CENTRE DE TRI ET TRAITEMENT DES DECHETS · issues des DAE et des balles issues des OMR reste...
63
CENTRE DE TRI ET TRAITEMENT DES DECHETS Maître d’Ouvrage ENTREPRISE EMETTRICE AZUR VALORISATION Route de Collobrières Lieu-dit Roumagayrol 83390 Pierrefeu du Var INDDIGO 367 Avenue du Grand Ariétaz CS 52401 73024 CHAMBERY Assistant du Maître d’Ouvrage Coordonnateur SPS Contrôleur Technique ANTEA X X DESCRIPTION DU PROCESS 04 FH FH 15/11/2016 Corrcetions 03 FH FH 10/07/2016 Compléments 02 FH FH 10/07/2016 Compléments 01 FH - FH 01/06/2016 1 ère émission Ind. Etabli par Vérifié par Approuvé par Date Objet de la révision Echelle : sans Document n° Site Emetteur Nature Numéro Indice Etat P F V I N D D O C 0 0 2 0 4 A V S Affaire n° 10003729 Phase : APS
Transcript of CENTRE DE TRI ET TRAITEMENT DES DECHETS · issues des DAE et des balles issues des OMR reste...

CENTRE DE TRI ET TRAITEMENT DES DECHETS
Maître d’Ouvrage ENTREPRISE EMETTRICE
AZUR VALORISATION
Route de Collobrières
Lieu-dit Roumagayrol
83390 Pierrefeu du Var
DINDDIGO
367 Avenue du Grand Ariétaz
CS 52401
73024 CHAMBERY
Assistant du Maître d’Ouvrage Coordonnateur SPS Contrôleur Technique
ANTEA
X
X
DESCRIPTION DU PROCESS
04 FH FH 15/11/2016 Corrcetions
03 FH FH 10/07/2016 Compléments
02 FH FH 10/07/2016 Compléments
01 FH - FH 01/06/2016 1ère émission
Ind. Etabli par Vérifié par Approuvé par Date Objet de la révision
Echelle :
sans
Document n°
Site Emetteur Nature Numéro Indice Etat
P F V I N D D O C 0 0 2 0 4 A V S
Affaire n° 10003729
Phase : APS

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 2/63
SOMMAIRE
1. OBJECTIFS GENERAUX ................................................................................... 5
2. DISTRIBUTION GENERALE DU PROJET .......................................................... 5
2.1 Les activités ..................................................................................................................5
2.2 Les zones fonctionnelles et le cheminement de la matière..........................................7
2.2.1 Tri des DAE et des encombrants .................................................................................. 7
2.2.2 Tri des OMR ............................................................................................................... 7
2.2.3 Préparation des CSR ................................................................................................... 8
2.2.4 Zone technique, utilité et modules communs ................................................................ 8
2.2.5 Traitement des biodéchets .......................................................................................... 8
2.3 Localisation et dimensionnement des zones de stockage des flux ........................... 10
2.4 Principes de circulation des vehicules et du personnel ............................................. 11
3. HYPOTHESES DE BASE PRISES EN COMPTE DANS LES DIMENSIONNEMENTS
..................................................................................................................... 13
3.1 Fonctionnement ......................................................................................................... 13
3.2 Composition des flux DAE et encombrants entrants ................................................. 13
3.3 Composition des flux OMR entrants en phase 2........................................................ 14
3.4 Composition des flux de biodéchets ......................................................................... 15
3.5 Composition des flux entrants en installation de préparation de CSR ..................... 15
4. DESCRIPTION DES PRINCIPES DE FONCTIONNEMENT DE L’UNITE DE TRI
VALORISATION ................................................................................................... 15
4.1 La filière de tri et valorisation des DAE et encombrants ........................................... 15
4.2 La chaîne Bois / flux de type monomatériaux .......................................................... 18
4.3 La filiere de tri des OMR ............................................................................................ 19
4.4 La filiere de préparation de CSR ................................................................................ 21
4.5 La filiere de traitement des biodéchets ..................................................................... 23

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 3/63
4.6 Bilan matière global .................................................................................................. 25
4.7 Descriptif des principaux équipements de process de tri et de préparation ............. 27
4.7.1 Réduction de granulométrie - Broyeurs ...................................................................... 27
4.7.1.1 Broyeurs primaires (BR1) en tête de process .............................................................. 27
4.7.1.2 Broyeurs finisseurs - granulateurs en fin de process de préparation de CSR .................. 28
4.7.2 Séparation mécanique ............................................................................................... 28
4.7.2.1 Cible (CR1/CR2) ........................................................................................................ 28
4.7.2.2 Trommel (TR1/TR2) .................................................................................................. 29
4.7.3 Séparation aéraulique (AR 1/AR 2) ............................................................................. 30
4.7.4 Trieur optique ........................................................................................................... 30
4.7.5 Séparation des métaux ferreux et non ferreux (OV/SNF) ............................................. 31
4.7.6 Ligne de conditionnement en balle ............................................................................. 32
4.7.7 Ligne de séchage ...................................................................................................... 33
4.8 Cabine de tri .............................................................................................................. 34
4.8.1 Principes généraux de mise en œuvre ........................................................................ 34
4.8.2 Aménagement des postes de travail ........................................................................... 35
4.8.3 Acoustique ............................................................................................................... 36
4.8.4 Luminosité ................................................................................................................ 36
4.8.5 Qualité de l’air et Hygrométrie ................................................................................... 36
4.9 Pilotage de l’exploitation-contrôle/commande ........................................................ 37
4.9.1 Principes généraux de mise en œuvre ........................................................................ 37
4.9.1 Automatisme ............................................................................................................ 38
4.9.2 Gestion des flux de matière ....................................................................................... 39
4.9.3 Centrale d’acquisition et gestion technique de la maintenance .................................... 40
5. TRAITEMENT D’AIR ...................................................................................... 41
5.1 Equipement de traitement pour le tri des DAE/OMR et de préparation de CSR ....... 41
5.2 Equipement spécifique à l’activité biodéchets .......................................................... 42
5.2.1 Moyens de lutte contre les odeurs .............................................................................. 42
5.2.2 Captation ................................................................................................................. 42
5.2.1 Traitement ............................................................................................................... 43
5.3 Objectif de niveau de rejet dans l’atmosphere ......................................................... 46
6. GESTION DES EAUX ...................................................................................... 47
7. MOYEN DE PROTECTION ET DE DEFENSE INCENDIE ................................... 49
7.1 Mesure de prévention ................................................................................................ 49
7.2 Mesure de réduction du potentiel de dangers ........................................................... 49

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 4/63
7.3 Moyen de détection et d’alerte .................................................................................. 50
7.4 Moyen d’intervention................................................................................................. 50
8. POINTS SPECIFIQUES D’EXPLOITATION DE L’UNITE .................................. 51
8.1 Aménagements relatifs à l’hygiène des lieux de travail ............................................ 51
8.1.1 Locaux du personnel, installations sanitaires et nettoyage ........................................... 51
8.1.2 Assainissement et nettoyage ..................................................................................... 51
8.1.3 Ambiance de travail .................................................................................................. 51
8.1.3.1 Locaux à pollution non spécifique .............................................................................. 51
8.1.3.2 Locaux à pollution spécifique ..................................................................................... 52
8.1.4 Ambiance thermique ................................................................................................. 52
8.1.5 Eclairage .................................................................................................................. 52
8.1.6 Ambiance sonore ...................................................................................................... 53
8.1.7 Vibrations ................................................................................................................. 53
8.2 Sécurité du personnel ................................................................................................ 53
8.2.1 Règles de sécurité, formation et information du personnel ........................................... 53
8.2.2 Accès, circulation et évacuation des personnes ........................................................... 54
8.2.3 Matériel et installations : risques généraux ................................................................. 54
8.2.4 Risques de chute ...................................................................................................... 55
8.2.5 Zones de circulation des piétons ................................................................................ 55
8.2.6 Risques inhérents à l’utilisation de l’énergie électrique ................................................. 55
8.2.7 Risques liés aux opérations de maintenance ............................................................... 56
8.2.7.1 Travail dans des enceintes fermées ............................................................................ 57
8.2.7.2 Intervention sur machines ou éléments tournants ....................................................... 57
8.2.7.3 Utilisation d’air comprimé .......................................................................................... 57
8.2.7.4 Intervention des entreprises extérieures ..................................................................... 57
8.2.7.5 Risques liés aux produits chimiques utilisés et manipulés ............................................. 57
8.3 Contrôle de la composition des flux en entrée et sortie de l’unité de tri, de prépration
de CSR et de traitement des Biodéchets ........................................................................... 58
8.4 Moyen humain et matériel mis à la disposition de l’exploitation .............................. 62
8.4.1 Effectifs .................................................................................................................... 62
8.4.2 Moyens matériels roulants ......................................................................................... 62
8.4.3 Moyens matériels fixes .............................................................................................. 63

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 5/63
1. OBJECTIFS GENERAUX
Dans le cadre des objectifs généraux nationaux et départementaux de réduction des quantités de déchets orientés
vers les ISDND, AZUR VALORISATION souhaite mettre en œuvre sur son site situé sur la commune de Pierrefeu du
Var des équipements de tri et de valorisation de déchets non dangereux.
L’unité de tri et de valorisation décrie dans le présent document comportera en phase 1 :
une chaîne de tri des déchets encombrants issus de déchetterie et de déchets des activités économiques
(DAE) d’une capacité de 80 000 T/an (valorisation matière et énergétique),
une chaine de tri de type mono matériaux bois associée à la chaine de tri sur encombrants et DAE d’une
capacité de 15 000 T/an,
une chaîne de préparation de Combustible Solide de Récupération (CSR) d’une capacité de 50 000 T/an
permettant, à partir de déchets ayant subi une première étape de tri (chaine de tri DAE, chaine de tri OMR
en phase 2) en vue d’une valorisation matière, de produire un combustible utilisable notamment dans des
installations de combustion inscrit en rubrique 2971 des Installations Classées pour la protection de
l’environnement ou dans des cimenteries.
La phase 2 du projet verra la mise en œuvre d’une chaîne de tri et valorisation matière et énergétique sur Ordures
Ménagères Résiduelles (OMR) d’une capacité de 50 000 T/an.
La phase 3 du projet verra l’exploitation d’une unité de traitement de biodéchets d’une capacité de 20 000 T/an
compris structurant (10 000 T/an de biodéchets) en vue de la valorisation des déchets suivants :
les flux de biodéchets collectés séparément auprès des ménages,
les flux de biodéchets collectés séparément auprès des établissements publics et privées (collège, lycée
restaurant, grande distribution…….),
déchets verts issus des professionnels, des collectivités ou des ménages,
refus de plateforme de déchets verts,
bois broyé.
2. DISTRIBUTION GENERALE DU PROJET
2.1 LES ACTIVITES Le schéma page suivante donne une distribution générale des activités développées sur le centre de tri :
Préparation des CSR
Tri valorisation des DAE/encombrants
Tri valorisation des OMR
Traitement des biodéchets

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 6/63
Localisations des activités
Tri OMR Préparation
CSR
Tri des DAE et
encombrants Traitement des biodéchets

