Application Notes Cast Iron French

of 6
Transcript of Application Notes Cast Iron French
-
7/24/2019 Application Notes Cast Iron French
1/6
Application
Notes
Difficults rencontres lors de la prparation
mtallographique
Solution:
Le ferest lun des mtaux les plus diver-sifi et lorsque alli au carbone et autreslments, il offre une varit norme defontes et alliages daciers. La fonte taitdj produite en Chine en 600 av. J.C. eten Europe, elle na fait son apparition quau14me sicle. Avec le dveloppementdes hauts-fourneaux au charbon, les pro-prits du fer se sont amliores et unemeilleure coulabilit a permis daccder de nouveaux domaines dapplication pourdes produits de la vie quotidienne. Aveclindustrialisation, la fonte est devenue unmatriau de construction dimportance,comme en tmoignent toujours les immeu-bles du 19me sicle: les dmes des garesde trains, les marchs couverts, les serresdes jardins botaniques, les ponts et la TourEiffel sont toujours l pour documenterlapplication substantielle de la fonte cettepoque-l.Le terme de fonte fait rfrence ces allia-ges de fer-carbone-silicium contenant de2,5 % 4 % de carbone, et habituellementde 1 3 % de silicium. La fonte est unmatriau de construction majeur associantun certain nombre davantages, principa-lement une bonne coulabilit et usinabilitainsi que des proprits mcaniques mo-dres.
En raison de ses avantages conomiques,la fonte est utilise pour de nombreuses
Prparationmtallographiquede la fonte
applications dans lindustrie automobile etmcanique. De plus, certaines fontes sp-cifiques reprsentent le matriau de pr-dilection pour les corps de pompes eaumaritimes, les rouleaux de laminoires et lespices de matriel de terrassement.Comme la morphologie du graphite aune influence majeure sur les propritsmcaniques de la fonte, le contrle qualitmtallographique de la fonte grise faitpartie intgrante de son processus deproduction. Grce lutilisation de tableauxde comparaison de rfrence standardet/ou de techniques danalyse par images,la morphologie, la taille et la rpartition dugraphite sont dtermines sur un chan-tillon non-attaqu et poli. Selon la spcifi-cation, lchantillon est alors attaqu pourcontrler la structure de la matrice.
Trononnage:la fonte blanche est trs dureet donc difficile trononner.Prpolissage et polissage:le graphiteest tendre et le maintenir dans sa forme et
- Meule de trononnage en nitrure de borecubique
- Polissage diamant soigneux sur drapsde polissage durs et polissage final auxoxydes
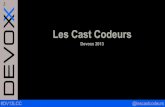
Fig.1: Fonte grise avec graphite lamellaire. 200x
Polissage incorrect
Fig. 2: Pareil Fig.1, mais aprs 200x
polissage correct
dimension relles peut savrer difficile.La matrice des fontes ferritique et/ou aus-tnitique a tendance se dformer et serayer.
Fonte trempe
bainitique ductile, aprs
attaque colore de
Beraha, DIC, 500x
-
7/24/2019 Application Notes Cast Iron French
2/6
ProductionLes fontes sont fondues dans des cubilots oufours induction chargs gnralement defonte brute, bocage de fonte, dchets dacier etdiverses additions. La composition dalliage et letaux de refroidissement dtermineront la nuancegrise ou blanche de solidification du fer.Un taux de refroidissement rapide aboutira une nuance de solidification blanche et laformation de carbure de fer (Fe3C ou cmentite).Lors de la transformation eutectode, un taux derefroidissement rapide activera la formation deperlite, alors quun taux de refroidissement lent
activera la formation de graphite et ferrite.La microstructure des fontes grises peut soit ex-hiber une matrice perlitique et/ou ferritique avecdu graphite libre en forme de lamelles, nodulesou carbone de recuit respectivement. Grce auprocessus dalliage et traitement thermique, lesproprits de la fonte peuvent tre adaptes certaines applications, par exemple un alliage aumolybdne et nickel amliorera sa rsistance la chaleur et la corrosion.Dans ce qui suit, les diffrentes fontes serontbrivement dcrites et leurs domaines dapplica-tion majeurs seront mentionns.
