, on utilise unfiltre fin pour la dépollution rapidedu fluide système durant la miseen service. Dans le secteur del'automobile, ceci n'estgénéralement pas possible sur lessystèmes qui se trouvent dans levéhicule (à l'exception des boîtesde vitesses et des moteurs).
Le Contamination Monitorings'utilise dans le cadre de lafabrication et du montage de cessystèmes. L'application duContamination Managementpermet d'éliminer une grandepartie de la contaminationparticulaire encore actuellementintroduite dans les systèmes. Tout ceci se traduit par uneréduction des coûts grâce à unediminution des écarts par rapportaux courbes caractéristiques surles bancs d'essais provoqués parun blocage subit de particulesdans des composants sensiblesdes systèmes et par unediminution des coûts de garantie et de prise en charge à titrecommercial. Vous trouverez deplus amples informations à cesujet au chapitre 9.
La suite du texte aborde lesobjectifs, la conception et laréalisation d'un audit process. Tous les processus de fabricationet de montage considérés commeimportants sont examinés sousl'angle de leur propreté dans lecadre d'une procédure duContamination Monitoring. Les méthodes d'analyse ont étédécrites au chapitre 4. Une bonnepréparation et information de tousles intervenants est nécessairepour garantir le bon déroulement de ce Contamination Monitoring.
5
28
5.1Préparation
Il faut tout d'abord définir l'objectifdu Contamination Monitoring, p. ex. :
constat de l'état effectif,
contrôle des variations d'un lot àl'autre,
contrôle de processus de lavage,
alignement entre consigne et étateffectif,
définition des points de prélèvementd'échantillons.
Durant la phase de préparation, on définit à partir d'un plan defabrication les points deprélèvement d'échantillons decomposants et de fluides. De plus,le personnel impliqué dans leprocessus des ContaminationMonitoring est mis au courant desobjectifs et des procédures.
IMPORTANT : La fabrication doit se poursuivreexactement comme auparavant. Il ne faut pas introduire d'étapes denettoyage supplémentaires ouautres étapes analogues. Le Contamination Monitoring NEsert PAS à contrôler la qualité dupersonnel, mais à déterminer lescauses des sources decontamination !
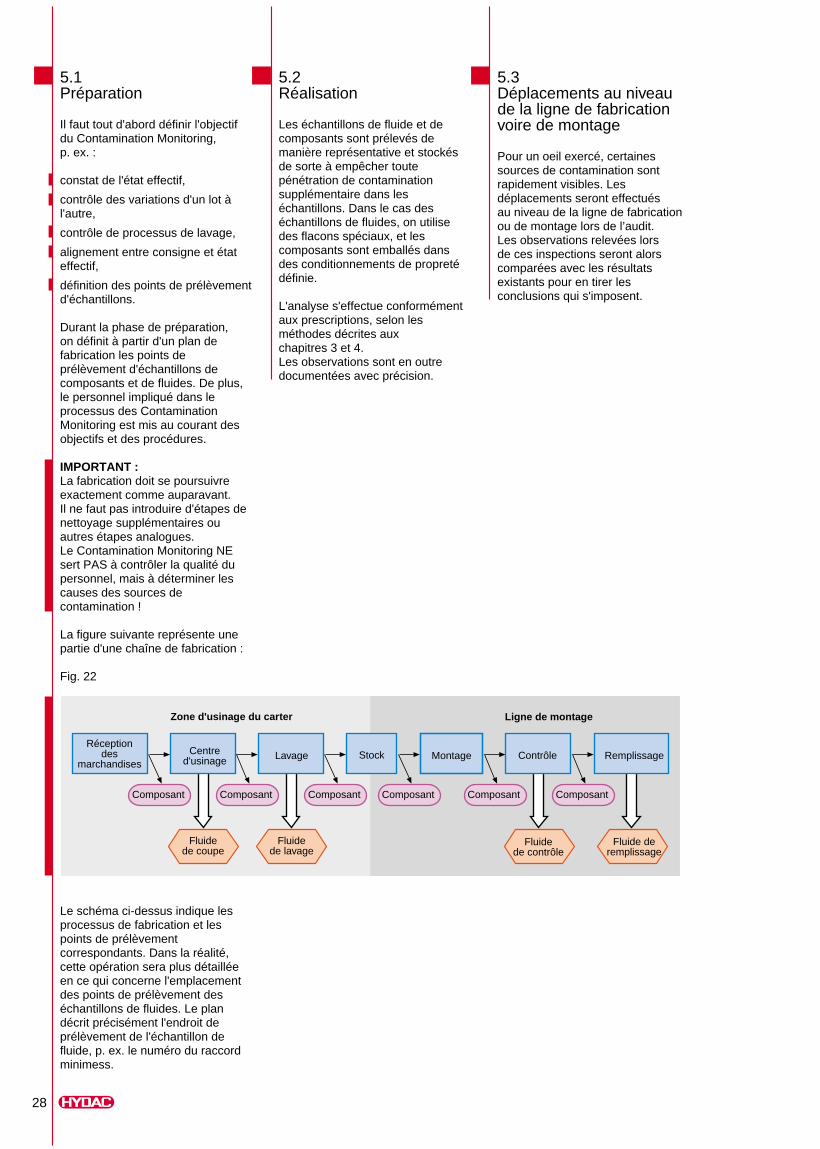
La figure suivante représente unepartie d'une chaîne de fabrication :
Fig. 22
Le schéma ci-dessus indique lesprocessus de fabrication et lespoints de prélèvementcorrespondants. Dans la réalité,cette opération sera plus détailléeen ce qui concerne l'emplacementdes points de prélèvement deséchantillons de fluides. Le plandécrit précisément l'endroit deprélèvement de l'échantillon defluide, p. ex. le numéro du raccordminimess.
5.2Réalisation
Les échantillons de fluide et decomposants sont prélevés demanière représentative et stockésde sorte à empêcher toutepénétration de contaminationsupplémentaire dans leséchantillons. Dans le cas deséchantillons de fluides, on utilisedes flacons spéciaux, et lescomposants sont emballés dansdes conditionnements de propretédéfinie.
L'analyse s'effectue conformémentaux prescriptions, selon lesméthodes décrites aux chapitres 3 et 4.Les observations sont en outredocumentées avec précision.
5.3Déplacements au niveaude la ligne de fabricationvoire de montage
Pour un oeil exercé, certainessources de contamination sontrapidement visibles. Lesdéplacements seront effectués au niveau de la ligne de fabricationou de montage lors de l’audit. Les observations relevées lors de ces inspections seront alorscomparées avec les résultatsexistants pour en tirer lesconclusions qui s'imposent.
Zone d'usinage du carter
Réceptiondes
marchandisesLavage
Fluidede lavage
Centred'usinage
Fluidede coupe
Composant Composant Composant
Ligne de montage
Stock Contrôle Remplissage
Contrôle Remplissage
Montage
Composant Composant Composant
Zone d'usinage du carter
Réceptiondes
marchandisesLavage
Fluidede lavage
Centred'usinage
Fluidede coupe
Composant Composant Composant
Ligne de montage
Stock Contrôle Remplissage
Fluidede contrôle
Fluide deremplissage
Montage
Composant Composant Composant
29
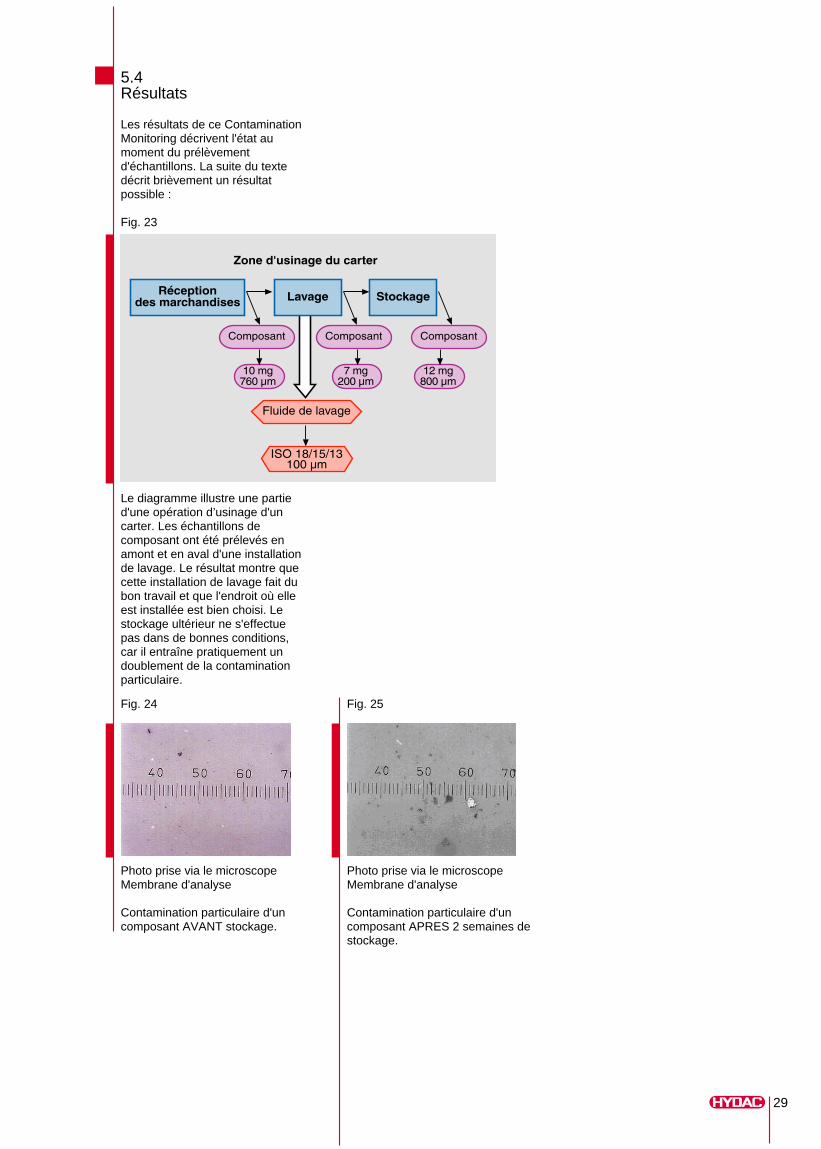
5.4 Résultats
Les résultats de ce ContaminationMonitoring décrivent l'état aumoment du prélèvementd'échantillons. La suite du textedécrit brièvement un résultatpossible :
Fig. 23
Fig. 24
Photo prise via le microscopeMembrane d'analyse
Contamination particulaire d'uncomposant AVANT stockage.
