2004-01-Valk Mailing-FR
8
2004 - nr 1 suite page 2 Valk mailing une édition de Valk Welding France Un robot peut en principe reproduire tous les mouvements manuels effectués par un opérateur humain : mise en place ou enlèvement de pièces, mais aussi leur nettoyage ou leur tri et leur rangement. Un robot peut même être pourvu d’une caméra pour rechercher et repérer des pièces de façon autonome. Et pendant les temps morts, dans l’attente qu’une opéra- tion se termine, un robot peut être affecté au chargement d’une deuxième machine... Voilà, en quelques mots, ce qu’avait à l’es- prit Lucien Heemskerk, de l’entreprise Heemskerk Fijnmechanica BV à Waddinxveen aux Pays-Bas, lorsqu’il explorait les possibilités d’automatisation des centres d’usinage de ses ateliers. Pour les tours, Heemskerk utilisait déjà des chargeurs à porti- que capables de placer les pièces dans le mandrin et de les en retirer. Comme l’affirme Lucien Heemskerk : “Pour ce qui concerne les centres d’usinage, la plupart des solutions se limi- tent à des systèmes automatiques d’achemine- ment et d’évacuation sur palettes pouvant supporter chacune une seule pièce. Lorsque le produit à fabriquer est de petite taille, on a alors besoin d’un grand nombre de palettes, ce qui en fait un système souvent coûteux. C’est pourquoi nous avons d’emblée vu dans la robotique une alternative intéressante, qui nous a très rapide- ment amenés à prendre contact avec Valk Welding. Nous avons choisi un système d’achem- inement et d’évacuation à bande de transport sur laquelle les pièces sont placées manuellement. Le robot les en retire individuellement et les y replace après l’opération d’usinage. A notre avis, ce concept nous a permis d’opter pour la solution la moins chère, la plus rentable et la plus polyva- lente.” Avec l’aide de Valk Welding, Heemskerk Fijnmechanica BV a associé voici une bonne année un robot de manutention Nachi à un.... Après l’introduction d’un robot plieur universel l’année passée,Valk Welding vient de mettre au point une nouvelle application de manutention qui ne manquera pas d’intéresser les professionnels de la métallurgie: un robot chargeur pour centres d’usinage. Un premier projet, mené chez Heemskerk Fijnmechanica BV aux Pays-Bas, va déboucher sur des applications plus larges pour les traitements à enlèvement de matière. A lire aussi dans ce numéro : • Un printemps animé côté salons . . . . . . . . .3 • Valk Welding France . . . . . . . . . . . . . . . . . . . .4 • 57 minutes ininterrompues de soudage . . . . robotisé . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5 • Formations en robotique et en logiciel . .6-7 • Brèves . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7-8 charger des centres d’usinage DES robots Nachi © Valk Welding BV, februari 2004 Tous drois réservés
-
Upload
valk-welding-bv -
Category
Documents
-
view
213 -
download
0
description
Valk Welding est une société active dans le développement et la construction de systèmes de robotisation dans la production soudée pour la fabrication flexible de séries de petite et moyenne taille. Avec la vente et l'installation de plus de 2000 robots industriels et plus de 600 tonnes de fil de soudage massif livré tous les mois, Valk Welding fait partie des grands fournisseurs indépendants du secteur en Europe. Avec ses vastes connaissances et expériences dans le domaine de la robotique et de la technique de soudage, Valk Welding offre des solutions globales pour une augmentation de la production et un meilleur rendement. Valk Welding: The strong connection!
Transcript of 2004-01-Valk Mailing-FR

20
04
- n
r 1
suite page 2
Valk mailing une édition de Valk Welding France
Un robot peut en principe reproduire
tous les mouvements manuels effectués
par un opérateur humain : mise en place
ou enlèvement de pièces, mais aussi leur
nettoyage ou leur tri et leur rangement.
Un robot peut même être pourvu d’une
caméra pour rechercher et repérer des
pièces de façon autonome. Et pendant les
temps morts, dans l’attente qu’une opéra-
tion se termine, un robot peut être affecté
au chargement d’une deuxième machine...
Voilà, en quelques mots, ce qu’avait à l’es-
prit Lucien Heemskerk, de l’entreprise
Heemskerk Fijnmechanica BV à
Waddinxveen aux Pays-Bas, lorsqu’il explorait
les possibilités d’automatisation des centres
d’usinage de ses ateliers. Pour les tours,
Heemskerk utilisait déjà des chargeurs à porti-
que capables de placer les pièces dans le
mandrin et de les en retirer. Comme l’affirme
Lucien Heemskerk : “Pour ce qui concerne les
centres d’usinage, la plupart des solutions se limi-
tent à des systèmes automatiques d’achemine-
ment et d’évacuation sur palettes pouvant
supporter chacune une seule pièce. Lorsque le
produit à fabriquer est de petite taille, on a alors
besoin d’un grand nombre de palettes, ce qui en
fait un système souvent coûteux. C’est pourquoi
nous avons d’emblée vu dans la robotique une
alternative intéressante, qui nous a très rapide-
ment amenés à prendre contact avec Valk
Welding. Nous avons choisi un système d’achem-
inement et d’évacuation à bande de transport sur
laquelle les pièces sont placées manuellement. Le
robot les en retire individuellement et les y
replace après l’opération d’usinage. A notre avis,
ce concept nous a permis d’opter pour la solution
la moins chère, la plus rentable et la plus polyva-
lente.”
