







Langages
Pages
Légal

8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 1/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 1
La Maintenance
1. Introduction à la maintenance
1.1. Place et définition de la maintenance industrielle
Pour être et demeurer compétitive, une entreprise doit produire toujours mieux (qualité) et au
coût le plus bas. Pour minimiser ce coût, on fabrique plus vite et sans interruption des produits
sans défaut afin d’atteindre la production maximale par unité de temps. L’automatisation et
l’informatique ont permis d’accroître considérablement cette rapidité de production.
Cependant, les limitations technologiques des moyens de production ne permettent pas
d’augmenter continuellement les cadences.
De plus, produire plus sous-entend produire sans ralentissements, ni arrêts. Pour cela, le
système de production ne doit subir qu’un nombre minimum de temps de non production .
Exceptés les arrêts inévitables dus à la production elle-même (changements de production,
montées en température, etc.), les machines ne doivent jamais (ou presque) connaître de
défaillances tout en en fonctionnant à un régime permettant le rendement maximal.
Cet objectif est un des buts de la fonction maintenance d’une entreprise. Il s’agit de maintenir
un bien dans un état lui permettant de répondre de façon optimale à sa fonction.
Définition de la maintenance selon l’AFNOR (Association Française de NORmalisation)
par la norme NF EN 13306 (avril 2001) : Ensemble de toutes les actions techniques,
administratives et de management durant le cycle de vie d’un bien, destinées à le maintenir ou
à le rétablir dans un état dans lequel il peut accomplir la fonction requise. Bien maintenir,
c’est assurer l’ensemble de ces opérations au coût optimal.
La définition de la maintenance fait donc apparaître 4 notions :
Maintenir qui suppose un suivi et une surveillance.
Rétablir qui sous-entend l’idée d’une correction de défaut.
Etat qui précise le niveau de compétences et les objectifs attendus de la maintenance.
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 2/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 2
Coût optimal qui conditionne l’ensemble des opérations dans un souci d’efficacité
économique.
Le rôle de la fonction maintenance dans une entreprise (quelque soit son type et son secteur
d’activité) est donc de garantir la plus grande disponibilité des équipements au meilleur
rendement tout en respectant le budget alloué.
1.2. Rôle de la maintenance
Le service maintenance doit mettre en œuvre la politique de maintenance définie par la
direction de l’entreprise ; cette politique devant permettre d’atteindre le rendement maximal
des systèmes de production.
Cependant, tous les équipements n’ont pas le même degré d’importance d’un point de vue
maintenance. Le service devra donc, dans le cadre de la politique globale, définir les stratégies
les mieux adaptées aux diverses situations.
La fonction maintenance sera alors amenée à établir des prévisions ciblées :
Prévisions à long terme (au delà d’une année) : elles concernent les investissements
lourds ou les travaux durables. Ce sont des prévisions qui sont le plus souvent dictées
par la politique globale de l’entreprise.
Prévisions à moyen terme (dans l’année en cours) : la maintenance doit se faire la
plus discrète possible dans le planning de charge de la production. Il lui est donc
nécessaire d’anticiper, autant que faire se peut, ses interventions en fonction des
programmes de production. La production doit elle aussi prendre en compte les
impératifs de suivi des matériels.
Prévisions à courts termes : elles peuvent être de l’ordre de la semaine, de la journée,
voire de quelques heures. Même dans ce cas, avec le souci de perturber le moins
possible la production, les interventions devront elles aussi faire l’objet d’un minimum
de préparation.
2. Le service maintenance au sein de l’entreprise
2.1. Situation dans l’entreprise
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 3/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 3
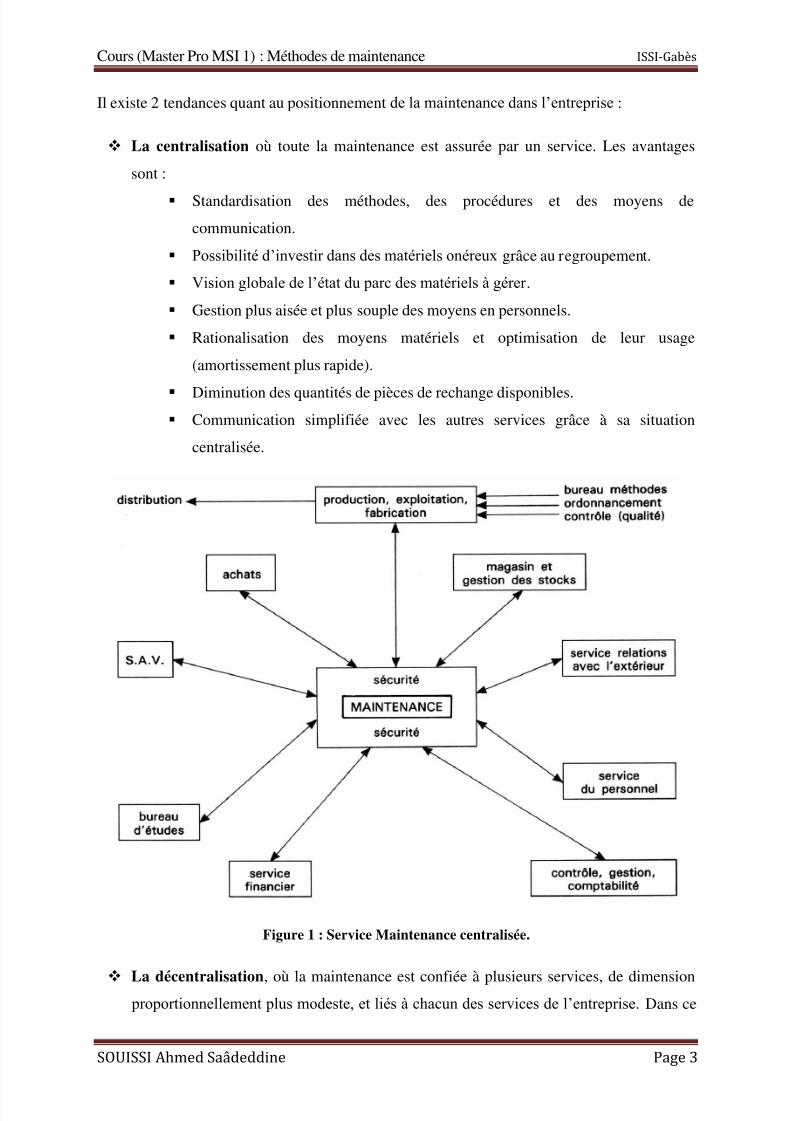
Il existe 2 tendances quant au positionnement de la maintenance dans l’entreprise :
La centralisation où toute la maintenance est assurée par un service. Les avantages
sont :
Standardisation des méthodes, des procédures et des moyens de
communication.
Possibilité d’investir dans des matériels onéreux grâce au regroupement.
Vision globale de l’état du parc des matériels à gérer .
Gestion plus aisée et plus souple des moyens en personnels.
Rationalisation des moyens matériels et optimisation de leur usage
(amortissement plus rapide).
Diminution des quantités de pièces de rechange disponibles.
Communication simplifiée avec les autres services grâce à sa situation
centralisée.
Figure 1 : Service Maintenance centralisée.
La décentralisation, où la maintenance est confiée à plusieurs services, de dimension
proportionnellement plus modeste, et liés à chacun des services de l’entreprise. Dans ce
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 4/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 4
cas, le service maintenance n’a pas de direction unique. Les différents pôles
maintenance adjoints aux autres services de l’entreprise dépendent bien souvent
hiérarchiquement de ces derniers. Les avantages sont :
Meilleures communications et relations avec le service responsable et utilisateur du
parc à maintenir.
Effectifs moins importants dans les différentes antennes.
Réactivité accrue face à un problème.
Meilleure connaissance des matériels.
Gestion administrative allégée.
Il va de soi que les 2 modèles d’organisation étant contraires, les avantages de l’un sont
souvent les inconvénients de l’autre.
2.2. Domaines d’action du service maintenance
Dans une entreprise, il existe un grand nombre de matériels différents qui sont liés ou non à la
production. C’est dans ce contexte qu’apparaît la nécessaire polyvalence des techniciens de
maintenance ainsi que leurs capacités d’adaptation. La liste (non exhaustive) qui suit permet
de se rendre compte de la variété des actions qui constituent souvent le quotidien de la
mission d’un service maintenance :
Maintenance préventive et corrective de tous les systèmes dont le service a la charge
ainsi que toutes les opérations de révisions, contrôles, etc.
Travaux d’installation et de mise en route de matériels neufs
Travaux directement liés aux conditions de travail : sécurité, hygiène, environnement,
pollution, etc.
