COMTABILITE GENERALE[1]
62
Introduction générale Avec la mondialisation, les entreprises doivent être compétitives, de ce fait, conserver un avantage concurrentiel sur le marché est un défi de plus en plus complexe. On s’attend à deux objectifs opposés et contradictoires : assurer un taux de service le plus élevé possible avec un coût de possession le plus faible d’où l’art de la gestion des stocks. Une saine gestion de stocks doit être profitable à l’entreprise, tout en permettant la satisfaction maximale de ses clients et fournisseurs. Mais cela ne s’improvise pas : les contraintes sont nombreuses, les demandes futurs mal connues, les valeurs des paramètres difficiles à déterminer et l’estimation des coûts et sujette à erreurs. Il est nécessaire d’optimiser les niveaux des stocks et des encours sur l’ensemble du flux amont-aval, du fournisseur au client. Le cours expose les règles à appliquer pour bien gérer le processus d’approvisionnement et la gestion des stocks dans un contexte de zéro rupture ; les thèmes suivants seront abordés : les fonctions des stocks, 1
Transcript of COMTABILITE GENERALE[1]
![Page 1: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/1.jpg)
Introduction générale
Avec la mondialisation, les entreprises doivent être
compétitives, de ce fait, conserver un avantage concurrentiel
sur le marché est un défi de plus en plus complexe. On s’attend
à deux objectifs opposés et contradictoires : assurer un taux de
service le plus élevé possible avec un coût de possession le
plus faible d’où l’art de la gestion des stocks.
Une saine gestion de stocks doit être profitable à l’entreprise,
tout en permettant la satisfaction maximale de ses clients et
fournisseurs. Mais cela ne s’improvise pas : les contraintes
sont nombreuses, les demandes futurs mal connues, les valeurs
des paramètres difficiles à déterminer et l’estimation des coûts
et sujette à erreurs.
Il est nécessaire d’optimiser les niveaux des stocks et des
encours sur l’ensemble du flux amont-aval, du fournisseur au
client.
Le cours expose les règles à appliquer pour bien gérer le
processus d’approvisionnement et la gestion des stocks dans
un contexte de zéro rupture ; les thèmes suivants seront
abordés : les fonctions des stocks, les avantages et les
inconvénients des stocks, le calcul de la quantité économique
de commande, l’optimisation des coûts de stock, les méthodes
de gestion…
La gestion des stocks constitue un pavé fondamental dans la
construction d’un système analytique de maîtrise des coûts.
1
![Page 2: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/2.jpg)
Le gestionnaire du stock doit répondre aux questions
suivantes :
Combien d’unités doit-on commander chaque fois que l’on
doit renouveler le stock ?
A quel moment doit-on décider de renouveler le stock ?
La gestion des stocks repose donc sur une démarche
rigoureuse, sur des méthodes scientifiques telles que :
statistiques, mathématiques, économie, informatique… et sur
des techniques qui lui sont propres pour réduire le plus
rapidement possible la quantité des produits et pour libérer les
liquidités de l’entreprise.
2
![Page 3: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/3.jpg)
I Les objectifs de la gestion des stocks
La gestion des stocks a pour objectifs :
- D’éviter les ruptures de stock et d’assurer un approvisionnement régulier
de l’entreprise.
- De minimiser le prix d’achat en profitant de certaines remises de prix. Par
exemple, en achetant en grande quantité, l’entreprise peut bénéficier
d’une réduction de prix ;
- De minimiser le coût de transport : par exemple, dans le cas de la location
d’un conteneur, il vaut mieux le charger à sa capacité maximale afin de
minimiser le coût unitaire de transport ;
- De minimiser le coût de stockage ;
- D’éviter les surplus de stock que l’entreprise sera obligée de revendre ou
de rendre au fournisseur à un prix inférieur au prix d’achat.
Le rôle de la gestion des stocks consiste, entre autres, à réduire le niveau des
stocks au minimum (le tampon) sans pour autant provoquer de ruptures de
stocks.
-Information-Energie-Matières premières-Matériel
3
Intrants
Extrant
RéservoirLe tampon
(Stock minimum)
-Services-Produits finis-Et semi finis-Matériel-Communication
Extrants
![Page 4: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/4.jpg)
En fait, ce que nous recherchons dans la gestion des stocks, c’est un équilibre
dynamique qui nous permette d’absorber les variations plus au moins grandes
dans les arrivages et les livraisons de matériel.
Les stocks sont indispensables à l’entreprise dans la mesure où ils lui évitent les
ruptures qui engendrent l’arrêt de production et parfois la perte de certains
clients. Mais les stocks coûtent cher, il faut donc les gérer d’une manière
rationnelle.
II Définition et types des stocks
A Définition du stock par le PCG
Les stocks peuvent être définis comme l’ensemble des articles rassemblés à
l’intérieur de l’entreprise et en attente d’utilisation.
B Les types de stocks
Les stocks sont de natures différentes, ils constituent à la fois une nécessité et
une lourde contrainte financière. On distingue cinq types de stocks :
1) Les matières premières 1
Ce sont l’ensemble des articles reçus qui ne sont pas encore rentrés dans le
processus de fabrication. Elles incluent les matières, composants et sous
ensembles achetés. Ce stock permet de spéculer et d’anticiper les fluctuations
des prix d’achat. Il permet la réduction des coûts d’acquisition par achats de lots
de taille plus importante. Il permet de se protéger contre les défaillances des
fournisseurs, les retards de livraison…
2) Les « encours »
C'est-à-dire l’ensemble des articles qui sont rentrés dans le processus de
fabrication et qui sont en cours de transformation. Ce stock intervient dans le
1 Stock de matières premières joue le rôle de tampon entre les fournisseurs et la fabrication.
4
![Page 5: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/5.jpg)
processus de production comportant des étapes intermédiaires. Il permet d’une
part un découplage des divers stades de la production et, d’autre part, une
protection contre les arrêts de production et les défaillances.
3) Les produits finis 2
Ce sont l’ensemble des articles sortis du processus de fabrication et qui sont
prêts à être expédiés. Ce stock permet d’amortir les fluctuations de nature
saisonnière et de nature aléatoire de la demande, de façon à assurer une
meilleure utilisation de l’outil de production. Il sert enfin de stock de sécurité
face à la production.
