






Langages
Pages
Légal

1
Mesurer l’énergie de soudage est tout sauf
trivial : bonnes pratiques et précautions
Fabrice SCANDELLA (Institut de Soudure)
Laurent JUBIN (CETIM)
11.1
0.2
016
2
Mesurer l’énergie de soudage
Introduction : l’énergie de soudage
Pourquoi est-il important de la maîtriser ?
Comment la déterminer ?
Résultats d’une étude CIS-FIM
Objectifs de l’étude
Travaux expérimentaux
Exploitation des données
Exemples de résultats obtenus
Cas de signaux électriques relativement stables
Cas de signaux électriques plus fluctuants
Cas de signaux électriques très fluctuants
Cas d’autres signaux électriques très fluctuants (pulsés)
Synthèse des résultats
Ce qu’il faut retenir
Recommandations concernant la mesure de Es
11.1
0.2
016
3
Pourquoi est’il important de maîtriser l’énergie de
soudage
Une opération de soudage engendre des transformations métallurgiques dans les matériaux de base métalliques du fait de l’apport de chaleur.
Certains matériaux possèdent intrinsèquement une certaine sensibilité
à la fissuration à chaud
À la fissuration à froid
Le cycle thermique subi par le matériau de base va produire localement des microstructures avec des propriétés qui leurs sont propres
Même si le paramètre essentiel est le cycle thermique engendré par l’opération de soudage, maîtriser l’énergie de soudage permet de façon pratique :
de se prémunir des risques de fissuration dans un assemblage
de garantir diverses propriétés recherchées en ZAT et en zone fondue
Les codes et normes ont donc introduit la notion d’énergie de soudage afin de tenir compte des modifications microstructurales et de leur impact sur un assemblage soudé.
3
11.1
0.2
016
4
Comment déterminer l’énergie de soudage
En soudage à l’arc, l’énergie de soudage Es est fonction de la
tension d’arc, de l’intensité et de la vitesse de soudage :
𝐸𝑠 𝑘𝐽 𝑐𝑚 = 60 ×𝐼 𝐴 ×𝑈[𝑉]
𝑉𝑠[𝑐𝑚 𝑚𝑖𝑛 ]
La vitesse de soudage est déterminée facilement
Pour U et I, on utilise habituellement les valeurs moyennes
affichées :
Soit sur le générateur de soudage si celui-ci est vérifié
Soit sur des appareils externes étalonnés : des pinces
ampèremétrique permettent de mesurer à la fois Umoyen
et Imoyen
… mais ce n’est pas aussi trivial…
11.1
0.2
016
5
Comment déterminer l’énergie de soudage
Dans le cas d’un générateur délivrant une tension et un courant
variables mais continus, Umoyen et Imoyen sont donnés par :
𝑈𝑚𝑜𝑦𝑒𝑛 =1
𝑡 𝑈(𝑡) ∙ 𝑑𝑡 et 𝐼𝑚𝑜𝑦𝑒𝑛 =
1
𝑡 𝐼(𝑡) ∙ 𝑑𝑡
Dans le cas d’un générateur délivrant une tension et un courant
variables mais alternatifs, il faut déterminer des valeurs
moyennes efficaces (RMS en anglais), Umoy,eff et Imoy,eff
𝑈𝑚𝑜𝑦𝑒𝑛𝑒𝑓𝑓 =1
𝑡 𝑈(𝑡)2 ∙ 𝑑𝑡 et I𝑚𝑜𝑦𝑒𝑛𝑒𝑓𝑓 =
