Catalogue Ceratech 2017 -...
23
47 PROFILéS POUR CARRELAGE Profilés pour carrelage (Explications techniques) .................................................................................................................................. 47 Profilé chant droit ................................................................................................................................................................................................................................................ 53 Listel - Profilé de finition ..................................................................................................................................................................................................................... 54 Profilé de finition - Profilé 1/4 rond .................................................................................................................................................................... 55 Angle pour profilé 1/4 de rond .................................................................................................................................................................................... 56 Transition .................................................................................................................................................................................................................................................................................... 57 Couvre-joint ........................................................................................................................................................................................................................................................................ 58 Protection d’angle .............................................................................................................................................................................................................................................. 59 Joint de dilatation .............................................................................................................................................................................................................................................. 60 Plinthe ................................................................................................................................................................................................................................................................................................ 61 Nez de marche - Angle - Bouchon ........................................................................................................................................................................... 62 Nez de marche .......................................................................................................................................................................................................................................................... 63 Clipper ............................................................................................................................................................................................................................................................................................ 64 Profilé SDB ............................................................................................................................................................................................................................................................................ 65 Squarelight .......................................................................................................................................................................................................................................................................... 66 Duralis Led ............................................................................................................................................................................................................................................................................ 67 Florentostep led - Led strip ........................................................................................................................................................................................................ 68 Accessoire led ............................................................................................................................................................................................................................................................... 69 Notes :
-
Upload
truongduong -
Category
Documents
-
view
219 -
download
0
Transcript of Catalogue Ceratech 2017 -...

47
Profilés Pour CarrelageProfilés pour carrelage (Explications techniques) .................................................................................................................................. 47
Profilé chant droit ................................................................................................................................................................................................................................................ 53
Listel - Profilé de finition ..................................................................................................................................................................................................................... 54
Profilé de finition - Profilé 1/4 rond .................................................................................................................................................................... 55
Angle pour profilé 1/4 de rond .................................................................................................................................................................................... 56
Transition .................................................................................................................................................................................................................................................................................... 57
Couvre-joint ........................................................................................................................................................................................................................................................................ 58
Protection d’angle .............................................................................................................................................................................................................................................. 59
Joint de dilatation .............................................................................................................................................................................................................................................. 60
Plinthe ................................................................................................................................................................................................................................................................................................ 61
Nez de marche - Angle - Bouchon ........................................................................................................................................................................... 62
Nez de marche .......................................................................................................................................................................................................................................................... 63
Clipper ............................................................................................................................................................................................................................................................................................ 64
Profilé SDB ............................................................................................................................................................................................................................................................................ 65
Squarelight .......................................................................................................................................................................................................................................................................... 66
Duralis Led ............................................................................................................................................................................................................................................................................ 67
Florentostep led - Led strip ........................................................................................................................................................................................................ 68
Accessoire led ............................................................................................................................................................................................................................................................... 69
Notes :

