







Langages
Pages
Légal


Can. Ins/. Food Sci. Technol. J. Vol. 22. No. 3. pp. 276-283, 1989
RECHERCHE
Optimisation des conditions d'operation d'un four avidepour la determination de l'humidite du fromage par une
methode combinee de lyophilisation-sechage au four avideP. Verret et C. Lacroix
Groupe de recherche STELA,DeparLement de sciences et technologie des aliments,
Universite Laval, Ste-Foy (Quebec), Canada, G IK 7P4
et
D. B. Emmons
Food Research Centre,Agriculture Canada,
Ottawa, (Ontario), Canada, KIA OC6
AbstractMoisture content ofCheddar cheese was determined by a method
employing freeze-drying followed by a final drying in a vacuumoven. A relationship was observed between the moisture content andthe yellowness of the cheese after final drying. A method based onheat sensitivity of skim milk powder was used to study the temperature profile in the vacuum oven. Sample yellowness after drying waslargely int1uenced by shelf location and sample location on a shelf.With this method, the operating conditions of the vacuum oven weresuccessfully optimized leading to an important increase in theprecision of cheese moisture determination.
ResumeL'humidite des fromages cheddar a ete determinee par une
methode de lyophilisation suivie d'un sechage au four a vide. Ayantobserve un lien entre les mesures d'humidite et la teinte jaunatre desfromages apres sechage, une methode faisant appel ala sensibilite despoudres de lait ecreme a la chaleur, a ete utilisee pour etudier larepartition des temperatures al'interieur du four a vide. Le jaunissement differe considerablement selon les differentes tablettes et position sur chaque tablelte. A I'aide de cette methode, les conditionsd'operation du four a vide ont pu etre facilement optimisees et ontpermis d'augmenter fortement la precision sur la determination del'humidite des fromages.
IntroductionUn contr6le precis de l'humidite des fromages au
cours de la fabrication fromagere est essentiel al'obtention de fromages de qualite uniforme. De plus, lateneur en eau du fromage est directement relie aurendement fromager. Ainsi, une augmentation de 1070de I'humidite du fromage cheddar entrai'ne une augmentation d'environ 1,6% du rendement fromager.Ces chiffres illustrent I'importance du contr61e de I'humidite des fromages en industrie et la necessite pourune usine de fabriquer un fromage dont la teneur enhumidite est aussi proche que possible de ses propresstandards ou des limites legales.
Dans un but comparatif, l'estimation du rendementfromager doit etre ramenee a un niveau d'humiditeconstant. Le calcul du rendement ajuste est alors effectue apartir du rendement observe d'une fabrication etde la composition du fromage. L'estimation juste durendement ne peut se faire que par un echantillonnageapproprie et des methodes d'analyse sensibles et repetables. Un echantillon de quelques grammes de fromage sert a estimer le contenu en eau d'un bassin deplusieurs milliers de kilogrammes. L'erreur d'analysemerite donc qu'on lui accorde une attention speciale.
Karmas (1980) a passe en revue de nombreuses methodes d'analyse de l'humidite dans les aliments, tellesque la mesure au four avide, I'analyse thermogravimetrique, la distillation, Karl Fischer, les analyses spectroscopiques et celles faisant appel aux proprietes electriques de I'eau. Certaines de ces methodes ne peuventqu'etre utilisees en laboratoire ou ne sont pas recommandees pour I'analyse de fromages (Christen andRichardson, 1979).
Les methodes alliant rapidite et precision ont etelonguement evaluees dans la litterature. Parmi cellesci, le four amicro-ondes, semble etre la methode idealepour l'industrie et merite par le fait meme une attention particuliere (Shanley et Jameson, 1981; Gilkisonet Frost, 1982; Dasen et Grappin, 1983; Barbano andDella Valle, 1984). Diverses etudes ont demontre queles micro-ondes permettent d'evaluer en quelques minutes I'extrait sec des fromages avec une bonne precision.
Le sechage dans un four generalement chauffe electriquement ou par infra-rouge et parfois sous vide, estle mode d'extraction de I'eau le plus frequemmentutilise (Karmas, 1980). La methode officielle d'evalua-
Copyrighl !J 1989 Canadian Institute of Food Science and Technology
276

tion de I'humidite (AOAC, 1984) dans les fromagesrecommande de faire secher 2-3 g de fromage dans unfour avide a 100°C, pendant approximativement 4 hsous une pression inferieure a 13,3 kPa. Au cours dusechage il est recommande de faire circuler un lentcourant d'air (2 bulles/sec) deshydrate par barbotagedans du H ZS04 • Cette mesure d'humidite est relativeen ce sens que les conditions requises pour extraire lapresque totalite de I'eau libre entraine necessairementune perte plus ou moins grande de d'autres composesvolatils, en plus des pertes dues aux reactions secondaires de degradation du produit. Ces dernieres serontd'autant plus elevees que le traitement de chaleur seraintense. Hoh et Adachi (1986) ont observe une decomposition des constituants du lait au cours du sechage a99°C resultant en une perte continue de poids. Lesauteurs recommandent la lyophilisation cornme methode standard de sechage. Cette methode a I'avantagede bien deshydrater les echantillons sans degradationapparente. De plus, la methode officielle, relativementsimple, ne semble cependant pas toujours donner desresultats satisfaisant les utilisateurs. En effet, dans uneetude interlaboratoires sur des mesures d'humiditedans les fromages, Strange (1972) souligne le fait quetous les participants ont modifie la methode conventionnelle d'une fal;on quelconque. Les facteurs pouvant influencer les resultats sont la perte de composesvolatils, la decomposition partielle de I'echantillon, lesgradients de temperature dans le four, les erreurs depesee provenant de la precision des balances et dutemps requis pour les pesees. Emmons et coil. (1974)ont souligne I'effet important de la variabilite destemperatures dans les fours a vide (AOAC) tant auniveau spatial dans la chambre que durant la periodede sechage. II en resulte des problemes de reproductibilite dans les resultats d'analyse d'humidite issus deces methodes au cours d'une meme journee et de journees consecutives. Malgre ces imperfections, Morrissey (1974) recommande que toute evaluation de I'humidite dans les produits laitiers doit etre definie par lamethode officielle du four avide.