Amélioration, reconstruction et modernisation des installations
Gestion des pièces de rechange, des outillages et des moyens de transport et de
manutention
Fabrication de certaines pièces détachées
Travaux divers dans les locaux de l’entreprise, agrandissements, déménagements
Gestion des différentes énergies et des réseaux de communication
Pour tous ces points, l’objectif permanent est de maintenir les matériels dans un état optimal
de service. La priorité sera bien sur toujours orientée vers l’outil de production.
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 5/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 5
Le service maintenance doit donc maîtriser le comportement des matériels en gérant les
moyens nécessaires et disponibles. C’est là que l’importance de la mutation de l’entretien
traditionnel vers une logique de maintenance prend toute son importance.
2.3. Entretien et maintenance
L’entretien se contente d’intervenir sur un système défaillant pour relancer la production et
effectue les opérations courantes préconisées par le constructeur. Il n’y a donc pas prise en
compte des caractéristiques spécifiques des conditions de fonctionnement (cadence,
ancienneté, température ambiante, etc.). On peut donc être conduit à effectuer (sans
évaluation à priori ou à posteriori) à faire trop ou pas assez d’entretien.
Entretenir c’est dépanner et réparer un parc matériel, afin d’assurer la continuité de la
production. Entretenir c’est subir.
Maintenir c’est choisir des moyens de prévenir, de corriger ou de rénover le matériel,
suivant sa criticité économique afin d’optimiser le coût global de possession. Maintenir c’est
maîtriser.et c’est prévoir et anticiper.
En effet, par la prise en compte des objectifs de production et par la connaissance du
comportement du matériel, la maintenance considère les notions de « bon état » et de
« rendement » comme relatives. De par des démarches de réflexion et par ses relations avec la
production, la maintenance concourt à l’augmentation de la productivité.
L’objectif primordial de la maintenance est d’optimiser en permanence la disponibilité de
l’outil de travail. Ainsi, elle participe à la production globale.
Elle est donc reconnue comme une activité nécessaire (génératrice de profits) alors que
l’entretien traditionnel était considéré comme une charge financière.
2.4. Importance de la maintenance et types d’entreprise
L’importance de la maintenance diffère selon le secteur d’activité. La préoccupation
permanente de la recherche de la meilleure disponibilité suppose que tout devra être mis en
œuvre afin d’éviter toute défaillance. La maintenance sera donc inévitable et lourde dans les
secteurs où la sécurité est capitale. Inversement, les industries manufacturières à faible valeurajoutée pourront se satisfaire d’un entretien traditionnel et limité.
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 6/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 6
Importance fondamentale : nucléaire, pétrochimie, chimie, transports (ferroviaire,
aérien, etc.).
Importance indispensable : entreprises à forte valeur ajoutée, de process, construction
automobile.
Importance moyenne : industries de constructions diversifiées, coûts d’arrêts de
production limités, équipement semi automatiques.
Importance secondaire : entreprises sans production de série, équipements variés.
Importance faible ou négligeable : entreprise manufacturière, faible valeur ajoutée,
forte masse salariale.
2.5. Le L’agent de maintenance
Tout ce qui a été cité précédemment met en évidence l’indispensable pluridisciplinarité de
la fonction maintenance. L’agent de maintenance doit donc être capable d’intervenir
efficacement dans nombre de domaines et savoir s’adapter à toute situation prévue ou fortuite.
L’agent de maintenance devra avoir des compétences techniques dans des domaines aussi
variés que la mécanique, l’électrotechnique, m’automatique, l’hydraulique, etc. En effet, les
systèmes actuels sont pluri techniques et pluri énergies. Par ailleurs, le technicien devra avoir
des compétences dans les domaines de la gestion, du planning, etc.
La maintenance devenant de plus en plus informatisée (MAO ou GMAO), l’utilisation de
l’informatique est donc devenue indispensable pour l’agent de maintenance. L’informatisation
de la maintenance n’est pas une fin en soi, mais doit être considérée comme un outil d’aide à
la décision face à une situation donnée.
2.6. Fonctions et tâches associées à la maintenance
2.6.1. Etudes et méthodes
Fonctions études et méthodes : optimisation des tâches en fonction des critères retenus dans le
cadre de la politique de maintenance définie par l’entreprise.
Etudes techniques : Etudes d’améliorations, études de conception et de reconception
des équipements ou des travaux neufs, analyse des conditions de travail.
Préparation et ordonnancement : Etablissement des fiches et gammes d’instructions
pour le personnel, constitution de la documentation pour les interventions,
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 7/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 7
établissement des plannings d’interventions et d’approvisionnements en pièces de
rechange, réception et classement des documents relatifs à l’intervention et remise à
jour des dossiers techniques.
Etudes économiques et financières : Gestion des approvisionnements, analyse des coûts
(maintenance, défaillance, fonctionnement), rédaction du cahier des charges et
participation à la rédaction des marchés (travaux neufs, investissements, sous-
traitance), gestion du suivi et de la réception de ces marchés.
Stratégie et politiques de la maintenance : Définition, choix et élaboration des
procédures de maintenance (corrective, préventive), des procédures de contrôle, des
procédures d’essais et de réception, détermination des domaines d’actions préventives
prioritaires, étude des procédures de déclenchement des interventions, gestion de la
sécurité dans l’organisation de l’environnement industriel.
Pour remplir cette fonction, les techniciens des études et des méthodes disposent : de dossiers
techniques fournissant toutes les caractéristiques des matériels, des fiches d’historiques
résumant les opérations déjà effectuées, de la documentation constructeurs et fournisseurs, des
banques de données informatiques.
2.6.2. Exécution / Mise en œuvre
L’aspect pluri techniques de cette fonction nécessite une grande expérience sur les matériels
et une connaissance approfondie des différentes technologies. Le technicien devra agir avec
beaucoup de rigueur pour rendre son action efficace. Il sera aidé par les documents et
procédures établis par la fonction « études et préparation ».
Les principales tâches sont : gestion de l’intervention de maintenance, connaissance
comportementale du matériel, pilotage des interventions, application des consignes et règles
d’hygiène, sécurité et conditions de travail, installation des machines et des matériels
(réception, contrôle, mise en fonctionnement), information du personnel sur les équipements,
remise en main du matériel après intervention, gestion de l’ordonnancement, établissement de
diagnostics de défaillance de matériels, établissement de consignes d’utilisation intégrant les
consignes d’hygiène et de sécurité, gestion des stocks (des pièces de rechange, outillages,
appareils de contrôle).
2.6.3. La fonction documentation et ressources
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 8/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 8
Indispensable à tout le service, cette fonction est la mémoire de l’activité sur laquelle
s’appuieront les études ultérieures en vue de définir une politique de maintenance. Elle est
aussi une source inestimable de renseignements pour la fonction « études et méthodes ».
Les principales tâches sont : élaboration et tenue des inventaires, constitution et MAJ des
dossiers techniques, des historiques, des dossiers économiques, constitution d’une
documentation générale, technique et réglementaire, constitution d’une documentation
fournisseurs.
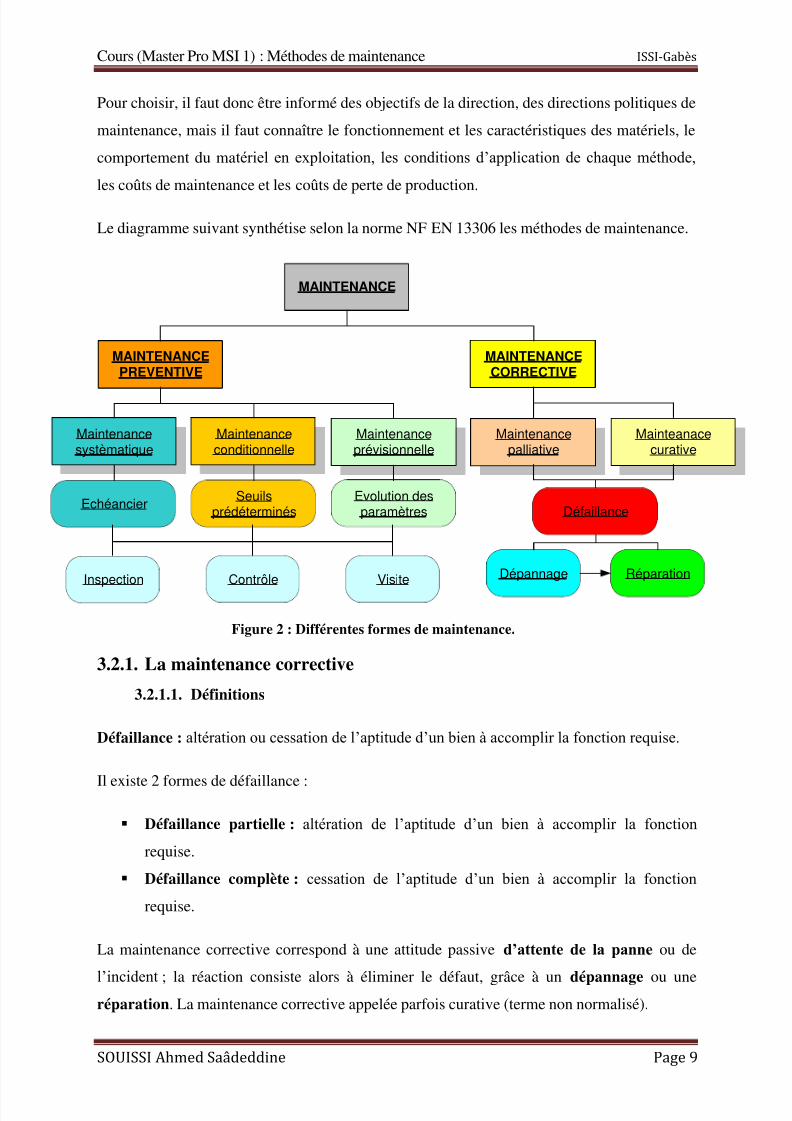
3. Les différentes formes de maintenance
3.1. Les concepts
L’analyse des différentes formes de maintenance repose sur quatre concepts :
Les évènements qui sont à l’origine de l’action : référence à un échéancier, la
subordination à un type d’événement (auto diagnostic, information d’un capteur,
mesure d’une usure, etc.), l’apparition d’une défaillance.
