CAUSES ET REMÈDES DES PRINCIPAUX DÉFAUTS...
7
Click here to load reader
Transcript of CAUSES ET REMÈDES DES PRINCIPAUX DÉFAUTS...

LE JOURNAL DE L’ISQ Vol.13 N. 214
LE RÉSEAU FRANCOPHONE DU SOUDAGE
QUALITÉ
ssssssss
Cet article concerne les principaux défauts des souduressur aciers non alliés et faiblement alliés, effectués avec lesprocédés de soudage à l’arc avec fil fusible les pluscouramment utilisés dans l’industrie, c’est-à dire le soudageà l’arc avec électrode enrobée (procédé SMAW), le soudageà l’arc sous gaz avec fil plein (procédé GMAW), le soudageà l’arc avec fil fourré (procédé FCAW) et le soudage à l’arcsubmergé (procédé SAW).
Ces principaux défauts sont les suivants : inclusions delaitier, soufflures, manques de fusion ou collages, manquesde pénétration, caniveaux et morsures, fissures,surépaisseurs et convexités excessives, pénétrationsexcessives, défauts de raccordements, effondrements,défauts de symétrie, défauts d’alignement. Voici les causespossibles de ces défauts et certains conseils pour y remédier.
INCLUSIONS DE LAITIER
Les inclusions de laitier sont des résidus de laitier,emprisonnés dans la masse du métal fondu aprèssolidification de celui-ci. Suivant leur répartition dans lasoudure, les inclusions de laitier peuvent être alignées (ouen chapelet), isolées ou autres. Elles intéressent lesprocédés de soudage créant un laitier, c’est-à-dire SMAW,FCAW et SAW.
Voici les principales causes possibles des inclusions delaitier:
• Le laitier provenant de la fusion des éléments nonmétalliques de l’enrobage ou du flux (oxydes, sulfures,etc.), étant plus léger que le métal fondu, doitnormalement flotter à la surface du bain de fusion.Cependant, si en cours de soudage une partie du laitiervient à devancer l’arc, le laitier peut donc resteremprisonné dans le bain.
• Du laitier solidifié, mal nettoyé sur le précédent cordon,peut ne pas être refondu sans avoir pu remonter à lasurface lors du soudage de la passe suivante.
• L’enrobage endommagé d’une électrode SMAW qui nese détache pas correctement durant sa fusion et quiéclate devant le bain ou qui crée une dissymétrie del’arc.
• Le soufflage magnétique, créant une déviation de l’arc.• Une mauvaise préparation des bords à souder, la
présence de stries d’oxycoupage ou un chanfrein tropétroit.
CAUSES ET REMÈDES DES PRINCIPAUX DÉFAUTS DES SOUDURESÀ L’ARC AVEC FIL FUSIBLE ET AVEC ÉLECTRODE ENROBÉE
• Équipements aux gaz Oxweld®®®®® & Purox®®®®®
• Équipements de coupage Plasmarc®®®®® &Powercut®®®®®
• Équipements de soudage tels que : Heliarc®
Multimaster® & Aristo®
• Automatisation :Manipulateurs ESABPositionneurs & vireursChariots pour arc submergé (A2 & A6)Procédés tels que : “ Synergic Cold Wire ” & “ Friction StirWelding ”Projets clé en main
• Ligne complète de tables de coupe• Ligne complète de consommables: électrodes, fils
tubulaires & fils solides pour différents matérielstels que : acier doux, acier allié, acier inoxydable &aluminium.Atomarc® & OK 55.00® Dual Shield®, Coreweld® & Coreshield®
Arcaloy® & OK® Spoolarc®, Unionmelt® & OK® FluxShield Bright® (X-tra)
• Équipe locale professionnelle pouvant vous offrir desservices tels que : Formation sur place, Support technique
25 De Lauzon, suite 5 6010 Tomken RoadBoucherville, QC J4B 1E7 Mississauga, ON L5T 1X9Tél : 450- 655-4318 Tél : 877-935-3226Fax : 450-449-6620 Fax : 800-363-8841
Votre partenairepour le soudage

