à la loupe une bonne illustration de la puissance et de l’exhaustivité du diagnostic ABB. Le...
4
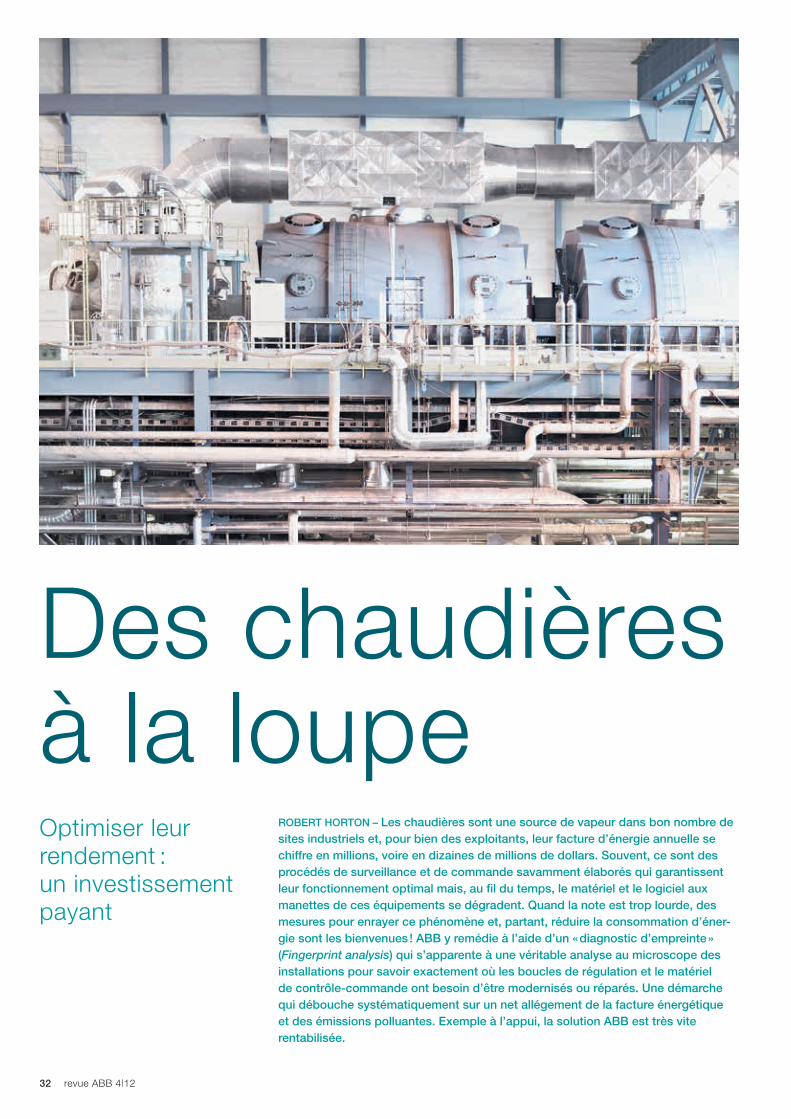
32 revue ABB 4|12 ROBERT HORTON – Les chaudières sont une source de vapeur dans bon nombre de sites industriels et, pour bien des exploitants, leur facture d’énergie annuelle se chiffre en millions, voire en dizaines de millions de dollars. Souvent, ce sont des procédés de surveillance et de commande savamment élaborés qui garantissent leur fonctionnement optimal mais, au fil du temps, le matériel et le logiciel aux manettes de ces équipements se dégradent. Quand la note est trop lourde, des mesures pour enrayer ce phénomène et, partant, réduire la consommation d’éner- gie sont les bienvenues ! ABB y remédie à l’aide d’un « diagnostic d’empreinte » (Fingerprint analysis) qui s’apparente à une véritable analyse au microscope des installations pour savoir exactement où les boucles de régulation et le matériel de contrôle-commande ont besoin d’être modernisés ou réparés. Une démarche qui débouche systématiquement sur un net allégement de la facture énergétique et des émissions polluantes. Exemple à l’appui, la solution ABB est très vite rentabilisée. Optimiser leur rendement : un investissement payant Des chaudières à la loupe
Transcript of à la loupe une bonne illustration de la puissance et de l’exhaustivité du diagnostic ABB. Le...