4) Les stocks de distribution (dépôts)
Ce sont l’ensemble des produits finis situés dans le système de distribution lui-
même.
5) Les pièces de rechange, de maintenance et les fournitures diverses
Il s’agit de l’ensemble des articles utilisés en production, mais qui ne font pas
partie des produits et de leur nomenclature. Ils peuvent inclure, les outillages, les
outils, les pièces de rechange.
III Les avantages et les inconvénients des stocks
A Les avantages
1-Si les matières ou les pièces nécessaires ne sont pas disponibles au moment
voulu, la production peut être arrêtée. C’est un gaspillage en termes de main-
d’œuvre et de machines et la production prend du retard. Les stocks sont l’une
des solutions à ce problème.
2- Le fait de commander des pièces et matières par grande quantité permet de
réduire le coût des achats.
3- Les stocks de produits finis permettent de livrer rapidement les clients.
2 Les stocks de produits finis jouent le rôle de tampon entre la fabrication et le client.
5
![Page 6: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/6.jpg)
4-Les stocks sont un moyen de faire face à des commandes imprévues, à des
demandes urgentes, à la fabrication d’un nombre inhabituel de produits
défectueux, à des accidents de production et à toute sorte d’imprévus.
B Les inconvénients des stocks
1-Le capital immobilisé dans le financement des stocks de matières et de
produits finis ne produit pas d’intérêts.
2- Les stocks occupent de la place et leur gestion coûte3 cher.
3-Les matières et les produits finis entreposés peuvent se dégrader au point de
devenir inutilisables.
Il est donc de la plus haute importance de maintenir les stocks à leur niveau
optimum.
Pour gérer les stocks, le gestionnaire utilise les outils de gestion suivants :
IV Les outils de gestion des stocks
Gérer les mouvements des stocks, c’est noter les entrées et les sorties qui
permettent à tout moment de savoir pour tout article, ce que l’on a en stock.
Pour gérer les stocks, le gestionnaire utilise les outils de gestion suivants :
1La nomenclature
La nomenclature des articles stockés est une fiche qui comprend pour chaque
article le numéro de code et une désignation simple, précise et complète.
Elle fournit un langage commun (le code) à tous ceux qui, dans l’entreprise, ont
intérêt à connaître les stocks (le responsable du service achat, le magasinier, le
responsable de la production…).Elle facilite ainsi la communication entre les
membres de l’entreprise et permet d’éviter les erreurs.
2Les fiches des stocks
3 Le principal inconvénient des stocks est donc de solliciter lourdement la trésorerie de l’entreprise. Combien de sociétés ont dû déposer le bilan alors qu’elles avaient un carnet de commandes bien rempli, mais des stocks pléthoriques et une trésorerie négative ?
6
![Page 7: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/7.jpg)
Ce sont des fiches qui portent les renseignements nécessaires à l’entreprise
concernant chacun des articles stockés. Ces renseignements sont le numéro de
code de l’article, sa désignation, son unité de comptage, les commandes en
cours, le niveau du stock disponible en magasin et les indices permettant de
repérer les articles à approvisionner, à épuiser ou à éliminer,…
Ces fiches sont généralement classées selon un critère déterminé, choisi par le
responsable des stocks.
Ce critère peut être le numéro de code, l’ordre alphabétique…
Réapprovisionnement si stock disponible < 100
3 Les fiches d’approvisionnement
Ces fiches sont tenues par le gestionnaire du stock. Elles renferment des
éléments fixes concernant les stocks tels que le numéro de l’article et sa
désignation, des éléments révisables comme le délai d’approvisionnement ou la
consommation moyenne mensuelle de l’article et des éléments variables comme
la quantité disponible en magasin, la quantité en commande, la quantité à
commander…
7
FICHE DE STOCK
Code : …… Désignation : …..Emplacement : …… Unité : ….. Stock minimum : ……
Date Numéro du bon
Quantité Stock(restant)Entrée Sortie
12/01/0715/01/0725/01/0730/01/07 100
9040
150 60 20120
![Page 8: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/8.jpg)
V Les méthodes de suivi administratif des stocks
Les articles utilisés par l’entreprise n’ont pas tous la même importance et ne
nécessitent pas tous l’application des mêmes techniques de gestion. Comme le
coût du système de gestion de stock croît avec sa complexité, l’entreprise a
intérêt à différencier ses stocks et à leur appliquer les méthodes de gestion
appropriées afin de minimiser les coûts de gestion de ses stocks. Deux méthodes
permettent l’analyse et la classification des articles stockés : la méthode 20/80
et la méthode ABC.
V1 La méthode 20/80 (loi de Pareto) 4
La méthode 20/80 est une méthode de classification des articles qui permet de
connaître l’importance économique de chacun des articles.
Selon cette méthode, généralement, 20% environ du nombre d’articles
consommés par l’entreprise représentent environ 80% de la valeur totale de la
consommation. Le suivi précis des stocks ne s’appliquera qu’à ces 20%, le reste
relevant de procédures sommaires.
4 Vilfredo Pareto, économiste et sociologue italien. Il a démontré que 80% des richesses sont détenues par 20% des personnes.
8
![Page 9: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/9.jpg)
Représentation graphique de l’analyse 20/80
Exercice N°1
L’entreprise X est spécialisée dans la fabrication des produits élctromenagers et
vous communique le tableau suivant :
Articles Valeur
C
E
A
G
F
D
I
J
B
100
1000
5000
35000
2000
500
1000
65000
900
Valeurs cumulées en %
Nombre cumulé des articles en %20 100
80
100
9
![Page 10: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/10.jpg)
H 17000
Total 126 800
T.A.F
1) Classer les articles par ordre décroissant de la valeur de la consommation
annuelle (méthode 20/80).
2) Représenter par un diagramme de Pareto les valeurs cumulées des
consommations en fonction du rang de l’article.
3) Commenter le résultat.