Le diagramme illustre une partied'une opération d’usinage d'uncarter. Les échantillons decomposant ont été prélevés enamont et en aval d'une installationde lavage. Le résultat montre quecette installation de lavage fait dubon travail et que l'endroit où elleest installée est bien choisi. Lestockage ultérieur ne s'effectuepas dans de bonnes conditions,car il entraîne pratiquement undoublement de la contaminationparticulaire.
Fig. 25
Photo prise via le microscopeMembrane d'analyse
Contamination particulaire d'uncomposant APRES 2 semaines destockage.
31
Elaboration d'unespécification depropreté
L'utilisation d'une spécification depropreté pour les composantsainsi que pour le système permetde garantir une qualité constante àla livraison.
Les points suivants doivent êtrepris en compte lors de l'élaborationd'une spécification de propreté :
Etat de l'art, la technique
Références (benchmarking) – que font les autres ?
Intégration des – éventuelles – expériences antérieures
Définition et adoption duContamination Managementcomme „projet officiel“
Implication de tous les niveaux dela hiérarchie
Documentation précise dudéveloppement de la spécification
Elaboration de définitions claires
L'étape suivante consiste àdéterminer quels sont lescomposants les plus sensibles dusystème. Dans bien des cas, iln'est pas nécessaire d'atteindre lemême niveau de propreté dansl'ensemble de système lors del'assemblage.
S'il existe une filtration appropriéeAVANT les composants sensibles,il est possible de définir en amontde cette filtration une zone decomposants moins sensibles à lacontamination, et en aval du filtreune zone de composantsfortement sensibles à lacontamination.
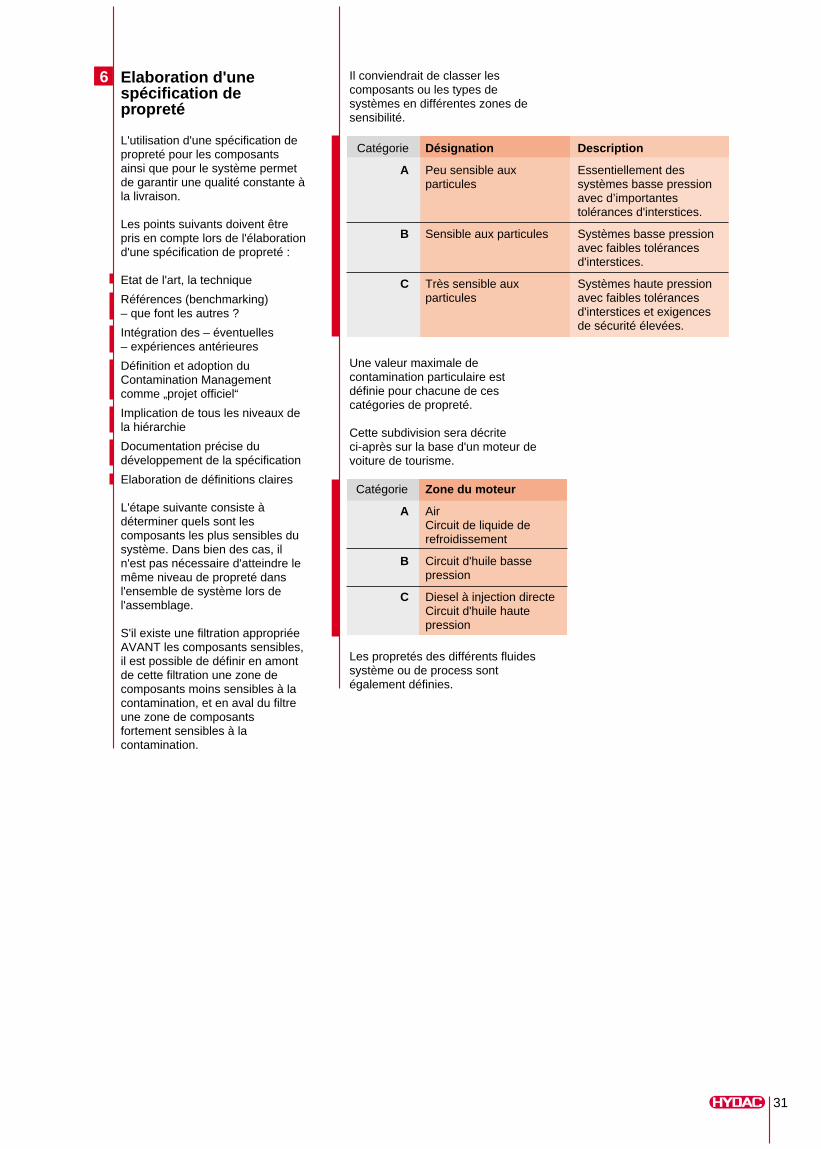
Il conviendrait de classer lescomposants ou les types desystèmes en différentes zones desensibilité.
Une valeur maximale decontamination particulaire estdéfinie pour chacune de cescatégories de propreté.
Cette subdivision sera décrite ci-après sur la base d'un moteur devoiture de tourisme.
Les propretés des différents fluidessystème ou de process sontégalement définies.
Catégorie
A
B
C
Désignation
Peu sensible auxparticules
Sensible aux particules
Très sensible auxparticules
Catégorie
A
B
C
Zone du moteur
AirCircuit de liquide derefroidissement
Circuit d'huile bassepression
Diesel à injection directeCircuit d'huile hautepression
Description
Essentiellement dessystèmes basse pressionavec d’importantestolérances d'interstices.
Systèmes basse pressionavec faibles tolérancesd'interstices.
Systèmes haute pressionavec faibles tolérancesd'interstices et exigencesde sécurité élevées.
6
32
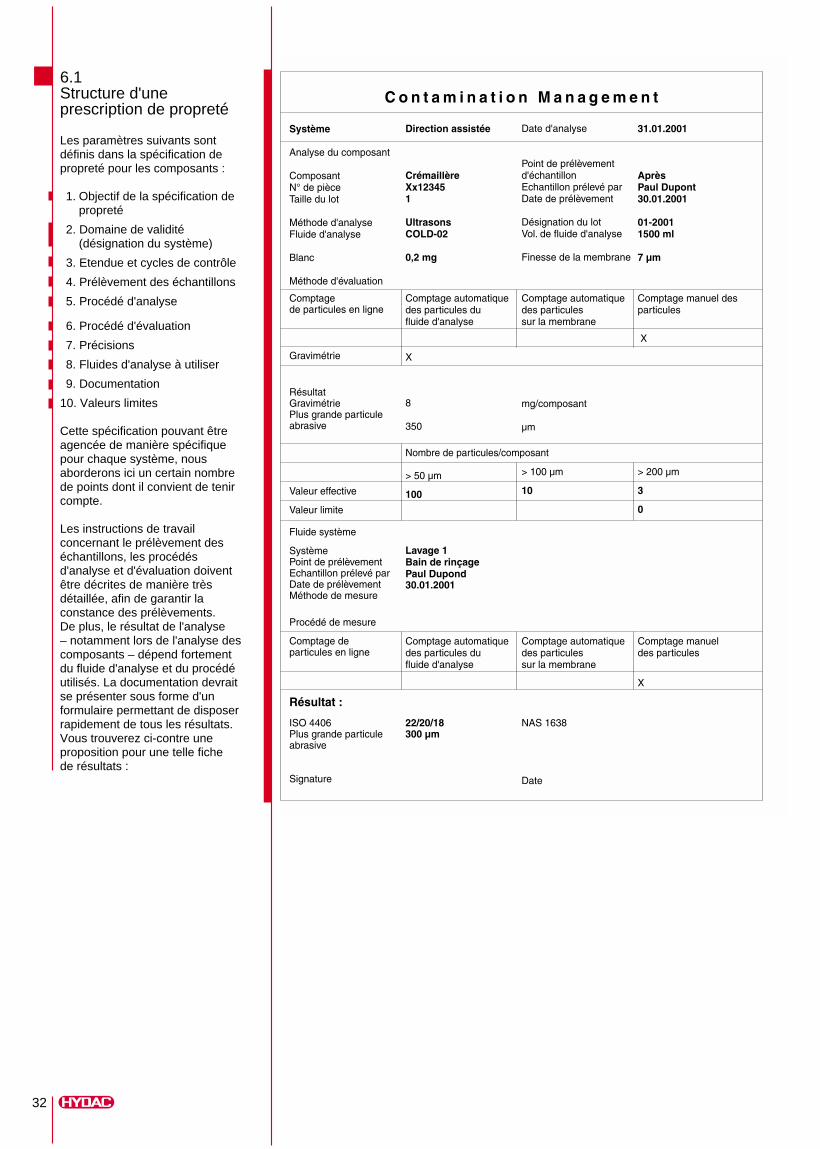
6.1 Structure d'uneprescription de propreté
Les paramètres suivants sontdéfinis dans la spécification depropreté pour les composants :
1. Objectif de la spécification de propreté
2. Domaine de validité (désignation du système)
3. Etendue et cycles de contrôle
4. Prélèvement des échantillons
5. Procédé d'analyse
6. Procédé d'évaluation
7. Précisions
8. Fluides d'analyse à utiliser
9. Documentation
10. Valeurs limites
Cette spécification pouvant êtreagencée de manière spécifiquepour chaque système, nousaborderons ici un certain nombrede points dont il convient de tenircompte.
Les instructions de travailconcernant le prélèvement deséchantillons, les procédésd'analyse et d'évaluation doiventêtre décrites de manière trèsdétaillée, afin de garantir laconstance des prélèvements.De plus, le résultat de l'analyse – notamment lors de l'analyse descomposants – dépend fortement du fluide d'analyse et du procédéutilisés. La documentation devraitse présenter sous forme d'unformulaire permettant de disposerrapidement de tous les résultats.Vous trouverez ci-contre uneproposition pour une telle fiche de résultats :
33
Exemple d'une spécification de propreté :
1. Objectif de la spécification de propretéLa transposition de cettespécification de propreté vise à atteindre une propreté constantedu système X.
2. Domaine de validité(désignation du système)Cette spécification s'applique ausystème X avec ses gammes A, Bet C. Elle englobe toutes les piècesde fournisseurs et pièces defabrication interne. De plus, lesfluides système du système Xseront définis sous l'angle de lapropreté du système.