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 7/63
2.2 LES ZONES FONCTIONNELLES ET LE CHEMINEMENT DE LA
MATIERE
Les zones fonctionnelles sont présentées ci-après. Une implantation générale des équipements est donnée en
annexe du présent document.
2.2.1 TRI DES DAE ET DES ENCOMBRANTS
Zone de réception : après pesée, les déchets sont dépotés et contrôlés visuellement par les chauffeurs
des engins de manutention (pelles à grappins et chargeurs). Dans la zone de réception, les déchets
subissent un pré-tri à la pelle mécanique (picking). Les objets de fortes dimensions tels que grosses
ferrailles, palettes, blocs, sont pré-stockés dans des bennes de 30 m3 avant d’être orientés vers leurs
filières de traitement ou de valorisation. Une fois pré-traités, les déchets sont orientés vers le process de tri
DAE/encombrants.
Zone process de tri : la zone de process de tri regroupe l’ensemble des machines permettant un tri
suivant 3 flux principaux ainsi que la cabine regroupant les postes de travail opérateurs permettant un sur-
tri/ contrôle qualité manuel. Les 3 flux principaux sont :
Flux valorisables sous forme de matière,
Flux « base CSR » trié qui, après préparation, constituera le flux CSR,
Flux non valorisable orienté vers la partie stockage de l’ICPE.
Zone de stockage des flux : avant évacuation vers les filières adaptées, les flux sont stockés sur site
éventuellement après conditionnement (balles).
2.2.2 TRI DES OMR
Comme pour le flux des DAE et encombrant, les zones fonctionnelles pour les OMR sont les suivantes :
Zone de réception : après pesée, les déchets sont dépotés et contrôlés visuellement par les chauffeurs
des engins de manutention (pelles à grappin et chargeurs). Les déchets subissent dans la zone de
réception un pré-tri à la pelle mécanique (picking) pour extraction des objets encombrants contenus dans
les collectes des déchets ménagers. Ces objets de forte dimension sont stockés dans des bennes de 30 m3
avant d’être orientés vers leurs filières de traitement ou de valorisation. Une fois pré-traités, les déchets
sont orientés vers le process de tri OMR.
Zone process de tri : la zone de process de tri regroupe l’ensemble des machines permettant un tri des
déchets ainsi que la cabine regroupant les postes de travail opérateurs permettant un tri/ contrôle qualité
manuel. A noter que la cabine de tri est mutualisée avec l’activité DAE/encombrants. La phase 2 du projet
verra la mise en œuvre, dans cette cabine, des tables de sur-tri spécifique aux OMR. Comme pour le flux
de DAE, la matière est divisée en 3 flux :
Flux valorisables sous forme de matière,
Flux « base CSR » trié qui, après préparation, constituera le flux CSR issus d’OMR,
Flux non valorisable orienté vers la partie stockage de l’ICPE.
Zone de stockage des flux : avant évacuation vers les filières adaptées, les flux sont stockés sur site
éventuellement après conditionnement (balles). Les zones de stockage des flux valorisables sous forme de
matière et des flux non valorisables sont mutualisées avec les zones de stockage des DAE et des
encombrants. Toutefois pour une bonne traçabilité des flux de matière valorisée, la séparation des balles
issues des DAE et des balles issues des OMR reste possible.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 8/63
2.2.3 PREPARATION DES CSR
Zone de réception : après tri sur les chaînes DAE /encombrants et OMR, les « bases CSR » sont
acheminées par convoyage mécanique en zone de réception de l’activité préparation CSR. Une séparation
de ces flux est organisée afin de permettre une caractérisation et un contrôle qualité des entrants dans
l’installation de préparation. La zone de réception peut également accueillir des déchets triés extérieurs à
l’ICPE. Une zone dédiée est prévue à cet effet dans la zone de réception. Une fois réceptionnés, les flux
entrants sont orientés vers le process de préparation CSR.
Zone process de préparation de CSR : cette zone regroupe les éléments de process permettant la
confection des CSR valorisés en filières spécifiques (cimenterie, installation de combustion autorisée…). 3
flux sont générés :
Flux de matières valorisables : les « bases CSR » contiennent des éléments impropres à la
valorisation thermique, présents dans les flux d’entrée en faible quantité. Ces éléments peuvent
cependant être valorisés sous forme de matière et par conséquent ils sont extraits par le process
de préparation de CSR et stockés de manière spécifique (Métaux, PVC),
Flux de CSR,
Flux orienté vers le stockage (fine, inerte) impropres à la valorisation.
Zone de stockage : les zones de stockage de l’activité préparation de CSR sont mutualisées avec
l’activité tri des DAE/encombrants bien que les moyens de stockage soient spécifiques.
2.2.4 ZONE TECHNIQUE, UTILITE ET MODULES COMMUNS
Traitement d’air zone 1 : la zone de traitement d’air regroupe l’ensemble des équipements de
traitement d’air des activités de tri DAE/OMR et de préparation des CSR. Une deuxième zone regroupe les
équipements et ouvrages dédiés au traitement d’air de l’activité biodéchets.
Local Electrique : l’ensemble des armoires électriques du site seront regroupées dans le local TGBT.
Local Compresseur : un local est dédié à l’implantation des compresseurs alimentant le process.
Atelier/magasin : cet espace est commun à toutes les activités.
Salle pose et locaux sociaux : ces zones sont directement en lien avec la cabine de tri commune aux
activités de tri DAE / OMR ;
Accès maintenance : un couloir d’accès aux équipements est dédié à la circulation des engins de
maintenance dans la zone process.
2.2.5 TRAITEMENT DES BIODECHETS
Zone de réception : la zone de réception permet l’accueil des biodéchets et des flux de structurant après
pesée. Pour une meilleure exploitation de l’ouvrage, les opérations de broyage, criblage,
déconditionnement ont lieu en zone de réception. A noter que pour les flux de structurant déconcentré, les
opérations de chargement ont lieu en zone de réception du produit.
Zone de silos de fermentation : une fois les biodéchets structurés, ils sont acheminés vers la zone de
fermentation.
Zone de silos maturation : après criblage, le flux de compost produit est maturé dans deux silos situés
à proximité de la zone de stockage du compost.
Zone de stockage du compost : après maturation, le compost est stocké avant expédition.
Zone de liaison : l’activité de compostage étant développée sur deux niveaux, une liaison entre zones à
+ 120 NGF et zones à +115 NGF permet à un chargeur de changer de zone sans accès extérieur.
Zone traitement d’air n°2 : le biofiltre, les laveurs et les caissons de traitement par charbon actif sont
regroupés en zone de traitement n°2 dédiée à l’activité de compostage.
Local d’arrosage : un local dédié à l’arrosage regroupe les équipements spécifiques à la gestion des eaux
de l’activité de compostage de biodéchets.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 9/63
Principales zones fonctionnelles et Principes de cheminement de la matière dans l’ouvrage
Réception DAE Réception CSR
Process Tri DAE Process OMR
Process CSR
Stockage CSR Stockage Vrac et Balles commun OMR / DAE
Réception OMR Réception Biodéchet
et Process mécanique
Fermentation
Trait. Air 1 Stockage
Compost
Maturation
Compost
Trait.
Air 2
DAE/encombrants
OMR
CSR
Biodéchet

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 10/63
2.3 LOCALISATION ET DIMENSIONNEMENT DES ZONES DE STOCKAGE
DES FLUX Le schéma suivant et le tableau associé permettent de localiser les stockages internes de matière notamment pris
en compte dans l’étude de danger.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 11/63
2.4 PRINCIPES DE CIRCULATION DES VEHICULES ET DU PERSONNEL
Le cheminement de la matière principalement traversant Nord-Sud permet de dégager deux zones principales de
manœuvres (livraison/expédition) reliées par une voie de circulation latérale à double sens. On notera que la zone
d’expédition des flux est dissociée des zones de réception. Les esquisses de circulation sont données en annexe du
présent document.
Façade de livraison – Voie de circulation latérale
Concernant les accès pour maintenance des zones de process, un couloir est aménagé longitudinalement et
transversalement aux zones de mise en œuvre des équipements. L’accès se fait par la porte en zone de
conditionnement dans l’axe de la presse à balle et la zone de stockage de balle ainsi que par un accès spécifique
en pignon Ouest.
Pour l’activité compostage, le process est accessible depuis la zone de réception. Un accès au biofiltre est prévu
depuis le niveau +115 NGF pour le remplacement périodique du substrat du biofiltre (tous les 5 ans en moyenne)
Les accès piéton pour le personnel d’exploitation sont facilités, notamment pour l’accès à la cabine et la zone de
pose, par une circulation longitudinale et transversale.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 12/63
Localisations des activités
Zone de manœuvre expédition
Zone de manœuvre livraison
Voie de liaison
Accès
maintenance
Accès
maintenance

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 13/63
3. HYPOTHESES DE BASE PRISES EN COMPTE DANS
LES DIMENSIONNEMENTS
3.1 FONCTIONNEMENT Par hypothèses de dimensionnement, il est retenu un fonctionnement :
50 semaines /an,
5 jours par semaine,
en 2 postes de travail par jour de 7 H comportant 6 H de temps effectif de fonctionnement, soit 3 000
H/an de fonctionnement effectif.
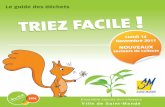
3.2 COMPOSITION DES FLUX DAE ET ENCOMBRANTS ENTRANTS Le dimensionnement des installations de tri des DAE/Encombrants est réalisé sur la base de 132 caractérisations
visuelles ayant permis de déterminer une composition moyenne des flux entrants dans l’installation. Le graphique
suivant donne le résultat de cette composition moyenne
1% 1%
15%
12%
11%
13%9%
1%
4%1%
21%
5%
6%
Composition du Flux DAE Encombrant
taux ferreux
taux non ferreux
Plastiques rigides
Plastiques films
Papier Cartons
s
Organique
Textiles sanitaire
Textiles Synthétique
Platre
s
Fines
Autres

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 14/63
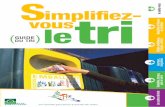
3.3 COMPOSITION DES FLUX OMR ENTRANTS EN PHASE 2
Le dimensionnement des installations de tri des OMR et les bilans matières sont réalisés sur la base de la
composition moyenne, basée sur des échantillonnages réalisés par le groupe PIZZORNO. Ils se caractérisent par un
taux de matière organique plus élevé que les moyennes nationales (MODECOM) et un taux de matière recyclable
légèrement plus faible que ces mêmes moyennes nationales.
DECHETS PUTRESCIBLES; 44,67%
Fines < 20mm hors putréscible; 1,38%
FIBREUX; 13,93%
TEXTILES; 3,33%
TEXTILES SANITAIRES; 7,61%
PLASTIQUES; 12,70%
BOIS ; 2,77%VERRE; 3,91%
METAUX; 3,97%
INERTES; 1,72%
Déchets spéciaux; 0,61%
AUTRES; 3,40%
Composition moyenne du flux OMR retenue
DECHETS PUTRESCIBLES; 42,97%
Fines < 20mm hors
putréscible; 0,64%
FIBREUX; 17,70%
TEXTILES; 2,30%
TEXTILES SANITAIRES; 10,50%
PLASTIQUES; 11,40%
BOIS ; 2,40% VERRE; 5,80%
METAUX; 2,90% INERTES; 2,60%
Déchets spéciaux; 0,80%
AUTRES; 0,00%
Composition moyenne référence MODECOM

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 15/63
3.4 COMPOSITION DES FLUX DE BIODECHETS
Comme indiqué précédemment, l’installation prend en compte un flux de biodéchets comportant les éléments
suivants :
flux de biodéchets collectés séparément auprès des ménages,
flux de biodéchets collectés séparément auprès des établissements publics et privés (collège, lycée
restaurant, grande distribution…….),
déchets verts issus des professionnels, des collectivités ou des ménages,
refus de plateforme de déchets verts,
bois broyé.
3.5 COMPOSITION DES FLUX ENTRANTS EN INSTALLATION DE
PREPARATION DE CSR
La composition des flux entrants dans l’installation de préparation de CSR est déduite des projections réalisées sur
les bilans matières des chaînes de tri. En effet, les flux dit « base CSR » sont le résultat d’opération de tri sur des
flux bruts de déchets (DAE/OMR).
4. DESCRIPTION DES PRINCIPES DE
FONCTIONNEMENT DE L’UNITE DE TRI
VALORISATION
4.1 LA FILIERE DE TRI ET VALORISATION DES DAE ET ENCOMBRANTS
Le process de tri valorisation des DAE et des encombrants s’appuie sur une combinaison de technologies de tri :
granulométrique,
densimétrique,
optique.
Le tri mécanique est complété par un contrôle qualité et une étape de sur-tri manuel. Le process est conçu pour
une extraction optimale des matières valorisables sous forme de matière.
Le synoptique page suivante donne les étapes de tri des encombrants et des DAE.
Les déchets subissent tout d’abord une opération de pré- tri à la pelle mécanique. Cette étape a pour objet
d’extraire du flux l’ensemble des éléments de grande dimension, non broyable ou à caractère potentiellement
polluant.
Deux cribles (CR1 et CR2) classent la matière en 3 fractions :
Fraction supérieure à 250 mm : cette dernière est dirigée vers l’étape de broyage (BR1) avant
réintroduction dans le process,