1
𝑡 𝐼(𝑡)2 ∙ 𝑑𝑡
Les valeurs moyennes efficaces correspondent aux valeurs moyennes
que l’on obtiendrait avec une tension et un courant continu en termes
d’échauffement
5
11.1
0.2
016
6
Comment déterminer l’énergie de soudage
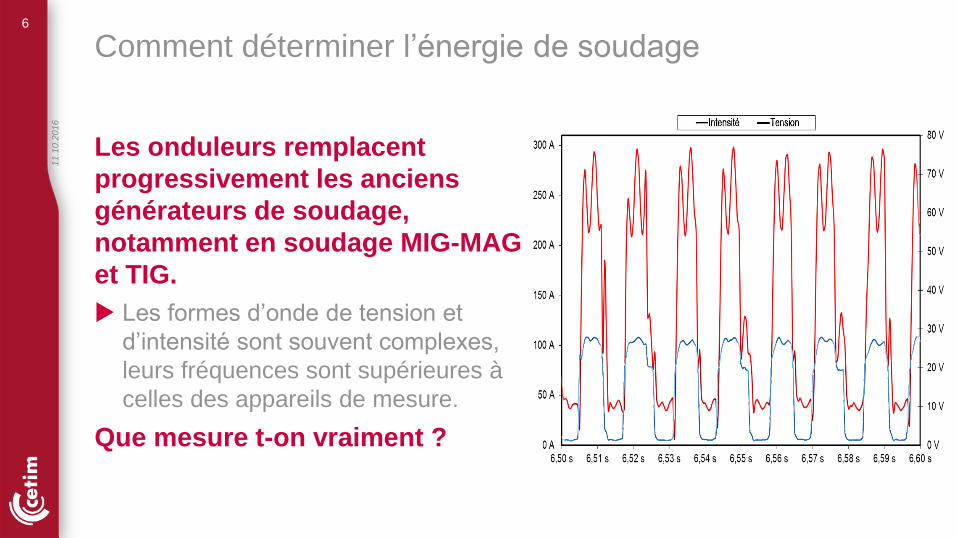
Les onduleurs remplacent
progressivement les anciens
générateurs de soudage,
notamment en soudage MIG-MAG
et TIG.
Les formes d’onde de tension et
d’intensité sont souvent complexes,
leurs fréquences sont supérieures à
celles des appareils de mesure.
Que mesure t-on vraiment ?
11.1
0.2
016
7
Comment déterminer l’énergie de soudage
Pour finir, ce qui est important est l’énergie réellement transmise aux pièces à souder et le cycle thermique induit.
Du fait de diverses déperditions, l’énergie fournie par l’arc électrique n’est cependant jamais transmise totalement aux pièces. On peut calculer l’apport de chaleur Q :
Q = k.Es
k = coefficient de rendement thermique du procédé,
k est un coefficient déterminé de façon empirique.
Exemple : en MAG : 0,85 en CC et 0,7 en pulvérisation axiale
Ce coefficient n’est cependant pas toujours utilisé : contrairement à l'EN 1011-1, l'édition 2010 de l’ASME IX ne fait pas intervenir k dans le calcul de l'apport de chaleur..
A. Haelsig et al. : Calorimetric analyses of the comprehensive heat flow of the welding process,
IIW Doc. XII-2139-13]
11.1
0.2
016
8
Comment déterminer l’énergie de soudage
Une autre solution consiste à utilisé un wattmètre :
Certains constructeurs intègrent un wattmètre dans le générateur de
soudage
Des appareils portatifs sont également disponibles
Ces appareils mesurent U et I avec une fréquence
d’acquisition élevées, puis intègrent les signaux
Pour obtenir une valeur précise de puissance (P)
ou d’énergie (E) permettant de calculer l’énergie de
soudage très facilement :
𝐸𝑠 =𝑃×𝑇𝑒𝑚𝑝𝑠 𝑎𝑟𝑐
𝐿𝑜𝑛𝑔𝑢𝑒𝑢𝑟
11.1
0.2
016
9
La mesure de l’énergie de soudage
En 2010, la Commission Interprofessionnelle Soudage de la FIM a demandé la rédaction d’un guide concernant la mesure de l’énergie de soudage :
Un nombre croissant de non-conformités (concernant le respect des énergies de soudage) avait été constaté chez les fabricants
Le but était de fournir une méthodologie (bonnes pratiques) pour réaliser les mesures électriques.
Par ailleurs, l’édition de juillet 2010 du code ASME section IX prévoyait l’utilisation d’appareils de type wattmètres pour intégrer les formes d’ondes complexes délivrées par les onduleurs.
Une étude complémentaire a donc été réalisée en 2013 et 2014 pour :
Comparer les résultats obtenus avec différents moyens de mesure électrique
Evaluer l’intérêt des wattmètres.