3. Etendue et cycles de contrôleCe sont 5 échantillons de chaquepièce qui sont examinésmensuellement. Si l'on constate aubout de 6 mois une valeurconstante de la propreté despièces livrées, le cycled'échantillonnage peut être porté à 2 voire 3 prélèvements par mois.
L'analyse des systèmes completsavant la livraison s'effectue aumoins une fois par semaine. L'idéalserait d'assurer un contrôlepermanent de la propreté du fluide.
4. Prélèvement des échantillonsLe prélèvement des échantillons decomposants s'effectue au niveaude la réception des marchandises.Les échantillons sont prélevés demanière représentative et emballésà l'abri de la poussière pour letransport jusqu'au laboratoire.
Les échantillons de fluides serontprélevés aux points prévus à ceteffet et indiqués dans le plan decontrôle, ou l'appareil de mesuresera directement raccordé.
5. Procédé d'analysePour l'analyse des composants, il faut utiliser le procédé parrinçage. Comme décrit dans lagamme de contrôle, les surfacesdes composants sont rincées dansun environnement de propretédéfinie par un liquide de contrôle(XY) de pureté "xx" sous unepression de "z" bar et avec unvolume de "x" ml. La contamination particulairedécrochée est collectée sur unemembrane d'analyse et évaluéepar gravimétrie.
Les échantillons de fluides serontprélevés des systèmes de manièrereprésentative au niveau despoints de prélèvement spécifiés. Il faut indiquer la durée de contrôle,la gamme de contrôle, lespressions voire les vitesses derotation, c'est-à-dire tous lesparamètres de contrôle.
Dans le cas de contrôles statiques,p. ex. des tests de pression deconduites et de flexibles, il convientde noter qu'un effet de rinçage estnécessaire pour pouvoir déterminerla propreté de ces composants.Autrement dit, le contrôle depression statique doit être suivid'un processus de rinçagedynamique pour pouvoirdéterminer la quantité effective departicules provenant ducomposant.
6. Procédé d'évaluationLors des analyses de composants,la membrane d'analyse est séchéeavant l'analyse jusqu'à ce que samasse reste constante, refroidiedans un environnement sec défini,puis pesée. La même opérationsera répétée après la filtration. La différence de masse équivaut àla "contamination gravimétrique" ducomposant. Les membranesd'analyse sont ensuite évaluées aumicroscope, et l’on mesure la tailledes particules les plus longues.L'analyse des fluides s'effectueselon ISO 4405, ISO 4407, ISO 4406:1999 ou NAS 1638.
7. PrécisionsAfin de pouvoir effectuer unemesure suffisamment précise deséchantillons de composants,l'appareillage d'analyse doit êtreamené avant l'analyse à uneteneur résiduelle en contaminantsde 0,2 mg. Pour ce faire, on réaliseun "blanc", c'est-à-dire un rinçagede l'appareillage en l'absence decomposant à contrôler. Si lerésultat de l'analyse est inférieur à0,5 mg, il faut augmenter la tailledu lot et fixer ainsi une valeurmoyenne des résultats.
8. Fluides d'analyse à utiliserLors de l'analyse des composants,il convient d'utiliser le fluided'analyse suivant : ABC-XX avec la classe de propreté14 / 12 / 9 et aucune particule > 40 µm.
34
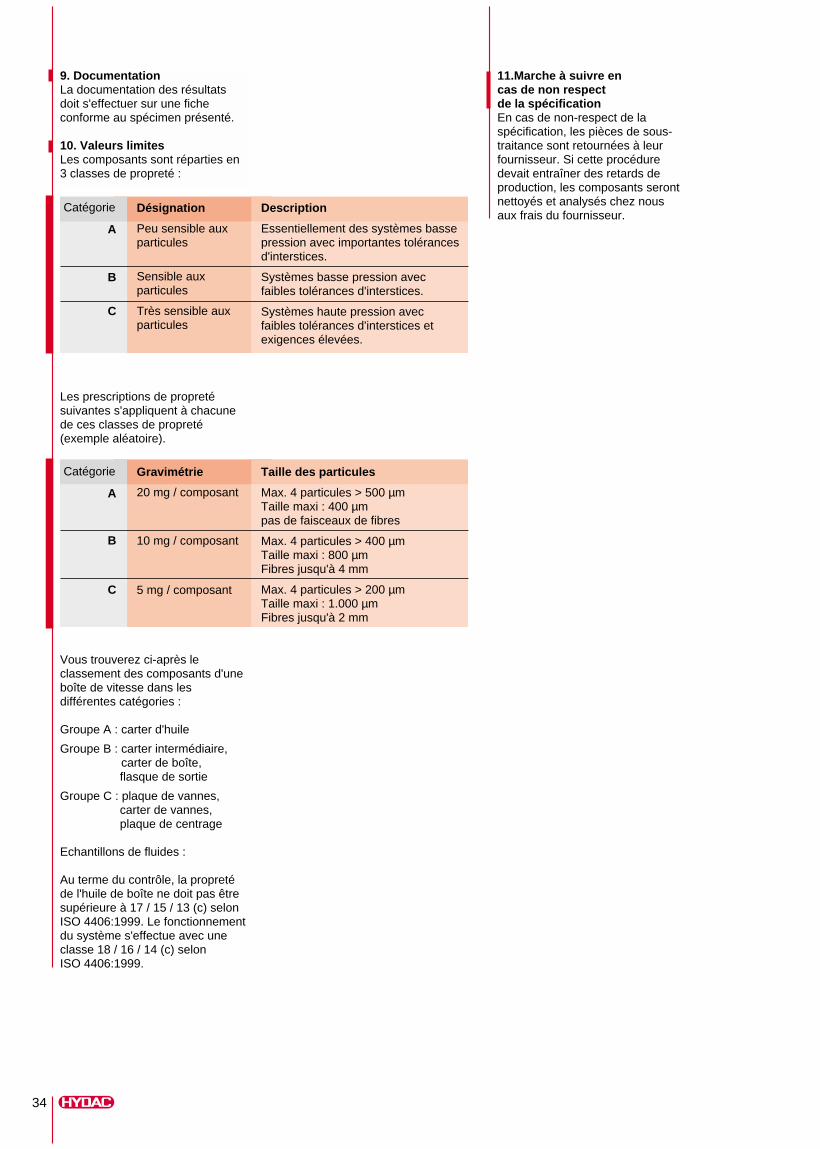
Les prescriptions de propretésuivantes s'appliquent à chacunede ces classes de propreté(exemple aléatoire).
Vous trouverez ci-après leclassement des composants d'uneboîte de vitesse dans lesdifférentes catégories :
Groupe A : carter d'huile
Groupe B : carter intermédiaire, carter de boîte, flasque de sortie
Groupe C : plaque de vannes, carter de vannes, plaque de centrage
Echantillons de fluides :
Au terme du contrôle, la propretéde l'huile de boîte ne doit pas êtresupérieure à 17 / 15 / 13 (c) selonISO 4406:1999. Le fonctionnementdu système s'effectue avec uneclasse 18 / 16 / 14 (c) selon ISO 4406:1999.
11.Marche à suivre en cas de non respect de la spécificationEn cas de non-respect de laspécification, les pièces de sous-traitance sont retournées à leurfournisseur. Si cette procéduredevait entraîner des retards deproduction, les composants serontnettoyés et analysés chez nousaux frais du fournisseur.
Taille des particules
Max. 4 particules > 500 µmTaille maxi : 400 µmpas de faisceaux de fibres
Max. 4 particules > 400 µmTaille maxi : 800 µmFibres jusqu'à 4 mm
Max. 4 particules > 200 µmTaille maxi : 1.000 µmFibres jusqu'à 2 mm
Gravimétrie
20 mg / composant
10 mg / composant
5 mg / composant
Catégorie
A
B
C
Description
Essentiellement des systèmes bassepression avec importantes tolérancesd'interstices.
Systèmes basse pression avecfaibles tolérances d'interstices.
Systèmes haute pression avecfaibles tolérances d'interstices etexigences élevées.
Désignation
Peu sensible auxparticules
Sensible auxparticules
Très sensible auxparticules
Catégorie
A
B
C
9. DocumentationLa documentation des résultatsdoit s'effectuer sur une ficheconforme au spécimen présenté.
10. Valeurs limites Les composants sont réparties en3 classes de propreté :
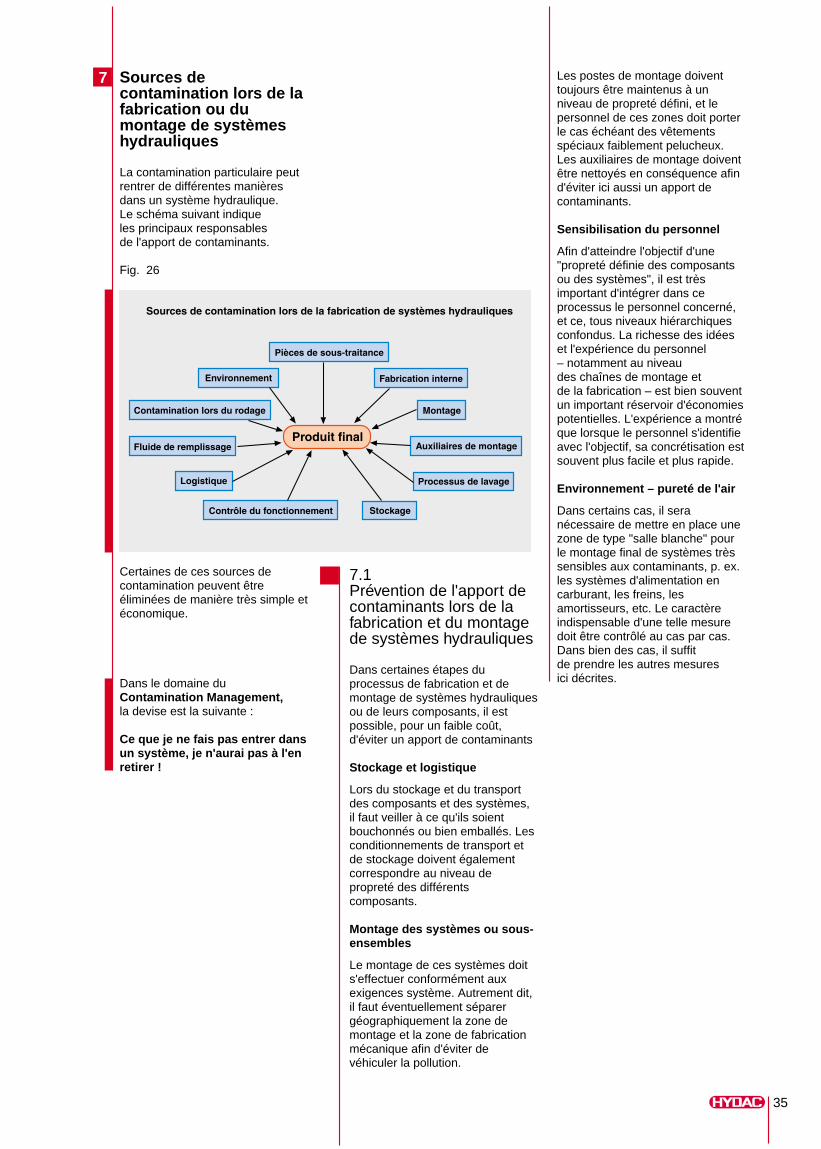
Sources decontamination lors de lafabrication ou dumontage de systèmeshydrauliques
La contamination particulaire peutrentrer de différentes manièresdans un système hydraulique. Le schéma suivant indique les principaux responsables de l'apport de contaminants.