Corrigé
1)
Articles Valeur Valeur
cumulée
% de la valeur
cumulée
% de référence % de référence
cumulée
J
G
H
A
F
E
I
D
B
C
65 000
35 000
17 000
5 000
2 000
1 000
1 000
500
200
100
65000
100 000
117 000
122 000
124 000
125 000
126 000
126 500
126 700
126 800
51,26
78 ,86
92,27
96,21
97,79
98,58
99,36
99,76
99,92
100
10
10
10
10
10
10
10
10
10
10
10
20
30
40
50
60
70
80
90
100
10
![Page 11: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/11.jpg)
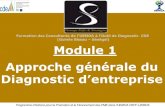
3)
0
10
20
30
40
50
60
70
80
90
100
10 20 30 40 50 60 70 80 90 100
% de référence cumuléé
%cu
mu
lé e
n v
ale
ur
Diagramme de Pareto
3) Commentaire du résultat
Les articles J et G représentent 80% en valeur et 20% en nombre d’articles.
Donc ils doivent être gérés d’une façon très efficiente et rigoureuse.
Etude de cas
La société montagnarde de fonderie est une PME familiale,
héritière d’une longue tradition métallurgique comme on en
trouvait, au début du siècle, dans des maintes vallées
isolées .Cependant, elle a su évoluer avec dynamisme jusqu’à
devenir le leader européen de sa spécialité. Celle–ci consiste à
produire des pièces aéronautiques en aluminium par le
procédé dit « à la cire perdue ».
La direction a dû réagir à une détérioration de la rentabilité en
raison d’une baisse des prix, consécutive à l’entrée de
nouveaux opérateurs sur ce marché.
11
![Page 12: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/12.jpg)
Elle a décidé de réduire tous les coûts qui peuvent l’être.
Notamment, le service achats a reçu la mission de réduire le
coût du stockage des matières premières, matières
consommables et produits intermédiaires. L’entrepris
travaillant à la commande, les produits finis n’ont pas à être
stockés.
Le responsable du service Achats a entrepris une enquête
préparatoire à la mise en place d’une gestion optimale des
stocks, au début de l’année N. Il a d’abord dressé une liste
alphabétique des articles stockés avec l’indication du cout
unitaire et de la quantité annuelle consommée (voir annexe 1).
Il classe ensuite les articles en catégories en fonction de
l’intensité de la surveillance qu’ils requièrent.
T.A.F
1-Classer les articles par ordre décroissant de la valeur de la
consommation annuelle (méthode 20/80).
2-Représenter par un diagramme de Pareto les valeurs
cumulées des consommations en fonction du rang de l’article.
3- commenter le résultat.
Annexe 1
Référence de l’article Coût unitaire (en F) Quantité annuelle consommée (en unité)
A 7,4 2800B 2,80 3600C 51,40 7200D 3,34 6000E 9,40 3200F 5,50 3600G 7,82 6400H 12,50 3200
12
![Page 13: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/13.jpg)
I 7,10 2800J 350 1200
Solution
1Classement en catégories
Classement par ordre décroissant de la valeur des consommations annuelles
Référencede l’article
Coût unitaire (en F)
Quantité annuelle consommée(en unité)
Valeur de la consommation(en F)
Valeur cumulée
Rang en % du nombre de référencé
Valeur cumulée en % du nombre de référencé
J 350 1200 420 000 420 000 10% 42%C 51,40 7200 370 000 790 000 20% 79%G 7,82 6400 50 048 840 128 30% 84%H 12,50 3200 40 000 880 128 40% 88%E 9,40 3200 30 080 910 208 50% 91%D 3,34 6000 20 040 930 248 60% 93%A 7,14 2800 19 992 950 240 70% 95%I 7,10 2800 19 880 970 120 80% 97%F 5,50 3600 19 800 989 920 90% 99%B 2,80 3600 10 080 1 000 000 100% 100%Total 1000 000
2)
Diagramme de Parîto
0%10%20%30%40%50%60%70%80%90%
100%
10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
Nb cumulé des références en %
Nb cumulé des valeurs en %
13
![Page 14: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/14.jpg)
3- Commentaire du résultat
Les articles J et C représentent ensemble 20% des références et 79% de la
valeur : ils constituent le premier groupe dont la gestion doit être suivie avec une
attention particulière.
Les autres articles (80% des références et 21% de la valeur) peuvent être gérés
plus simplement.
V2 La méthode A.B.C
La méthode A.B.C est aussi une méthode de classification et de différenciation
des articles stockés selon leur valeur. Elle constitue une amélioration de la
méthode 20/80. Cette méthode permet de classer les articles en stocks selon trois
groupes.
Groupe A
Ce groupe qui ne constitue que 10% du total des articles, représente 60%
de la valeur de la consommation totale.
Ce classement permet de pratiquer une gestion sélective en affectant le
maximum d’efforts et les méthodes les plus fines aux articles de la catégorie A :
Tenue d’un inventaire permanent ;
Calcul régulier du stock disponible ;
Mise à jour fréquente des paramètres et des lancements de
commandes ;
Contrôles fréquent.
Groupe B
Ce deuxième groupe constitue 25% du nombre total des articles stockés et
représente à 30% de la valeur de la consommation totale ;
14
![Page 15: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/15.jpg)
En revanche, ces articles n’exigent pas la même gestion aussi rigoureuse
appliquée aux articles du groupe A. Ils seront gérés de façon plus souple : par
exemple, des révisions périodiques peuvent suffire.
Groupe C
Ce troisième groupe constitue 65% du nombre total des articles et représente
10% de la valeur de la consommation totale.
Ce groupe ne mérite ni méthode sophistiquée, ni surveillance constante.
Selon la méthode d’analyse A.B.C ; les stocks ont généralement la structure
suivante :
Stock % de la consommation en valeur
% cumulé de la consommation en valeur
% de la consommationen nombre d’articles
% cumulé de la consommation en nombre d’articles
A 60 60 10 10B 30 90 25 35C 10 100 65 100
10 35 100
AB
C
% cumulé de la consommation
en v
% cumulé de la consommation en
Nbr d’art
60
90
100
15
![Page 16: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/16.jpg)
Exercice
L’entreprise AMRO utilise les composantes suivantes pour sa fabrication. Les
consommations annuelles sont approximativement les suivantes :
Composantes Consommation en K DH
E14
A15
C13
B12
K10
L3
D11
F7
F9
M5
84
1000
400
2000
200
7986
1100
350
90
100
Total 13310
T.A.F
1) Classer les articles par ordre d’importance selon la méthode ABC.