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 16/63
Fraction inférieure à 50 mm : cette fraction non triable de manière optique et concentrant les fines et
éventuellement les éléments minéraux tel que le plâtre, suit un traitement spécifique,
La fraction comprise entre 50 et 250 mm.
Ce dernier flux (50-250 mm), après passage en cabine de pré-tri pour contrôle visuel, subit une division
densimétrique par un séparateur aéraulique (AR 1) qui distinguera 3 flux :
les légers qui sont orientés vers 2 séparateurs optiques :
- Séparateur optique (TOP 2) : retire les papiers / cartons,
- Séparateur optique (TOP 4) : retire les films.
les médiums qui sont orientés vers 2 séparateurs optiques après extraction des métaux (OV2 et SNF 1) :
- Séparateur optique (TOP 1) : retire le bois,
- Séparateur optique (TOP 3) : retire les plastiques dit « durs ».
les Lourds qui sont orientés vers le stockage en ISDND ou en ISDI si leur qualité le permet.
A noter que les films issus du séparateur optique (TOP 4) et les plastiques issus du séparateur optique (TOP 3)
font l’objet d’un affinage par le séparateur optique (TOP 5) qui a pour fonction de séparer :
les films PE,
les PET,
les PE/PP/PS/PVC.
Films et plastiques durs ainsi que fibreux (papier / carton) sont orientés vers une cabine de contrôle où des
opérateurs s’assurent de la qualité des flux sur des tables de tri. L’ensemble des matières valorisables est pré-
stocké en stockage dynamique (SD 5 à 8) avant mise en balles (PR 1).
Les flux légers et médiums, après extraction de la matière valorisable, sont ensuite orientés vers la chaîne de
préparation du CSR.
La fraction 0 - 50 mm, quant à elle, est d’abord définée dans un crible (CR3). La fraction 0-10 mm est
considérée comme non valorisable et orientée vers les trémies d’export des matières non valorisables.
La fraction 10 – 50 mm subit une séparation aéraulique (AR 2).
Le flux léger est orienté vers la chaîne de préparation des CSR. En cas de mauvaise qualité rendant ce flux
impropre à la préparation de CSR, le flux peut être orienté vers les trémies d’export des matières non
valorisables.
Le flux lourd est considéré comme non valorisable et orienté vers les trémies de stockage des matériaux
non valorisables.
A noter que les 2 flux principaux (0- 50 et 50-250) font l’objet d’une extraction de métaux.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 17/63

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 18/63
4.2 LA CHAINE BOIS / FLUX DE TYPE MONOMATERIAUX Le process de tri de la chaîne bois présenté dans le synoptique suivant comprend linéairement :
un broyage de la matière (BR1),
une extraction de métaux (ferreux et non ferreux) notamment des insères (OV1 et SNF 1),
un criblage (CR1).

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 19/63
4.3 LA FILIERE DE TRI DES OMR Le process de tri des OMR comme le process de tri des DAE et encombrants s’appuie sur une combinaison de
technologies de tri :
granulométrique,
densimétrique,
optique.
Le tri mécanique est complété par un contrôle qualité et une étape de sur-tri manuel. Le process est conçu pour
une extraction optimale des matières valorisables sous forme de matière.
Le synoptique page suivante donne les étapes de tri.
Les déchets subissent tout d’abord une opération de pré- tri à la pelle mécanique. Cette étape a pour objet
d’extraire du flux l’ensemble des éléments de grande dimension, non broyables ou à caractère potentiellement
polluant. Puis un chargeur alimente la trémie ouvreuse de sacs d’entrée dans le process de tri.
Un trommel (TR1) classe la matière en 3 fractions :
fraction supérieure à 300 mm : cette dernière, après extraction des métaux (OV 3), est orientée vers
une table de tri où les cartons et les films de grande dimension sont séparés du flux pour être valorisés. Le
flux non valorisable est ensuite orienté vers la trémie de stockage des matières non valorisables.
fraction inférieure à 50 mm : cette fraction non triable de manière optique et concentrant les fines et
éventuellement les éléments minéraux tel que le verre, subit une extraction des métaux (OV 1 et SNF 1)
avant d’être orientée vers une trémie de stockage de matière non valorisable.
la fraction comprise entre 50 et 300 mm.
Ce dernier flux (50-300 mm) subit d’abord une extraction de matières valorisables grâce au tri optique (TOP 1)
et (TOP 2). Les flux fibreux (papier, carton) extraits par (TOP 2) sont orientés vers une table de tri pour être
contrôlés et sur-triés. Les flux de plastique extraits par (TOP 1) sont affinés par la machine de tri optique (TOP 3).
TOP 3 sépare le flux de plastiques en trois catégories :
les PET,
les PE/PP/PS/PVC,
autres.
Le flux de PET et le Mixte PE/PP/PS/PVC entrent en cabine de tri pour faire l’objet d’un contrôle qualité et être sur-
triés manuellement.
Les flux non extraits sortant de TOP 2 subissent une extraction de métaux et génèrent deux fractions grâce au
trommel (TR2) :
50 - 100 mm : ce flux est orienté vers une trémie de stockage de matières non valorisables,
100 - 300 mm : ce flux est orienté vers une machine de tri aéraulique (AR1) qui génère :
- Un flux lourd orienté vers une trémie de stockage de matières non valorisables,
- Un flux léger orienté vers la chaîne de préparation du CSR.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 20/63

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 21/63
4.4 LA FILIERE DE PREPARATION DE CSR
Les « bases CSR » provenant du tri des DAE / OMR et apport de base CSR extérieure stockée de manière distincte
permettant une caractérisation et un échantillonnage, entrent dans le procédé par l’intermédiaire d’une trémie.
Une première étape de traitement comprend :
une extraction des ferreux (OV 1),
une extraction des PVC et matières halogénées par tri optique (TOP 1),
une extraction des non ferreux (SNF 1),
un criblage (CR1) en vue d’extraire la fraction 0 – 10 qui peut concentrer les derniers éléments minéraux.
Puis, la fraction supérieure à 10 mm est broyée dans un broyeur rapide : l’objectif est d’amener la granulométrie
du CSR à un niveau acceptable par les filières de valorisation selon un cahier des charges pré-défini.
Après ces étapes, le CSR dit « affiné », après caractérisation et échantillonnage, peut être chargé dans des semis à
fond mouvant assurant l’évacuation. En cas de besoin, le CSR affiné peut être séché afin d’amener son humidité au
niveau demandé par les filières de valorisation selon un cahier des charges pré-défini.
Pour mémoire, les flux entrants dans le process de préparation de CSR font déjà l’objet en amont d’un tri
mécanique en vue de l’extraction optimale de flux valorisables sous forme de matière.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 22/63

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 23/63
4.5 LA FILIERE DE TRAITEMENT DES BIODECHETS
Le synoptique suivant détaille le process de traitement des biodéchets qui sera mis en œuvre.
Après réception, les biodéchets sont broyés. Lors de cette étape de broyage, le flux est enrichi en structurant (bois
broyé pour aérer le flux de biodéchets). Une étape d’extraction de métaux précède une étape de fermentation.
Afin de mieux contrôler les bioréactions de dégradation de la matière organique, la fermentation se fait en système
fermé à ventilation contrôlée : les andains de matière organique biodégradable sont stockés dans des espaces
confinés, appelés tunnels (voir photographie ci-dessous).
Outre la ventilation contrôlée des andains, un retournement des andains est réalisé à la chargeuse. Le confinement
en tunnels permet notamment de limiter les dégagements d’odeurs, et intensifie le processus de fermentation
aérobie. L’air extrait des tunnels et du bâtiment de stabilisation fait l’objet d’un traitement avant rejet.
Tunnel de fermentation en aération forcé
Après fermentation, la matière est criblée. Une partie du structurant est recyclée. Si ce dernier contient trop
d’éléments indésirables, il est évacué en ISDND.
Après criblage, le compost est maturé. Pour parfaitement maîtriser cette étape, la maturation a lieu en silos
identiques à l’étape de fermentation.
Le compost maturé est stocké avant évacuation vers les filières de valorisation matière.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 24/63

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 25/63
4.6 BILAN MATIERE GLOBAL
Le synoptique page suivante donne un bilan matière global des activités en phase 3 du projet : usine complète.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 26/63

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 27/63
4.7 DESCRIPTIF DES PRINCIPAUX EQUIPEMENTS DE PROCESS DE TRI
ET DE PREPARATION
4.7.1 REDUCTION DE GRANULOMETRIE - BROYEURS
4.7.1.1 Broyeurs primaires (BR1) en tête de process
Le broyeur lent mis en œuvre sur la ligne de tri des DAE/encombrants ou de process de traitement des biodéchets
aura les caractéristiques décrites ci-après.
L’unité de broyage primaire est constituée :
d’une trémie d’alimentation largement dimensionnée pour accepter les déchets de grande longueur.
L’insonorisation de la trémie est assurée par tôles d’usure spéciales munies d’isolants en sous face.
d’un système automatique anti-bourrage par contrôle de la vitesse de rotation de la poulie de renvoi : en
cas de baisse de vitesse, l’unité de broyage est momentanément stoppée pour permettre le
désengorgement.
de deux rotors avec des arbres en acier surdimensionnés équipés de disques à dents. Les outils en acier
spécial au manganèse à haute résistance à l’abrasion sont disposés de manière à assurer une agressivité
et un débit maximal. La vitesse de rotation est réglable.
de peignes latéraux de coupe en acier spécial à haute résistance à l’abrasion.
de peignes de post-broyage sous les rotors pour l’affinage des produits broyés.
Broyeur en tête de process DAE et biodéchets

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 28/63
4.7.1.2 Broyeurs finisseurs - granulateurs en fin de process de préparation de CSR
La ligne de préparation de CSR est équipée d’un broyeur permettant d’amener la granulométrie des flux à une
dimension demandée par les filières de valorisation. Ce broyeur à couteaux mono rotor est équipé d’une grille
permettant le réglage de la granulométrie de sortie. Le volume de coupe élevé, la faible vitesse contrôlée de
rotation du rotor et le grand nombre de couteaux assurent au matériel une grande disponibilité.
Broyeur en type granulateur
4.7.2 SEPARATION MECANIQUE
4.7.2.1 Cible (CR1/CR2)
Les cribles en tête de traitement des DAE disposent d’un mouvement oscillant circulaire de leurs sols de criblage.
Une plaque d’entrée permet une exploitation efficace de la surface, une bonne répartition du flux des matières, qui
augmente la durée de vie des garnitures, évite l’agrégation des matières due aux pièces longues.
La partie vibrante est isolée du chassi fixe grâce à des silentblocs.
Les tôles de tamisage sont démontables et interchangeables pour permettre, outre le renouvellement, au besoin,
une adaptation ultérieure des mailles de criblage.
L’ensemble est capoté afin de permettre un raccordement au réseau d’aspiration centralisée des poussières.
Cribles plan