32 revue ABB 4|12
ROBeRT hORTON – Les chaudières sont une source de vapeur dans bon nombre de sites industriels et, pour bien des exploitants, leur facture d’énergie annuelle se chiffre en millions, voire en dizaines de millions de dollars. Souvent, ce sont des procédés de surveillance et de commande savamment élaborés qui garantissent leur fonctionnement optimal mais, au fil du temps, le matériel et le logiciel aux manettes de ces équipements se dégradent. Quand la note est trop lourde, des mesures pour enrayer ce phénomène et, partant, réduire la consommation d’éner-gie sont les bienvenues ! ABB y remédie à l’aide d’un « diagnostic d’empreinte » (Fingerprint analysis) qui s’apparente à une véritable analyse au microscope des installations pour savoir exactement où les boucles de régulation et le matériel de contrôle-commande ont besoin d’être modernisés ou réparés. Une démarche qui débouche systématiquement sur un net allégement de la facture énergétique et des émissions polluantes. exemple à l’appui, la solution ABB est très vite rentabilisée.
Optimiser leur rendement : un investissement payant
Des chaudièresà la loupe
33Des chaudières à la loupe
– Hausse de la fiabilité ;– Renforcement de la sécurité ;– Réduction du bilan carbone.
Des boucles qui tournent rondComme beaucoup d’équipements indus-triels, les chaudières vapeur utilisent des boucles PID pour réguler le procédé, réduire l’instabilité du produit et améliorer le rendement. ABB a pourtant pointé plusieurs lacunes dans ce domaine :– Absence d’entretien ;– Dégradation ; – Frein à la production et à la performance ;– Mauvais fonctionnement de l’équipe-
ment associé.
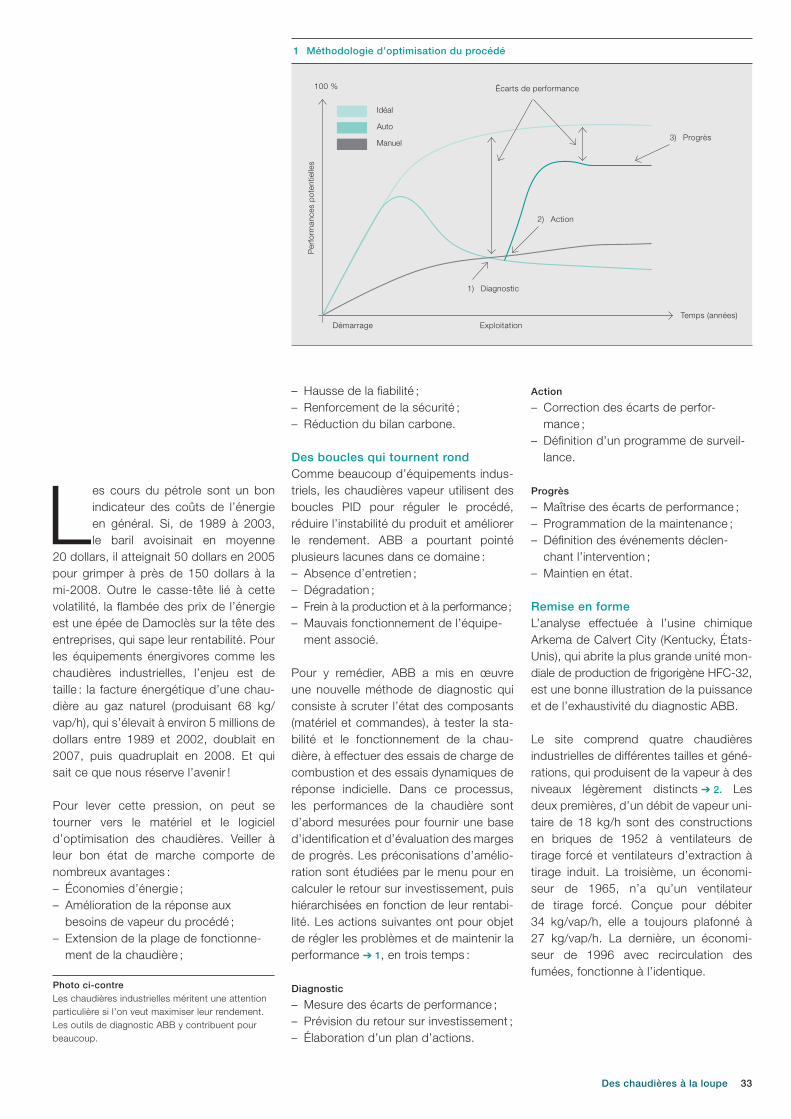
Pour y remédier, ABB a mis en œuvre une nouvelle méthode de diagnostic qui consiste à scruter l’état des composants (matériel et commandes), à tester la sta-bilité et le fonctionnement de la chau-dière, à effectuer des essais de charge de combustion et des essais dynamiques de réponse indicielle. Dans ce processus, les performances de la chaudière sont d’abord mesurées pour fournir une base d’identification et d’évaluation des marges de progrès. Les préconisations d’amélio-ration sont étudiées par le menu pour en calculer le retour sur investissement, puis hiérarchisées en fonction de leur rentabi-lité. Les actions suivantes ont pour objet de régler les problèmes et de maintenir la performance ➔ 1, en trois temps :
Diagnostic
– Mesure des écarts de performance ;– Prévision du retour sur investissement ;– Élaboration d’un plan d’actions.