Production etapplication desfontes
La fonte grise avec graphite lamellaire (FG)contient entre 2,5 et 4% de carbone, 1 3% desilicium et 0,2 1% de manganse. Le carboneet le silicium activent la formation de lamelles degraphite et de ferrite. Le phosphore, en petitesquantits, augmente la fluidit de la fonte grise.Il forme galement un eutectique phosphoreuxternaire appel stadite, qui constitue unestructure en toile, augmentant la rsistance lusure.Dans sa forme lamellaire, le graphite interromptla matrice mtallique et agit aussi comme desentailles diminuant la rsistance la traction,tout particulirement lorsque les lamelles sonttrs grandes. Dans une fonte grise allie, lesmeilleures proprits mcaniques peuvent tre
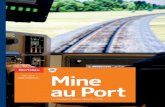
Fig. 6: Tubulure
dchappement, fonte
graphite compacte
Fig. 5: Tte de filtrage en fonte ADI pour le systme
hydraulique dune machine de coule sous pression
pour le plastique
Fig. 7: Partie dune cassette roulement en fonte
trempe bainitique ductile
obtenues par des lamelles de graphites fines etuniformment rparties dans la matrice perli-tique (voir les Fig. 3 et 4). La fonte grise a unecapacit leve damortissement des vibrations,des proprits de glissement et une conductivitthermique excellentes, la rendant idale pour lesbases de machine, les plaques amortissantespour pianos, les blocs-moteur, les volants, lesgarnitures de piston, les disques de frein et lestambours.
La fonte ductile avec graphite sphrodal (GS),galement appel fonte nodulaire ou sphro-
dale, est fabrique partir du mme mtal brutque la fonte grise mais requiert une puret plusleve. La coule ne devra pas contenir de Pb,As, Sb, Ti, et Al et trs peu de phosphore et desoufre. En ajoutant des quantits minimes demagnsium la coule avant la fonte, le gra-phite sera form en forme sphrique et non enlamelles.La fonte ductile montre une plus grande rsis-tance et ductilit que la fonte grise de composi-tion similaire. La fonte ductile a de bonnes quali-ts dusinage et est utilise pour les engrenagesde srie lourde, les pistons, les rouleaux delaminoirs, les carters dengrenage (Fig.10), les
soupapes, tubes et charnires de porte. La fonteductile perlitique est le matriau de base desarbres cames et vilebrequins qui sont trem-ps en surface pour une meilleure rsistance lusure (Fig. 8).
Fig. 4: Fonte grise avec graphite lamellaire 200x
dans matrice perlitique
La fonte trempe bainitique (ADI)est unefonte ductile austnitise 840-950C, puistrempe 250-400C o elle est garde jusquce que la matrice soit change en ferrite bainiti-que. Ceci est un mlange de ferrite en lamelleset dune austnite rsiduelle sature au carbone,donnant la fonte ADI une rsistance et uneductilit leves. Sa microstructure ressemble celle de la bainite mais ne contient pas decarbures.Les fontes ADI haute rsistance sont princi-palement utilises pour les pices rsistantes lusure pour les semi-remorques, les qui-
pements agricoles et de terrassement. Lappli-cation des fontes ADI ductiles sont les picesdeffort dynamique telles que les essieux, lesengrenages, les vilebrequins, les crochets deremorque et moyeux.
Pour produire de la fonte graphite compacte(CG)le mme matriau brut que celui employpour la production de la fonte ductile est utilis.Par un contrle soigneux de la quantit demagnsium ajoute la coule de nodulisation,env. 80% du graphite est form comme graphitecompact, le reste comme nodules.Le contrle qualit de la fonte compacte est
trs important, car la formation du graphitereste critique. Un pourcentage lgrementplus lev de nodules peut tre tolr, mais laformation de lamelles devra tre vite, car celadiminuerait ou mme liminerait les propritsbnfiques de la fonte compacte.La fonte graphite compacte montre unemeilleure rsistance, ductilit, rsistance lafatigue alterne et une rsistance plus leve loxydation que la fonte grise; et elle est plusperformante pour la coule, plus facile usiner,a de meilleures capacits damortissement des
Fig. 3: Fonte grise avec graphite lamellaire, 100x
non-attaque
-
7/24/2019 Application Notes Cast Iron French
3/6
Fig. 9: Fonte blanche perlitique, 200x
Fonte mallable ferritique 200x
Fig. 8:
Vilebrequin, fonte ductile
Fig.10: Carter de diffrentiel en fonte ductile
Fonte austnitique, attaque au nital 3% + Beraha modifi 200x
vibrations et conductivit thermique, et gardemieux sa forme que la fonte ductile lors desvariations de temprature.Applications: les culasses des moteurs diesel haut rgime, les carters dengrenage, les tu-bulures dchappement (Fig. 6), les carters desturbocompresseurs.