48
Notes :

49
1-En PVC :Principe de l’extrusion des plastiques
L’extrusion est un procédé industriel thermomécanique. Il permet de transformer la matière première, comme le plastique, à l’aide d’une extrudeuse, en un produit profi lé long comme des tubes en plastique ou des tubes en PVC, des rideaux de plastique, des tuyaux, ou plat à savoir les sacs de plastique, le fi lm alimentaire, etc. La transformationse fait sous pression avec un conditionnement en température bien approprié.Le procédé d’extrusion de plastique consiste à introduire dans une cavité de l’extrudeuse, la matière première qui est le plastique brut, sous forme de granulés solides. La machine fait chauffer les granulats à une température convenable à l’extrusion, afi n d’obtenir une pâte de plastique homogène et fondue.
Techniques d’extrusionPour la fabrication d’objets de formes variées, la pâte de plastique en fusion, arrivant de l’extrudeuse, est directement injectée sous pression à travers les parois d’un moule. Le processus d’extrusion sera ensuite achevé par refroidissement du moule à l’aide d’un circuit de refroidissement prévu à cette fi n. Le durcissement de la pièce ainsi fabriquée est alors assuré.Un deuxième procédé, appelé l’extrusion par gonfl age, est utilisé pour la production de produits de grande longueur qui seront découpés par la suite selon les besoins. Dans ce cas, la tête de la fi lière de l’extrudeuse est réglée pour obtenir un fi n tube de plastique fondu.Et aussi par souffl age d’air comprimé, le tube est donc gonfl é comme un ballon, ses parois vont s’affi ner. Ce tube est pincé entre deux gros rouleaux, ce qui permet d’obtenir un fi lm fi n à double épaisseur. Ce dernier va être enroulé sur une bobine, ainsi il est prêt à être utilisé pour fabriquer des sacs de plastique ou des fi lms alimentaires par exemple.
Le procédé d’extrusion s’applique également à divers produits comme les métaux, les caoutchoucs, dans les briqueteries pour la production de briques alvéolaires en argiles ou, dans l’industrie alimentaire pour la production de pâtes par exemple. L’extrudeuse, parfois nommée boudineuse, comprend un fourreau cylindrique chauffant (thermorégulé) à l’intérieur duquel tourne une (ou deux) vis sans fi n alimentée(s) à travers des doseurs par des trémies d’alimentation en granulés ou en poudre.Le fourreau est composé de plusieurs modules fermés ou équipés d’un orifi ce d’alimentation ou de dégazage.La vis est caractérisée par sa longueur (L) et son diamètre (D) ainsi que par le ratio de ces deux paramètres (L/D). La vis est constituée d’un ensemble d’éléments de vis assemblés sur un arbre cannelé.La vis malaxe, compresse, cisaille, échauffe et transporte en continu la matière fl uidifi ée et homogène vers la fi lière. Celle-ci conférera à la masse plastifi ée la forme désirée.Pour la fabrication de fi lms plastiques (fi lm étirable, sac poubelle, ...), le matériau passe à travers une fi lière à entrefer fi n, de manière à former un extrudat de quelques dixièmes de millimètres d’épaisseur.Dans le cas de la fabrication de profi lés, l’extrudeuse est généralementsuivie d’un bac de calibration qui ajuste la pièce aux tolérances recherchées. La mise aux dimensions se fait à l’entrée du bac via un calibrateur lubrifi é, ensuite la pièce est refroidie par échange thermiqueavec un fl ux d’eau circulant.Cette opération peut faire appel à plusieurs techniques dont le choix est déterminé notamment par les dimensions de la pièce à réaliser
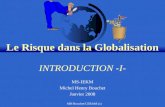
Schéma d’une extrudeuse montrant la vis sans fi n (1) dans le fourreau chauffant et l’extrudat encore fl uide (4) sortant de la fi lière de la tête d’extrusion (3).
Propriétés du plastiqueLe plastique, connu pour ses propriétés thermo-physiques (température de fusion, viscosité), est largement utilisé dans l’industrie. C’est une matière organique de synthèse qui dérive du pétrole.En effet, les molécules d’hydrocarbures peuvent se transformer en polymères de masse plus importante, pour obtenir une résine de base.Lors de la transformation de cette résine, en matière plastique utilisable, d’autres additifs et adjuvants sont ajoutés pour lui donner son aspect plastique, sa couleur et plus particulièrement sa résistance aux chocs et au vieillissement.
2-En Aluminium :1854 :- Première apparition de l’aluminium lors d’une présentation à l’Académiedes sciences par le chimiste français Sainte-Claire Deville, sous la forme d’un lingot, obtenue par voie chimique.
1886 :- Invention du procédé d’électrolyse de l’aluminium par Paul Héroult (France) et Charles Martin Hall (USA) - Depuis l’aluminium a connu un développement très important grâce notamment à son utilisation dans les industries ayant attrait au transport :aviation, automobile, marine. Il est aussi employé dans l’emballage, le bâtiment, l’électricité, la mécanique , etc...Une aluminerie moderne est un vaste complexe industriel où chaque secteur est tributaire des autres secteurs - de l’arrivée des matières premières par bateau, par train ou par camion, jusqu’à l’expédition des lingots d’aluminium. Il est donc impératif qu’au départ, les services d’approvisionnement s’assurent que les matières premières, les biens et les services nécessaires à la fabrication de l’aluminium soient livrés et entreposés à temps et en quantités suffi santes. L’ensemble des opérations requiert donc une coordination parfaite entre tous les intervenants.Le processus de fabrication de l’aluminium de première fusion se déroule en deux grandes phases. Chacune comporte plusieurs étapes. A/L’extraction de l’alumineLa bauxite est constituée d’environ 75 % d’alumine hydratée (Al2O3 • 3H2O et Al2O3 • H2O). Elle est d’abord pulvérisée dans d’immenses broyeurs, puis mélangée dans des autoclaves à une solution de soude caustique. À haute température et sous pression, la soude caustique dissout l’alumine hydratée et produit une solution d’aluminate de sodium.Les impuretés demeurent à l’état solide; elles sont séparées de la solutiond’aluminate par lavage et fi ltration sous pression.Les résidus, appelés boues rouges, sont inertes ; ils contiennent surtout des oxydes de fer, de silicium et de titane, et sont retirés par décantation et fi ltration. On lave les boues rouges pour en récupérer les produits chimiques et on les met au rebut, par couches successives, sur un terrain préparé à cette fi n.
parfois nommée boudineuse, comprend un fourreau cylindrique chauffant (thermorégulé) à l'intérieur duquel tourne une (ou deux) vis sans fin alimentée(s) à travers des doseurs par des trémies d’alimentation en granulés ou en poudre.
Le fourreau est composé de plusieurs modules fermés ou équipés d’un orifice d’alimentation ou de dégazage.
La vis est caractérisée par sa longueur (L) et son diamètre (D) ainsi que par le ratio de ces deux paramètres (L/D). La vis est constituée d’un ensemble d’éléments de vis assemblés sur un arbre cannelé.
La vis malaxe, compresse, cisaille, échauffe et transporte en continu la matière fluidifiée et homogène vers la filière. Celle-ci conférera à la masse plastifiée la forme désirée.
Pour la fabrication de films plastiques (film étirable, sac poubelle, ...), le matériau passe à travers une filière à entrefer fin, de manière à former un extrudat de quelques dixièmes de millimètres d'épaisseur.
Dans le cas de la fabrication de profilés, l'extrudeuse est généralement suivie d'un bac de calibration qui ajuste la pièce aux tolérances recherchées. La mise aux dimensions se fait à l'entrée du bac via un calibrateur lubrifié, ensuite la pièce est refroidie par échange thermique avec un flux d'eau circulant.
Cette opération peut faire appel à plusieurs techniques dont le choix est déterminé notamment par les dimensions de la pièce à réaliser
Schéma d’une extrudeuse montrant la vis sans fin (1) dans le fourreau chauffant et l’extrudat encore fluide (4) sortant de la filière de la tête d’extrusion (3).
Profilés Pour Carrelage
Explications Techniques
50
Explications Techniques
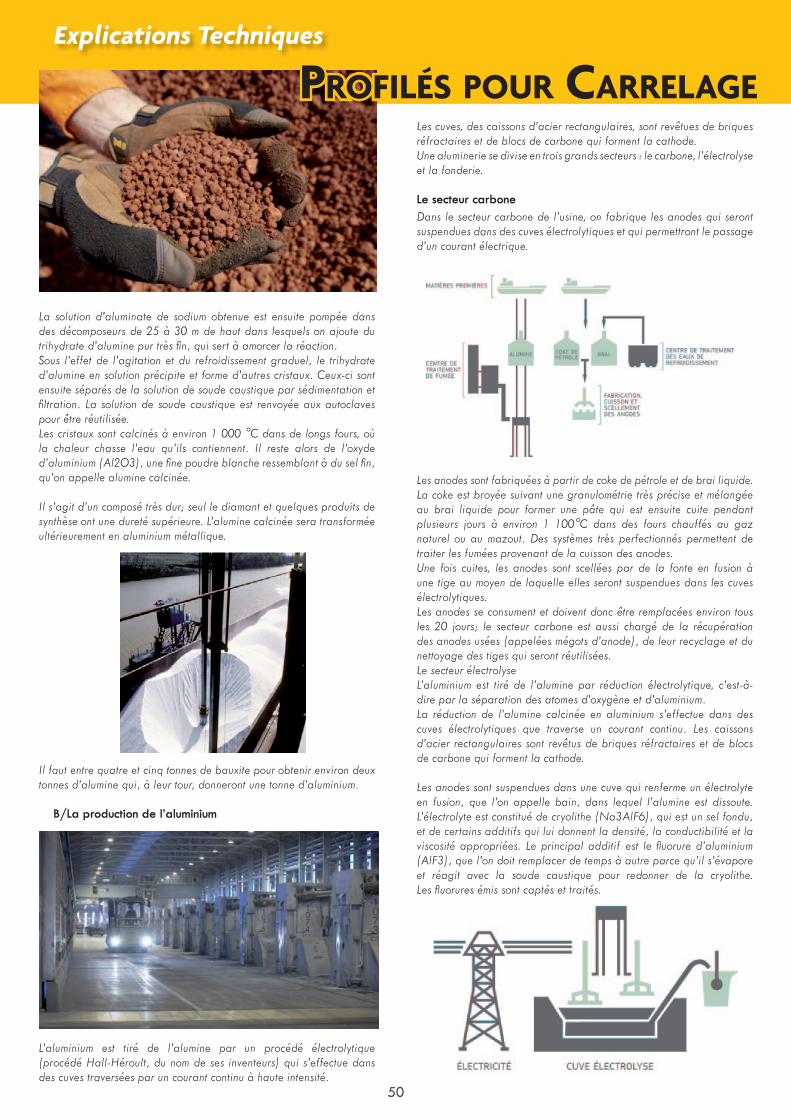
La solution d’aluminate de sodium obtenue est ensuite pompée dans des décomposeurs de 25 à 30 m de haut dans lesquels on ajoute du trihydrate d’alumine pur très fi n, qui sert à amorcer la réaction. Sous l’effet de l’agitation et du refroidissement graduel, le trihydrate d’alumine en solution précipite et forme d’autres cristaux. Ceux-ci sont ensuite séparés de la solution de soude caustique par sédimentation et fi ltration. La solution de soude caustique est renvoyée aux autoclaves pour être réutilisée.Les cristaux sont calcinés à environ 1 000 °C dans de longs fours, où la chaleur chasse l’eau qu’ils contiennent. Il reste alors de l’oxyde d’aluminium (Al2O3), une fi ne poudre blanche ressemblant à du sel fi n, qu’on appelle alumine calcinée.
Il s’agit d’un composé très dur; seul le diamant et quelques produits de synthèse ont une dureté supérieure. L’alumine calcinée sera transformée ultérieurement en aluminium métallique.
Il faut entre quatre et cinq tonnes de bauxite pour obtenir environ deux tonnes d’alumine qui, à leur tour, donneront une tonne d’aluminium.
B/La production de l’aluminium
L’aluminium est tiré de l’alumine par un procédé électrolytique (procédé Hall-Héroult, du nom de ses inventeurs) qui s’effectue dans des cuves traversées par un courant continu à haute intensité.
Les cuves, des caissons d’acier rectangulaires, sont revêtues de briques réfractaires et de blocs de carbone qui forment la cathode.Une aluminerie se divise en trois grands secteurs : le carbone, l’électrolyseet la fonderie.
Le secteur carboneDans le secteur carbone de l’usine, on fabrique les anodes qui serontsuspendues dans des cuves électrolytiques et qui permettront le passaged’un courant électrique.
Les anodes sont fabriquées à partir de coke de pétrole et de brai liquide.La coke est broyée suivant une granulométrie très précise et mélangéeau brai liquide pour former une pâte qui est ensuite cuite pendant plusieurs jours à environ 1 100°C dans des fours chauffés au gaz naturel ou au mazout. Des systèmes très perfectionnés permettent de traiter les fumées provenant de la cuisson des anodes.Une fois cuites, les anodes sont scellées par de la fonte en fusion à une tige au moyen de laquelle elles seront suspendues dans les cuves électrolytiques.Les anodes se consument et doivent donc être remplacées environ tous les 20 jours; le secteur carbone est aussi chargé de la récupération des anodes usées (appelées mégots d’anode), de leur recyclage et du nettoyage des tiges qui seront réutilisées.Le secteur électrolyseL’aluminium est tiré de l’alumine par réduction électrolytique, c’est-à-dire par la séparation des atomes d’oxygène et d’aluminium. La réduction de l’alumine calcinée en aluminium s’effectue dans des cuves électrolytiques que traverse un courant continu. Les caissons d’acier rectangulaires sont revêtus de briques réfractaires et de blocs de carbone qui forment la cathode.
Les anodes sont suspendues dans une cuve qui renferme un électrolyte en fusion, que l’on appelle bain, dans lequel l’alumine est dissoute. L’électrolyte est constitué de cryolithe (Na3AlF6), qui est un sel fondu, et de certains additifs qui lui donnent la densité, la conductibilité et la viscosité appropriées. Le principal additif est le fl uorure d’aluminium (AlF3), que l’on doit remplacer de temps à autre parce qu’il s’évaporeet réagit avec la soude caustique pour redonner de la cryolithe. Les fl uorures émis sont captés et traités.
Le processus de fabrication de l’aluminium de première fusion se déroule en deux grandes phases. Chacune comporte plusieurs étapes. A/L'extraction de l'alumine
La bauxite est constituée d’environ 75 % d’alumine hydratée (Al2O3 • 3H2O et Al2O3 • H2O). Elle est d’abord pulvérisée dans d'immenses broyeurs, puis mélangée dans des autoclaves à une solution de soude caustique. À haute température et sous pression, la soude caustique dissout l'alumine hydratée et produit une solution d'aluminate de sodium. Les impuretés demeurent à l'état solide; elles sont séparées de la solution d’aluminate par lavage et filtration sous pression.
Les résidus, appelés boues rouges, sont inertes; ils contiennent surtout des oxydes de fer, de silicium et de titane, et sont retirés par décantation et filtration. On lave les boues rouges pour en récupérer les produits chimiques et on les met au rebut, par couches successives, sur un terrain préparé à cette fin.
La solution d'aluminate de sodium obtenue est ensuite pompée dans des décomposeurs de 25 à 30 m de haut dans lesquels on ajoute du trihydrate d'alumine pur très fin, qui sert à amorcer la réaction. Sous l'effet de l'agitation et du refroidissement graduel, le trihydrate d'alumine en solution précipite et forme d’autres cristaux. Ceux-ci sont ensuite séparés de la solution de soude caustique par sédimentation et filtration. La solution de soude caustique est renvoyée aux autoclaves pour être réutilisée.
Les cristaux sont calcinés à environ 1 000 °C dans de longs fours, où la chaleur chasse l'eau qu'ils contiennent. Il reste alors de l'oxyde d'aluminium (Al2O3), une fine poudre blanche ressemblant à du sel fin, qu’on appelle alumine calcinée.
Il s’agit d’un composé très dur; seul le diamant et quelques produits de synthèse ont une dureté supérieure. L’alumine calcinée sera transformée ultérieurement en aluminium métallique.
Il faut entre quatre et cinq tonnes de bauxite pour obtenir environ deux tonnes d'alumine qui, à leur tour, donneront une tonne d'aluminium.
B/La production de l'aluminium
Il s’agit d’un composé très dur; seul le diamant et quelques produits de synthèse ont une dureté supérieure. L’alumine calcinée sera transformée ultérieurement en aluminium métallique.
Il faut entre quatre et cinq tonnes de bauxite pour obtenir environ deux tonnes d'alumine qui, à leur tour, donneront une tonne d'aluminium.
B/La production de l'aluminium
L'aluminium est tiré de l'alumine par un procédé électrolytique (procédé Hall-Héroult, du nom de ses inventeurs) qui s'effectue dans des cuves traversées par un courant continu à haute intensité. Les cuves, des caissons d'acier rectangulaires, sont revêtues de briques réfractaires et de blocs de carbone qui forment la cathode.
Une aluminerie se divise en trois grands secteurs : le carbone, l'électrolyse et la fonderie.
Le secteur carbone
Dans le secteur carbone de l’usine, on fabrique les anodes qui seront suspendues dans des cuves électrolytiques et qui permettront le passage d’un courant électrique.
Les anodes sont fabriquées à partir de coke de pétrole et de brai liquide. La coke est broyée suivant une granulométrie très précise et mélangée au brai liquide pour former une pâte qui est ensuite cuite pendant plusieurs jours à environ 1 100°C dans des fours chauffés au gaz naturel ou au mazout. Des systèmes très perfectionnés permettent de traiter les fumées provenant de la cuisson des anodes.
Une fois cuites, les anodes sont scellées par de la fonte en fusion à une tige au moyen de laquelle elles seront suspendues dans les cuves électrolytiques.
Les anodes se consument et doivent donc être remplacées environ tous les 20 jours; le secteur carbone est aussi chargé de la récupération des anodes usées (appelées mégots d’anode), de leur recyclage et du nettoyage des tiges qui seront réutilisées.
Le secteur électrolyse
L'aluminium est tiré de l'alumine par réduction électrolytique, c'est-à-dire par la séparation des atomes d'oxygène et d'aluminium. La réduction de l'alumine calcinée en aluminium s'effectue dans des cuves électrolytiques que traverse un courant continu. Les caissons d'acier rectangulaires sont revêtus de briques réfractaires et de blocs de carbone qui forment la cathode.
Les anodes sont suspendues dans une cuve qui renferme un électrolyte en fusion, que l'on appelle bain, dans lequel l'alumine est dissoute. L'électrolyte est constitué de cryolithe (Na3AlF6), qui est un sel fondu, et de certains additifs qui lui donnent la densité, la conductibilité et la viscosité appropriées. Le principal additif est le fluorure d'aluminium (AlF3), que l'on doit remplacer de temps à autre parce qu'il s'évapore et réagit avec la soude caustique pour redonner de la cryolithe. Les fluorures émis sont captés et traités.
Dans le bain électrolytique, le courant électrique passe de l'anode à la cuve et réduit les molécules d'alumine en aluminium et en oxygène à une température d'environ 950 °C. C'est ce que l'on appelle l'électrolyse. L'oxygène réagit au carbone de l'anode pour former des gaz carbonés (CO et CO2). L'aluminium, plus lourd que le bain, se dépose au fond de la cuve. Ce procédé exige de grandes quantités d'énergie, soit entre 13 et 17 kilowattheures par kilo d'aluminium
Dans le secteur de l'automobile, on recycle également une grande part de la production. Plus de 80 % des pièces de voitures fabriquées en aluminium sont recyclées, et la quantité d'aluminium utilisée dans les voitures augmente d'année en année. D'ici peu, nous aurons des automobiles entièrement recyclables.
C/Définition du filage
Le filage consiste à placer du métal solide chauffé à la température dite de filage dans un outillage appelé généralement conteneur et de la faire ressortir par un orifice (d'une filière, en général) plus petit en exerçant une poussée. À partir d'un certain effort, il y a écoulement plastique à travers la filière. Cette dernière peut avoir des formes variées.
L'intérêt de la méthode est sa simplicité, le coût modéré des outillages. Elle permet d'obtenir avec un nombre limité d'opérations des déformations très importantes.
Profilés Pour Carrelage