11.1
0.2
016
10
Travaux expérimentaux
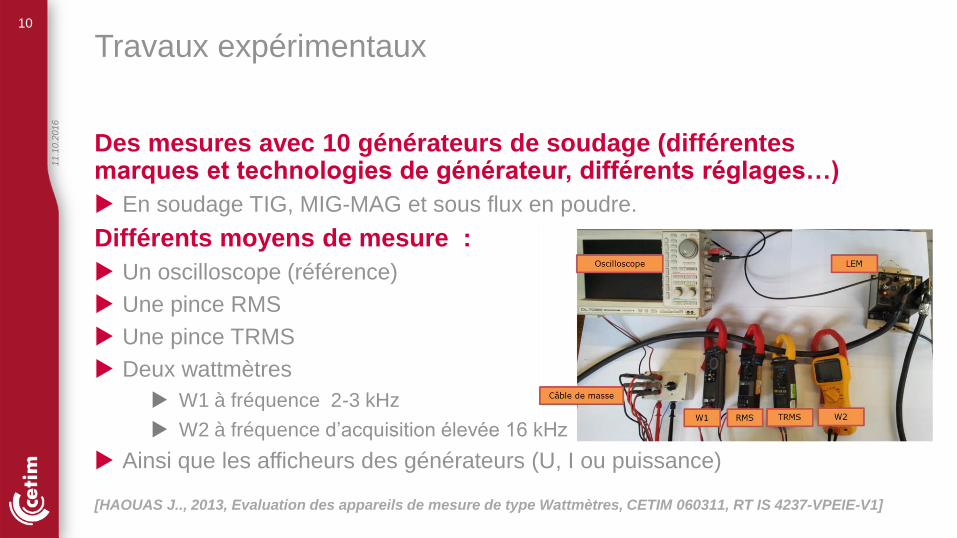
Des mesures avec 10 générateurs de soudage (différentes marques et technologies de générateur, différents réglages…)
En soudage TIG, MIG-MAG et sous flux en poudre.
Différents moyens de mesure :
Un oscilloscope (référence)
Une pince RMS
Une pince TRMS
Deux wattmètres
W1 à fréquence 2-3 kHz
W2 à fréquence d’acquisition élevée 16 kHz
Ainsi que les afficheurs des générateurs (U, I ou puissance)
[HAOUAS J.., 2013, Evaluation des appareils de mesure de type Wattmètres, CETIM 060311, RT IS 4237-VPEIE-V1]
11.1
0.2
016
11
Exploitation des données
Les valeurs mesurées par les différents appareils ont ensuite été utilisées pour calculer l’énergie de soudage moyenne pour un même cycle (court) de soudage :
formule « standard » 𝐸𝑠1 = 60 ×𝑈×𝐼
𝑉𝑠
formule avec la puissance donnée par les wattmètres 𝐸𝑠2 = 60 ×𝑃𝑚𝑜𝑦𝑒𝑛
𝑉𝑠
formule utilisant l’énergie cumulée 𝐸𝑠3 = 60 ×𝐸𝑛𝑒𝑟𝑔𝑖𝑒
𝑉𝑠×𝑇𝑒𝑚𝑝𝑠
Les trois formules ne peuvent pas être utilisées pour tous les appareils de mesure
cela dépend du type de grandeur donnée par chaque appareil
Les différentes valeurs Es obtenues sont comparées à la valeur Es de référence
obtenue par intégration des signaux d’un oscilloscope avec une fréquence d’acquisition de 2 kHz
11.1
0.2
016
12