2) Commenter ces résultats.
Solution
1)
Articles Valeur Valeur
cumulée
% de la valeur
cumulée
% de référence % de référence
cumulée
L3
B12
D11
A15
7986
2000
1100
100
60
15,02
82,6
7,51
60
75,02
83,28
90,79
10
10
10
10
10
20
30
40
16
![Page 17: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/17.jpg)
C13
F7
K10
M5
F7
E14
400
350
200
100
90
84
3
2,62
1,5
0,75
0,67
0,63
93,79
96,41
97,91
98,66
99,33
100
10
10
10
10
10
10
50
60
70
80
90
100
Total 13310 100 100
2) Les stocks peuvent être classés en trois catégories :
-Le groupe A : constitué par la composante L3 représente 10% du nombre de
composante et 60 % de la valeur en consommation, cette composante mérite une
attention particulière consistant à réduire ses coûts.
Le groupe B représente 30 % de la valeur en consommation et 30 % des
références. Ce groupe est constitué par les articles B12 D11 A15 doivent être gérés
d’une façon très souple.
Le groupe C représenté par 60 % des références pour environ 10 % des valeurs.
Il est constitué par les articles de C13 → E14. Ce groupe ne fait pas l’objet d’une
véritable gestion des stocks
Etude de cas
Une entreprise commerciale qui importe certains produits dispose du stock suivant :
Désignation O PU en DTV couleurs (70 cm) 40 800TV couleurs (61 cm) 26 600Antennes internes 80 112,5Radio –cassettes type A 100 150Radio –cassettes type B 60 180Ecouteurs type X 100 60Transistors type A 64 33,75Pièces type X 240 3Ampoules types A 50 3,72Ampoules type B 80 1,95Adios 160 36Total 1000 -
17
![Page 18: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/18.jpg)
Afin de minimiser les coûts de gestion, l’entreprise cherche à procéder à une
gestion sélective des stocks. Il s’agit de les analyser à partir de la méthode
A.B.C, de commenter les résultats et de les représenter graphiquement.
Désignations Valeur totale
% en valeur
% cumulés en valeur
% en nbr d’article
% cumulé en nbr d’article
TV couleurs (70 cm) 32.000 32,86 32,86 4 4TV couleurs (61 cm) 15.600 16,02 48,88_ 2,6 6,6Radio –cassettes type A 15.000 15,4 64,28 10 16,6Radio –cassettes type B 10.800 11,09 75,37 6 22,6Antennes internes 9.000 9,24 84,61 8 30,6Ecouteurs type X 6.000 6,16 90,77 10 40,6Radios 5.700 5,92 96,69 16 56,6Transistors type A 2.160 2,22 98,91 6,4 63Pièces type X 720 0,74 99,65 24 87Ampoules types A 186 0,19 99,84 5 92Ampoules type B 156 0,16 100 8 100Total 97.382 100 100 100 100
Commentaire des résultats
On remarque que la catégorie A qui constitue 64,28% de la valeur du stock ne
représente que 16,6% du nombre d’articles stockés. La catégorie B représentant
26,49% de la valeur totale du stock représente 24% du nombre d’unités stockés
et la catégorie C qui ne constitue que 9,33% de la valeur totale du stock
représente 59,4% du nombre d’articles stockés.
L’indice le plus important sur la base duquel seront différenciés les articles et
groupes d’articles étant le pourcentage en valeur. Par conséquent, les articles qui
doivent être gérés soigneusement et contrôlés rigoureusement sont ceux qui
composent la catégorie A et les deux premiers appartenant à la catégorie B.
18
![Page 19: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/19.jpg)
En classant les articles stockés en fonction de leur consommation en valeur, le
gestionnaire du stock effectue une gestion sélective qui lui permet de déterminer
la politique d’approvisionnement à suivre pour chaque type d’articles. Ceux qui
représentent le plus en valeur de consommation (A) sont ceux qui doivent être
gérés au mieux et qui demandent un contrôle fréquent.
VI3 Le modèle de Wilson pur (sans pénurie)
1Les coûts de la gestion des flux de produits
a Le problème : flux amont et flux aval
- Le flux amont correspond aux entrées en stock et donc aux décisions de
commandes aux fournisseurs. Il est donc lié à deux paramètres
importants :
Les coûts de fonctionnement de la structure approvisionnement, qui
détermine celui des lancements de commandes,
A B C
100
90,779,33
64,2826,49
% cumulés en valeur
100
59,4
40,6
24
16,6
19
% Cumulés en nombre d’articles
![Page 20: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/20.jpg)
Les coûts liés à la détention du stock de roulement dans l’entreprise. Cette
gestion du flux amont a été traitée dès 1931 par Wilson.
- Le flux aval correspond aux flux de demande exprimés par la clientèle ou les
services de production. Il s’agit d’assurer un certain degré de qualité de service
pour respecter des marges, développer un chiffre d’affaires, maintenir un indice
de satisfaction de la clientèle ou bien éviter des ruptures des stocks qui
entraîneraient des arrêts de fabrication coûteux. La gestion de ce flux dépend de
deux paramètres : les coûts d’expédition et les coûts de rupture de stocks.
b Les coûts liés à la gestion des stocks
b1 Les coûts de passation ou de lancement
Le coût de passation de la commande englobe tous les frais que l’entreprise
supporte à partir du moment où une décision d’approvisionnement a été prise
jusqu’à la réception et le stockage de la marchandise. Il s’agit des frais d’étude
du marché- amont, de négociation avec les fournisseurs, du transport des
marchandises, du personnel et de la réception de la marchandise.