L es cours du pétrole sont un bon indicateur des coûts de l’énergie en général. Si, de 1989 à 2003, le baril avoisinait en moyenne
20 dollars, il atteignait 50 dollars en 2005 pour grimper à près de 150 dollars à la mi-2008. Outre le casse-tête lié à cette volatilité, la flambée des prix de l’énergie est une épée de Damoclès sur la tête des entreprises, qui sape leur rentabilité. Pour les équipements énergivores comme les chaudières industrielles, l’enjeu est de taille : la facture énergétique d’une chau-dière au gaz naturel (produisant 68 kg/vap/h), qui s’élevait à environ 5 millions de dollars entre 1989 et 2002, doublait en 2007, puis quadruplait en 2008. Et qui sait ce que nous réserve l’avenir !
Pour lever cette pression, on peut se tourner vers le matériel et le logiciel d’optimisation des chaudières. Veiller à leur bon état de marche comporte de nombreux avantages :– Économies d’énergie ;– Amélioration de la réponse aux
besoins de vapeur du procédé ;– Extension de la plage de fonctionne-
ment de la chaudière ;
Photo ci-contreLes chaudières industrielles méritent une attention particulière si l’on veut maximiser leur rendement. Les outils de diagnostic ABB y contribuent pour beaucoup.
Action
– Correction des écarts de perfor-mance ;
– Définition d’un programme de surveil-lance.
Progrès
– Maîtrise des écarts de performance ;– Programmation de la maintenance ;– Définition des événements déclen-
chant l’intervention ;– Maintien en état.
Remise en formeL’analyse effectuée à l’usine chimique Arkema de Calvert City (Kentucky, États-Unis), qui abrite la plus grande unité mon-diale de production de frigorigène HFC-32, est une bonne illustration de la puissance et de l’exhaustivité du diagnostic ABB.
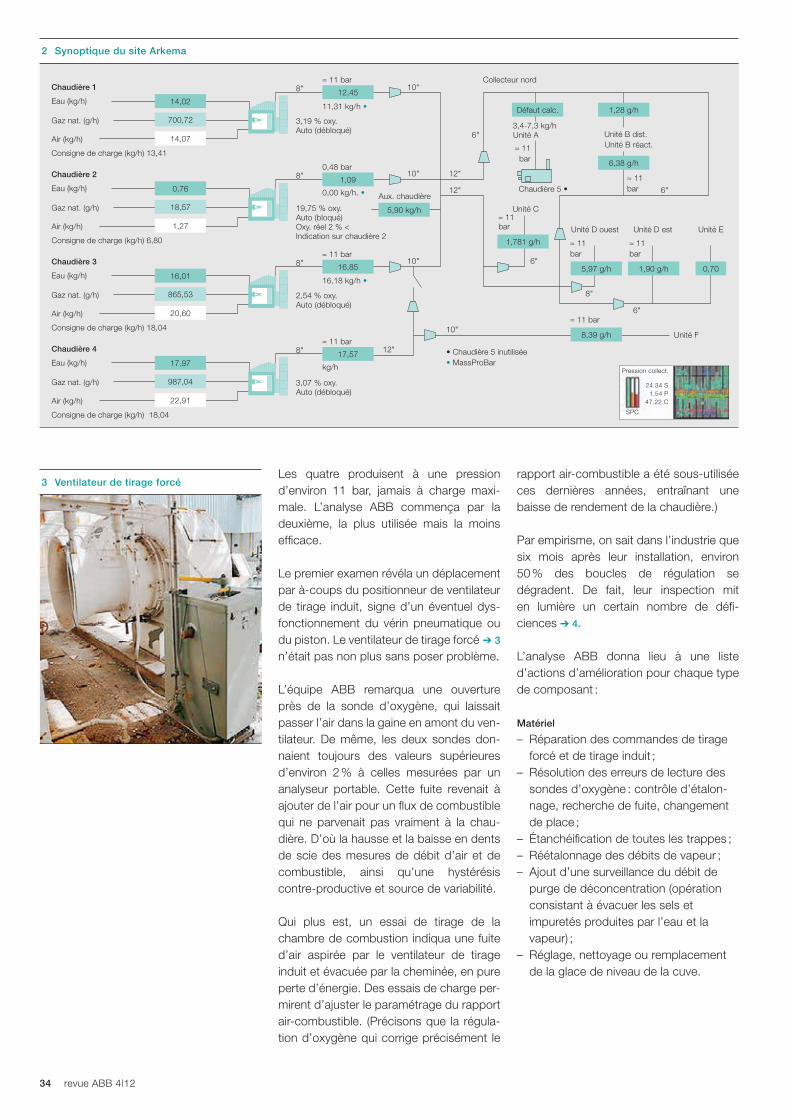
Le site comprend quatre chaudières industrielles de différentes tailles et géné-rations, qui produisent de la vapeur à des niveaux légèrement distincts ➔ 2. Les deux premières, d’un débit de vapeur uni-taire de 18 kg/h sont des constructions en briques de 1952 à ventilateurs de tirage forcé et ventilateurs d’extraction à tirage induit. La troisième, un économi-seur de 1965, n’a qu’un ventilateur de tirage forcé. Conçue pour débiter 34 kg/vap/h, elle a toujours plafonné à 27 kg/vap/h. La dernière, un économi-seur de 1996 avec recirculation des fumées, fonctionne à l’identique.