Fig. 26
Certaines de ces sources decontamination peuvent êtreéliminées de manière très simple etéconomique.
Dans le domaine duContamination Management,la devise est la suivante :
Ce que je ne fais pas entrer dansun système, je n'aurai pas à l'enretirer !
Les postes de montage doiventtoujours être maintenus à unniveau de propreté défini, et lepersonnel de ces zones doit porterle cas échéant des vêtementsspéciaux faiblement pelucheux.Les auxiliaires de montage doiventêtre nettoyés en conséquence afind'éviter ici aussi un apport decontaminants.
Sensibilisation du personnel
Afin d'atteindre l'objectif d'une"propreté définie des composantsou des systèmes", il est trèsimportant d'intégrer dans ceprocessus le personnel concerné,et ce, tous niveaux hiérarchiquesconfondus. La richesse des idéeset l'expérience du personnel – notamment au niveau des chaînes de montage et de la fabrication – est bien souventun important réservoir d'économiespotentielles. L'expérience a montréque lorsque le personnel s'identifieavec l'objectif, sa concrétisation estsouvent plus facile et plus rapide.
Environnement – pureté de l'air
Dans certains cas, il seranécessaire de mettre en place unezone de type "salle blanche" pourle montage final de systèmes trèssensibles aux contaminants, p. ex.les systèmes d'alimentation encarburant, les freins, lesamortisseurs, etc. Le caractèreindispensable d'une telle mesuredoit être contrôlé au cas par cas.Dans bien des cas, il suffit de prendre les autres mesures ici décrites.
7.1Prévention de l'apport decontaminants lors de lafabrication et du montagede systèmes hydrauliques
Dans certaines étapes duprocessus de fabrication et demontage de systèmes hydrauliquesou de leurs composants, il estpossible, pour un faible coût,d'éviter un apport de contaminants
Stockage et logistique
Lors du stockage et du transportdes composants et des systèmes,il faut veiller à ce qu'ils soientbouchonnés ou bien emballés. Lesconditionnements de transport etde stockage doivent égalementcorrespondre au niveau depropreté des différentscomposants.
Montage des systèmes ou sous-ensembles
Le montage de ces systèmes doits'effectuer conformément auxexigences système. Autrement dit,il faut éventuellement séparergéographiquement la zone demontage et la zone de fabricationmécanique afin d'éviter devéhiculer la pollution.
7
35
36
7.2Elimination de lacontamination particulaireau niveau de systèmeshydrauliques (expériencesissues de la pratique) etde composants
En règle générale, l'élimination dela contamination particulaire d'unsystème hydraulique s'effectue parfiltration. Différents types de filtrespeuvent être utilisés en fonction dudegré de contamination.
Pour de très fortes quantités decontaminants (p. ex. machines àlaver, machines d'outils), on peututiliser sur les installations desfiltres à bandes ou des pochesfiltrantes. Ces filtres ont pourmission d'évacuer du système lapollution de masse (souvent enkg). Ces types de filtres sont enoutre utilisés comme pré-filtres.
Ces filtres grossiers assurentgénéralement très efficacementleur tâche qui consiste à „retirerune grande quantité de saleté dusystème“. Toutefois, si l'on veutgarantir une propreté définieélevée, et constante du fluidesystème, il faut encore prévoir ensupplément une filtration fine.
Alors que la filtration fine garantit laqualité, la filtration grossière a pourmission de maîtriser la quantité decontamination.
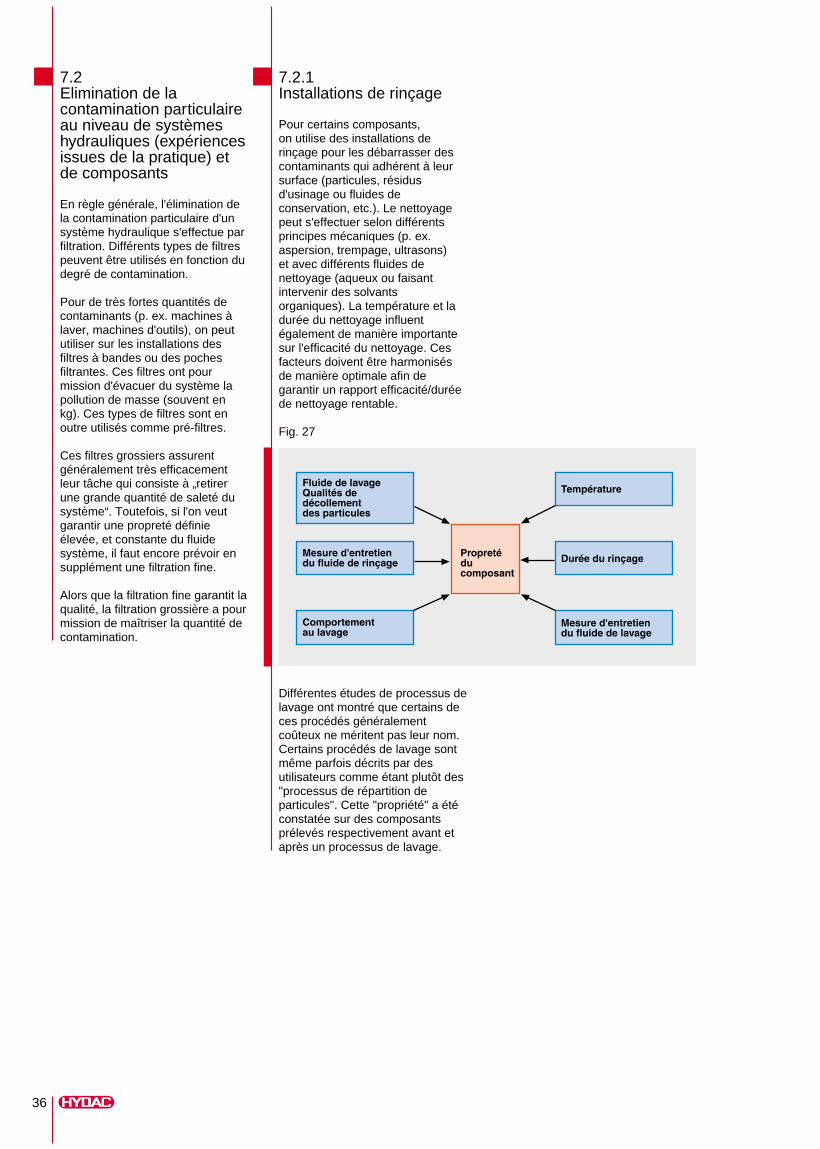
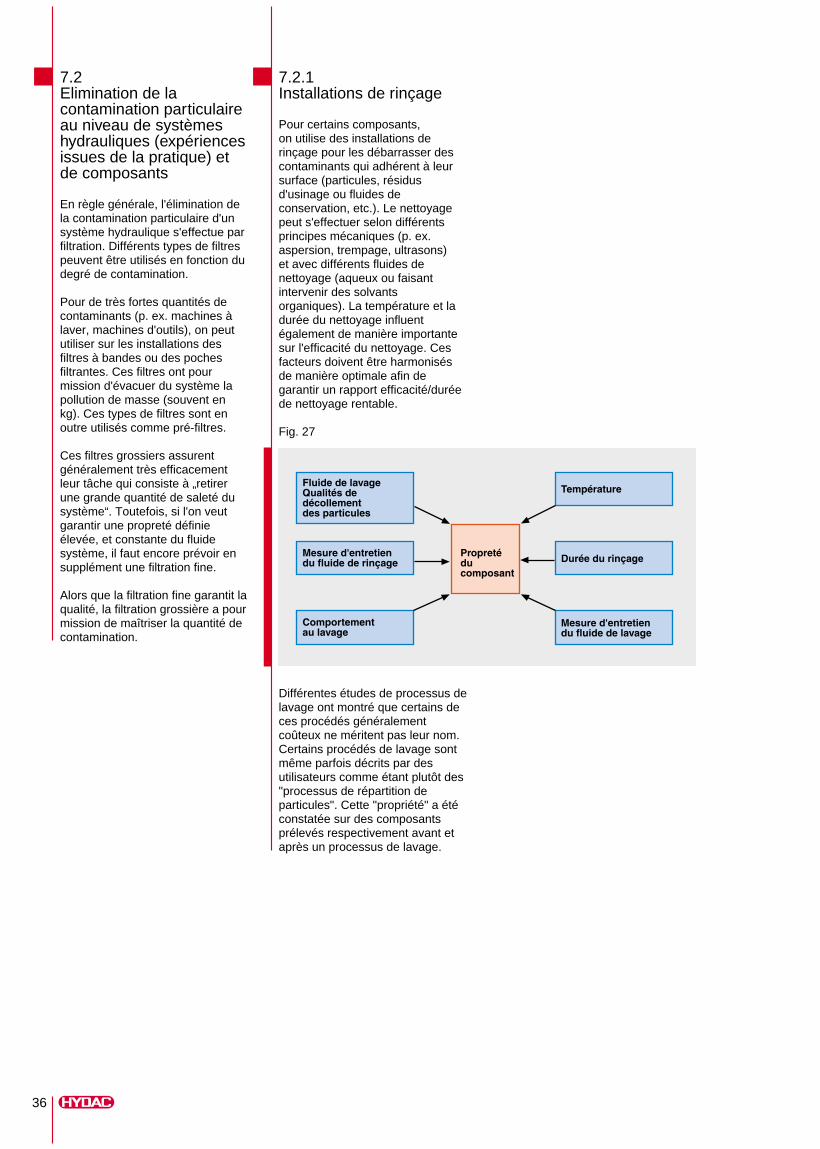
7.2.1Installations de rinçage
Pour certains composants, on utilise des installations derinçage pour les débarrasser descontaminants qui adhérent à leursurface (particules, résidusd'usinage ou fluides deconservation, etc.). Le nettoyagepeut s'effectuer selon différentsprincipes mécaniques (p. ex.aspersion, trempage, ultrasons) et avec différents fluides denettoyage (aqueux ou faisantintervenir des solvantsorganiques). La température et ladurée du nettoyage influentégalement de manière importantesur l'efficacité du nettoyage. Cesfacteurs doivent être harmonisésde manière optimale afin degarantir un rapport efficacité/duréede nettoyage rentable.