La fonte blanchecontient de 1,8 3,6% de
carbone, de 0,5 1,9% de silicium et de 1 2% de manganse. Un taux de refroidissementrapide empche la prcipitation du carbonecomme graphite. A la place, le carbone, qui esten solution dans la coule, forme du carbure defer (Fe3C, galement dsign cmentite).La structure de la fonte blanche est constituede perlite et de ldeburite (Fig. 9), un eutectiquedaustnite et de cmentite. Les alliages durs auNi (8-9%Cr, 5-6% Ni) ont une matrice martensi-tique avec des carbures de chrome.
La fonte blanche prsente une rsistance la compression leve et les versions alliesmontrent une bonne conservation de la rsis-tance et de la duret tempratures leves. Enraison de ses grandes quantits de carbures,
particulirement lorsquelle est allie, la fonteblanche montre une excellente rsistance lusure et labrasion. Elle est employe pour lesbuses de grenaillage, les rouleaux de laminoir,les broyeurs, les atomiseurs et les gaines debroyeurs boulet.
En trempant la fonte grise ou ductile sur lext-rieur et en la laissant refroidir lentement lint-
rieur, il est possible de produire des pices avecune surface dure de fonte blanche et un curductile (Trempe en coquille).
Fonte mallable avec graphite de recuitLa fonte mallable est produite par un traitementthermique de la fonte blanche. Par le biais duntraitement thermique de longue dure (revenu)en deux tapes, la fonte blanche est convertieen fonte mallable ferritique ou perlitique. Lecarbone de carbure de fer commence par sedissoudre, et aprs un refroidissement lent, ilse prcipite alors en nodules irrguliers appelsgraphite de recuit. La fonte mallable perlitiquepeut tre trempe.La fonte mallable est de plus en plus frquem-ment remplace par la fonte nodulaire pour desraisons conomiques, tout spcialement parceque leurs domaines dapplication sont trssimilaires.
Fonte austnitiqueLes fontes contenant au moins 20% de nickelet de 1 5,5% de chrome ont une matrice aus-tnitique contenant du graphite en lamelles ounodules. La fonte austnitique peut reprsenterla solution conomique alternative lacierinoxydable, tant plus facile couler et doncidale pour la fonte de prcision des pices deforme complique avec une paisseur de paroimince.
Les proprits principales des fontes austni-tiques sont leur rsistance la corrosion parleau de mer et les produits alcalins, leur granderobustesse et rsistance au tartre tempratu-res leves.Elles sont utilises tout particulirement pourles applications en milieu maritime, par exemplepour les grands botiers de pompe et autrespices dusine de dessalement, ou pour les
douilles et revtements dans les usines deproduits chimiques, les compresseurs pour gazagressifs, les carcasses de turbines gaz et lesturbocompresseurs.
-
7/24/2019 Application Notes Cast Iron French
4/6
Les fontes blanches allies sont trs dures(600 HV) et peuvent tre difficiles trononner,particulirement les grandes sections. Il estimportant de remarquer, quen dpit de cetteduret, les meules de trononnage diamantesne sont pas adquates pour le trononnage de lafonte blanche.
Le problme principal lors de la prparationdes chantillons de fonte est la conservation dugraphite dans sa forme et dimension originales.Bien quau microscope limage du graphite soitbidimensionnelle, il faut se rappeler quelle est
rellement en trois dimensions. Ceci signifie quelors du prpolissage et polissage, lapparencedu graphite peut lgrement changer, et quuncertain pourcentage de graphite est coup trssuperficiellement avec seulement une faibleemprise dans la matrice. Il y a donc toujoursune possibilit que le graphite ne puisse pastre compltement conserv. Les trs grandeslamelles ou les agglomrations de lamelles ontparticulirement tendance perdre le graphite.Les nodules de graphite ne peuvent donc pastoujours tre prservs ou polis de faon satis-faisante.Dans les fontes mallables, le graphite existe
sous forme de rosettes ou de graphite de recuit.Il sagit dune forme de graphite friable, pouvanttre particulirement difficile prserver lors dela prparation.