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 29/63
Pour la ligne de traitement du bois ou pour le biodéchet après fermentation, le crible est de conception différente.
Il s’agit de cribles dits « à disque » ou à étoile permettant une séparation entre compost et structurant. La sole de
criblage est constituée de disques mis en rotation permettant l’avancée du produit. L’espacement entre disques et
entre dents permet le réglage de la maille de criblage.
Cribles à étoiles
4.7.2.2 Trommel (TR1/TR2)
Le trommel est constitué d'un châssis en profilé acier robuste, lequel intègre les guidages transversaux et axiaux.
L'entraînement du rotor est assuré par des roues de friction en matériau résistant qui roulent sur un chemin de
roulement rapporté en acier spécifique.
Trommel
Sur l’habillage extérieur se trouvent de part et d’autre des portes d’accès d’entretien sur toute la longueur équipées
d’un faisceau lumineux pour le contrôle permanent de leur fermeture. La fréquence des phases d’entretien est
adaptée en fonction du flux pour un traitement optimal.
Les grilles de criblage sont fabriquées en acier de 8 mm. Cette forte épaisseur permet une durée de vie importante
et un taux d’ouverture élevé (surface percée/surface totale de la grille).
Ce dernier point augmente l’efficacité de criblage : pour une même maille, la grille est percée de davantage de
trous tout en conservant une rigidité et une résistance élevées. Les tôles de criblage sont construites pour être
interchangeables étant des pièces d’usure.
L’intérieur du tambour est accessible par l’ouverture d’une porte avec descente d’un pont levis.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 30/63
4.7.3 SEPARATION AERAULIQUE (AR 1/AR 2)
Les séparateurs aérauliques permettent une division des flux d’abord séparés mécaniquement par taille suivant des
critère de densité. Les séparations permettent de distinguer des éléments :
lourds,
mi lourds,
légers.
Machine de tri aéraulique
Les flux sont accélérés par un tapis en entrée de séparateur. Un flux d’air pulsé couplé à une chambre de large
dimension permettent aux éléments lourds de tomber et aux éléments légers d’être transportés dans le flux d’air
pour se déposer dans la chambre.
L’air est filtré par le dispositif de traitement d’air équipant globalement l’unité de tri.
4.7.4 TRIEUR OPTIQUE
Les trieurs optiques sont constitués d’un convoyeur d’accélération (A), de la machine de détection et soufflage (B)
et d’un caisson de séparation (C) :
Machine de tri optique
A
B
C

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 31/63
Les trieurs optiques installés utilisent les technologies suivantes :
Les séparateurs NIR permettent de détecter les objets selon la nature du matériau (une ou plusieurs
matières en simultané) par spectrométrie proche infrarouge rapide à l’exception des matériaux noirs et très
sombres.
Les séparateurs bi-technologie permettent de détecter les objets selon la nature du matériau (une ou
plusieurs matières en simultané), par spectrométrie proche infrarouge rapide, et sont également équipés
d’un système permettant d’identifier les matériaux selon leur couleur visible, à l’exception des matériaux
noirs ou très sombres.
Les séparateurs permettant de détecter le grammage. Ils sont équipés de la technologie MIR spectrométrie
« Moyen Infrarouge » qui permet de faire la distinction entre les papiers et les cartons selon le grammage
et la détection de polluants (type polymères). Le programme de gestion informatique permet d’effectuer
un tri simultané de contaminants du flux papier.
4.7.5 SEPARATION DES METAUX FERREUX ET NON FERREUX (OV/SNF)
La captation des métaux est mis en œuvre par :
des séparateurs magnétiques ou overband : pour la captation des objets magnétiques (ferreux) en utilisant
un aimant (permanent ou électro-magnétique) situé au-dessus des convoyeurs.
des séparateurs à courant de Foucault : pour la captation des non ferreux en utilisation des courants créés
par induction électro-magnétique avec éjection au changement de polarité.
Machine à Courant de Foucault
Overband

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 32/63
4.7.6 LIGNE DE CONDITIONNEMENT EN BALLE
La ligne de conditionnement comporte :
des stockeurs dynamiques qui permettent un stockage tampon des matières à mettre en balle,
un convoyeur élévateur,
une presse à balles.
L’ensemble est asservi et permet le conditionnement alternatif des différents matériaux.
Presse à balles Stockages dynamiques
La presse à balles (presse à coffre) prévue, permet de conditionner toutes les fractions triées en respectant les
Prescriptions Techniques Minimales des filières de valorisation.
La force de compression de la presse est adaptée pour le conditionnement des DAE. Une passerelle permet un
accès de maintenance du groupe hydraulique en toute sécurité.
Elle est composée :
d’un châssis en profilés mécano soudés largement dimensionné,
d’une trémie d’alimentation de grande dimension,
d’un perforateur de bouteilles débrayable,
d’un virbulateur pour le traitement des papiers,
d’un poussoir avec son vérin hydraulique de compression,
d’un canal de sortie avec système de serrage régulé par pantographe,
d’un système de passe-fils vertical automatique à 5 fils de fer avec système de liage,
d’une centrale hydraulique,
d’un système de débourrage automatique hydraulique par pilon,
d’une armoire électrique de commande,
d’un panel de contrôle et de commande de la presse.
d’une gestion automatique du cycle de vidage des box automatiques (cellules de régulation de remplissage
& pesons sous chaque box).

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 33/63
4.7.7 LIGNE DE SECHAGE
Le taux d’humidité du CSR pourra être ajusté grâce au sécheur à bande mis en œuvre sur l’unité.
Sécheur
Air chaud
Matière
Le sécheur est constitué d’un tunnel comportant un ou deux tapis perforés. De l’air chaud est insufflé sous ces
tapis et traverse la matière.
L’air chaud chargé en humidité est traité avant rejet.
Le dispositif se caractérise par :
une régulation automatique des débits en fonction des paramètres de séchage,
une très faible vitesse d’air au contact du produit limitant les émanations de poussières dans le sécheur et
donc le chargement de l’air de séchage,
un contrôle actif de la température asservi à un dispositif de prévention incendie (arrêt adduction d’air, si
persistance, aspersion eau),
une adduction d’air chaud par le dessous. Les 2 tapis superposés portent le produit qui est pré chauffé sur
le niveau supérieur et séché sur le niveau inférieur.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 34/63
4.8 CABINE DE TRI
4.8.1 PRINCIPES GENERAUX DE MISE EN ŒUVRE
Cabine de tri
La cabine de tri est conçue pour permettre aux opérateurs de travailler confortablement en les protégeant des
diverses agressions de l’environnement direct. Dans un souci d’améliorer les conditions de travail des opérateurs
de sur-tri ou de contrôle qualité, le process proposé permet de réunir l’ensemble de ce personnel dans une seule et
même cabine de tri et ce, quelque soit les phases du projet.
La cabine de tri bénéficiera également d’un éclairage naturel par son flanc latéral en limite de bâtiment en phase 1.
Les trieurs disposeront ainsi d’une vue directe à l’extérieur en phase 1. En phase 2, des puits de lumière
permettront de préserver un éclairage naturel.
La cabine de tri est chauffée ou rafraichie selon les besoins en vue de protéger le personnel des désagréments liés
à d’éventuels changements de température. Ces rafraichissement, chauffage et ventilation seront réalisés sur la
base des préconisations INRS.
La norme NF 35-702 ayant pour objectif de définir les exigences ergonomiques à intégrer lors de la conception des
cabines de tri manuel est mise en œuvre dans le présent projet.
Indiquons que le haut degré de mécanisation du process de tri et de valorisation permet :
un définage des flux avant tri ou sur-tri manuel,
une homogénéité du flux à trier dans le temps : poids, taille, bonne préhension,
un nombre limité de catégories de déchets à prélever par l'opérateur,
une quantité réduite de déchets à prélever dans le flux.
Les autres paramètres influençant l’ergonomie sont :
l’aménagement des postes de travail,
l’acoustique,
la qualité de l’air et l’hygrométrie.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 35/63
4.8.2 AMENAGEMENT DES POSTES DE TRAVAIL
Les agents de tri seront positionnés à 45° par rapport à la table de tri sur la majorité des lignes de tri manuel.
L’épaisseur des tables de tri ne sera pas en-dessous des préconisations de l’INRS et offre à l’agent une position
assis debout très confortable.
Des rehausses mécanisées seront installées sur tous les postes potentiellement occupés. Le réglage de la hauteur
de la rehausse par manivelle sera aisé pour l’opérateur qui pourra ainsi l’adapter à sa taille.
La conception des rehausses et des goulottes prévoit la fixation d’un dispositif fixe et repliable permettant la
position assis / debout, ce qui garantit à l’agent la modularité de son poste et lui offrira la possibilité de varier sa
position en fonction de la charge de travail.
Vue du repose pieds
Vue du dispositif fixe en position assis/debout Vue du dispositif fixe en position debout

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 36/63
4.8.3 ACOUSTIQUE
L’acoustique à l’intérieur de la cabine de tri est un point particulièrement important pour le confort des agents.
L’ambiance sonore peut être perturbée par le bruit de la chaîne elle-même (table de tri, tri optique, séparateur,..),
les engins à proximité et la musique d’ambiance éventuellement.
L’exploitation du hall de tri ne nécessite pas d’engin d’exploitation, la gestion des alvéoles étant automatisée.
Le plafond de la cabine participera à abaisser l’impact du niveau sonore, en étant constitué de dalles acoustiques.
Les cloisons et le plafond seront construits en matériaux absorbants.
Des tunnels d’insonorisation seront installés avant l’entrée en cabine sur chaque table de tri.
La conception des goulottes sera étudiée pour qu’elles soient équipées d’un revêtement caoutchouté aux zones
d’impact.
4.8.4 LUMINOSITE
La qualité de l’éclairage de la cabine de tri sera assurée à la fois par un travail sur la lumière naturelle et sur
l’éclairage artificiel.
La lumière naturelle est permise en phase 1 dans la cabine de tri par un second jour en pignon. De même en
phase 2 et 3, les puits de lumières positionnées aux droits des postes de travail permettent de supprimer les
problématiques d’éblouissement au niveau des postes de travail.
En matière d’éclairage artificiel, les installations seront dimensionnées dans le but de respecter les
recommandations de l’INRS en la matière. Un éclairage spécifique des postes de travail sera également mis en
œuvre pour favoriser la détection visuelle sur les tables de tri.
Une régulation de l’éclairage artificiel à éclairage constant sera également mise en œuvre.
4.8.5 QUALITE DE L’AIR ET HYGROMETRIE
Le confort hygrothermique de la cabine de tri sera assuré par la mise en œuvre d’une batterie d’eau glacée et d’un
humidificateur à injection directe de vapeur au sein de la CTA de la cabine de tri.
Cette installation permettra de respecter les recommandations de la norme NF X 35-702, avec, en été, une
température comprise entre 20 et 23 °C et une hygrométrie relative contrôlée de 40 % à 75 %.
Ci-après le schéma de principe de l’installation de climatisation des cabines de tri.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 37/63
L’air soufflé dans la cabine de tri et de caractérisation sera successivement épuré par deux filtres :
un filtre d’efficacité 50 % au test opacimétrique (classe EU5) ;
un filtre d’efficacité 97 % au test opacimétrique (classe EU9).
4.9 PILOTAGE DE L’EXPLOITATION-CONTROLE/COMMANDE
4.9.1 PRINCIPES GENERAUX DE MISE EN ŒUVRE
Le système de contrôle commande qui sera mis en œuvre comprendra classiquement 4 niveaux :
Niveau 0 : capteurs et actionneurs,
Niveau 1 : automates, contrôleurs, régulateur,
Niveau 2 : conduite et supervision,
Niveau 3 : gestion technique et administration.
La conduite et la supervision sera assurée par deux PC redondants localisés en cabine de tri de l’installation et dans
les locaux administratifs (poste ingénieur situé dans le bureau du responsable de conduite).
Le niveau de gestion technique et administrative envisagé est adapté à la supervision des centres de tri de fortes
capacités.
En effet, au regard de l’importance du nombre de flux à traiter, la mise en place d’un outil de gestion performant,
permettra de mesurer avec précision les performances industrielles et d’assurer un bon pilotage de l’outil dans son
ensemble. Elle permettra également un affinage du réglage des équipements pour amélioration continue de
l’exploitation.
Le schéma suivant donne le principe du système de contrôle/commande qui sera mis en œuvre.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 38/63
4.9.1 AUTOMATISME
L’automatisme permet d’abord de conduire l’installation suivant des principes sécurisés de gestion de la matière :
le démarrage des équipements de tri ou de préparation est réalisé par une séquence linéaire propre à
chaque ligne : chaque équipement attend le retour de marche de l’équipement aval pour pouvoir
démarrer. Pour certains équipements, le retour de marche d’un équipement extérieur est requis. Les
différents équipements démarrent ainsi en cascade dans le sens inverse du flux de matière, chaque
démarrage étant différé dans le temps d’une temporisation réglable par équipement.
une temporisation par équipement permet de réaliser la vidange de l’ensemble d’une ligne au
déclenchement d’un arrêt. Un arrêt rapide du tri entraîne l’arrêt immédiat de tous les équipements en
mode automatique simultanément.
lorsque le tri est en marche, un des équipements peut être arrêté. Quel que soit la cause de cet arrêt, il
entraîne l’arrêt de proche en proche de l’ensemble des équipements en mode automatique en amont du
premier équipement arrêté. Ce comportement est obtenu par l’intermédiaire des conditions fonctionnelles
permanentes en mode automatique de chaque équipement.
une ligne peut recevoir un ordre (démarrage, arrêt normal ou arrêt rapide) depuis l’écran de conduite, ou
bien par ses conditions fonctionnelles initiales et permanentes.
A noter que le pilotage de la presse à balle est également réalisé automatiquement, sans intervention d’un
opérateur. Dès qu’une alvéole de stockage, ou un silo, contient un poids correspondant à la réalisation d’une balle,
le système vérifie la disponibilité du circuit d’alimentation de la presse à balles, et vidange automatiquement le silo,
ou l’alvéole. Un algorithme de calcul gère les priorités qui auront été définies initialement.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 39/63
Vue de conduite Vue événements
Par ailleurs, l’automatisme par l’intermédiaire de l’interface (le superviseur) permet un paramétrage et un réglage
des installations.
Enfin, l’automatisme permet une historisation de l’ensemble des événements de la production. Les historiques
d’alarmes pourront être archivés et conservés sous une forme informatique exploitable à tout moment.
4.9.2 GESTION DES FLUX DE MATIERE
La Gestion de Production Assistée par Ordinateur (GPAO) est associée à un module de pesage dynamique. Tous les
flux entrants ou sortants des lignes de tri seront pesés en temps réel. Il s’agit d’un outil mis à la disposition de la
traçabilité des flux dans l’installation.
3 types de pesons
Les informations issues de ces pesées seront par exemple :
Le débit instantané de la ligne en intégrant les écarts des poids par rapport au temps : il s’agit là d’une
information essentielle pour le responsable de production, lui permettant de mesurer sa productivité
globale et de régler la cadence de la ligne en fonction de la qualité du tri ou de la préparation de CSR.
L’indication de débit au personnel peut également être un outil de motivation supplémentaire (information
couramment diffusée aux opérateurs sur les chaînes).