Avec l’aide de Valk Welding, Heemskerk
Fijnmechanica BV a associé voici une bonne
année un robot de manutention Nachi à un....
Après l’introduction d’un robot plieur universel l’année passée, Valk Welding
vient de mettre au point une nouvelle application de manutention qui ne
manquera pas d’intéresser les professionnels de la métallurgie: un robot
chargeur pour centres d’usinage. Un premier projet, mené chez Heemskerk
Fijnmechanica BV aux Pays-Bas, va déboucher sur des applications plus
larges pour les traitements à enlèvement de matière.
A lire aussi dans cenuméro :• Un printemps animé côté salons . . . . . . . . .3
• Valk Welding France . . . . . . . . . . . . . . . . . . . .4
• 57 minutes ininterrompues de soudage . . . .
robotisé . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
• Formations en robotique et en logiciel . .6-7
• Brèves . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7-8
charger des centres d’usinage
DES robots Nachi
© Valk Welding BV, februari 2004
Tous drois réservés

2
suite de la couverture
centre d’usinage Victor. Le robot peut traiter
des charges de 35 kg. Il est pourvu de ventou-
ses et de griffes, ce qui lui permet de manipu-
ler un grand nombre de pièces différentes. Le
robot retire les produits de la bande de trans-
port et les place dans un poste de serrage
pneumatique sur le plateau du centre d’usin-
age. Après une opération de fraisage, le poste
de serrage et la pièce sont nettoyés sous pres-
sion ; ensuite, le robot reprend le produit et le
replace sur la bande de transport au bout de
laquelle les pièces sont réceptionnées dans un
bac de collecte. Pour les grandes séries, ce
processus peut être répété longtemps sans
intervention d’un opérateur. Toutefois,
Heemskerk se sert également de la cellule
pour les petites séries lorsque les conditions de
production le justifient. Comme l’explique
Lucien Heemskerk : ‘Cette nuit, la cellule a
fraisé une série de 50 pièces seule, sans opéra-
teur. Nous voyons cette cellule comme un
premier pas vers une automatisation plus
complète des opérations de fraisage. Dans la
phase initiale où nous nous trouvons, nous
voulons avant tout nous mettre à l’abri des
surprises que peut impliquer un fonctionne-
ment sans opérateur : il suffit de penser aux
bris d’outils, à l’encrassement des mandrins,
etc. Nous maîtrisons maintenant bien ces inci-
dents potentiels, et nous en sommes au point
où nous envisageons de faire desservir un
deuxième centre d’usinage par le robot.’
Lucien Heemskerk envisage un avenir certain
pour la robotique dans son entreprise, d’autant
plus que les cellules peuvent ‘servir’ plusieurs
machines. ‘Nous disposons de 17 tours et de
20 centres d’usinage, dont la plupart sont utili-
sés pour la réalisation de petites séries, de jour
et par un seul homme. Pour les séries plus
grandes, nous avons recours à des systèmes
d’alimentation de barre et de chargement à
portique. Il y a quelques années, nous avons
également investi dans des centres de tour-
nage permettant un travail d’usinage complet
avec une seule opération de serrage. Au total,
nous disposons maintenant d’un assez large
éventail de systèmes de production, ce qui
nous permet de choisir pour chaque
commande l’ensemble de machines le plus
approprié.’
Lucien Heemskerk n’ignore pas les préjugés
vis-à-vis de la robotique, mais les réfute sans
hésiter : ‘Les avantages l’emportent sur les
inconvénients. La programmation n’est pas
plus compliquée qu’une commande CNC habi-
tuelle. Bien entendu, il faut pouvoir faire face à
des situations imprévues. C’est pourquoi il faut
commencer simple, apprendre à maîtriser le
processus et ne passer à la vitesse supérieure
que dans un deuxième temps. Et même dans
la phase d’optimisation, la vitesse de produc-
tion ne doit pas être la priorité absolue. La
fiabilité, qui permettra d’obtenir en fin de
compte une qualité supérieure et constante,
constitue pour nous l’objectif principal.’
cellule robotique “H-Frame”
Metapro 2004Du 3 au 6 mars 2004
Kortrijk Xpo, Courtrai (B)
Stand 205 / Hall 2
Techni-Show 2004Du 16 au 20 mars 2004
Jaarbeurs, Utrecht (NL)
Stand 9.C.010 / Hall 9
Industrie (Soudage) 2004Du 22 au 26 mars 2004
Parc d’Expositions, Paris-Nord Villepinte (F)
Stand 5 M 140 / Hall 5A
Vous n avez pas encorevotre entrée gratuite ?Demandez-nous sanstarder votre invita-tion : le nombre debillets disponibles estlimité !
