



![GB322-PFA 6 [EVAL-140821-1]-Fr · 2014-10-20 · GB.322/PFA/6 2 GB322-PFA_6_[EVAL-140821-1]-Fr.docx essais d’évaluation d’impact au sein de l’Organisation ainsi qu’une méta-analyse](https://static.fdocuments.fr/doc/165x107/5f6e971ea561b606d913ef36/gb322-pfa-6-eval-140821-1-fr-2014-10-20-gb322pfa6-2-gb322-pfa6eval-140821-1-frdocx.jpg)



Langages
Pages
Légal

15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 1
Imprimé le : 15 mars 2016
EXCELLENCE OPÉRATIONNELLE EN INDUSTRIE UNITAIRE AUTOMOBILE
Auteur : Gérard GLÉVAREC
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 2
SOMMAIRE
A. AVANT PROPOS ET RAPPEL DE LA DEMANDE .................................................................................. 4
1. Genèse de l’étude .................................................................................................................................................... 4
2. Définition de l’activité « unitaire » ........................................................................................................................ 4
3. Contexte de la demande et objectifs de l’étude .................................................................................................. 5
B. CONCLUSION SUCCINCTE ................................................................................................................ 7
4. La performance en unitaire est issue d’une démarche globale ........................................................................ 7
5. Au sein de cette démarche globale, des questions types sont universelles .................................................... 8
6. Face à ce faisceau, comment choisir par où commencer une transformation ? ........................................... 9
7. Les bonnes pratiques au service de la performance ........................................................................................ 10
C. LES ENTREPRISES INTERROGEES, ECONOMIE ET POSITIONNEMENT STRATEGIQUE .................. 11
8. Description de l’échantillon ................................................................................................................................ 11
9. Économie des entreprises de l’échantillon ........................................................................................................ 11
10. Positionnement stratégique, marketing ............................................................................................................. 13
D. PERFORMANCE OPERATIONNELLE – ÉLEMENTS CONTEXTUELS ................................................ 16
11. Facteurs clés de l’unitaire ..................................................................................................................................... 16
12. Risques de l’unitaire et leur maîtrise................................................................................................................... 17
E. PERFORMANCE OPERATIONNELLE TOUT AU LONG DU DEROULEMENT D’UN PROJET ............... 20
13. Offre commerciale ................................................................................................................................................ 20
14. Pilotage du client, revue de contrat .................................................................................................................... 21
15. Concourance des projets, posture du chef de projet ...................................................................................... 21
16. Adéquation charge / capacité, planification, ordonnancement ..................................................................... 25
17. Études ..................................................................................................................................................................... 27
18. Compétence méthodes, FAO ............................................................................................................................. 30
19. Achats et approvisionnements ............................................................................................................................ 30
20. Usinage ................................................................................................................................................................... 33
21. Préparation avant montage.................................................................................................................................. 34
22. Montage .................................................................................................................................................................. 35
23. Mise au point finale (y compris mise en service sur site client) ..................................................................... 36
24. Bilan à fin d’affaire ................................................................................................................................................ 37
F. PERFORMANCE OPERATIONNELLE – TACHES TRANSVERSES ....................................................... 39
25. Valorisation, suivi, résolution et prévention de la non qualité ...................................................................... 39
26. GPAO ..................................................................................................................................................................... 39
27. Rituels ..................................................................................................................................................................... 39
28. Traitement des problèmes à chaud .................................................................................................................... 40
29. Contrôle de gestion .............................................................................................................................................. 40
30. Comptabilité .......................................................................................................................................................... 43
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 3
31. Trésorerie ............................................................................................................................................................... 43
32. Référentiel de conduite des affaires ................................................................................................................... 43
33. Dynamique d’équipe, support du projet technico-économique .................................................................... 44
G. MISE EN CHANTIER DE L’EXCELLENCE OPERATIONNELLE ......................................................... 47
34. Communication ..................................................................................................................................................... 47
35. Conduite des chantiers d’amélioration de la performance ............................................................................. 48
36. Portage des chantiers d’amélioration de la performance ................................................................................ 48
37. Travaux au niveau national .................................................................................................................................. 49
H. INDICATEURS DE PERFORMANCE DE LA FILIERE AUTOMOBILE POUR L’UNITAIRE ..................... 51
38. Historique ............................................................................................................................................................... 51
39. Résultats ................................................................................................................................................................. 51
40. Évolution des indicateurs .................................................................................................................................... 52
I. PRESENTATION DE QUELQUES OUTILS ......................................................................................... 53
41. Gestion de projets ................................................................................................................................................. 53
42. Critique collective du processus projet .............................................................................................................. 53
43. FNC ........................................................................................................................................................................ 53
44. 8D ............................................................................................................................................................................ 53
45. QRQC ..................................................................................................................................................................... 54
46. EDI ......................................................................................................................................................................... 54
47. Burndown chart .................................................................................................................................................... 55
J. PARADIGME DES AFFAIRES UNITAIRES AU SEIN DE LA FILIERE AUTOMOBILE EN FRANCE .......... 56
K. ANNEXES ....................................................................................................................................... 61
48. Remerciements ...................................................................................................................................................... 62
49. Vue globale de bonnes pratiques et outils ........................................................................................................ 63
50. Exemples de critiques collectives du processus projet ................................................................................... 64
51. Exemple de FNC tiré de l’industrie de série ..................................................................................................... 65
52. Exemple de 8D tiré de l’industrie de série ........................................................................................................ 66
53. Exemple de QRQC simplifié .............................................................................................................................. 67
54. Exemple de tableau de revue de contrat ........................................................................................................... 68
55. Exemple de tableau de suivi des données d’entrée ......................................................................................... 69
56. Exemple de tableau de suivi d’un plan d’action ............................................................................................... 70
57. Exemple de tableau de contrôle budgétaire d’un projet ................................................................................. 71
58. Exemple d’un bilan à fin d’affaire (plusieurs pages) ........................................................................................ 72
59. Le TRS d’une machine ......................................................................................................................................... 75
60. Fonction tour de contrôle des flux et des budgets .......................................................................................... 76

15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 4
A. AVANT PROPOS ET RAPPEL DE LA DEMANDE
1. Genèse de l’étude
Au fil des années, l’enquête de performance industrielle de la filière automobile menée par la PFA (voir sa description plus loin), révèle un manque de robustesse des entreprises de l’unitaire. Il arrive par exemple que des sites aient des écarts types forts sur la capacité de leurs projets à tenir leurs budgets.
Or, on constate que les sites de l’unitaire sont amplement absents des actions collectives adressant l’amélioration de la performance, en partie d’ailleurs parce que les dirigeants concernés ne se reconnaissent pas dans le contenu de ces actions, telles qu’elles leurs sont présentées. De fait, les préceptes connus sous le vocable « Lean » ont été élaborés et répandus dans la série.
L’objet de cette étude est de mieux définir les contours de la bonne performance dans l’unitaire et de dresser un cadre pour les actions de soutien.
2. Définition de l’activité « unitaire »
L’activité unitaire de la filière industrielle (au sens de l’existence d’ateliers de production d’objets) automobile regroupe les entreprises et les établissements :
Qui travaillent à la commande.
Qui conçoivent (chaque contrat inclut une étude) et réalisent, à l’unité ou en très petite série1, des pièces ou des équipements destinés à produire ou industrialiser les pièces de série entrant dans la nomenclature des véhicules automobiles2. A ce titre, les acteurs de l’unitaire sont les précieux « ingénieristes » des acteurs de la série.
Qui, par l’obligation de résultat contenue dans leurs contrats, baignent dans un contexte à risques technico économiques.
La vocation de l’unitaire est de servir les projets, qu’ils soient amonts (véhicule nouveau) ou vie série (modifications, restylings). Nous y trouvons des métiers différents, comme :
1. Les machines spéciales 2. Les moules au sens large (y compris les outillages de presse…) 3. Les prototypes 4. Les maquettes, modèles et gabarits 5. Les conteneurs spécifiques 6. Les pièces usinées à façon, notamment les pièces techniques nobles des procédés de fabrication. 7. Les carrossiers et transformateurs de véhicules neufs. 8. …
Face à ce large spectre industriel, il fut décidé de se concentrer sur les métiers 1 et 2 :
1. Concepteurs fabricants de machines spéciales (y compris bancs de tests et d’essai). Culture de l’intégration technologique, orientation TRS du client, vision de la pièce à la fonction. Leurs clients sont les services méthodes industrialisation au sein des projets et les usines en vie série.
2. Moulistes (au sens large, incluant les outillages d’emboutissage par exemple) : procédé, parfois produit inclus (prototypes, voire pré séries). Culture de la forme et des matériaux, orientation CNQ du client, vision pièce dans un environnement. Leurs clients sont les services méthodes industrialisation au sein des projets.
Ces deux métiers sont au cœur du succès des projets véhicules et sont stratégiques pour la filière :
Ils détiennent de nombreuses et précieuses expertises technologiques.
Ils sont un puits d’innovation dans une filière qui en a beaucoup besoin.
Par la qualité de leurs productions, ils agissent sur le prix de revient et la qualité des productions de leurs clients de la série.
1 Si la réalisation peut engendrer plusieurs objets identiques, il ne faut pas confondre cette « petite série » avec les petites séries liées à la vie série (fins de vie, pièces de rechange), qui sont réalisées sous d’autres logiques techniques et commerciales.
2 Y compris les poids lourds, bus, motocyclettes, tracteurs agricoles.
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 5
Leurs prestations sont sur le chemin critique des délais des projets.
Historiquement, ils n’ont pas été autant conviés à la transformation, que les acteurs de la série.
Au sein de cette population, on distingue les grands groupes (ABB, Dürr, Comau…), chargés de concevoir et de réaliser des ateliers entiers, voire des usines entières, et les PME, qui représentent 20 à 25% des PME françaises actives dans la filière industrielle automobile. Les PME de l’unitaire ont pour clients :
En étape projet, les grands groupes de l’unitaire et les équipementiers de la série. Rarement, les constructeurs, sauf les prototypistes.
En vie série, les mêmes et, pour certaines, les constructeurs en direct.
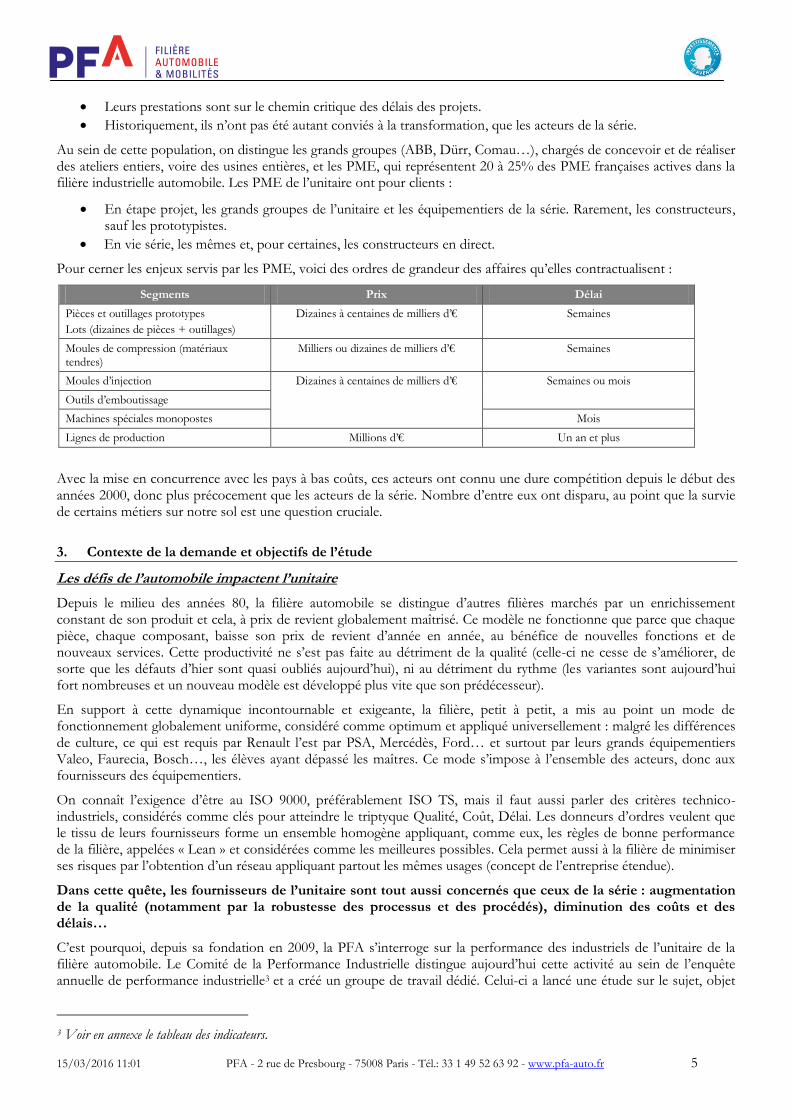
Pour cerner les enjeux servis par les PME, voici des ordres de grandeur des affaires qu’elles contractualisent :
Avec la mise en concurrence avec les pays à bas coûts, ces acteurs ont connu une dure compétition depuis le début des années 2000, donc plus précocement que les acteurs de la série. Nombre d’entre eux ont disparu, au point que la survie de certains métiers sur notre sol est une question cruciale.
3. Contexte de la demande et objectifs de l’étude
Les défis de l’automobile impactent l’unitaire
Depuis le milieu des années 80, la filière automobile se distingue d’autres filières marchés par un enrichissement constant de son produit et cela, à prix de revient globalement maîtrisé. Ce modèle ne fonctionne que parce que chaque pièce, chaque composant, baisse son prix de revient d’année en année, au bénéfice de nouvelles fonctions et de nouveaux services. Cette productivité ne s’est pas faite au détriment de la qualité (celle-ci ne cesse de s’améliorer, de sorte que les défauts d’hier sont quasi oubliés aujourd’hui), ni au détriment du rythme (les variantes sont aujourd’hui fort nombreuses et un nouveau modèle est développé plus vite que son prédécesseur).
En support à cette dynamique incontournable et exigeante, la filière, petit à petit, a mis au point un mode de fonctionnement globalement uniforme, considéré comme optimum et appliqué universellement : malgré les différences de culture, ce qui est requis par Renault l’est par PSA, Mercédès, Ford… et surtout par leurs grands équipementiers Valeo, Faurecia, Bosch…, les élèves ayant dépassé les maîtres. Ce mode s’impose à l’ensemble des acteurs, donc aux fournisseurs des équipementiers.
On connaît l’exigence d’être au ISO 9000, préférablement ISO TS, mais il faut aussi parler des critères technico-industriels, considérés comme clés pour atteindre le triptyque Qualité, Coût, Délai. Les donneurs d’ordres veulent que le tissu de leurs fournisseurs forme un ensemble homogène appliquant, comme eux, les règles de bonne performance de la filière, appelées « Lean » et considérées comme les meilleures possibles. Cela permet aussi à la filière de minimiser ses risques par l’obtention d’un réseau appliquant partout les mêmes usages (concept de l’entreprise étendue).
Dans cette quête, les fournisseurs de l’unitaire sont tout aussi concernés que ceux de la série : augmentation de la qualité (notamment par la robustesse des processus et des procédés), diminution des coûts et des délais…
C’est pourquoi, depuis sa fondation en 2009, la PFA s’interroge sur la performance des industriels de l’unitaire de la filière automobile. Le Comité de la Performance Industrielle distingue aujourd’hui cette activité au sein de l’enquête annuelle de performance industrielle3 et a créé un groupe de travail dédié. Celui-ci a lancé une étude sur le sujet, objet
3 Voir en annexe le tableau des indicateurs.
Segments Prix Délai
Pièces et outillages prototypes
Lots (dizaines de pièces + outillages)
Dizaines à centaines de milliers d’€ Semaines
Moules de compression (matériaux tendres)
Milliers ou dizaines de milliers d’€ Semaines
Moules d’injection Dizaines à centaines de milliers d’€ Semaines ou mois
Outils d’emboutissage
Machines spéciales monopostes Mois
Lignes de production Millions d’€ Un an et plus

15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 6
du présent document.
Modalités de l’étude
En relation avec une sélection des ARIA4 et avec d’autres organismes, recrutement des entreprises à sonder / à visiter / à inviter aux travaux collectifs.
Définir les étapes et actualiser périodiquement le planning prévisionnel de l’étude et son mode de suivi.
Définir les attentes des entreprises de l’unitaire sur l’efficience et l’efficacité, sur leur chaîne de valeur.
Lister les bonnes pratiques recueillies en matière de QCD.
Valider un cadre méthodologique décrivant les tenants et aboutissants d’un chantier de transformation vers l’excellence opérationnelle, à conduire au sein d’une entreprise de l’unitaire (PME ou site d’une ETI) et expliciter les outils idoines afférents. Comme vision de taille d’un tel chantier, expliciter un schéma mobilisant de 15 à 20 jours d’intervention de transformation, soit un travail à étaler sur une année.
Avoir une série d’exemples d’entreprises ayant réussi leur re-engineering et, ce faisant, ayant ancré une profitabilité stable de leurs affaires par la maîtrise des risques liés au métier.
Remettre une fiche par site, comme compte rendu des échanges avec lui.
Pour une bonne communication en vue de la future mobilisation des entreprises sur les actions de progrès, définir la transposition des concepts de base du Lean série vers l’unitaire.
Rendre plus adéquate et plus robuste la liste des indicateurs de performance de l’enquête de la PFA.
4 Association Régionale de l’Industrie Automobile.
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 7
B. CONCLUSION SUCCINCTE
4. La performance en unitaire est issue d’une démarche globale
Deux choses caractérisent d’abord l’unitaire face à la série :
1. Les risques (donc de non performance) sont partout, qu’ils proviennent des clients ou de l’interne. Face à ces risques, il y a trois voies :
Vendre au client le coût de ses stress (retards, évolutions tardives des définitions, non qualité des données…)
Être de plus en plus réactif comme pompier face aux stress.
Être de plus en plus prévenant face aux stress (robustesse intrinsèque, dont le pilotage du client).
2. Chaque contrat parcourt toute la chaine de valeur : offre → études → fabrication / achats → montage → mise au point → mise en service sur site client. Dès lors, la quête de performance doit, potentiellement, s’intéresser à toute la chaîne et pas seulement à la réalisation (qui est la partie la plus facile à maîtriser).
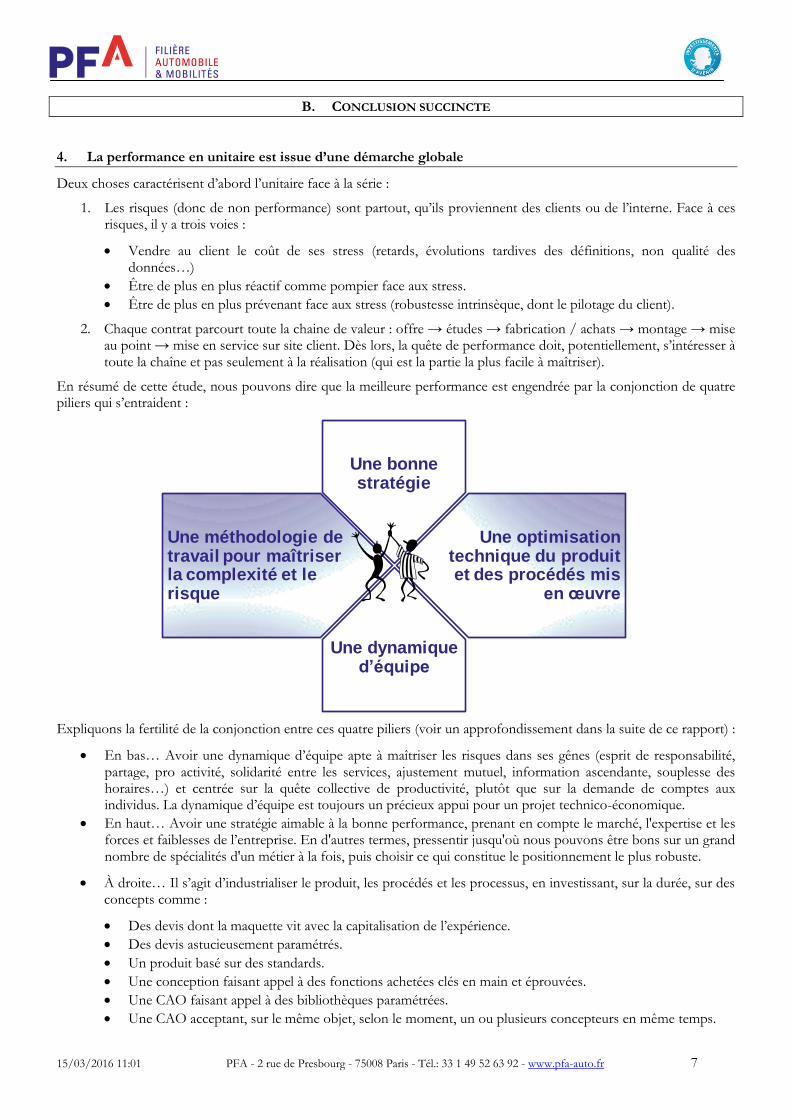
En résumé de cette étude, nous pouvons dire que la meilleure performance est engendrée par la conjonction de quatre piliers qui s’entraident :
Expliquons la fertilité de la conjonction entre ces quatre piliers (voir un approfondissement dans la suite de ce rapport) :
En bas… Avoir une dynamique d’équipe apte à maîtriser les risques dans ses gênes (esprit de responsabilité, partage, pro activité, solidarité entre les services, ajustement mutuel, information ascendante, souplesse des horaires…) et centrée sur la quête collective de productivité, plutôt que sur la demande de comptes aux individus. La dynamique d’équipe est toujours un précieux appui pour un projet technico-économique.