Plusieurs criteres sont consideres lors du choix d'unemethode d'analyse : I'environnement (Iaboratoire ouusine), le temps disponible pour I'analyse, la precisiondesiree et le besoin de se referer aune mesure officielle.La methode presentee par Emmons et coIl. (1971)senble etre un compromis interessant au niveau dulaboratoire: elle vise une estimation tres precise deI'humidite, conforme aune valeur officielle, en tenantcompte des lacunes de la technique de reference. EIIeimplique une congelation des fromages en portions de10 g a -18°C favorisant ainsi le developpement decristaux de glace volumineux. Les fromages sont ensuite Iyophilises, pendant 16 h, puis places dans unfour avide a98-100°C pour y etre seches pendant 5 h.Cette fal;on de proceder comporte certains avantages:en premier lieu, un echantillon de 10 g comparativement a 2 g pour la methode de reference, est plusrepresentatif de la masse totale de fromage aanalyseret diminue proportionnellement I'erreur de pesee. Ensecond lieu, I'evaporation de la plus grande partie de
Can. Insl. Food Sci. Technol. J. Vol. 22, No. 3, 1989
I'eau se produit au cours de I'etape de lyophilisation,sans alteration du fromage. L'eau residuelle est ensuiteextraite dans des conditions similaires a la methodeoffficielle, favorisant une mesure d'humidite comparable. L'elimination de I'eau dans le four a vide estfavorisee par la structure poreuse issue du traitementde lyophilisation. L'inconvenient principal inherent aI'utilisation du Iyophilisateur tient a I'augmentationnotable des delais pour obtenir les resultats; inconvenient majeur d'un point de vue industriel mais demoindre importance dans le cas d'une etude en laboratoire, visant une precision maximale sur les valeursd'humidite des echantillons de fromage. Neanmoins,les conditions d'utilisation du four avide apres lyophilisation devraient etre optimisees pour permettre deconserver les avantages de la lyophilisation.
Le but de ce travail est de mettre au point et d'optimiser une methode de determination de I'humidite dufromage basee sur la lyophilisation suivie d'un sechageau four a vide. Ce travail porte principalement surI'optimisation des conditions d'utilisation d'un four avide de laboratoire, en vue d'une precision maximaledes resultats. La presente etude fait partie integranted'une recherche portant sur les differents facteurs influenl;ant les rendements fromagers industriels.
Matt~riel et methodesDetermination de l'humidite des echantillonsde fromage par la methode combineelyophilisation - sechage final au four avidede Emmons et coli. (1971)
Environ 500 g de fromage cheddar doux ant etepasses a trois reprises dans un hachoir a viande defal;on a obtenir une pate homogene. Cette pate futensuite pesee en portions d'environ 10 g dans descoupelles d'aluminium et congelee pendant 24 h it-18°C. Les echantillons congeles ont ete par la suiteachemines it un Iyophilisateur, dont les plaques etaientprerefroidies, pour y etre Iyophilises pendant 24 h. Lesfromages ont ete finalement seches au four avide endeux lots a 100°C, pendant 4 h sous un vide de 6 kPaen I' absence de ventilation.
Le Iyophilisateur utilise (modele Lyo-Tech Lyo San,Lachute, Quebec), permet d'extraire 23 kg d'eau paroperation. L'appareil a ete programme pour une montee en temperature de -60 a20°C en 24 h sous un videde 0,6 Pa. Le four it vide (National Appliance Company, Portland, Oregon, USA) possede un volume interieur de 43 dm3 et contient trois tablettes suspendus de30 x 48 cm. La tablette du haut, du centre et le fond dufour sont respectivement a une hauteur de 21, 9 et 0cm.
Les echantillons de fromage precisement peses avantlyophilisation et apres sechage au four avide a permisd'evaluer I'humidite des echantillons. Afin de biencerner I'effet du four avide sur la couleur, nous avonsmesure la couleur sur ces memes echantillons apreslyophilisation et apres sechage au four. Le colorimetreColorgard System/05 (Pacific Science, USA), a eteutilise a cette fin. La couleur des echantillons a ete
Verret et al. / 277

evaluee apres lyophilisation et apres sechage au four avide selon les trois axes de couleur, L, a et b. Lesvaleurs rapportees correspondent ainsi aux variationsde couleur occasionnees par le traitement de chaleur aufour avide. La difference de brillance (.::lL) correspondala mesure de L avant sechage au four des echantillonsde fromage, moins la mesure apres sechage. A I'oppose, les valeurs de rouge (.::la) et de jaune (.::lb) representent la difference de couleur apres moins avant lesechage au four avide. Les echantillons de fromagesont ete disposes au hasard sur les deux tablettes et lefond du four avide. Les pertes de poids des fromagessubies au cours du sechage dans le four avide ont eteanalyses par regression lineaire simple avec chacun desindices de couleur et par une regression par etape,progressive (stepwise forward).