Les méthodes de maintenance qui leur seront respectivement associées :
maintenance préventive systématique, maintenance préventive conditionnelle,
maintenance corrective.
Les opérations de maintenance proprement dites : inspection, contrôle, dépannage,
réparation, etc.
Les activités connexes : maintenance d’amélioration, rénovation, reconstruction,
modernisation, travaux neufs, sécurité, etc.
Cette réflexion terminologique et conceptuelle représente une base de référence pour :
L’utilisation d’un langage commun pour toutes les parties (concept ion, production,
prestataires de services, etc.)
La mise en place de systèmes informatisés de gestion de la maintenance.
3.2. Les méthodes
Le choix entre les méthodes de maintenance s’effectue dans le cadre de la politique de la
maintenance et doit s’opérer en accord avec la direction de l’entreprise.
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 9/29
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 10/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 10
3.2.1.2. Incidences du diagnostic et de la localisation sur la fonction maintenance
Afin de satisfaire la disponibilité des équipements, la fonction maintenance (dans le cadre du
correctif) aura pour mission de réduire les temps d’indisponibilité après défaillance.
Dans le cas concerné, cela doit se traduire par une diminution du temps de localisation et de
diagnostic. La durée de localisation et de diagnostic dépend de la maintenabilité de
l’équipement et de la logistique de maintenance mise en place.
Un équipement ayant une bonne maintenabilité (système structuré, aide au diagnostic
intégrée, constituants accessibles, visibles et facilement testables, etc.) facilitera la localisation
et le diagnostic et en réduira la durée.
La logistique peut intervenir :
Au niveau de la préparation du travail (création de procédures d’aide à la localisation
et au diagnostic).
Au niveau de la réalisation de la localisation et du diagnostic en optimisant les
moyens humains (compétences, rigueur et méthodologie), les moyens matériels
(outillages et appareils de tests adaptés) et la documentation (dossiers machine etmaintenance mis à jour).
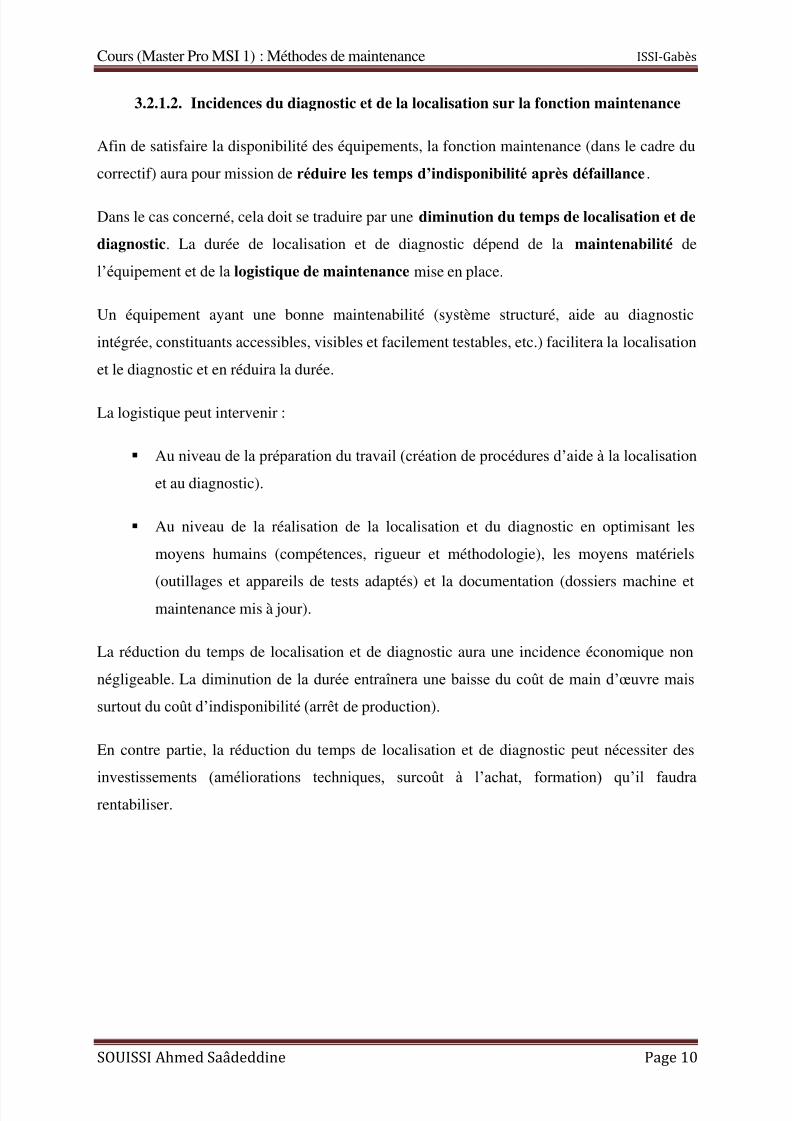
La réduction du temps de localisation et de diagnostic aura une incidence économique non
négligeable. La diminution de la durée entraînera une baisse du coût de main d’œuvre mais
surtout du coût d’indisponibilité (arrêt de production).
En contre partie, la réduction du temps de localisation et de diagnostic peut nécessiter des
investissements (améliorations techniques, surcoût à l’achat, formation) qu’il faudra
rentabiliser.
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 11/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 11
La diminution des temps de Localisation et de Diagnostic
Coût de main
d ’œuvre
Investissement
Coût demaintenance
Coûtd ’indisponibilité
Coût de défaillance
FormationProcédures
Améliorations
Figure 3 : Influence de la diminution des temps de localisation et de diagnostic.
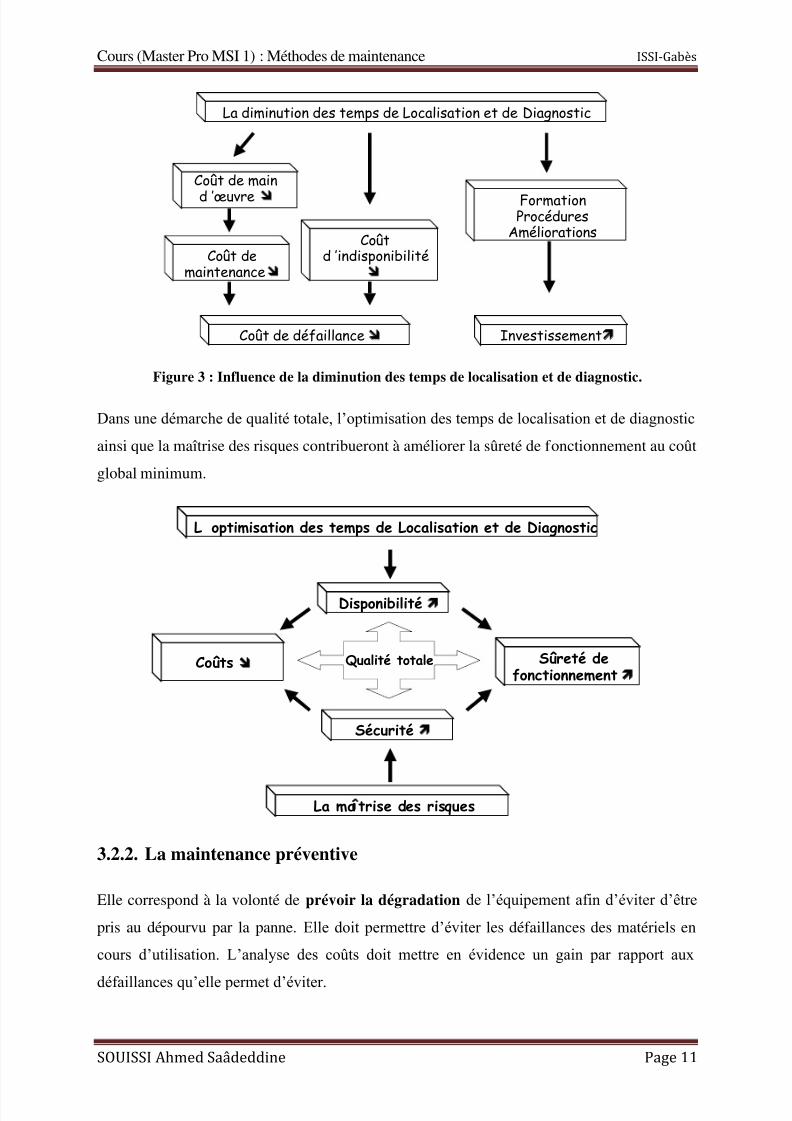
Dans une démarche de qualité totale, l’optimisation des temps de localisation et de diagnostic
ainsi que la maîtrise des risques contribueront à améliorer la sûreté de fonctionnement au coût
global minimum.