Metapro 2004 / Soudage 2004 Vous pouvez réserver vos entrées gratuites à
Metapro et Soudage 2004 en envoyant un e-
mail à [email protected] ; dans la ligne
d'objet, veuillez mentionner “Entrées gratuites
Metapro 2004” ou “Entrées gratuites Soudage
2004”. Merci d'indiquer clairement votre nom
et votre adresse complète, ainsi que le
nombre d'entrées gratuites dont vous souhai-
tez disposer. Nous vous ferons alors parvenir
vos billets dès que possible.
Techni-Show 2004Pour réserver des entrées gratuites à Techni-
Show, il suffit de vous rendre sur notre site
web www.valkwelding.com. La procédure, très
simple, est expliquée sur la page d'accueil.
Après que vous aurez effectué votre réserva-
tion, le comité organisateur vous fera parvenir
gratuitement votre badge visiteur, qui vous
permettra d'entrer au salon sans formalités et
sans faire la queue.

3
Un printemps animécôté salons
Ce ne sont pas les salons et les événements qui manqueront ce printemps 2004 :
du 3 au 6 mars, la ville de Courtrai en Belgique accueillera Metapro 2004, le
salon de la métallurgie ; aux Pays-Bas, les professionnels du secteur se retrouve-
ront du 16 au 20 au "salon combiné" Techni-Show / ESEF. Et en France, le Parc
d’Expositions à Paris-Nord Villepinte sera placé du 22 au 26 mars sous le signe
de Soudage 2004, dans le cadre du "méga-salon" Industrie 2004. Valk Welding
sera présent à tous ces événements. Voici déjà un avant-goût de ce que les visi-
teurs pourront découvrir.
De la cellule robotique classique aux solu-
tions complètes et aux automatismes
complexes
Le temps où les robots de soudage n'étaient
rentables que pour les productions de grande
série est bien révolu. A Courtrai, Utrecht et
Villepinte, Valk Welding présentera des solu-
tions permettant la production flexible de
séries courtes. C'est ainsi que Valk Welding
démontrera, entre autres solutions, sa fameuse
cellule robotique “H-Frame”, ainsi que la
nouvelle cellule “Automotive”. Le premier
produit constitue une cellule robotique simple
à deux postes de clamage de longueur variable
de 1500 à 3000 mm, montés sur un châssis
rigide en H. Ce système s'avère d'une grande
souplesse d'emploi, surtout lorsqu'il est mis en
oeuvre en association avec le système de
programmation DTPS, permettant de program-
mer le robot hors ligne ou via un PC. La cellule
Automotive a été spécifiquement développée
pour les sous-traitants de l'industrie automo-
bile. (Vois aussi l'article au verso.)
Au Techni-Show, Valk Welding montrera égale-
ment une installation robotique de grande
taille pour les soudages de pièces complexes.
L'installation est équipée d'un robot de
soudage Panasonic VR008 suspendu à une
potence ; elle repose sur une ligne de transfert
et possède deux postes de travail. Nous y
simulerons une situation de production réelle.
Nous présenterons également un robot de
manutention Nachi destiné au chargement et
au déchargement de machines de tôlerie. Valk
Welding met en oeuvre ces robots dans des
plieuses et des découpeuses au laser.
Système d'amenée de fil Wire Booster
Aux trois salons cités, Valk Welding aura égale-
ment l'occasion de démontrer les performan-
ces d'un système innovant d'amenée de fil
d'apport, le Panasonic Wire Booster. Motorisée,
l'amenée Panasonic Wire Booster autorise des
distances importantes (jusqu'à 30 mètres)
entre le robot de soudage et le conditionne-
ment du fil d'apport. Le Wire Booster se fixe
très simplement sur le fût contenant le fil et
suit sans difficulté la cadence de travail grâce
au moteur d'amenée placé sur le robot, qui
aide le mouvement dès que le Wire Booster
signale une résistance. De plus, une fonction
“Mechanical Torque Limiter” évite les torsions
mécaniques du fil d'apport, assurant un dérou-
lement droit et sans à-coups. Le Wire Booster
s'adapte à toutes les marques et tous les types
de fils et de robots de soudage. L'amenée Wire
Booster permet également une distribution
centralisée vers différentes installations. Cet
appareil est disponible de stock dès mainte-
nant.
Speedglas : nouveaux filtres de soudage
évolués
Aux prochains salons, Valk Welding montrera
également les Speedglas 9002V en 9002X,
deux nouveaux filtres de soudage automati-
ques de Speedglas. Ces filtres, qui s'adaptent à
tous les masques de soudage de la série
Speedglas 9000, augmentent la souplesse d'in-
tervention des soudeurs travaillant à différents
ampérages et utilisant différentes techniques.