b2 Le coût de possession
Le coût de possession est inhérent à l’existence même du stock. Il renferme deux
types de frais :
- Les charges financières constituées par les intérêts des emprunts employés
pour financer l’achat des stocks ;
- Les frais d’emmagasinage ; ces frais sont composés :
Des coûts de fonctionnement du magasin ;
Des coûts d’assurance de la marchandise stockée ;
Des coûts provenant d’un certain nombre de risques (perte, vol,…)
et
20
![Page 21: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/21.jpg)
D’autres coûts engendrés par l’existence des stocks dans le magasin
de l’entreprise (loyer, amortissement des locaux et de l’équipement,
…).
b3 Le coût de rupture (ou pénurie) du stock
Le coût de rupture du stock est le coût engendré par un épuisement imprévu du
stock, causant un dysfonctionnement d’un ou de plusieurs services de
l’entreprise. Ce coût, généralement non mesurable, représente la perte subie par
l’entreprise suite à la rupture du stock (perte d’un client, coûts supplémentaires
engagés pour assurer un réapprovisionnement de l’article dans les conditions
anormales,…).
c Formulation du modèle
c1 Quantité économique à commander
La formule de base ‘’série économique de Wilson’’ est bâtie sur une série
d’hypothèses dont bien peu sont réalisées :
La demande est régulière pendant l’année et constante pour l’unité de
temps.
Le délai d’obtention entre la commande et l’entrée en magasin est connu
et constant.
Le prix ou le coût de l’article est connu et fixe ; il est indépendant de la
quantité commandée.
La pénurie est exclue : à aucun moment on n’admet de rupture de stock.
Le coût de commande ou de lancement est connu et fixe.
Le coût de stockage est proportionnel à la valeur stockée ; il est constant
par unité.
Le stock est connu en permanence.
21
![Page 22: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/22.jpg)
Pour une consommation annuelle connue, il s’agit d’équilibrer le coût de
lancement ramené à la pièce et le coût de stockage moyen (voir figure ci
dessus).
Figure : Equilibrage entre coût de lancement et coût de possession
Cette quantité vise à minimiser la part variable du coût global de la gestion des
stocks, c’est à- dire le coût de maintien en stock et le coût de
réapprovisionnement.
Sur 1 an, on peut exprimer le coût global de la façon suivante :
C total = Cach + C lan + C poss
Déterminons chacun des coûts:
Cach = Consommation annuelle x prix d’une unité
Coûts
Quantités
Coûts totaux
Coût de possession stockage
Coûts de lancement
Q
Cp=Cl
22
![Page 23: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/23.jpg)
Cach = Ca x U
C lan = Coût d’un lancement x nombre de lancements
C lan = Coût d’un lancement x
C lan = avec Cl coût de lancement
C poss = x U x Taux i
C poss = (on suppose stock mini = 0)
Soit:
Le minimum est obtenu en dérivant cette fonction par rapport à la quantité Q, c'est-à-dire :
0 = 0 - +
Donc : Q2 =
D’où :
Avec :
Ca: consommation annuelle prévue en quantité;
U : prix unitaire de l’article ;
I : taux de possession annuel du stock.
23
Q =
(I)
C total = Ca x U + +
![Page 24: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/24.jpg)
On peut déterminer aussi l’optimum à partir des relations suivantes
fondées sur l’idée qu’à l’optimum, les coûts annuels de stockage et les coûts
de commande doivent être égaux.
On doit avoir : C lan= C poss
=
D’où : Q =
c2 Nombre de commandes économiques
C’est le nombre de commande qu’il faut lancer dans l’année : il est égal à la
quantité à approvisionner sur la quantité économique à commander d’où :
N =
Si on remplace dans (I), la valeur de N est :
Exercice N°1
1° Calculer la quantité économique et le nombre optimum de commandes d’un
article dont les données sont les suivantes :
Besoins à satisfaire : 3600 unités par an
Prix unitaire : 10 DH
Coût de détention en % : 30%
Coût de lancement: 150 DH.
2° Déterminer graphiquement la quantité économique trouvée.
Solution
24
N =
![Page 25: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/25.jpg)
1° Q = =
= 600 unités
N = =
= 6 commandes
2° On note que Y = coût total
Y= Coût d’achat + coût de lancement + coût de lancement
= Ca x U + +
= 3600 x 10 + +
Y=37.800 DH
2° Détermination graphique de la quantité économique
Exercice N°2
25
![Page 26: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/26.jpg)
La consommation annuelle d’une matière L est de 48 000 DH, représentée par
12000 unités, soit 12 000 unités soit 4 DH par unité
- Le coût de lancement d’une commande est de 60 DH.
- Le coût de possession des stocks représente 9 % de la valeur du stock
moyen.
T.A.F
1° Déterminer la quantité économique Q et le nombre de lancement
2° Retrouver le nombre de commande par l’égalisation du coût de lancement et
du coût de possession (exprimé en fonction de N).
Solution
1° Q = =
= 2000 unités
N = Ca / Q = 12 000/2000 = 6 commandes.
2) Coût de lancement = N x Cl = 60 N
Coût de possession = Ca x u x i / 2N = 12000 x 4 x 0,09/ 2N
A l’équilibre le coût de lancement =coût de possession.
60 N = 12000 x 4 x 0,09/ 2N
D’où N=
= 6 commandes.
C3 Représentation de la quantité économique Q en fonction du délai
d’approvisionnement
26
![Page 27: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/27.jpg)
Stock moyen = Q/2
Exercice
Une entreprise fournisseur de pièces pour le téléphone
fabrique des relais électriques dont un élément x est sous-
traité à 0,015 € l'unité.
Elle utilise 1000 x par jour, 250 jours par an.
Les approvisionnements se font par le camion de
l'entreprise (15 € par voyage).
Le taux de possession est de 20% l'an.
T.A.F
1- Calculer la quantité économique de réapprovisionnement.
2- Représenter graphiquement la courbe d'évolution du stock.
Solution
1) Q =
Q = 50 000 Unités
27
![Page 28: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/28.jpg)
D’où le nombre de lancement =Ca /Q = 250 000/50000 = 5 commandes/250j.
2) Représentation graphique
c3 Modèle de Wilson et tarif dégressif du fournisseur
Fréquemment, les fournisseurs proposent des tarifs dégressifs en fonction des
quantités commandées, remettant en cause une des hypothèses du modèle de
Wilson « pur ».