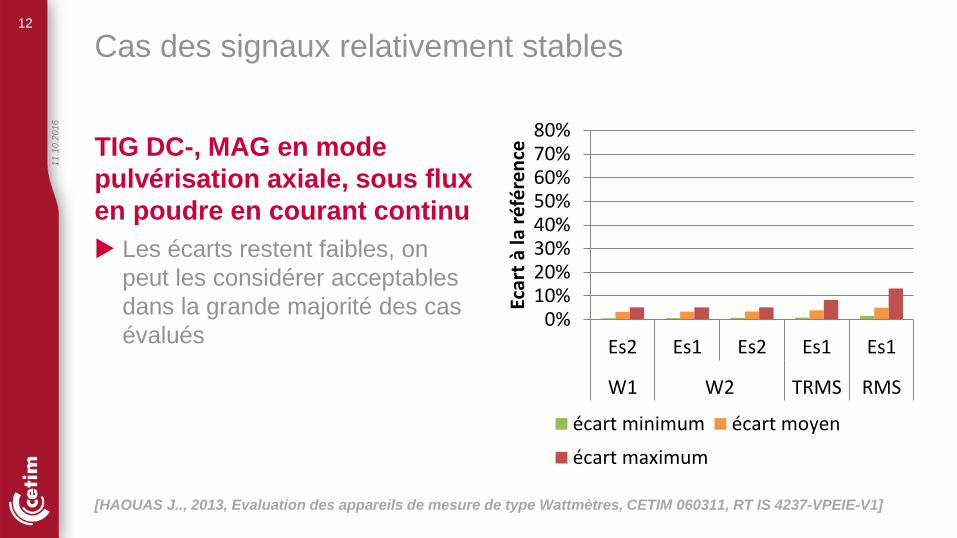
Cas des signaux relativement stables
TIG DC-, MAG en mode
pulvérisation axiale, sous flux
en poudre en courant continu
Les écarts restent faibles, on
peut les considérer acceptables
dans la grande majorité des cas
évalués 0%
10%20%30%40%50%60%70%80%
Es2 Es1 Es2 Es1 Es1
W1 W2 TRMS RMS
Ecar
t à
la r
éfé
ren
ce
écart minimum écart moyen
écart maximum
[HAOUAS J.., 2013, Evaluation des appareils de mesure de type Wattmètres, CETIM 060311, RT IS 4237-VPEIE-V1]
11.1
0.2
016
13
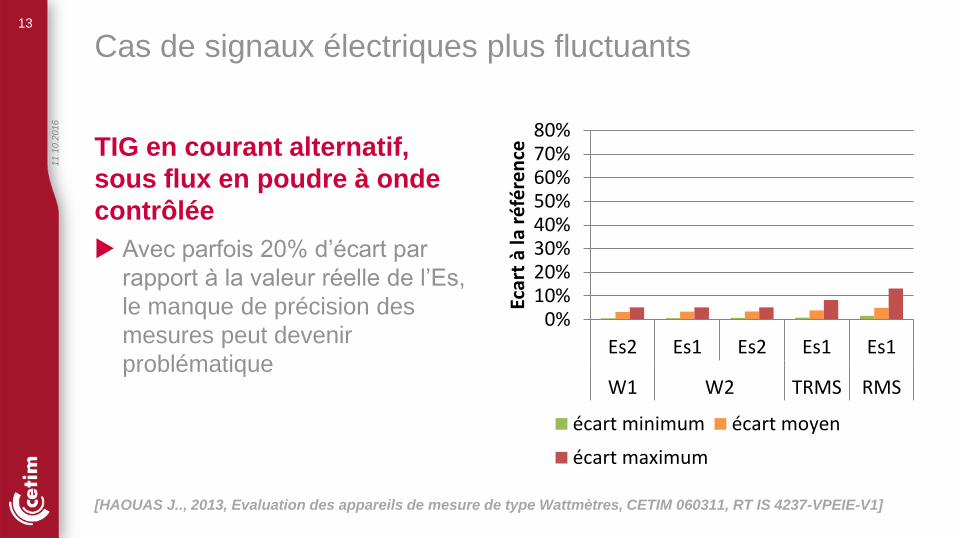
Cas de signaux électriques plus fluctuants
TIG en courant alternatif,
sous flux en poudre à onde
contrôlée
Avec parfois 20% d’écart par
rapport à la valeur réelle de l’Es,
le manque de précision des
mesures peut devenir
problématique
0%10%20%30%40%50%60%70%80%
Es2 Es1 Es2 Es1 Es1
W1 W2 TRMS RMS
Ecar
t à
la r
éfé
ren
ce
écart minimum écart moyen
écart maximum
[HAOUAS J.., 2013, Evaluation des appareils de mesure de type Wattmètres, CETIM 060311, RT IS 4237-VPEIE-V1]
11.1
0.2
016
14
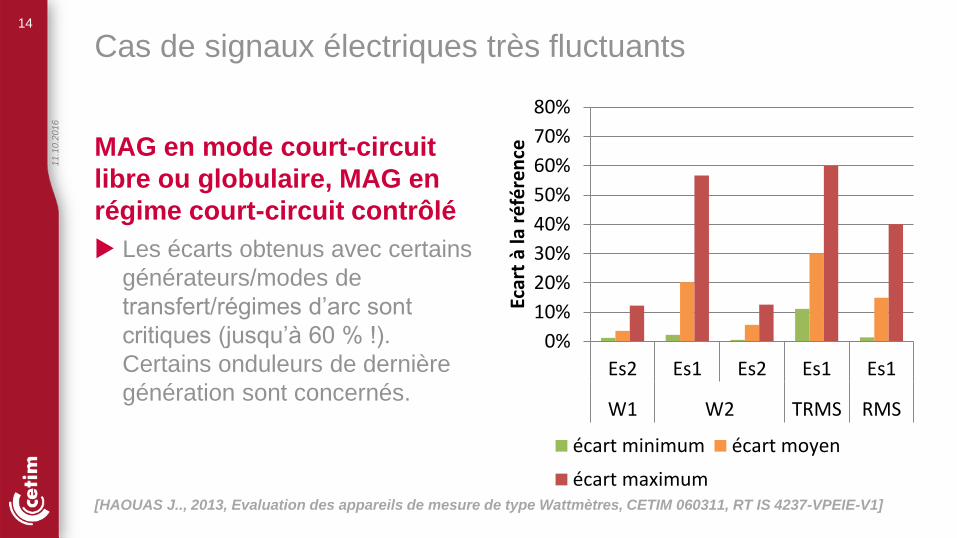
Cas de signaux électriques très fluctuants
MAG en mode court-circuit
libre ou globulaire, MAG en
régime court-circuit contrôlé
Les écarts obtenus avec certains
générateurs/modes de
transfert/régimes d’arc sont
critiques (jusqu’à 60 % !).