Difficults deprparation de lafonte
Fig.13: Porte-chantillons pour le polissage semi-
automatique des chantillons de contrle qualit dans
la ligne de coule
Fig.15: Fonte ductile aprs polissage et attaque
lectrolytiques, montrant la matrice perlitique et la
ferrite autour du graphite. Le graphite est arrach
Image MEB dune fonte grise avec graphite lamellaire
Image MEB dune fonte ductile avec nodules de graphite
Fig.14: Graphite lamellaire bien poli 500x
Fig.11: Un polissage insuffisant laisse les 200x
nodules de graphite recouvertes de mtal beurr
Fig.12: Un polissage correct expose la forme 200x
et la taille des nodules de graphite adquates
pour lvaluation
Une erreur de prparation habituelle sera unenlvement insuffisant du mtal de la matrice,beurr aprs le prpolissage, pouvant masquerla forme et la taille vridique du graphite (com-parer les Fig.11 et 12). Ceci prvaut tout parti-culirement dans les fontes ferritiques ou aust-nitiques ayant tendance la dformation et auxrayures. Pour ces matriaux, un polissage finaldiamant est tout particulirement recommand.
Les difficults associes la prparation desfontes contenant du graphite peuvent tre ru-nies dans les situations o la mtallographie faitpartie intgrante du systme qualit de la ligne
de coule.
Les contraintes temporelles rendent bien sou-vent difficile lobtention de rsultats de prpara-tion uniformes laide des mthodes manuelles,et bien souvent, en raison de la gomtrie delprouvette, la prparation automatique nereprsente pas non plus une solution alternativeadquate.Cependant, comme le design des prouvettesest habituellement arbitraire, leur dimension etforme peuvent tre changes pour sadapterdans un systme automatique (Fig.13). Ceci at ralis avec succs par certains fabricantsqui ont alors t capables deffectiviser leur pr-
paration et damliorer lvaluation du graphite.La plupart des examens microscopiques stan-dard des fontes sont accomplis un grossisse-ment de 100x, o le graphite apparat en noir.Ce nest qu des grossissements plus levsquil devient possible de vrifier que le carboneest compltement prserv. Le graphite bienpoli est gris (Fig.14).
Noter:les fontes avec du graphite ne sont pasadquates pour le polissage lectrolytique, car legraphite est arrach par llectrolyte. Cependant,si seule une rapide identification de la micros-tructure de la matrice est requise, il est possible
dutiliser un polissage et une attaque lectrolyti-ques. (Fig.15)
-
7/24/2019 Application Notes Cast Iron French
5/6
Alternativement, la suspensiondiamante DiaPro peut tre
remplace par la DP-Suspension, P,
9 m, 3 m et 1 m respectivement,
utilise avec le lubrifiant bleu.
Tableau 1:Mthode de prparation
des fontes blanches
*Dans les cas o la prservation du graphite est trs difficile,le drap MD-Plan peut ventuellement servir au prpolissage fin.
**Cette tape est optionnelle
Alternativement, la suspension diamante DiaPro peut treremplace par la DP-Suspension, P, 9 m, 3 m et 1 mrespectivement, utilise avec le lubrifiant bleu.
Tableau 2:Mthode de prparation des
fontes contenant du graphite
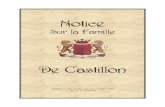
Fig.16: Fonte grise prpare avec un prpolissage fin
sur papier SiC, montrant toujours des rayures
Fig.17: Pareil que la fig. x, aprs prpolissage fin
diamant sur MD-Largo, montrant une bonne nettet
des bords
Recommandations pour laprparation de la fonte
Trononnage:Pour le trononnage des fontesblanches, dures, une meule de nitrure de bore
cubique est recommande. Pour les grandes
sections, le trononnage automatiqueest plus efficace que le trononnagemanuel.Pour le trononnage des fontes con-tenant du graphite, il est prfrable de
choisir une meule en oxyde daluminium selonla duret de la fonte trononner.
Enrobage: Les chantillons destins au contrlequalit sont gnralement prpars non-en-robs. Pour les chantillons servant aux ana-lyses de dfauts, il est recommand dutiliserlenrobage chaud. Pour les fontes tendres moyennement dures, une rsine phnolique(MultiFast) est recommande. Pour les types defontes plus durs, une rsine renforce (IsoFast,DuroFast) est la plus adquate.
Prpolissage et polissage: Traditionnellement,les fontes contenant du graphite taient pr-polies sur papier SiC. Ces dernires annes, leprpolissage diamant a remplac le SiC pour leprpolissage fin de la plupart des fontes, car celarend les chantillons trs plans, et ne laisse pasle graphite en relief (comparer les Fig.16 et 17).