Coûts Sûreté defonctionnement
Disponibilité
Sécurité
L ’optimisation des temps de Localisation et de Diagnostic
La ma trise des risques
Qualité totale
3.2.2. La maintenance préventive
Elle correspond à la volonté de prévoir la dégradation de l’équipement afin d’éviter d’être
pris au dépourvu par la panne. Elle doit permettre d’éviter les défaillances des matériels en
cours d’utilisation. L’analyse des coûts doit mettre en évidence un gain par rapport aux
défaillances qu’elle permet d’éviter.
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 12/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 12
Il existe alors deux solutions :
Le changement ou la réparation systématique d’organes : c’est la maintenance
systématique qui consiste à bien connaître les processus de dégradation.
Le changement ou la réparation des organes en fonction de leur état ou l’évolution de
dégradation : ce sont la maintenance conditionnelle et prévisionnelle (prédictive)
qui imposent une surveillance de la progression du défaut.
Le But de la maintenance préventive est :
Augmenter la durée de vie des matériels.
Diminuer la probabilité des défaillances en service.
Diminuer les temps d’arrêt en cas de révision ou de panne.
Prévenir et aussi prévoir les interventions coûteuses de maintenance corrective.
Permettre de décider la maintenance corrective dans de bonnes conditions.
Eviter les consommations anormales d’énergie, de lubrifiant, etc.
Améliorer les conditions de travail du personnel de production.
Diminuer le budget de maintenance.
Supprimer les causes d’accidents graves.
222 – La maintenance préventive systématique :
Maintenance préventive exécutée à des intervalles de temps préétablis ou selon un nombre défini
d’unités d’usage mais sans contrôle préalable de l’état du bien (EN 13306 : avril 2001).
Même si le temps est l’unité la plus répandue, d’autres unités peuvent être retenues telles que :
la quantité de produits fabriqués, la longueur de produits fabriqués, la distance parcourue, la
masse de produits fabriqués, le nombre de cycles effectués, etc.
Cette périodicité d’intervention est déterminée à partir de la mise en service ou après une
révision complète ou partielle.
Remarque : de plus en plus, les interventions de la maintenance systématique se font par
échanges standards.
Cas d’application :
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 13/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 13
o Equipements soumis à une législation en vigueur (sécurité réglementée) : appareils de
levage, extincteurs, réservoirs sous pression, convoyeurs, ascenseurs, monte-charge,
etc.
o Equipements dont la panne risque de provoquer des accidents graves : tous les
matériels assurant le transport en commun des personnes, avions, trains, etc.
o Equipement ayant un coût de défaillance élevé : éléments d’une chaîne de production
automatisée, processus fonctionnant en continu (industries chimiques ou
métallurgiques).
o Equipements dont les dépenses de fonctionnement deviennent anormalement élevées
au cours de leur temps de service : consommation excessive d’énergie, éclairage par
lampes usagées, allumage et carburation déréglés (moteurs thermiques), etc.
223 – La maintenance préventive conditionnelle :
Maintenance préventive basée sur une surveillance du fonctionnement du bien et/ou des
paramètres significatifs de ce fonctionnement intégrant les actions qui en découlent. La
surveillance du fonctionnement et des paramètres peut être exécutée selon un calendrier, ou à la
demande, ou de façon continue (EN 13306 : avril 2001).
Remarque : la maintenance conditionnelle est donc une maintenance dépendante de
l’expérience et faisant intervenir des informations recueillies en temps réel.
La maintenance préventive conditionnelle se caractérise par la mise en évidence des points
faibles. Suivant le cas, il est souhaitable de les mettre sous surveillance et, à partir de là, de
décider d’une intervention lorsqu’un certain seuil est atteint. Mais les contrôles demeurent
systématiques et font partie des moyens de contrôle non destructifs.
Tous les matériels sont concernés. Cette maintenance préventive conditionnelle se fait par des
mesures pertinentes sur le matériel en fonctionnement.
Les paramètres mesurés peuvent porter sur :
o Le niveau et la qualité de l’huile
o Les températures et les pressions
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 14/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 14
o La tension et l’intensité des matériels électriques
o Les vibrations et les jeux mécaniques
o Etc.
De tous les paramètres énumérés, l’analyse vibratoire est de loin la plus riche quant aux
informations recueillies. Sa compréhension autorise la prise de décisions qui sont à la base
d’une maintenance préventive conditionnelle.
La surveillance est soit périodique, soit continue.
Avantage : la connaissance du comportement se fait en temps réel à condition de savoir
interpréter les résultats. A ce niveau, l’informatique prend une place primordiale.
Le matériel nécessaire pour assurer la maintenance préventive conditionnelle devra être fiable
pour ne pas perdre sa raison d’être. Il est souvent onéreux, mais pour des cas bien choisis il
est rentabilisé rapidement.
Cette méthode de maintenance, pour être efficace, doit dans tous cas être comprise et admise
par les responsables de production et avoir l’adhésion de tout le personnel.
Ces méthodes doivent être dans la mesure du possible standardisées entre les différents
secteurs (production et périphériques) ; ce qui n’exclut pas l’adaptation essentielle de la
méthode au matériel.
Avec l’évolution actuelle des matériels et leurs tendances à être de plus en plus fiables, la
proportion des pannes accidentelles sera mieux maîtrisée. La maintenance préventive
diminuera quantitativement d’une façon systématique mais s’améliorera qualitativement par
la maintenance conditionnelle.
224 – La maintenance préventive prévisionnelle :
Maintenance conditionnelle exécutée en suivant les prévisions extrapolées de l’analyse et de
l’évaluation de paramètres significatifs de la dégradation du bien (EN 13306 : avril 2001).
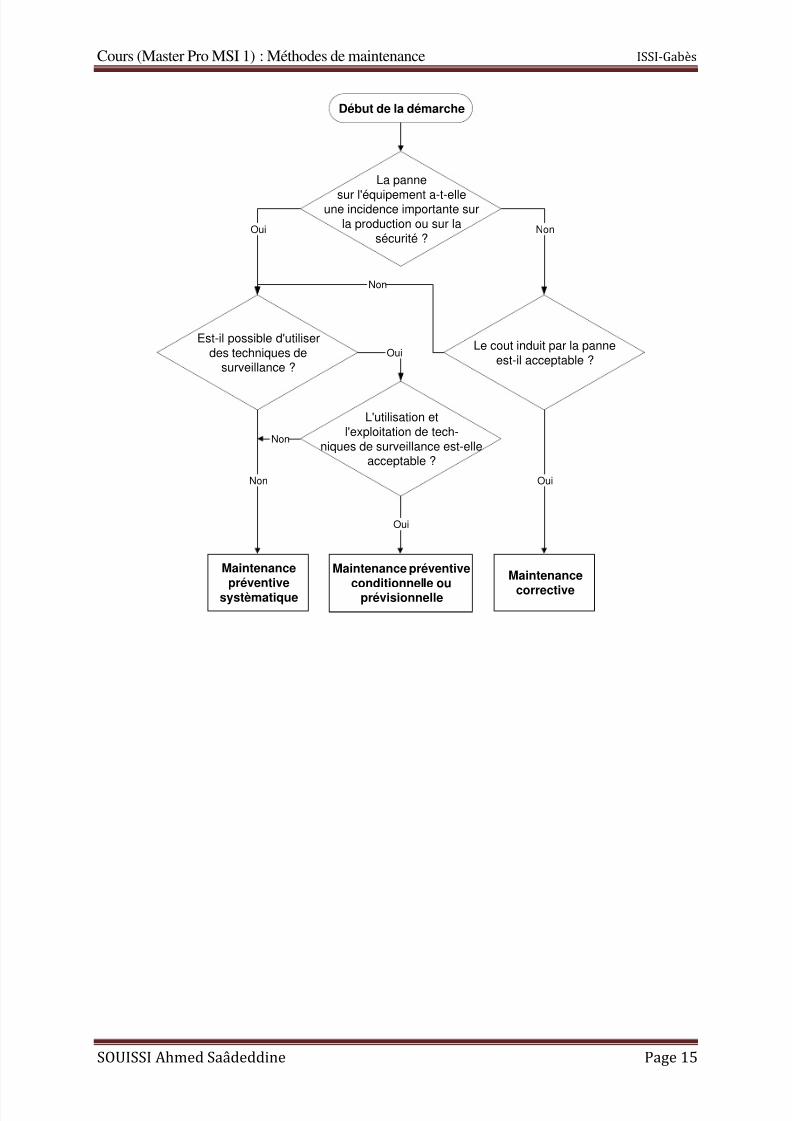
Choix d’une forme de maintenance :
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 15/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 15
Début de la démarche
La panne
sur l'équipement a-t-elleune incidence importante sur
la production ou sur la
sécurité ?