51
Explications Techniques
Dans le bain électrolytique, le courant électrique passe de l’anode à la cuve et réduit les molécules d’alumine en aluminium et en oxygène à une température d’environ 950 °C. C’est ce que l’on appelle l’électrolyse. L’oxygène réagit au carbone de l’anode pour former des gaz carbonés (CO et CO2). L’aluminium, plus lourd que le bain, se dépose au fond de la cuve. Ce procédé exige de grandes quantités d’énergie, soit entre 13 et 17 kilowattheures par kilo d’aluminium Dans le secteur de l’automobile, on recycle également une grande part de la production. Plus de 80 % des pièces de voitures fabriquées en aluminium sont recyclées, et la quantité d’aluminium utilisée dans les voitures augmente d’année en année. D’ici peu, nous aurons des automobiles entièrement recyclables.
C/Défi nition du fi lageLe fi lage consiste à placer du métal solide chauffé à la température dite de fi lage dans un outillage appelé généralement conteneur et de la faire ressortir par un orifi ce (d’une fi lière, en général) plus petit en exerçant une poussée. À partir d’un certain effort, il y a écoulement plastique à travers la fi lière. Cette dernière peut avoir des formes variées.L’intérêt de la méthode est sa simplicité, le coût modéré des outillages. Elle permet d’obtenir avec un nombre limité d’opérations des déformationstrès importantes.
La mise en œuvre est relativement faible. En revanche, le nombre de formes est par essence limité.Il est possible de fi ler un grand nombre de métaux : alliages d’aluminium,aciers, alliages de cuivre, alliages de magnésium, etc.
D/Le fi lage direct
La billette (cylindre plein de métal) de métal préalablement chauffée est placée dans le conteneur. Un poinçon exerce une poussée. Le métal est d’abord plaqué contre la fi lière et fi le à travers la fi lière en prenant sa forme défi nitive.
C’est le procédé de fi lage le plus simple. Il présente des inconvénients principalement à cause du frottement du métal sur la surface interne du conteneur. Ce frottement pouvant avoir des conséquences sur les outillages eux-mêmes mais également sur la structure du métal. La maîtrise de la lubrifi cation modère cet inconvénient.
E/Le fi lage inverse
Dans le cas du fi lage inverse, la fi lière est placée à l’extrémité d’un poinçon. La billette chauffée est placée dans le conteneur. Puis on applique une tête sur le conteneur. C’est donc l’ensemble, billette, conteneur et tête qui avance vers la fi lière. Le métal fi le à l’intérieur du poinçon.Le gros avantage de la méthode réside dans la suppression des frottements entre la billette et le conteneur. L’effort de fi lage est minoréce qui permet l’utilisation de presses moins puissantes. L’absence de frottement supprime une partie des échauffements ce qui permet une meilleure maîtrise de la structure métallique et limite le risque de défauts de surface. Dans le cas de l’aluminium, on peut supprimer presque complètement la zone corticale à gros grains. Il est plus facile de maîtriser les tolérances géométriques.L’inconvénient provient du poinçon qui compte tenu de sa forme creuse est plus fragile et travaille au fl ambage. De plus le montage des outillages est plus complexe et nécessite des alignements plus rigoureux que la méthode en direct. De plus, le nombre de formes possibles est plus limité que le fi lage direct.F/Le fi lage inverse en conteneurIl s’agit là d’une méthode beaucoup moins utilisée que les deux précédentes. L’objectif est différent puisque le produit obtenu est un tube avec un fond (appelé étui). Les longueurs de fi lage sont forcément plus courtes. Cette méthode est utilisée pour la fabrication de composants d’armement (douille d’obus, ogive), de bouteilles à gaz en acier ou en alliage d’aluminium. Les formes sont limitées.La billette chauffée ou froide et lubrifi ée est placée dans une matrice fermée à une extrémité par un tasseau. Un poinçon vient pousser sur la billette qui fi le le long du poinçon en formant un étui. Il est éjecté grâce à une poussée sur le tasseau.
La mise en œuvre est relativement faible. En revanche, le nombre de formes est par essence limité.
Il est possible de filer un grand nombre de métaux : alliages d'aluminium, aciers, alliages de cuivre, alliages de magnésium, etc.
D/Le filage direct
La billette (cylindre plein de métal) de métal préalablement chauffée est placée dans le conteneur. Un poinçon exerce une poussée. Le métal est d'abord plaqué contre la filière et file à travers la filière en prenant sa forme définitive.
C'est le procédé de filage le plus simple. Il présente des inconvénients principalement à cause du frottement du métal sur la surface interne du conteneur. Ce frottement pouvant avoir des conséquences sur les outillages eux-mêmes mais également sur la structure du métal. La maîtrise de la lubrification modère cet inconvénient.
E/Le filage inverse
Dans le cas du filage inverse, la filière est placée à l'extrémité d'un poinçon. La billette chauffée est placée dans le conteneur. Puis on applique une tête sur le conteneur. C'est donc l'ensemble, billette, conteneur et tête qui avance vers la filière. Le métal file à l'intérieur du poinçon.
Le gros avantage de la méthode réside dans la suppression des frottements entre la billette et le conteneur. L'effort de filage est minoré ce qui permet l'utilisation de presses moins puissantes. L'absence de frottement supprime une partie des échauffements ce qui permet une meilleure maîtrise de la structure métallique et limite le risque de défauts de surface. Dans le cas de l'aluminium, on peut supprimer presque complètement la zone corticale à gros grains. Il est plus facile de maîtriser les tolérances géométriques.
L'inconvénient provient du poinçon qui compte tenu de sa forme creuse est plus fragile et travaille au flambage. De plus le montage des outillages est plus complexe et nécessite des alignements plus rigoureux que la méthode en direct. De plus, le nombre de formes possibles est plus limité que le filage direct.
F/Le filage inverse en conteneur
Il s'agit là d'une méthode beaucoup moins utilisée que les deux précédentes. L'objectif est différent puisque le produit obtenu est un tube avec un fond (appelé étui).
Les longueurs de filage sont forcément plus courtes. Cette méthode est utilisée pour la fabrication de composants d'armement (douille d'obus, ogive), de bouteilles à gaz en acier ou en alliage d'aluminium. Les formes sont limitées.
La billette chauffée ou froide et lubrifiée est placée dans une matrice fermée à une extrémité par un tasseau. Un poinçon vient pousser sur la billette qui file le long du poinçon en formant un étui. Il est éjecté grâce à une poussée sur le tasseau.
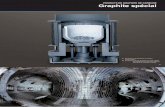
G/Le filage sur aiguille
Le filage sur aiguille permet de filer des tubes. Le matériau de départ est une billette évidée. Elle peut être évidée par perçage, usinage ou forgeage.
Le poinçon est équipé d'une aiguille qui est emmanchée sur la billette creuse. En poussant dans la filière, le métal est contenu entre la filière et l'aiguille. On obtient un tube monobloc sans soudure.
Il existe une variante dite filage sur nez d'aiguille où l'aiguille est fixe.
Schéma du filage sur aiguille permettant d'obtenir un tube sans soudure
Profilés Pour Carrelage

52
Explications Techniques
G/Le fi lage sur aiguilleLe fi lage sur aiguille permet de fi ler des tubes. Le matériau de départ est une billette évidée. Elle peut être évidée par perçage, usinage ou forgeage.Le poinçon est équipé d’une aiguille qui est emmanchée sur la billette creuse. En poussant dans la fi lière, le métal est contenu entre la fi lière et l’aiguille. On obtient un tube monobloc sans soudure.Il existe une variante dite fi lage sur nez d’aiguille où l’aiguille est fi xe.
H/Filage de l’acierLa diffi culté du fi lage de l’acier réside dans la température du métal de départ. Pour obtenir des contraintes d’écoulement suffi samment faibles, il faut chauffer le métal entre 1 000 °C et 1 250 °C.La lubrifi cation au graphite n’est pas possible, le fi lm de graphite se rompra à cause de la température. De plus, l’apport de carbone du graphite peut modifi er en surface la composition en carbone ce qui changera certaines caractéristiques.La lubrifi cation utilisée est une lubrifi cation vitreuse par apport de verre sous forme de poudre ou de tissu. Ce type de lubrifi cation peut être utilisable pour d’autres matériaux : alliages de titane, de zirconium ou de tungstène.
I/Filage des alliages d’aluminium Pour les alliages d’aluminium, il existe deux types de fi lage direct : le fi lage sans lubrifi ant (dit également chemisé) et le fi lage lubrifi é.Dans le cas du fi lage sans lubrifi cation, il y a création d’un dépôt d’aluminium sur l’intérieur du conteneur : la chemise. Cette méthode permet d’utiliser des billettes brutes de fonderie sans écroutage (usinage de la surface) en éliminant les imperfections de surface. Le procédé est simple et permet d’obtenir de beaux états de surface. En revanche, il est nécessaire d’utiliser des presses plus puissantes en comparaison avec le fi lage lubrifi é ou inverse.La surface externe étant freinée, le centre de la billette fi le plus vite que la périphérie. Il y a risque d’hétérogénéité structurale et formation en fi n de fi lage d’un défaut appelé invagination. Le centre de la face arrière de la billette est aspiré.À l’inverse, le fi lage direct lubrifi é demande des presses moins puissantes et donne une meilleure structure interne au métal. Mais les produits obtenus ont un moins bel état de surface.
L’anodisation est un traitement de surface (de type conversion) qui permet de protéger ou de décorer une pièce en Aluminium (ou alliage) ou Titane (ou alliage), par oxydation anodique (couche électriquementisolante de 5 à 50 micromètres). Elle octroie aux matériaux une meilleure résistance à l’usure, à la corrosion et à la chaleur. L’épaisseur est fonction de la destination du produit fi nal.
Pour les usages courants à l’intérieur cinq micromètres sont suffi sants,dix pour l’extérieur, vingt pour le bord de mer et parfois plus (anodisationdure) pour des usages spécifi ques très agressifs. L’anodisation améliore également l’aspect (incolore ou teinté). L’opération consiste en une succession de bains suivis de rinçage : un premier pour préparer la surface, un second pour produire l’oxyde, un troisième pour la couleuréventuelle et enfi n le dernier pour stabiliser. L’oxydation naturelle incontrôlée des pièces en aluminium ne forme pas de barrière étanche, sauf pour certains alliages d’aluminium moins sensibles aux corrosions (exemple AG6).
Cet oxyde d’aluminium, très pur, (nom : alumine, (blanche en couche épaisse)) est d’une dureté très élevée (c’est le corindon, utilisé dans les abrasifs). L’anodisation forme une couche de cristaux qui sont très hygrophiles, propriété que l’on utilise pour colmater la surface.
Cette hydratation (dernière phase du traitement) provoque une combinaison stable avec cet oxyde (étanche aux agents corrosifs) (pratiqué à chaud, plus de 70 °C, certains ajoutent du bichromatede potassium 50 g/l). Dans le cas de l’aluminium ces cristaux permettent d’emprisonner des colorants très fi ns qui sont bloqués dans la structure. La couleur des pièces en Titane anodisé dépend de la tension appliquée lors de l’anodisation (à composition de bain identique).
Les couleurs obtenues sont très agréables. Il est possible aussi de ne pas colmater la couche d’anodisation, notamment dans le cas où une couche de peinture est appliquée ultérieurement. En effet la couche poreuse servira de base d’accroche (mécanique) à la peinture.
Type d’anodisation sur aluminiumOAS : Oxydation Anodique SulfuriqueOAC : Oxydation Anodique Chromique (À base de Chrome VI, en voie de disparition à cause de la réglementation REACH)OAD : Oxydation Anodique Dure (Anodisation dure)OAST : Oxydation Anodique SulfoTartrique (Développé par Airbus en remplacement de l’OAC avant peinture)OASB : Oxydation Anodique SulfoBorique (Développé par Boeing en remplacement de l’OAC avant peinture)
Remarques : Par temps très froid ne posez pas une main humide sur une surface anodisée : le phénomène de gel est accéléré et vous resteriez très solidement collé à la façon des cyanoacrylates.
• Quand on manipule des pièces anodisées, on entend le bruit caractéristique des microcristaux qui crissent.
Les longueurs de filage sont forcément plus courtes. Cette méthode est utilisée pour la fabrication de composants d'armement (douille d'obus, ogive), de bouteilles à gaz en acier ou en alliage d'aluminium. Les formes sont limitées.
La billette chauffée ou froide et lubrifiée est placée dans une matrice fermée à une extrémité par un tasseau. Un poinçon vient pousser sur la billette qui file le long du poinçon en formant un étui. Il est éjecté grâce à une poussée sur le tasseau.
G/Le filage sur aiguille
Le filage sur aiguille permet de filer des tubes. Le matériau de départ est une billette évidée. Elle peut être évidée par perçage, usinage ou forgeage.
Le poinçon est équipé d'une aiguille qui est emmanchée sur la billette creuse. En poussant dans la filière, le métal est contenu entre la filière et l'aiguille. On obtient un tube monobloc sans soudure.
Il existe une variante dite filage sur nez d'aiguille où l'aiguille est fixe.
Schéma du filage sur aiguille permettant d'obtenir un tube sans soudure
L'anodisation est un traitement de surface (de type conversion) qui permet de protéger ou de décorer une pièce en Aluminium (ou alliage) ou Titane (ou alliage), par oxydation anodique (couche électriquement isolante de 5 à 50 micromètres). Elle octroie aux matériaux une meilleure résistance à l'usure, à la corrosion et à la chaleur. L'épaisseur est fonction de la destination du produit final.
Pour les usages courants à l'intérieur cinq micromètres sont suffisants, dix pour l'extérieur, vingt pour le bord de mer et parfois plus (anodisation dure) pour des usages spécifiques très agressifs. L'anodisation améliore également l'aspect (incolore ou teinté). L'opération consiste en une succession de bains suivis de rinçage : un premier pour préparer la surface, un second pour produire l'oxyde, un troisième pour la couleur éventuelle et enfin le dernier pour stabiliser. L'oxydation naturelle incontrôlée des pièces en aluminium ne forme pas de barrière étanche, sauf pour certains alliages d'aluminium moins sensibles aux corrosions (exemple AG6).
Cet oxyde d'aluminium, très pur, (nom : alumine, (blanche en couche épaisse)) est d'une dureté très élevée (c'est le corindon, utilisé dans les abrasifs). L'anodisation forme une couche de cristaux qui sont très hygrophiles, propriété que l'on utilise pour colmater la surface. Cette hydratation (dernière phase du traitement) provoque une combinaison stable avec cet oxyde (étanche aux agents corrosifs) (pratiqué à chaud, plus de 70 °C, certains ajoutent du bichromate de potassium 50 g/l). Dans le cas de l'aluminium ces cristaux permettent d'emprisonner des colorants très fins qui sont bloqués dans la structure. La couleur des pièces en Titane anodisé dépend de la tension appliquée lors de l'anodisation (à composition de bain identique). Les couleurs obtenues sont très agréables. Il est possible aussi de ne pas colmater la couche d'anodisation, notamment
Profilés Pour Carrelage