1 Méthodologie d’optimisation du procédé
Écarts de performance100 %
Temps (années)Démarrage Exploitation
3) Progrès
1) Diagnostic
2) Action
Per
form
ance
s p
oten
tielle
s
Idéal
Auto
Manuel
34 revue ABB 4|12
rapport air-combustible a été sous-utilisée ces dernières années, entraînant une baisse de rendement de la chaudière.)
Par empirisme, on sait dans l’industrie que six mois après leur installation, environ 50 % des boucles de régulation se dégradent. De fait, leur inspection mit en lumière un certain nombre de défi-ciences ➔ 4.
L’analyse ABB donna lieu à une liste d’actions d’amélioration pour chaque type de composant :
Matériel
– Réparation des commandes de tirage forcé et de tirage induit ;
– Résolution des erreurs de lecture des sondes d’oxygène : contrôle d’étalon-nage, recherche de fuite, changement de place ;
– Étanchéification de toutes les trappes ;– Réétalonnage des débits de vapeur ;– Ajout d’une surveillance du débit de
purge de déconcentration (opération consistant à évacuer les sels et impuretés produites par l’eau et la vapeur) ;
– Réglage, nettoyage ou remplacement de la glace de niveau de la cuve.
Les quatre produisent à une pression d’environ 11 bar, jamais à charge maxi-male. L’analyse ABB commença par la deuxième, la plus utilisée mais la moins efficace.
Le premier examen révéla un déplacement par à-coups du positionneur de ventilateur de tirage induit, signe d’un éventuel dys-fonctionnement du vérin pneumatique ou du piston. Le ventilateur de tirage forcé ➔ 3 n’était pas non plus sans poser problème.
L’équipe ABB remarqua une ouverture près de la sonde d’oxygène, qui laissait passer l’air dans la gaine en amont du ven-tilateur. De même, les deux sondes don-naient toujours des valeurs supérieures d’environ 2 % à celles mesurées par un analyseur portable. Cette fuite revenait à ajouter de l’air pour un flux de combustible qui ne parvenait pas vraiment à la chau-dière. D’où la hausse et la baisse en dents de scie des mesures de débit d’air et de combustible, ainsi qu’une hystérésis contre-productive et source de variabilité.