Le prpolissage plan des fontes blanches dureset fontes ADI peut tre accompli au diamant(MD-Piano 220) ainsi que le prpolissage fin(MD-Allegro, voir le tableau 1). Le prpolissageplan des fontes blanches tendres et moyenne-ment dures avec matrice ferritique, austnitiqueou perlitique est effectu sur papier SiC et leprpolissage fin diamant sur MD-Largo (voir letableau 2).Pour les fontes ayant tendance corroder aupolissage, il est recommand demployer unesuspension diamante exempte deau, A, et dulubrifiant jaune. Les donnes de prparation sui-vantes sont pour 6 chantillons, 30 mm, enrobs
et serrs dans un porte-chantillons.
Etape PG FG
Support MD-Piano 220 MD-Allegro
Suspension DiaPro Allegro/Largo
Force [N] 180 180
Temps Jusqu' planit 5 min.
Lubrifiant Eau
T/m 300 150
Etape DP 1 DP 2
Support MD-Dac MD-Nap
Suspension DiaPro Dac DiaPro Nap B
Force [N] 240 180
Temps 4 min. 1-2 min.
Polissage
T/m 150 150
Etape PG FG
Support Papier-SiC 220# MD-Largo*
Suspension DiaProAllegro/Largo
Force [N] 180 180
Temps Jusqu' planit 5 min.
Lubrifiant Eau
T/m 300 150
Etape DP 1 DP 2 OP**
Support MD-Dac MD-Nap OP-Chem
Suspension DiaPro Dac DiaPro Nap B OP-U
Force [N] 180 120 60
Temps 4 min. 1-2 min. 1 min.
Polissage
T/m 150 150 150
Prpolissage Prpolissage
-
7/24/2019 Application Notes Cast Iron French
6/6
Struers A/SPederstrupvej 84DK-2750 Ballerup, DenmarkPhone +45 44 600 800Fax +45 44 600 [email protected]
www.struers.com
05.06 / 62340306.Printed in Denmark by Richard Larsen Grafisk - 42
Nettoyage: Comme de nombreuses fontes onttendance corroder facilement, le nettoyagedes chantillons doit tre rapide et toujoursaccompli leau froide. Il ne faudra, sous aucunprtexte, laisser les chantillons tremper sanssurveillance dans leau de nettoyage. Il est re-command de procder un rinage lthanolet un schage rapide courant dair chaudpuissant. Si les problmes de corrosion persis-tent, un nettoyage et rinage lalcool exemptdeau seulement sera plus indiqu.
Attaque: Les chantillons de fonte sont toujours
examins au microscope tout dabord non-atta-qus pour en valuer leur forme, dimension etla rpartition du graphite, ainsi que lventuelleporosit de la fonte. Aprs cette valuation ini-tiale, lchantillon est attaqu au Nital 1-3% pourlobservation de sa microstructure.Noter: Lors du travail avec des produits chimi-
ques, il est essentiel dobserver les prcautions
de scurit standard!
RsumLes fontes sont des alliages ferreux avec prin-cipalement de 2,5% 4% de carbone et de 1 3% de silicium. Le carbone est soit prsent
sous forme de graphite dans les fontes grises,soit sous forme de carbure de fer et carburesdalliage dans la fonte blanche. La difficult de laprparation mtallographique est de parvenir prserver la forme et la taille vridiques du gra-phite dans sa forme lamellaire, nodulaire ou derecuit. Au cours du prpolissage, le graphite estbeurr sur la matrice, et sil nest pas suivi dunpolissage diamant soigneux, il napparatra pasdans sa forme vraie. Tout particulirement lesfontes avec une matrice ferritique tendre onttendance au beurrage et sont facilement dfor-mes et rayes. Le prpolissage plan sur papierSiC est recommand, suivi dun prpolissage fin
et polissage diamant. Un bref polissage final la silice collodale est optionnel.
Les fontes blanches sont trs dures et une meu-le de trononnage la nitrure de bore cubiquereprsentera la meilleure option pour le tron-onnage. Noter: Ne pas utiliser de meules detrononnage diamantes! Le prpolissage plan,prpolissage fin et le polissage sont accomplisau diamant.
Lorsquintgrs dans la ligne de production dela fonte, les quipements de prparation semi-automatiques peuvent donner de meilleurs
rsultats que la prparation manuelle pour unevaluation fiable et reproductible du graphite.