En haut… Avoir une stratégie aimable à la bonne performance, prenant en compte le marché, l'expertise et les forces et faiblesses de l’entreprise. En d'autres termes, pressentir jusqu'où nous pouvons être bons sur un grand nombre de spécialités d'un métier à la fois, puis choisir ce qui constitue le positionnement le plus robuste.
À droite… Il s’agit d’industrialiser le produit, les procédés et les processus, en investissant, sur la durée, sur des concepts comme :
Des devis dont la maquette vit avec la capitalisation de l’expérience.
Des devis astucieusement paramétrés.
Un produit basé sur des standards.
Une conception faisant appel à des fonctions achetées clés en main et éprouvées.
Une CAO faisant appel à des bibliothèques paramétrées.
Une CAO acceptant, sur le même objet, selon le moment, un ou plusieurs concepteurs en même temps.
Une bonne stratégie
Une dynamique d’équipe
Une méthodologie de travail pour maîtriser la complexité et le risque
Une optimisation technique du produit et des procédés mis
en œuvre
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 8
Un bureau d'études ouvert à volonté en 1, 2 ou 3 x 8.
Une conception en sous-ensembles de sous-fonctions (puzzle), chacune pouvant être conçue et montée en parallèle aux autres et dont la bonne qualité entraîne la bonne qualité de l'ensemble.
Une machine d’usinage consacrée au SAV, pour ne pas perturber le flux majeur.
Des machines d’usinage capacitaires plutôt que dédiées à un type d'opérations.
Un séquençage du processus des affaires qui soit contraignant, pour que chaque étape mette en œuvre une compétence homogène unique, selon les règles de l’art prédéfinies, celles-ci étant pensées en termes d’industrialisation. Les caractéristiques d’entrée et de sortie étant pro formatées, les questions à se poser pour une étape sont circonscrites et, on ne subit pas de mélange des genres : aucune tâche de l’étape montante n’est débutée tant que l’étape descendante n’est pas menée et que sa qualité n’est pas certifiée. Exemple, segmenter la mise au point en deux étapes : obtenir d’abord un outil capable (ayant un rendu répétable), puis, seulement ensuite, obtenir la qualité requise de l’objet à produire.
Etc…
À gauche… Il s’agit de ne rien lâcher, grâce à une attitude et des outils introduits. Illustrons cela par le témoignage d’une PME qui, en une année et demie, a retourné sa rentabilité avec l’aide d’un consultant en management :
« Les outils mis en place investissent sur le management à très court terme, organisant un effort de concourance incessant. Nous ne lâchons rien, pied à pied. Et nous le faisons en confrontant la logique du projet et les réalités du terrain, en mettant tout sur la table.
Nous sommes revenus aux basiques, comme le bilan à fin de projet ou la revue d'offre en équipe pluridisciplinaire.
Nous avons mis en œuvre un contrôle budgétaire strict, qui permet de comprendre où passe chaque heure et de travailler sur les sujets à enjeux. »
5. Au sein de cette démarche globale, des questions types sont universelles
Voici concrètement quelques facteurs clés de performance opérationnelle, détaillés plus loin :
1. Prendre ses distances avec la notion de « risque intrinsèque au métier », qui est une bouteille à encre et une illusion qui pourrait endormir. Cela permet de « baisser le niveau de l’eau » (nous voyons alors les cailloux qui nous menacent). Se convaincre que tel risque n’est pas intrinsèque au métier et qu’il provient de chez nous, en partie tout au moins, permet de reprendre la main.
2. Pour générer la mobilisation des collaborateurs quant à la perspective d’un saut de performance, soumettre à la critique de tous un grand synoptique détaillant le processus projets5 et désigner un projet pilote pour capitaliser les décisions issues de ce travail.
3. Au sein de la maîtrise des risques, la maîtrise de l’offre contractuelle, puis l’acuité du pilotage du client sont clés.
4. Maîtriser méticuleusement les risques techniques à chaque étape. Tout faire, étape après étape, quitte à valider exhaustivement le travail, pour obtenir le « bon du premier coup » (c’est encore plus important dans l’unitaire que dans la série). Cela, notamment en utilisant les outils idoines, quitte à les simplifier dans la forme, mais pas dans l’esprit. Cette assurance coûte, mais rapporte bien davantage.
5. Pratiquer les revues en équipe pluridisciplinaires, à chaque étape clé (offre, lancement, études générales notamment). Mais, penser à l’efficience : préparer la revue et la mener rondement.
6. Diminuer le temps d’écoulement en mettant le délai au centre. Le délai est encore plus important dans l’unitaire que dans la série, pour deux raisons. D’un côté, le délai des projets est fondamental pour les clients et, de l’autre, le délai est un concept des plus puissants pour fédérer en interne les énergies autour de la performance, son enjeu étant compris de tous. De plus, le délai tire le reste : faire bon du premier coup, …
7. Lisser la production pour obtenir un flux le plus constant possible tout au long de l’année, de la part des services amont (notamment au bureau d’études et à l’usinage), vers les services aval. Concepts : horaires souples, polyvalence et poly compétence, finir l’objet commencé plutôt que travailler par rafales (« one piece flow »)… Cela permet d’alimenter l’aval sans à coup et, donc, le confrontant au prévisible, d’en faciliter l’ordonnancement.
5 Voir un exemple réel en annexe.
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 9
8. Piloter les projets par une organisation dédiée et professionnalisée, confiée à de vrais chefs de projets (qu’ils soient à temps complet ou non) et non chargés de « gérer », mais de piloter, c'est-à-dire de contraindre le projet à finir dans ses objectifs. Respecter les bonnes règles de pilotage des projets dans l’esprit, la forme étant adaptative.
9. Organiser une fonction unique « tour de contrôle des projets », à temps complet ou non, qui verrouille tous les flux de tous les projets. La charger du pilotage de l’adéquation entre la charge et la capacité sur trois horizons : court terme (ordonnancement), moyen terme, long terme.
10. Se méfier de la surcharge ou alors, avoir mis en place une souplesse robuste.
11. Développer la conception paramétrée permise par les logiciels CAO.
12. Favoriser la co-construction études / réalisation.
13. Imposer aux études la préoccupation du prix de revient final.
14. Professionnaliser l’étape « méthodes », compétence qui se situe entre les études et la réalisation. Champ : prix de revient de l’usinage, du montage, du câblage et de la mise au point.
15. Se donner des objectifs d’amélioration de la performance achat, comme on s’en donne sur les heures internes.
16. Mettre les achats au centre des offres et avoir une politique d’achat ambitieuse et définie en arrière plan des affaires et non dans l’urgence des projets.
17. Professionnaliser le pilotage (exclure le vocable « suivi ») des approvisionnements, qualité incluse. Acheter est une chose, approvisionner en est une autre.
18. Obtenir à tous les niveaux le « complet, conforme à bonne date », pour maîtriser les risques de planification. Cela adresse notamment la politique d’achats et la préparation avant montage. Piloter par le calcul du taux de service6.
19. Développer une compétence en contrôle de gestion, pour piloter l’économie des projets, la politique des prix de vente et pour documenter les choix stratégiques sur des bases robustes.
20. S’approprier certains principes du Lean manufacturing : ateliers et BE propres et rangés, flux en ligne, tableaux de bord court terme affichés et en interaction avec le travail de tout un chacun, plans d’action animés sur le terrain et à chaud, processus de montage industrialisé…
21. Appliquer les méthodologies standards, à bon escient : analyse fonctionnelle, analyse de la valeur, AMDEC… Voir leur gain, au-delà de leur coût.
22. En cas de procession d’un parc machines, travailler sa productivité.
23. Industrialiser la mise au point, qui est souvent une étape pendant laquelle la marge se volatilise.
24. S’affranchir des aléas indépendants des projets eux-mêmes : absentéisme, pannes machines…
25. Capitaliser l’expérience, autant que possible par écrit (mise à jour perpétuelle du système qualité au sens global, des grilles didactiques, des AMDEC génériques…), sur la base d’éléments comme le bêtisier, les fiches de non-conformité, les 8D, les bilans à fin d’affaires…, eux-mêmes abondés par la vie courante.
6. Face à ce faisceau, comment choisir par où commencer une transformation ?
Si le champ de la quête de performance est, potentiellement, toute la chaîne de valeur, les problématiques les plus lourdes de chaque entreprise se situent nécessairement sur quelques maillons seulement. Il s’agit donc de déterminer les axes à plus fort enjeux et de les traiter en premier. Au-delà de quelques sujets incontournables comme le modèle social, dans telle entreprise, le gros potentiel pourra se trouver dans l’élaboration des offres et, dans telle autre, dans les approvisionnements ou dans la gestion des projets. Ils seront les premiers à servir.
Une façon de savoir par où commencer peut venir de l’idée que l’entreprise est un tuyau que traversent des projets, étape par étape et que la fluidité de ceux-ci dépend de la présence ou non, de goulots d’étranglement. Il s’agit alors d’investir sur les goulots. Le mot goulot est ici employé dans un sens générique. Ce peut être un service trop lent, mais
6 Sur une période, pourcentage des lots livrés à l’heure, complets et conformes, rapportés au nombre des lots attendus à date.
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 10
ce peut être aussi un service dont la gestion est trop compliquée : on peut avoir par exemple un parc d’usinage dernier cri, mais se perdre dans la complexité d’en organiser le travail.
La tactique pour attaquer la performance serait alors d’investir en premier lieu la fluidification de l’étape bouchon ou, en tout cas, la diminution du coût d’obtention de sa fluidité. On peut réagir aux urgences en mettant plus de ressources. Mais ensuite, le travail de fond consiste à trouver de la fluidité dans le processus bouchon.
Le fait de passer par l’analyse du goulot permet en outre de mobiliser les efforts sur un seul sujet à la fois.
7. Les bonnes pratiques au service de la performance
Il n’y a pas de bon ouvrier sans bons outils.
S’il est impossible de répertorier tous les bonnes pratiques qui existent au service de l’unitaire, nous en proposerons un panel. Elles sont gratuites et éprouvées.
Voir un tableau synthétique en annexe.
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 11
C. LES ENTREPRISES INTERROGEES, ECONOMIE ET POSITIONNEMENT STRATEGIQUE
8. Description de l’échantillon
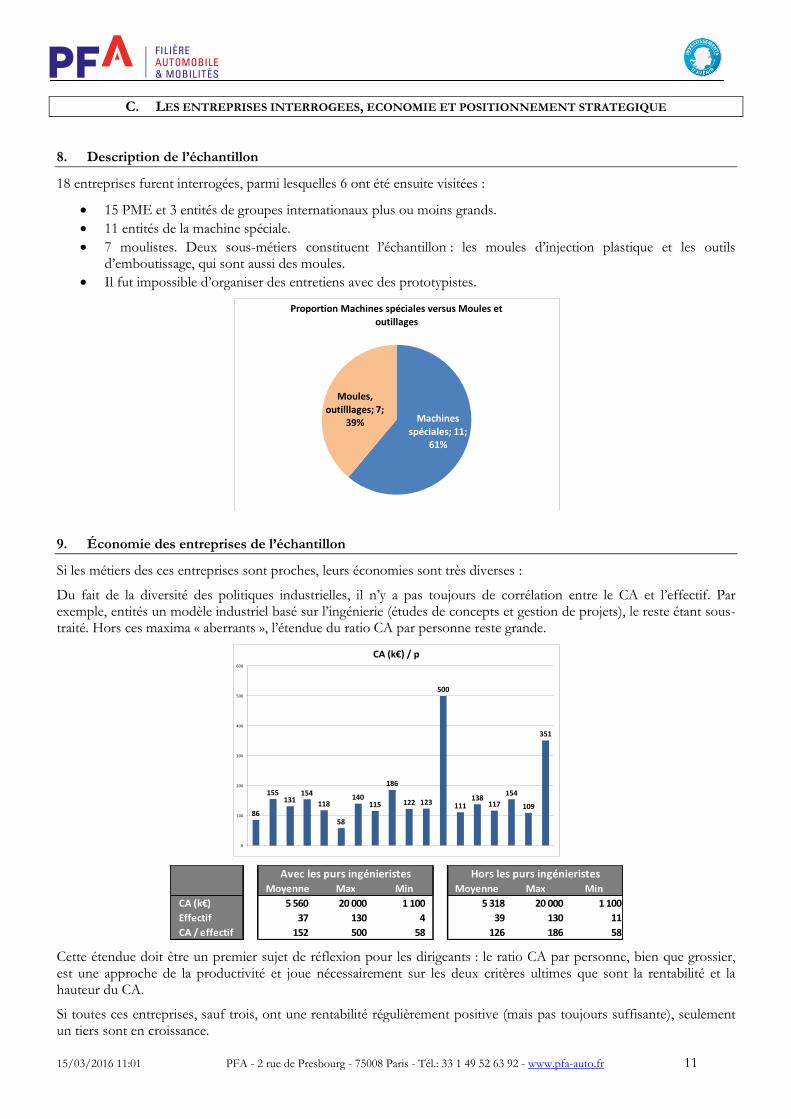
18 entreprises furent interrogées, parmi lesquelles 6 ont été ensuite visitées :
15 PME et 3 entités de groupes internationaux plus ou moins grands.
11 entités de la machine spéciale.
7 moulistes. Deux sous-métiers constituent l’échantillon : les moules d’injection plastique et les outils d’emboutissage, qui sont aussi des moules.
Il fut impossible d’organiser des entretiens avec des prototypistes.
9. Économie des entreprises de l’échantillon
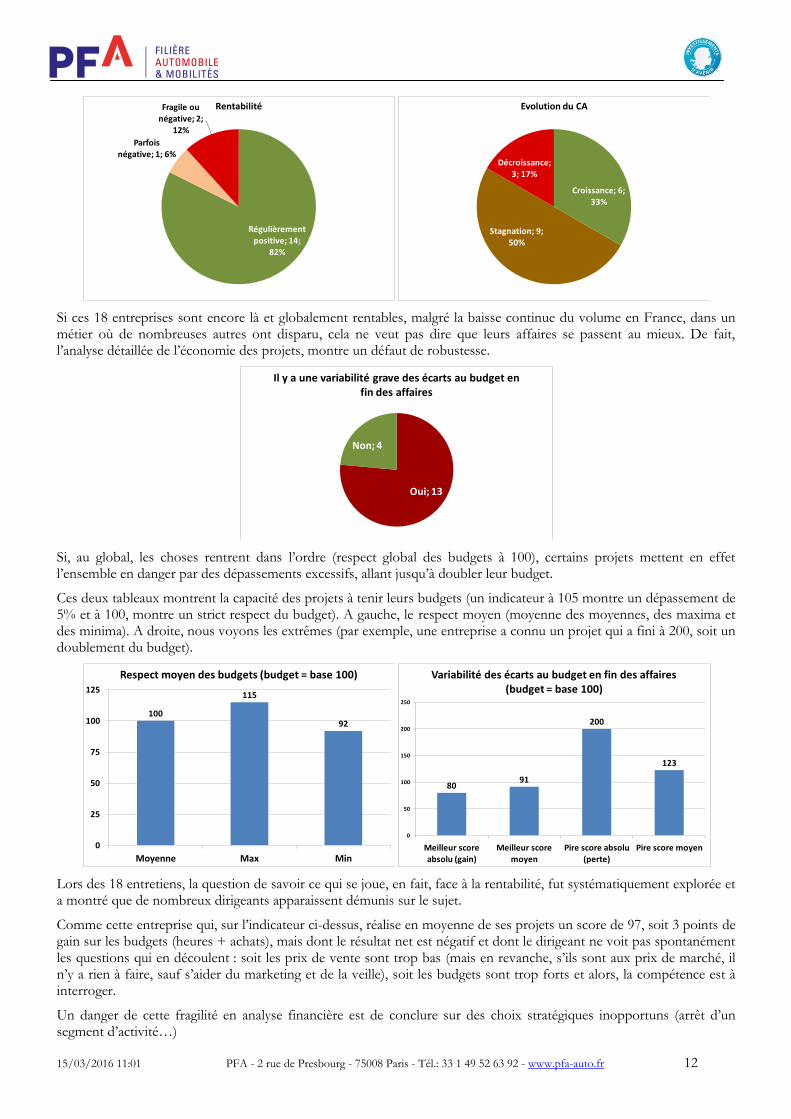
Si les métiers des ces entreprises sont proches, leurs économies sont très diverses :
Du fait de la diversité des politiques industrielles, il n’y a pas toujours de corrélation entre le CA et l’effectif. Par exemple, entités un modèle industriel basé sur l’ingénierie (études de concepts et gestion de projets), le reste étant sous-traité. Hors ces maxima « aberrants », l’étendue du ratio CA par personne reste grande.
Cette étendue doit être un premier sujet de réflexion pour les dirigeants : le ratio CA par personne, bien que grossier, est une approche de la productivité et joue nécessairement sur les deux critères ultimes que sont la rentabilité et la hauteur du CA.
Si toutes ces entreprises, sauf trois, ont une rentabilité régulièrement positive (mais pas toujours suffisante), seulement un tiers sont en croissance.
Machines spéciales; 11;
61%
Moules,
outilllages; 7; 39%
Proportion Machines spéciales versus Moules et
outillages
86
155131
154
118
58
140115
186
122 123
500
111138
117
154
109
351
0
100
200
300
400
500
600
6 9 10 13 15 16 18 1 2 3 4 5 7 8 11 12 14 17
CA (k€) / p
Moyenne Max Min Moyenne Max Min
CA (k€) 5 560 20 000 1 100 5 318 20 000 1 100
Effectif 37 130 4 39 130 11
CA / effectif 152 500 58 126 186 58
Hors les purs ingénieristesAvec les purs ingénieristes
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 12
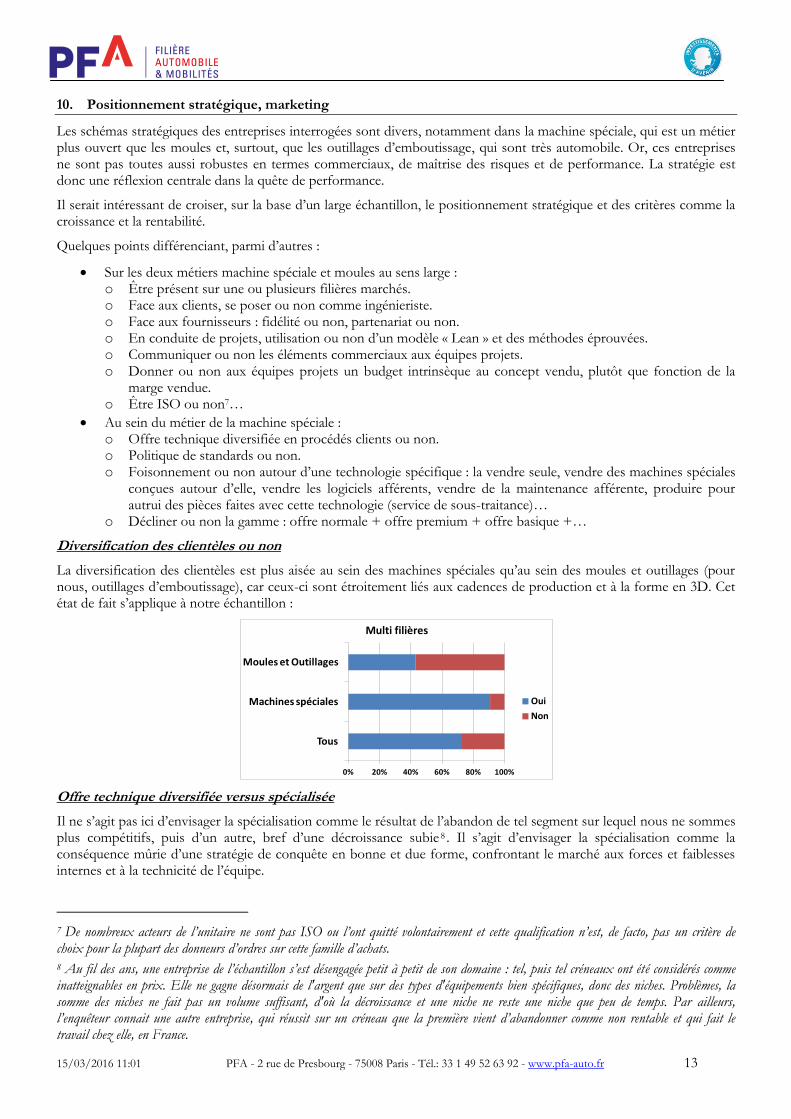
Si ces 18 entreprises sont encore là et globalement rentables, malgré la baisse continue du volume en France, dans un métier où de nombreuses autres ont disparu, cela ne veut pas dire que leurs affaires se passent au mieux. De fait, l’analyse détaillée de l’économie des projets, montre un défaut de robustesse.