Fig. 27
Différentes études de processus delavage ont montré que certains deces procédés généralementcoûteux ne méritent pas leur nom.Certains procédés de lavage sontmême parfois décrits par desutilisateurs comme étant plutôt des"processus de répartition departicules". Cette "propriété" a étéconstatée sur des composantsprélevés respectivement avant etaprès un processus de lavage.
36
7.2Elimination de lacontamination particulaireau niveau de systèmeshydrauliques (expériencesissues de la pratique) etde composants
En règle générale, l'élimination dela contamination particulaire d'unsystème hydraulique s'effectue parfiltration. Différents types de filtrespeuvent être utilisés en fonction dudegré de contamination.
Pour de très fortes quantités decontaminants (p. ex. machines àlaver, machines d'outils), on peututiliser sur les installations desfiltres à bandes ou des pochesfiltrantes. Ces filtres ont pourmission d'évacuer du système lapollution de masse (souvent enkg). Ces types de filtres sont enoutre utilisés comme pré-filtres.
Ces filtres grossiers assurentgénéralement très efficacementleur tâche qui consiste à „retirerune grande quantité de saleté dusystème“. Toutefois, si l'on veutgarantir une propreté définieélevée, et constante du fluidesystème, il faut encore prévoir ensupplément une filtration fine.
Alors que la filtration fine garantit laqualité, la filtration grossière a pourmission de maîtriser la quantité decontamination.
7.2.1Installations de rinçage
Pour certains composants, on utilise des installations derinçage pour les débarrasser descontaminants qui adhérent à leursurface (particules, résidusd'usinage ou fluides deconservation, etc.). Le nettoyagepeut s'effectuer selon différentsprincipes mécaniques (p. ex.aspersion, trempage, ultrasons) et avec différents fluides denettoyage (aqueux ou faisantintervenir des solvantsorganiques). La température et ladurée du nettoyage influentégalement de manière importantesur l'efficacité du nettoyage. Cesfacteurs doivent être harmonisésde manière optimale afin degarantir un rapport efficacité/duréede nettoyage rentable.
Fig. 27
Différentes études de processus delavage ont montré que certains deces procédés généralementcoûteux ne méritent pas leur nom.Certains procédés de lavage sontmême parfois décrits par desutilisateurs comme étant plutôt des"processus de répartition departicules". Cette "propriété" a étéconstatée sur des composantsprélevés respectivement avant etaprès un processus de lavage.
37
Exemple : rinçage de conduitesaprès cintrage
Fig. 28Photo microscopique Membrane d'analyse
Lors de l'achat d'installations delavage, il est également possiblede spécifier au fabricant le degréde propreté à atteindre pour lescomposants et le taux de matièresen suspension maximal (MES) dufluide de lavage en mg/l ou uneclasse de propreté.
Par le passé, les installations delavage se subdivisaient eninstallations de lavage fin ouultrafin – une définition trèsimprécise des performances denettoyage à assurer. Aujourd'hui,c'est souvent la quantité decontamination résiduelleadmissible sur les composantsnettoyés qui est définie.
Les quantités de contaminantsrésiduels sont indiquées enmg/composant, mg/kg decomposant, mg/unités de surfaceou en concentrations de particulesdans différentes plages de tailles.De plus, on définit des taillesmaximales de particulesadmissibles sur le composantnettoyé, p. ex. max. 3 particules > 200 µm, aucune particule > 400 µm.
Pour pouvoir atteindre de tellesvaleurs, les paramètres précités del'installation de rinçage doivent êtreharmonisés. Il faut égalementprendre en considération desfacteurs supplémentaires commela protection de l'environnement etdu travail, les conditions localestelles que la place et l'énergiedisponible, ainsi que la cadence àassurer.
La propreté des fluides de lavageet de rinçage utilisés influeconsidérablement sur lesperformances de la machine àlaver.
Nous ne nous occupons ici quedes mesures d'entretien des fluidesde lavage et de rinçage.
Le tuyau a été scié et lavé
Fig. 29Photo microscopique Membrane d'analyse
Après le sciage et le lavage,le tuyau a été cintré et rincé.
En pareil cas, 2 réactions sontpossibles :
1. Arrêter le processus de lavagelorsque la pureté des composantsest moins bonne après lavagequ'avant lavage.
Avantage :Economies rapides
L'alternative généralement la plusjudicieuse est la suivante :
2. Optimisation du processus Lors de l'optimisation du processusde lavage, il faut veiller enparticulier aux points suivants :
Propreté des fluides de lavage, de rinçage et de conservation
Considérations mécaniques (p. ex. buses de lavage bouchées)
Adéquation du processus de lavage aux pièces à laver
Filtration du fluide de lavage et de rinçage
38
Les procédés suivants peuvent êtreutilisés pour l'entretien standard :
Lors du choix des mesuresd'entretien précitées des fluides, il faut également tenir compte de la nature et de la composition dufluide de nettoyage. Dans le cas del'ultrafiltration, on notera qu'uneséparation des substances denettoyage est inévitable danscertains cas. De plus, l'ultrafiltrationne peut s'utiliser que pour desfluides de lavage pré-traités, car lamembrane de séparation perdtoute efficacité en cas desollicitation par une contaminationparticulaire.
Filtration au titre de l'entretiendes fluides pour la séparation de contaminants particulaires
L'équipement standard pourl'entretien des fluides desinstallations de lavage sontaujourd'hui des filtres à bande et des filtres à lavage à contre-courant avec différents étages definesses de filtration. Même si cesfiltres conviennent pour éliminer degrosses quantités de contaminantsd'un système, ils ne permettenttoutefois pas de respecter desclasses de propreté définies. De par leur constitution, ils n'offrentpas une résistance élevée, c'est-à-dire que la contre-pression généréepar le filtre est très faible,généralement inférieure à 1 bar.C'est pourquoi les filtres de ce typesont souvent utilisés sur les lignesprincipales, en alimentation deszones de lavage ou de rinçage. Les corps des filtres sont équipésde manomètres afin de contrôlerleur caractère opérationnel.
Dans le cas des filtres à poches, le danger réside dans le risque derupture de la poche et donc de
libération de grosses quantités decontaminants en cas de surcharge.Il est donc recommandé de définiren plus une périodicité deremplacement minimale et decontrôler régulièrement nonseulement les paramètres standardtels que le pH ou le nombre debactéries, mais aussi la propreté dufluide de lavage.
La définition des valeurs decontamination résiduelle descomposants nettoyés devient deplus en plus drastique et celles-cisont utilisées comme critère deréception pour l'installation denettoyage. L'important est ici queces valeurs soient maintenuesconstantes. En pareil cas, il estimpératif que la qualité du fluide denettoyage soit maintenue à unniveau élevé et constant.
Ceci peut être atteint par l'utilisationciblée de filtres fins avec un taux deséparation absolu et constant. Il s'agit généralement de filtres detype bougie ou disque. Par rapportaux éléments filtrants hydrauliquesstandard, l'avantage de ces typesde filtres réside dans la capacité derétention élevée en contaminantsqui découle de leur action enprofondeur.
De par leur taux de séparationélevé, ces types de filtrespermettent d'éliminer une grossequantité de contaminants du fluidede nettoyage, ce qui peut avoirpour conséquence un épuisementtrès rapide de leur capacité et uncolmatage. Une combinaison defiltres, destinés à éliminer la massede contaminants du système, et defiltres fins absolus permetd'atteindre une durée de viesuffisante en combinaison avec une
très bonne propreté du fluide denettoyage. L'exemple suivant est tiré de lapratique.