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 40/63
Le poids total passé sur la ligne pour une période donnée par totalisation des pesées enregistrées. Cette
information est essentielle pour mesurer les performances de production journalière, hebdomadaire ou
mensuelle.
Edition des rapports d’exploitation
Ces pesées exhaustives permettent de gérer plusieurs paramètres essentiels pour le responsable de production :
caractérisation en temps réel : cette application peut être utilisée pour présenter la qualité d’un flux en
temps réel.
mesure de la performance par ligne et par matériaux extrait en temps réel ou par pas de temps journalier,
hebdomadaire ou mensuel.
suivi de l’évolution de la qualité des flux (évolution du taux de matière orientée en ISDND).
connaissance en temps réel du stock intermédiaire pour la majorité des produits.
4.9.3 CENTRALE D’ACQUISITION ET GESTION TECHNIQUE DE LA MAINTENANCE
La centrale de mesure permet l’acquisition et l’archivage de paramètres de fonctionnement tels que :
temps de marche,
consommation électrique,
consommation d’eau.
Couplé avec un logiciel de GMAO, l’équipe d’exploitation sera en mesure de :
quantifier les temps d’arrêt et de fonctionnement et d’extraire les causes ou événements ayant conduit aux
arrêts,
surveiller la consommation énergétique et s’assurer qu’elle est en adéquation avec le fonctionnement
prévisionnel.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 41/63
5. TRAITEMENT D’AIR
Le schéma en page 45 présente les systèmes de traitement d’air de l’unité.
5.1 EQUIPEMENT DE TRAITEMENT POUR LE TRI DES DAE/OMR ET DE
PREPARATION DE CSR
Le dispositif, dont les équipements de traitement sont regroupés dans la zone traitement d’air n°1, comprend en
premier lieu :
un réseau d’aspiration centralisée lié au machine de tri et de convoyage : l’air chargé en poussières est
capté au niveau de chaque machine pour être rejeté après passage dans un filtre à manche au point de
rejet n°1 (cf schéma page 45)
un réseau de mise en dépression des halls de déchargement DAE et CSR : l’air chargé en poussière est
capté en point haut des halls pour être rejeté après passage dans un filtre à manche, au point de rejet n°2
un réseau de mise en dépression des hall process et réception OMR : l’air chargé en poussière et
potentiellement en composés organiques est capté en point haut du hall pour être rejeté au point de rejet
n°3 après passage dans un filtre à manche et un caisson contenant du charbon actif
Ces 3 réseaux comportent des filtres à manches et ventilateurs de tirage indépendants afin de bien régler les
débits en fonction des dépressions et taux de renouvellement spécifiques. Cette dissociation permet également des
durées de fonctionnement différentes en fonction des besoins de maîtrise des impacts de l’unité. Ainsi le hall de
déchargement des OMR sera mis en dépression 8075 H/an soit un taux de disponibilité du système 93 %. Les
autres parties du bâtiment seront mises en dépression pendant le temps de fonctionnement des lignes de tri.
Filtre manche et caisson charbon actif
Les filtres à manches présentent le fonctionnement suivant :
les particules solides présentes l’air (poussières) se déposent sur la surface extérieure des manches et
forment un gâteau. Ce gâteau de filtration à une importance majeure puisqu’il permet de finaliser la
filtration : le gâteau possède un pouvoir filtrant lié à une porosité plus faible que le média filtrant lui-
même, ce qui permet la rétention des particules les plus fines.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 42/63
l’épaississement du gâteau au fur et à mesure de la filtration de l’air entraine une augmentation de la perte
de charge du filtre à manches. Les manches sont donc nettoyées par injection d’air comprimé à contre-
courant du sens de filtration.
le décolmatage des manches est géré par un système automatique qui régule la fréquence de décolmatage
en fonction de la perte de charge globale du filtre à manches (épaisseur du gâteau de filtration),
maintenant ainsi une perte de charge entre deux seuils définis.
Le caisson de charbon actif permet d’adsorber les polluants organiques. Le charbon est régulièrement renouvelé.
Le dispositif comprend également de manière indépendante un équipement de filtration (multicyclone) attaché au
sécheur mis en œuvre pour la préparation du CSR. L’air chargé en humidité est rejeté au point n°5
Au regard de la faible puissance de la chaudière alimentant en énergie thermique le sécheur, cette dernière n’est
pas dotée de dispositif particulier de traitement. Le point de rejet n° 6 constitue son exhaure.
5.2 EQUIPEMENT SPECIFIQUE A L’ACTIVITE BIODECHETS
5.2.1 MOYENS DE LUTTE CONTRE LES ODEURS
Concernant l’activité de compostage des bio-déchets, pour éviter le dégagement de composés odorants dans
l'environnement et conserver de bonnes conditions de travail, il est nécessaire de mettre en œuvre des techniques
permettant d’empêcher ou de limiter leur production, et à défaut de les capter pour les traiter dans une unité de
désodorisation.
Les tunnels de compostage utilisés pour la fermentation et la maturation sont des technologies de compostage
permettant une maîtrise totale du procédé. La mesure et la régulation des conditions de dégradation empêchent
une dérive de la fermentation aérobie en anaérobie, productrice d’odeurs supplémentaires. D’autre part, la mise en
œuvre d’un réacteur fermé limite la diffusion des odeurs dans le reste du bâtiment.
La captation des odeurs, à la source dans la mesure du possible, opérée par aspiration de l’air vicié jusqu’au
système de purification, crée une dépression des locaux. Couplée à leur confinement, les odeurs ne se diffusent
plus à l’extérieur, protégeant l’environnement de l’usine. C’est pourquoi sont mises en place des portes à
ouverture/fermeture rapide pour l’accès des véhicules et engins dans les bâtiments.
Les composés odorants à éliminer sont essentiellement l'ammoniac et des composés organiques carbonés
(aldéhydes, cétones, acides gras, alcools) en faible concentration. Pour les neutraliser, les techniques de lavage
des gaz et de bio-filtration, décrites ci-après, s’associent.
5.2.2 CAPTATION
Un des principes de la lutte contre la diffusion d’odeurs est la captation à la source. Aussi l’unité de traitement des
biodéchets est dotée d’un réseau de captation de l’air vicié afin de le conduire au traitement de l’air.
Deux types d’air sont distingués :
L’air « process » qui comprend l’air aspiré dans les tunnels de compostage, l’air capté au niveau d’équipements
spécifiques (cribles, broyeurs), qui est, de fait, chargé en molécules odorantes, en ammoniac et en poussière ;
L’air « bâtiment » qui est l’air ambiant des halls bio-déchets, des stockages et des zones de circulation, qu’il est
important de préserver pour obtenir de bonnes conditions de travail en le renouvelant régulièrement.
Pour éviter le dégagement de ces composés odorants dans l'environnement, ces deux types d’air sont captés puis
traité par les équipements situés en zone de traitement d’air n°2

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 43/63
5.2.1 TRAITEMENT
Le traitement comporte :
un lavage acide,
une filtration biologique,
une filtration de finition par charbon actif.
L’air est traité par deux laveurs en parallèle. Chaque laveur est constitué de deux étages :
un étage de dépoussiérage par lavage à l’eau avec des rampes de pulvérisation sans garnissage. L’eau de
lavage est piégée en sortie de cet étage par un dévésiculeur radial, et est recirculé dans le laveur. Une
purge continue permet de déconcentrer la solution de dépoussiérage.
un étage de lavage acide avec garnissage. L'eau de pulvérisation circule en circuit fermé. Un dispositif
d’injection d’acide sulfurique dans la boucle eau des laveurs, régulé en fonction du pH, permet de
compléter l’abattement des teneurs en ammoniac et en amines. Un stockage et un groupe de dosage sont
prévus à cet effet. Une purge permet de déconcentrer la solution de lavage.
Tours de lavage acide
La première étape de lavage à l’eau permet d’abattre la majorité des poussières présentes dans l’air à traiter. Ce
procédé présente des avantages significatifs :
le garnissage de l’étage de lavage acide ne s’encrasse pas,
l’absence de poussières dans les purges acides permet de concentrer les purges acides en sulfate
d’ammonium, et donc de réduire fortement le volume de purge,
l’absence de poussières dans la solution de lavage acide limite également les risques de moussage dans la
cuve du laveur.
Les purges de dépoussiérage sont continues et réglées lors de la mise en route de l’installation. Elles sont
renvoyées vers une cuve de stockage spécifique puis acheminés vers le réseau de collecte et traitement des
lixiviats du site.
Les purges acides sont régulées en fonction du temps de marche des pompes d’injection d’acide sulfurique. Le
débit d’injection d’acide est en effet proportionnel à la concentration d’ammoniac dans l’air à traiter, et donc à la
concentration en sulfate d’ammonium dans la solution de lavage acide.
Les purges acides sont constituées par du sulfate d’ammonium concentré (de 200 à 400 g/l), à un pH de 4 environ.
Elles sont renvoyées vers une cuve de stockage dédiée.
Sortie
air épuré
Etage
lavage acide
Injection
H2SO4
Etage
Entrée dépoussiérage
air vicié
Purge sulfate
d'ammmonium
SCHEMA DE PRINCIPE LAVEUR ACIDE A 2 ETAGES
Purge de dépoussiérage
pH