Certains onduleurs de dernière
génération sont concernés.
0%
10%
20%
30%
40%
50%
60%
70%
80%
Es2 Es1 Es2 Es1 Es1
W1 W2 TRMS RMS
Ecar
t à
la r
éfé
ren
ce
écart minimum écart moyen
écart maximum[HAOUAS J.., 2013, Evaluation des appareils de mesure de type Wattmètres, CETIM 060311, RT IS 4237-VPEIE-V1]
11.1
0.2
016
15
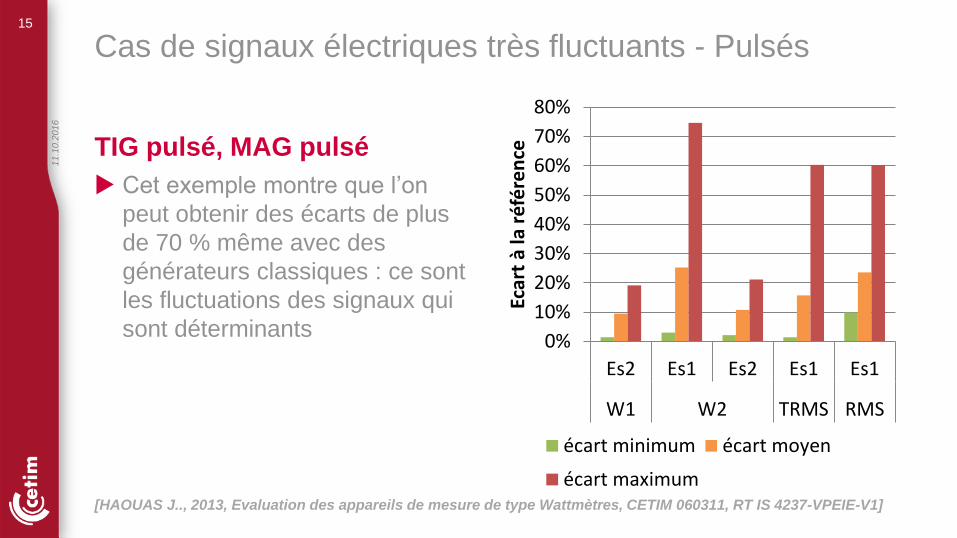
Cas de signaux électriques très fluctuants - Pulsés
TIG pulsé, MAG pulsé
Cet exemple montre que l’on
peut obtenir des écarts de plus
de 70 % même avec des
générateurs classiques : ce sont
les fluctuations des signaux qui
sont déterminants 0%
10%
20%
30%
40%
50%
60%
70%
80%
Es2 Es1 Es2 Es1 Es1
W1 W2 TRMS RMS
Ecar
t à
la r
éfé
ren
ce
écart minimum écart moyen
écart maximum[HAOUAS J.., 2013, Evaluation des appareils de mesure de type Wattmètres, CETIM 060311, RT IS 4237-VPEIE-V1]