Une nouvelle fonction électronique permet de
régler la durée de transition du clair à l'obscur
et du retour au clair à la fin d'un travail. La
densité optique (déterminant le taux de péné-
tration de la lumière dans le filtre) est elle
aussi réglable. Les trois réglages peuvent être
combinés de façon à obtenir un ajustement
précis en fonction du type de travail à effec-
tuer. Le filtre se règle facilement et simple-
ment à l'aide de quelques boutons de
commande.
Panasonic Wire Booster Speedglas 9002X

4
Voici quatre ans déjà que Valk Welding assure l'ensemble des services d'entretien des
robots Panasonic installés en France. C'est dire si l'entreprise n'est plus une inconnue
sur le marché français. Ce qui est nouveau, par contre, c'est que ces activités ainsi que
de nouveaux efforts de vente sur le marché français se trouvent désormais structurés
au sein d'une organisation autonome, Valk Welding France. A Alblasserdam où régnait
l'hiver hollandais, Remco Valk, directeur de Valk Welding, a bien voulu retracer pour
nous les points importants de cette évolution nouvelle.
Pourquoi accroître les activités de Valk
Welding sur le marché français plutôt
qu'ailleurs ?
“C'est assez simple. D'une part, Valk Welding
doit compenser une période de calme au
Benelux, et d'autre part, il est judicieux d'in-
vestir précisément maintenant, à un moment
où l'activité économique n'est pas au plus
haut. On peut considérer notre action en
France comme un investissement dans un
nouveau débouché. En effet, nous disposons
d'amples capacités de production à
Alblasserdam, et nous souhaitons les utiliser
au maximum. Comme la clientèle au Benelux a
tendance à se tasser, nous recherchons une
croissance de nos ventes par l'élargissement de
notre marché.”
Le marché est-il donc saturé aux Pays-Bas
et en Belgique ?
“Le marché du Benelux n'est pas saturé, mais –
pour le dire à la japonaise – on y observe un
repli de la croissance des investissements. Les
industriels ont tendance à reculer leurs
investissements en attendant des jours meil-
leurs.”
Les activités de Valk Welding à l'international,
notamment au Danemark et en France, sollici-
tent fortement les capacités de l'entreprise. Le
niveau de service actuel peut-il être maintenu
dans ces conditions ?
“Oui, absolument. Pour éviter de surcharger
notre organisation de service au Benelux, nous
avons créé une organisation distincte pour les
activités de service en français, qui s'adressent
à nos clients en France et en Wallonie.”
“Plusieurs développements permettent à Valk
Welding de couvrir un territoire plus impor-
tant. Grâce à de nouvelles applications infor-
matiques modernes, nous sommes par exem-
ple en mesure de relier sans problème une
agence de service locale à la division centrale
d'Alblasserdam. Notre environnement Remote
Service, qui fait appel à l'Internet, à des
webcams et à des liaisons téléphoniques, nous
permet d'installer et d'optimiser des program-
mes à distance. Dans un tel environnement,
nos interventions ne sont plus limitées par les
distances géographiques. Mais même ces
dernières sont aujourd'hui plus faciles et moins
chères à surmonter – il suffit de songer aux
lignes aériennes à faible coût et à des liaisons
ferroviaires rapides comme le TGV et le
Thalys.”
Quelles sont les perspectives d'avenir de
Valk Welding France ?
“D'ici trois ans, nous comptons avoir créé une
implantation indépendante à Lille. Jusqu'à
présent, nos expériences en France se sont
avérées très positives. A Lille, nous fournissons
Atnor, qui fabrique des attelages, ainsi que
Rayonnages de France, un fabricant d'équipe-
ments de points de vente. Nous avons égale-
ment livré cinq installations robotisées à
D’Hollandia France à Wormhout, et nous avons
actuellement en production une installation
complexe pour Charuel à Carentoir, dans la
région de Rennes. Pour la petite histoire, on
peut noter que Charuel dispose déjà d'une
installation Panasonic depuis dix ans, dont le
service a été assuré par Valk Welding ces
quatre dernières années à la totale satisfaction
de ce client.”
Valk Welding France
Valk Welding renforce saprésence sur le marché français

57 minutes ininterrompues de soudage robotisé
5
L'un des produits les plus connus du fabricant
est incontestablement la fameuse moisson-
neuse-batteuse jaune, dont on construit plus
de 2000 exemplaires par an à Zedelgem. Dans
la division responsable de la fabrication des
essieux arrière pour les moissonneuses-batteu-
ses assemblées dans toutes les usines europé-
ennes du groupe (3500 pièces par an), un
premier robot de soudage Panasonic mobile a
été installé au milieu de l'année 1999. Il y a
peu de temps, il a été rejoint par un deuxième
robot de soudage en installation fixe et équipé
de quatre postes de travail. Ces cellules servent
au soudage des essieux arrière et de leurs
pièces de prolongement, un travail qui, jusqu'à
présent, était réalisé manuellement. Comme
l'affirme Willy Devooght, responsable de la
préparation des travaux : ‘Les durées de
soudage, très longues, constituaient un goulot
d'étranglement dans la production, car les
soudeurs devaient régulièrement l'interrompre
pour prendre leurs temps de repos. Pour certai-
nes pièces, le temps de soudage est de 57
minutes par couple. Le recours au robot
permet désormais de souder ces pièces plus
rapidement et sans interruption.