Chez un fournisseur de renom del'industrie automobile, il fautnettoyer des arbres à cames desorte à les amener à un seuil depropreté défini de 9 mg/pièce. Lasituation de départ est la suivante :
Défis à relever
Dépôt de boues dans le réservoir
Qualité insuffisante au bout de 2 à 3 jours
La teneur en contaminants des composants varie entre 30 et 50 mg avant l'installation
Le coût de nettoyage ne doit pas dépasser 0,008 €
Les coûts de nettoyage ne doivent pas augmenter, mais la qualité doit s'améliorer
Caractéristiques techniques de la machine àlaver présente :
Volume duréservoir : 80 litres
Débit de la pompe : 250 l/min (pompe centrifuge)
Produit de nettoyage : Ardox 6478 – chemetall
Concentration : 2,3 – 3 %
Températuredu bain : env. 50 °C
Filtration : Filtre à lavage à contre-courant en aval de la pompe, finesse 50 µm
Données duprocessus :
Fréquence deremplacement
du bain : 1 fois/semaine
Cadence : 3000 – 4000 composants/jour
Cycle de lavage : 15 s/composant
Procédé de rinçage
Filtration
Filtre à bande
Filtre à poches/ filtreavec lavage à contre-courant
Filtre fin (typebougies/disques)
Ultrafiltration
Distillation
Séparateur
Séparateur d'huile
Coalesceur
Contamination solide
X
X
X
X
X
X
Contamination liquide,non dissoute (émulsion)
X
X (avec des différencesde points d'ébullition très
importants)X (différence de densité)
X
X
Contamination liquidedissoute
X
39
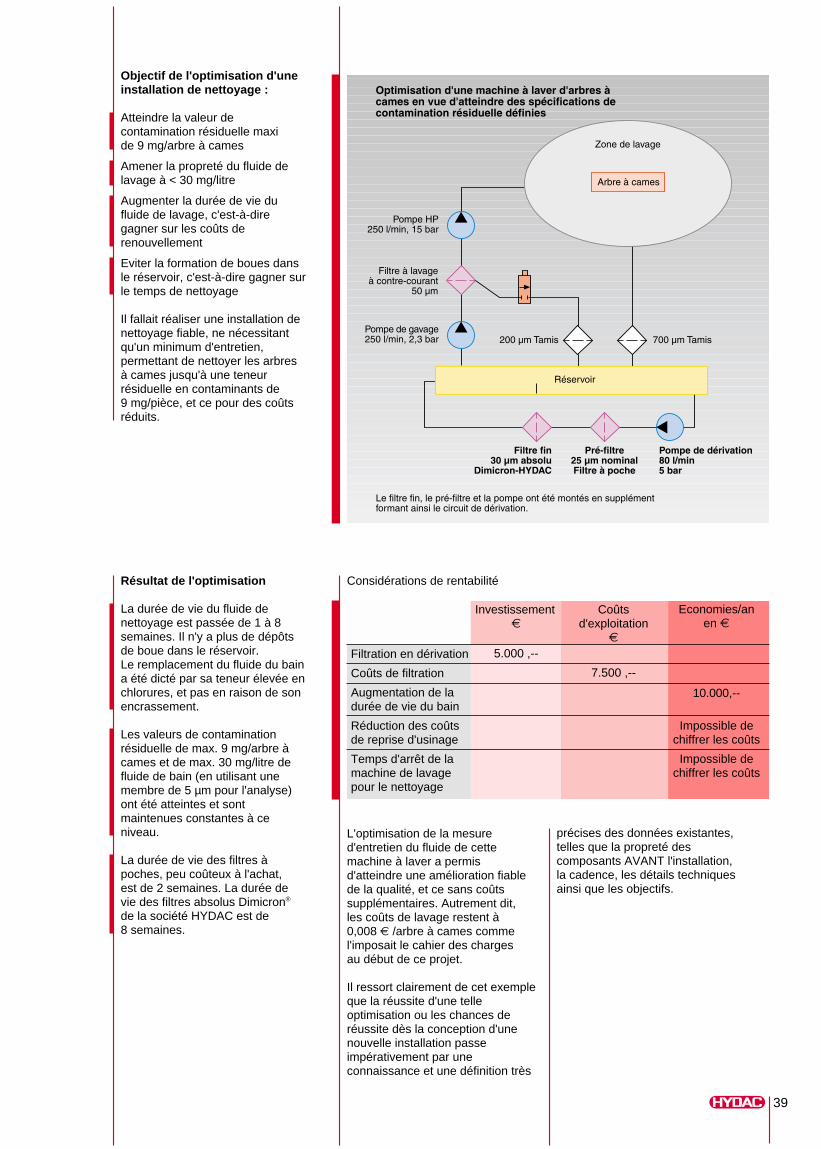
Objectif de l'optimisation d'uneinstallation de nettoyage :
Atteindre la valeur decontamination résiduelle maxi de 9 mg/arbre à cames
Amener la propreté du fluide delavage à < 30 mg/litre
Augmenter la durée de vie dufluide de lavage, c'est-à-diregagner sur les coûts derenouvellement
Eviter la formation de boues dansle réservoir, c'est-à-dire gagner surle temps de nettoyage
Il fallait réaliser une installation denettoyage fiable, ne nécessitantqu'un minimum d'entretien,permettant de nettoyer les arbresà cames jusqu'à une teneurrésiduelle en contaminants de 9 mg/pièce, et ce pour des coûtsréduits.
Résultat de l'optimisation
La durée de vie du fluide denettoyage est passée de 1 à 8semaines. Il n'y a plus de dépôtsde boue dans le réservoir. Le remplacement du fluide du baina été dicté par sa teneur élevée enchlorures, et pas en raison de sonencrassement.
Les valeurs de contaminationrésiduelle de max. 9 mg/arbre àcames et de max. 30 mg/litre defluide de bain (en utilisant unemembre de 5 µm pour l'analyse)ont été atteintes et sontmaintenues constantes à ceniveau.
La durée de vie des filtres àpoches, peu coûteux à l'achat, est de 2 semaines. La durée devie des filtres absolus Dimicron®
de la société HYDAC est de 8 semaines.
Considérations de rentabilité
Filtration en dérivation
Coûts de filtration
Augmentation de ladurée de vie du bain
Réduction des coûts de reprise d'usinage
Temps d'arrêt de lamachine de lavagepour le nettoyage
Investissement €
5.000 ,--
Coûtsd'exploitation
€
7.500 ,--
Economies/an en €
10.000,--
Impossible dechiffrer les coûts
Impossible dechiffrer les coûts
L'optimisation de la mesured'entretien du fluide de cettemachine à laver a permisd'atteindre une amélioration fiablede la qualité, et ce sans coûtssupplémentaires. Autrement dit, les coûts de lavage restent à 0,008 € /arbre à cames commel'imposait le cahier des charges au début de ce projet.
Il ressort clairement de cet exempleque la réussite d'une telleoptimisation ou les chances deréussite dès la conception d'unenouvelle installation passeimpérativement par uneconnaissance et une définition très
précises des données existantes,telles que la propreté descomposants AVANT l'installation, la cadence, les détails techniquesainsi que les objectifs.
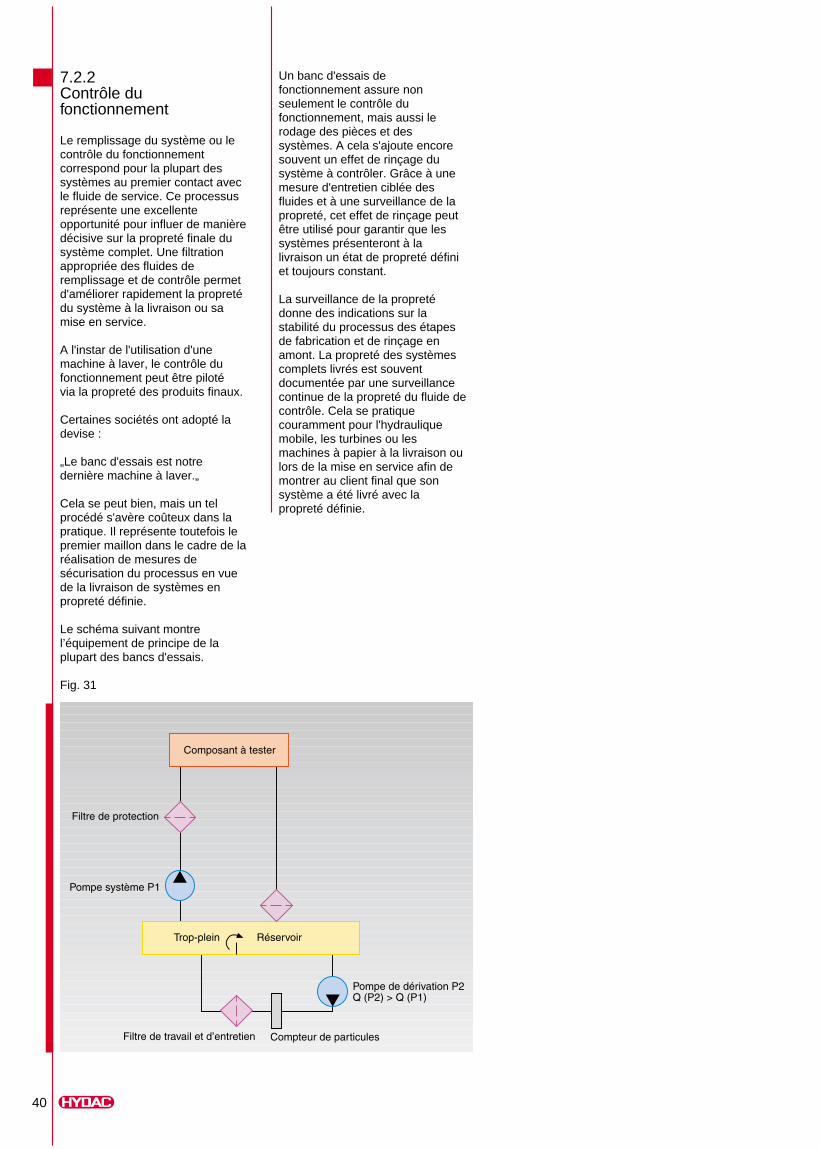
40
7.2.2Contrôle dufonctionnement
Le remplissage du système ou lecontrôle du fonctionnementcorrespond pour la plupart dessystèmes au premier contact avecle fluide de service. Ce processusreprésente une excellenteopportunité pour influer de manièredécisive sur la propreté finale dusystème complet. Une filtrationappropriée des fluides deremplissage et de contrôle permetd'améliorer rapidement la propretédu système à la livraison ou samise en service.
A l'instar de l'utilisation d'unemachine à laver, le contrôle dufonctionnement peut être pilotévia la propreté des produits finaux.
Certaines sociétés ont adopté ladevise :
„Le banc d'essais est notredernière machine à laver.„
Cela se peut bien, mais un telprocédé s'avère coûteux dans lapratique. Il représente toutefois lepremier maillon dans le cadre de laréalisation de mesures desécurisation du processus en vuede la livraison de systèmes enpropreté définie.
Le schéma suivant montrel’équipement de principe de laplupart des bancs d'essais.
Fig. 31
Un banc d'essais defonctionnement assure nonseulement le contrôle dufonctionnement, mais aussi lerodage des pièces et dessystèmes. A cela s'ajoute encoresouvent un effet de rinçage dusystème à contrôler. Grâce à unemesure d'entretien ciblée desfluides et à une surveillance de lapropreté, cet effet de rinçage peutêtre utilisé pour garantir que lessystèmes présenteront à lalivraison un état de propreté définiet toujours constant.
La surveillance de la propretédonne des indications sur lastabilité du processus des étapesde fabrication et de rinçage enamont. La propreté des systèmescomplets livrés est souventdocumentée par une surveillancecontinue de la propreté du fluide decontrôle. Cela se pratiquecouramment pour l'hydrauliquemobile, les turbines ou lesmachines à papier à la livraison oulors de la mise en service afin demontrer au client final que sonsystème a été livré avec lapropreté définie.

41
1er exemple :
L'étude suivante présente lacourbe de rinçage d'une pompelors de la mise en service * :
La propreté du fluide de contrôleavant le composant à tester estmaintenue à une classe ISO de 16 / 14 / 11 (c) grâce à desmesures appropriées. Après 5 minutes de contrôle, le débit dela pompe est amené brièvement à sa valeur maximale. La procédure de contrôle estterminée au bout de 10 minutes.