Si, au global, les choses rentrent dans l’ordre (respect global des budgets à 100), certains projets mettent en effet l’ensemble en danger par des dépassements excessifs, allant jusqu’à doubler leur budget.
Ces deux tableaux montrent la capacité des projets à tenir leurs budgets (un indicateur à 105 montre un dépassement de 5% et à 100, montre un strict respect du budget). A gauche, le respect moyen (moyenne des moyennes, des maxima et des minima). A droite, nous voyons les extrêmes (par exemple, une entreprise a connu un projet qui a fini à 200, soit un doublement du budget).
Lors des 18 entretiens, la question de savoir ce qui se joue, en fait, face à la rentabilité, fut systématiquement explorée et a montré que de nombreux dirigeants apparaissent démunis sur le sujet.
Comme cette entreprise qui, sur l’indicateur ci-dessus, réalise en moyenne de ses projets un score de 97, soit 3 points de gain sur les budgets (heures + achats), mais dont le résultat net est négatif et dont le dirigeant ne voit pas spontanément les questions qui en découlent : soit les prix de vente sont trop bas (mais en revanche, s’ils sont aux prix de marché, il n’y a rien à faire, sauf s’aider du marketing et de la veille), soit les budgets sont trop forts et alors, la compétence est à interroger.
Un danger de cette fragilité en analyse financière est de conclure sur des choix stratégiques inopportuns (arrêt d’un segment d’activité…)
Régulièrement positive; 14;
82%
Parfois négative; 1; 6%
Fragile ou négative; 2;
12%
Rentabilité
Croissance; 6; 33%
Stagnation; 9; 50%
Décroissance; 3; 17%
Evolution du CA
Oui; 13
Non; 4
Il y a une variabilité grave des écarts au budget en fin des affaires
100
115
92
0
25
50
75
100
125
Moyenne Max Min
Respect moyen des budgets (budget = base 100)
8091
200
123
0
50
100
150
200
250
Meilleur score absolu (gain)
Meilleur score moyen
Pire score absolu (perte)
Pire score moyen
Variabilité des écarts au budget en fin des affaires (budget = base 100)
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 13
10. Positionnement stratégique, marketing
Les schémas stratégiques des entreprises interrogées sont divers, notamment dans la machine spéciale, qui est un métier plus ouvert que les moules et, surtout, que les outillages d’emboutissage, qui sont très automobile. Or, ces entreprises ne sont pas toutes aussi robustes en termes commerciaux, de maîtrise des risques et de performance. La stratégie est donc une réflexion centrale dans la quête de performance.
Il serait intéressant de croiser, sur la base d’un large échantillon, le positionnement stratégique et des critères comme la croissance et la rentabilité.
Quelques points différenciant, parmi d’autres :
Sur les deux métiers machine spéciale et moules au sens large : o Être présent sur une ou plusieurs filières marchés. o Face aux clients, se poser ou non comme ingénieriste. o Face aux fournisseurs : fidélité ou non, partenariat ou non. o En conduite de projets, utilisation ou non d’un modèle « Lean » et des méthodes éprouvées. o Communiquer ou non les éléments commerciaux aux équipes projets. o Donner ou non aux équipes projets un budget intrinsèque au concept vendu, plutôt que fonction de la
marge vendue. o Être ISO ou non7…
Au sein du métier de la machine spéciale : o Offre technique diversifiée en procédés clients ou non. o Politique de standards ou non. o Foisonnement ou non autour d’une technologie spécifique : la vendre seule, vendre des machines spéciales
conçues autour d’elle, vendre les logiciels afférents, vendre de la maintenance afférente, produire pour autrui des pièces faites avec cette technologie (service de sous-traitance)…
o Décliner ou non la gamme : offre normale + offre premium + offre basique +…
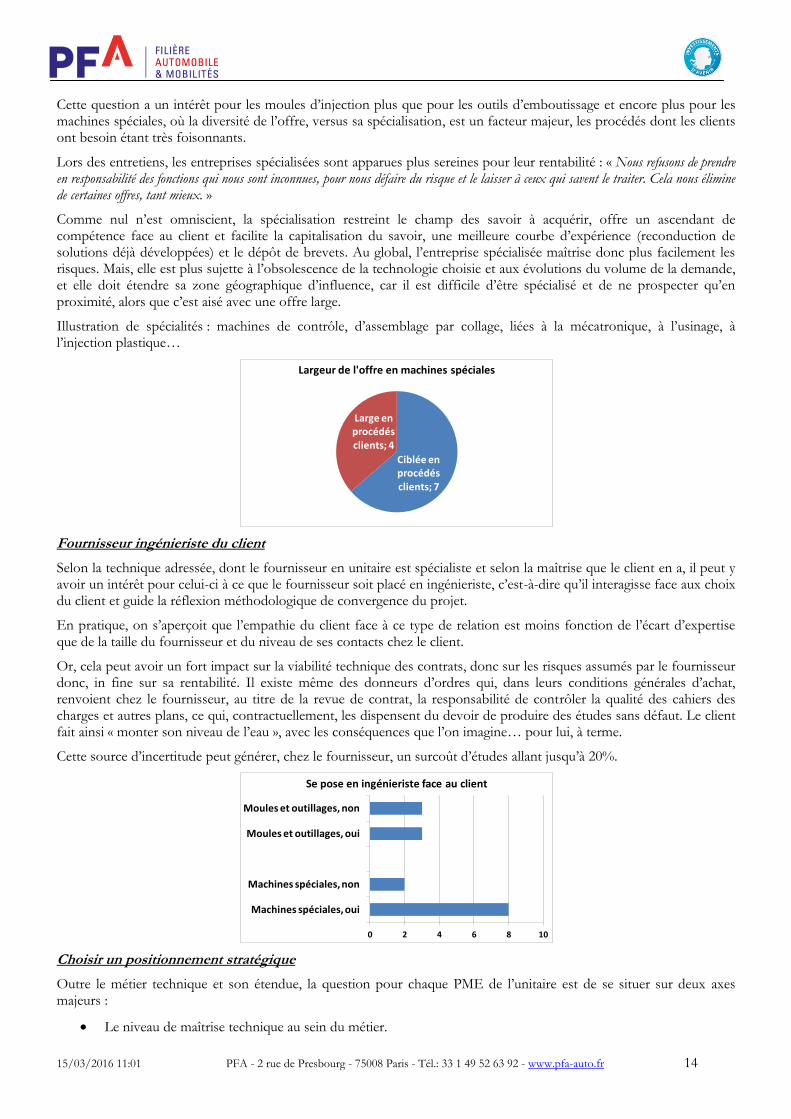
Diversification des clientèles ou non
La diversification des clientèles est plus aisée au sein des machines spéciales qu’au sein des moules et outillages (pour nous, outillages d’emboutissage), car ceux-ci sont étroitement liés aux cadences de production et à la forme en 3D. Cet état de fait s’applique à notre échantillon :
Offre technique diversifiée versus spécialisée
Il ne s’agit pas ici d’envisager la spécialisation comme le résultat de l’abandon de tel segment sur lequel nous ne sommes plus compétitifs, puis d’un autre, bref d’une décroissance subie 8 . Il s’agit d’envisager la spécialisation comme la conséquence mûrie d’une stratégie de conquête en bonne et due forme, confrontant le marché aux forces et faiblesses internes et à la technicité de l’équipe.
7 De nombreux acteurs de l’unitaire ne sont pas ISO ou l’ont quitté volontairement et cette qualification n’est, de facto, pas un critère de choix pour la plupart des donneurs d’ordres sur cette famille d’achats.
8 Au fil des ans, une entreprise de l’échantillon s’est désengagée petit à petit de son domaine : tel, puis tel créneaux ont été considérés comme inatteignables en prix. Elle ne gagne désormais de l'argent que sur des types d'équipements bien spécifiques, donc des niches. Problèmes, la somme des niches ne fait pas un volume suffisant, d'où la décroissance et une niche ne reste une niche que peu de temps. Par ailleurs, l’enquêteur connait une autre entreprise, qui réussit sur un créneau que la première vient d’abandonner comme non rentable et qui fait le travail chez elle, en France.
0% 20% 40% 60% 80% 100%
Tous
Machines spéciales
Moules et Outillages
Multi filières
Oui
Non
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 14
Cette question a un intérêt pour les moules d’injection plus que pour les outils d’emboutissage et encore plus pour les machines spéciales, où la diversité de l’offre, versus sa spécialisation, est un facteur majeur, les procédés dont les clients ont besoin étant très foisonnants.
Lors des entretiens, les entreprises spécialisées sont apparues plus sereines pour leur rentabilité : « Nous refusons de prendre en responsabilité des fonctions qui nous sont inconnues, pour nous défaire du risque et le laisser à ceux qui savent le traiter. Cela nous élimine de certaines offres, tant mieux. »
Comme nul n’est omniscient, la spécialisation restreint le champ des savoir à acquérir, offre un ascendant de compétence face au client et facilite la capitalisation du savoir, une meilleure courbe d’expérience (reconduction de solutions déjà développées) et le dépôt de brevets. Au global, l’entreprise spécialisée maîtrise donc plus facilement les risques. Mais, elle est plus sujette à l’obsolescence de la technologie choisie et aux évolutions du volume de la demande, et elle doit étendre sa zone géographique d’influence, car il est difficile d’être spécialisé et de ne prospecter qu’en proximité, alors que c’est aisé avec une offre large.
Illustration de spécialités : machines de contrôle, d’assemblage par collage, liées à la mécatronique, à l’usinage, à l’injection plastique…
Fournisseur ingénieriste du client
Selon la technique adressée, dont le fournisseur en unitaire est spécialiste et selon la maîtrise que le client en a, il peut y avoir un intérêt pour celui-ci à ce que le fournisseur soit placé en ingénieriste, c’est-à-dire qu’il interagisse face aux choix du client et guide la réflexion méthodologique de convergence du projet.
En pratique, on s’aperçoit que l’empathie du client face à ce type de relation est moins fonction de l’écart d’expertise que de la taille du fournisseur et du niveau de ses contacts chez le client.
Or, cela peut avoir un fort impact sur la viabilité technique des contrats, donc sur les risques assumés par le fournisseur donc, in fine sur sa rentabilité. Il existe même des donneurs d’ordres qui, dans leurs conditions générales d’achat, renvoient chez le fournisseur, au titre de la revue de contrat, la responsabilité de contrôler la qualité des cahiers des charges et autres plans, ce qui, contractuellement, les dispensent du devoir de produire des études sans défaut. Le client fait ainsi « monter son niveau de l’eau », avec les conséquences que l’on imagine… pour lui, à terme.
Cette source d’incertitude peut générer, chez le fournisseur, un surcoût d’études allant jusqu’à 20%.
Choisir un positionnement stratégique
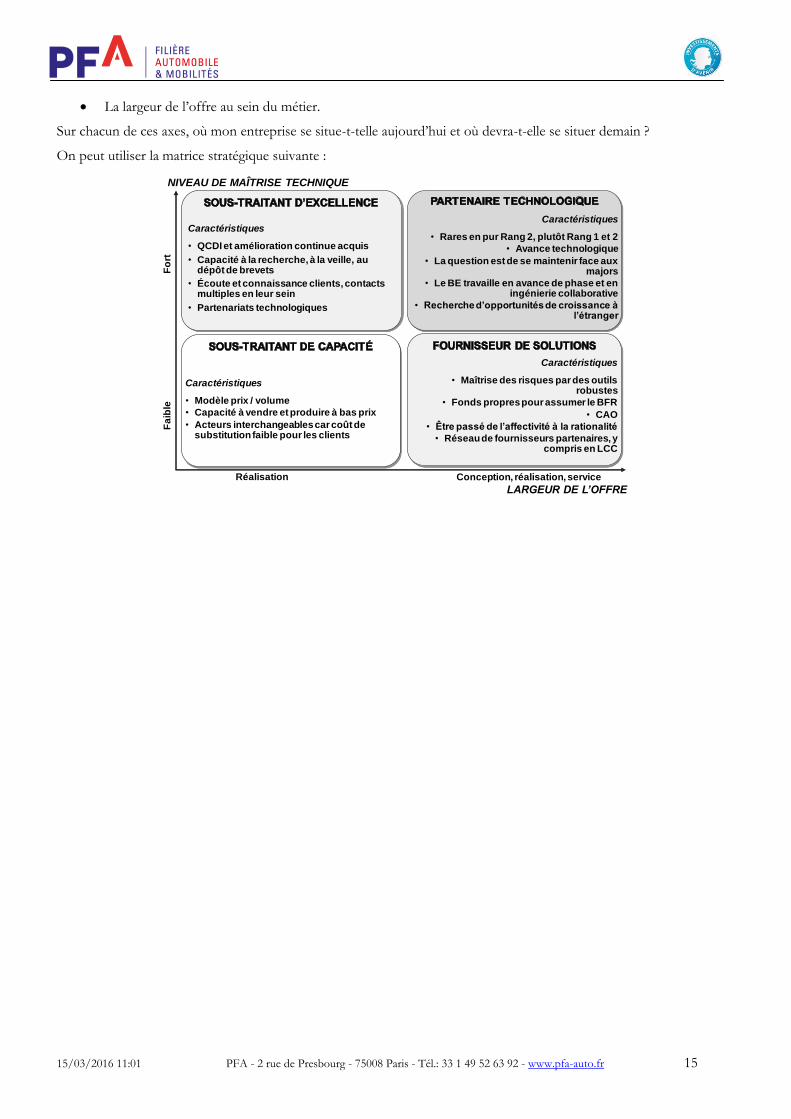
Outre le métier technique et son étendue, la question pour chaque PME de l’unitaire est de se situer sur deux axes majeurs :
Le niveau de maîtrise technique au sein du métier.
Ciblée en procédés clients; 7
Large en procédés clients; 4
Largeur de l'offre en machines spéciales
Machines spéciales, oui
Machines spéciales, non
Moules et outillages, oui
Moules et outillages, non
0 2 4 6 8 10
Se pose en ingénieriste face au client
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 15
La largeur de l’offre au sein du métier.
Sur chacun de ces axes, où mon entreprise se situe-t-telle aujourd’hui et où devra-t-elle se situer demain ?
On peut utiliser la matrice stratégique suivante :
NIVEAU DE MAÎTRISE TECHNIQUE
LARGEUR DE L’OFFRE
Réalisation
Fo
rtF
aib
le
Caractéristiques
• QCDI et amélioration continue acquis
• Capacité à la recherche, à la veille, au dépôt de brevets
• Écoute et connaissance clients, contacts multiples en leur sein
• Partenariats technologiques
Caractéristiques
• Rares en pur Rang 2, plutôt Rang 1 et 2
• Avance technologique
• La question est de se maintenir face aux majors
• Le BE travaille en avance de phase et en ingénierie collaborative
• Recherche d’opportunités de croissance à l’étranger
Conception, réalisation, service
Caractéristiques
• Maîtrise des risques par des outils robustes
• Fonds propres pour assumer le BFR
• CAO
• Être passé de l’affectivité à la rationalité
• Réseau de fournisseurs partenaires, y compris en LCC
Caractéristiques
• Modèle prix / volume
• Capacité à vendre et produire à bas prix
• Acteurs interchangeables car coût de substitution faible pour les clients
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 16
D. PERFORMANCE OPERATIONNELLE – ÉLEMENTS CONTEXTUELS
11. Facteurs clés de l’unitaire
Les facteurs clés de l’unitaire sont nombreux et sophistiqués, surtout en machines spéciales :
Chaque contrat est un enjeu : une PME engage parfois plus de 10 à 15% de son CA sur un seul contrat et un contrat se fait sur un objet encore indéfini.
L’horizon du carnet de commandes est court (pas de récurrence).
Les acteurs sont sur le fil rouge des projets véhicules, ce qui apporte un stress dans la relation contractuelle, d’autant plus que les constructeurs diminuent leur time to market et les tickets d’entrée.
La dynamique sociale y est encore plus fondamentale que dans la série, celle-ci faisant amplement son résultat d’exploitation sur la performance des machines, alors que l’unitaire le fait d’abord sur celle des équipes.
Le rendement des procédés (CAO, usinage…) y importe moins que celui du processus des affaires.
L’affectation des personnes sur les projets est un problème permanent, en volume et en compétences.
La performance en unitaire appelle la parfaite maîtrise de tout l’éventail des processus de management :
1. Marketing : quelle est mon offre et qu’est-ce qu’elle n’est pas ? 2. Offre : comment signer un contrat sain ? 3. Études : comment concevoir pour assurer le prix de revient final, éliminer les risques et lisser la sortie des
dossiers ? 4. Réalisation : jusqu’où peut-elle être industrialisée et comment peut-elle être lissée ? 5. Achats et approvisionnements : quelle politique d’achats et quelle maîtrise des approvisionnements ? 6. Contrôle de gestion : comment définir un budget, l’actualiser, suivre le travail, maîtriser le reste à faire et piloter
les grilles de devis ? 7. Etc…
Or, les entretiens montrent :
Que les dirigeants n’ont pas tous conscience de cette globalité et qu’ils ne sont pas tous armés pour professionnaliser chacun des processus précités. Étant esseulés et, peut être, étant poussés à l’obéissance par les donneurs d’ordres, ils finissent par épouser l’idée passéiste que leurs soucis viennent de risques « inhérents au métier », c'est-à-dire qui leurs échappent, alors que ceci n’est nécessairement vrai que jusqu’à un certain point et que la question est alors de savoir où le curseur doit être mis.
Que certains dirigeants ont été réticents à entrer dans la réflexion proposée sur la maîtrise des risques et sur l’amélioration de la performance, parce qu’ils l’associent spontanément au formalisme, à la lourdeur documentaire et comportementale. Ils associent la réactivité à l’informel et l’opposent au formel « du genre de ce qui existe dans les grosses structures ». Or, la question est tout de même de savoir ce qui est fait, que ce soit formalisé ou non. Et les dirigeants réticents ne sont pas toujours satisfaits de ce que leur entreprise fait.
Que certains dirigeants expliquent qu’étant certifiés, ils sont donc au mieux de la performance (« mais oui, puisque nous sommes ISO ! »), alors que moult entreprises certifiées font faillite et que nombreux sont les patrons qui pensent que leur système qualité est le reflet de la pratique des collaborateurs, alors que ce n’est pas nécessairement vrai. Tout est dans l’esprit dans lequel nous abordons cette certification. Il arrive encore aujourd’hui que des auditeurs (ils sont souvent issus des grands groupes et du monde de la qualité plutôt que de celui du management) certifient des systèmes au COQ9 prohibitif, sinon des aberrations10. Pourtant, les PME qui ont bien compris le sens que porte une certification, ont toutes pu diminuer drastiquement le poids de leur système documentaire.
Qu’il existe des entités qui ont une réponse probante aux questions que les autres n’ont pas résolues. Si la communauté se côtoyait, elle transcenderait de nombreux tabous et le pays entier en profiterait.
9 Coût d’Obtention de la Qualité.
10 Une méprise commune porte sur le concept de processus. Des « processus » sont purement et simplement substitués aux services et leur description sous forme d’enchaînement lie souvent des tâches sans rapport. Mais la forme est sauve. Sauf qu’il faut des services et des processus. Sauf que l’utilité de la description des processus (notamment des processus interservices), c’est de pouvoir les casser et les reconstruire à l’infini, ce qui ouvre au progrès.
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 17
Un dirigeant qui fait partie d’un groupement de confrères a expliqué à quel point ces points sont centraux dans la capacité de l’alliance à coopérer fructueusement.
Pour conclure :
Sur la certification ISO. Force est de constater que nombre des acteurs ne l’ont pas, ou ne l’ont plus, ou prévoient de ne plus l’avoir, sans qu’il y ait de conséquence sur les affaires, ce qui voudrait dire que les donneurs d’ordres n’en font pas tous cas pour l’unitaire. Mais, outre que des PME ont grandi grâce à l’ISO, il faut se méfier d’avoir un critère à zéro dans les bases de données des donneurs d’ordres.
Sur l’opposition entre le formel et l’informel. Si les choses vont sans le dire, ne vont-elles pas mieux en le disant ? Il ne faut être ni dans un extrême, ni dans l’autre, mais dans la mesure. Ce compte rendu fera, certes, la promotion de méthodologies, mais aussi de l’ajustement mutuel au niveau d’exécution, qui est emblématique de la valeur de l’informel.
Sur la posture de l’action de soutien face aux PME. Les prescripteurs11 et les consultants devront faire un effort sur les mots et sur la façon de présenter les choses, pour ne pas être entendus comme des conceptuels de culture grands groupes. Il faut démystifier des concepts, dont la plupart sont d’ailleurs frappés au coin du bon sens (par exemple, se mettre en situation de toujours faire bon du premier coup, à chaque échelon des affaires).