Dans le type de dispositif utilise, on repete generalement le point central ("central composite"). Cependant etant donne la facilite et le peu de coilts associesaux essais, tous les points ont ete repetes, ce qui assureplus de protection contre les biais de coefficients deregression (Montgomery, 1976).
L' effet des facteurs de localisation dans le four et dela ventilation sur les couleurs des poudres de lait a etedetermine par analyse de variance et les surfaces ontete calculees par regression multiple. Les analyses statistiques ont ete effectuees aI'aide de la bibliothequestatistique SAS (SAS, User Guide, 1985), et la surfacede reponse de la tablette du bas a ete calculee avec latechnique d'interpolation (cubic spline) provenant deSAS/Graph.
Table 2. Regression par etape des parametres de couleur .::lL,.::laet .::lb en fonction de la perte de poids des fromages IyophiIises lors du sechage au four iI vide selon la methodenon optimisee.
Verification de la precisionde la methode optimisee de determinationde l'humidite dans les fromages
Soixante echantillons de fromage cheddar jeune ontete evalues en duplicata. Les echantillons ont ete selectionnes au hasard parmi les echantillons evalues lorsd'une etude des rendements fromagers industriels aucours de 20 semaines consecutives, a raison de troisechantillons par semaine. Tous les echantillons evaluesetaient positionnes sur la premiere tablette du four avide de J'etude et la ventilation dans le four etait fixeea15 cm3/h. Les resultats ont ete analyses aI'aide de laprocedure "Varcomp" de SAS.
0,00010,02120,1500
0,60090,6458
0,60090,0449
R2
partieI l
VariableentreeEtape
1 Jaune (.::lb)2 Blanc (.::lL)3 Rouge (.::la)
Resultats et discussionLes correlations entre les variables de couleur et la
perte de poids des fromages lors du sechage au four avide apres lyophilisation sont presentees au Tableau 1.Les variables dependantes et independantes sonttoutes reliees entre elles aun haut niveau de probabilite(Pr < 0,0001). Ceci suggere que la perte de luminositeest largement attribuable aI'augmentation des valeursselon les axes a et b.
Les resultats de regression par etape sur les couleursen fonction de la perte de poids des fromages lors dusechage selon la methode non optimisee sont presentesau Tableau 2. Tel qu'indique les resultats demontrentque la couleur jaune explique 60070 de la variance despertes de poids des fromages Iyophilises lors du sechage au four avide. L'introduction du parametre Lajoute 4% du coefficient de determination du modeJe.
Determination de la couleur des poudres de lailLa repartition des temperatures aI'interieur du four
avide utilise precedemment a ete evaluee en mettant aprofit la tendance au brunissement des produits richesen lactose lorsqu'ils sont places a des temperaturessuperieures a 80°C. Pour ce faire environ 25 g depoudre de lait ecreme commerciale ont ete places dansdes plaques de petrie de verre de 9 cm de diametre. Lesplaques de petrie contenant la poudre de lait ont etedisposees sur deux tablettes et sur le fond du four avideselon un dispositif experimental de type' 'composite".Ce dispositif experimental est optimal pour estimerefficacement les six coefficients d'un polynome dedeuxieme degre du type:
pertes de poids .::lL .::la .::lb
pertes de poids 1,00001 - 0,7002*** 0,6472*** 0,7752***.::lL 1,0000 -0,6775*** -0,7110***.::la 1,0000 0,8524***.::lb 1,0000
Table I. Matrice des correlations des parametres de couleur .::lL,.::la et .::lb et de la perte de poids des fromages Iyophilises lors du sechage au four iI vide.
oil les variables XI et X2 representent la largeur et laprofondeur dans le four, et Y les indices de couleur (L,a ou b). Ceci permet entre autre de caracteriser parregression une surface. L'experience a consiste asoumettre des poudres a trois debits d'air (0, 7 et 15cm3/h). L'experience a ete repetee 2 fois. Les faiblesdebits d'air prealablement asseches en traversant unecolonne de CaS04 anhydre ont ete mesures avec precision apartir de la migration d'une bulle de savon dansune burette. Les six essais ont ete effectues a unetemperature de 100°C, maintenue pendant 4 heures.La couleur des echantillons de poudre de lait a eteevaluee avant et apres les traitements au four avide etles differences (.::lL, .::la et.::lb) ont ete calculees de fa<;onsimilaire aux echantillons de fromage.
Coefficient de correlation entre les 2 parametres consideres1"*Probabilite et Ho < 0,0001
IR2: Coefficient de determination2Pr > F: Probalite et Ho.