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 44/63
Elles sont dédiées en usage principal à l’arrosage du compost stocké et du compost en maturation pour le
complémenter.
L’air traité par les laveurs passe dans un biofiltre divisé en modules indépendants. Cette disposition permet de
maintenir une capacité de 50 % lors d’interventions sur une des sections du biofiltre (changement du media
filtrant).
Biofiltre
La bio-filtration repose sur l'aptitude qu'ont les micro-organismes à dégrader les polluants organiques odorants
contenus dans l'air en les oxydant en éléments simples non polluants (eau, gaz carbonique, azote, …).
Le gaz à épurer ayant subi un lavage à l’eau acidifiée traverse un matériau humide, composé par exemple d'un
mélange de tourbe et de fibre de coco, où sont fixés des micro-organismes.
Lors de cette mise en contact, les polluants sont transférés sur le support solide, via une phase aqueuse, par
absorption et adsorption. Devenus accessibles aux micro-organismes, ils sont alors biodégradés.
En traversant le médium, l'eau contenue dans l'air humide se condense et permet le maintien de l'humidification
nécessaire à la croissance des micro-organismes responsables de l'épuration.
Les percolats et condensats du biofiltre sont récupérés et renvoyés vers une cuve dédiée pour être réinjecté dans
le process de compostage.
Une dernière étape de filtration sur charbon actif est réalisée afin d’abattre les derniers éléments organiques
source d’odeur.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 45/63
DAE/BOIS/CSR
DAE

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 46/63
5.3 OBJECTIF DE NIVEAU DE REJET DANS L’ATMOSPHERE Le tableau suivant présente par point de rejet les niveaux d’émission maximum atteints par l’installation :

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 47/63
6. GESTION DES EAUX
Le schéma page suivante donne les principes de gestion des eaux, traduit par le plan des réseaux donné en
annexe du présent document.
L’unité est dotée :
d’un réseau d’eau de voirie : les eaux de voiries sont collectées et acheminées vers un bassin après
traitement par un décanteur-déshuileur. Un regard permet le prélèvement d’eau pour analyse,
d’un réseau d’eau de toiture : une cuve tampon permet une utilisation de l’eau pour le process biodéchet
(arrosage), avant acheminement des eaux vers le bassin d’eau pluviale,
d’un réseau d’eaux usées industrielles : ce dernier collecte l’intégralité des eaux souillées produites par les
zones de réception, d’implantation du process de tri des DAE et des OMR ou de préparation de CSR, les
process de traitement d’air. Après décantation, les eaux sont stockées dans une cuve tampon. Un regard
de prélèvement permet une analyse régulière des rejets de l‘unité avant relevage vers le réseau de collecte
et traitement des lixiviats du site. En cas d’incendie, l’arrêt de la pompe de relevage et une surverse
permettent l’acheminement des eaux vers le bassin de stockage des eaux incendie,
d’un réseau d’eaux usées de l’activité biodéchets : le réseau collecte l’ensemble des rejets de l’activité de
compostage. Les eaux sont acheminées vers la cuve de stockage des eaux usées du site ou en fonction
des besoins en eau, vers la cuve du circuit d’arrosage du process de compostage.
Les niveaux haut et bas dans les cuves de stockage sont reportés sur le système de supervision du site.
Les dispositions sont envisagées sur la base d’une séparation des réseaux et un traitement spécifique de chaque
type de source. Chaque flux est quantifié et analysé en cours d’exploitation de l’unité.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 48/63