Un mouton à 5 pattes
La flexibilité était un objectif majeur lors de la
conception des deux cellules robotisées, qui
devaient pouvoir accepter des cycles de travail
mixtes pour la fabrication de plusieurs varian-
tes et types de produits. Dans ce but, les ingé-
nieurs de New Holland ont développé eux-
mêmes des calibres réglables dont la longueur,
de 4 m au maximum, s'adapte automatique-
ment en fonction de l'essieu à souder. M.
Devooght ajoute : ‘Les produits sont identifiés
au moment du serrage. Ainsi, nous pouvons
souder un total de 15 variantes en cycle mixte.
Pendant l'opération de soudage, les gabarits et
les essieux sont tournés à l'aide de manipula-
teurs Panadice. Le robot de soudage Panasonic
se déplace sur un chemin de transfert de 8 m
et dessert 5 postes de serrage de 4 m (2 x 2
plus la face en bout). Au total, 50 programmes
sont disponibles en continu. Le robot de
soudage peut ainsi être exploité pratiquement
sans temps morts et être affecté à des travaux
pendant plus de 95 % du temps de production.
’A la fin du travail de l'équipe du soir, tous les
postes de serrages sont remplis, ce qui permet
de poursuivre le travail de soudage sans opéra-
teur pendant plusieurs heures encore. Comme
la matière à souder peut varier d'un produit à
l'autre, il aurait fallu équiper chaque cellule
d'un fil d'apport et d'une torche différente. Valk
Welding a développé une solution qui permet
de supprimer cette limitation, le robot étant
capable de changer automatiquement la
torche et le fil. La première cellule était initia-
lement affectée au soudage des pièces de
prolongement, avec une durée de soudage
ininterrompu de 57 min. Pour ces produits,
l'entreprise a mis en service un robot supplé-
mentaire il y a peu. Ce robot de soudage,
monté en installation fixe, peut desservir
quatre postes de serrage dont la position est
prédéfinie par le logiciel DTPS. A l'aide de ce
système de programmation, on peut détermi-
ner la position optimale des postes, permet-
tant le changement des pièces tout en garan-
tissant une bonne accessibilité.
Contrôle
Willy Devooght conclut : ‘En soudage robotisé,
on ne dispose pas du contrôle visuel que peut
effectuer le soudeur humain. C'est pourquoi
nous soumettons les séries d'essai à un
contrôle préalable minutieux afin de pouvoir
adapter le programme si nécessaire. En revan-
che, une fois le robot parfaitement
programmé, il est capable de produire une
qualité avec laquelle le soudage manuel ne
peut pas rivaliser.
CNH Belgium N. V.
Zedelgem, Tél. +32 (0)50 253931
M. Willy Devooght, Mfg. Engineering
CNH Zedelgem
Zedelgem en Belgique accueille le plus grand centre
européen de production de machines agricoles New
Holland et Case (CNH). On y fabrique notamment
des moissonneuses-batteuses, des hacheuses et des
presses à balles. En 1998, Valk Welding y a installé
une première installation de soudage robotisé, suivi
peu après par deux robots de soudage par points
Nachi. Depuis lors, ce sont plus de dix robots qui
équipent différentes divisions de l'entreprise, et le
nombre de produits soudés à l'aide de robots croît
toujours. Les avantages de la robotique ne se limi-
tent d'ailleurs pas à l'automatisation des producti-
ons : lors de l'introduction de nouveaux modèles, le
module DTPS permet de définir à l'avance les outils
de serrage et de préparer le programme de soudage.
Cette possibilité permet d'accélérer considérable-
ment la mise en fabrication. Enfin, il faut souligner
les avantages du recours aux robots pour la produc-
tion de pièces nécessitant des durées de soudage
ininterrompues de plus d'une heure !
Willy Devooght,
Mfg. Engineering, CNH
57 minutes ininterrompues desoudage robotisé
6
La robotique est un domaine en évolution
rapide. A tel point que l'on se demande
comment les Training Engineers Mark Kamp
(responsable des formations sur cellule roboti-
que) et Gabriel Rodriguez (responsable des
formations au logiciel DTPS) arrivent à suivre
toutes les nouveautés ! “C'est surtout parce
que nous trouvons tous deux que la robotique
est un domaine passionnant. Pour nous, les
cours sont un magnifique prétexte pour
étudier à fond toutes ces fonctions nouvelles',
nous explique un Mark Kamp très enthousiaste.