Qui plus est, un essai de tirage de la chambre de combustion indiqua une fuite d’air aspirée par le ventilateur de tirage induit et évacuée par la cheminée, en pure perte d’énergie. Des essais de charge per-mirent d’ajuster le paramétrage du rapport air-combustible. (Précisons que la régula-tion d’oxygène qui corrige précisément le
3 Ventilateur de tirage forcé
2 Synoptique du site Arkema
Eau (kg/h)
Chaudière 1
Consigne de charge (kg/h) 13,41
14,02
3,19 % oxy.Auto (débloqué)
8"
Gaz nat. (g/h) 700,72
Air (kg/h) 14,07
12,45
11,31 kg/h •
≈ 11 bar
Eau (kg/h)
Chaudière 3
Consigne de charge (kg/h) 18,04
16,01
2,54 % oxy.Auto (débloqué)
8"
Gaz nat. (g/h) 865,53
Air (kg/h) 20,60
16,85
16,18 kg/h •
≈ 11 bar
Eau (kg/h)
Chaudière 4
Consigne de charge (kg/h) 18,04
17,97
3,07 % oxy.Auto (débloqué)
8"
Gaz nat. (g/h) 987,04
Air (kg/h) 22,91
17,57
kg/h
≈ 11 bar
Défaut calc. 1,28 g/h
5,90 kg/h
6,38 g/h
5,97 g/h
8,39 g/h
1,781 g/h
1,90 g/h 0,70
3,4-7,3 kg/h
Aux. chaudière
Collecteur nord
≈ 11 bar
≈ 11 bar
≈ 11 bar
≈ 11 bar
Unité F
≈ 11 bar
≈ 11 bar
Unité B réact.Unité B dist.
Unité D ouest
Unité C
Unité D est Unité E
Unité A
Chaudière 5 •
• Chaudière 5 inutilisée• MassProBar
Eau (kg/h)
Chaudière 2
Consigne de charge (kg/h) 6,80
0,76
19,75 % oxy.Auto (bloqué)Oxy. réel 2 % <Indication sur chaudière 2
8"
Gaz nat. (g/h) 18,57
Air (kg/h) 1,27
1,09
0,00 kg/h. •
0,48 bar
10"
10"
10"
10"
12"
12"
6"
6"
6"
6"
8"
12"
Pression collect.
SPC
24.34 S1.54 P
47.22 C
35Des chaudières à la loupe
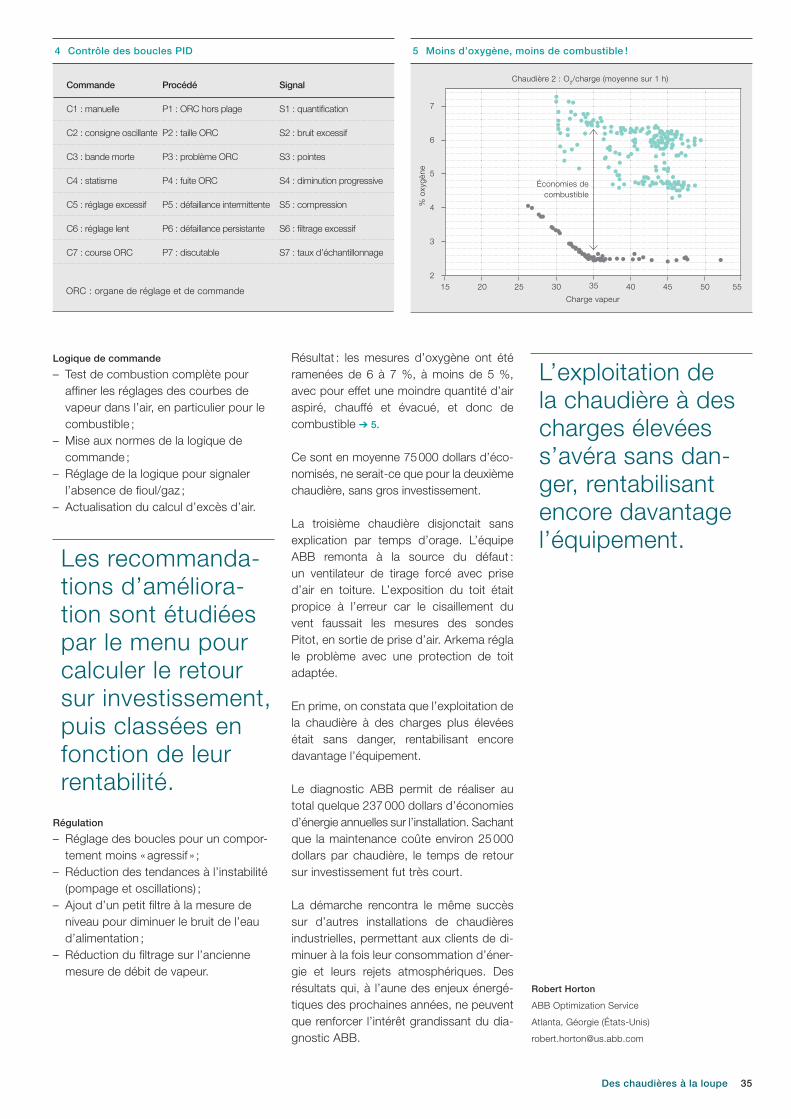
Résultat : les mesures d’oxygène ont été ramenées de 6 à 7 %, à moins de 5 %, avec pour effet une moindre quantité d’air aspiré, chauffé et évacué, et donc de combustible ➔ 5.