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 49/63
7. MOYEN DE PROTECTION ET DE DEFENSE INCENDIE
7.1 MESURE DE PREVENTION
L’étude de danger décrit les mesures de prévention, de limitation et de protection des installations pris en compte
dans la conception de l’installation. Il conviendra de distinguer :
les mesures de prévention des risques d’incendie et d’explosion,
les mesures de prévention des risques liés aux erreurs humaines.
Ces mesures sont les suivantes :
protection du site contre les effets directs et indirects de la foudre,
permis de travail donnés par le « relais sécurité » si travaux avec points chauds ou flammes,
interdiction de fumer à l’intérieur du site (y compris à l’intérieur des bâtiments),
mise à la terre des équipements métalliques,
installations et matériels électriques conformes aux prescriptions de la norme NFC 15-100,
stockage des produits chimiques dans des locaux isolés,
formation du personnel,
information / formation des intervenants extérieurs,
parking éloigné des installations,
circulation de véhicules autour des installations réservées à du personnel habilité ou accompagné,
haut niveau de ventilation dans les zones de réception des déchets, de tri et de préparation de CSR,
activité de séchage des déchets à l’extérieur des bâtiments.
7.2 MESURE DE REDUCTION DU POTENTIEL DE DANGERS
Des barrières passives de type murs coupe-feu 2 heures sont mises en œuvre en vue de réduire le potentiel de
danger.
Ainsi le site est divisé en 13 zones permettant d’isoler :
les zones de réception des déchets,
les zones process,
les zones de stockage,
les locaux sociaux.
Les traversées de voiles par des convoyeurs sont traitées de manière spécifique par trappe et rampe d’arrosage
permettant d’assurer une continuité de l’isolement au feu des zones.
Le plan de zonage incendie joint en annexe de la présente note donne la localisation des séparations coupe feu
envisagées.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 50/63
7.3 MOYEN DE DETECTION ET D’ALERTE Les locaux suivants seront équipés de systèmes de détection incendie avec report sur une centrale. Des alarmes
disposées dans l’unité permettent de prévenir le personnel en cas d’incendie.
Ainsi les locaux suivants sont équipés de détecteurs multicritères (optiques et thermiques)
cabine de tri,
TGBT,
local compresseur,
atelier,
locaux sociaux.
Les zones suivantes sont équipées de détecteurs thermiques :
zone de réception des déchets,
zones de process,
zones de stockage des déchets après tri, préparation ou traitement.
Dans les zones de réception, la détection est doublée par la mise en œuvre de caméras thermographiques en vue
de détecter les points chauds et d’alerter le personnel de manière préventive.
Si besoin, le personnel pourra donner l’alarme au moyen de boitiers bris de glace qui déclencheront une alarme
sonore avec report.
Le système de détection incendie du site sera vérifié et contrôlé selon les fréquences définies par la règlementation
en vigueur.
Il permettra une alerte et une intervention optimales du personnel présent sur place. De plus, la présence du
personnel en période de fonctionnement du process et de réception des déchets, garantira une détection précoce
et une intervention immédiate en cas de début d’incendie.
Chaque salarié de l’entreprise sera avisé de la conduite à tenir à l’écoute de l’alarme sonore (par le biais de la
procédure).
7.4 MOYEN D’INTERVENTION Le personnel sera formé à la lutte contre l'incendie en 1ère intervention et au maniement des moyens en place.
Une formation spécifique de maniement de ces équipements sera dispensée à l’ensemble du personnel permanent
avec exercices périodiques. Des exercices seront organisés périodiquement en liaison avec les services de secours.
En plus des moyens humains, des moyens d’intervention fixes seront présents et adaptés aux potentiels de
dangers présents sur le site, à savoir :
moyens de défense extérieure suivant note de calcul D9 : 4 poteaux incendie (60 m3/h) alimentés par un
réseau dédié,
moyens de défense intérieure alimentés par réserve spécifique de 790 m3 et groupe motopompe :
Robinets Incendie Armés (RIA) répartis dans l’unité,
canons à eau semi-automatiques répartis dans les zones de réception,
sprinklage au niveau du stockage des balles, des stockages intermédiaires en sous-face de cabine et en
cabine,
buses d’aspersion sur les principaux équipements : convoyeur traversant les zones coupe-feu, équipements
de séparations mécanique et optique.
Les moyens de défense incendie sont localisés sur le plan joint au présent document.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 51/63
8. POINTS SPECIFIQUES D’EXPLOITATION DE L’UNITE
8.1 AMENAGEMENTS RELATIFS A L’HYGIENE DES LIEUX DE TRAVAIL
8.1.1 LOCAUX DU PERSONNEL, INSTALLATIONS SANITAIRES ET NETTOYAGE
Des installations sanitaires seront disponibles pour le personnel :
dans le bâtiment administratif,
à proximité des cabines de surtri.
Des vestiaires seront tenus à disposition de l'ensemble du personnel du site. L'ensemble des salariés dont l'activité
le nécessite, disposera d'un casier personnel et individuel.
Le règlement intérieur précisera que la prise des repas est interdite dans les locaux affectés au travail. Les
employés désirant déjeuner sur place auront à leur disposition un réfectoire.
8.1.2 ASSAINISSEMENT ET NETTOYAGE
Le nettoyage des sanitaires, des locaux administratifs et des vestiaires sera régulier, de même que le nettoyage
des ateliers de travail, ceci afin de garantir de bonnes conditions d’hygiène pour le personnel.
Les sols des locaux de travail seront régulièrement lavés pour éviter aussi bien les accumulations de poussières
que les risques liés aux déversements huileux. Une réserve de sable sera prévue pour absorber les éventuels
déversements huileux.
8.1.3 AMBIANCE DE TRAVAIL
8.1.3.1 Locaux à pollution non spécifique
Les locaux à pollution non spécifique correspondent à des locaux dans lesquels la pollution est liée à la seule
présence humaine, à l'exception des locaux sanitaires.
Sur le site, il s'agira essentiellement des locaux du personnel (réfectoire, vestiaires) et des bureaux.
Dans ces locaux, l'aération sera réalisée soit par ventilation mécanique, soit par ventilation naturelle par le biais
des ouvrants donnant directement sur l'extérieur.
L'aération des locaux de travail respectera la réglementation fixée par le code du travail.
Les quantités minimales d'air neuf introduit dans les locaux occupés par les personnes seront conformes aux
dispositions de l'article 232-5 du code du travail.
Dans les locaux à pollution non spécifique, l'aération sera assurée par des dispositifs de ventilation avec un débit
minimal d'air neuf en fonction du type de local de 25 m3/h par occupant.
La ventilation de ces locaux sera conçue sans recyclage d'air, l'air neuf sera pris à l'extérieur des bâtiments.
Les installations d'aération seront maintenues en bon état de fonctionnement et seront contrôlées régulièrement.
Une consigne indiquera les dispositions prises pour la ventilation et fixera les mesures à prendre en cas de panne
des installations.
Les éléments de filtration des centrales de traitement d'air seront maintenus propres avec un remplacement des
filtres conforme aux recommandations des fournisseurs.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 52/63
8.1.3.2 Locaux à pollution spécifique
Les locaux à pollution spécifique correspondent :
à des locaux dans lesquels des substances dangereuses ou gênantes, autres que celles qui sont liées à la
seule présence humaine, sont émises sous forme de gaz, vapeurs, aérosols solides ou liquides,
à des locaux pouvant contenir des sources de micro-organismes potentiellement pathogènes,
et aux locaux sanitaires.
Certaines parties du centre constitueront une zone où une pollution spécifique sera potentiellement présente,
notamment compte tenu des produits qui y sont manipulés (déchets type OM, DAE, biodéchets, réactifs, …).
Le système ventilation est décrit ci-avant dans la présente note. Ainsi, les halls de réception et de tri des déchets,
les unités de tri ou de préparation du CSR et l’unité de traitement des biodéchetss seront construits de manière à
extraire et traiter l'air vicié généré par les sources susceptibles d'engendrer des odeurs et de la poussière. Le projet
prévoit, sur ce point, la mise en œuvre d’un équipement de traitement d’air permettant :
la mise en dépression des bâtiments,
une forte aspiration au niveau des machines,
un traitement d’air performant.
Les équipements susceptibles de générer des particules gênantes pour la santé des travailleurs seront capotés, et
équipés d'un système de captation de l'air.
Les personnes travaillant dans les zones les plus exposées (zones de tri, préparation des déchets ou zones
biodéchets) seront isolées soit dans les cabines des engins roulants, soit munies d'équipements adaptés
(combinaisons, gants, masques à poussières).
Les cabines de conduite des engins seront pressurisées avec un système d'air conditionné au renouvellement
intégré de ces derniers, comprenant une filtration poussée. Les gaz d'échappement seront traités par la mise en
œuvre d'un pot catalytique.
8.1.4 AMBIANCE THERMIQUE
Conformément à l'article R 232-6 du Code du Travail, les locaux sociaux et administratifs seront chauffés et
climatisés pendant les périodes froides ou chaudes.
Tous les locaux administratifs et sociaux sont chauffés et rafraichis de façon à maintenir une température ambiante
compatible avec leur mode d'occupation, à une température de 19°C.
Les zones techniques abritant des équipements dégageant de la chaleur : sécheurs et moteurs, sont suffisamment
aérés pour éviter une élévation anormale de la température. Les équipements thermiques associés au séchage
sont autant que possible calorifugés afin de limiter la température de peau et limiter ainsi la chaleur dégagée.
Les locaux abritant des équipements électriques tels que local TGBT et automates sont traités pour maintenir une
température ambiante inférieure à 30°C.
Les besoins de chauffage et en climatisation sont couverts par des équipements spécifiques tel que groupe froid ou
chaudière.
8.1.5 ECLAIRAGE
L'ensemble des locaux bénéficiera d'un éclairage naturel (zénithal ou en façade) ou artificiel.
Tous les postes de travail (zones de travail, locaux techniques, salle de commande,...) seront éclairés
conformément à la réglementation en vigueur.
Un éclairage de sécurité permettra, au niveau des locaux mais également des passages et escaliers, d'assurer
l'évacuation des personnes en cas d'interruption accidentelle de l'éclairage normal.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 53/63
8.1.6 AMBIANCE SONORE
La réglementation impose le port de protections auditives pour les personnes exposées à un niveau sonore
supérieur à 85 dB(A) et le conseille aux personnes exposées à des niveaux de 80 dB(A) à 85 dB(A). Les salariés
seront sensibilisés aux risques dus au bruit.
Les niveaux de bruit dans les lieux de travail seront conformes :
aux recommandations définies par la commission technique d'étude du bruit de 1971 (voir l'annexe de la
circulaire du 06 mai 1988 relative à l'application du décret n° 88-405 du 21 avril 1988 concernant la
protection des travailleurs contre le bruit).
à la directive européenne n° 2003/10/CE du 6 février 2003 qui fixe des prescriptions minimales en matière
de protection des travailleurs contre les risques pour leur santé et leur sécurité résultant ou susceptibles de
résulter d'une exposition au bruit, notamment le risque pour l'ouïe.
Dès la conception de l’unité, des mesures seront prises pour limiter les niveaux de bruits :
mise en œuvre de dispositif de réduction des émissions sonores,
capotage ou confinement des équipements bruyants (trommels, séparateur optique, ventilateurs etc.),
traitement acoustique des locaux bruyants avec des matériaux absorbants.
Les véhicules de manutention des déchets seront conformes aux normes en vigueur.
Des mesures seront effectuées afin de déterminer les protections individuelles requises selon le degré d'exposition
des travailleurs. Le personnel concerné portera des équipements de protection individuelle type bouchons ou
casques antibruit lorsque nécessaire.
Pour le personnel appelé à intervenir dans un secteur bruyant, des casques antibruit ou des bouchons d’oreilles
seront mis à disposition. Le port de ceux-ci sera obligatoire dans toutes les zones où le niveau permanent de bruit
sera supérieur à 85 dB(A).
8.1.7 VIBRATIONS
Afin de limiter l'apparition et la transmission de vibrations, les dispositions suivantes sont appliquées
choix d'équipements générant pas ou peu de vibrations,
implantation de plots anti-vibratiles sur les équipements susceptibles de générer des vibrations,
individualisation, dans la mesure du possible, des charpentes supportant ces mêmes équipements.
8.2 SECURITE DU PERSONNEL
8.2.1 REGLES DE SECURITE, FORMATION ET INFORMATION DU PERSONNEL
Le personnel sera formé aux tâches particulières qu'il aura à effectuer dans le cadre de son travail. Il sera informé
périodiquement et de façon exhaustive sur les risques auxquels il est exposé, sur les précautions qu'il doit prendre
en conséquence et sur les moyens mis à sa disposition.
Tous les membres du personnel, y compris les conducteurs de véhicules (bennes de collecte) amenés à circuler sur
le site, seront soumis aux consignes de sécurité qui sont définies dans le "règlement intérieur" et dans le
"règlement de sécurité et d'incendie" qui seront remis à toute personne devant faire partie, même à titre
temporaire, du personnel d'exploitation.
Des "exercices de sécurité incendie" sont effectués à intervalles réguliers afin de familiariser le personnel aux
consignes et manœuvres d'intervention et les pompiers à la configuration du site.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 54/63
8.2.2 ACCES, CIRCULATION ET EVACUATION DES PERSONNES
L’ensemble du site ICPE est clôturé. La clôture est munie de portails « entrée» et « sortie » qui sera clos aux
heures de fermeture du site.
Un plan de circulation sera mis en œuvre sur le site. Il sera quasiment identique au plan de circulation actuel :
l’accès à l’unité de tri et valorisation fera l’objet d’une signalétique spécifique.
Les règles du code de la route s’appliqueront à la circulation sur site.
La vitesse de circulation sur le site sera réduite à 20 km/h ; des panneaux signalétiques seront mis en place.
Les règles suivantes de sécurité d’aménagement extérieur du site ne seront pas modifiées :
les véhicules légers n’auront pas d’accès à la zone d’exploitation, les places de stationnement étant
implantées en amont de cette zone à l’entrée du site.
seuls les véhicules de collecte et les poids lourds auront un accès à la zone d’exploitation de l’unité de tri et
préparation de CSR, traitement des biodéchets après passage au niveau d’un portique permettant de
contrôler le niveau de radioactivité du chargement. L’ensemble des voiries du site sera constitué de voiries
lourdes bordurées et drainées.
les halls de déchargement sont conçus pour accepter tout type de véhicule susceptible de transporter des
déchets (BOM, semi-remorques, Ampli Roll …).
Les accès piétons aux bâtiments se feront à l’abri du trafic poids lourds depuis le parking du personnel et des
visiteurs.
La circulation des personnes sera expressément limitée :
au personnel affecté à l’unité de traitement, tri, préparation,
au personnel des entreprises extérieures habilitées,
aux visiteurs accompagnés.
Afin de permettre, si nécessaire, une évacuation aisée et rapide de l’unité :
des issues de secours seront prévues conformément à la règlementation en vigueur,
des plans d'évacuation seront disposés à chaque niveau de plancher.
En cas d'évacuation de l’installation, le personnel se regroupera à l'extérieur des bâtiments en un point de
rassemblement clairement identifié.
8.2.3 MATERIEL ET INSTALLATIONS : RISQUES GENERAUX
Les dispositions législatives et réglementaires (certification et marquage CE) concernant l'ensemble des machines,
mécanismes, outils et engins seront scrupuleusement respectées.
Le matériel permettant le port de charges lourdes est mis à la disposition du personnel. L'ensemble de ces
équipements fait l'objet de contrôles de fiabilité, de conformité et de bon fonctionnement.
Chaque appareil électrique ou mécanique considéré comme dangereux fera l'objet d'une procédure suivie par le
personnel formé et qualifié.
Il existera sur un certain nombre d'appareils des disjoncteurs différentiels, des disjoncteurs fonctionnant au
premier défaut observé ainsi que les moyens de prévention et de protection suivants : barrières immatérielles,
arrêts d'urgence, zones protégées avec détection.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 55/63
La commande des machines dangereuses, les procédures de contrôle, les dispositifs protecteurs pour les pièces
mobiles respecteront les spécifications incluses dans le Code du Travail.
En ce qui concerne les machines tournantes, afin d'éviter tout préjudice corporel, les pièces mobiles seront munies
de dispositifs de sécurité (capots et protections), en particulier, pour celles qui seront à portée de main ou
facilement accessibles.
Les tapis de transport seront dotés de câbles d'arrêt d'urgence ; les pièces tournantes seront protégées par des
carters.
8.2.4 RISQUES DE CHUTE
Afin de limiter le risque de chute lors d’un travail en hauteur, les mesures générales suivantes seront prévues :
Tous les ouvrages ou équipements nécessitant une maintenance seront équipés d'accès fixe et plates-
formes de travail munies de garde-corps.
Lorsque le travail sera effectué sur un plancher ou une passerelle situé en élévation, le périmètre sera
muni de garde-corps réglementaires avec lisse, sous-lisse et garde-pieds.
Les planchers d'échafaudage seront jointifs, de bonne qualité et leur stabilité sera vérifiée.
Les échelles permanentes seront munies de crinolines ou de tout autre dispositif agréé.
Les escaliers seront munis de garde-corps (avec lisse, sous-lisse et plinthe).
Les toitures accessibles seront munies de garde-corps.
Les interventions exceptionnelles seront réalisées à partir de plates-formes sécurisées, nacelles ou
échafaudages.
8.2.5 ZONES DE CIRCULATION DES PIETONS
Les zones de circulation piétonnes seront maintenues propres et correctement éclairées.
8.2.6 RISQUES INHERENTS A L’UTILISATION DE L’ENERGIE ELECTRIQUE
L'utilisation des courants électriques dans l'établissement peut engendrer pour le personnel des risques
d'électrisation, d'électrocution et de brûlure.
Les causes ou les processus conduisant à ces risques potentiels sont essentiellement le contact direct avec des
conducteurs nus sous tension, le contact indirect par l'intermédiaire d'une masse métallique mise accidentellement
sous tension ou les arcs électriques.
Toutes les installations sont exécutées selon les règles de l'art en respectant notamment :
Les prescriptions des normes NFC 13.200 (haute tension), NFC 15.100 (basse tension) et NFC 13.100
(moyenne tension) traitant de l'exécution et de l'entretien des installations électriques, ainsi que la norme
NFC 12.100 relative à la protection des personnes contre les effets des courants électriques,
Les prescriptions du décret du 14 novembre 1988 relatif à la protection des travailleurs contre les courants
électriques dans tous les cas où le dit décret est applicable,
Les normalisations, spécifications et règles techniques établies par l'Union Technique de l'Électricité dans
leurs dernières éditions en vigueur et concernant notamment le petit et le gros appareillage, les
conducteurs, les conduits, les mesures de protection contre la mise sous tension accidentelle des masses
métalliques,
Les prescriptions imposées par l'agence locale EDF.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 56/63
Afin de protéger le personnel contre les contacts directs, les parties actives des matériels électriques sont soit
isolées, soit placées dans des enveloppes, soit mises hors de portée des travailleurs. La protection contre les
contacts indirects sera assurée par des dispositifs adaptés.
Les armoires électriques seront maintenues fermées de même que les coffrets ou boîtiers de liaison des machines
et matériels.
L’ensemble du personnel de production sera formé et habilité aux interventions sur les installations électriques
« basse tension ». Seul le personnel du service maintenance, dûment qualifié, sera habilité à intervenir sur les
installations électriques « haute tension ».
Avant la mise en exploitation de tout nouvel équipement, il sera effectué une réception du matériel et des
installations, notamment, du point de vue conformité vis à vis de la législation en vigueur.
Dans le cadre du décret n°88-1056 du 14 novembre 1988, (protection des travailleurs dans les établissements qui
mettent en œuvre des courants électriques), les installations électriques font l'objet d'une vérification annuelle
périodique par un organisme agréé et les rapports de vérification sont archivés et tenus à la disposition des
différentes administrations.
8.2.7 RISQUES LIES AUX OPERATIONS DE MAINTENANCE
Des procédures seront élaborées pour les interventions d'entretien ou de dépannage.
Les dispositions suivantes seront mises en œuvre dès le démarrage des installations :
Les salariés seront dotés d’équipement de travail adaptés à leur fonction.
Une signalétique de sécurité (type code de la route) sera apposée au sol et verticalement au sein de la
structure afin de faciliter la circulation des engins.
Les zones non accessibles à partir de nacelles télescopiques seront équipées de plateformes d’accès.
Pour les interventions nécessitant la prise en charge de composant d’un poids supérieur à 25 kg, la mise
en place de potences sera prévue. Chaque équipement le nécessitant est équipé d’une plaine permettant la
fixation de potences amovibles en aluminium.
Pour les opérations en situation d’instabilité (nettoyage du crible balistique par exemple) ou en hauteur, le
port du harnais de sécurité fixé à une ligne de vie sera prévue.
Toutes les machines nécessitant d’intervenir à l’intérieur sont équipées de systèmes à clé prisonnière
interdisant l’accès en fonctionnement.
Tous les composants en rotation et les points rentrants des équipements sont protégés conformément à la
réglementation en vigueur.
Les carters anti pince doigt sont montés à chaque extrémité de convoyeur ainsi qu’au niveau des rouleaux
anti colmatant.
Tous les équipements directement accessibles disposent d’un ou plusieurs arrêts d’urgence à câble ou coup
de poing.
Les équipements n’étant pas accessibles disposent d’arrêts d’urgence communs par zone fonctionnelle.
Les équipements pouvant permettre l’accès à l’intérieur de ceux-ci pour maintenance ou nettoyage ou
pouvant mettre le technicien maintenance en contact avec des parties tournantes sont équipés de sécurité
à transfert de clé, et de coffret de sectionnement local.
Comme il se doit, tous les équipements, groupes d’équipements, environnement, passerelles, accès et
autres répondent à la lettre aux textes, règles, normes et recommandations en vigueur pour ce domaine
d’activité.
Un système de sécurité homme mort sera mis en place : ce système déclenche une alarme si le capteur
porté par l’opérateur indique que ce dernier est allongé.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 57/63
8.2.7.1 Travail dans des enceintes fermées
Il sera interdit à toute personne de pénétrer à l'intérieur d'un appareil sans que des mesures spécifiques de
sécurité n’aient été préalablement mises en œuvre (aération, ventilation, condamnation des arrivées de produits,
consignation électrique...).
Pour toute intervention devant se faire à l'intérieur d'un appareil, il y aura une présence permanente d'une
personne assurant la sécurité à l'extérieur de celui-ci afin de prévenir tout risque d'accident.
Pour le travail dans des enceintes métalliques, seul l'outillage utilisant la basse tension ou l'air comprimé sera
autorisé.
8.2.7.2 Intervention sur machines ou éléments tournants
Toute intervention d'entretien sur des machines ou éléments tournants en fonctionnement sera évitée. Des
systèmes de sécurité empêcheront toute intervention manuelle sur des machines en marche (consignation des
départs moteurs, protection grillagée...).
Les interventions seront effectuées en liaison avec le responsable de l’entretien et sont consignées sur le cahier de
quart et le cahier de consignation. Les manœuvres électriques sont effectuées par une personne habilitée.
8.2.7.3 Utilisation d’air comprimé
L'air comprimé sera utilisé pour des interventions sur des équipements (nettoyage, démontage …).
Les risques potentiels liés à ces interventions seront essentiellement :
des projections à grande vitesse de poussières, huiles, graisses dans l'air sous pression,
le mouvement de fouet du tuyau d'air comprimé lorsqu'il est lâché et que l'arrivée d'air comprimé n'est pas
arrêtée.
Ces risques seront limités par :
le port de lunettes, masque et gants par le personnel d'intervention,
la présence d'un organe de régulation et d'arrêt du débit d'air comprimé en bout de tuyau n'autorisant pas
d'écoulement d'air si l'opérateur lâche prise.
8.2.7.4 Intervention des entreprises extérieures
Une procédure sera mise en place pour les travaux effectués dans l'établissement par une entreprise extérieure,
conformément aux prescriptions du décret 92-158 du 20 février 1992.
Tous les travaux dangereux réalisés par une entreprise extérieure nécessiteront au préalable l’élaboration d’un plan
de prévention intégrant une analyse des risques effectuée avant les travaux en concertation avec l’intervenant. Ce
plan de prévention sera associé à la mise en sécurité des installations avant toute intervention et s'accompagnera
d’un permis de feu si nécessaire.
8.2.7.5 Risques liés aux produits chimiques utilisés et manipulés
D'une manière générale, les produits chimiques sont dangereux en raison de :
leur réactivité vis-à-vis d'autres substances ou produits (incompatibilité),
leur activité propre (toxicité, inflammabilité, température d'emploi).
Les produits mis en œuvre sur le site sont essentiellement des produits dits « agressifs », utilisée en faible quantité
pour des opérations d’entretien.
Pour le personnel, les risques inhérents à ces produits seront essentiellement :
les brûlures chimiques occasionnées par des projections de produits caustiques,
l'intoxication aiguë ou chronique.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 58/63
De manière à limiter ces risques, les mesures ci-après seront prises :
Stockage et étiquetage : tous les récipients contenant des produits présentant un risque seront étiquetés
conformément à la législation en vigueur. Les produits chimiques utilisés sur le site sont stockés dans les
emballages d'origine maintenus fermés ou dans des cuves ou silos fermés.
Protection contre les contacts directs : toute disposition sera prise afin de supprimer tout risque de contact
direct avec ces produits. Des vêtements et éléments de protection seront tenus à disposition des salariés
concernés : chaussures de sécurité, lunettes, masque de protection…
Les fiches de données de sécurité des produits seront portées à la connaissance des personnes manipulant ces
produits et archivées.
Des consignes de sécurité concernant les premiers soins à apporter en cas d'accidents liés à la manipulation de ces
produits seront affichées à proximité des zones d'utilisation.
Des douches et rince-œil seront mis en place dans l’atelier, la zone de traitement d’air n°1 et dans la zone de
traitement d’air n°2.
8.3 CONTROLE DE LA COMPOSITION DES FLUX EN ENTREE ET SORTIE
DE L’UNITE DE TRI, DE PREPRATION DE CSR ET DE TRAITEMENT
DES BIODECHETS
Le manuel de procédure de l’unité comportera de manière spécifique aux installations de tri DAE/OMR, de
traitement de biodéchets et de préparation de CSR :
une procédure d’acceptation des déchets sur le site,
une procédure de refus et de déclassement.
Les flux entrants dans les procédés de tri feront l’objet de caractérisations régulières. De même, conformément à
l’article 4 de l’arrêté du 23 mai 2016 relatif à la préparation des combustibles solides de récupération en vue de
leur utilisation dans des installations relevant de la rubrique 2971 de la nomenclature des installations classées
pour la protection de l'environnement et conformément à la norme NF EN 15359, les CSR produits par l’unité
feront l’objet d’une caractérisation par lot.
Une fiche-type de caractérisation issue de la norme NF EN 15359 est donnée ci-après pour mémoire.