AuteurElisabeth Weidmann, Anne Guesnier, Struers A/S,Copenhague, Danemark
RemerciementsNous dsirons remercier CLAAS GUSS GmbH, Bielefeld,Allemagne, pour nous avoir fourni les chantillons etnous avoir donn la permission de reproduire les Fig.5 et 7. Nos remerciements tout particuliers vont au Dr.Christine Bartels pour son soutien gnreux ainsi quMme Ute Bhm.
Nous remercion GF Eisenguss GmbH, Herzogenburg,Austriche, pour leur permission de reproduire lesFig. 6, 8 et 10.
Nous remercions la Zentrale fr Gussverwendung,Dsseldorf, pour nous avoir donn la permission dereproduire les deux photos MEB de la page 4.
Bibliographie
Ouvrages de la Zentrale fr Gussverwendung, Dsseldorf
Vera Knoll, Gusseisen, 2003
Metals Handbook, Desk Edition, ASM, Metals Park,Ohio, 44073, 1997
ASM Handbook Vol. 9, Metallography andMicrostructures, ASM, 2004
Schumann, VEB Deutscher Verlag frGrundstoffindustrie, Leipzig, 1968
Werkstoffkunde und Werkstoffprfung, W. Domke,Verlag W. Giradet, Essen, 1977
Fonte ductile trempe bainitique, attaque 200x
au nital 3%, lumire pol.
USA and CANADAStruers Inc.24766 Detroit RoadWestlake, OH 4 4145-1598Phone +1 440 871 0071Fax +1 440 871 [email protected]
SWEDENStruers A/SSmltvgen 1P.O. Box 11085SE-161 11 BrommaTelefon +46 (0)8 447 53 90Telefax +46 (0)8 447 53 [email protected]
FRANCEStruers S.A.S.370, rue du March RollayF- 94507 Champignysur Marne CedexTlphone +33 1 5509 1430Tlcopie +33 1 5509 [email protected]
BELGIQUEStruers S.A.S.370, rue du March RollayF- 94507 Champignysur Marne CedexTlphone +33 1 5509 1430Tlcopie +33 1 5509 [email protected]
UNITED KINGDOMStruers Ltd.Erskine Ferry Road,Old KilpatrickGlasgow, G60 5EUPhone +44 1389 877 222Fax +44 1389 877 [email protected]
JAPANMarumoto Struers K.K.Takara 3rd Building18-6, Higashi Ueno 1-chomeTaito-ku, Tokyo 110-0015,Phone +81 3 5688 2914Fax +81 3 5688 [email protected]
CHINAStruers (Shanghai) Ltd.Room 2705, Nanzheng Bldg.580 Nanjing Road (W)CN - Shanghai 200041Phone +86 (21) 5228 8811Fax +86 (21) 5228 [email protected]
SINGAPOREStruers A/S10 Eunos Road 8,#12-06 North LobbySingapore Post CentreSingapore 408600Phone +65 6299 2268Fax +65 6299 [email protected]
DEUTSCHLANDStruers GmbHKarl-Arnold-Strasse 13 BD- 47877 WillichTelefon +49(02154) 486-0Telefax +49(02154) [email protected]
STERREICHStruers GmbHZweigniederlassung sterreichGinzkeyplatz 10A-5020 SalzburgTelefon +43 662 625 711Telefax +43 662 625 711 [email protected]
SCHWEIZStruers GmbHZweigniederlassung SchweizWeissenbrunnenstrasse 41CH-8903 BirmensdorfTelefon +41 44 777 63 07Telefax +41 44 777 63 [email protected]
THE NETHERLANDSStruers GmbH NederlandElectraweg 5NL-3144 CB MaassluisTel. +31 (0) 10 599 72 09Fax +31 (0 ) 10 599 72 [email protected]
CZECH REPUBLICStruers GmbHOrganizan slokaMilady Horkov 110/96CZ-160 00 Praha 6 BubeneTel: +420 233 312 625Fax: +420 233 312 [email protected]
POLANDStruers Sp. z.o.o.Oddzia w Polsceul. Lirowa 27PL-02-387 WarszawaTel. +48 22 824 52 80Fax +48 22 882 06 [email protected]
HUNGARYStruers GmbHMagyarorszgi fiktelepPusks Tivadar u. 4H-2040 BudarsPhone +36 (23) 428-742Fax +36 (2 3) [email protected]