Ce sont en moyenne 75 000 dollars d’éco-nomisés, ne serait-ce que pour la deuxième chaudière, sans gros investissement.
La troisième chaudière disjonctait sans explication par temps d’orage. L’équipe ABB remonta à la source du défaut : un ventilateur de tirage forcé avec prise d’air en toiture. L’exposition du toit était propice à l’erreur car le cisaillement du vent faussait les mesures des sondes Pitot, en sortie de prise d’air. Arkema régla le problème avec une protection de toit adaptée.
En prime, on constata que l’exploitation de la chaudière à des charges plus élevées était sans danger, rentabilisant encore davantage l’équipement.
Le diagnostic ABB permit de réaliser au total quelque 237 000 dollars d’économies d’énergie annuelles sur l’installation. Sachant que la maintenance coûte environ 25 000 dollars par chaudière, le temps de retour sur investissement fut très court.
La démarche rencontra le même succès sur d’autres installations de chaudières industrielles, permettant aux clients de di-minuer à la fois leur consommation d’éner-gie et leurs rejets atmosphériques. Des résultats qui, à l’aune des enjeux énergé-tiques des prochaines années, ne peuvent que renforcer l’intérêt grandissant du dia-gnostic ABB.
Logique de commande
– Test de combustion complète pour affiner les réglages des courbes de vapeur dans l’air, en particulier pour le combustible ;
– Mise aux normes de la logique de commande ;
– Réglage de la logique pour signaler l’absence de fioul/gaz ;
– Actualisation du calcul d’excès d’air.
Régulation
– Réglage des boucles pour un compor-tement moins « agressif » ;
– Réduction des tendances à l’instabilité (pompage et oscillations) ;
– Ajout d’un petit filtre à la mesure de niveau pour diminuer le bruit de l’eau d’alimentation ;
– Réduction du filtrage sur l’ancienne mesure de débit de vapeur.
Robert horton
ABB Optimization Service
Atlanta, Géorgie (États-Unis)
Les recommanda-tions d’améliora-tion sont étudiées par le menu pour calculer le retour sur investissement, puis classées en fonction de leur rentabilité.
L’exploitation de la chaudière à des charges élevées s’avéra sans dan-ger, rentabilisant encore davantage l’équipement.
4 Contrôle des boucles PID
Commande Procédé Signal
C1 : manuelle P1 : ORC hors plage S1 : quantification
C2 : consigne oscillante P2 : taille ORC S2 : bruit excessif
C3 : bande morte P3 : problème ORC S3 : pointes
C4 : statisme P4 : fuite ORC S4 : diminution progressive
C5 : réglage excessif P5 : défaillance intermittente S5 : compression
C6 : réglage lent P6 : défaillance persistante S6 : filtrage excessif
C7 : course ORC P7 : discutable S7 : taux d’échantillonnage
ORC : organe de réglage et de commande
5 Moins d’oxygène, moins de combustible !
% o
xygè
ne
Charge vapeur
Économies de combustible
Chaudière 2 : O2/charge (moyenne sur 1 h)
15 20 25 30 40 45 50 5535
5
6
7
4
3
2