12. Risques de l’unitaire et leur maîtrise
Qu’est-ce qu’un risque ?
Un verbatim : « La fragilité de l’économie de nos projets est normale, car elle provient des risques intrinsèques au métier. » Ne faudrait-il pas plutôt dire : « Nous considérons la fragilité de l’économie de nos projets comme normale, car nous pensons que les risques qu’ils affrontent sont intrinsèques au métier » ? En tout état de cause, certains acteurs sont robustes, alors qu’ils ne l’étaient pas jadis et ils peuvent expliquer factuellement le chemin qu’ils se sont donnés à parcourir.
L’idée du risque « intrinsèque au métier », donc sur lequel nous n’avons pas la main, nous endort : nous considèrons que tout vient du risque et non de la façon dont nous l’abordons. Le bon réflexe est d’interroger pied à pied la pratique interne, car, sur elle, l’entreprise est souveraine.
Proposition d’état d’esprit :
1. Une part des risques que nous subissons sont « pseudo intrinsèques au métier », en fait issus de la fragilité de notre organisation, à résoudre par la remise en cause. Plus cette part sera grande et plus ce sera une bonne nouvelle, puisqu’elle nous permet de reprendre la main. Poussons à l’extrême : on entend souvent que tel risque vient du client, mais un bon ingénieriste ne doit-il pas mener son client12 ? En tout état de cause, nous observons sur le terrain que, plus l’entreprise (la taille n’est pas un critère) est proche de l’état de l’art et moins elle essuie de risques que les autres, voire, en essuie très rarement.
2. Et il y a des risques non maîtrisables, épée de Damoclès du métier, face auxquels il se pourrait qu’il n’y ait pas de solution économique acceptable pour les prévenir. Il est illusoire de penser éradiquer totalement le non maîtrisable. Alors, quel est le niveau d’énergie et de ressources que nous sommes disposés à mobiliser s’il survient et quelle est l’intelligence de l’organisation qui permet, quasi « naturellement », de le vaincre ? Certaines entreprises ont bâti de remarquables tactiques de combat.
3. Attention. Lorsque le risque survient, nous sommes tentés de nous rassurer et de l’appeler « non maîtrisable ». Question : que n’avons-nous pas fait pour qu’il nous soit tombé dessus ? Repousser le curseur pour diminuer le non maîtrisable est l’enjeu d’une démarche de progrès : ne pas subir !
Situation
Trois types de risques sont à traiter au sein de l’unitaire :
Ceux qui proviennent du processus commercial et qui sont en partie extrinsèques à l’offreur :
Les deux parties se sont-elles bien entendues sur la définition et le QCD13 de la prestation ?
Éventuellement, quels pièges le client inconséquent a-t-il bien pu semer, ou sèmera-t-il ?
11 Typiquement, les Associations Régionales de l’Industrie Automobile.
12 Face à un client rétif, se poser la question est déjà une avancée, la question étant alors le comment on va s’y prendre.
13 Triptyque Qualité, Coût, Délai.
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 18
Ceux qui proviennent des manques de compétence et de robustesse des processus internes de l’entreprise et qui se révèlent en étape projet14.
Ceux qui proviennent de la technologie même, certaines pouvant être encore inabouties ou méconnues.
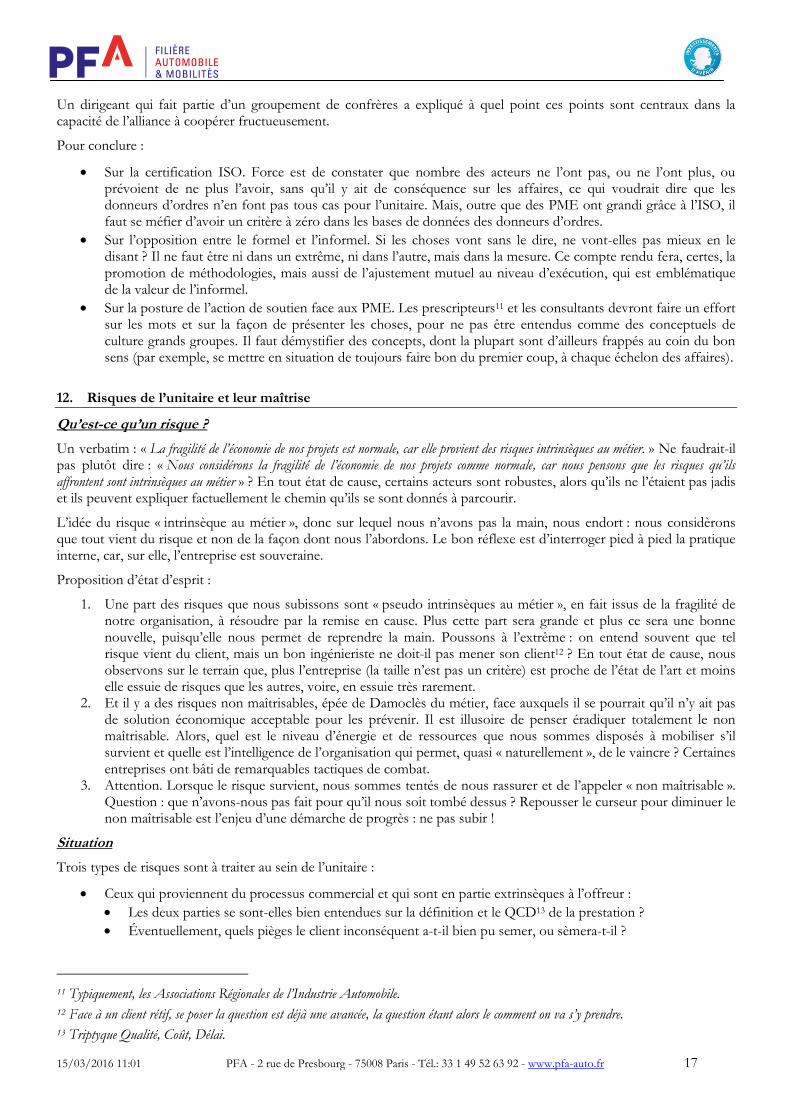
Le sondage montre que les risques issus de l’offre (courbe de gauche) sont le lot de presque toutes nos entreprises et qu’ils touchent principalement les coûts, puis la qualité.
Les fragilités internes (courbe de droite) ne sont signalées « que » par les deux tiers de nos entreprises, ce qui est cohérent avec les entretiens : plusieurs entités maîtrisent visiblement bien leurs affaires. Les coûts et la qualité sont les facteurs les plus contributifs. A noter aussi combien les approvisionnements sont banalisés en étape d’offre et combien ils se révèlent problématiques le moment venu.
Le planning client reste un paramètre aussi menaçant dans les deux étapes.
Si le risque est intrinsèque au métier de l’unitaire, des choix stratégiques tranchés peuvent aider à les réduire drastiquement. C’est pour cela qu’il est difficile de faire travailler une entreprise de l’unitaire sur sa performance, sans questionner sa stratégie.
Verbatim : « Nous ne prenons pas de risques, quitte à nous défaire méticuleusement de chacun d’entre eux, en le confiant à la partie qui le maîtrise :
Nous n’offrons que des fonctions historiquement maîtrisées en interne.
Nous avons une politique d’achat huilée, avec un panel stable.
Nous maximisons les achats de fonctions, sous-fonctions et composants catalogues, clés en main.
Nous remettons entre les mains du client la responsabilité des fonctions qu’il maîtrise et que l’entreprise ne maîtrise pas, et pour lesquelles elle ne souhaite pas investir en compétence.
Nous ajuster la charge par la sous-traitance de ce qui n’est pas stratégique : plans 2D et usinage. »
Maîtrise des risques
La maîtrise des risques est amplement facilitée par cinq pratiques (détaillées plus loin, lors de l’approfondissement des étapes du processus projets afférentes) :
Autant que possible, la définition et l’utilisation de solutions standards ou, au moins, l’utilisation de solutions éprouvées.
L’utilisation de méthodologies qui font référence : ni trop, ni trop peu. On s’aperçoit souvent que les collaborateurs utilisent, dans l’entreprise, seulement une partie des méthodologies qu’ils connaissent (études et emplois précédents).
Les revues en équipe pluridisciplinaire, voire avec le client.
La capitalisation du savoir et de l’expérience.
La politique RH : doublonner les postes clés, fidéliser les personnes clés, assouplir les horaires…
Capitalisation de l’expérience
En ce qui concerne la capitalisation de l’expérience :
14 Un absent, un approvisionnement en retard, une erreur dans un plan…
83%
56%
72%
33%
22%
6%
0% 10% 20% 30% 40% 50% 60% 70% 80% 90%
Global
Qualité
Coûts
Planning client
Juridique
Approvisionnements
Offre : il subsiste des risques majeurs sous évalués ou non identifiés - En % du nombre des entreprises
67%
56%
50%
28%
44%
0% 10% 20% 30% 40% 50% 60% 70%
Global
Qualité
Coûts
Planning client
Approvisionnements
Des risques se révèlent en étape projet - En % du nombre des entreprises

15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 19
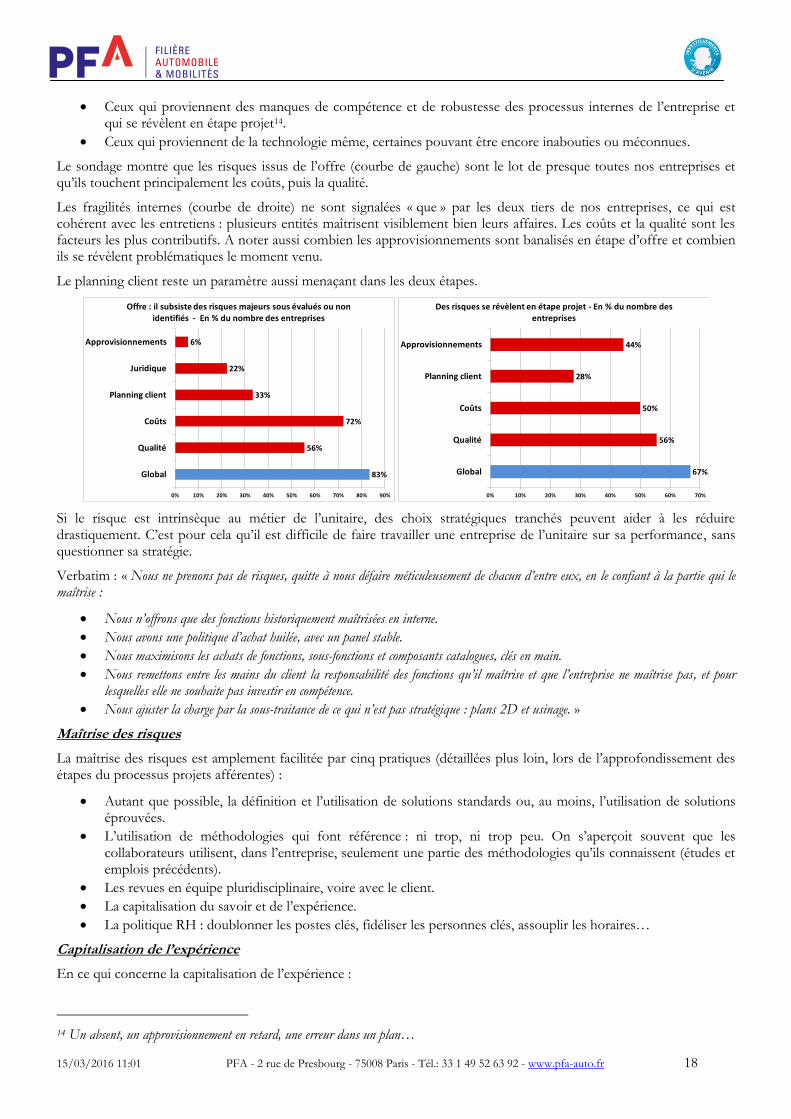
Si les dirigeants de PME sont unanimes à souligner combien elle est précieuse, peu d’entre eux ont mis en place un système qui la permette vraiment. C’est qu’ils associent la capitalisation à une organisation lourde, ne pouvant convenir qu’à des entreprises de grande taille. Pourtant, les PME, étant bien plus fragiles que les groupes face au départ d’un collaborateur, devraient être en pointe sur le sujet.
Les groupes, qui, vu le nombre des collaborateurs, sont moins concernés par le risque d’un départ, s’intéressent davantage à la capitalisation comme outil de prévention des risques techniques.
Reste, pour les PME, à trouver des solutions efficaces à un coût abordable.
0% 20% 40% 60% 80% 100%
Groupes
PME
Principale forme de la capitalisation
Orale
Ecrite
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 20
E. PERFORMANCE OPERATIONNELLE TOUT AU LONG DU DEROULEMENT D’UN PROJET
Dans l’unitaire, « la messe » étant amplement dite à la signature de l’offre, les entretiens ont débuté là.
13. Offre commerciale
Voici un champ assez peu investi méthodologiquement et qui se confronte à la politique commerciale, qui peut aller du tout au tout :
À un extrême, des entreprises investissent des pré-études, pour maîtriser les risques techniques et optimiser le ratio offres signées / offres remises. L’inconvénient est le coût des offres (surtout si elles sont perdues) et le risque de fuite des idées proposées au client. Par contre, cette tactique est payante en cas de signature, car la prestation est bordée15.
À l’autre extrême, des entreprises réduisent le coût des offres à la portion congrue en cotant les unités d’œuvre à partir de critères prédéfinis, caractérisant des fonctionnalités types, la complexité de celles-ci et la spécificité du produit et du procédé chapeau du client.
Une des entreprises visitées a réussi à deviser sur la base de grilles multicritères, mais générant des nomenclatures, donc une grande précision. La clé est un gros effort d’industrialisation de ses prestations et de ses grilles de chiffrage, qui permet une correspondance entre les critères et des solutions types. Cela permet de calculer un prix de revient type, mais aussi un planning type.
En règle générale, il faut distinguer trois niveaux de devis :
Si le projet client est exploratoire, une simple enveloppe budgétaire suffit.
Sinon, il faut approfondir le concept offert.
Si le risque est fort, il faut songer à faire une pré-étude (quitte à ne pas la remettre), voire, comme le fait une entreprise visitée, à valider par des prototypes.
Au-delà de ce choix, il y a un espace pour se servir d’outils de base, qu’il faut, bien entendu, utiliser à bon escient :
L’analyse fonctionnelle est utile pour la machine spéciale. Faut-il investir sur la description d’une utilisation simple de cet outil ?
Les grilles de questionnement du client permettent l’exhaustivité et de consolider le savoir faire. Il y a les grilles QCM et les grilles interactives. Un enjeu est d’identifier les attentes implicites non mentionnées dans les cahiers des charges16, comme les habitudes des équipes de fabrication et de maintenance.
Les revues d’offres avec le client sont précieuses si ses techniciens sont disponibles.
Les revues d’offres internes en équipes pluridisciplinaires sont un trésor en matière d’acuité et de fiabilité de l’offre. Certaines entreprises pratiquent seulement les devis croisés : c’est bien, mais c’est moins bien et, par ailleurs, les chiffreurs ont parfois trop l’habitude de travailler ensemble, pour garder de la distance. La revue d’offre est aussi un moyen de rendre les commerciaux et les réalisateurs solidaires et à l’écoute des préoccupations l’un de l’autre.
L’utilisation de ces outils apparait fragile à travers les entretiens :
15 Une PME. « Nous chiffrons poste à poste, en passant par une nomenclature (tant d'E/S automate, de vérins, d'heures de MAP…), ce qui fait que c’est précis (tenue du budget) et engageant pour le client : il sait ce qu’il y a et ce qu'il n’y a pas. Nos offres confinent donc le client dans des budgets fermés. S’il devait y avoir un problème, il serait partagé avec lui. Si, pour des raisons de stratégie produits, nous choisissons de répondre sur une prestation nouvelle chez nous, parce que nous voulons l’approfondir, alors, nous chargeons les heures. Par contre, si la fonction à remplir est complexe, inconnue chez nous et sans intérêt stratégique, nous disons au client de nous fournir le matériel et de conserver la responsabilité de son démarrage, ou bien, de nous laisser l’acheter et installer, mais sous ses directives. »
16 Verbatim : « Le client parlait du débit de la soufflerie. Puis, une fois installée in situ, il s’est plaint du bruit. »

15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 21
Deux bonnes précautions nous sont proposées par une entreprise :
Elle mentionne systématiquement « standard maison » sur tous les points non explicités par le cahier des charges (maintenance, façon de câbler…) Du coup, les problèmes sont anticipés et la balle est dans le camp du client. S’il s’interroge sur ce que cela cache face à son besoin, c’est à lui d’appeler pour en savoir plus et, donc, de révéler ses enjeux diffus.
Ses offres sont constituées de briques sur les questions types (transports, paiements...) et ces briques sont un recueil de capitalisation du savoir-faire.
À noter que les entretiens n’ont pas fait ressortir d’outil dédié aux automatismes. L’enquêteur faisait jadis utiliser le GEMMA17, mais ce vocable semble avoir disparu. Que faut-il en conclure ?
14. Pilotage du client, revue de contrat
Le pilotage du client est une compétence clé d’un offreur en unitaire. Pourtant, la maturité des entreprises sur ce sujet est très inégale, sans être purement fonction de la taille de l’entreprise, par exemple. Elle est d’abord fonction de l’entregent que l’offreur décide d’assumer face à son client et de l’utilisation d’outils.
Parmi les outils à utiliser, citons la revue de contrat (prévue par l’ISO) et le suivi des données d’entrée.
15. Concourance des projets, posture du chef de projet
Conduite des projets et concourance
Selon la taille et les habitudes, les formes de conduite des projets diffèrent :
On nomme ou non un chef de projet (dans l’étude, nous avons appelé chef de projet, ou chargé d’affaire, la personne qui répond de la marge à terminaison). Si c’est le cas, celui-ci est soit une personne dédiée, soit le commercial, soit le projeteur du BE, soit le patron.
La revue de lancement n’est pas faite partout. C’est une revue fondamentale, qui scelle la passation du contrat, du commercial à la réalisation. Dans les règles de l’art, cette revue n’est ni une chambre d’enregistrement ni une opposition, mais un moment où les facteurs clés sont mis sur la table et où les budgets individuels sont discutés, validés, appropriés.
Selon les cultures, les termes de la vente sont mis, ou non, à la connaissance de tous.
Pendant le projet, les revues sont ritualisées ou non.
17 GEstion des Modes de Marche et d’Arrêt.
0% 25% 50% 75% 100%
Revues d'offres internes, en équipe
pluridisciplinaire
Revues d'offres avec le client
Grilles de questionnement du
client
Analyse fonctionnelle du besoin
Utilisation d'outils de maîtrise des risques en étape
d'offre
Oui
Oui, non académique
Non
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 22
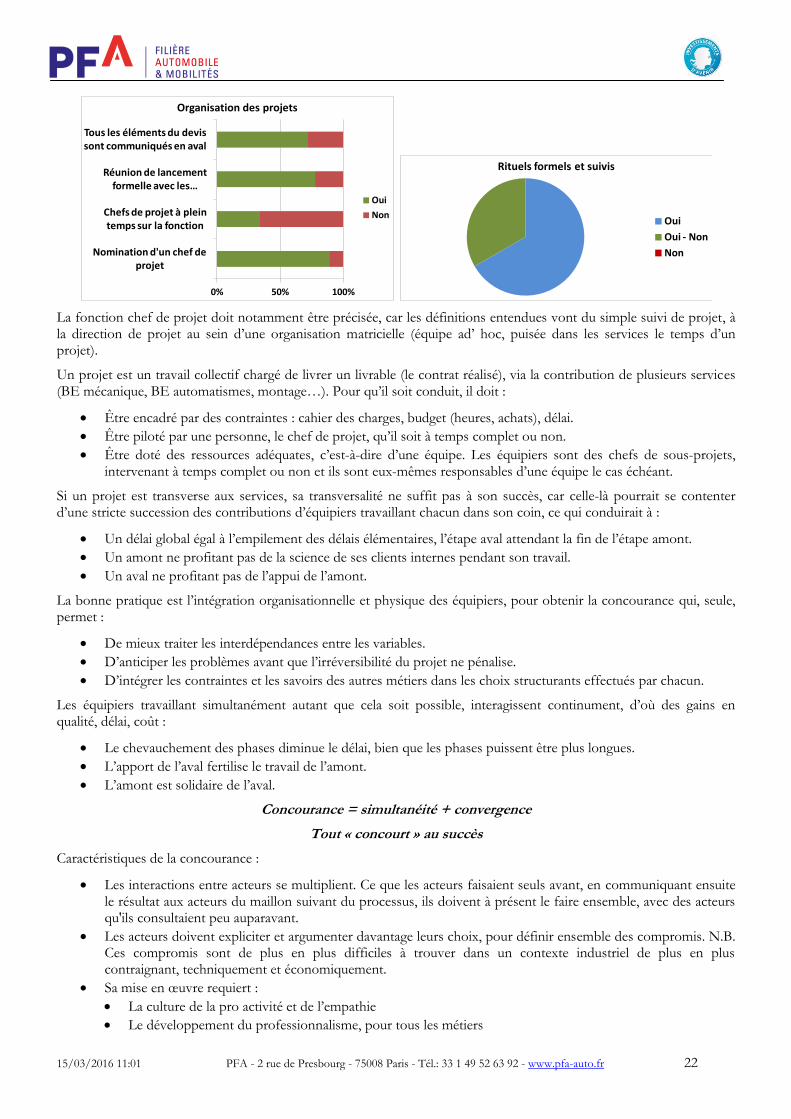
La fonction chef de projet doit notamment être précisée, car les définitions entendues vont du simple suivi de projet, à la direction de projet au sein d’une organisation matricielle (équipe ad’ hoc, puisée dans les services le temps d’un projet).