11.1
0.2
016
16
Synthèse des résultats
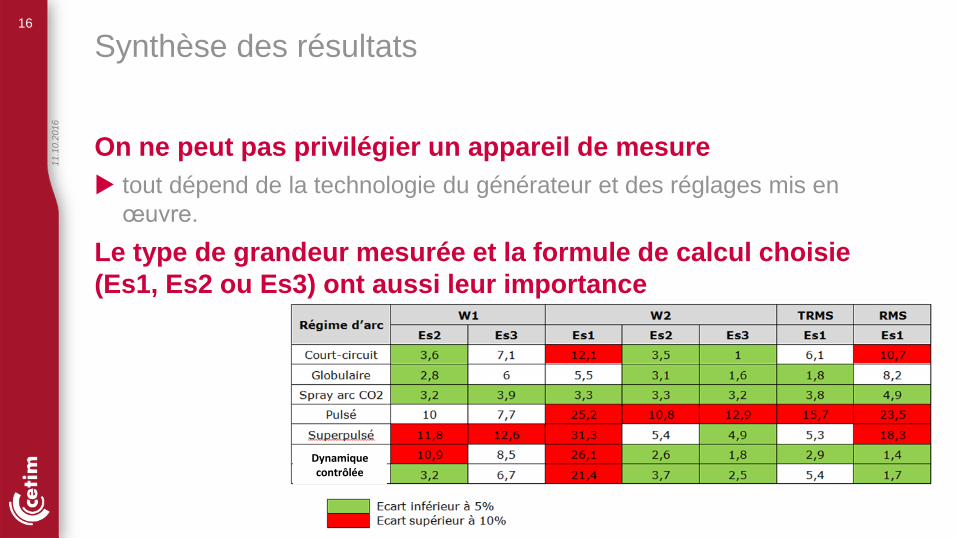
On ne peut pas privilégier un appareil de mesure
tout dépend de la technologie du générateur et des réglages mis en
œuvre.
Le type de grandeur mesurée et la formule de calcul choisie
(Es1, Es2 ou Es3) ont aussi leur importance
Dynamique contrôlée
11.1
0.2
016
17
Synthèse des résultats
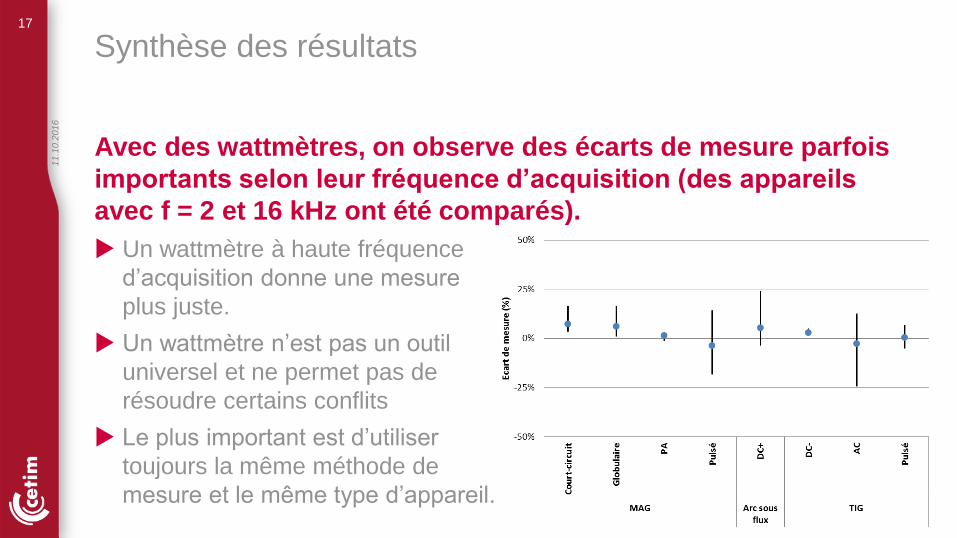
Avec des wattmètres, on observe des écarts de mesure parfois
importants selon leur fréquence d’acquisition (des appareils
avec f = 2 et 16 kHz ont été comparés).
Un wattmètre à haute fréquence
d’acquisition donne une mesure
plus juste.
Un wattmètre n’est pas un outil
universel et ne permet pas de
résoudre certains conflits
Le plus important est d’utiliser
toujours la même méthode de
mesure et le même type d’appareil.