53
La protection parfaite des bords de carrelage, existe dans de nombreuses fi nitions.
Profilé CHaNT DroiT
Coupe de la pose d’un profi lé chant droit
Mise en situation d’un profi lé chant droit
Profi lé aluminium anodisé argent et or
HauteurAluminium
naturelAluminium
anodisé argentInox
8 mm L.BEND.80.A L.BEND.80.AE DSE.80.ZF
10 mm L.BEND.100.A L.BEND.100.AE DSE.100.ZF
12,5 mm L.BEND.125.A L.BEND.125.AE DSE.125.ZF
Référence en barre de 2,5 ml
Profilé CHaNT DroiT CiNTraBle
Mise en situation d’une pose de profi lé chant droit cintrableMise en situation d’une pose
HauteurPVC Blanc
en barre de 2,7ml
6 mm DROIT6.270
8 mm DROIT8.270
10 mm DROIT10.270
12,5 mm DROIT12.270
HauteurAluminium
naturelAluminium anodisé
argent et orInox
6 mm AWR.60 AEWR.60 L60E
8 mm AWR.80 AEWR.80 L80E
10 mm AWR.100 AEWR.100 L100E
12,5 mm AWR.125 AEWR.125 L125E
Compléter la référence par la longueur 250 ou 300 (Ex. AWR.60.250)
Référence en barre de 250 ou 300 cm
HauteurAluminium anodisé
super brillantAluminium
laqué blanc*
6 mm DSA662 L60A10
8 mm DSA862 L80A10
10 mm DSA1062 L100A10
12,5 mm DSA1262 L125A10
* Existe aussi en gris clair, beige et noir
Référence en barre de 2,5 ml
Produits Commercialisés
Profilés Pour Carrelage

54
Produits Commercialisés
Une gamme de listels en métal innovants pour la décoration des murs et des sols.
lisTel
Profilé De fiNiTioN Carré aluMiNiuM
Coupe de la pose d’un listel
Mise en situation de la pose d’un listelMise en situation de la pose d’un listel
Listel aluminium anodisé matListel aluminium anodisé mat
Aluminium anodisé argent brillant - barre de 2,5 ml
Aluminium anodisé mat*barre de 2,5 ml
Hauteur Argent Or Argent Or
10 mm U.100.AE.SG U.100.AE.G.SG U.100.AE U.100.AE.G
15 mm U.150.AE.SG U.150.AE.G.SG U.150.AE U.150.AE.G
20 mm U.200.AE.SG U.200.AE.G.SG U.200.AE U.200.AE.G
* Existe également en coloris Champagne et Titane
Référence (barre de 2,5 ml)
HauteurAluminium
naturel
Aluminium anodisé argent
Aluminium anodisé argent brillant
Aluminium anodisé or
brillant
7 mm Q 70 A Q 70 AE Q 70 AE-SG Q 70 AE-GG
9 mm Q 90 A Q 90 AE Q 90 AE-SG Q 90 AE-GG
11 mm Q 110 A Q 110 AE Q 110 AE-SG Q 110 AE-GG
12,5 mm Q 125 A Q 125 AE Q 125 AE-SG Q 125 AE-GG
Référence Angle
HauteurAluminium anodisé argent
Aluminium anodisé argent
brillant
Aluminium anodisé or
brillant
7 mm Q Corner 70 AE Q Corner 70 AE SG Q Corner 70 AE GG
9 mm Q Corner 90 AE Q Corner 90 AE SG Q Corner 90 AE GG
11 mm Q Corner 110 AE Q Corner 110 AE SG Q Corner 110 AE GG
12,5 mm Q Corner 70 AE Q Corner 125 AE SG Q Corner 125 AE GG
PROFILE DE FINITION CARRE Aluminium
Référence ( barre de 2,5 ml)
Hauteur Alu Naturel
Alu Anodisé Argent
Alu Anodisé Argent Brillant
Alu Anodisé Or Brillant
7 m/m Q 70 A Q 70 AE Q 70 AE-SG Q 70 AE-GG
9 m/m Q 90 A Q 90 AE Q 90 AE-SG Q 90 AE-GG
11 m/m Q 110 A Q 110 AE Q 110 AE-SG Q 110 AE-GG
12,5 m/m Q 125 A Q 125 AE Q 125 AE-SG Q 125 AE-GG
Référence – ANGLE
Hauteur Alu Anodisé Argent
Alu Anodisé Argent Brillant
Alu Anodisé Or Brillant
7 m/m Q Corner 70 AE Q Corner70 AE-SG Q Corner 70 AE-GG
9 m/m Q Corner 90 AE Q Corner 90 AE-SG Q Corner 90 AE-GG
11 m/m Q Corner 110 AE Q Corner 110 AE-SG Q Corner 110 AE-GG
12,5 m/m Q Corner 125 AE Q Corner 125 AE-SG Q Corner125 AE-GG
Profilés Pour Carrelage

55
Produits Commercialisés
Profilé De fiNiTioN Carré iNoX
Toujours une protection d’angle mais en le rendant moins saillant.
Profilé 1/4 roND
Coupe de la pose d’un profi lé 1/4 rond
Mise en situation de la pose d’un profi lé 1/4 rondMise en situation de la pose d’un profi lé 1/4 rond
Profi lés laqué blanc
Hauteur Référence en barre de 2,5ml
6 mm DRAC60
8 mm DRAC80
10 mm DRAC100
12,5 mm DRAC125
Laqué blanc*
* Existe aussi en gris clair, beige et noir
Hauteur Référence en barre de 2,5ml
6 mm BLANC6
8 mm BLANC8
10 mm BLANC10
12,5 mm BLANC12
PVC blanc*
* Existe aussi en gris, ivoire et beige
Référence en barre de 2,5mlRéférence
en barre de 3ml
HauteurAluminium
naturel
Aluminium anodisé argent
Aluminium anodisé argentsuper brillant
Inox Inox
6 mm D60A D60AE D60.AE.SG C60E/250 C60E/300
8 mm D80A D80AE D80.AE.SG C80E/250 C80E/300
10 mm D100A D100AE D100.AE.SG C100E/250 C100E/300
12,5 mm D125A D125AE D125.AE.SG C125E/250 C125E/300
Référence en barre de 2,5ml
HauteurInox
naturelInox
brosséInoxpoli
Inoxchromé
7 mm EQR 60 EGQR 60 EPQR 60 ECQR 60
9 mm EQR 80 EGQR 80 EPQR 80 ECQR 80
11 mm EQR 100 EGQR 100 EPQR 100 ECQR 100
12 mm EQR 110 EGQR 110 EPQR 110 ECQR 110
13,5 mm EQR 125 EGQR 125 EPQR 125 ECQR 125
16 mm EQR 150 EGQR 150 EPQR 150 ECQR 150
Référence - Angle de fi nition
HauteurInox
naturelInox
brosséInoxpoli
Inoxchromé
7 mm EQV 60 EGQV 60 EPQV 60 ECQV 60
9 mm EQV 80 EGQV 80 EPQV 80 ECQV 80
11 mm EQV 100 EGQV 100 EPQV 100 ECQV 100
12 mm EQV 110 EGQV 110 EPQV 110 ECQV 110
13,5 mm EQV 125 EGQV 125 EPQV 125 ECQV 125
Profilé de finition carré Inox
Référence Hauteur
Inox Naturel Inox Brossé Inox Poli Inox Chromé
7 m/m EQR 60 EGQR 60 EPQR 60 ECQR 60
9 m/m EQR 80 EGQR 80 EPQR 80 ECQR 80
11 m/m EQR 100 EGQR 100 EPQR 100 ECQR 100
12 m/m EQR 110 EGQR 110 EPQR 110 ECQR 110
13,5 m/m EQR 125 EGQR 125 EPQR 125 ECQR 125
16 m/m EQR 150 EGQR 150 EPQR 150 ECQR 150
Référence Hauteur
Inox Naturel Inox Brossé Inox Poli Inox Chromé
7 m/m EQV 60 EGQV 60 EPQV 60 ECQV 60
9 m/m EQV 80 EGQV 80 EPQV 80 ECQV 80
11 m/m EQV 100 EGQV 100 EPQV 100 ECQV 100
12 m/m EQV 110 EGQV 110 EPQV 110 ECQV 110
13,5 m/m EQV 125 EGQV 125 EPQV 125 ECQV 125
Profilé de finition carré Inox
Référence Hauteur
Inox Naturel Inox Brossé Inox Poli Inox Chromé
7 m/m EQR 60 EGQR 60 EPQR 60 ECQR 60
9 m/m EQR 80 EGQR 80 EPQR 80 ECQR 80
11 m/m EQR 100 EGQR 100 EPQR 100 ECQR 100
12 m/m EQR 110 EGQR 110 EPQR 110 ECQR 110
13,5 m/m EQR 125 EGQR 125 EPQR 125 ECQR 125
16 m/m EQR 150 EGQR 150 EPQR 150 ECQR 150
Référence Hauteur
Inox Naturel Inox Brossé Inox Poli Inox Chromé
7 m/m EQV 60 EGQV 60 EPQV 60 ECQV 60
9 m/m EQV 80 EGQV 80 EPQV 80 ECQV 80
11 m/m EQV 100 EGQV 100 EPQV 100 ECQV 100
12 m/m EQV 110 EGQV 110 EPQV 110 ECQV 110
13,5 m/m EQV 125 EGQV 125 EPQV 125 ECQV 125
Profilés Pour Carrelage