Un projet est un travail collectif chargé de livrer un livrable (le contrat réalisé), via la contribution de plusieurs services (BE mécanique, BE automatismes, montage…). Pour qu’il soit conduit, il doit :
Être encadré par des contraintes : cahier des charges, budget (heures, achats), délai.
Être piloté par une personne, le chef de projet, qu’il soit à temps complet ou non.
Être doté des ressources adéquates, c’est-à-dire d’une équipe. Les équipiers sont des chefs de sous-projets, intervenant à temps complet ou non et ils sont eux-mêmes responsables d’une équipe le cas échéant.
Si un projet est transverse aux services, sa transversalité ne suffit pas à son succès, car celle-là pourrait se contenter d’une stricte succession des contributions d’équipiers travaillant chacun dans son coin, ce qui conduirait à :
Un délai global égal à l’empilement des délais élémentaires, l’étape aval attendant la fin de l’étape amont.
Un amont ne profitant pas de la science de ses clients internes pendant son travail.
Un aval ne profitant pas de l’appui de l’amont.
La bonne pratique est l’intégration organisationnelle et physique des équipiers, pour obtenir la concourance qui, seule, permet :
De mieux traiter les interdépendances entre les variables.
D’anticiper les problèmes avant que l’irréversibilité du projet ne pénalise.
D’intégrer les contraintes et les savoirs des autres métiers dans les choix structurants effectués par chacun.
Les équipiers travaillant simultanément autant que cela soit possible, interagissent continument, d’où des gains en qualité, délai, coût :
Le chevauchement des phases diminue le délai, bien que les phases puissent être plus longues.
L’apport de l’aval fertilise le travail de l’amont.
L’amont est solidaire de l’aval.
Concourance = simultanéité + convergence
Tout « concourt » au succès
Caractéristiques de la concourance :
Les interactions entre acteurs se multiplient. Ce que les acteurs faisaient seuls avant, en communiquant ensuite le résultat aux acteurs du maillon suivant du processus, ils doivent à présent le faire ensemble, avec des acteurs qu'ils consultaient peu auparavant.
Les acteurs doivent expliciter et argumenter davantage leurs choix, pour définir ensemble des compromis. N.B. Ces compromis sont de plus en plus difficiles à trouver dans un contexte industriel de plus en plus contraignant, techniquement et économiquement.
Sa mise en œuvre requiert :
La culture de la pro activité et de l’empathie
Le développement du professionnalisme, pour tous les métiers
0% 50% 100%
Nomination d'un chef de projet
Chefs de projet à plein temps sur la fonction
Réunion de lancement formelle avec les …
Tous les éléments du devis sont communiqués en aval
Organisation des projets
Oui
Non
Rituels formels et suivis
Oui
Oui - Non
Non
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 23
La maîtrise de trois notions de base du contrôle des projets
L'évaluation économique
La planification
La maîtrise de la méthodologie de la gestion des risques techniques
Ces dernières deviennent un noyau commun de compétences pour tous les services.
Le mode projet et la concourance appellent donc l’autonomie de l’équipe projet et limitent le recours aux hiérarchies. En effet, la hiérarchie renforce souvent le cloisonnement, qu’elle utilise comme outil de contrôle (sens français) d’une situation qu’elle contrôle (sens anglo-saxon, c'est-à-dire pilotage) mal.
Cet état d’esprit interroge, par exemple, la pratique des revues de projet. « Revue » de projet est un vocable mou, issu d’une piètre traduction de « project review », qui génère un faux sens :
Selon le Robert and Collins : « To review », c’est « réexaminer, reconsidérer, évaluer de façon critique ».
Selon le Petit Robert, une « revue », c’est « un examen qu’on fait en considérant successivement chacun des éléments ; un inventaire ».
Il faudrait sans doute parler de « révision de projet ». Selon le Petit Robert :
Action d’examiner de nouveau, en vue de corriger ou de modifier
Révision de la Constitution en vue de l’adapter à l’évolution de la société
Révision d’un jugement par une juridiction supérieure
Examen par lequel on vérifie qu’une chose est bien conforme à ce qu’on attend
Réviser son jugement, c’est le modifier en fonction de ce qu’on a appris.
Une « révision de projet » livre un contrat actualisé au sein de l’équipe projet, explicitant les conditions d’un respect des objectifs retrouvé. La « révision de projet » est une réunion :
D’élaboration. On construit le nouveau schéma de réussite.
Confrontatoire. Les points de vue ont le devoir de se faire connaître en séance.
Simultanée. On veut le résultat maintenant, quitte à fermer la porte à clé pour que personne ne sorte tant qu’on ne l’a pas obtenu.
Posture du chef de projet
« Chef » de projet est un autre vocable mou : il requiert de préciser l’ampleur de la responsabilité au sein de l’organisation :
Est-il le coordinateur du projet, c'est-à-dire :
L’administrateur du projet en tant que superviseur de sa bonne gestion en termes de budget et de délai ?
Le contributeur technique ?
Le secrétaire de l’équipe ?
Le Petit Robert, pour « coordonner » : « organiser les différentes parties d’un ensemble pour former un tout ».
Ou bien est-il le directeur du projet, c'est-à-dire que :
Son niveau hiérarchique est-il le même que celui d’un directeur métier ?
Étant directeur, décide-t-il et sur quel champ ?
L’équipier métier, dans le cadre du respect des règles de l’art de son métier, lui obéit-il ?
A-t-il ou non le pouvoir d’engager la parole de l’entreprise, face au client, à un fournisseur, à un collaborateur (sanction, rémunération) ?
Le Petit Robert pour « directeur » : « personne qui dirige, qui est à la tête ».
En charge du « Quoi », le Chef de projet est, classiquement, le garant du respect du cahier des charges :
Il représente le client
Il est garant de la signature de l’entreprise
Il garantit la qualité de la prestation
Il participe à la définition des choix techniques
Il co-achète
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 24
Il organise le retour d’expérience…
En charge du « Quand », il ordonnance le travail et maîtrise la fuite du temps, alors que son projet est en concurrence avec les autres projets :
Il rétro-planifie, en partant de l’échéance
Il impulse au bon moment les actions, car elles ne se déclenchent pas spontanément. Pour ce faire, il rassemble les informations, démarre les tâches, prend les décisions, vérifie les résultats, réagit à l’imprévu.
A tout moment, il vérifie que la consigne est reçue, comprise, conduite dans la bonne direction et à la bonne vitesse.
En charge du « Combien », il est le contrôleur de gestion :
Il alloue les budgets et pilote la marge à terminaison, minute après minute
Il se prémunit contre les risques en se constituant, autant que possible, des coussins
Il anime le processus de progrès permettant d’augmenter la marge face à celle qui est budgétée.
Il mobilise le Comité de Direction de l’entreprise, à bon escient certes, mais alors systématiquement :
Le chef de projet :
Expose les points bloquants : nature, conséquences…
Propose des solutions : description, moyens requis, effets secondaires
Met en œuvre et réussit.
Cela, face à un CODIR qui :
S’approprie les points bloquants et en fait son affaire
Analyse, évalue, réfléchit et choisit séance tenante, sinon définit un délai accepté par le chef de projet
Débloque de suite les moyens décidés.
Il dirige les équipiers métiers, chacun d’entre eux étant :
Responsable du sous-projet métier
En situation de diriger des sous-équipiers le cas échéant
Détenteur d’une d’une délégation pour « passer des contrats » avec le chef de projet, car il est compétent techniquement et méthodologiquement, il est apte à mobiliser et activer les ressources appropriées et il est capable de confronter son point de vue avec celui des autres métiers.
Dirigé opérationnellement par le chef de projet et fonctionnellement par le responsable métier
Évalué conjointement par le chef de projet et le responsable métier.
Il est donc le porte drapeau du projet :
Il prend l’initiative de la communication globale pour construire l’image du projet et pour fédérer les contributeurs avérés et potentiels
Il traite individuellement les incrédules (« ce serait bien la première fois que nous y arriverions » ; « il eût été raisonnable de repousser les échéances »…)
Il entretient la spirale de confiance, en commençant par la hiérarchie.
Il met l’expérience de son projet au service des projets à venir :
Il constitue le dossier projet
Actions, acteurs, dates …
Argumentaire du projet lui-même : formaliser les décisions et mémoriser le sens, le pourquoi on a pris telle option
Il capitalise l’expérience pour les projets à venir :
Faux espoirs à court terme et vraies solutions à moyen terme
Méthodologies gagnantes pour gagner du temps et / ou de l’argent
Grosses bêtises et solides astuces…
Le Chef de projet a donc une forte valeur ajoutée :
Que doit faire lui-même le chef de projet… parce que personne ne le fera pour le projet ?
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 25
Quelle est la dimension la plus difficile, quel est le stress principal, du chef de projet ?
A qui et à quoi doit-il majoritairement consacrer son temps et son énergie ?
Comment peut-il obtenir la marge à terminaison ?
16. Adéquation charge / capacité, planification, ordonnancement
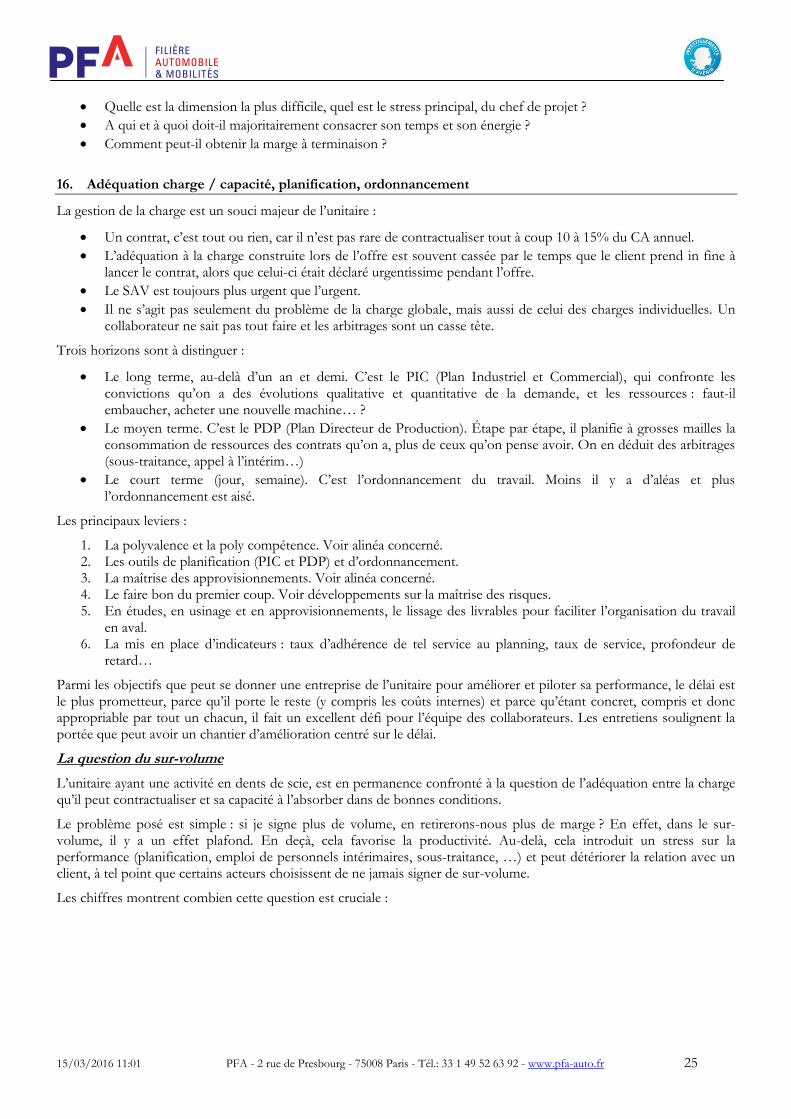
La gestion de la charge est un souci majeur de l’unitaire :
Un contrat, c’est tout ou rien, car il n’est pas rare de contractualiser tout à coup 10 à 15% du CA annuel.
L’adéquation à la charge construite lors de l’offre est souvent cassée par le temps que le client prend in fine à lancer le contrat, alors que celui-ci était déclaré urgentissime pendant l’offre.
Le SAV est toujours plus urgent que l’urgent.
Il ne s’agit pas seulement du problème de la charge globale, mais aussi de celui des charges individuelles. Un collaborateur ne sait pas tout faire et les arbitrages sont un casse tête.
Trois horizons sont à distinguer :
Le long terme, au-delà d’un an et demi. C’est le PIC (Plan Industriel et Commercial), qui confronte les convictions qu’on a des évolutions qualitative et quantitative de la demande, et les ressources : faut-il embaucher, acheter une nouvelle machine… ?
Le moyen terme. C’est le PDP (Plan Directeur de Production). Étape par étape, il planifie à grosses mailles la consommation de ressources des contrats qu’on a, plus de ceux qu’on pense avoir. On en déduit des arbitrages (sous-traitance, appel à l’intérim…)
Le court terme (jour, semaine). C’est l’ordonnancement du travail. Moins il y a d’aléas et plus l’ordonnancement est aisé.
Les principaux leviers :
1. La polyvalence et la poly compétence. Voir alinéa concerné. 2. Les outils de planification (PIC et PDP) et d’ordonnancement. 3. La maîtrise des approvisionnements. Voir alinéa concerné. 4. Le faire bon du premier coup. Voir développements sur la maîtrise des risques. 5. En études, en usinage et en approvisionnements, le lissage des livrables pour faciliter l’organisation du travail
en aval. 6. La mis en place d’indicateurs : taux d’adhérence de tel service au planning, taux de service, profondeur de
retard…
Parmi les objectifs que peut se donner une entreprise de l’unitaire pour améliorer et piloter sa performance, le délai est le plus prometteur, parce qu’il porte le reste (y compris les coûts internes) et parce qu’étant concret, compris et donc appropriable par tout un chacun, il fait un excellent défi pour l’équipe des collaborateurs. Les entretiens soulignent la portée que peut avoir un chantier d’amélioration centré sur le délai.
La question du sur-volume
L’unitaire ayant une activité en dents de scie, est en permanence confronté à la question de l’adéquation entre la charge qu’il peut contractualiser et sa capacité à l’absorber dans de bonnes conditions.
Le problème posé est simple : si je signe plus de volume, en retirerons-nous plus de marge ? En effet, dans le sur-volume, il y a un effet plafond. En deçà, cela favorise la productivité. Au-delà, cela introduit un stress sur la performance (planification, emploi de personnels intérimaires, sous-traitance, …) et peut détériorer la relation avec un client, à tel point que certains acteurs choisissent de ne jamais signer de sur-volume.
Les chiffres montrent combien cette question est cruciale :
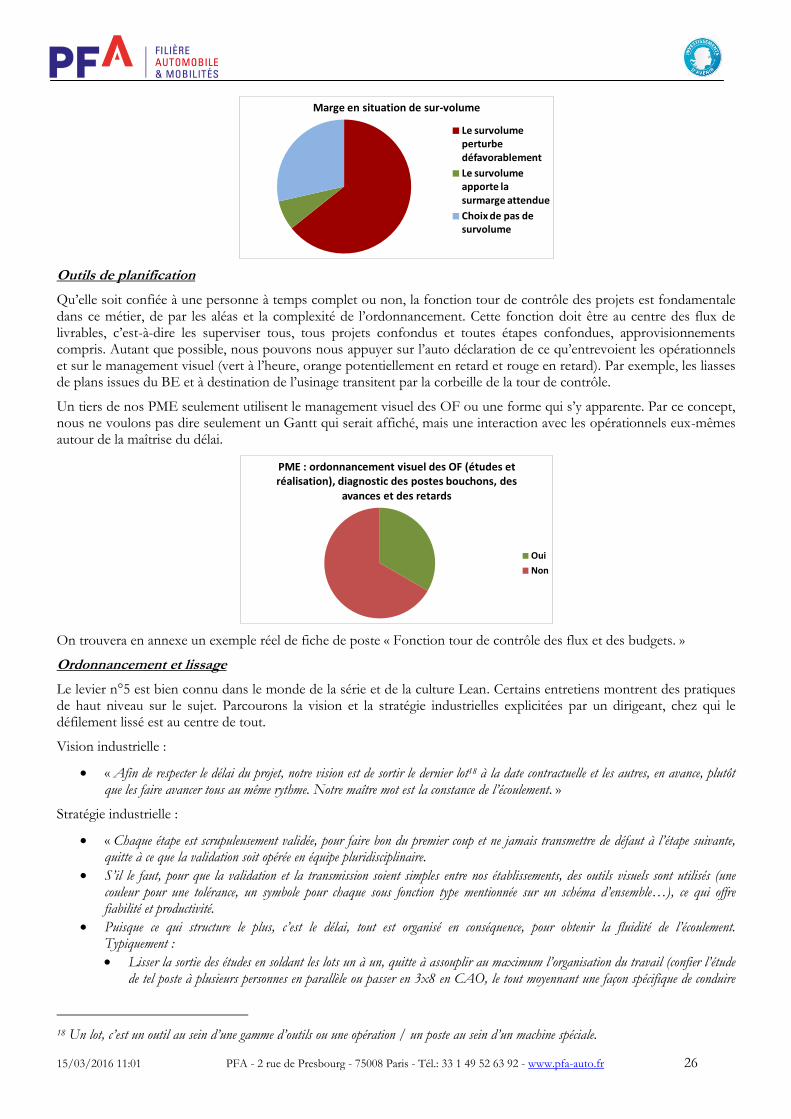
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 26
Outils de planification
Qu’elle soit confiée à une personne à temps complet ou non, la fonction tour de contrôle des projets est fondamentale dans ce métier, de par les aléas et la complexité de l’ordonnancement. Cette fonction doit être au centre des flux de livrables, c’est-à-dire les superviser tous, tous projets confondus et toutes étapes confondues, approvisionnements compris. Autant que possible, nous pouvons nous appuyer sur l’auto déclaration de ce qu’entrevoient les opérationnels et sur le management visuel (vert à l’heure, orange potentiellement en retard et rouge en retard). Par exemple, les liasses de plans issues du BE et à destination de l’usinage transitent par la corbeille de la tour de contrôle.
Un tiers de nos PME seulement utilisent le management visuel des OF ou une forme qui s’y apparente. Par ce concept, nous ne voulons pas dire seulement un Gantt qui serait affiché, mais une interaction avec les opérationnels eux-mêmes autour de la maîtrise du délai.
On trouvera en annexe un exemple réel de fiche de poste « Fonction tour de contrôle des flux et des budgets. »
Ordonnancement et lissage
Le levier n°5 est bien connu dans le monde de la série et de la culture Lean. Certains entretiens montrent des pratiques de haut niveau sur le sujet. Parcourons la vision et la stratégie industrielles explicitées par un dirigeant, chez qui le défilement lissé est au centre de tout.
Vision industrielle :
« Afin de respecter le délai du projet, notre vision est de sortir le dernier lot18 à la date contractuelle et les autres, en avance, plutôt que les faire avancer tous au même rythme. Notre maître mot est la constance de l’écoulement. »
Stratégie industrielle :
« Chaque étape est scrupuleusement validée, pour faire bon du premier coup et ne jamais transmettre de défaut à l’étape suivante, quitte à ce que la validation soit opérée en équipe pluridisciplinaire.
S’il le faut, pour que la validation et la transmission soient simples entre nos établissements, des outils visuels sont utilisés (une couleur pour une tolérance, un symbole pour chaque sous fonction type mentionnée sur un schéma d’ensemble…), ce qui offre fiabilité et productivité.