278 / Verret et al. J. Inst. Can. Sci. Technol. Aliment. Vol. 22. No. 3. 1989
1.6.---.~ •........ • •(fJ 1.5 r = 0,7002 gEl0 ..- • (fJ
0- Cl
r::l 1.4 •••• • • • 0Cl --, 0..(fJ • .., r::lr::l Cl... 1.3 •• • (fJ0::r::l • r::l...0- ,... • 0::
1.2 r::l• • 0-
• •1.1-1 0 2 3 4 5 6 7 8
LiL
1.6
1.5 r = 0,7752 •••• • •
1.4 ..t.."'1.3 •• ••• •
•• •1.2
1.1 ••-2 -1 0 2 3 4 5 6 7 8
Lib
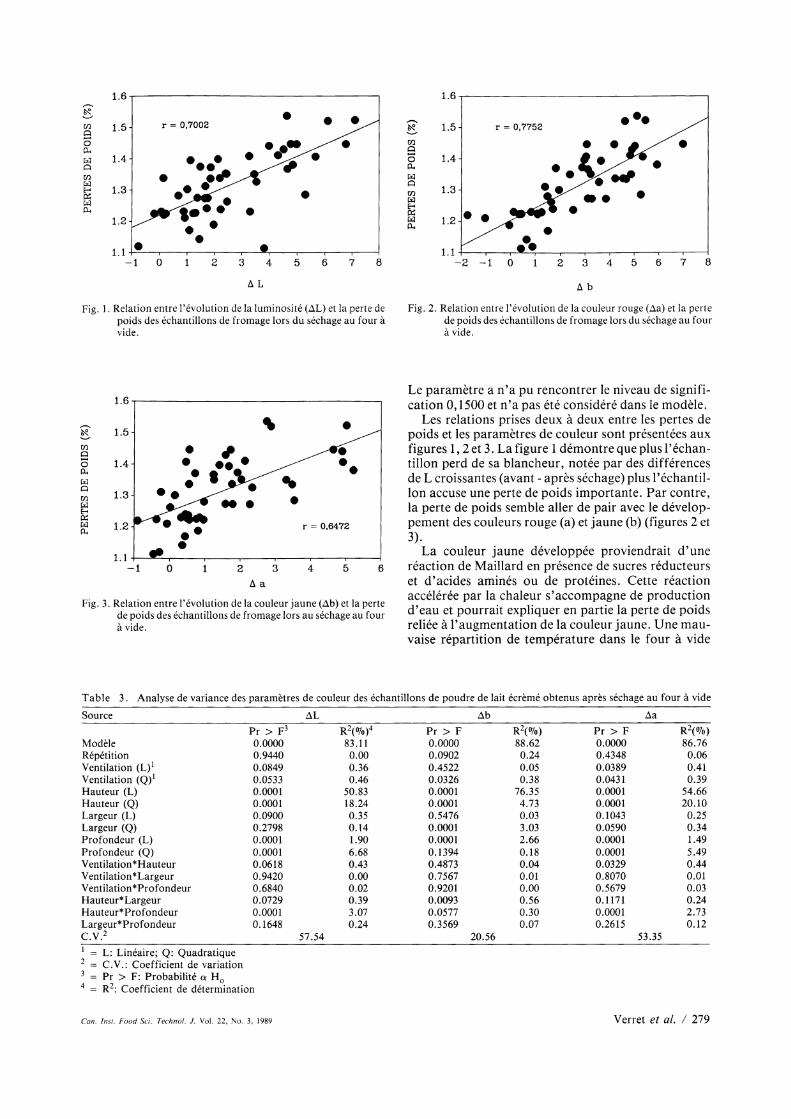
Fig. I. Relation entre l'evolution de la luminosite (~L) et la perte depoids des echantillons de fromage lors du sechage au four ilvide.
1.6
g 1.5, •
(fJ •Cl0 1.4 ••0..r::l ..Cl(fJ 1.3 •r::l...0::r::l 1.2 r = 0.64720..
1.1-1 0 2 3 4 5 6
Lia
Fig. 3. Relation entre l'evolution de la couleur jaune (~b) et la pertede poids des echantillons de fromage lors au sechage au fouril vide.
Fig. 2. Relation entre l'evolution de la couleur rouge (~a) et la pertede poids des echantillons de fromage lors du sechage au fouril vide.
Le parametre a n'a pu rencontrer le niveau de signification 0,1500 et n'a pas ete considere dans le modele.
Les relations prises deux adeux entre les pertes depoids et les parametres de couleur sont presentees auxfigures 1,2 et 3. La figure 1demontre que plus I'echantillon perd de sa blancheur, notee par des differencesde L croissantes (avant - apres sechage) plus I'echantilIon accuse une perte de poids importante. Par contre,la perte de poids semble aller de pair avec le developpement des couleurs rouge (a) et jaune (b) (figures 2 et3).
La couleur jaune developpee proviendrait d'unereaction de Maillard en presence de sucres rectucteurset d'acides amines ou de proteines. Cette reactionacceleree par la chaleur s'accompagne de productiond'eau et pourrait expliquer en partie la perte de poidsreliee aI'augmentation de la couleur jaune. Une mauvaise repartition de temperature dans le four a vide
Table 3. Analyse de variance des parametres de couleur des echantillons de poudre de lait ecreme obtenus apres sechage au four il vide
Source ~L ~b ~a
Pr> F3 R2(01o)4 Pr > F R2(%) Pr> F R2(%)Modele 0.0000 83.11 0.0000 88.62 0.0000 86.76Repetition 0.9440 0.00 0.0902 0.24 0.4348 0.06Ventilation (L)! 