La solution retenue dans ce cas doit tenir compte des économies potentielles que
représente l’achat des matières premières à un prix préférentiel. L’objectif du
modèle est donc modifié.
Solution du modèle
Calculer, pour chaque prix du tarif du fournisseur, la quantité
optimale obtenue par l’application de la formule de Wilson.
Vérifier la cohérence entre la valeur obtenue Q* et le prix
proposé par le fournisseur.
En cas d’incohérence, choisir la quantité minimale qui
permette de bénéficier du prix proposé.
Calculer, pour chaque prix proposé, le coût total du stock
pour la quantité retenue.
Choisir la solution qui donne un coût total minimum.
50000
Q
Temps50J 100J 150J 200J 250J
28
![Page 29: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/29.jpg)
Exercice N°1
- Consommation annuelle : 10.000 unités
- Coût unitaire : 10 DH
- Coût de stockage 25% de la valeur du stock moyen
- Coût par commande : 20 DH
Le fournisseur accorde les escomptes suivants :
- 0 à 999 unités 10 DH.
- 1000 à 1999 unités 9,95 DH.
- 2000 et plus 9,90 DH.
T.A.F
1° Calculer la quantité économique.
2° Quelle offre doit-on choisir ?
Solution
1° Calcul du lot économique
Q = =
= 400 unités
2° On a le choix entre :
400 unités à
10 DH
1000 unités à
9,95 DH
2000 unités à
9,90 DH
A l’aide du tableau suivant, procédons à l’analyse de ces trois offres :
400 unités 1000 unités 2000 unitésCoût annuel d’achatCoût de stockageCoût de commande
100.000 DH500 DH500 DH
99.500 DH1243,75 DH
200 DH
99 000 DH2475 DH100 DH
Coût total 101.000 DH 100.943,75 DH 101.575 DH
29
![Page 30: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/30.jpg)
Du point de vue strictement économique, le choix portera donc sur la commande
de 1000 unités à 9,95 DH.
Exercice N°2
Soit une consommation annuelle C = 12 000 articles, un
coût d’obtention des commandes de 200 € et un taux de
possession du stock évalué à 12%.
Le fournisseur propose les conditions de prix suivantes :
P= 42 € pour des commandes inférieures à 900 produits ;
P = 40 € pour des commandes comprises entre 900 et 1200
produits ;
P = 38 € pour des commandes supérieures à 1200 produits.
T.A.F
Quelle offre doit-on choisir ?
Solution
Les résultats sont résumés dans le tableau suivant :
Prix = 42 Prix = 40 Prix = 38Quantité économique
Q=Q =975 Q = 1.000 Q =1.025,9
Cohérence entre Q* et le prix proposé
Impossible possible Impossible
Quantité retenue pour bénéficier du prix
Q= 900 Q= 1.000 Q= 1.200
Coût de lancement des commandes :
Cl x2 .667 2.400 2.000
30
![Page 31: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/31.jpg)
Coût de possession du stock :
2 .268 2.400 2. 736
Coût d’achat des articles Ca x U 504.000 480.000 456. 000
Coût du stock 508. 935 484. 800 460.736
L’entreprise choisira des approvisionnements constants de 1200 produits.
Etude de cas
La production envisagée serait réalisée de façon discontinue,
c'est-à-dire par lots, on a calculé, que chaque fois qu’un lot
serait lancé, l’entreprise supporterait des frais de lancement
évalués à 500 DH. Le coût de
possession du stock des produits fabriqués serait égal à 12 %
de la valeur moyenne du stock.
Pour une année déterminée, l’entreprise envisage une
production totale de 100 000 produits. Le coût de production
est toujours donné par la
relation :
C = 200 000 + 5 Q (Q ; quantité produite).
T.A.F
Déterminer l’importance des lots (séries économiques) à
mettre en fabrication de manière à ce que la somme du coût de
lancement et du coût de possession du stock minimum.
31
![Page 32: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/32.jpg)
Solution
Désignons par n le nombre de lancement à effectuer sur une
période d’une année, le coût de lancement des lots est égal à
CL = 500 N.
Déterminons la quantité des produits contenus dans un lot, si
on a effectué N lancements, on obtiendra :
100 000/ N en quantité
Si on valorise ce lancement il vient ; C = 200 000+ 5x
100 000/N soit 700 000/N.
Le coût de possession CP = 700 000 x 0,12 /2N = 42 000/N.
Il convient de minimiser le coût total : CT = 500 N + 42 000/N.
Le minimum est atteint lorsque la dérivée du CT = 0.
500 – 42 000/N2 =0
N= √84 = 9,165151
Et pour 100 000 produits fabriqués le lot économique est de 100 000/9,165151
=10190,89 arrondi à 10911 produits.
C4 Programme d’approvisionnement
Ce programme ou budget d’approvisionnement permet de déterminer la date
exacte de commande, et de calculer à chaque fois le stock initial, et le stock en
fin de période.
L'entreprise doit choisir entre deux modalités d'approvisionnement :
- Un approvisionnement par quantités constantes à des dates variables.
- Un approvisionnement quantités variables à dates fixes.
Exercice :
32
![Page 33: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/33.jpg)
Pour une matière M, les prévisions de consommation en
quantités pour l'année à venir s'établissent ainsi par mois.
J F M A M J J A S O N D200 150 250 250 200 200 150 50 200 250 250 250
En outre, nous disposons des informations suivantes : stock au
1er janvier : 350 unités, la quantité à commander est 400
unités. Le nombre de commande est de 6 commandes par
année et le délai de réapprovisionnement est de deux mois.
T.A.F
Etablir le programme d’approvisionnement pour la matière M.
Solution
Soit des livraisons de 400 unités à des dates à déterminer.
dans cette méthode, la recherche des éléments de budget est
faite à l'aide d'un tableau qui peut être ainsi présenté :
J F M A M J J A S O N DSI 350 150 400 550 300 500 300 150 500 300 450 600C 200 150 250 250 200 200 150 50 200 250 250 250SF 150a 0b 150c 300 100 300 150 100 300 50 200 350L 0 400 400 0 400 0 0 400 0 400 400 0
SFR 150 400 550 300 500 300 150 500 300 450 600 350
C : sont les sorties c'est à dire les consommations
L : sont les entrées c'est à dire les livraisons
33
![Page 34: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/34.jpg)
SFR : stock final rectifié
(a)En janvier le stock final (150) est suffisant pour couvrir la
consommation de février (150). Aucune livraison n'est donc
programmée.