Le cout induit par la panne
est-il acceptable ?
Est-il possible d'utiliser
des techniques desurveillance ?
L'utilisation et
l'exploitation de tech-
niques de surveillance est-elleacceptable ?
Oui Non
Oui
Non
Maintenance
préventivesystèmatique
Maintenance préventive
conditionnelle ouprévisionnelle
Maintenance
corrective
Oui
Oui
Non
Non
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 16/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 16
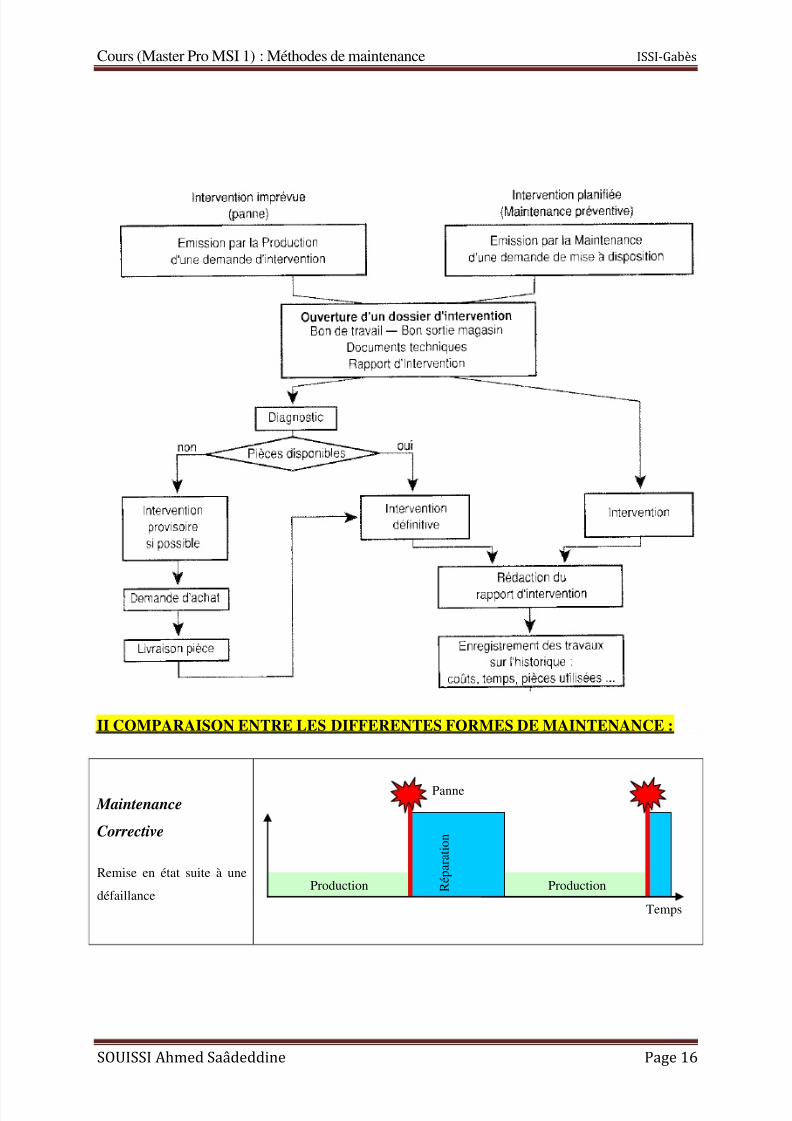
II COMPARAISON ENTRE LES DIFFERENTES FORMES DE MAINTENANCE :
Maintenance
Corrective
Remise en état suite à une
défaillanceProductionProduction
Temps
R é p a r a t i o n
Panne
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 17/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 17
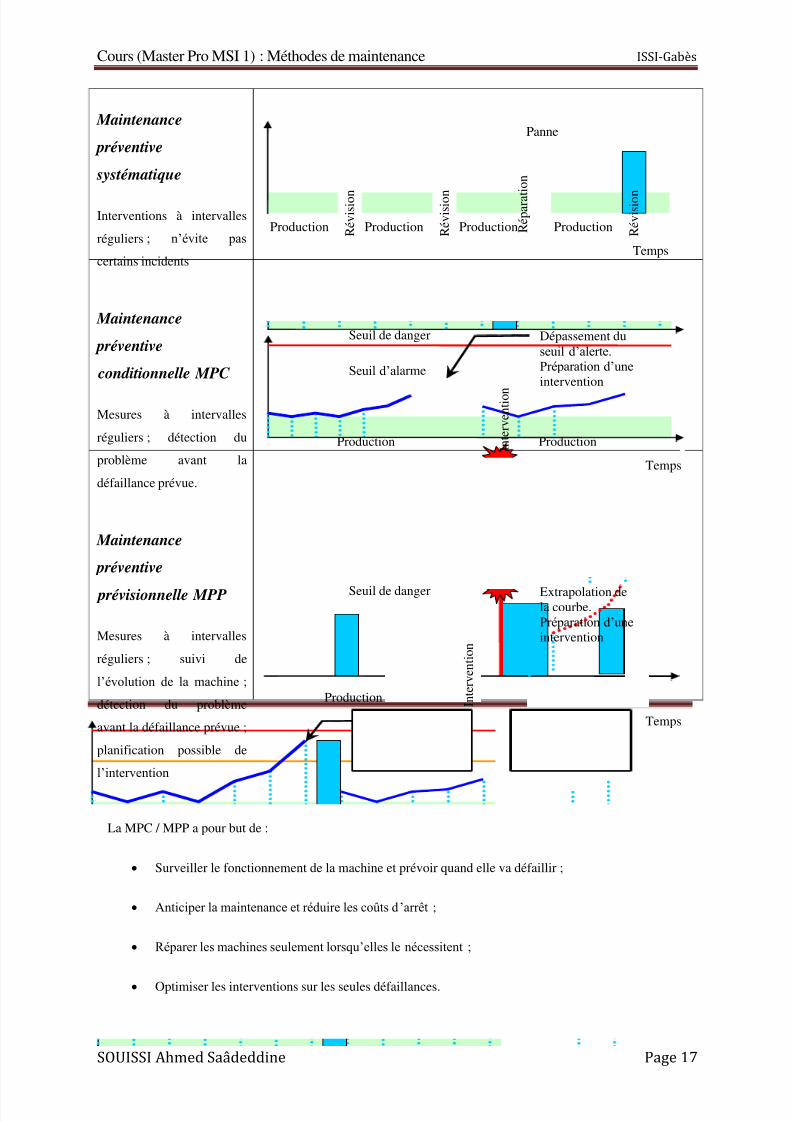
Maintenance
préventive
systématique
Interventions à intervalles
réguliers ; n’évite pas
certains incidents
Maintenance
préventive
conditionnelle MPC
Mesures à intervalles
réguliers ; détection du
problème avant la
défaillance prévue.
Maintenance
préventive
prévisionnelle MPP
Mesures à intervalles
réguliers ; suivi de
l’évolution de la machine ;
détection du problème
avant la défaillance prévue ;
planification possible de
l’intervention
La MPC / MPP a pour but de :
Surveiller le fonctionnement de la machine et prévoir quand elle va défaillir ;
Anticiper la maintenance et réduire les coûts d’arrêt ;
Réparer les machines seulement lorsqu’elles le nécessitent ;
Optimiser les interventions sur les seules défaillances.
Production Production
Temps
R é v i s i o n
Production Production R é p a r a t i o n
Panne
R é v i s i o n
R é v i s i o n
Temps
Production
Seuil d’alarme
Seuil de danger
Production
Dépassement du
seuil d’alerte.Préparation d’une
intervention
I n t e r v e n t i o n
Temps
Production
Seuil de danger
Production
Extrapolation dela courbe.