0.0849 0.36 0.4522 0.05 0.0389 0.41Ventilation (Q)l 0.0533 0.46 0.0326 0.38 0.0431 0.39Hauteur (L) 0.0001 50.83 0.0001 76.35 0.0001 54.66Hauteur (Q) 0.0001 18.24 0.0001 4.73 0.0001 20.10Largeur (L) 0.0900 0.35 0.5476 0.03 0.1043 0.25Largeur (Q) 0.2798 0.14 0.0001 3.03 0.0590 0.34Profondeur (L) 0.0001 1.90 0.0001 2.66 0.0001 1.49Profondeur (Q) 0.0001 6.68 0.1394 0.18 0.0001 5.49Ventilation"Hauteur 0.0618 0.43 0.4873 0.04 0.0329 0.44Ventilation"Largeur 0.9420 0.00 0.7567 0.01 0.8070 0.01Ventilation"Profondeur 0.6840 0.02 0.9201 0.00 0.5679 0.03Hauteur"Largeur 0.0729 0.39 0.0093 0.56 0.1171 0.24Hauteur"Profondeur 0.0001 3.07 0.0577 0.30 0.0001 2.73Largeur"Profondeur 0.1648 0.24 0.3569 0.Q7 0.2615 0.12C.V.2 57.54 20.56 53.35
I = L: Lineaire; Q: Quadratique2 = C. V.: Coefficient de variation3 = Pr > F: Probabilite a Ho4 = R2: Coefficient de determination
Can. Inst. Food Se;. Teehnol. J. Vo!. 22. No. 3, 1989 Verret et al. / 279
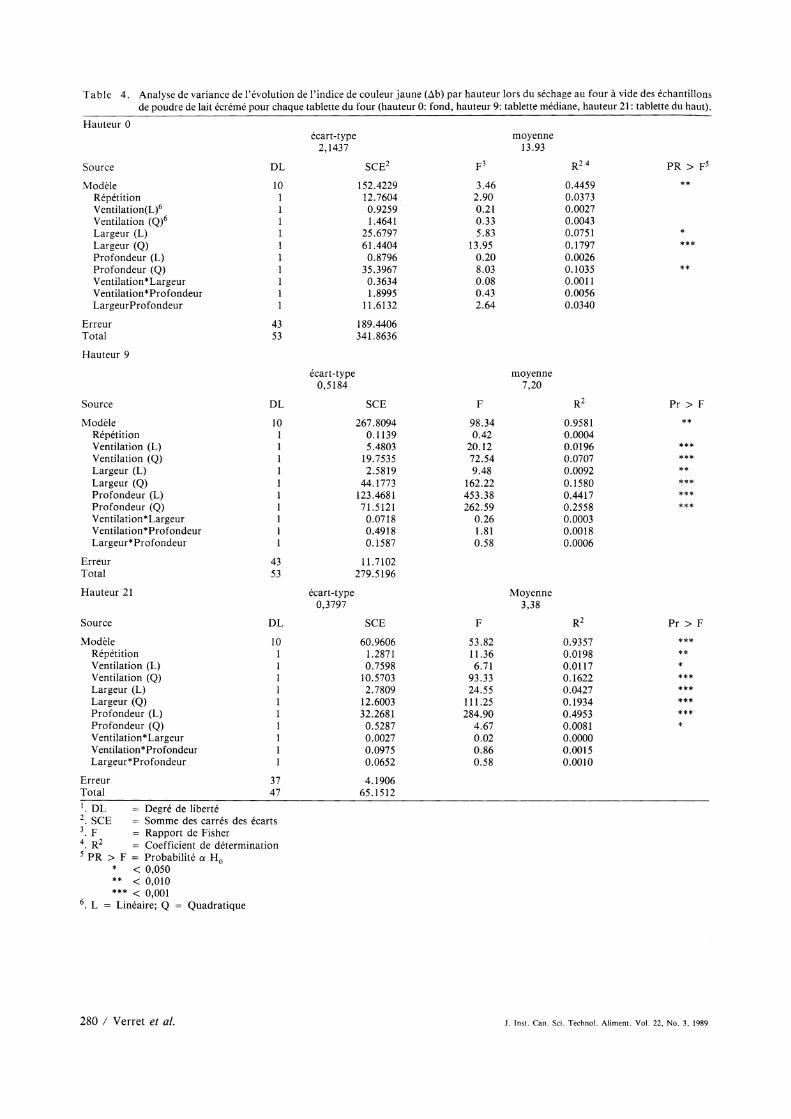
Table 4. Analyse de variance de I'evolution de l'indice de couleur jaune (Ll.b) par hauteur lors du sechage au four avide des echantillonsde poudre de lait ecreme pour chaque tablette du four (hauteur 0: fond, hauteur 9: tablette mediane, hauteur 21: tablette du haut).
Hauteur 0ecart-type moyenne
2,1437 13.93
Source DL SCE2 F3 R24 PR> F5
Modele 10 152.4229 3.46 0.4459 **Repetition I 12.7604 2.90 0.0373Ventilation(L)6 I 0.9259 0.21 0.0027Ventilation (Q)6 I 1.4641 0.33 0.0043Largeur (L) I 25.6797 5.83 0.0751 *Largeur (Q) I 61.4404 13.95 0.1797 ***Profondeur (L) I 0.8796 0.20 0.0026Profondeur (Q) I 35.3967 8.03 0.1035 **Ventilation*Largeur I 0.3634 0.08 0.0011Ventilation*Profondeur I 1.8995 0.43 0.0056LargeurProfondeur I 11.6132 2.64 0.0340
Erreur 43 189.4406Total 53 341.8636
Hauteur 9
ecart-type moyenne0,5184 7,20
Source DL SCE F R2 Pr > F
Modele 10 267.8094 98.34 0.9581 **Repetition I 0.1139 0.42 0.0004Ventilation (L) I 5.4803 20.12 0.0196 ***Ventilation (Q) I 19.7535 72.54 0.0707 ***Largeur (L) I 2.5819 9.48 0.0092 **Largeur (Q) 1 44.1773 162.22 0.1580 ***Profondeur (L) I 123.4681 453.38 0.4417 ***Profondeur (Q) I 71.5121 262.59 0.2558 ***Ventilation*Largeur 1 0.0718 0.26 0.0003Ventilation*Profondeur 1 0.4918 1.81 0.0018Largeur*Profondeur 1 0.1587 0.58 0.0006
Erreur 43 1I.7102Total 53 279.5196
Hauteur 21 ecart-type Moyenne0,3797 3,38
Source DL SCE F R2 Pr> F
Modele 10 60.9606 53.82 0.9357 ***Repetition 1 1.2871 11.36 0.0198 **Ventilation (L) I 0.7598 6.71 0.0117Ventilation (Q) 1 10.5703 93.33 0.1622 ***Largeur (L) I 2.7809 24.55 0.0427 ***Largeur (Q) 1 12.6003 111.25 0.1934 ***Profondeur (L) 1 32.2681 284.90 0.4953 ***Profondeur (Q) I 0.5287 4.67 0.0081Ventilation*Largeur 1 0.0027 0.02 0.0000Ventilation*Profondeur 1 0.0975 0.86 0.0015Largeur*Profondeur I 0.0652 0.58 0.0010