Dans ce cas, la teneur en polluantsdu composant à tester au terme dela procédure de contrôle était de 1mg par kg de masse decomposant.
*Chapitre 4 “Analyse de la propretéde systèmes complets sur le bancde rinçage/d'essais”
Fig. 33 Exemple : banc de contrôle devalves avec une filtration de 5 µm
Fig. 34Classe de propreté atteinte par lefluide de contrôle : NAS 3
Fig. 32
Comme le montre la courbe ci-dessus, la concentration enparticules diminue continuellementau cours des 4 premières minutesdu contrôle. Lorsqu'au bout de 5 minutes, on fait tourner lapompe à pleine charge, laconcentration en particules fait unsaut. Les 5 minutes suivantes sontà nouveau utilisées pour purifier lesystème.
Voir aussi chapitre 4.5 „Réalisationd'un examen de propreté sur unbanc de rinçage/d'essais". Le bancde rinçage/d'essais qui y est décrita servi d'élément pilote pourdéterminer le temps de rinçageoptimal lors du contrôle defonctionnement des pompes.
La question est alors la suivante :"Quel est le niveau de propreté des valves qui quittent ce bancd'essais ?".
Il est possible de contrôler laprocédure de rinçage en procédantoccasionnellement à undésassemblage des valves dansun environnement de propretédéfinie et à une évaluation de lacontamination des différentespièces.

42
7.3Stockage, logistique etenvironnement
Un stockage incorrect descomposants est aujourd'huimonnaie courante. Les joints quisont livrés propres et en sachetssur les chaînes de montage sontdéballés et généralementtransvasés dans des récipientssales, car cela réduit d'autant letravail de montage. Ces aspectssont généralement négligés alorsqu'ils offrent un très importantpotentiel d'économies facilementutilisable par simple améliorationde l'emballage et du stockage.
7.4Pièces de sous-traitanceet pièces de fabricationinterne
Des spécifications de propretéappropriées pour les pièces defabrication interne comme pour lespièces provenant de sous-traitantspermettent dès le départ deminimiser l'introduction departicules dans les systèmes.
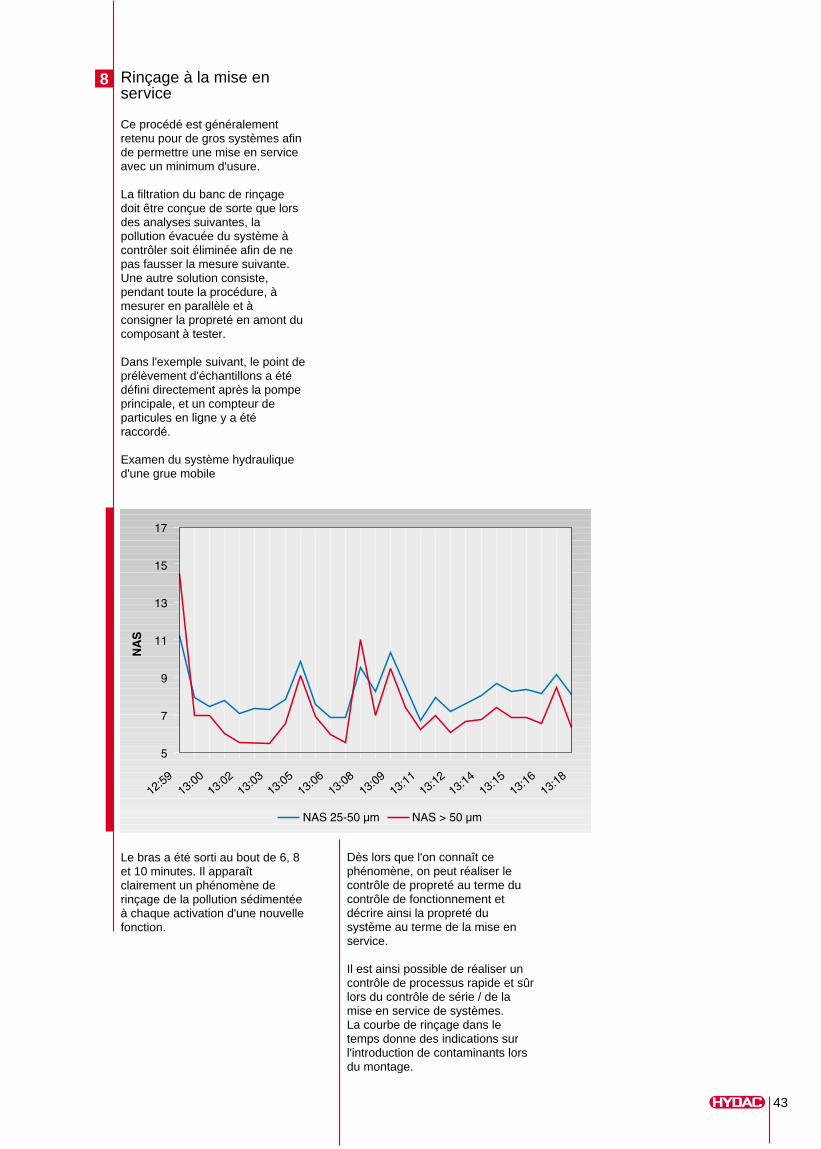
43
Rinçage à la mise enservice
Ce procédé est généralementretenu pour de gros systèmes afinde permettre une mise en serviceavec un minimum d'usure.
La filtration du banc de rinçagedoit être conçue de sorte que lorsdes analyses suivantes, lapollution évacuée du système àcontrôler soit éliminée afin de nepas fausser la mesure suivante.Une autre solution consiste,pendant toute la procédure, àmesurer en parallèle et àconsigner la propreté en amont ducomposant à tester.
Dans l'exemple suivant, le point deprélèvement d'échantillons a étédéfini directement après la pompeprincipale, et un compteur departicules en ligne y a étéraccordé.
Examen du système hydrauliqued'une grue mobile
Dès lors que l'on connaît cephénomène, on peut réaliser lecontrôle de propreté au terme ducontrôle de fonctionnement etdécrire ainsi la propreté dusystème au terme de la mise enservice.
Il est ainsi possible de réaliser uncontrôle de processus rapide et sûrlors du contrôle de série / de lamise en service de systèmes. La courbe de rinçage dans letemps donne des indications surl'introduction de contaminants lorsdu montage.
Le bras a été sorti au bout de 6, 8et 10 minutes. Il apparaîtclairement un phénomène derinçage de la pollution sédimentéeà chaque activation d'une nouvellefonction.
8
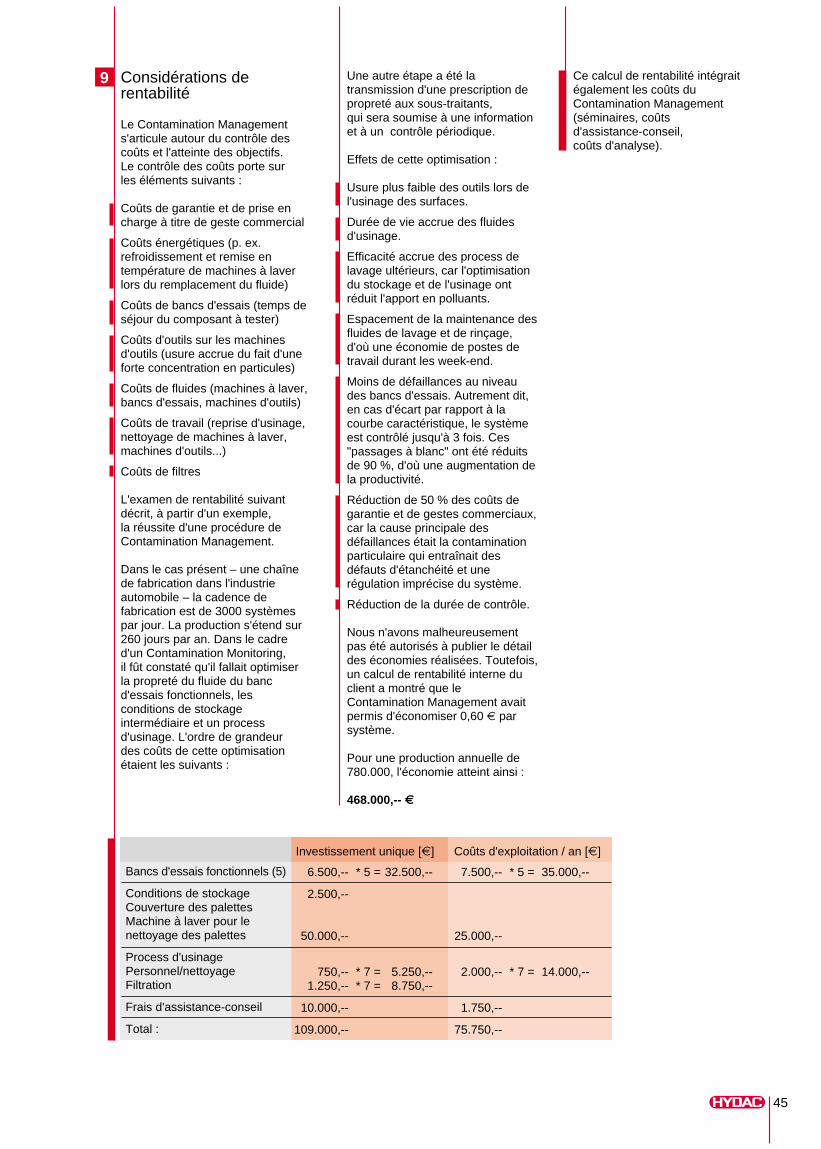
45
Considérations derentabilité
Le Contamination Managements'articule autour du contrôle descoûts et l'atteinte des objectifs. Le contrôle des coûts porte sur les éléments suivants :
Coûts de garantie et de prise encharge à titre de geste commercial
Coûts énergétiques (p. ex.refroidissement et remise entempérature de machines à laverlors du remplacement du fluide)
Coûts de bancs d'essais (temps deséjour du composant à tester)
Coûts d'outils sur les machinesd'outils (usure accrue du fait d'uneforte concentration en particules)
Coûts de fluides (machines à laver,bancs d'essais, machines d'outils)
Coûts de travail (reprise d'usinage,nettoyage de machines à laver,machines d'outils...)