Préparation d’uneintervention
I n t e r v e n t i o n
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 18/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 18
Par rapport à la maintenance corrective, la MPC / MPP permet d’éviter les pannes, donc les arrêts machines et
donc les coûts d’indisponibilité (qui peuvent représenter les 2/3 des coûts de production).
Par rapport à la maintenance préventive systématique, la MPC / MPP permet d’éviter des interventions
coûteuses, et pas toujours nécessaires (ex : vidange d’un grand volume d’huile sans qu’elle ne soit dégradée) et
qui ne garantissent pas de ne pas avoir de pannes.
En MPC / MPP, le défaut est détecté AVANT d’engendrer un arrêt de la machine. Le principe est de surveiller
la machine régulièrement et de noter son évolution.
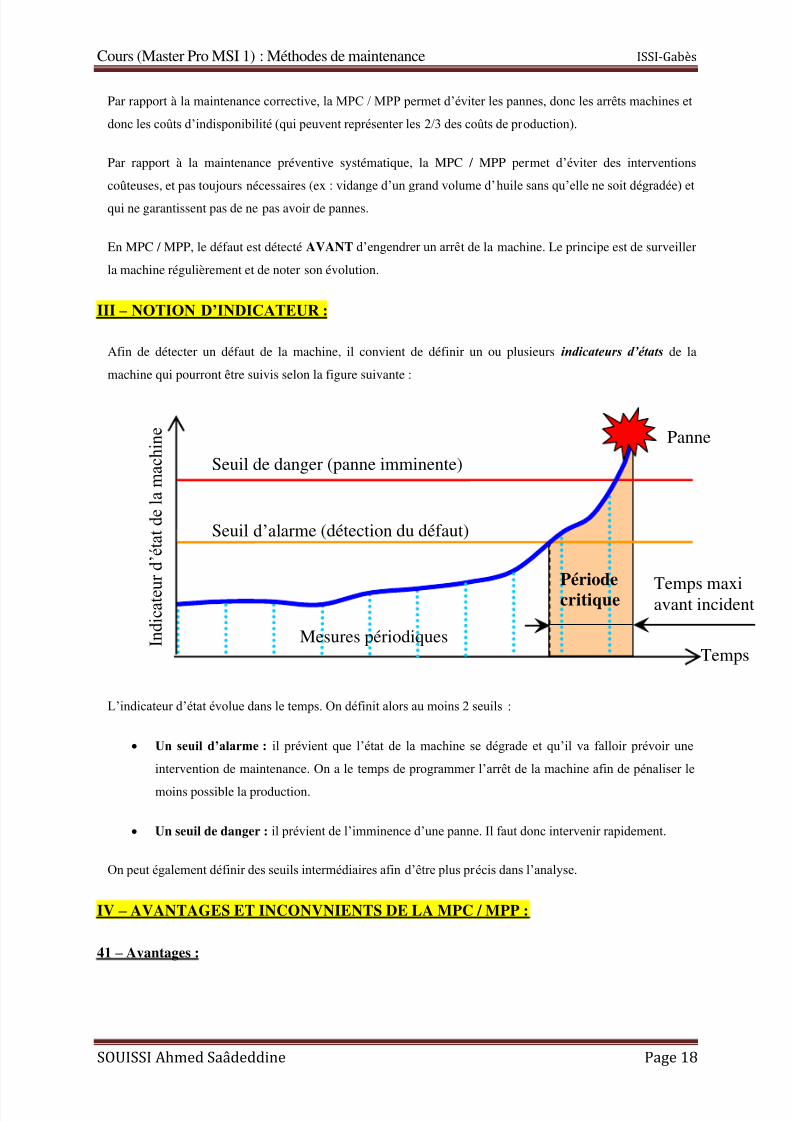
III – NOTION D’INDICATEUR :
Afin de détecter un défaut de la machine, il convient de définir un ou plusieurs indicateurs d’états de la
machine qui pourront être suivis selon la figure suivante :
L’indicateur d’état évolue dans le temps. On définit alors au moins 2 seuils :
Un seuil d’alarme : il prévient que l’état de la machine se dégrade et qu’il va falloir prévoir une
intervention de maintenance. On a le temps de programmer l’arrêt de la machine afin de pénaliser le
moins possible la production.
Un seuil de danger : il prévient de l’imminence d’une panne. Il faut donc intervenir rapidement.
On peut également définir des seuils intermédiaires afin d’être plus précis dans l’analyse.
IV – AVANTAGES ET INCONVNIENTS DE LA MPC / MPP :
41 – Avantages :
Temps
Seuil d’alarme (détection du défaut)
Seuil de danger (panne imminente)
Temps maxiavant incident
Panne
I n d i c a t e u
r d ’ é t a t d e l a m a c h i n e
Périodecritique
Mesures périodiques
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 19/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 19
Le principal avantage de la MPC / MPP est qu’elle permet d’éviter les arrêts machines dus aux pannes. Pour
minimiser encore ces arrêts machines, il faut utiliser des techniques permettant de mesurer l’état de la machine
sans l’arrêter. Les 3 principales techniques utilisées en MPC / MPP sont :
La thermographie infrarouge : cette technique permet de mesurer la température de composants sans
contact. Tout défaut se traduisant souvent par une élévation de la température, on peut ainsi en
mesurer les conséquences.
L’analyse des huiles : cette technique permet à la fois de surveiller l’huile d’une machine afin de ne
la changer que lorsqu’elle est dégradée (surveillance de lubrifiant) mais également, à l’instar d’une
analyse de sang pour un être humain, de mesurer l’état de santé de la machine.
L’analyse vibratoire : cette technique est principalement utilisée pour la surveillance des machines
tournantes. Toute machine tournante vibre. Ces vibrations sont les conséquences de défauts de la
machine. Plus la machine vibre, plus les défauts sont importants.
42 – Inconvénients :
Le principal inconvénient de la MPC / MPP réside dans la mise en place de ces techniques. Elles sont lourdes à
mettre en œuvre sur plusieurs points :
Coûts d’achat : Systèmes souvent onéreux :
caméra infrarouge : de 8000€ (modèle de base ne permettant pas de retraiter la mesure) à 60000€(modèle permettant une analyse poussée de la mesure) ;
spectromètre mesurant plusieurs éléments (Fer, Zinc, etc.) contenus dans une huile: plusieurs dizaines
de K€.
système d’analyse vibratoire : à partir de 1500€ pour collecteur de niveau global et plus de 30000€
pour un collecteur de vibration + logiciel d’analyse.
Formation du personnel : Selon le matériel acheté et le niveau d’exigence désiré, ces techniques exigent un
haut niveau de formation du personnel. Cela implique donc de libérer du temps de formation et de trouver du
personnel compétent, capable de s’adapter aux évolutions rapides de ces techniques.
Mise en place : La difficulté principale de ces techniques est la définition des seuils d’alarme et de danger. Ces
seuils nécessitent un temps de mise en place pendant lequel la MPC / MPP n’est pas forcément rentable. Ce
délai peut aller de 1 à 3 ans. En effet, si on surestime les seuils, on risque la panne bien avant de l’atteindre. De
même, si on les sous-estime, on risque de détecter des fausses alarmes, c'est-à-dire d’atteindre les niveaux
d’alarme bien avant la panne ; ce qui aura pour conséquence de déclencher des actions de maintenance non
justifiée.
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 20/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 20
43 – Synthèse :
Ces avantages et ces inconvénients sont résumés ci-dessous. Le choix de la mise en place de la MPC dans une
entreprise doit se faire en pesant les contraintes et les avantages.
3.1. Les opérations de maintenance
Ne sont vues ici que les opérations essentielles. Pour le reste, se référer à la norme NF EN
13306 donnée en annexe.
3.1.1. Les opérations de maintenance corrective
Dépannage : action sur un bien en panne en vue de le remettre en état de
fonctionnement, provisoirement avant réparation. Souvent, les opérations de
dépannage sont de courtes durées mais peuvent être nombreuses. De ce fait, les
services de maintenance soucieux d’abaisser leurs dépenses tentent d’organiser les
actions de dépannage. Certains indicateurs de maintenance (pour en mesurer son
efficacité) prennent en compte le problème du dépannage. Ainsi, le dépannage peut
être appliqué par exemple sur des équipements fonctionnant en continu dont les
impératifs de production interdisent toute visite ou intervention à l’arrêt.
Réparation : intervention définitive et limitée de maintenance corrective.
L’équipement réparé doit assurer les performances pour lesquelles il a été conçu.
3.1.2. Les opérations de maintenance préventive
Les opérations suivantes sont effectuées de manière continue ou à des intervalles
prédéterminés calculés sur le temps ou le nombre d’unités d’usage.