Erreur 37 4.1906Total 47 65.1512I . DL = Degre de liberte2. SCE = Somme des carres des ecarts3. F = Rapport de Fisher4. R2 = Coefficient de determination5 PR > F = Probabilite 01 Ho
* < 0,050** < 0,010*** < 0,001
6. L = Lineaire; Q = Quadratique
280 / Verret et al. J. Inst. Can. Sei. Teehnol. Aliment. Vol. 22. No. 3. 1989
150 0
12 0-0HAUTEUR 0
.-.HAUTEUR 9
96-6 HAUTEUR 21
.D -.----<J .- .0
6 • <I
6-3 -6
00 2 4 6 8 10 12 14 16
VENTILATION (cm3/h)
4RCEfJR ( ""CIll)
5.005.00
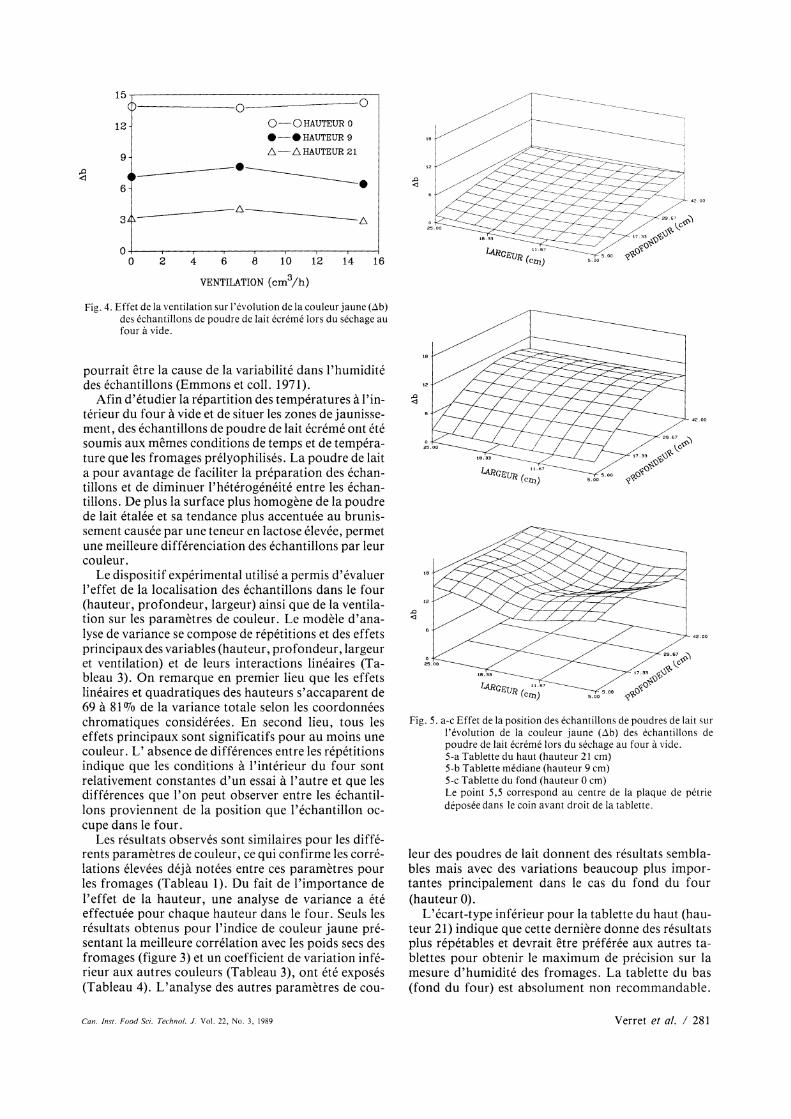
Fig. 4. Effet de la ventilation sur I'evolution de la couleur jaune (Llb)des echantillons de poudre de lait ecreme lors du sechage aufour 11 vide.
pourrait etre la cause de la variabilite dans l'humiditedes echantillons (Emmons et coli. 1971).
Afin d'etudier la repartition des temperatures a I'interieur du four a vide et de situer les zones de jaunissement, des echantillons de poudre de lait ecreme ont etesoumis aux memes conditions de temps et de temperature que les fromages prelyophilises. La poudre de laita pour avantage de faciliter la preparation des echantillons et de diminuer l'heterogeneite entre les echantillons. De plus la surface plus homogene de la poudrede lait etalee et sa tendance plus accentuee au brunissement causee par une teneur en lactose elevee, permetune meilleure differenciation des echantillons par leurcouleur.
Le dispositif experimental utilise a permis d'evaluerI'effet de la localisation des echantillons dans le four(hauteur, profondeur, largeur) ainsi que de la ventilation sur les parametres de couleur. Le modele d'analyse de variance se compose de repetitions et des effetsprincipaux des variables (hauteur, profondeur, largeuret ventilation) et de leurs interactions Iineaires (Tableau 3). On remarque en premier lieu que les effetslineaires et quadratiques des hauteurs s'accaparent de69 a 81010 de la variance totale selon les coordonneeschromatiques considerees. En second lieu, tous leseffets principaux sont significatifs pour au moins unecouleur. L' absence de differences entre les repetitionsindique que les conditions a I'interieur du four sontrelativement constantes d'un essai a l'autre et que lesdifferences que l'on peut observer entre les echantilIons proviennent de la position que l'echantillon occupe dans le four.