“De plus, et nous les en remercions, nous
pouvons compter sur l'aide et l'assistance des
constructeurs. Nous analysons à fond les
manuels, après quoi nous rédigeons nos
propres documents de formation. C'est un
travail nécessaire pour nos élèves, qui nous
permet dans la foulée de réunir, à notre niveau
aussi, les connaissances nécessaires.” Gabriel
Rodriguez ajoute : “A côté de la théorie, c'est
aussi une question de pratique. Il y a le faire et
le savoir-faire, qui s'acquiert également en
commettant de temps en temps une erreur –
si du moins on en tire les leçons.”
Un programme étendu et varié
Les formations de Valk Welding sont adaptées
en fonction du type d'utilisateurs et/ou des
compétences spécifiques à maîtriser (pour
quelques exemples concrets, lire l'encadré).
Pour les utilisateurs débutants en robotique
et/ou en programmation DTPS, Valk Welding
prévoit des formations de base. C'est ainsi que
le centre de formation propose un cours de
base en programmation on-line, permettant
d'acquérir les principes de la programmation
des robots à l'aide de la teachbox, et un cours
de base en programmation off-line, où s'ap-
prennent les principales techniques de la
programmation via un PC ou à l'aide du
module de programmation off-line DTPS. Valk
Welding propose également des formations
permettant l'apprentissage de compétences
spécifiques sur machines robotisées dans ses
cours axés sur les techniques de l'opérateur,
l'entretien, la sécurité, ou encore la calibration.
Tous ces cours sont structurés selon le modèle
pédagogique de l'apprentissage par résolution
de problèmes (ARP). A l'aide de cas concrets,
cette méthode vise à faire découvrir toutes les
fonctions du système à apprendre, l'acquisition
des compétences se faisant "en situation
réelle".
Les cours du centre peuvent porter sur tous les
types de robots, et pas seulement sur les
modèles dernier cri. Au Technical & Training
Center, l'ancien et le nouveau se trouvent côte
à côte : là les robots les plus récents de la série
Panasonic Global II, ici les “bon vieux”
Panasonic de type AW. On y trouve également
une série de robots de la très populaire série
VR. Enfin, un robot Nachi permet les forma-
tions aux applications de manutention.
Formations standard, formations person-
nalisées
Outre les “cours standard”, le centre donne
également des formations optionnelles.
“Certaines installations robotisées sont très
spécifiques ; dans ces cas, une formation géné-
rale ne suffit pas”, explique Mark Kamp. “En
concertation avec le client, nous développons
alors un cours sur mesure, afin que les
programmeurs concernés puissent connaître
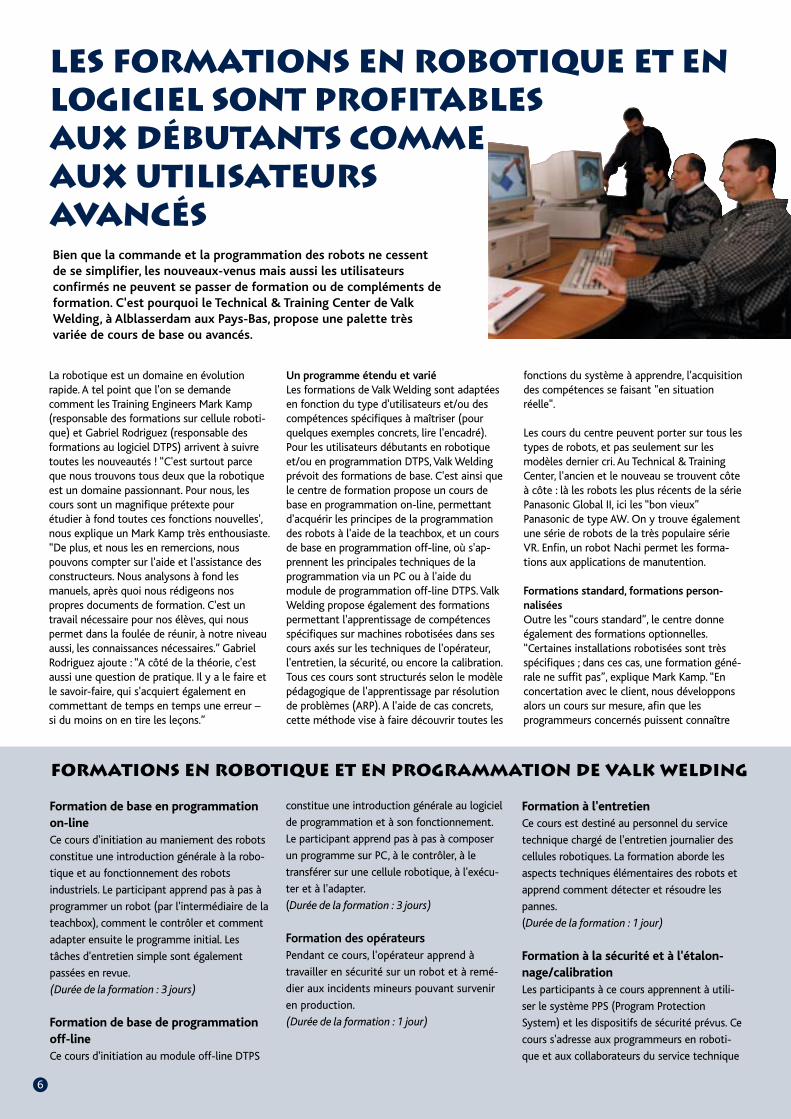
Bien que la commande et la programmation des robots ne cessent
de se simplifier, les nouveaux-venus mais aussi les utilisateurs
confirmés ne peuvent se passer de formation ou de compléments de
formation. C'est pourquoi le Technical & Training Center de Valk
Welding, à Alblasserdam aux Pays-Bas, propose une palette très
variée de cours de base ou avancés.