56
Produits Commercialisés
Hauteur Angle sortant Angle rentrant
6 mm D.COR.60.AE.SG D.COR.I.60.AE.SG
8 mm D.COR.80.AE.SG D.COR.I.80.AE.SG
10 mm D.COR.100.AE.SG D.COR.I.100.AE.SG
12,5 mm D.COR.125.AE.SG D.COR.I.125.AE.SG
Aluminium anodisé super brillant
Hauteur Angle sortant Angle rentrant
6 mm D.CORNER.60.AE D.CORNER.I.60.AE
8 mm D.CORNER.80.AE D.CORNER.I.80.AE
10 mm D.CORNER.100.AE D.CORNER.I.100.AE
12,5 mm D.CORNER.125.AE D.CORNER.I.125.AE
Aluminium anodisé
Hauteur Angle sortant Angle rentrant
6 mm DRE60Y DRE60YI
8 mm DRE80Y DRE80YI
10 mm DRE100Y DRE100YI
12,5 mm DRE125Y DRE125YI
Inox
Hauteur Angle sortant Angle rentrant
6 mm D.CORNER.60.A10 D.CORNER.I.60.A10
8 mm D.CORNER.80.A10 D.CORNER.I.80.A10
10 mm D.CORNER.100.A10 D.CORNER.I.100.A10
12,5 mm D.CORNER.125.A10 D.CORNER.I.125.A10
Aluminium laqué blanc*
* Existe aussi en gris clair, beige et noir
Des angles nets, parfaits et une mise en œuvre très rapide.
aNgle Pour Profilé 1/4 De roND
Mise en situation d’un angle pour profi lé 1/4 de rond
PVC blancPVC blanc
Hauteur Angle sortant
6 mm DBP630Y
8 mm DBP830Y
10 mm DBP930Y
12,5 mm DBP1230Y
PVC blanc*
* Existe aussi en gris, ivoire et beige
Profilés Pour Carrelage
57
Produits Commercialisés
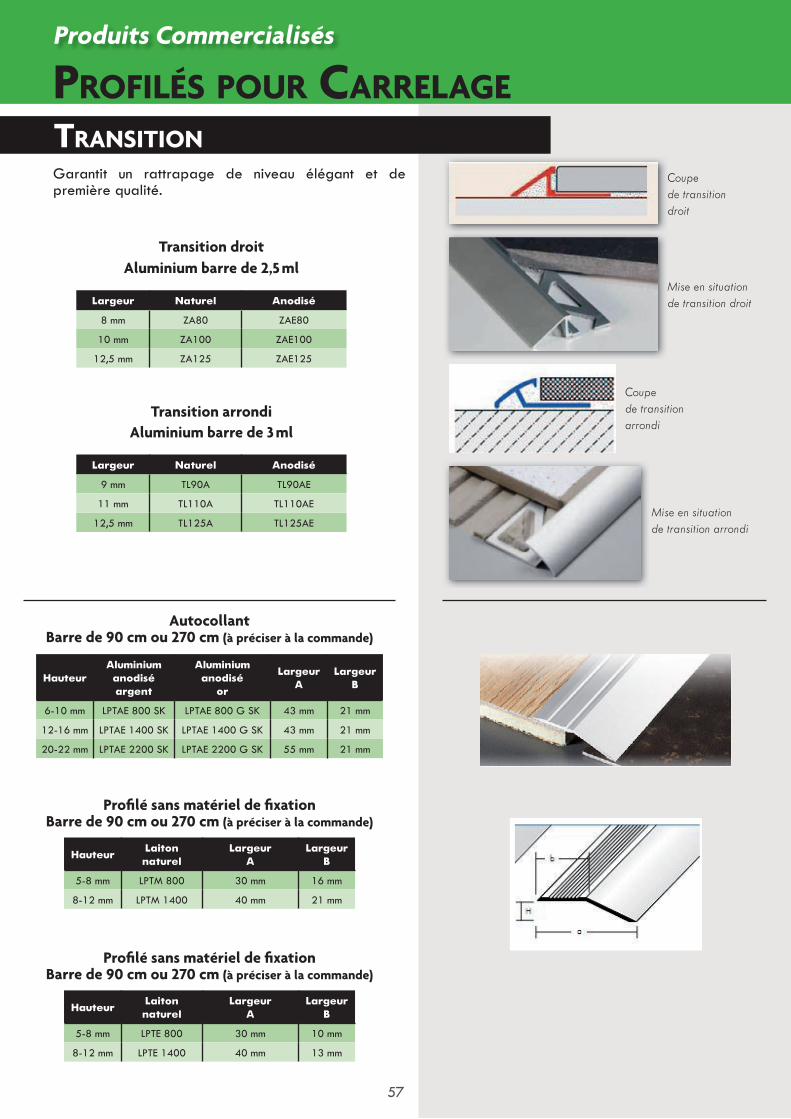
Largeur Naturel Anodisé
8 mm ZA80 ZAE80
10 mm ZA100 ZAE100
12,5 mm ZA125 ZAE125
Largeur Naturel Anodisé
9 mm TL90A TL90AE
11 mm TL110A TL110AE
12,5 mm TL125A TL125AE
HauteurAluminium anodisé argent
Aluminium anodisé
or
Largeur A
Largeur B
6-10 mm LPTAE 800 SK LPTAE 800 G SK 43 mm 21 mm
12-16 mm LPTAE 1400 SK LPTAE 1400 G SK 43 mm 21 mm
20-22 mm LPTAE 2200 SK LPTAE 2200 G SK 55 mm 21 mm
HauteurLaiton naturel
Largeur A
Largeur B
5-8 mm LPTM 800 30 mm 16 mm
8-12 mm LPTM 1400 40 mm 21 mm
HauteurLaiton naturel
Largeur A
Largeur B
5-8 mm LPTE 800 30 mm 10 mm
8-12 mm LPTE 1400 40 mm 13 mm
Aluminium barre de 2,5 ml
Transition arrondi
Transition droit
Aluminium barre de 3 ml
Garantit un rattrapage de niveau élégant et de première qualité.
AutocollantBarre de 90 cm ou 270 cm (à préciser à la commande)
Profi lé sans matériel de fi xationBarre de 90 cm ou 270 cm (à préciser à la commande)
Profi lé sans matériel de fi xationBarre de 90 cm ou 270 cm (à préciser à la commande)
TraNsiTioNCoupe de transition droit
Coupe de transition arrondi
Mise en situation de transition droit
Mise en situation de transition arrondi
− Autocollant − Barre de 90cm ou 270 cm ( A PRECISER A LA COMMANDE)
Hauteur H Alu anodisé argent Alu anodisé or Largeur A Largeur B 6-10MM LPTAE 800 SK LPTAE 800 – G SK 43MM 21MM 12-16MM LPTAE 1400 SK LPTAE 1400 – G SK 43MM 21MM 20-22MM LPTAE 2200 SK LPTAE 2200 – G SK 55MM 21MM
Hauteur H Laiton naturel Largeur A Largeur B 5-8MM LPTM 800 30MM 16MM 8-12MM LPTM 1400 40MM 21MM
− Barre de 90cm ou 270 cm ( A PRECISER A LA COMMANDE) − Profilé sans matériel de fixation
Hauteur H Inox naturel Largeur A Largeur B 5-8MM LPTE 800 30MM 10MM 8-12MM LPTE 1400 40MM 13MM
− Barre de 90cm ou 270 cm ( A PRECISER A LA COMMANDE) − Profilé sans matériel de fixation
− Autocollant − Barre de 90cm ou 270 cm ( A PRECISER A LA COMMANDE)
Hauteur H Alu anodisé argent Alu anodisé or Largeur A Largeur B 6-10MM LPTAE 800 SK LPTAE 800 – G SK 43MM 21MM 12-16MM LPTAE 1400 SK LPTAE 1400 – G SK 43MM 21MM 20-22MM LPTAE 2200 SK LPTAE 2200 – G SK 55MM 21MM
Hauteur H Laiton naturel Largeur A Largeur B 5-8MM LPTM 800 30MM 16MM 8-12MM LPTM 1400 40MM 21MM
− Barre de 90cm ou 270 cm ( A PRECISER A LA COMMANDE) − Profilé sans matériel de fixation
Hauteur H Inox naturel Largeur A Largeur B 5-8MM LPTE 800 30MM 10MM 8-12MM LPTE 1400 40MM 13MM
− Barre de 90cm ou 270 cm ( A PRECISER A LA COMMANDE) − Profilé sans matériel de fixation
Profilés Pour Carrelage