Les resultats observes sont similaires pour les differents parametres de couleur, ce qui confirme les correlations elevees deja notees entre ces parametres pourles fromages (Tableau 1). Du fait de I'importance deI'effet de la hauteur, une analyse de variance a eteeffectuee pour chaque hauteur dans le four. Seuls lesresultats obtenus pour I'indice de couleur jaune presentant la meilleure correlation avec les poids secs desfromages (figure 3) et un coefficient de variation inferieur aux autres couleurs (Tableau 3), ont ete exposes(Tableau 4). L'analyse des autres parametres de cou-
Can. Insl. Food Sci. Technol. J. Vel. 22, No. 3. 1989
Fig. 5. a-c Effet de la position des echantillons de poudres de lait sur('evolution de la couleur jaune (Llb) des echantillons depoudre de lait ecreme lors du sechage au four 11 vide.5-a Tablette du haut (hauteur 21 cm)5-b Tablette mediane (hauteur 9 cm)5-c Tablette du fond (hauteur 0 cm)Le point 5,5 correspond au centre de la plaque de petriedeposee dans le coin avant droit de la tablette.
leur des poudres de lait donnent des resultats semblables mais avec des variations beaucoup plus importantes principalement dans le cas du fond du four(hauteur 0).
L'ecart-type inferieur pour la tablette du haut (hauteur 21) indique que cette derniere donne des resultatsplus repetables et devrait etre preferee aux autres tablettes pour obtenir le maximum de precision sur lamesure d'humidite des fromages. La tablette du bas(fond du four) est absolument non recommandable.
Verret et al. / 281

En plus de jaunir fortement les echantillons (moyenneelevee) les differences a l'interieur de la tablette sonttres grandes cornme I'indique l'ecart-type eleve. Lesresultats des hauteurs 21 et 9 concordent. Les effetsprincipaux sont tous significatifs a plus de 95010contrairement aux interactions. L'influence de la ventilation est superieure sur la tablette du haut. Ceci estvraisemblablement dfi au fait que I'entree d'air se faitpar le haut au fond du four. Les differences de comportement en fonction de la profondeur du four y sontprobablement liees. Les valeurs moyennes de l'indicejaune pour chaque tablette demontrent que la temperature est globalement plus elevee au niveau inferieuralors que la tablette du haut est la plus froide. L'introduction d'une faible quantite d'air vise afavoriser unerepartition plus homogene dans le four. L' AOAC(1984) recommande de faire circuler a l'interieur dufour de l'air traversant une trappe de HZS04 aun debitde 2 bulles ala seconde. Ceci equivaut aenviron 13-14cm3 a I'heure. Lors des essais, la circulation d'air ainfluence le developpement de la couleur jaune sur lestablettes du haut et du centre. Cette variable explique17,4 et 9,0% de la variation rencontree dans la couleur.
Afin de mieux cornprendre le comportement desechantillons sous I'effet de la ventilation et pouvoirdeterminer les conditions qui permettent la meilleureestimation de I'humidite des fromages, I'analyse statistique a ete reprise "par hauteur et par ventilation".L'analyse se compose des effets lineaires et quadratiques de la largeur, de la profondeur ainsi que I'interaction lineaire. Le resume de I'analyse de variance apparaissant au Tableau 5 indique que les temperatures sonttres variables sur la tablette du bas. L'ecart-type y estplus eleve et les parametres de I'analyse de variance nepeuvent decrire adequatement le comportement de lacouleur (Rz faible, Pr > F non significative). Leselements de chauffage etant situes sous cette surface,le profil des temperatures de la tablette est tres heterogene. La temperature locale plus elevee entraine unecouleur jaune plus prononcee et un sechage des echantillons variable selon la position. L'utilisation de cettetablette est a proscrire. La tablette du haut donne lesresultats les plus homogenes quelque soit la ventilation, tel que note par les valeurs des ecarts-types plusfaibles. La condition offrant la meilleure repetabilitecorrespond donc ala tablette du haut aune ventilationde 15 cm3/h. Les valeurs moyennes de l'indice jaune(b) pour chacune des conditions apparaissent ala figure 4.
Les figures 5a-c illustrent le jaunissement selon lalocalisation dans le four. Les figures 5a et 5b representent les surfaces de reponses calculees a partir desparametres significatifs des equations de regression.La surface decrivant le comportement des echantillonssur la tablette du bas a ete determinee par interpolation(figure 5c). Les differences entre les tablettes apparaissent clairement: la couleur est beaucoup plus homogene sur la tablette du haut que sur les 2 autres. On noteentre autre I'importance beaucoup plus grande de laprofondeur sur la largeur. Il apparait egalement queles echantillons places pres de la porte subissent un
282 / Verret et al.
Table 5. Resume des analyses de variance par hauteur et par ven-tilation de l'evolution de la couleur jaune (Ab) desechantillons de poudre de lait ecreme lors du sechageau four a vide.