15LE JOURNAL DE L’ISQ Vol.13 N. 2
LE RÉSEAU FRANCOPHONE DU SOUDAGE
QUALITÉ
Conseils :
• Utiliser de préférence des électrodes SMAW et des filsfourrés FCAW à enrobage basique. Dans le casd’électrodes à enrobage rutile, préférer celles àenrobages moins épais. En soudage bout à bout,augmenter le diamètre de l’électrode SMAW et, ensoudage d’angle, pour effectuer la première passe,diminuer le diamètre de l’électrode SMAW ou du fil fourréFCAW.
• En soudage SMAW et FCAW en passe large, limiter lalargeur de balayage (par exemple à 3 fois le diamètrede l’âme de l’électrode SMAW).
• Augmenter l’intensité de courant de soudage (SMAW,SAW), la vitesse de fil (FCAW) et la tension (FCAW,SAW) et diminuer la vitesse de soudage.
• En FCAW, progression obligatoire «à droite» pour undroitier, c’est-à-dire «en tirant».
• En SAW, utiliser une préparation sans jeu ou meuler/gouger jusqu’au métal sain avant d’effectuer la repriseà l’envers. Respecter la polarité prescrite par lefournisseur.
SOUFFLURES
Les soufflures sont des poches de gaz (cavités) qui n’ontpu se dégager du bain de fusion et sont restéesemprisonnées dans la masse du métal fondu après sasolidification. Les soufflures sont des défauts volumiques.Les soufflures rondes ou sphéroïdales, du fait de leurforme arrondies ne sont pas aussi dangereuses que lessoufflures vermiculaires de longueur plus grande et enforme de «vermicule», c’est-à-dire de galerie de vers (d’oùleur nom), de corne, ou de virgule et qui prennent naissancedans l’axe du cordon. Il existe aussi des soufflures en
arête de poisson, en forme de chevron, provenant degrandes quantités de masses gazeuses n’ayant pu se libérerdu bain de fusion avant sa solidification.Ces défauts sont dus à la présence de gaz provenantsoit des réactions chimiques au sein du bain de fusion [FeO+ C = Fe + CO], [CO + ½ O2 = CO2] , [H2O = H2 + ½ O2](enrobages, fils, flux, gaz), soit de l’air ambiant, soit de lacombustion de corps étrangers (eau, huile, graisse, peinturedans le joint etc.).
Conseils:
• Bien nettoyer les bords à souder.• Souder avec une forte énergie linéaire de soudage, et
corrélativement une faible vitesse d’avance (qui permetau bain de dégazer) et des valeurs d’intensité de courantet de tension élevées.
• Utiliser des produits d’apport exempts d’humidité ou àhumidité contrôlée (fils propres, non mouillés, électrodesenrobées et flux basiques étuvées).
• Utiliser la bonne polarité d’électrode préconisée par lefabricant.
• En SMAW, tenir un arc court et maintenir l’angleapproprié d’inclinaison de l’électrode.
• Vérifier le débit de gaz de protection à la torche ( GMAW,FCAW) ainsi que l’étanchéité des canalisations de gazde protection et du circuit de fluide de refroidissementde la torche.
• Protéger le bain de fusion contre les courants d’air.• En FCAW, souder obligatoirement «en tirant», c’est-à-
dire «à droite» pour un droitier.• En GMAW et FCAW, enlever les projections de métal
qui adhèrent à l’intérieur de la buse de protection et surle tube contact car elles gênent le passage du gaz deprotection.
• En SAW, conserver le flux dans un endroit sec, l’étuversi nécessaire suivant les consignes du fabricant et évitertoute reprise d’humidité. Limiter aussi le recyclage duflux.
COLLAGES – MANQUES DE FUSION
Le collage ou manque de fusion est un manque de liaisonentre le métal déposé et le métal de base ou entre deuxpasses adjacentes de métal déposé. Il se produit lorsquele métal déposé fondu est en contact avec du métal nonfondu par l’arc, puis qu’il se solidifie.
En tant que défaut «plat», le collage aussi appelé manque