Coûts de filtres
L'examen de rentabilité suivantdécrit, à partir d'un exemple, la réussite d'une procédure deContamination Management.
Dans le cas présent – une chaînede fabrication dans l'industrieautomobile – la cadence defabrication est de 3000 systèmespar jour. La production s'étend sur260 jours par an. Dans le cadred'un Contamination Monitoring, il fût constaté qu'il fallait optimiserla propreté du fluide du bancd'essais fonctionnels, lesconditions de stockageintermédiaire et un processd'usinage. L'ordre de grandeur des coûts de cette optimisationétaient les suivants :
Une autre étape a été latransmission d'une prescription depropreté aux sous-traitants, qui sera soumise à une informationet à un contrôle périodique.
Effets de cette optimisation :
Usure plus faible des outils lors del'usinage des surfaces.
Durée de vie accrue des fluidesd'usinage.
Efficacité accrue des process delavage ultérieurs, car l'optimisationdu stockage et de l'usinage ontréduit l'apport en polluants.
Espacement de la maintenance desfluides de lavage et de rinçage,d'où une économie de postes detravail durant les week-end.
Moins de défaillances au niveaudes bancs d'essais. Autrement dit,en cas d'écart par rapport à lacourbe caractéristique, le systèmeest contrôlé jusqu'à 3 fois. Ces"passages à blanc" ont été réduitsde 90 %, d'où une augmentation dela productivité.
Réduction de 50 % des coûts degarantie et de gestes commerciaux,car la cause principale desdéfaillances était la contaminationparticulaire qui entraînait desdéfauts d'étanchéité et unerégulation imprécise du système.
Réduction de la durée de contrôle.
Nous n'avons malheureusementpas été autorisés à publier le détaildes économies réalisées. Toutefois,un calcul de rentabilité interne duclient a montré que leContamination Management avaitpermis d'économiser 0,60 € parsystème.
Pour une production annuelle de780.000, l'économie atteint ainsi :
468.000,-- €
Ce calcul de rentabilité intégraitégalement les coûts duContamination Management(séminaires, coûts d'assistance-conseil, coûts d'analyse).
Bancs d'essais fonctionnels (5)
Conditions de stockageCouverture des palettesMachine à laver pour lenettoyage des palettes
Process d'usinagePersonnel/nettoyageFiltration
Frais d'assistance-conseil
Total :
Investissement unique [€]
6.500,--
2.500,--
50.000,--
750,-- 1.250,--
10.000,--
109.000,--
7.500,--
25.000,--
2.000,--
1.750,--
75.750,--
32.500,--
5.250,-- 8.750,--
35.000,--
14.000,--
* 5 =
* 7 = * 7 =
* 5 =
* 7 =
Coûts d'exploitation / an [€]
9
47
ContaminationManagement dans lapratique
Les chapitres précédents se sontattachés à décrire lesrépercussions de la contaminationparticulaire sur la durée de vie etla fiabilité des systèmeshydrauliques, la manière despécifier la propreté dans lesfluides et sur les composants et ledéroulement du ContaminationMonitoring.
L'application du ContaminationManagement entraîne les tâchessuivantes pour les partenairescontractuels :
Sous-traitants :
Il faut garantir l'état défini à lalivraison des produits.L'emballage des produits à livrerdoit être choisi de sorte à ce qu'iln'y ait pas de contaminationsupplémentaire sur les produitsdurant le transport et le stockage.
Fabricant de systèmes :
Précautions lors du transport, dustockage et du déballage desproduits. Les produits doivent êtremaintenus propres après ledéballage ou le retrait desobturateurs.
Montage des composants dans unenvironnement adéquat.
L'exemple suivant décrit commentintégrer ces pièces élémentairesau sein d'une procédure deContamination Management.
Description des donnéesexistantes :
Le système X est fabriqué etcommercialisé avec succès depuisdes années. Au cours desdernières années, le système X aété perfectionné, et une nouvellegénération – le système Y – a vule jour. Le système Y présente desperformances améliorées, est pluscompact que X et fonctionne sousdes pressions système plusélevées que le système X. Il enrésulte que le système Y estdevenu plus sensible à lacontamination particulaire.
Ceci se manifeste par des écartsplus importants par rapport auxcourbes caractéristiques lors ducontrôle de fonctionnement. Cetécart n'apparaît plus au bout dudeuxième ou du troisième passagede Y au banc d'essais. Les étudesont montré que ces dérangementssont provoqués par une une contamination particulairegrossière.
L'objectif du ContaminationManagement consiste donc àaméliorer le degré de propreté afind'éliminer ces dérangements sur lebanc d'essais et de réduire lescoûts de garantie et de gestescommerciaux correspondants.
1ère étape : analyse du fluide de contrôle
Détermination de la propreté dufluide de contrôle. Les examensmontrent que la propreté du fluidede contrôle en amont du composantà tester correspond à une classe depropreté de 22 / 20 / 18 selon ISO4406, avec une taille maximale departicule métallique de 400 µm etune taille maximale de fibre de3.000 µm.
2ème étape : optimisation du banc d'essais de fonctionnement
L'intégration supplémentaire d'unefiltration fine sur le circuit dedérivation afin de maintenir unepropreté constante du fluide decontrôle de 15 / 13 / 10 a permisd'éliminer 95 % des écarts parrapport à la courbe caractéristique.
Cette action de sauvetage a permiségalement de faire chuter les coûtsde garantie et de prises en chargeà titre de geste commercial.
3ème étape : réduction des coûts de filtration sur les bancs d'essais
La procédure suivante deContamination Monitoring permet p. ex. de déterminer qu'une partimportante de contaminationparticulaire est introduite dans le système par les process defabrication et par le biais de piècesde sous-traitance. Cettecontamination particulaire doit êtreéliminée du système au niveau dubanc d'essais de fonctions qui joueici le rôle de dernière machineà laver. Ceci entraîne des coûts quipeuvent être évités.
Un concept sera alors élaboré pouroptimiser les process de lavage,d'usinage et de stockageintermédiaire. Une spécification depropreté avec plan de contrôle pourles fluides système et lescomposants est mise au point.Cette spécification est transmiseaux fournisseurs externes etinternes, et les composants sontlivrés avec une propreté définie demanière fixe et constante.
4ème étape :intégration de la technique demesure de particules dansl'assurance-qualité
Un détecteur de particules est intégré sur le banc d'essais de
fonctions afin de permettre le contrôle régulier de la qualité deslivraisons des systèmes Y. Unevaleur limite est définie pour lacontamination maximale des fluidesde contrôle au niveau retour. En cas de dépassement de cettevaleur, il est possible d'intervenirtrès rapidement et de garantir ainsiqu'aucun système contaminé nequitte l'usine.
La qualité des composants desous-traitance est contrôlée sur des échantillons prélevés auhasard. Le cas échéant, lescomposants sont retournés aufournisseur ou nettoyés à l'usineaux frais du sous-traitant.
5ème étape : analyse de rentabilité
Les coûts générés parl'augmentation des dérangementssur les bancs d'essais ainsi que lescoûts de garantie et de prise encharge à titre de geste commercialont été déterminés au début duContamination Management.
Ces coûts sont à nouveaudéterminés au terme des étapesd'optimisation et comparés auxcoûts initiaux.
Les économies réalisées parl'optimisation sont brièvementdécrites au chapitre"Considérations de rentabilité".
Dans le cas présent, les économiessont de l'ordre de 468.000 €/an. Ce processus d'optimisation a duré environ 2 ans.
6ème étape :documentation et nouveaux projets
Les informations collectées dansle cadre du ContaminationManagement sont regroupées dansune base de données et utiliséeslors du développement denouveaux systèmes.
Sur les nouveaux systèmes, il devient habituel de définir nonseulement les cotes, les états desurface et les tolérances, maisaussi une quantité decontamination résiduelle. Cette quantité de contaminationrésiduelle reprend dans un premiertemps la spécification valable pourle système Y.
Cette spécification sera adaptée enfonction des expériences acquisessur des prototypes. La propreté etles coûts de nettoyage sont pourl'essentiel déterminés à partir de laconception de nouveaux systèmes.
10

49
Bibliographie
(1) H. Werries, „Einfluss vonFremdpartikeln in Wälzlagern undMaßnahmen zu ihrer Vermeidung“,Universität Hannover 1992
(2) R.W. Park, Moog Australia PtyLtd. , „Contamination Control – ahydraulic OEM Perspective“,Monash University- Australia, 1997
(3) Fluid Power University of Bath,GB “Total Cleanliness Control inHydraulic Systems”
(4) ISO 4405:1991 Hydraulik fluidpower – Fluid contamination –Determination of particulatecontamination by the gravimetricmethod
(5) ISO 4406:1999 Hydraulik fluidpower – fluids – Code for definingthe level of contamination of solidparticles
(6) ISO 4406:1987 Hydraulic fluidpower – Fluids – Methods forcoding level of contamination bysolid particles
(7) CETOP – RP 94 H –Bestimmung von Feststoff-Teilchenin Hydraulikflüssigkeiten mit Hilfeeines automatischen Teilchenzähl-gerätes, das nach dem Lichtunter-brechungsprinzip arbeitet.
(8) ISO 4407:1991 Hydraulic fluidpower – Fluid contamination –Determination of particulatecontamination by the countingmethod using a microscope
(9) ISO 11171:1999 Hydraulic fluidpower –Calibration of liquidautomatic particle counters
(10) ISO 4402:1991 Hydraulic fluidpower – Calibration of automatic-count instruments for particlessuspended in liquids – Methodusing classified AC Fine Test Dustcontaminant.
(11) NAS 1638: Cleanlinessrequirements of parts used inhydraulic systems
(12) Acdelco – Steering- USA,“Remanufacturing Process –Cleanliness”, www.acdelco.com,2001
(13) Hydac, Filter-Fluidtechnik,Neuer Teststaub, neueKalibrierung, neue Filtertest-methoden – Auswirkungen in derPraxis“), 1999
Auteurs
HYDAC Filtertechnik,Dipl.-Ing. (FH) Andreas Busch
Dipl.-Ing. Elke Fischereficon, Bensheim
(14) Universität WürzburgVorlesung Strömungstechnik
(15) Nancy Carosso, NASA – USA ,Contamination Engineering Design,www. de.ksc.nasa.gov/ dedev/labs/cml_lab/CONTMON_DESIGN.html#1.1


