Les inspections : activité de surveillance s’exerçant dans le cadre d’une mission
définie. Elle peut être effectuée sous forme de « rondes » et à pour but la détection de
défaillances mineures :
- défauts de lubrification (contrôles des niveaux)
- défauts de pression, de températures, de vibrations.
- détection visuelles de fuites, détection d’odeurs, de bruits anormaux.
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 21/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 21
- dépannages simples : réglage de tension de courroie, échanges de lampes…
Visites : opérations de surveillance qui, dans le cadre de la maintenance préventive
systématique, s’opèrent selon une périodicité déterminée. Ces interventions
correspondent à une liste d’opérations définies préalablement qui peuvent entraîner
des démontages d’organes et une immobilisation du matériel. Une visite peut entraîner
une action de maintenance corrective.
Contrôles : vérifications de conformité par rapport à des données préétablies suivies
d’un jugement. Le contrôle peut :
- Comporter une activité d’information
- Inclure une décision : acceptation, rejet, ajournement
- Déboucher comme les visites sur des opérations de maintenance corrective
Les opérations de surveillance (contrôles, visites, inspections) sont nécessaires pour maîtriser
l’évolution de l’état réel du bien. Elles sont effectuées de manière continue ou à des
intervalles prédéterminés ou non, calculés sur le temps ou le nombre d’unités d’usage.
3.1.3. Autres opérations
Révision : Ensemble des actions d’examens, de contrôles et des interventions
effectuées en vue d’assurer le bien contr e toute défaillance majeure ou critique,
pendant un temps ou pour un nombre d’unités d’usage donné. Il faut distinguer suivant
l’étendue des opérations à effectuer les révisions partielles et les révisions générales.
Dans les 2 cas, cette opération nécessite la dépose de différents sous-ensembles. Le
terme révision ne doit en aucun cas être confondu avec les termes visites, contrôles,
inspections. Les 2 types d’opérations définis (révision générale ou partielle) relèvent
du 4ème
niveau de maintenance (cf. paragraphe suivant).
Les échanges standards : Reprise d’une pièce ou d’un organe ou d’un sous-ensemble
usagé, et vente au même client d’une pièce ou d’un organe ou d’un sous-ensemble
identique, neuf ou remis en état conformément aux spécification du constructeur,
moyennement le paiement d’une soulte dont le montant est déterminé d’après le coût
de remise en état.
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 22/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 22
Soulte : somme d’argent qui, dans un échange ou dans un partage, compense
l’inégalité de valeur des lits ou des biens échangés.).
3.2. Les activités connexes
Ces activités complètent les actions de maintenance citées précédemment et participent pour
une part non négligeable à l’optimisation des coûts d’exploitation.
3.2.1. La maintenance d’amélioration
L’amélioration des biens d’équipements consiste à pr océder à des modifications, des
changements, des transformations sur un matériel afin d’augmenter sa sécurité, sa fiabilité et
sa maintenabilité.
Dans ce domaine, beaucoup de choses restent à faire. Il suffit de se référer à l’adage suivant :
« on peut toujours améliorer ». C'est un état d'esprit qui nécessite une attitude créative.
Cependant, pour toute maintenance d'amélioration une étude économique sérieuse s'impose
pour s'assurer de la rentabilité du projet.
Les améliorations à apporter peuvent avoir comme objectif l'augmentation des performances
de production du matériel ; l'augmentation de la fiabilité (diminuer les fréquences
d'interventions) ; l'amélioration de la maintenabilité (amélioration de l'accessibilité des sous-
systèmes et des éléments à haut risque de défaillance) ; la standardisation de certains éléments
pour avoir une politique plus cohérente et améliorer les actions de maintenance,
l'augmentation de la sécurité du personnel.
3.2.2. La rénovation (extrait de la norme NF X 50-501, février 1982)
Inspection complète de tous les organes, reprise dimensionnelle complète ou remplacement
des pièces déformées, vérification des caractéristiques et éventuellement réparation des pièces
et sous-ensembles défaillants, conservation des pièces bonnes.
La rénovation apparaît donc comme l'une des suites possibles d'une révision générale.
3.2.3. La reconstruction
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 23/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 23
Elle intervient à la fin de vie du bien. Toutes les pièces sensibles sont remplacées par des
pièces d’origine. On peut prévoir des performances supérieures à celles d’origine.
La reconstruction peut être assortie d'une modernisation ou de modifications.
Les modifications apportées peuvent concerner, en plus de la maintenance et de la durabilité,
la capacité de production, l'efficacité, la sécurité, etc.
Remarque : Actuellement entre la rénovation et la reconstruction, se développe une forme
intermédiaire : « la cannibalisation ». Elle consiste à récupérer, sur du matériel rebuté, des
éléments en bon état, de durée de vie connue si possible, et à les utiliser en rechanges ou en
éléments de rénovation.
3.2.4. La modernisation
Elle consiste à remplacer des composants âgés ou à leurs adjoindre des composants d’une
génération nouvelle. Cette opération peut aussi bien être exécutée dans le cas d'une
rénovation, que dans celui d'une reconstruction.
La rénovation ou la reconstruction d'un bien durable peut donner lieu pour certains de ses
sous-ensembles ou organes à la pratique d'un échange standard.
3.2.5. Les travaux neufs
L'adjonction à la fonction maintenance de la responsabilité des travaux neufs est très
répandue, en particulier dans les entreprises de taille moyenne. Elle part du principe que, lors
de tout investissement additionnel de remplacement ou d'extension, il est logique de consulter
les spécialistes de la maintenance qui, d'une part, connaissent bien le matériel anciennement
en place, et d'autre part auront à maintenir en état de marche le matériel nouveau. A partir de
là, on prend souvent la décision de leur confier l'ensemble des responsabilités de mise en
place des nouvelles installations. On crée alors un service appelé « maintenance-travaux
neufs ». Les travaux neufs contiennent, entre autres, les tâches suivantes :
avis sur le choix du matériel.
réception technique et vérification de la conformité.
Installation.
mise au point (réglages, essais préliminaires…).
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 24/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 24
mise en service.
3.2.6. La sécurité
La sécurité est l'ensemble des méthodes ayant pour objet, sinon de supprimer, du moins de
minimiser les conséquences des défaillances ou des incidents dont un dispositif ou une
installation peuvent être l'objet, conséquences qui ont un effet destructif sur le personnel, le
matériel ou l'environnement de l'un et de l'autre.
Sachant qu'un incident mécanique, une panne, peuvent provoquer un accident, sachant aussi
que la maintenance doit maintenir en état le matériel de protection ou même que certaines
opérations de maintenance sont elles-mêmes dangereuses, il apparût que la relation entre la
maintenance et la sécurité est particulièrement étroite.
Pour toutes ces raisons ainsi que pour sa connaissance du matériel, le responsable de la
maintenance devra participer aux réunions du Comité d'Hygiène et de Sécurité (CHS) en
qualité de membre ou à titre d'invité, et développer sa collaboration avec l'ingénieur sécurité
lorsque l'entreprise en possède un.
Dans une entreprise moyenne où la sécurité n'a pas de service propre, on trouve normal de
faire appel au service maintenance pour les interventions concernant la sécurité. Celles-ci sont
de deux ordres :
D'une part celles que l'on peut classer dans la sécurité « officielle ». C'est la tenue des
registres concernant les chaudières, les visites d'appareils à pression, le contrôle des
installations électriques, etc., la tenue des dossiers des rapports de visite de l'inspecteur
du Travail, du contrôleur de la Sécurité sociale, etc.
D'autre part celles qui, tout en s'inspirant des premières, les appliquent dans un
contexte précis.
4. Les niveaux de maintenance (Norme AFNOR X 60 011)
La maintenance et l’exploitation d’un bien s’exercent à travers de nombreuses opérations,
parfois répétitives, parfois occasionnelles, communément définies jusqu’alors en 5 niveaux de
maintenance, qui tiennent en considération la politique de maintenance et du potentiel humain
et technique de l'entreprise.
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 25/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 25
Ces niveaux sont donnés à titre indicatif et leur utilisation n'est concevable qu'entre des parties
qui ont convenu de leur définition précise selon le type de bien à maintenir.
Le classement de ces opérations permet de les hiérarchiser de multiples façons. Ce peut être
en fonction des critères suivants :
Définir qui fait quoi au regard de chacun des niveaux de maintenance :
le personnel de production ;
le personnel de maintenance en tenant compte de la qualification de l’intervenant ;
le personnel de l’entreprise ou un sous-traitant ;
une combinaison des 3.
4.1. 1er
Niveau
Réglages simples prévus par le constructeur au moyen d'organes accessibles sans aucun
démontage ou ouverture de l'équipement, ou échanges d'éléments consommables accessibles
en toute sécurité, tels que voyants ou certains fusibles, etc.