Puisque ce qui structure le plus, c’est le délai, tout est organisé en conséquence, pour obtenir la fluidité de l’écoulement. Typiquement :
Lisser la sortie des études en soldant les lots un à un, quitte à assouplir au maximum l’organisation du travail (confier l’étude de tel poste à plusieurs personnes en parallèle ou passer en 3x8 en CAO, le tout moyennant une façon spécifique de conduire
18 Un lot, c’est un outil au sein d’une gamme d’outils ou une opération / un poste au sein d’un machine spéciale.
Marge en situation de sur-volume
Le survolume perturbe défavorablement
Le survolume apporte la surmarge attendue
Choix de pas de survolume
PME : ordonnancement visuel des OF (études et réalisation), diagnostic des postes bouchons, des
avances et des retards
Oui
Non
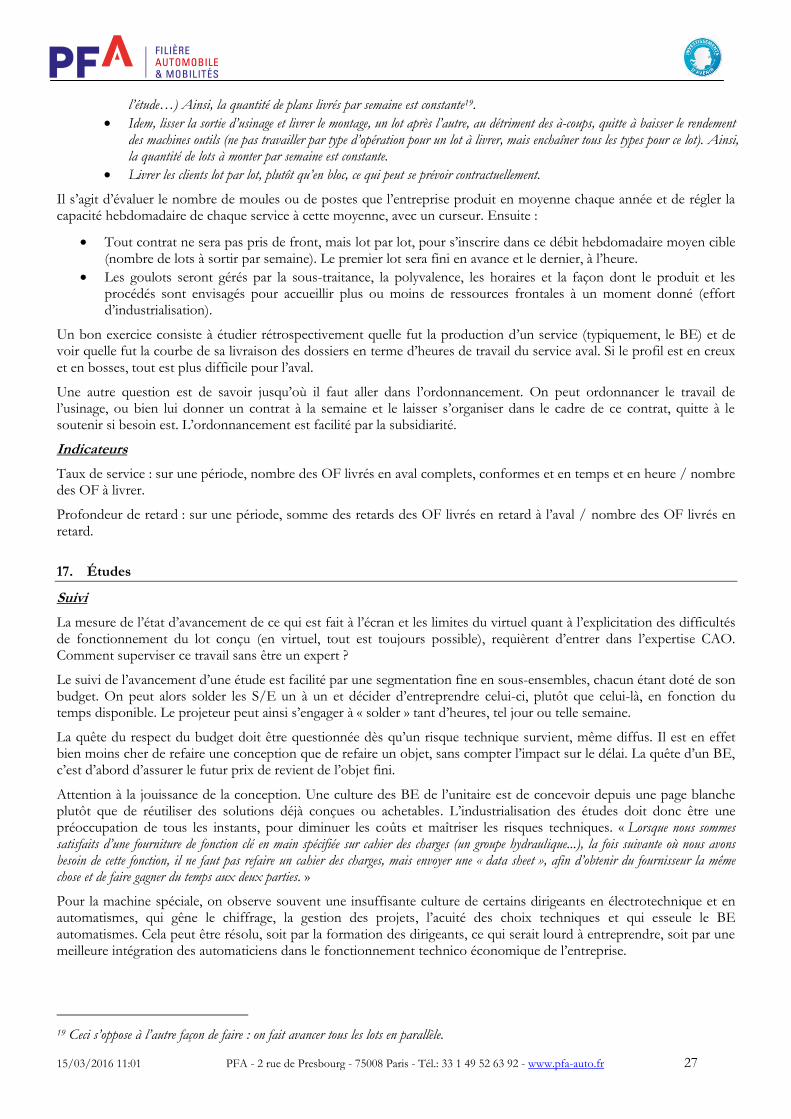
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 27
l’étude…) Ainsi, la quantité de plans livrés par semaine est constante19.
Idem, lisser la sortie d’usinage et livrer le montage, un lot après l’autre, au détriment des à-coups, quitte à baisser le rendement des machines outils (ne pas travailler par type d’opération pour un lot à livrer, mais enchaîner tous les types pour ce lot). Ainsi, la quantité de lots à monter par semaine est constante.
Livrer les clients lot par lot, plutôt qu’en bloc, ce qui peut se prévoir contractuellement.
Il s’agit d’évaluer le nombre de moules ou de postes que l’entreprise produit en moyenne chaque année et de régler la capacité hebdomadaire de chaque service à cette moyenne, avec un curseur. Ensuite :
Tout contrat ne sera pas pris de front, mais lot par lot, pour s’inscrire dans ce débit hebdomadaire moyen cible (nombre de lots à sortir par semaine). Le premier lot sera fini en avance et le dernier, à l’heure.
Les goulots seront gérés par la sous-traitance, la polyvalence, les horaires et la façon dont le produit et les procédés sont envisagés pour accueillir plus ou moins de ressources frontales à un moment donné (effort d’industrialisation).
Un bon exercice consiste à étudier rétrospectivement quelle fut la production d’un service (typiquement, le BE) et de voir quelle fut la courbe de sa livraison des dossiers en terme d’heures de travail du service aval. Si le profil est en creux et en bosses, tout est plus difficile pour l’aval.
Une autre question est de savoir jusqu’où il faut aller dans l’ordonnancement. On peut ordonnancer le travail de l’usinage, ou bien lui donner un contrat à la semaine et le laisser s’organiser dans le cadre de ce contrat, quitte à le soutenir si besoin est. L’ordonnancement est facilité par la subsidiarité.
Indicateurs
Taux de service : sur une période, nombre des OF livrés en aval complets, conformes et en temps et en heure / nombre des OF à livrer.
Profondeur de retard : sur une période, somme des retards des OF livrés en retard à l’aval / nombre des OF livrés en retard.
17. Études
Suivi
La mesure de l’état d’avancement de ce qui est fait à l’écran et les limites du virtuel quant à l’explicitation des difficultés de fonctionnement du lot conçu (en virtuel, tout est toujours possible), requièrent d’entrer dans l’expertise CAO. Comment superviser ce travail sans être un expert ?
Le suivi de l’avancement d’une étude est facilité par une segmentation fine en sous-ensembles, chacun étant doté de son budget. On peut alors solder les S/E un à un et décider d’entreprendre celui-ci, plutôt que celui-là, en fonction du temps disponible. Le projeteur peut ainsi s’engager à « solder » tant d’heures, tel jour ou telle semaine.
La quête du respect du budget doit être questionnée dès qu’un risque technique survient, même diffus. Il est en effet bien moins cher de refaire une conception que de refaire un objet, sans compter l’impact sur le délai. La quête d’un BE, c’est d’abord d’assurer le futur prix de revient de l’objet fini.
Attention à la jouissance de la conception. Une culture des BE de l’unitaire est de concevoir depuis une page blanche plutôt que de réutiliser des solutions déjà conçues ou achetables. L’industrialisation des études doit donc être une préoccupation de tous les instants, pour diminuer les coûts et maîtriser les risques techniques. « Lorsque nous sommes satisfaits d’une fourniture de fonction clé en main spécifiée sur cahier des charges (un groupe hydraulique...), la fois suivante où nous avons besoin de cette fonction, il ne faut pas refaire un cahier des charges, mais envoyer une « data sheet », afin d’obtenir du fournisseur la même chose et de faire gagner du temps aux deux parties. »
Pour la machine spéciale, on observe souvent une insuffisante culture de certains dirigeants en électrotechnique et en automatismes, qui gêne le chiffrage, la gestion des projets, l’acuité des choix techniques et qui esseule le BE automatismes. Cela peut être résolu, soit par la formation des dirigeants, ce qui serait lourd à entreprendre, soit par une meilleure intégration des automaticiens dans le fonctionnement technico économique de l’entreprise.
19 Ceci s’oppose à l’autre façon de faire : on fait avancer tous les lots en parallèle.
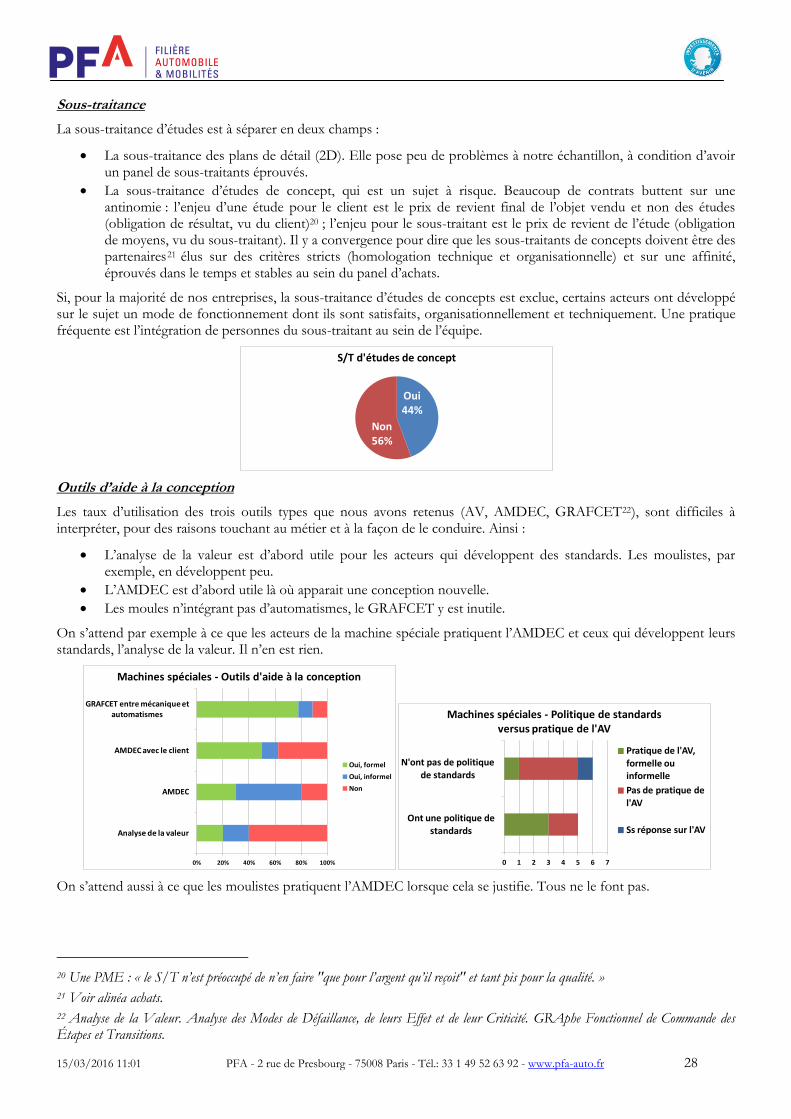
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 28
Sous-traitance
La sous-traitance d’études est à séparer en deux champs :
La sous-traitance des plans de détail (2D). Elle pose peu de problèmes à notre échantillon, à condition d’avoir un panel de sous-traitants éprouvés.
La sous-traitance d’études de concept, qui est un sujet à risque. Beaucoup de contrats buttent sur une antinomie : l’enjeu d’une étude pour le client est le prix de revient final de l’objet vendu et non des études (obligation de résultat, vu du client)20 ; l’enjeu pour le sous-traitant est le prix de revient de l’étude (obligation de moyens, vu du sous-traitant). Il y a convergence pour dire que les sous-traitants de concepts doivent être des partenaires21 élus sur des critères stricts (homologation technique et organisationnelle) et sur une affinité, éprouvés dans le temps et stables au sein du panel d’achats.
Si, pour la majorité de nos entreprises, la sous-traitance d’études de concepts est exclue, certains acteurs ont développé sur le sujet un mode de fonctionnement dont ils sont satisfaits, organisationnellement et techniquement. Une pratique fréquente est l’intégration de personnes du sous-traitant au sein de l’équipe.
Outils d’aide à la conception
Les taux d’utilisation des trois outils types que nous avons retenus (AV, AMDEC, GRAFCET22), sont difficiles à interpréter, pour des raisons touchant au métier et à la façon de le conduire. Ainsi :
L’analyse de la valeur est d’abord utile pour les acteurs qui développent des standards. Les moulistes, par exemple, en développent peu.
L’AMDEC est d’abord utile là où apparait une conception nouvelle.
Les moules n’intégrant pas d’automatismes, le GRAFCET y est inutile.
On s’attend par exemple à ce que les acteurs de la machine spéciale pratiquent l’AMDEC et ceux qui développent leurs standards, l’analyse de la valeur. Il n’en est rien.
On s’attend aussi à ce que les moulistes pratiquent l’AMDEC lorsque cela se justifie. Tous ne le font pas.
20 Une PME : « le S/T n’est préoccupé de n’en faire "que pour l’argent qu’il reçoit" et tant pis pour la qualité. »
21 Voir alinéa achats.
22 Analyse de la Valeur. Analyse des Modes de Défaillance, de leurs Effet et de leur Criticité. GRAphe Fonctionnel de Commande des Étapes et Transitions.
Oui44%
Non56%
S/T d'études de concept
0% 20% 40% 60% 80% 100%
Analyse de la valeur
AMDEC
AMDEC avec le client
GRAFCET entre mécanique et automatismes
Machines spéciales - Outils d'aide à la conception
Oui, formel
Oui, informel
Non
0 1 2 3 4 5 6 7
Ont une politique de standards
N'ont pas de politique
de standards
Machines spéciales - Politique de standards versus pratique de l'AV
Pratique de l'AV, formelle ou informelle
Pas de pratique de l'AV
Ss réponse sur l'AV
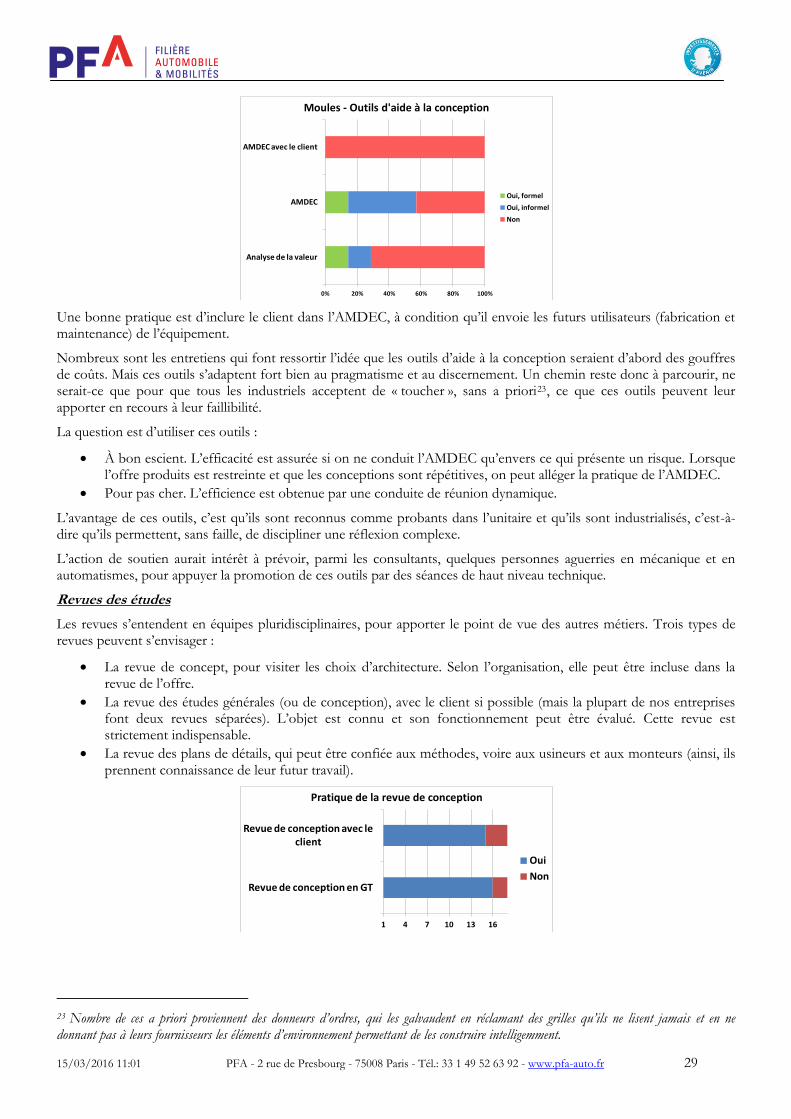
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 29
Une bonne pratique est d’inclure le client dans l’AMDEC, à condition qu’il envoie les futurs utilisateurs (fabrication et maintenance) de l’équipement.
Nombreux sont les entretiens qui font ressortir l’idée que les outils d’aide à la conception seraient d’abord des gouffres de coûts. Mais ces outils s’adaptent fort bien au pragmatisme et au discernement. Un chemin reste donc à parcourir, ne serait-ce que pour que tous les industriels acceptent de « toucher », sans a priori23, ce que ces outils peuvent leur apporter en recours à leur faillibilité.
La question est d’utiliser ces outils :
À bon escient. L’efficacité est assurée si on ne conduit l’AMDEC qu’envers ce qui présente un risque. Lorsque l’offre produits est restreinte et que les conceptions sont répétitives, on peut alléger la pratique de l’AMDEC.
Pour pas cher. L’efficience est obtenue par une conduite de réunion dynamique.
L’avantage de ces outils, c’est qu’ils sont reconnus comme probants dans l’unitaire et qu’ils sont industrialisés, c’est-à-dire qu’ils permettent, sans faille, de discipliner une réflexion complexe.
L’action de soutien aurait intérêt à prévoir, parmi les consultants, quelques personnes aguerries en mécanique et en automatismes, pour appuyer la promotion de ces outils par des séances de haut niveau technique.
Revues des études
Les revues s’entendent en équipes pluridisciplinaires, pour apporter le point de vue des autres métiers. Trois types de revues peuvent s’envisager :
La revue de concept, pour visiter les choix d’architecture. Selon l’organisation, elle peut être incluse dans la revue de l’offre.
La revue des études générales (ou de conception), avec le client si possible (mais la plupart de nos entreprises font deux revues séparées). L’objet est connu et son fonctionnement peut être évalué. Cette revue est strictement indispensable.
La revue des plans de détails, qui peut être confiée aux méthodes, voire aux usineurs et aux monteurs (ainsi, ils prennent connaissance de leur futur travail).
23 Nombre de ces a priori proviennent des donneurs d’ordres, qui les galvaudent en réclamant des grilles qu’ils ne lisent jamais et en ne donnant pas à leurs fournisseurs les éléments d’environnement permettant de les construire intelligemment.
0% 20% 40% 60% 80% 100%
Analyse de la valeur
AMDEC
AMDEC avec le client
Moules - Outils d'aide à la conception
Oui, formel
Oui, informel
Non
1 4 7 10 13 16
Revue de conception en GT
Revue de conception avec le client
Pratique de la revue de conception
Oui
Non
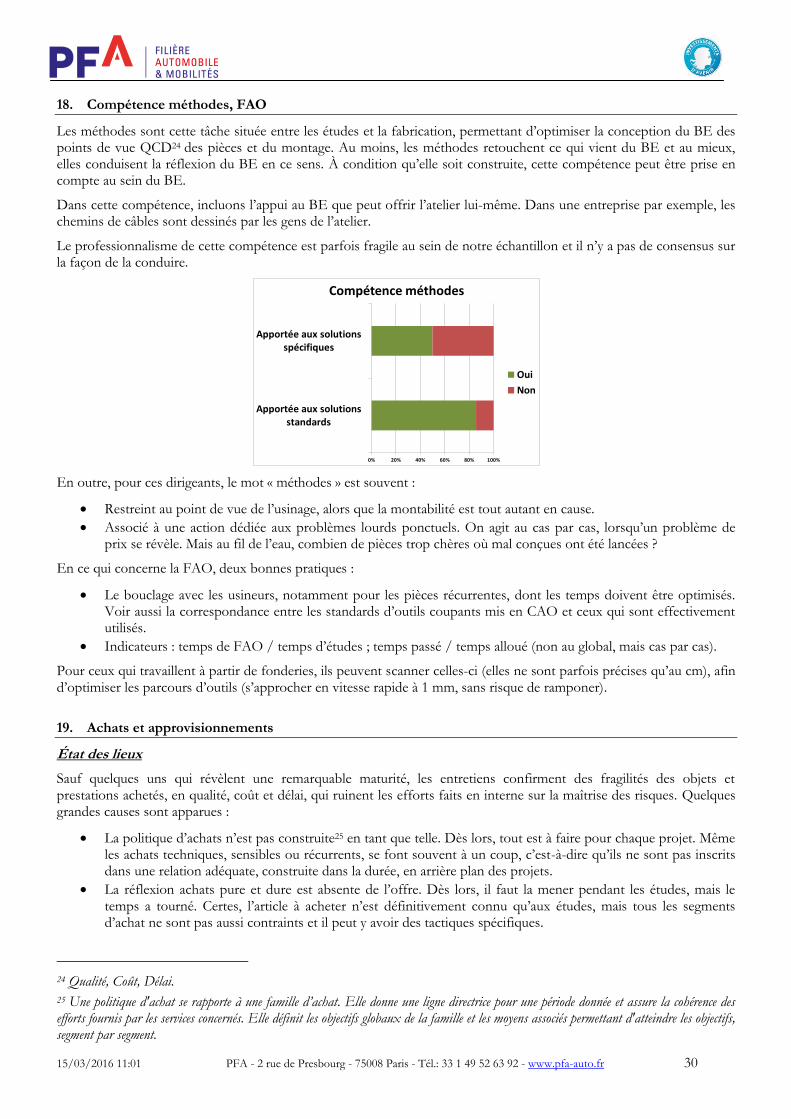
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 30
18. Compétence méthodes, FAO
Les méthodes sont cette tâche située entre les études et la fabrication, permettant d’optimiser la conception du BE des points de vue QCD24 des pièces et du montage. Au moins, les méthodes retouchent ce qui vient du BE et au mieux, elles conduisent la réflexion du BE en ce sens. À condition qu’elle soit construite, cette compétence peut être prise en compte au sein du BE.