LE JOURNAL DE L’ISQ Vol.13 N. 216
LE RÉSEAU FRANCOPHONE DU SOUDAGE
QUALITÉ
• Trop grande vitesse d’avance.• Mauvaise inclinaison de l’électrode ou de la torche.• Bain «froid», typique du soudage GMAW sous CO2 avec
transfert par court-circuit.• Écartement des bords ou angle d’ouverture de la
préparation trop petits.
Conseils :
• Augmenter l’intensité de courant de soudage (SMAW,SAW), la vitesse de fil (GMAW, FCAW) et la tension(FCAW, SAW) et diminuer la vitesse de soudage.
• En FCAW, progression obligatoire «à droite», c’est-à-dire «en tirant».
de fusion est un défaut dangereux car il affecte sérieusementla résistance du joint soudé, surtout en fatigue.
Les causes possibles de collages ou manques de fusionsont :
• Progression trop rapide du bain de fusion, par rapport àl’arc, ce qui est fréquent en soudage en position verticaledescendante.
• Énergie linéaire de soudage trop faible (bords nonfondus).
• En GMAW, préférer les préparations sans méplat (talon).• En FCAW et GMAW, pour effectuer la passe de
pénétration sans reprise à l’envers, utiliser des fils depetit diamètre. Éviter un trop gros bain de fusion.S’assurer que le fil se dévide de façon continue etrégulière (placer le faisceau de câbles le plus droitpossible, vérifier la pression des galets, nettoyer le tube-contact, adapter son diamètre et celui de la gaine àcelui du fil).
Votre fournisseur de solutionsDivision Québec
De partout au QuébecLe magasin le plus près de chez-vous
1-800-225-8247
SUCCURSALES TÉLÉPHONESAnjou 514-353-3340Baie-Comeau 418-296-5032Beauce 418-228-8021Chicoutimi 418-549-7718Chibougamau 418-748-2700Hull – Gatineau 819-568-3211Laval 450-668-2665Longueuil 450-677-8031Médigaz 514-324-0202Mirabel 450-436-1365Rimouski 418-724-6323Sept-Îles 418-962-5591Sherbrooke 819-569-5903St-Hyacinthe 450-773-8666Trois-Rivières 819-374-1755Vanier 418-683-2388Victoriaville 819-758-5226Ville St-Laurent 514-336-4050Glace sèche 450-929-0096Livrée partout au Québec le lendemain1-877-452-2373Mini-Vrac, CO2 514-324-5830Carbo-Service 24 heures/jour 7 jours/sem.1-800-892-2726

17LE JOURNAL DE L’ISQ Vol.13 N. 2
LE RÉSEAU FRANCOPHONE DU SOUDAGE
QUALITÉ
• En SMAW, diminuer le diamètre de l’électrode enrobéeainsi que le volume des passes et augmenter son angled’inclinaison.
• Maintenir la torche GMAW, FCAW, SAW dans un plande symétrie par rapport au joint.
• Si possible, souder en position légèrement montantepour éviter que le bain ne passe devant.
• En SAW, diminuer la longueur libre de fil (longueur de filsorti ou «stick-out» en anglais).
MANQUE DE PÉNÉTRATION
Le manque de pénétration est une absence partielle defusion des bords à souder, laissant subsister un intersticeentre ces bords. Dans ce cas, la soudure n’intéresse pastoute l’épaisseur du métal de base. Le manque depénétration (lorsqu’il est interdit) est un défaut grave, (detype «plat»), car il diminue localement la section du joint etconstitue une amorce de rupture très préjudiciable à la tenueà la corrosion et au travail en fatigue, notamment quand ilest situé à la racine d’une soudure sans reprise à l’envers.
Conseils :
• Réduire le méplat (talon) et augmenter l’écartement desbords.
• Respecter la polarité d’électrode prescrite par lefournisseur
• Augmenter l’intensité du courant de soudage (SMAW,SAW), la vitesse de fil (FCAW) et la tension (FCAW,SAW) et diminuer la vitesse de soudage.
• Augmenter l’angle d’inclinaison de l’électrode SMAW oude la torche GMAW, FCAW.

LE JOURNAL DE L’ISQ Vol.13 N. 218
LE RÉSEAU FRANCOPHONE DU SOUDAGE
QUALITÉ
• Utiliser des électrodes basiques de préférence.• Diminuer le diamètre de l’électrode enrobée SMAW• Préférer des électrodes à enrobage moins épais.• Conserver une longueur d’arc constante (SMAW)• Maintenir la torche GMAW, FCAW, SAW dans un plan
de symétrie par rapport au joint.• En GMAW, préférer les préparations sans méplat (talon).
S’assurer que le fil se dévide de façon continue etrégulière.
• En FCAW, progression obligatoire «à droite», c’est-à-dire «en tirant».
• En FCAW, pour effectuer la passe de pénétration sansreprise à l’envers, limiter si possible le diamètre du filfourré.
• En SAW, respecter la polarité, diminuer la longueur librede fil (stick-out) et incliner la torche vers l’avant de 0o à30o.
CANIVEAUX ET MORSURES
Un caniveau est un manque de métal en forme de sillonqui s’étend sur une certaine longueur du bord d’un cordonde soudure.Une morsure est un manque local de métal situé sur lebord d’un cordon de soudure; une morsure est un caniveaude très courte longueur.
Suivant leurs dimensions, les caniveaux sont tolérés parcertains codes, lorsque la soudure n’est soumise qu’à descontraintes statiques. Dans le cas de contraintesdynamiques, et suivant leurs dimensions et leur orientationpar rapport aux contraintes, les canivaux et les morsurespeuvent être interdits, notamment pour la résistance à lafatigue car ils sont dangereux.
Conseils :
• S’assurer que le dévidage du fil GMAW et FCAW se faitde façon continue et sans à-coup. Laisser le faisceaude câbles le plus droit possible, vérifier ou changer lagaine et le tube-contact, ajuster la pression des galetsd’entraînement, enlever les projections qui adhèrent àl’extrémité du tube-contact. Utiliser un tube-contact etune gaine adaptés au diamètre du fil utilisé. Utiliser unfaisceau le plus court possible.