58
Produits Commercialisés
CouVre JoiNT
CouVre JoiNT Mur eT sol graNDe largeur
Finition 14 mm 25 mm
Naturel T140A T250A
Anodisé argent T140AE T250AE
Anodisé or T140AEG T250AEG
Anodisé Titane T140AET T250AET
Aluminium barre de 2,5 ml
Coupe d’un couvre-joint
Mise en situation d’un couvre-jointMise en situation d’un couvre-joint
Largeur 50 mm 60 mm 70 mm 90 mm 140 mm
Alu anodisé DFAE KF 50 DFAE KF 60 DFAE KF 70 DFAE KF 90 DFAE KF 140
PVC Blanc DFP KF 5030 DFP KF 7030
PVC Beige DFP KF 5032 DFP KF 7032
PVC Gris DFP KF 5038 DFP KF 7038
COUVRE JOINTS MURS ET SOLS GRANDE LARGEUR
Largeur 50 mm 60 mm 70 mm 90 mm 140 mm
Alu Anodisé DFAE KF 50 DFAE KF 60 DFAE KF 70 DFAE KF 90 DFAE KF 140
PVC Blanc DFP KF 5030 - DFP KF 7030 - -
PVC Beige DFP KF 5032 - DFP KF 7032 - -
PVC Gris DFP KF 5038 - DFP KF 7038 - -
Largeur 50 mm 60 mm 70 mm 90 mm 140 mm
Alu Anodisé DFAE KF 50-X DFAE KF 60-X DFAE KF 70-X DFAE KF 90-X DFAE KF 140-X
PVC Blanc DFP KF 5030-X - DFP KF 7030-X - -
PVC Beige DFP KF 5032-X - DFP KF 7032-X - -
PVC Gris DFP KF 5038-X - DFP KF 7038-X - -
ATTENTION : clips de fixation à commander séparément
CLIP TYPE A (40mm) Largeur du joint : mini 15mm / maxi 30mm HC-A CLIP TYPE B (60mm) Largeur du joint : mini 20mm / maxi 45mm HC-B
Utilisation au sol (1 clip tous les 30 cm) Utilisation au mur (1 clip tous les 60 cm)
Largeur joint Largeur profilé Clips Largeur joint Largeur profilé Clips 15-20mm 50mm Type A 15-30mm 50mm TypeA 20-30mm 60mm Type A 20-45mm 60mm Type B 25-35mm 70mm Type B 30-45mm 70mm Type B 30-45mm 90mm Type B 35-45mm 90mm Type B
- - 40-45mm 140mm Type B
COUVRE JOINTS MURS ET SOLS GRANDE LARGEUR
Largeur 50 mm 60 mm 70 mm 90 mm 140 mm
Alu Anodisé DFAE KF 50 DFAE KF 60 DFAE KF 70 DFAE KF 90 DFAE KF 140
PVC Blanc DFP KF 5030 - DFP KF 7030 - -
PVC Beige DFP KF 5032 - DFP KF 7032 - -
PVC Gris DFP KF 5038 - DFP KF 7038 - -
Largeur 50 mm 60 mm 70 mm 90 mm 140 mm
Alu Anodisé DFAE KF 50-X DFAE KF 60-X DFAE KF 70-X DFAE KF 90-X DFAE KF 140-X
PVC Blanc DFP KF 5030-X - DFP KF 7030-X - -
PVC Beige DFP KF 5032-X - DFP KF 7032-X - -
PVC Gris DFP KF 5038-X - DFP KF 7038-X - -
ATTENTION : clips de fixation à commander séparément
CLIP TYPE A (40mm) Largeur du joint : mini 15mm / maxi 30mm HC-A CLIP TYPE B (60mm) Largeur du joint : mini 20mm / maxi 45mm HC-B
Utilisation au sol (1 clip tous les 30 cm) Utilisation au mur (1 clip tous les 60 cm)
Largeur joint Largeur profilé Clips Largeur joint Largeur profilé Clips 15-20mm 50mm Type A 15-30mm 50mm TypeA 20-30mm 60mm Type A 20-45mm 60mm Type B 25-35mm 70mm Type B 30-45mm 70mm Type B 30-45mm 90mm Type B 35-45mm 90mm Type B
- - 40-45mm 140mm Type B
COUVRE JOINTS MURS ET SOLS GRANDE LARGEUR
Largeur 50 mm 60 mm 70 mm 90 mm 140 mm
Alu Anodisé DFAE KF 50 DFAE KF 60 DFAE KF 70 DFAE KF 90 DFAE KF 140
PVC Blanc DFP KF 5030 - DFP KF 7030 - -
PVC Beige DFP KF 5032 - DFP KF 7032 - -
PVC Gris DFP KF 5038 - DFP KF 7038 - -
Largeur 50 mm 60 mm 70 mm 90 mm 140 mm
Alu Anodisé DFAE KF 50-X DFAE KF 60-X DFAE KF 70-X DFAE KF 90-X DFAE KF 140-X
PVC Blanc DFP KF 5030-X - DFP KF 7030-X - -
PVC Beige DFP KF 5032-X - DFP KF 7032-X - -
PVC Gris DFP KF 5038-X - DFP KF 7038-X - -
ATTENTION : clips de fixation à commander séparément
CLIP TYPE A (40mm) Largeur du joint : mini 15mm / maxi 30mm HC-A CLIP TYPE B (60mm) Largeur du joint : mini 20mm / maxi 45mm HC-B
Utilisation au sol (1 clip tous les 30 cm) Utilisation au mur (1 clip tous les 60 cm)
Largeur joint Largeur profilé Clips Largeur joint Largeur profilé Clips 15-20mm 50mm Type A 15-30mm 50mm TypeA 20-30mm 60mm Type A 20-45mm 60mm Type B 25-35mm 70mm Type B 30-45mm 70mm Type B 30-45mm 90mm Type B 35-45mm 90mm Type B
- - 40-45mm 140mm Type B
COUVRE JOINTS MURS ET SOLS GRANDE LARGEUR
Largeur 50 mm 60 mm 70 mm 90 mm 140 mm
Alu Anodisé DFAE KF 50 DFAE KF 60 DFAE KF 70 DFAE KF 90 DFAE KF 140
PVC Blanc DFP KF 5030 - DFP KF 7030 - -
PVC Beige DFP KF 5032 - DFP KF 7032 - -
PVC Gris DFP KF 5038 - DFP KF 7038 - -
Largeur 50 mm 60 mm 70 mm 90 mm 140 mm
Alu Anodisé DFAE KF 50-X DFAE KF 60-X DFAE KF 70-X DFAE KF 90-X DFAE KF 140-X
PVC Blanc DFP KF 5030-X - DFP KF 7030-X - -
PVC Beige DFP KF 5032-X - DFP KF 7032-X - -
PVC Gris DFP KF 5038-X - DFP KF 7038-X - -
ATTENTION : clips de fixation à commander séparément
CLIP TYPE A (40mm) Largeur du joint : mini 15mm / maxi 30mm HC-A CLIP TYPE B (60mm) Largeur du joint : mini 20mm / maxi 45mm HC-B
Utilisation au sol (1 clip tous les 30 cm) Utilisation au mur (1 clip tous les 60 cm)
Largeur joint Largeur profilé Clips Largeur joint Largeur profilé Clips 15-20mm 50mm Type A 15-30mm 50mm TypeA 20-30mm 60mm Type A 20-45mm 60mm Type B 25-35mm 70mm Type B 30-45mm 70mm Type B 30-45mm 90mm Type B 35-45mm 90mm Type B
- - 40-45mm 140mm Type B
Largeur 50 mm 60 mm 70 mm 90 mm 140 mm
Alu anodisé DFAE KF 50-X DFAE KF 60-X DFAE KF 70-X DFAE KF 90-X DFAE KF 140-X
PVC Blanc DFP KF 5030-X DFP KF 7030-X
PVC Beige DFP KF 5032-X DFP KF 7032-X
PVC Gris DFP KF 5038-X DFP KF 7038-X
Utilisation au sol (1 clip tous les 30 cm) Utilisation au mur (1 clip tous les 60 cm)
Largeur joint
Largeur profi lé
ClipsLargeur
jointLargeur profi lé
Clips
15-20 mm 50 mm Type A 15-30 mm 50 mm Type A
20-30 mm 60 mm Type A 20-45 mm 60 mm Type B
25-35 mm 70 mm Type B 30-45 mm 70 mm Type B
30-45 mm 90 mm Type B 35-45 mm 90 mm Type B
40-45 mm 140 mm Type B
CLIP TYPE A (40mm) Largeur du joint : mini 15mm / maxi 30mm
HC-A
CLIP TYPE B (60mm) Largeur du joint : mini 20mm / maxi 45mm
HC-B
ATTENTION : clips de fi xation à commander séparément
Profilés Pour Carrelage

59
Produits Commercialisés
Largeur Aluminium naturel - Epaisseur 2mm
20/20 WPA2020
25/25 WPA2525
30/15 WPA3015
30/30 WPA3030
LargeurAluminium anodisé argent
Epaisseur 2mm
25/25 DGAE2525
50/50 DGAE5050
LargeurAluminium anodisé or
Epaisseur 2mm
25/25 DGAE2525G
50/50 DGAE5050G
LargeurAluminium laqué blanc
Epaisseur 2mm
25/25 DGAC2525
50/50 DGAC5050
Largeur Aluminium naturel - Epaisseur 3mm
40/20 WPA4020
40/40 WPA4040
Barre de 3 ml
Barre de 2,5 ml
ProTeCTioN D’aNgle
Mise en situation d’une protection d’angle
Coupe de la pose d’une protection d’angle
Mise en situation
Profilés Pour Carrelage
60
Produits Commercialisés
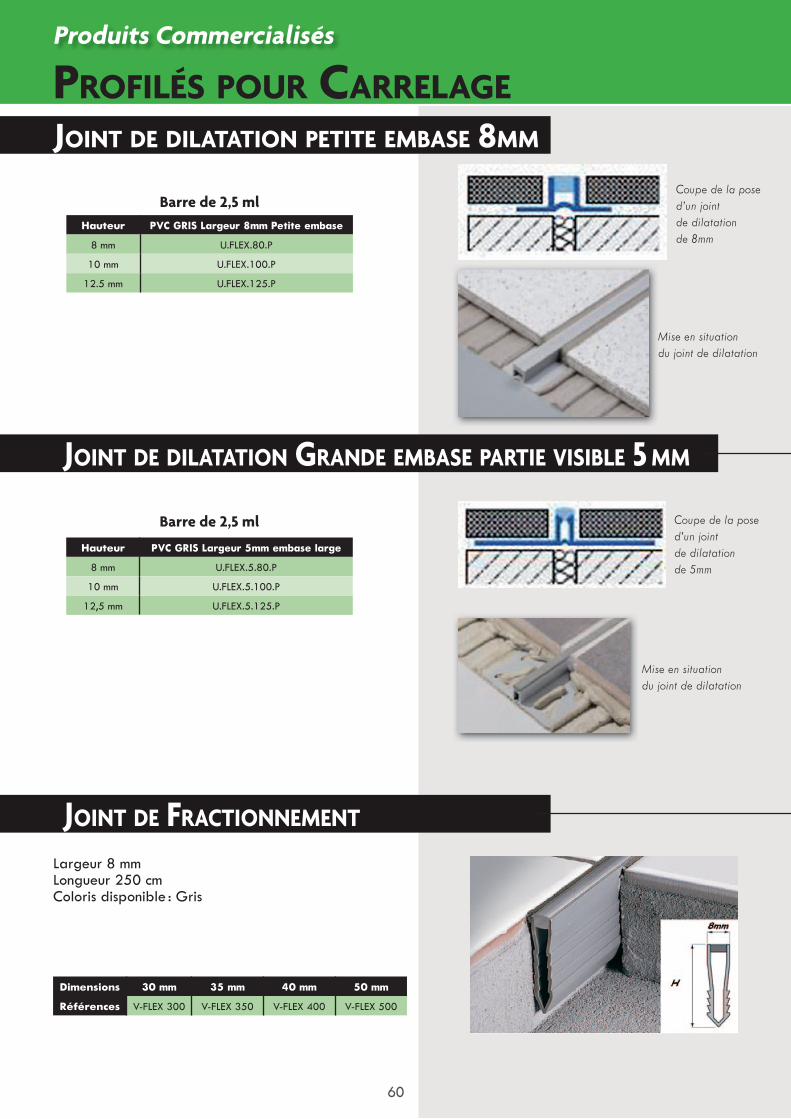
Hauteur PVC GRIS Largeur 8mm Petite embase
8 mm U.FLEX.80.P
10 mm U.FLEX.100.P
12.5 mm U.FLEX.125.P
Barre de 2,5 ml
Hauteur PVC GRIS Largeur 5mm embase large
8 mm U.FLEX.5.80.P
10 mm U.FLEX.5.100.P
12,5 mm U.FLEX.5.125.P
Barre de 2,5 ml
JoiNT De DilaTaTioN PeTiTe eMBase 8MM
JoiNT De DilaTaTioN graNDe eMBase ParTie VisiBle 5 MM
JoiNT De fraCTioNNeMeNT
Coupe de la pose d’un joint de dilatation de 8mm
Mise en situation du joint de dilatation
Coupe de la pose d’un joint de dilatation de 5mm
Mise en situation du joint de dilatation
Largeur 8 mm Longueur 250 cm Coloris disponible : Gris Dimensions 30 mm 35 mm 40 mm 50 mm
Références V-FLEX 300 V-FLEX 350 V-FLEX 400 V-FLEX 500 A METTRE A LA PLACE DES JOINTS DE DILATATION LARGE DANS CATA
Largeur 8 mmLongueur 250 cmColoris disponible : Gris
Dimensions 30 mm 35 mm 40 mm 50 mm
Références V-FLEX 300 V-FLEX 350 V-FLEX 400 V-FLEX 500
Profilés Pour Carrelage