11.1
0.2
016
18
A retenir
La mesure de l’énergie de soudage n’est pas aussi simple
Les pinces ampèremétriques :
Donnent des résultats satisfaisants si les signaux sont relativement stables
Des erreurs de plus de 60 % peuvent être obtenues si les signaux sont fluctuants
Les wattmètres :
Peu de précision supplémentaire si les signaux sont stables
Mais réduisent beaucoup l’écart maximal dans le cas de signaux fluctuants : 20%
L’erreur est liée à la fréquence d’échantillonnage de l’appareil et à la méthode de calcul
Le plus important pour la qualité : une traçabilité de la méthodologie de mesure et de l’appareil utilisé …et de ne pas en changer !
11.1
0.2
016
19
Quand et où prendre la mesure ?
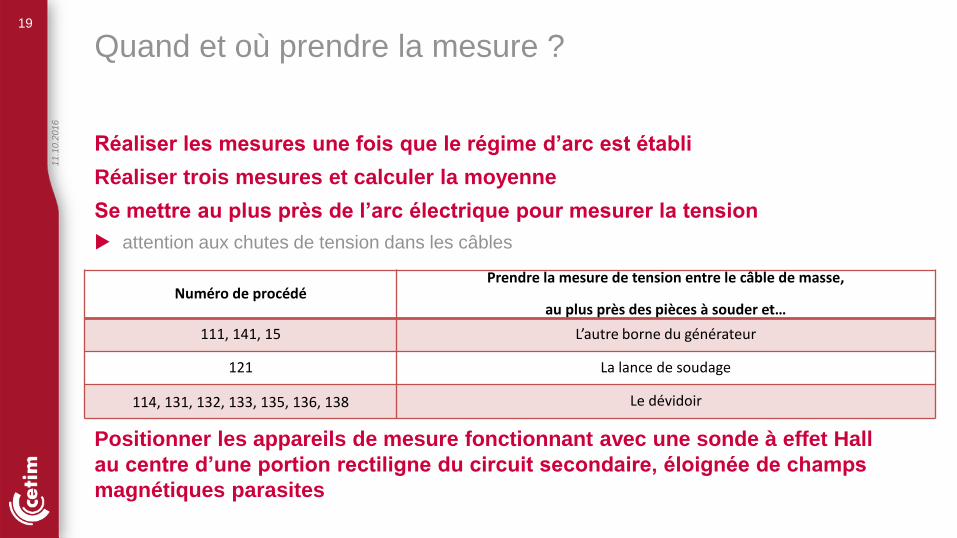
Réaliser les mesures une fois que le régime d’arc est établi
Réaliser trois mesures et calculer la moyenne
Se mettre au plus près de l’arc électrique pour mesurer la tension
attention aux chutes de tension dans les câbles
Positionner les appareils de mesure fonctionnant avec une sonde à effet Hall
au centre d’une portion rectiligne du circuit secondaire, éloignée de champs
magnétiques parasites
Numéro de procédé Prendre la mesure de tension entre le câble de masse,
au plus près des pièces à souder et…
111, 141, 15 L’autre borne du générateur
121 La lance de soudage
114, 131, 132, 133, 135, 136, 138 Le dévidoir
11.1
0.2
016
20
Les précautions à prendre
Ne pas piquer la sonde au travers du câble de masse.
Mettre sous tension les divers appareils et le générateur environ 30 minutes avant les mesures.
Vérifier la gamme de mesure de l’appareil.
Si plusieurs prises de masse sont installées
réaliser une mesure en englobant l’ensemble des câbles.
Ne pas mesurer sur un seul câble et multiplier par le nombre de câble de masse.
Pour des courants faibles, il est possible de faire passer le câble plusieurs fois dans la pince ampèremétrique.
Diviser la valeur obtenue par le
Attention à la haute fréquence.
11.1
0.2
016
21
Précautions à prendre
Attention à la haute fréquence.
Quel que soit l’appareil de mesure choisi, il devra avoir été
vérifié dans la gamme de mesure choisie.
Dans le cas du soudage multi-fils,
l’énergie totale de soudage est la somme de l’énergie apportée par
chacun des fils
Dans le cas du TIG fil chaud,
il faut ajouter l’énergie apportée par le système de chauffage du fil
[CARTAUD D., 1996, Etude des cycles thermiques du soudage TIG – Fill Chaud, CETIM 104360, RT IS 31529]
11.1
0.2
016
22
Merci pour votre attention
Fabrice SCANDELLA
Institut de Soudure
Laurent JUBIN
CETIM
[Guide pratique pour la mesure
des énergies de soudage,
Collection Cetim Performances,
Réf : 9Q185, 2012]

Top Related