Commentaire : Ce type d'intervention peut être effectué par l'exploitant du bien, sur place,
sans outillage et à l'aide des instructions d'utilisation. Le stock de pièces consommables
nécessaires est très faible.
Exemples en maintenance préventive : ronde de surveillance d’état, graissages
journaliers, manœuvre manuelle d’organes mécaniques, relevés de valeurs d’état ou
d’unités d’usage, test de lampes sur pupitre, purge d’éléments filtrants, contrôle
d’encrassement des filtres.
Exemples en maintenance corrective : remplacement des ampoules, ajustage,
remplacement d’éléments d’usure ou détériorés, sur des éléments composants simples
et accessibles.
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 26/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 26
4.2. 2ème
Niveau
Dépannages par échange standard des éléments prévus à cet effet et opérations mineures de
maintenance préventive, telles que graissage ou contrôle de bon fonctionnement.
Commentaire : Ce type d'intervention peut être effectué par un technicien habilité de
qualification moyenne, sur place, avec l'outillage portable défini par les instructions de
maintenance, et à l'aide de ces mêmes instructions.
On peut se procurer les pièces de rechange transportables nécessaires sans délai et à proximité
immédiate du lieu d'exploitation.
Exemples en maintenance préventive : contrôle de paramètres sur équipements en
fonctionnement, à l’aide de moyens de mesure intégrés au bien ; réglages simples
(alignement de poulies, alignement pompe moteur, etc.) ; contrôle des organes de
coupure (capteurs, disjoncteurs, fusibles), de sécurité, etc. ; graissage à faible
périodicité (hebdomadaire, mensuelle) ; remplacement de filtres difficiles d’accès.
Exemples en maintenance corrective : remplacement par échange standard de pièces
(fusibles, courroies, filtres à air, etc.) ; remplacement de tresses, de presse-étoupe,
etc. ; lecture de logigrammes de dépannage pour remise en cycle ; remplacement decomposants individuels d’usure ou détériorés par échange standard (rail, glissière,
galet, rouleaux, chaîne, fusible, courroie,…).
4.3. 3ème Niveau
Identification et diagnostic des pannes, réparations par échange de composants ou d'éléments
fonctionnels, réparations mécaniques mineures, et toutes opérations courantes de maintenance
préventive telles que réglage général ou réalignement des appareils de mesure.
Commentaire : Ce type d'intervention peut être effectué par un technicien spécialisé, sur
place ou dans le local de maintenance, à l'aide de l'outillage prévu dans les instructions de
maintenance ainsi que des appareils de mesure et de réglage, et éventuellement des bancs
d'essais et de contrôle des équipements et en utilisant l'ensemble de la documentation
nécessaire à la maintenance du bien ainsi que les pièces approvisionnées par le magasin.
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 27/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 27
Exemples en maintenance préventive : contrôle et réglages impliquant l’utilisation
d’appareils de mesure externes aux biens ; visite de maintenance préventive sur les
équipements complexes ; contrôle d’allumage et de combustion (chaudières) ;
intervention de maintenance préventive intrusive ; relevé de paramètres techniques
d’état de biens à l’aide de mesures effectuées d’équipements de mesure individuels
(prélèvement de fluides ou de matière, etc.).
Exemples en maintenance corrective : diagnostic ; réparation d’une fuite de fluide
frigorigène (groupe de froid) ; reprise de calorifuge ; remplacement d’organes et de
composants par échange standard de technicité générale, sans usage de moyens de
soutien communs ou spécialisés (carte automate, vérin, pompe, moteurs, engrenage,
roulement, etc.) ; dépannage de moyens de production par usage de moyens de mesure
et de diagnostics individuels.
4.4. 4ème Niveau
Opérations dont les procédures impliquent la maîtrise d’une technique ou technologie
particulière et/ou la mise en œuvre d’équipements de soutien spécialisés. Ce type d’opération
de maintenance est effectué par un technicien ou une équipe spécialisée à l’aide de toutes
instructions de maintenance générales ou particulières.
Commentaire : Ce type d'intervention peut être effectué par une équipe comprenant un
encadrement technique très spécialisé, dans un atelier spécialisé doté d'un outillage général
(moyens mécaniques, de câblage, de nettoyage, etc.) et éventuellement des bancs de mesure et
des étalons de travail nécessaires, à l'aide de toutes documentations générales ou particulières.
Exemples en maintenance préventive : révisions partielles ou générales ne
nécessitant pas le démontage complet de la machine ; analyse vibratoire ; analyse deslubrifiants ; thermographie infrarouge ; relevé de paramètres techniques nécessitant
des moyens de mesure collectifs (oscilloscope, collecteur de données vibratoires) avec
analyse des données ; révision d’une pompe en atelier, suite à dépose préventive.
Exemples en maintenance corrective : remplacement de clapets de compresseur ;
remplacement de tête de câble en BTA ; réparation d’une pompe sur site, suite à une
défaillance ; dépannage de moyens de production par usage de moyens de mesure ou
de diagnostics collectifs et/ou de forte complexité (valise de programmation automate,
système de régulation et de contrôle des commandes numériques, variateurs, etc.).
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 28/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
SOUISSI Ahmed Saâdeddine Page 28
4.5. 5ème Niveau
Opérations dont les procédures impliquent un savoir-faire, faisant appel à des techniques ou
technologies particulières, des processus et/ou des équipements de soutien industriels.
Par définition, ce type d’opérations de maintenance (rénovation, reconstruction, etc.) est
effectué par le constructeur ou par un service ou société spécialisée avec des équipements de
soutien définis par le constructeur et donc proches de la fabrication du bien concerné.
Exemples : révisions générales avec le démontage complet de la machine ; reprise
dimensionnelle et géométrique ; réparations importantes réalisées par le constructeur ;
reconditionnement du bien ; remplacement de biens obsolètes ou en limite d’usure.
4.6. Les 3 niveaux simplifiés de maintenance
La répartition en 5 niveaux, bien que précise, n'est pas toujours facilement compréhensible de
tous et les frontières entre les différents niveaux peuvent apparaître « flou ».
Une définition en 3 niveaux peut être appliquée pour plus de facilité :
Niveau 1 : travail sur l'équipement (Maintenance de l'opérateur : remplacement
d'ampoules, contrôle de niveaux, remplacement de filtres, ...).
Niveau 2 : échange et dépose d'organes et de sous-ensembles de l'équipement
(Maintenance spécialisée : remplacement d'organes, réparations...).
Niveau 3 : travail sur l'organe déposé (Maintenance lourde : révision complète,
rénovation...).
L'important, c'est que la stratégie de maintenance soit bien comprise afin de pouvoir être
appliquée.
4.7. Echelons de maintenance
Il est important de ne pas confondre les niveaux de maintenance avec la notion d’échelon de
maintenance qui spécifie l’endroit où les interventions sont effectuées. On définit
généralement 3 échelons qui sont :
8/3/2019 La Maintenance CHAP I
http://slidepdf.com/reader/full/la-maintenance-chap-i 29/29
Cours (Master Pro MSI 1) : Méthodes de maintenance ISSI-Gabès
la maintenance sur site : l’intervention est directement réalisée sur le matériel en
place ;
la maintenance en atelier : le matériel à réparer est transporté dans un endroit, sur
site, approprié à l’intervention ;
la maintenance chez le constructeur ou une société spécialisée : le matériel est alors
transporté pour que soient effectuées les opérations nécessitant des moyens
spécifiques.
Bien que les 2 concepts de niveau et d’échelon de maintenance soient bien distincts , il existe
souvent une corrélation entre le niveau et l’échelon : les opérations de niveaux 1 à 3, par
exemple, s’effectuant sur site, celles de niveau 4 en atelier, et celles de niveau 5 chez un
spécialiste hors site (constructeur ou société spécialisée).
Si cela se vérifie fréquemment, il convient cependant de ne pas en faire une généralité. On
peut rencontrer en milieu industriel des tâches de niveau 5 effectuées directement sur site.
5. Déroulement type d’une intervention de maintenance
La volonté d’efficacité conduit à maîtriser des données nombreuses et complexes qui
justifient le passage à la maintenance assistée par ordinateur (MAO). La maintenance est aussi
concernée par la maîtrise de qualité symbolisée par l’objectif des cinq zéros :
zéro panne : objectif naturel de la maintenance.
zéro défaut: outil de production en parfait état (tout défaut entraîne un arrêt de
production d’où augmentation des coûts et des délais).
zéro stocks, zéro délais: un outil de fabrication fiable permet une fabrication sans
stock (flux tendu) et une livraison sans délai.
zéro papier: il faut comprendre « zéro papier inutile », c’est à dire les papiers
engendrés par les erreurs, les défauts, les défaillances, les retards qui viennent alourdir le
travail et l’organisation.
Top Related