Formations en robotique et en programmation de Valk Welding
Formation de base en programmation
on-line
Ce cours d'initiation au maniement des robots
constitue une introduction générale à la robo-
tique et au fonctionnement des robots
industriels. Le participant apprend pas à pas à
programmer un robot (par l'intermédiaire de la
teachbox), comment le contrôler et comment
adapter ensuite le programme initial. Les
tâches d'entretien simple sont également
passées en revue.
(Durée de la formation : 3 jours)
Formation de base de programmation
off-line
Ce cours d'initiation au module off-line DTPS
constitue une introduction générale au logiciel
de programmation et à son fonctionnement.
Le participant apprend pas à pas à composer
un programme sur PC, à le contrôler, à le
transférer sur une cellule robotique, à l'exécu-
ter et à l'adapter.
(Durée de la formation : 3 jours)
Formation des opérateurs
Pendant ce cours, l'opérateur apprend à
travailler en sécurité sur un robot et à remé-
dier aux incidents mineurs pouvant survenir
en production.
(Durée de la formation : 1 jour)
Formation à l'entretien
Ce cours est destiné au personnel du service
technique chargé de l'entretien journalier des
cellules robotiques. La formation aborde les
aspects techniques élémentaires des robots et
apprend comment détecter et résoudre les
pannes.
(Durée de la formation : 1 jour)
Formation à la sécurité et à l'étalon-
nage/calibration
Les participants à ce cours apprennent à utili-
ser le système PPS (Program Protection
System) et les dispositifs de sécurité prévus. Ce
cours s'adresse aux programmeurs en roboti-
que et aux collaborateurs du service technique
Les formations en robotique et enlogiciel sont profitables aux débutants comme aux utilisateurs avancés

toutes les particularités de la machine qu'ils
auront à contrôler. Mais même dans nos
formations "standard", nous tenons compte
des situations d'utilisation particulières. Par
exemple, lorsqu'un client vient d'acquérir un
robot pour une application d'injection de poly-
ester, il est peu intéressant de lui apprendre
comment programmer les mouvements
pendulaires, un type d'opération pratiqué
seulement pour le soudage.”
Formations avancées
Former des programmeurs avancés en roboti-
que, est-ce bien utile ? La pratique prouve que
des formations continues sont justifiées.
“Même les opérateurs chevronnés sont à la
recherche de tours de main qu'ils ont oubliés
ou 'd'astuces' et de rappels qui facilitent le
travail et le rendent plus productif”, observent
MM. Rodriguez et Kamp. “L'objectif des
formations avancées consiste surtout à réactu-
aliser des connaissances présentes, mais
passées à l'arrière-plan. Au fil du temps, certai-
nes pratiques de travail s'installent. Elles ne
sont pas forcément mauvaises, mais peut-être
que d’autres façons de s'y prendre sont plus
avantageuse. En posant, en situation concrète,
des questions telles que "Et cela, comment le
résoudre ?" ou "Et cela, comment y faire
face ?", on peut amener le participant à remet-
tre en question des façons de faire "automati-
ques" et à améliorer sa méthode de travail. Du
plus, comme le niveau des élèves expérimen-
tés est forcément plus élevé, cela permet aux
formateurs d'approfondir d’avantage la mati-
ère qu'ils enseignent.”
“Il arrive d'ailleurs que nos élèves nous appren-
nent des choses”, conclut Mark Kamp en souri-
ant. “Certains sont de vrais passionnés, qui
apportent des solutions originales. Mais chez
les débutants aussi, leur regard neuf permet
parfois de poser les questions sous un angle
inédit. Ces enrichissements, nous essayons
ensuite de les transposer dans les formations
que nous donnons à d'autres élèves.”
chargés de recalibrer les robots (Panasonic) par
logiciel après un incident comme une collision.
(Durée de la formation : 1 jour)
Formation optionnelle
Ce cours est destiné aux programmeurs en
robotique ayant suivi le cours de base. Ce
programme de formation aborde les points
intéressant la commande et la conduite d'in-
stallations spécifiques.
(Durée de la formation : en fonction du nombre
de points à traiter.)