(b)En février le SF est nul (0), ainsi il est impossible de
couvrir la consommation de mars (250), d'où une livraison
de (400) est donc programmée.
(c) En mars le SF de 150 est insuffisant pour couvrir la
consommation d'avril (250), d'où une livraison de (400) est
donc programmée.
Etude de cas
La société strasbourgeoise d’ameublement de bureau fabrique
divers modèles de chaises de bureau à partir du même
piètement mais avec des rembourrages différents. La
fabrication est souvent perturbée par des ruptures
d’approvisionnement des piètements. Le comptable souhaite
améliorer la gestion des stocks de piètements.
Le programme de production de sièges de bureau est reproduit
dans l’annexe 1. Les règles de gestion du stock de piètements
sont indiquées dans l’annexe 2.
Annexe 1 : programme de production de sièges (exercice
N)
Janvier 860 Mai 1020 Septembre 930
Février 880 Juin 1060 Octobre 880
34
![Page 35: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/35.jpg)
Mars 900 Juillet 870 Novembre 900
Avril 950 Août 520 Décembre 920
Annexe 2 : règles de gestion du stock de piétements de
chaises
Le stock était de 40 unités au 1er janvier N et doit être porté à
600 unités au 31 décembre N.
L’approvisionnement est réalisé par quantités constantes.
Le coût de lancement (suivi et réception d’une commande) est
de 1000 € montant relativement important car ce produit est
importé. Le taux de possession du stock (coût financier + coût
de magasinage) est estimé à 12% de la valeur moyenne du
stock.
Le prix d’achat des piétements est de 120 € l’unité.
T.A.F
En notant par N le nombre de commande, déterminer en
fonction de cette variable :
1) Le nombre optimal de commandes.
2) La quantité économique de commande.
3) Le coût minimal de gestion du stock pour l’exercice N.
4) Etablir le programme d’approvisionnement de la société
strasbourgeoise de l’exercice N.
35
![Page 36: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/36.jpg)
Solution
1) Quantité total à approvisionner = consommation de
l’exercice + reconstitution du stock = 10690 + (600- 40)
= 11250 articles.
Coût total de stockage = 1000 N+Ca x u x i/2N
=1000N+ 11250 x 120 x 12%/2N
L’optimum est atteint si f’(N) = (1000N + 81 000/N)’=0
N = 9
2) Q = Ca /N = 11250/9 = 1250 unités ou articles.
3) Coût minimal de gestion du stock
= Coût d’achat +coût de lancement + coût de possession.
= 11250 x 120 + 9x 1000 + 81 000/9
= 1 368 000 €.
4) Programme d’approvisionnement
Jav Fev Mars Av Mai Juin Jui Ao Sep Oct Nov Déc
SI 40 430 800 1150 200 430 620 1000 480 800 1170 270
C° 860 880 900 950 1020 1060 870 520 930 880 900 920
COM 1250 1250 1250 X 1250 1250 1250 X 1250 1250 X 1250
SF 430 800 1150 200 430 620 1000 480 800 1170 270 600
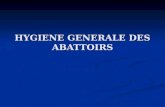
C5 Modèle de Wilson avec pénurie
L’objectif reste la minimisation du coût d’approvisionnement mais en incluant le
coût de pénurie.
Les données restent celles du modèle simple précédent (Ca, Cl, Cs). Il s’y ajoute
une donnée de plus :
Cp5 coût de pénurie par unité manquante et par unité de temps.
5 C’est la somme des coûts qui découlent d’une rupture des stocks, c'est-à-dire du manque d’un article, la rupture des stocks entraîne différentes pertes qui sont très difficiles à évaluer.
36
![Page 37: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/37.jpg)
Les variables d’action sont :
T : période de réapprovisionnement, elle- même divisée en une période de
stockage Ts (stock >0) et une période de pénurie Tp (stock= 0).
Q : volume d’une commande (comme dans le modèle de Wilson).
n : volume du stock disponible en début de période.
En général, n < Q en raison de l’affectation d’une partie de Q au rattrapage des
ventes différées.
Par ailleurs, remarquons la proportion : =
Le coût d’approvisionnement, pendant une unité de temps, comprend :
n
Q-n
Q
Ts Tp
Période de stockage Période de pénurieT
Période totale de réapprovisionnement
37
Sch é ma d ’ un approvisionnement avec p é nurie et demande diff é r é e
![Page 38: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/38.jpg)
- Le coût de possession du stock moyen (fraction du temps pendant
laquelle le stock est > 0) : Cs x x .
- Le coût de pénurie pour le nombre moyen d’articles manquants (fraction
du temps pendant laquelle le stock = o) : Cp x x .
- Le coût de lancement des commandes (pendant l’unité de temps) :
Cl x
Le coût d’approvisionnement hors coût d’achat (pendant une unité de temps) est
une fonction des variables Q et n, soit :
Cs x x + Cp x x + Cl x
Le facteur de pénurie est noté par =
On démontre que le coût d’approvisionnement est minimal quand :
Le volume du stock de début de période n et le volume des commandes Q sont
dans le rapport :
= =
Q’avec pénurie = Q (Wilson sans pénurie) x
38
![Page 39: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/39.jpg)
Exercice N°1
Un fabricant de cable électrique isolé livre chaque jour
ouvrable dix kilomètres de cable isolé à une entreprise. On a
convenu d’une remise de 2% par kilomètre de cable non livré
(remise ramenée au prix de revient). Le prix de revient est de
3250 € au kilomètre.
Le nombre de jours ouvrables est de 220. La quantité annuelle
de livraison est de 220 x 10 =2200 kilomètres.
Le coût de lancement de fabrication d’un lot est de 3500 €,
chaque lancement nécessitant le nettoyage des tubes de
vulcanisation et leur réglage. Le taux de stockage est de 25 %.