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 59/63
Fiche de caractérisation lot de CSR – extrait de la norme NF EN 15359

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 60/63
Les lots de CSR seront conformes aux dispositions suivantes :
PCI > 12 000 kJ/kg
Mercure (Hg) : 3 mg/kg de matière sèche ;
Chlore (Cl) : 15 000 mg/kg de matière sèche ;
Brome (Br) : 15 000 mg/kg de matière sèche ;
Total des halogénés (brome, chlore, fluor et iode) : 20 000 mg/kg de matière sèche.
Le compost produit par l’unité de traitement des biodéchets fera l’objet d’analyses régulières suivant la norme NF
44 051. Les paramètres utilisés et limites respectées par le compost sont donnés par le tableau suivant.
Référence à
l'article de la
Norme
NFU 44-051
Paramètre Symbole Limite respectée
Article 1 : Domaine
d'application
Azote N
≤ 3 % sur Matière Brute (MB), d'un
de ces éléments Phosphore P2O5
Potassium K2O
Azote + Phosphore +
Potassium N + P2O5 + K2O < 7 % sur MB
Azote nitrique + Azote
ammoniacal + Azote uréique ≤33 % de l'azote total
Rapport carbone sur azote C / N > 8
Article 4.1 :
Dénominations
Amendements
organiques
Matière sèche MS ≥ 30 % de la MB
Matière organique MO ≥ 20 % de la MB
Article 5.1 :
Éléments traces
Métalliques
(E.T.M)
Chrome Cr <120 mg/kg sur MS
Cuivre Cu
<300 mg/kg sur MS
<600 mg/kg sur MO
Nickel Ni <60 mg/kg sur MS
Zinc Zn
<600 mg/kg sur MS
<1 200 mg/kg sur MO
Arsenic As <18 mg/kg sur Matière Sèche (MS)
Cadmium Cd <3 mg/kg sur MS

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 61/63
Référence à
l'article de la
Norme
NFU 44-051
Paramètre Symbole Niveau atteint
Article 5.1 :
Éléments traces
Métalliques
(E.T.M)
Plomb Pb <180 mg/kg sur MS
Mercure Hg <2 mg/kg sur MS
Sélénium Se <12 mg/kg sur MS
Article 5.2 :
Critères Micro
biologiques
Œufs d’helminthes viables Cultures maraîchères : Absence dans
1,5 g de MB celon XP X 33-017
Salmonella
Cultures maraîchères : Absence dans
25 g de MB celon NF V 08-052 NF /
EN ISO 6579
Article 5.3 : Inertes
et impuretés
Films + PSE > 5 mm < 0,3 % de MS celon XP U 44-164
Autres plastiques > 5 mm < 0,8 % de MS celon XP U 44-164
Verres + métaux > 2 mm < 2 % de MS celon XP U 44-164
Article 5.4 :
Composés Trace
Organiques
(C.T.O)
Fluoranthène < 4 mg/kg de MS
Benzo(b)fluoranthène < 2,5 mg/kg de MS
Benzo(a)pyrène < 1,5 mg/kg de MS
Annexe B :
Indicateurs de
traitement
Escherichia coli < 100 /g de MB celon NF V 08-053
Entérocoques < 10 000 / g de MB celon NF EN ISO
7899-1
Autres
caractéristiques Paramètre Symbole Limite respectée
Arrêté du 2 février
1998
7 PCB (arrêté du 2 février
1998) < 0,8 mg/kg de MS

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 62/63
8.4 MOYEN HUMAIN ET MATERIEL MIS A LA DISPOSITION DE
L’EXPLOITATION
8.4.1 EFFECTIFS
Le tableau des effectifs d’exploitation est le suivant :
Encadrement
1 responsable
2 secrétaires
1 responsable QSE/logistique
1 contremaître de maintenance
Activité tri des DAE/encombrants et préparation de CSR (Phase 1)
2 techniciens de maintenance
2 équipes postées comprenant pour chaque équipe :
- 1 chef de cabine
- 15 agents de tri
- 4 chauffeurs conducteurs d’engins
Activité de traitement de tri des OMR (phase 2)
2 techniciens de maintenance
2 équipes postées comprenant pour chaque équipe :
- 6 agents de tri
- 2 chauffeurs conducteurs d’engins : une partie de l’activité du deuxième chauffeur est consacré au
biodéchets en phase 3
Activité de traitement des biodéchets (phase 3)
1 technicien de maintenance
1 chauffeur conducteur d’engins dédié
8.4.2 MOYENS MATERIELS ROULANTS
Les moyens matériels comprennent :
Activité de tri des DAE et de préparation CSR :
3 pelles à grappins, un chargeur manuscopique
1 chargeur type travaux publics
2 engins de manutention des balles
3 bennes de 30 m3 en position
6 remorques à fond mouvant en position
Activité de tri des OMR :
1 chargeur
1 pelle à grappin

DESCRIPTION DU PROCESS DE TRI ET VALORISATION
INDDIGO/Réf doc: 10003729_PFV_IND_DOC_002_04_AVS_corrigé GPE.docx 63/63
Activité Biodéchets
1 chargeur type Travaux Public
8.4.3 MOYENS MATERIELS FIXES
Les moyens fixes d’exploitation sont donnés dans les descriptifs des équipements ci-avant dans la présente note.




![LE 1 MAI · Compagnie TRICYCLIQUE Dol Le Manége à JP TRICYCLIQUE Dol : de Tri -. Préfi xe, du lat. tri- « trois », 2°- [tri]. n.m. ( a tri « d’une manière choisie, excellente](https://static.fdocuments.fr/doc/165x107/603257e4aa5b4a411e5d8b3d/le-1-mai-compagnie-tricyclique-dol-le-mange-jp-tricyclique-dol-de-tri-.jpg)