Cours avancé de programmation
on-line
Ce cours est destiné aux programmeurs en
robotique ayant suivi le cours de base et ayant
travaillé régulièrement sur robot depuis. Les
connaissances acquises pendant le cours de
base font l'objet de rappels ; sur la base de l'ex-
périence pratique du programmeur, des solu-
tions sont proposées aux problèmes rencontrés
fréquemment en programmation.
(Durée de la formation : en fonction du nombre
de points à traiter ; 1 ou 2 jours en principe)
Toutes les formations comprennent
le repas de midi.
Diplômes IWE et IWT
Brèves
7
Sprays anti-éclaboussuresValk Welding propose une gamme étendue
d’accessoires anti-éclaboussures sous diffé-
rentes formes : sprays à vaporiser, liquides,
huiles et graisses. Ces auxiliaires réduisent
l’accrochage, lors du soudage, d’éclaboussu-
res provenant des torches, des pièces travail-
lées ou d’autres objets.
Les produits en spray et liquides sont sans
silicones ; ils sont disponibles en formula-
tions à base aqueuse ou huileuse, en flacons
à vaporiser de 400 ml ou en conditionne-
ments grand volume. L’utilisation de ces
produits ne compromet en aucune façon la
finition ultérieure de la pièce par zingage ou
application d’un autre revêtement.
Deux collaborateurs de Valk Welding, Ronald
Takken (Conseiller technique) et Peter
Haspels (Service ventes) viennent de termi-
ner avec fruit un programme de formation
technique en soudage. Ronald Takken a
obtenu le diplôme d’International Welding
Engineer (IWE) ; quant à Peter Haspels, le
voici promu International Welding
Technician (IWT). Leurs spécialisations s’ins-
crivent dans le cadre de la politique de
formation de Valk Welding, axée sur l’améli-
oration et le maintien des connaissance
techniques en matière de soudage au sein
de l’entreprise.

Machines de soudage à bande IDEAL LBS040
IDEAL lance une nouvelle gamme de machines
de soudage à bande, les LBS040/120. Ces
machines sont destinées aux lignes de poinçon-
nage utilisées pour les applications électromé-
caniques, aux installations de rebobinage élec-
trique pour productions semi-finies, aux lignes
de fabrication de tubes et de profilage, ainsi
qu'aux installations de finition caractérisées par
des exigences importantes quant à la qualité
des soudures. L'extrémité de la bande est
placée manuellement contre un taquet arrière ;
le serrage, la découpe et le positionnement
pour le soudage sont automatisés. Les
programmes de soudage peuvent être sauve-
gardés et répétés automatiquement. Valk
Welding présentera les capacités de cette
machine aux salons Metapro 2004 et Techni-
Show 2004.
Machines de soudage à bande IDEAL
LBS040
Valk Welding France
Staalindustrieweg 15
Postbus 60
NL-2950 AB Alblasserdam
France :
Tél. +33 (0)3 20 10 00 39
Fax +33 (0)3 20 10 01 12
Belgique :
Tél. +32 (0)3 685 14 77
Fax +32 (0)3 685 12 33
www.valkwelding.com
Rédaction et production :
Steenkist Communications, NL-Haarlem
Frank Rozendaal,
Valk Welding, Marketing Communication
Photographie :
Foto Schievink, Papendrecht et archives Valk Welding
COORDINEES
Calendrierdes salons
Metapro 2004Du 3 au 6 mars 2004
Kortrijk Xpo, Courtrai (B)
Techni-Show 2004Du 16 au 20 mars 2004
Jaarbeurs, Utrecht (NL)
Industrie (Soudage) 2004Du 22 au 26 mars 2004
Expo, Paris Nord Villepinte (F)
Metal 2004Du 20 au 24 avril 2004
Messecenter, Fredericia (DK)
Schweissen & Schneiden2005
Du 12 au 17 septembre 2005
Messe, Essen (D)
Une cellule robotiquepour le secteur automobileLa nouvelle cellule « Automotive » a été
spécifiquement développée pour les sous-trai-
tants de l’industrie automobile. Cette cellule,
qui répond aux normes rigoureuses de sécurité
du secteur, vise en particulier la fabrication de
produits à cycle court (- 20 s, voir l’exemple).
Pour obtenir ces temps de production réduits,
l’ensemble est équipé notamment de portes
coulissantes rapides - le temps d’ouverture et
de fermeture est inférieur à 1,2 s - et de deux
postes de serrage conçus pour permettre la
mise en place et le retrait rapide des pièces. La
cellule Automotive est également dotée d’un
robot Panasonic VR006 piloté par une
commande Global II de nouvelle génération.Une première cellule a d’ores et déjà été livrée
à Martinrea Fluid Systems, sis à Born (Pays-
Bas) et mise en service à la totale satisfaction
du client. Valk Welding montrera la cellule
automotive aux salons Metapro (Courtrais,
Belgique) et Soudage (Paris-Villepinte,
France).