T.A.F
1) Calculer la quantité économique sans pénurie.
2) Calculer la quantité sans pénurie.
Solution
1) Q = =
= 137 unités
Le nombre de lancement est L = Ca/Q
= 2200/137
= 16 lancements
39
![Page 40: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/40.jpg)
2) Le coût de stockage d’un kilomètre est Cs :3250 x 0,25
=812.
Le coût de pénurie : si l’on envisage la pénurie, il y aura 16
ruptures de stocks envisageables. Leur coût annuel par
kilomètre sera :
Cp = 3250 x 0,02 x 16 =1040 €.
Q’avec pénurie = Q x
= Q’x
= 182 unités
Exercice N°2
La société X achète de la matière M qu’elle vend à ses clients au
rythme de 50 tonnes par mois. Les ventes sont également
réparties sur toute l’année. Le prix d’achat d’une tonne de
matière est 540 DH. Le coût de possession s’élève à 8% du prix
d’achat pour un an de stockage. Le coût administratif d’une
commande au fournisseur de la société X est de 518,40 DH.
Le coût unitaire de pénurie est Cp = 28,8 DH (coût par unité
manquante pendant une unité de temps).
T.A.F
1-Calculer la quantité économique sans et avec pénurie.
40
![Page 41: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/41.jpg)
2- Calculer le coût global.
Solution
1-Détermination du lot économique
Choisissons le mois comme unité de temps
Q = 50 ; Cl = 518,4 ; CS = 540 x 0,08 x 1/12 = 3,6
Q =
= 120 tonnes
Compte tenu de ce coût de pénurie : le lot économique s’élève à
Q = x
= 127,27 tonnes
2- Calcul du coût global
Le stock de début de période s’élève à :
n = q x =127,27 x
= 127,27 x 0,89 =113,27 tonnes
La durée de la pénurie représente une fraction de la durée
totale égale à :
=1- =1- = 1-0,89 =11%
- Coût de possession : (3,6 x x 89%) =181,45 DH
41
![Page 42: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/42.jpg)
- Coût de pénurie : (28,8 x x11%) =22,17 DH
- Coût de lancement : (518,4 x ) = 203,66 DH
- Prix d’achat : 540 x 50 = 27.000 DH
- Coût global : 27407,25 DH.
Rq : Le coût de lancement à l’optimum est égal au total
du coût de possession et du coût de pénurie.
Le modèle montre qu’il peut être économique d’envisager
systématiquement la rupture du stock pendant une fraction du
temps. Tout dépend de l’importance relative des coûts
unitaires de possession et de pénurie.
Suite du cas strasbourgeoise
Le coût de pénurie dû à la modification du plan de production
est estimé à 1500 € par lot de 1250 piètements manquants et
par période de 10jours.
T.A.F
1) Représenter graphiquement l’évolution du niveau des
stocks, en désignant par n le stock de début de période et par
Q le volume d’une commande.
2) Déterminer le nombre optimal de commande et la quantité
économique de commande.
3) Calculer la durée de la pénurie et la durée du service durant
un exercice comptable ; en déduire le coût de pénurie et le
coût de stockage.
4) Calculer le coût total de gestion du stock.
42
![Page 43: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/43.jpg)
5) Conclure quant à la pertinence de l’étude.
Solution
1) Voir cour.
2) Soit Cs le coût de stockage et Cp le coût de pénurie
Cs = 120 x 12% = 14,40 € par an, soit 0,04 par jour et
par article.
Cp =1500 /1250 =1,25 par 10 jour soit 0,12 par jour et
par article.
Q’avec pénurie = Q x
= 1250
= 1443 articles.
3) Durée de pénurie = (1- ) x 360 =90 jours.
Durée de service ou du stockage 360 -90 = 270 jours ou Ts/T.
Stock en début de cycle = n =Q x α =1443 x 0,12/ 0,12 +0,04.
= 1082 articles.
Coût de stockage = n/2 x Ts/T x Cs = 1082/2 x 270 x 0,04
= 5842,8 €.
Coût de pénurie = Cp x Q-n/2 x Tp/T = 0,12 x 1443 – 1082/2 x
90
= 1949, 40 €.
4) Pertinence de l’étude
Cette méthode permet théoriquement une économie de coûts,
cependant elle désorganise la production puisque l’entreprise
connaît une rupture de stock un jour sur quatre. La prise en
considération des seuls coûts de production explicites
43
![Page 44: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/44.jpg)
occasionnés par les ruptures est insuffisante, il faudrait
intégrer les coûts « cachés », c'est-à-dire :
- Le mécontentement des clients servis hors des délais
normaux ;
- Le coût de gestion des situations de pénurie (temps
consacré par les managers).
C/C
Le coût de gestion du stock avec pénurie est donc plus faible
que celui obtenu sans pénurie. Ainsi et cela paraît logique,
vouloir satisfaire la clientèle à 100 % est plus coûteux que de
satisfaire d’un taux de service pus faible.
C6 Limites de la formule de Wilson
La formule du lot économique n’est pas recommandée dans certains cas à cause
de l’imprécision de ses résultats. On peut citer les cas suivants :
Produits dont le prix fluctue beaucoup ;
Produits dont le taux d’utilisation varie fréquemment ;
Produits dont l’utilisation ne peut être prévue avec un degré
raisonnable de précision.
La théorie du calcul de la quantité optimale d’approvisionnement omet de tenir
compte de certaines fluctuations aléatoires qui caractérisent les phénomènes
réels. En effet, dans ces formules, la consommation est supposée constante et
linéaire, et la production est assimilée elle-même à un processus linéaire
constant, ce qui ne correspond pas à la pratique.
Pour être exacte, cette théorie devrait tenir compte de la distribution aléatoire
tant de production que de la consommation, et de ses caractéristiques : moyenne
44
![Page 45: COMTABILITE GENERALE[1]](https://reader043.fdocuments.fr/reader043/viewer/2022020116/5571f29b49795947648cca2d/html5/page/45.jpg)
et écart type. Mais il ne faut pas perdre de vue que ce calcul ne peut en aucun
cas être parfaitement rigoureux.
45