Dans cette compétence, incluons l’appui au BE que peut offrir l’atelier lui-même. Dans une entreprise par exemple, les chemins de câbles sont dessinés par les gens de l’atelier.
Le professionnalisme de cette compétence est parfois fragile au sein de notre échantillon et il n’y a pas de consensus sur la façon de la conduire.
En outre, pour ces dirigeants, le mot « méthodes » est souvent :
Restreint au point de vue de l’usinage, alors que la montabilité est tout autant en cause.
Associé à une action dédiée aux problèmes lourds ponctuels. On agit au cas par cas, lorsqu’un problème de prix se révèle. Mais au fil de l’eau, combien de pièces trop chères où mal conçues ont été lancées ?
En ce qui concerne la FAO, deux bonnes pratiques :
Le bouclage avec les usineurs, notamment pour les pièces récurrentes, dont les temps doivent être optimisés. Voir aussi la correspondance entre les standards d’outils coupants mis en CAO et ceux qui sont effectivement utilisés.
Indicateurs : temps de FAO / temps d’études ; temps passé / temps alloué (non au global, mais cas par cas).
Pour ceux qui travaillent à partir de fonderies, ils peuvent scanner celles-ci (elles ne sont parfois précises qu’au cm), afin d’optimiser les parcours d’outils (s’approcher en vitesse rapide à 1 mm, sans risque de ramponer).
19. Achats et approvisionnements
État des lieux
Sauf quelques uns qui révèlent une remarquable maturité, les entretiens confirment des fragilités des objets et prestations achetés, en qualité, coût et délai, qui ruinent les efforts faits en interne sur la maîtrise des risques. Quelques grandes causes sont apparues :
La politique d’achats n’est pas construite25 en tant que telle. Dès lors, tout est à faire pour chaque projet. Même les achats techniques, sensibles ou récurrents, se font souvent à un coup, c’est-à-dire qu’ils ne sont pas inscrits dans une relation adéquate, construite dans la durée, en arrière plan des projets.
La réflexion achats pure et dure est absente de l’offre. Dès lors, il faut la mener pendant les études, mais le temps a tourné. Certes, l’article à acheter n’est définitivement connu qu’aux études, mais tous les segments d’achat ne sont pas aussi contraints et il peut y avoir des tactiques spécifiques.
24 Qualité, Coût, Délai.
25 Une politique d'achat se rapporte à une famille d’achat. Elle donne une ligne directrice pour une période donnée et assure la cohérence des efforts fournis par les services concernés. Elle définit les objectifs globaux de la famille et les moyens associés permettant d'atteindre les objectifs, segment par segment.
0% 20% 40% 60% 80% 100%
Apportée aux solutions standards
Apportée aux solutions spécifiques
Compétence méthodes
Oui
Non
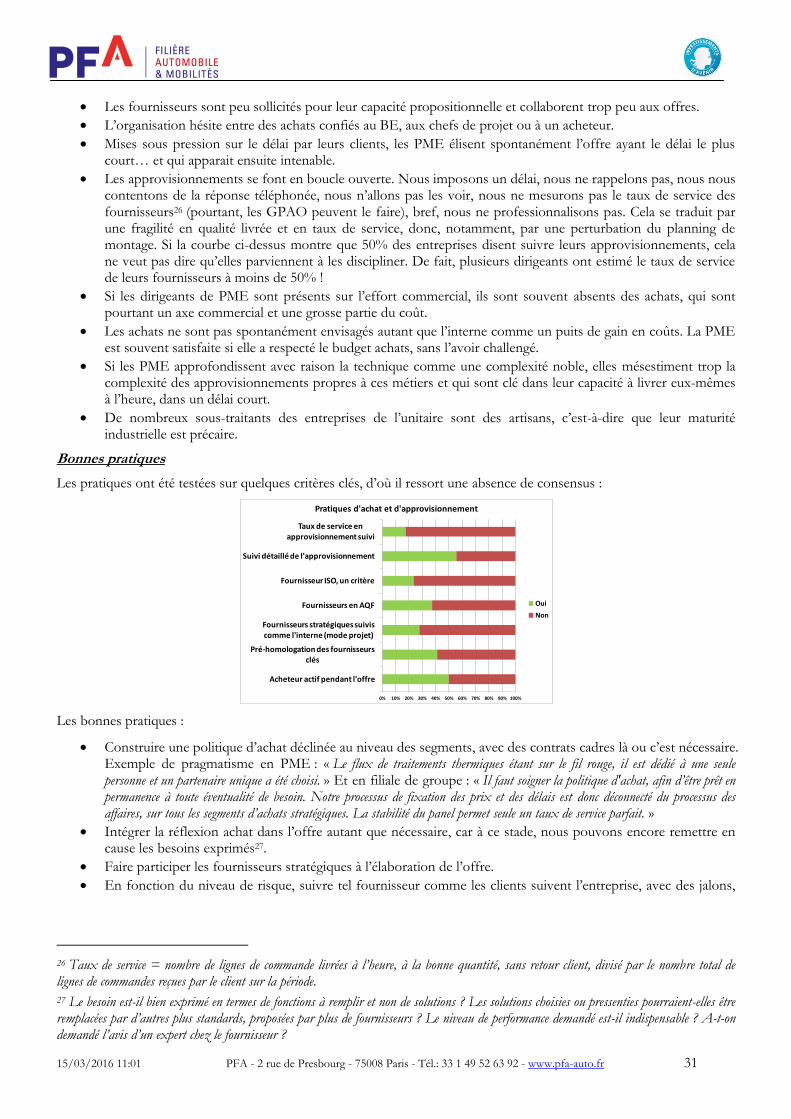
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 31
Les fournisseurs sont peu sollicités pour leur capacité propositionnelle et collaborent trop peu aux offres.
L’organisation hésite entre des achats confiés au BE, aux chefs de projet ou à un acheteur.
Mises sous pression sur le délai par leurs clients, les PME élisent spontanément l’offre ayant le délai le plus court… et qui apparait ensuite intenable.
Les approvisionnements se font en boucle ouverte. Nous imposons un délai, nous ne rappelons pas, nous nous contentons de la réponse téléphonée, nous n’allons pas les voir, nous ne mesurons pas le taux de service des fournisseurs26 (pourtant, les GPAO peuvent le faire), bref, nous ne professionnalisons pas. Cela se traduit par une fragilité en qualité livrée et en taux de service, donc, notamment, par une perturbation du planning de montage. Si la courbe ci-dessus montre que 50% des entreprises disent suivre leurs approvisionnements, cela ne veut pas dire qu’elles parviennent à les discipliner. De fait, plusieurs dirigeants ont estimé le taux de service de leurs fournisseurs à moins de 50% !
Si les dirigeants de PME sont présents sur l’effort commercial, ils sont souvent absents des achats, qui sont pourtant un axe commercial et une grosse partie du coût.
Les achats ne sont pas spontanément envisagés autant que l’interne comme un puits de gain en coûts. La PME est souvent satisfaite si elle a respecté le budget achats, sans l’avoir challengé.
Si les PME approfondissent avec raison la technique comme une complexité noble, elles mésestiment trop la complexité des approvisionnements propres à ces métiers et qui sont clé dans leur capacité à livrer eux-mêmes à l’heure, dans un délai court.
De nombreux sous-traitants des entreprises de l’unitaire sont des artisans, c’est-à-dire que leur maturité industrielle est précaire.
Bonnes pratiques
Les pratiques ont été testées sur quelques critères clés, d’où il ressort une absence de consensus :
Les bonnes pratiques :
Construire une politique d’achat déclinée au niveau des segments, avec des contrats cadres là ou c’est nécessaire. Exemple de pragmatisme en PME : « Le flux de traitements thermiques étant sur le fil rouge, il est dédié à une seule personne et un partenaire unique a été choisi. » Et en filiale de groupe : « Il faut soigner la politique d'achat, afin d’être prêt en permanence à toute éventualité de besoin. Notre processus de fixation des prix et des délais est donc déconnecté du processus des affaires, sur tous les segments d’achats stratégiques. La stabilité du panel permet seule un taux de service parfait. »
Intégrer la réflexion achat dans l’offre autant que nécessaire, car à ce stade, nous pouvons encore remettre en cause les besoins exprimés27.
Faire participer les fournisseurs stratégiques à l’élaboration de l’offre.
En fonction du niveau de risque, suivre tel fournisseur comme les clients suivent l’entreprise, avec des jalons,
26 Taux de service = nombre de lignes de commande livrées à l’heure, à la bonne quantité, sans retour client, divisé par le nombre total de lignes de commandes reçues par le client sur la période.
27 Le besoin est-il bien exprimé en termes de fonctions à remplir et non de solutions ? Les solutions choisies ou pressenties pourraient-elles être remplacées par d’autres plus standards, proposées par plus de fournisseurs ? Le niveau de performance demandé est-il indispensable ? A-t-on demandé l’avis d’un expert chez le fournisseur ?
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
Acheteur actif pendant l'offre
Pré-homologation des fournisseurs clés
Fournisseurs stratégiques suivis comme l'interne (mode projet)
Fournisseurs en AQF
Fournisseur ISO, un critère
Suivi détaillé de l'approvisionnement
Taux de service en approvisionnement suivi
Pratiques d'achat et d'approvisionnement
Oui
Non
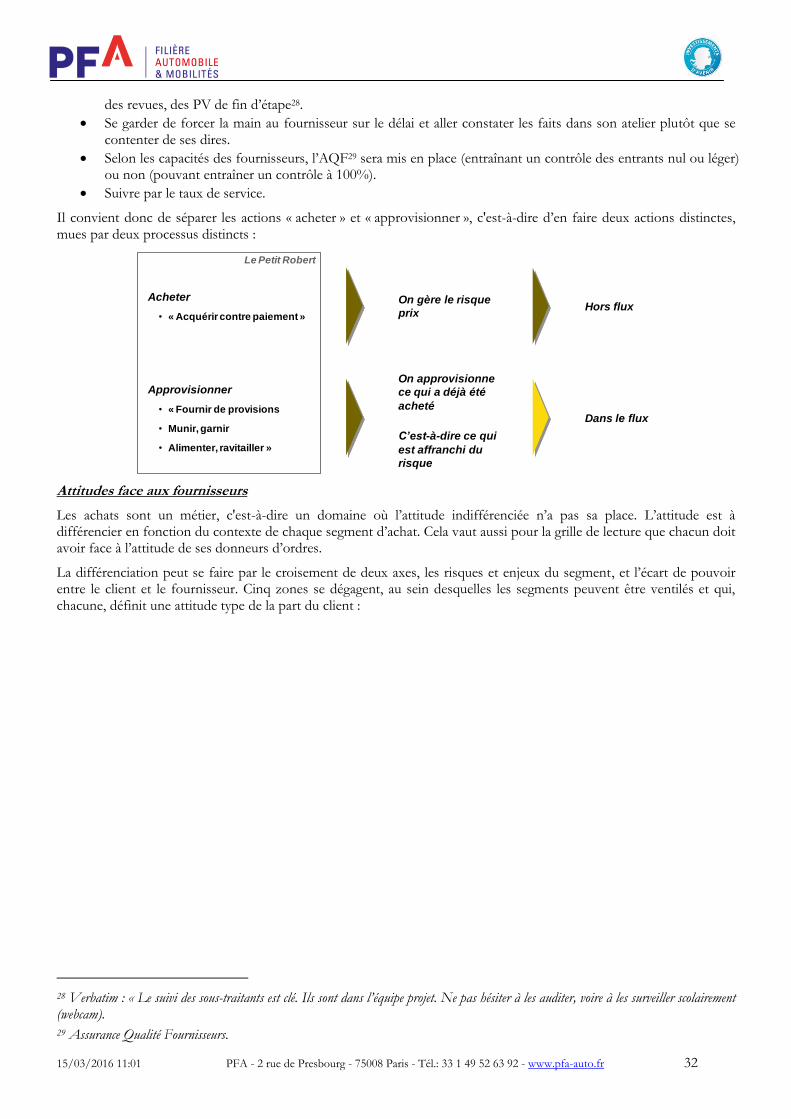
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 32
des revues, des PV de fin d’étape28.
Se garder de forcer la main au fournisseur sur le délai et aller constater les faits dans son atelier plutôt que se contenter de ses dires.
Selon les capacités des fournisseurs, l’AQF29 sera mis en place (entraînant un contrôle des entrants nul ou léger) ou non (pouvant entraîner un contrôle à 100%).
Suivre par le taux de service.
Il convient donc de séparer les actions « acheter » et « approvisionner », c'est-à-dire d’en faire deux actions distinctes, mues par deux processus distincts :
Attitudes face aux fournisseurs
Les achats sont un métier, c'est-à-dire un domaine où l’attitude indifférenciée n’a pas sa place. L’attitude est à différencier en fonction du contexte de chaque segment d’achat. Cela vaut aussi pour la grille de lecture que chacun doit avoir face à l’attitude de ses donneurs d’ordres.
La différenciation peut se faire par le croisement de deux axes, les risques et enjeux du segment, et l’écart de pouvoir entre le client et le fournisseur. Cinq zones se dégagent, au sein desquelles les segments peuvent être ventilés et qui, chacune, définit une attitude type de la part du client :
28 Verbatim : « Le suivi des sous-traitants est clé. Ils sont dans l’équipe projet. Ne pas hésiter à les auditer, voire à les surveiller scolairement (webcam).
29 Assurance Qualité Fournisseurs.
Acheter
• « Acquérir contre paiement »
Approvisionner
• « Fournir de provisions
• Munir, garnir
• Alimenter, ravitailler »
On gère le risque
prix
On approvisionne
ce qui a déjà été
acheté
C’est-à-dire ce qui
est affranchi du
risque
Hors flux
Dans le flux
Le Petit Robert
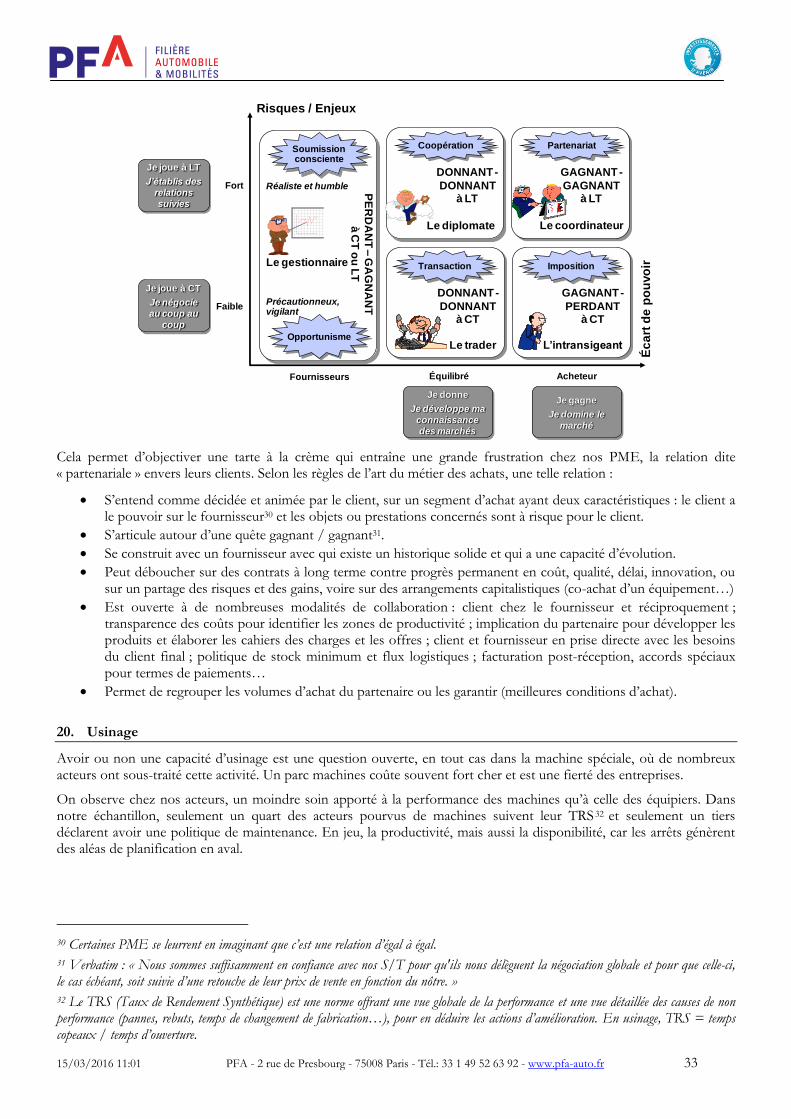
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 33
Cela permet d’objectiver une tarte à la crème qui entraîne une grande frustration chez nos PME, la relation dite « partenariale » envers leurs clients. Selon les règles de l’art du métier des achats, une telle relation :
S’entend comme décidée et animée par le client, sur un segment d’achat ayant deux caractéristiques : le client a le pouvoir sur le fournisseur30 et les objets ou prestations concernés sont à risque pour le client.
S’articule autour d’une quête gagnant / gagnant31.
Se construit avec un fournisseur avec qui existe un historique solide et qui a une capacité d’évolution.
Peut déboucher sur des contrats à long terme contre progrès permanent en coût, qualité, délai, innovation, ou sur un partage des risques et des gains, voire sur des arrangements capitalistiques (co-achat d’un équipement…)
Est ouverte à de nombreuses modalités de collaboration : client chez le fournisseur et réciproquement ; transparence des coûts pour identifier les zones de productivité ; implication du partenaire pour développer les produits et élaborer les cahiers des charges et les offres ; client et fournisseur en prise directe avec les besoins du client final ; politique de stock minimum et flux logistiques ; facturation post-réception, accords spéciaux pour termes de paiements…
Permet de regrouper les volumes d’achat du partenaire ou les garantir (meilleures conditions d’achat).
20. Usinage
Avoir ou non une capacité d’usinage est une question ouverte, en tout cas dans la machine spéciale, où de nombreux acteurs ont sous-traité cette activité. Un parc machines coûte souvent fort cher et est une fierté des entreprises.
On observe chez nos acteurs, un moindre soin apporté à la performance des machines qu’à celle des équipiers. Dans notre échantillon, seulement un quart des acteurs pourvus de machines suivent leur TRS 32 et seulement un tiers déclarent avoir une politique de maintenance. En jeu, la productivité, mais aussi la disponibilité, car les arrêts génèrent des aléas de planification en aval.
30 Certaines PME se leurrent en imaginant que c’est une relation d’égal à égal.
31 Verbatim : « Nous sommes suffisamment en confiance avec nos S/T pour qu'ils nous délèguent la négociation globale et pour que celle-ci, le cas échéant, soit suivie d’une retouche de leur prix de vente en fonction du nôtre. »
32 Le TRS (Taux de Rendement Synthétique) est une norme offrant une vue globale de la performance et une vue détaillée des causes de non performance (pannes, rebuts, temps de changement de fabrication…), pour en déduire les actions d’amélioration. En usinage, TRS = temps copeaux / temps d’ouverture.