Hauteur Ventilation RZ1 Bean-type Pr> FZ
(cm) (cm3/h)
0 0 0,4539 2,25160 7 0,5763 2,43810 15 0,5914 1,75639 0 0,9651 0,5346 ***9 7 0,9822 0,3945 ***9 15 0,9719 0,4164 ***
21 0 0,9752 0,2091 ***21 7 0,9712 0,2813 ***21 15 0,9793 0,1747 ***
IR2 : Coefficient de determination2Pr > F: Probabilite IX Ho < 0.001 ***
traitement thermique inferieur aceux deposes plus enprofondeur, et ce malgre le fait que l'orifice de ventilation soit situe au fond du four. La figure 5c permetde deceler des points chauds au fond du four, prochedes elements de chauffage.
Les resultats obtenus par un sechage au four conventionnel dependent donc fortement de l'endroit ou estdepose l'echantillon. La tablette est la variable quiinfluence le plus, suivie de la profondeur, de la largeurpuis du debit de circulation d'air. Malgre ce fait, dansdes conditions similaires de temperature, places aumeme endroit, les resultats sont reproductibles etantdonne I'absence de differences significatives entre lesrepetitions. Les echantillons devraient etre seches surlatablette superieure, sous un debit d'air equivalent acelui recommande par l'AOAC (1984) et disposes depreference en largeur plutat qu'en profondeur. De plusla temperature de sechage doit etre mesuree au centrede la tablette superieure. Les variations de couleurjaune observees correspondent a des differences detemperature de 2°C entre la porte et le fond de latablette superieure et aune difference moyenne de 5°Centre la tablette superieure et la tablette mediane.
L'application de ces conditions optimales a eu uneffet important sur la precision des analyses d'humidite des fromages. Les resultats obtenus au cours d'uneperiode de 20 semaines en utilisant seulement la tablette du haut a permis d'obtenir une variance de 0,001comparativement aO,Olllorsque les 3 tablettes etaientutilisees. Cela constitue une amelioration par un facteur de 10. Ces valeurs se cornparent avantageusementala valeur d'ecart-type pour la methode conventionnelle sur le cottage qui est d'environ 0,097 (Emmons etcolI. 1971).
ConclusionL'utilisation de poudre de lait ecreme s'est avere un
moyen efficace d'investigation des caracteristiquesd'un four avide de laboratoire. En effet la plus grandehomogeneite alliee ala reactivite accrue ala chaleur apermis d'estimer avec precision la repartition des temperatures al'interieur du four. Il a aussi ete possible dedeterminer les conditions de ventilation et les regions
J. lnst. Can. Sci. Techno!. Aliment. Vo!. 22, No. 3, 1989

du four favorables a I'obtention de resultats de matieres seches repetables et precis. Vne teIIe demarchepeut etre aisement effectuee pour tout modele de foura vide de laboratoire. La selection des conditions desechage les plus favorables, a permis d'ameliorer grandement la precision de la methode de determination deI'humidite et ceci sans amener d'investissements coGteux ou de modifications complexes de I'equipement.
RemerciementsCe travail a pu etre realise grace au soutien financier
du ConseiI des recherches en peches et agro-alimentaire du Quebec (CORPAQ) et du programme FCAR- Transfert de technologie. Les auteurs tiennent a remercier C. Toupin d'Agriculture Canada pour sacontribution au projet.
ReferencesAOAC, 1984. Official methods of analysis, 14e ed. p. 309, sec 16.
259. Association of Official Agricultural Chemists.Washington, DC.
Barbano, D.M. and Della Valle, M.E. 1984. Microwave drying todetermine the solids content of milk and cottage andcheddar cheese. J. Food Prot. 47:272
Christen, G.L. and Richardson, G.H. 1979. Modified Karl Fisherand vacuum oven moisture methods for cheese products: Comparative study. J. Assoc. Off. Anal. Chem. 62:828.
Dasen, A. et Grappin, R. 1983. Determination rapide de I'extrait secdes fromages al'aide d'un four a micro-ondes. Le Lait,63:75.
Can. Inst. Food Sci. Technol. J. Vo!. 22. No. 3. 1989
Emmons, D .B., Larmond, E. and Beckett, D. C. 1971. Determination of total solids in heterogeneous heat-sensitive food.J. Assoc. Off. Anal. Chem. 54:1403.
Emmons, D. B. ,Beckett, D. , Timbers, G. and Campbell, D. 1974.Analysis of skim milk powder for moisture. XIX International Dairy Congress, lE. 523-524.
Gilkison, LS. et Frost, P. 1982. Methodes rapides de determinationde l'humidite des produits laitiers. XXI InternationalDairy Congress. 395-396.
ltoh, T. and Adachi, S. 1986. Analytical error involved in the milksolid content measured by heat drying method and aproposal for the improvement. XXII International DairyCongress. 129.
Karmas, E. 1980. Techniques for measurement of moisture contentof foods. Food Technol. 34:52.
Montgomery, D.C. 1976. Design and analysis of experiment. JohnWiley & Sons, N.Y. 418 p.
Morrissey, P.A. 1974. Moisture content determination. Irish Agricultural and Creamery Review. 27:5.
SAS Institute Inc. 1985. SAS/Graph®. User guide, Version 5 Edition. Cary NC: SAS Institute Inc. 596 p.
SAS Institute Inc. 1985. SAS® User's guide: Statistics, Version 5Edition. Cary NC: SAS Institute Inc. 956 p.
Shanley, R.M. and Jameson, G.W. 1981. A study of the rapiddetermination of moisture in cheese by microwave heating. Austral. J. Dairy Technol. 36: 107.
Strange, T.E. 1972. Collaborative study of moisture in cheese by gaschromatography and by Karl Fischer titrimetry. J. Assoc.Off. Anal. Chem. 55: 507.
Submitted:Revised:Accepted:
Verret et al. / 283
Top Related