19LE JOURNAL DE L’ISQ Vol.13 N. 2
LE RÉSEAU FRANCOPHONE DU SOUDAGE
QUALITÉ
• Augmenter la vitesse de dévidage du fil GMAW, afinque l’intensité du courant de soudage augmente.
• Diminuer la tension d’arc GMAW, FCAW et SAW.• Dans le cas des caniveaux, diminuer la vitesse d’avance
et dans le cas des morsures, maintenir une vitessed’avance plus régulière.
• Répartir les cordons adjacents pour qu’ils sechevauchent d’environ un tiers. Avec un cordon étroit,maintenir l’électrode SMAW ou la torche GMAW, SAWdans le plan bissecteur. Avec un cordon large, réalisépar oscillation transversale, augmenter la fréquence dubalayage et les temps d’arrêt sur les bords du cordon.
• En cas de soufflage magnétique, essayer d’en diminuerles causes (points de soudure plus nombreux et plusrapprochés, rapprochement de la prise de masse, ajoutde masses additionnelles, etc.).
• Diminuer la longueur d’arc• Respecter la polarité de l’électrode enrobée SMAW
recommandée par le fabricant.• Avec le procédé SMAW, diminuer la vitesse d’avance
(c’est-à-dire la longueur de métal déposé par l’électrode)et l’intensité du courant de soudage et éventuellementle diamètre de l’électrode.
• Pour la passe de pénétration SMAW, diminuerl’écartement.
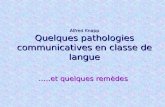
SURÉPAISSEUR EXCESSIVE ET CONVEXITÉEXCESSIVE
Une surépaisseur excessive est un excès d’épaisseur demétal déposé d’une soudure bout à bout.
Une convexité excessive est un défaut d’une soudured’angle qui lui procure un profil exagérément convexe.Dans les deux cas, il s’agit d’un excès de métal à la surfacede la soudure.
Surépaisseur excessive
Convexité excessive
Conseils :
• Augmenter la vitesse de soudage et diminuer la grosseurdu bain.
• Augmenter l’angle d’inclinaison de l’électrode SMAW oude la torche GMAW.
• Avec le procédé GMAW, utiliser de préférence desmélanges gazeux Argon-CO2 ou Argon-1 à 3% oxygènequi procurent un bon mouillage.
• Avec une électrode enrobée à enrobage rutile (et nonbasique) on peut diminuer légèrement la longueur del’arc.

LE JOURNAL DE L’ISQ Vol.13 N. 220
LE RÉSEAU FRANCOPHONE DU SOUDAGE
QUALITÉ
• Limiter le nombre de cordons.
• Diminuer la vitesse de dévidage du fil GMAW ou FCAW,pour diminuer la quantité de métal déposé par unité delongueur.
EFFONDREMENTS
Un effondrement est un affaissement du métal déposé dûà une fusion excessive conduisant par gravité à un excès et(ou) à un manque de métal.Dans les soudures bout à bout en une seule passe, uneffondrement crée un manque de métal à l’endroit et unexcès de pénétration à l’envers.
Conseils :
• Diminuer l’intensité du courant de soudage SMAW,GTAW et SAW, ou la vitesse de dévidage du fil GMAW,FCAW et revoir le réglage de la tension de soudage.
• Augmenter la vitesse de soudage GMAW, FCAW, SAW.• Avec le procédé SMAW, diminuer le diamètre de
l’électrode enrobée et, avec une électrode rutile, choisirune électrode à enrobage moins épais.
• En soudage SAW de cordons d’angle, diminuer lediamètre du fil.
• Diminuer le volume des passes. En position horizontale(en corniche), effectuer des cordons étroits plutôt quedes cordons larges.
• Dans l’exécution de soudures d’angle à plat avec descordons larges réalisés par oscillation transversale,augmenter le temps d’arrêt de l’électrode SMAW ou dufil GMAW ou FCAW dans la partie haute pour diminuerles effets de la gravité sur un gros bain.
• Vérifier que le débit de gaz de protection n’est pasexagérément élevé.