61
Produits Commercialisés
Hauteur Aluminium anodisé argent
40mm CAE.40.X
60mm CAE.60.X
80mm CAE.80.X
100mm CAE.100.X
Angle sortant
Hauteur Aluminium anodisé argent
40mm CAE.40.XI
60mm CAE.60.XI
80mm CAE.80.XI
100mm CAE.100.XI
Angle rentrant
Hauteur Aluminium anodisé argent
40mm CAE.40.XKL
60mm CAE.60.XKL
80mm CAE.80.XKL
100mm CAE.100.XKL
Bouchon gauche
Hauteur Aluminium anodisé argent
40mm CAE.40.XKR
60mm CAE.60.XKR
80mm CAE.80.XKR
100mm CAE.100.XKR
Bouchon droit
Hauteur Aluminium anodisé argent
40mm CAE.40.XC
60mm CAE.60.XC
80mm CAE.80.XC
100mm CAE.100.XC
Pièce de jonction
Hauteur Aluminium anodisé argent*
40mm CAE.40.250
60mm CAE.60.250
80mm CAE.80.250
100mm CAE.100.250
Barre de 2,5 ml
* Existe également en Or, Champagne, Titane
PliNTHe
Plinthe
Angle sortant
Angle rentrant
Bouchon
Pièce de jonction
Profilés Pour Carrelage

62
Produits Commercialisés
Finition 9 mm 11 mm 13,5 mm
Aluminium anodisé argent
FSTAE90.XKR
FSTAE110.XKR
FSTAE135.XKR
Bouchon droit Florentin
Finition 9 mm 11 mm 13,5 mm
Aluminium anodisé argent
FSTAE90.XKL
FSTAE110.XKL
FSTAE135.XKL
Bouchon gauche Florentin
Finition 9 mm 11 mm 13,5 mm
Aluminium anodisé argent
FSTAE90.X
FSTAE110.X
FSTAE135.X
Angles sortants Florentin
* Existe également en anodisé or, champagne et titane
Finition 9 mm 11 mm 13,5 mm
Aluminium anodisé argent
FSTAE90.XI
FSTAE110.XI
FSTAE135.XI
Angles rentrants Florentin
* Existe également en anodisé or, champagne et titane
NeZ De MarCHe floreNTiN
aNgle sorTaNT
BouCHoN DroiT
aNgle reNTraNT
Coupe de la pose d’un nez de marche Florentin
Mise en situation de la pose d’un nez de marche Florentin
Mise en situation de la pose d’un nez de marche Florentin
Profilés Pour Carrelage
Finition 9 mm 11 mm 13,5 mm
Aluminium naturel FA90.250 FA110.250 FA135.250
Aluminium anodisé argent
FAE90.250 FAE110.250 FAE135.250
Laiton WFM90.250 WFM110.250
Inox WFE90.250 WFE110.250
Nez de marche Florentin 250 cm
* Existe également en anodisé or, champagne et titane
Finition 9 mm 11 mm 13,5 mm
Aluminium naturel FA90.300 FA110.300 FA135.300
Aluminium anodisé argent
FAE90.300 FAE110.300 FAE135.300
Laiton WFM90.300 WFM110.300
Inox WFE90.300 WFE110.300
Nez de marche Florentin 300 cm
* Existe également en anodisé or, champagne et titane

63
Produits Commercialisés
Finition 9 mm 11 mm
Naturel N.STEP.90A N.STEP.110A
Anodisé argent N.STEP.90AE N.STEP.110AE
Aluminium barre de 2,5 ml
Coloris 9 mm 11 mm
Blanc DST930 DST1130
Beige DST932 DST1132
Marron DST935 DST1135
Gris DST938 DST1138
Noir DST933 DST1133
Aluminium barre de 2,5 ml
NeZ De MarCHe aluMiNiuM PleiN
NeZ De MarCHe CaouTCHouC
Coupe de la pose d’un nez de marche caoutchouc
Mise en situation d’un nez de marche en caoutchouc
Coupe de la pose d’un nez de marche caoutchouc
Mise en situation d’un nez de marche en caoutchouc
NeZ De MarCHe ParQueT eT sTraTifiéNez de marche : Hauteur 8 mm
- Partie visible = 10 mm- Largeur d’embase = 34 mm- Longueur 90 cm - Emballage libre service
Nez de marche : Hauteur 14 mm
- Partie visible = 15 mm- Largeur d’embase = 44 mm- Longueur 90 cm - Emballage libre service
Coupe de la pose d’un nez de marche parquet et stratifi é
Coupe de la pose d’un nez de marche
Nez de marche parquet hauteur 8 mm
Nez de marche parquethauteur 14 mm
Finitionbarre de
90 cmbarre de 270 cm
barre de 90 cm
barre de 270 cm
Aluminium anodisé or
STFGAE80.G.90
STFGAE80.G.270
STFGAE140.G.90
STFGAE140.G.270
Aluminium anodisé argent
STFGAE80.90
STFGAE80.270
STFGAE140.90
STFGAE140.270
Profilés Pour Carrelage

64
Produits Commercialisés
Hauteur 7-14 mm - Largeur 22 mmFinition 90 cm 270 cm
Aluminium anodisé argent S1000.90 S1000.270
Aluminium anodisé bronze S1000.B90 S1000.B270
Aluminium anodisé or S1000.G90 S1000.G270
Aluminium anodisé champagne S1000.C90 S1000.C270
Aluminium anodisé titane S1000.T90 S1000.T270
Exis
te é
gale
men
t en
ton
s b
ois
Exis
te é
gale
men
t en
ton
s b
ois
Exis
te é
gale
men
t en
ton
s boi
sEx
iste
éga
lem
ent en
ton
s boi
sEx
iste
éga
lem
ent en
ton
s b
ois
Hauteur 6-20 mm - Largeur 27 mmFinition 90 cm 270 cm
Aluminium anodisé argent B2000.90 B2000.270
Aluminium anodisé bronze B2000.B90 B2000.B270
Aluminium anodisé or B2000.G90 B2000.G270
Aluminium anodisé champagne B2000.C90 B2000.C270
Aluminium anodisé titane B2000.T90 B2000.T270
Hauteur 6-20 mm - Largeur 35 mmFinition 90 cm 270 cm
Aluminium anodisé argent T2000.90 T2000.270
Aluminium anodisé bronze T2000.B90 T2000.B270
Aluminium anodisé or T2000.G90 T2000.G270
Aluminium anodisé champagne T2000.C90 T2000.C270
Aluminium anodisé titane T2000.T90 T2000.T270
Hauteur 6-14 mm - Largeur 36 mmFinition 90 cm 270 cm
Aluminium anodisé argent F2000.90 F2000.270
Aluminium anodisé bronze F2000.B90 F2000.B270
Aluminium anodisé or F2000.G90 F2000.G270
Aluminium anodisé champagne F2000.C90 F2000.C270
Aluminium anodisé titane F2000.T90 F2000.T270
Hauteur 7-20 mm - Largeur 40 mmFinition 90 cm 270 cm
Aluminium anodisé argent E2000.90 E2000.270
Aluminium anodisé bronze E2000.B90 E2000.B270
Aluminium anodisé or E2000.G90 E2000.G270
Aluminium anodisé champagne E2000.C90 E2000.C270
Aluminium anodisé titane E2000.T90 E2000.T270
CliPPer sTeP
CliPPer BorDer
CliPPer fiNisH
CliPPer eXPaNsioN
CliPPer TraNsiTioN
Coupe de la pose d’un clipper step
Mise en situation d’un clipper step
Mise en situation d’un clipper border
Mise en situation d’un clipper transition
Mise en situation d’un clipper fi nish
Mise en situation d’un clipper expansion
Coupe de la pose d’un clipper border
Coupe de la pose d’un clipper transition
Coupe de la pose d’un clipper fi nish
Coupe de la pose d’un clipper expansion
Mise en situation
Mise en situation
Mise en situation
Mise en situation
Mise en situation
Profilés Pour Carrelage

65
Produits Commercialisés
Coloris Barre de 183 cm - Largeur 17,5 mm
Blanc DCP3030
Beige DCP3032
Gris DCP3038
Coloris Barre de 183 cm - Largeur 32 mm
Blanc DCP5030
Beige DCP5032
Gris DCP5038
Coloris Bouchons
Blanc DCP5030.XK
Beige DCP5032.XK
Gris DCP5038.XK
Profilé sDB aVeC Pose Carrelage
Profilé sDB aPrÈs Pose Carrelage
Coupe de la pose d’un profi lé salle de bain avec pose carrelage
Coupe de la pose d’un profi lé salle de bain après pose carrelage
Profilés Pour Carrelage

66
Produits Commercialisés
sQuareligHT
Designation Hauteur 9mm Hauteur 11mm
Profi lé complet Alu argent anodisé
(profi lé + cache LED translucide arrondi)
SQLR 90-SK SQLR 110-SK
Designation Hauteur 9mm Hauteur 11mm
Profi lé complet Alu argent anodisé
(profi lé + cache LED translucide carré)
SQL 90-SK SQL 110-SK
Designation Hauteur 9mm Hauteur 11mm
Profi lé de base Alu argent anodisé
SQLAE 90-SK SQLAE 110-SK
Designation Arrondi Carré
Cache blanc translucide pour profi lé 9 et 11 mm
SQLPR 30 SQLPS 30
SQUARELIGHT
Designation
Hauteur 9mm Hauteur 11mm
Profilé complet Alu Argent Anodisé (profilé + cache LED translucide arrondi) SQLR 90-SK SQLR 110-SK
Designation Hauteur 9mm Hauteur 11mm
Profilé complet Alu Argent Anodisé (profilé + cache LED translucide carré) SQL 90-SK SQL 110-SK
Designation Hauteur 9mm Hauteur 11mm
Profilé de base Aluminium Anodisé Argent
SQLAE 90-SK SQLAE 110-SK
SQUARELIGHT
Designation
Hauteur 9mm Hauteur 11mm
Profilé complet Alu Argent Anodisé (profilé + cache LED translucide arrondi) SQLR 90-SK SQLR 110-SK
Designation Hauteur 9mm Hauteur 11mm
Profilé complet Alu Argent Anodisé (profilé + cache LED translucide carré) SQL 90-SK SQL 110-SK
Designation Hauteur 9mm Hauteur 11mm
Profilé de base Aluminium Anodisé Argent
SQLAE 90-SK SQLAE 110-SK
SQUARELIGHT
Designation
Hauteur 9mm Hauteur 11mm
Profilé complet Alu Argent Anodisé (profilé + cache LED translucide arrondi) SQLR 90-SK SQLR 110-SK
Designation Hauteur 9mm Hauteur 11mm
Profilé complet Alu Argent Anodisé (profilé + cache LED translucide carré) SQL 90-SK SQL 110-SK
Designation Hauteur 9mm Hauteur 11mm
Profilé de base Aluminium Anodisé Argent
SQLAE 90-SK SQLAE 110-SK
SQUARELIGHT
Designation
Hauteur 9mm Hauteur 11mm
Profilé complet Alu Argent Anodisé (profilé + cache LED translucide arrondi) SQLR 90-SK SQLR 110-SK
Designation Hauteur 9mm Hauteur 11mm
Profilé complet Alu Argent Anodisé (profilé + cache LED translucide carré) SQL 90-SK SQL 110-SK
Designation Hauteur 9mm Hauteur 11mm
Profilé de base Aluminium Anodisé Argent
SQLAE 90-SK SQLAE 110-SK
Designation ARRONDI CARRE
Cache blanc translucide pour profilé 9 et 11 mm
SQLPR 30 SQLPS 30
BARRE DE 250 CM
Pour des revêtements carrelés plus lumineux. Cette technologie LED moderne illumine les arêtes, fi nitions et jonctions d’une manière impressionnante. La pose des bandes LED se fait ensuite à une tension constante inoffensive de 24V, conformément aux classes de protection requises pour les zones humides. Les profi lés de base LED doivent simplement être intégrés dans le lit de colle.
Le profi lé complet SQUARELIGHT se compose du profi léde base avec traverse pour le collage des rubans LED et cache blanc translucide servant à la diffusion de l’éclairage LED. Le profi lé de base et les fi nitions sont également disponibles séparément.
Il existe des rubans LED coordonnés dans 2 classes de protection IP 20 pour les pièces de vie et IP 65 pour les locaux humides. Les rubans LED et transformateurs adéquats, disponibles dans différentes puissances, ainsi qu’un large choix de matériel de fi xation sont également proposés dans la gamme SQUARELIGHT.
Barre de 250 cm
Profilés Pour Carrelage

