







Langages
Pages
Légal

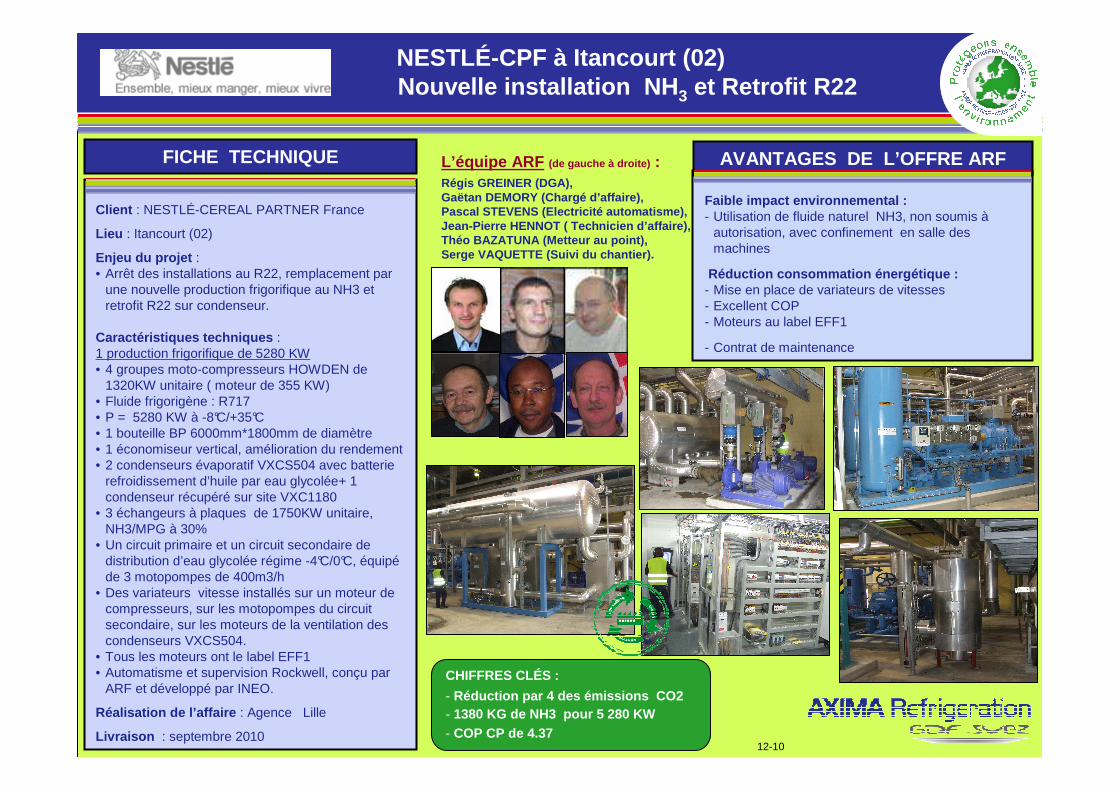
NESTLÉ-CPF à Itancourt (02)Nouvelle installation NH 3 et Retrofit R22
12-10
Client : NESTLÉ-CEREAL PARTNER France
Lieu : Itancourt (02)
Enjeu du projet :• Arrêt des installations au R22, remplacement par
une nouvelle production frigorifique au NH3 et retrofit R22 sur condenseur.
Caractéristiques techniques :1 production frigorifique de 5280 KW• 4 groupes moto-compresseurs HOWDEN de
1320KW unitaire ( moteur de 355 KW)• Fluide frigorigène : R717• P = 5280 KW à -8°C/+35°C• 1 bouteille BP 6000mm*1800mm de diamètre• 1 économiseur vertical, amélioration du rendement• 2 condenseurs évaporatif VXCS504 avec batterie
refroidissement d’huile par eau glycolée+ 1 condenseur récupéré sur site VXC1180
• 3 échangeurs à plaques de 1750KW unitaire, NH3/MPG à 30%
• Un circuit primaire et un circuit secondaire de distribution d’eau glycolée régime -4°C/0°C, équipéde 3 motopompes de 400m3/h
• Des variateurs vitesse installés sur un moteur de compresseurs, sur les motopompes du circuit secondaire, sur les moteurs de la ventilation des condenseurs VXCS504.
• Tous les moteurs ont le label EFF1• Automatisme et supervision Rockwell, conçu par
ARF et développé par INEO.
Réalisation de l’affaire : Agence Lille
Livraison : septembre 2010
FICHE TECHNIQUE
Faible impact environnemental :- Utilisation de fluide naturel NH3, non soumis à
autorisation, avec confinement en salle des machines
Réduction consommation énergétique : - Mise en place de variateurs de vitesses- Excellent COP- Moteurs au label EFF1
- Contrat de maintenance
AVANTAGES DE L’OFFRE ARF
CHIFFRES CLÉS :
- Réduction par 4 des émissions CO2- 1380 KG de NH3 pour 5 280 KW- COP CP de 4.37
L’équipe ARF (de gauche à droite) :Régis GREINER (DGA),Gaëtan DEMORY (Chargé d’affaire),Pascal STEVENS (Electricité automatisme),Jean-Pierre HENNOT ( Technicien d’affaire),Théo BAZATUNA (Metteur au point),Serge VAQUETTE (Suivi du chantier).
Top Related