67
Produits Commercialisés
Duralis leD DURALIS LED Créer des zones des zones d'éclairages, claires et accueillantes ou des éclairages diffus pour la nuit.
Cache transparent pour DURALIS LED Longueur 250 cm
DLAEP 1400
Désignation 9 mm 12 mm
Profilé alu anodisé argent avec couverture de bord Largeur 20mm – Longueur 250 cm
DLAE 2300 LED 90
DLAE 2300 LED 125
Profilé alu anodisé argent Largeur 20mm – Longueur 250 cm Hauteur 8mm
DLAE 2000
DURALIS LED Créer des zones des zones d'éclairages, claires et accueillantes ou des éclairages diffus pour la nuit.
Cache transparent pour DURALIS LED Longueur 250 cm
DLAEP 1400
Désignation 9 mm 12 mm
Profilé alu anodisé argent avec couverture de bord Largeur 20mm – Longueur 250 cm
DLAE 2300 LED 90
DLAE 2300 LED 125
Profilé alu anodisé argent Largeur 20mm – Longueur 250 cm Hauteur 8mm
DLAE 2000
Créer des zones d’éclairages, claires et accueillantes ou des éclairages diffus pour la nuit.
LISTELS pour un éclairage d’ambiance décoratif sur les surfaces murales et au sol, en intérieur et exterieur.
Désignation 9 mm 12 mm
Profi lé alu anodisé argent avec couverture
de bordLargeur 20mm
Longueur 250 cm+ cache
SET DLAE -W LED 90
SET DLAE-WLED 125
Désignation 9 mm 12,5 mm
Profi lé alu anodisé argent complet (sans ruban LED) Longueur 250 cmIntérieur, Extérieur
SETDLAE-FLED 90
SETDLAE-F
LED 125
LISTELS pour un éclairage d'ambiance décoratif sur les surfaces murales et au sol, en intérieur et exterieur.
Désignation 9 mm 12,5 mm
Profilé alu anodisé argent complet (sans ruban LED) Longueur 250 cm Intérieur, extérieur
SET DLAE-F LED 90
SET DLAE-F LED 125
LISTELS pour un éclairage d'ambiance décoratif sur les surfaces murales et au sol, en intérieur et exterieur.
Désignation 9 mm 12,5 mm
Profilé alu anodisé argent complet (sans ruban LED) Longueur 250 cm Intérieur, extérieur
SET DLAE-F LED 90
SET DLAE-F LED 125
Profilés Pour Carrelage
68
Produits Commercialisés
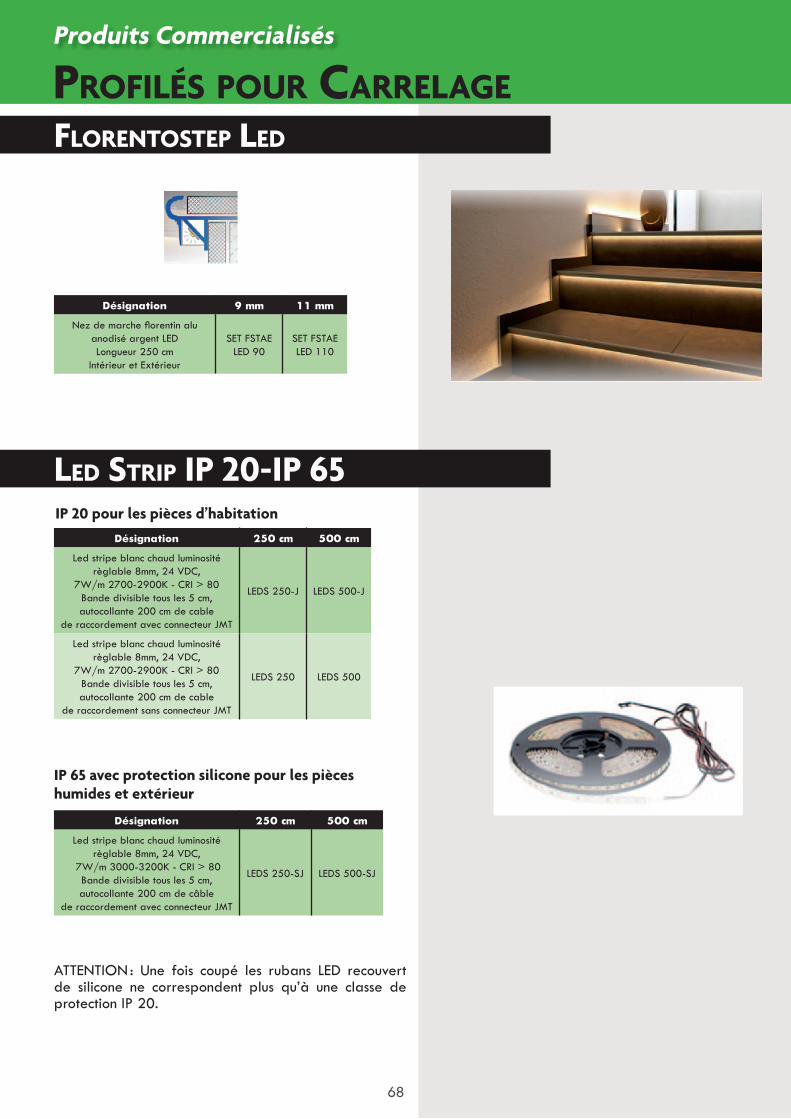
leD sTriP iP 20-iP 65
LED STRIP IP 20 – IP 65
IP 20 pour les pièces d'habitation
Désignation 250 cm 500 cm Led stripe blanc chaud luminosité règlable 8mm , 24 VDC , 7W/m 2700-2900K CRI > 80 Bande divisible divisible tous les 5 cm , autocollante 200 cm de cable de raccordement avec connecteur JMT
LEDS 250-J LEDS 500-J
Led stripe blanc chaud luminosité règlable 8mm , 24 VDC , 7W/m 2700-2900K CRI > 80 Bande divisible divisible tous les 5 cm , autocollante 200 cm de cable de raccordement sans connecteur JMT
LEDS 250 LEDS 500
IP 65 avec protection silicone pour les pièces humides et extérieur
Désignation 250 cm 500 cm Led stripe blanc chaud luminosité règlable 8mm , 24 VDC , 7W/m 3000-3200K CRI > 80 Bande divisible divisible tous les 5 cm , autocollante 200 cm de câble de raccordement avec connecteur JMT
LEDS 250-SJ LEDS 500-SJ
ATTENTION : Une fois coupé les rubans LED recouvert de silicone ne correspondent plus qu'à une classe de protection IP 20
Désignation 250 cm 500 cm
Led stripe blanc chaud luminosité règlable 8mm, 24 VDC,
7W/m 2700-2900K - CRI > 80Bande divisible tous les 5 cm, autocollante 200 cm de cable
de raccordement avec connecteur JMT
LEDS 250-J LEDS 500-J
Led stripe blanc chaud luminosité règlable 8mm, 24 VDC,
7W/m 2700-2900K - CRI > 80Bande divisible tous les 5 cm, autocollante 200 cm de cable
de raccordement sans connecteur JMT
LEDS 250 LEDS 500
Désignation 250 cm 500 cm
Led stripe blanc chaud luminosité règlable 8mm, 24 VDC,
7W/m 3000-3200K - CRI > 80Bande divisible tous les 5 cm, autocollante 200 cm de câble
de raccordement avec connecteur JMT
LEDS 250-SJ LEDS 500-SJ
IP 20 pour les pièces d’habitation
IP 65 avec protection silicone pour les pièces humides et extérieur
ATTENTION : Une fois coupé les rubans LED recouvert de silicone ne correspondent plus qu’à une classe de protection IP 20.
floreNTosTeP leD
Désignation 9 mm 11 mm
Nez de marche fl orentin alu anodisé argent LEDLongueur 250 cm
Intérieur et Extérieur
SET FSTAELED 90
SET FSTAELED 110
FLORENTOSTEP LED
Désignation 9 mm 11 mm
Nez de marche florentin alu anodisé argent LED Longueur 250 cm Intérieur et extérieur
SET FSTAE LED 90
SET FSTAE LED 110
FLORENTOSTEP LED
Désignation 9 mm 11 mm
Nez de marche florentin alu anodisé argent LED Longueur 250 cm Intérieur et extérieur
SET FSTAE LED 90
SET FSTAE LED 110
Profilés Pour Carrelage
69
Produits Commercialisés
aCCessoire leD
BOITIER DE DISTRIBUTION- 6 ports- Câble 10 cm- 24V DC - Boîtier plastique (dimensions 70x30x15 mm) Référence : VB 6
TRANSFORMATEURSPrimaire : 200 - 240V ACSecondaire : 24 V DCAvec connecteurs JMT femelle15W : 2 connections30/50 W : 3 connections
Désignation Référence
24V DC / 15 W T 15 W
24V DC / 30 W T 30 W
24V DC / 50 W T 50 W
ACCESSOIRES DE RACCORDEMENT
Désignation Référence
Câble de rallonge clip/clip 20cm XCK 20
Câble de rallonge clip/clip 200cm XCK 200
Câble de rallonge et raccordement clip/JMT 200cm
VKJ 200
Connecteur en résine pour bande LED XCC 10
Câble de rallonge 24V DC 250cmConnecteur JMT/JMT
VKJ 250
Câble jumelé pour le raccordement de plusieurs luminaires
1 mini connecteur JMT/2 JMT femellesLongueur 5 cm - 24V DC
PSZ 5
VARIATEURS ET INTERRUPTEURS
Produit Désignation Référence
Variateur radio LED
Variateur mural - Largeur 60mmRésine blanche
EDS 30
Variateur mural - Largeur 60mmRésine noire
EDS 33
Variateur à poser - Largeur 60mmRésine noire
SDS 33
TélécommandeTélécommande avec support mural
Coloris noirFFD 33
Récepteur radioLED
- Connexion de 6 variateurs- Entrée 24V DC - Sortie 24V DC
- Maxi 4 x 25WFEM 30
Interrupteur tactile ON/OFF avec boîtier
de distribution
- 6 ports - Maxi 36W- Interrupteur 35/35/6mm
- Boîtier 70/30/15mmVBS 6
Variateur ON/OFF + variation avec
boitier de distribution
- 6 ports - Maxi 36W- Interrupteur 35/35/6mm
- Boîtier 70/30/15mmNDS 38
Interrupteur tactile- Fonction variation et mémoire- Maxi 72 W - Finition inox
TSS 20
Profilés Pour Carrelage