Risques / Enjeux
Éc
art
de
po
uvo
ir
Réaliste et humble
Le gestionnaire
Précautionneux, vigilant
Le diplomate Le coordinateur
Le trader L’intransigeant
Coopération Partenariat
Transaction Imposition
Soumission consciente
Opportunisme
Fournisseurs Équilibré Acheteur
Faible
Fort
GAGNANT -
GAGNANTà LT
DONNANT -
DONNANTà LT
DONNANT -
DONNANTà CT
GAGNANT -
PERDANTà CT
Je joue à LT
J’établis des
relations
suivies
Je joue à CT
Je négocie
au coup au
coup
Je donne
Je développe ma
connaissance
des marchés
Je gagne
Je domine le
marchéP
ER
DA
NT
–G
AG
NA
NT
à C
T o
u L
T
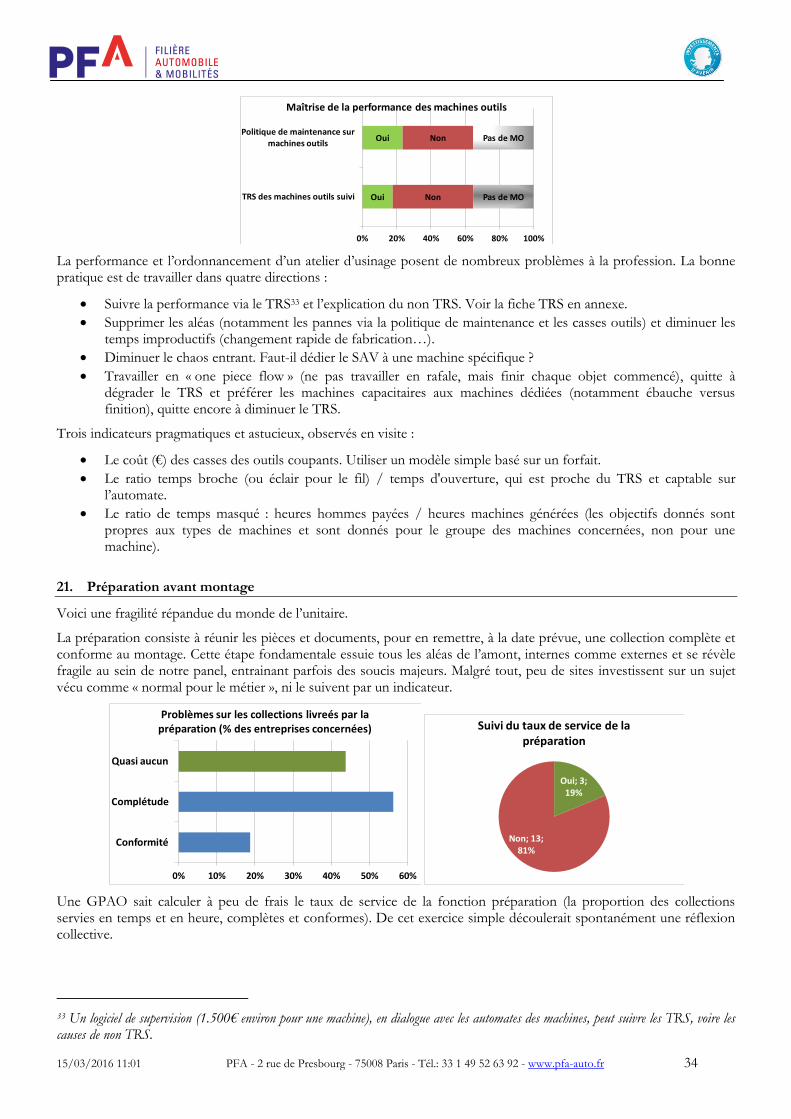
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 34
La performance et l’ordonnancement d’un atelier d’usinage posent de nombreux problèmes à la profession. La bonne pratique est de travailler dans quatre directions :
Suivre la performance via le TRS33 et l’explication du non TRS. Voir la fiche TRS en annexe.
Supprimer les aléas (notamment les pannes via la politique de maintenance et les casses outils) et diminuer les temps improductifs (changement rapide de fabrication…).
Diminuer le chaos entrant. Faut-il dédier le SAV à une machine spécifique ?
Travailler en « one piece flow » (ne pas travailler en rafale, mais finir chaque objet commencé), quitte à dégrader le TRS et préférer les machines capacitaires aux machines dédiées (notamment ébauche versus finition), quitte encore à diminuer le TRS.
Trois indicateurs pragmatiques et astucieux, observés en visite :
Le coût (€) des casses des outils coupants. Utiliser un modèle simple basé sur un forfait.
Le ratio temps broche (ou éclair pour le fil) / temps d'ouverture, qui est proche du TRS et captable sur l’automate.
Le ratio de temps masqué : heures hommes payées / heures machines générées (les objectifs donnés sont propres aux types de machines et sont donnés pour le groupe des machines concernées, non pour une machine).
21. Préparation avant montage
Voici une fragilité répandue du monde de l’unitaire.
La préparation consiste à réunir les pièces et documents, pour en remettre, à la date prévue, une collection complète et conforme au montage. Cette étape fondamentale essuie tous les aléas de l’amont, internes comme externes et se révèle fragile au sein de notre panel, entrainant parfois des soucis majeurs. Malgré tout, peu de sites investissent sur un sujet vécu comme « normal pour le métier », ni le suivent par un indicateur.
Une GPAO sait calculer à peu de frais le taux de service de la fonction préparation (la proportion des collections servies en temps et en heure, complètes et conformes). De cet exercice simple découlerait spontanément une réflexion collective.
33 Un logiciel de supervision (1.500€ environ pour une machine), en dialogue avec les automates des machines, peut suivre les TRS, voire les causes de non TRS.
Oui
Oui
Non
Non
Pas de MO
Pas de MO
0% 20% 40% 60% 80% 100%
TRS des machines outils suivi
Politique de maintenance sur machines outils
Maîtrise de la performance des machines outils
Conformité
Complétude
Quasi aucun
0% 10% 20% 30% 40% 50% 60%
Problèmes sur les collections livreés par la préparation (% des entreprises concernées)
Oui; 3; 19%
Non; 13; 81%
Suivi du taux de service de la préparation
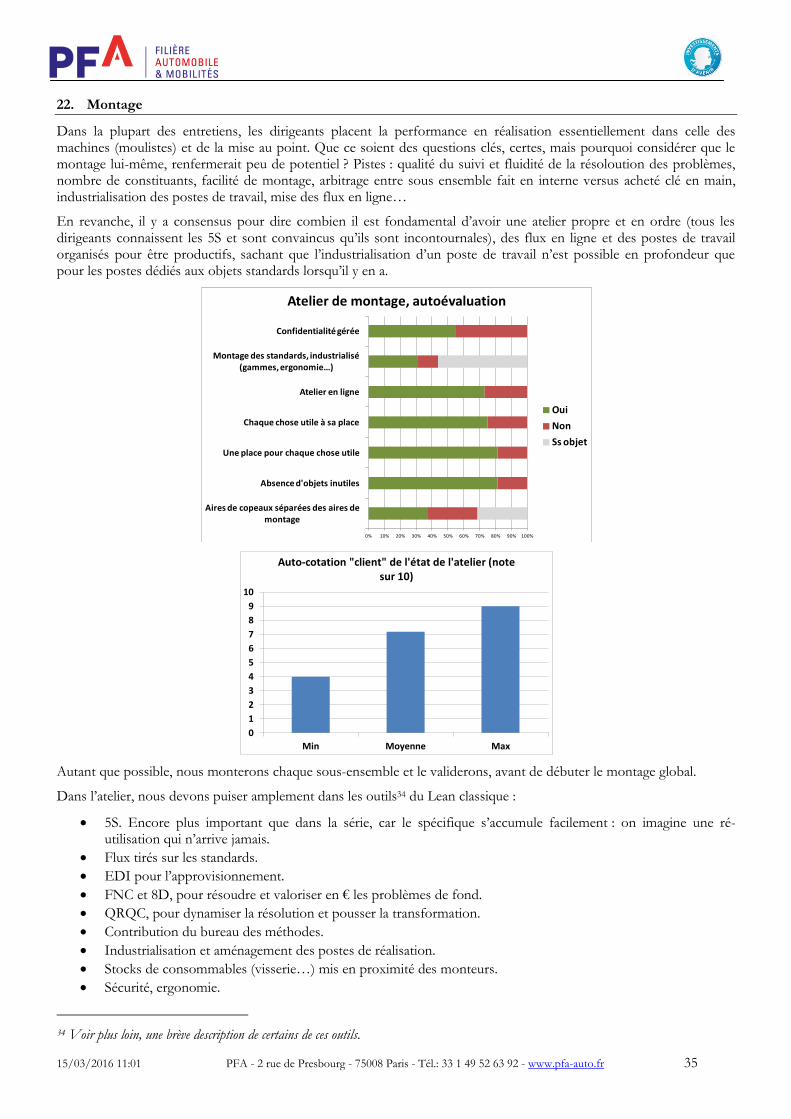
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 35
22. Montage
Dans la plupart des entretiens, les dirigeants placent la performance en réalisation essentiellement dans celle des machines (moulistes) et de la mise au point. Que ce soient des questions clés, certes, mais pourquoi considérer que le montage lui-même, renfermerait peu de potentiel ? Pistes : qualité du suivi et fluidité de la résoloution des problèmes, nombre de constituants, facilité de montage, arbitrage entre sous ensemble fait en interne versus acheté clé en main, industrialisation des postes de travail, mise des flux en ligne…
En revanche, il y a consensus pour dire combien il est fondamental d’avoir une atelier propre et en ordre (tous les dirigeants connaissent les 5S et sont convaincus qu’ils sont incontournales), des flux en ligne et des postes de travail organisés pour être productifs, sachant que l’industrialisation d’un poste de travail n’est possible en profondeur que pour les postes dédiés aux objets standards lorsqu’il y en a.
Autant que possible, nous monterons chaque sous-ensemble et le validerons, avant de débuter le montage global.
Dans l’atelier, nous devons puiser amplement dans les outils34 du Lean classique :
5S. Encore plus important que dans la série, car le spécifique s’accumule facilement : on imagine une ré-utilisation qui n’arrive jamais.
Flux tirés sur les standards.
EDI pour l’approvisionnement.
FNC et 8D, pour résoudre et valoriser en € les problèmes de fond.
QRQC, pour dynamiser la résolution et pousser la transformation.
Contribution du bureau des méthodes.
Industrialisation et aménagement des postes de réalisation.
Stocks de consommables (visserie…) mis en proximité des monteurs.
Sécurité, ergonomie.
34 Voir plus loin, une brève description de certains de ces outils.
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
Aires de copeaux séparées des aires de montage
Absence d'objets inutiles
Une place pour chaque chose utile
Chaque chose utile à sa place
Atelier en ligne
Montage des standards, industrialisé (gammes, ergonomie…)
Confidentialité gérée
Atelier de montage, autoévaluation
Oui
Non
Ss objet
0
1
2
3
4
5
6
7
8
9
10
Min Moyenne Max
Auto-cotation "client" de l'état de l'atelier (note sur 10)
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 36
Briefing quotidien.
Management visuel : statut de l’avancement, résolution de problèmes, usine évidente35. Tout cela reposant sur une animation par les intéressés.
Subsidiarité, polyvalence et poly-compétence.
Etc…
Observons ce qu’un acteur de la machine spéciale a mis en place en atelier, pour chacun de ses contrats :
1. Chaque îlot est le lieu d’une réunion quotidienne de 10 minutes, à laquelle participent le BE et les approvisionnements :
Les personnes en charge ont, au fil de l’eau, les informations dont elles ont besoin et les réponses aux problèmes en cours.
Toute l’équipe projet a la vision de là où en sont les choses, face au délai final.
Ensuite, les personnes en interface ne seront plus dérangées, l’entreprise n’étant pas un déambulatoire.
2. Chaque îlot a son propre tableau de pilotage et y affiche ce qui lui est utile, parmi les items suivants :
Un Gant décrivant la demi douzaine de semaines à venir. Sur chaque colonne, est posé un bristol pour chacun des OF dans le tuyau. Il mentionne le nom de la personne en charge et le suivi des heures, notamment.
Le suivi des composants (pièces et documents) manquant, avec un aimant coloré : vert, pas de problème ; jaune, il manque des pièces, mais on peut débuter le montage ; rouge, montage impossible.
Un graphe « burn down », qui suit l’aptitude de l'OF affecté à l’îlot à coller à son planning et à son budget. Chaque écart est sous contrôle de la réunion quotidienne.
Les points de vigilance et les contre mesures prévues.
Une comparaison de la charge et de la capacité, semaine par semaine, appelant un arbitrage en cas d’inadéquation.
Le bilan de la veille.
L’explicitation du contrat du jour et du contrat du lendemain. Les tâches convenues sont listées, puis elles seront surlignées en vert si elles sont faites et en rouge sinon. Toute ligne rouge alimente la liste des problèmes. Cela contraint à ce que chaque souci soit vu comme un problème.
Les problèmes en cours et leur résolution. Ce n’est pas parce qu’on retouche tel défaut facilement, que c’est anodin qu'il soit apparu. Donc, dans l’esprit 8D, la résolution va jusqu’à la retouche du standard (produit, procédures…) si nécessaire.
Les accidents du travail.
23. Mise au point finale (y compris mise en service sur site client)
Les conditions de la MAP discriminent les acteurs36. Certains « mangent souvent la grenouille » à cause de la MAP, alors que d’autres en ont une quasi parfaite maîtrise.
Nous n’avons pas tenu d’indicateur sur le sujet. Mais, les entretiens font ressortir des leviers majeurs :
La technicité. Plus nos solutions sont éprouvées, plus nos choix techniques sont adaptatifs, plus l’étape méthodes est aboutie, plus nous simulons et plus la MAP est facilitée.
Le modèle de prévention des risques techniques, selon les préceptes explicités précédemment.
La façon de mener la MAP elle-même. Un industriel a conçu le travail pour qu’il soit mené en deux étapes strictement distinctes : obtenir d’abord un outil capable (ayant un rendu répétable), puis, seulement ensuite, obtenir la qualité requise de l’objet à produire.
Le confort réservé à la mise au point. Gare au SAV, qui vient polluer un travail qui nécessite une parfaite concentration !
35 Dans une usine évidente, le statu de chaque chose est lisible sans effort. Par exemple, le tracé au sol, la silhouette du balai sur son rangement, la vérine de la fraiseuse, le manomètre dont la zone acceptable est colorée en vert…
36 Ne parlons pas ici des mises au point obligées par un client qui serait médiocre ou inconséquent, mais des seules conséquences d’un processus offre + projet en défaut.
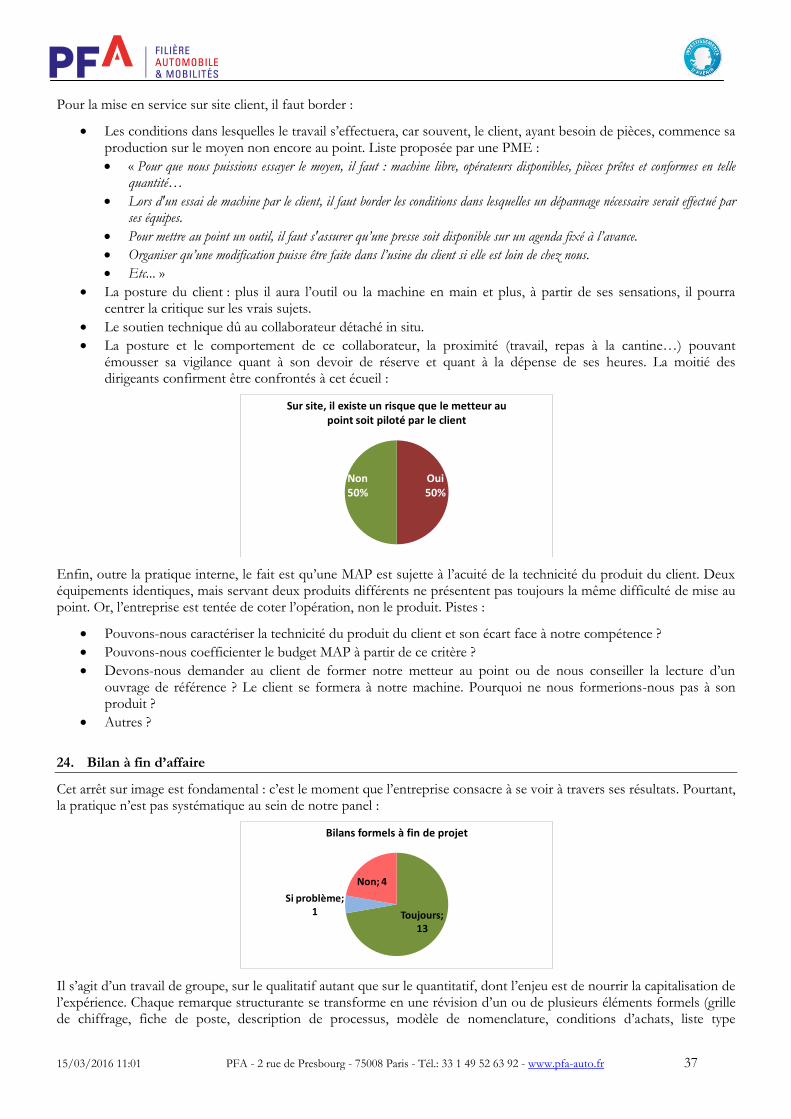
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 37
Pour la mise en service sur site client, il faut border :
Les conditions dans lesquelles le travail s’effectuera, car souvent, le client, ayant besoin de pièces, commence sa production sur le moyen non encore au point. Liste proposée par une PME :
« Pour que nous puissions essayer le moyen, il faut : machine libre, opérateurs disponibles, pièces prêtes et conformes en telle quantité…
Lors d'un essai de machine par le client, il faut border les conditions dans lesquelles un dépannage nécessaire serait effectué par ses équipes.
Pour mettre au point un outil, il faut s'assurer qu’une presse soit disponible sur un agenda fixé à l’avance.
Organiser qu’une modification puisse être faite dans l’usine du client si elle est loin de chez nous.
Etc... »
La posture du client : plus il aura l’outil ou la machine en main et plus, à partir de ses sensations, il pourra centrer la critique sur les vrais sujets.
Le soutien technique dû au collaborateur détaché in situ.
La posture et le comportement de ce collaborateur, la proximité (travail, repas à la cantine…) pouvant émousser sa vigilance quant à son devoir de réserve et quant à la dépense de ses heures. La moitié des dirigeants confirment être confrontés à cet écueil :
Enfin, outre la pratique interne, le fait est qu’une MAP est sujette à l’acuité de la technicité du produit du client. Deux équipements identiques, mais servant deux produits différents ne présentent pas toujours la même difficulté de mise au point. Or, l’entreprise est tentée de coter l’opération, non le produit. Pistes :
Pouvons-nous caractériser la technicité du produit du client et son écart face à notre compétence ?
Pouvons-nous coefficienter le budget MAP à partir de ce critère ?
Devons-nous demander au client de former notre metteur au point ou de nous conseiller la lecture d’un ouvrage de référence ? Le client se formera à notre machine. Pourquoi ne nous formerions-nous pas à son produit ?
Autres ?
24. Bilan à fin d’affaire
Cet arrêt sur image est fondamental : c’est le moment que l’entreprise consacre à se voir à travers ses résultats. Pourtant, la pratique n’est pas systématique au sein de notre panel :
Il s’agit d’un travail de groupe, sur le qualitatif autant que sur le quantitatif, dont l’enjeu est de nourrir la capitalisation de l’expérience. Chaque remarque structurante se transforme en une révision d’un ou de plusieurs éléments formels (grille de chiffrage, fiche de poste, description de processus, modèle de nomenclature, conditions d’achats, liste type
Oui50%
Non50%
Sur site, il existe un risque que le metteur au point soit piloté par le client
Toujours; 13
Si problème; 1
Non; 4
Bilans formels à fin de projet
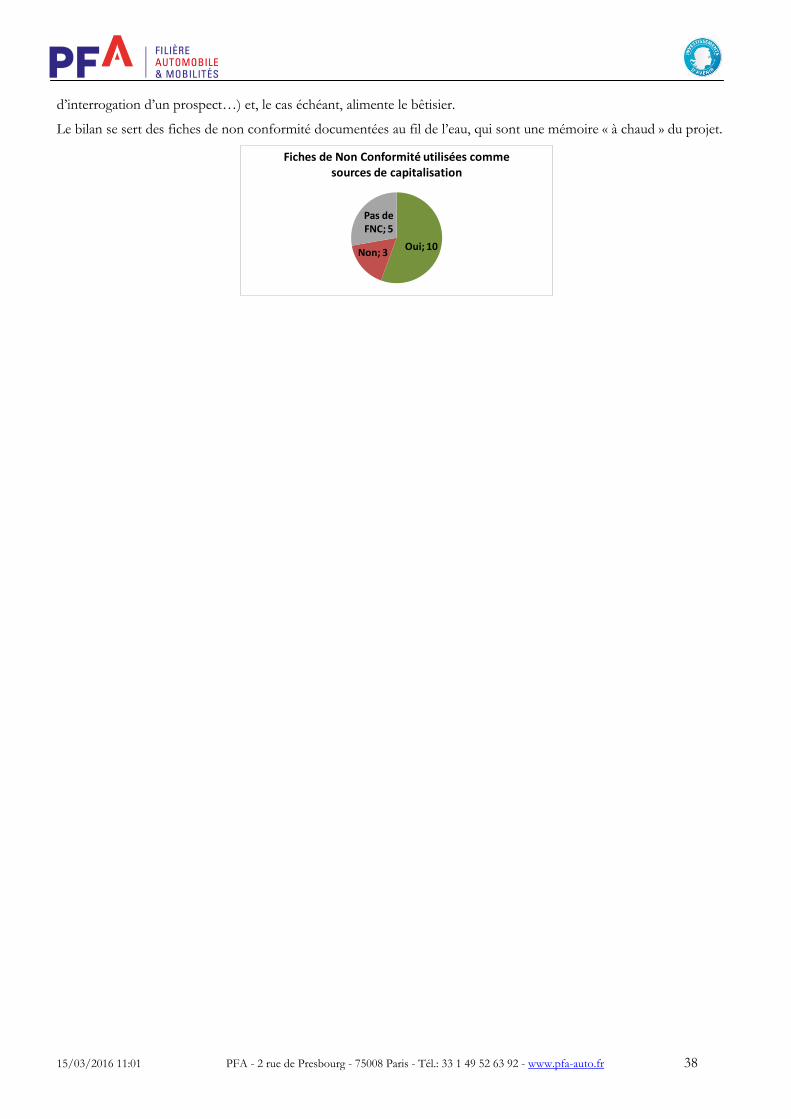
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 38
d’interrogation d’un prospect…) et, le cas échéant, alimente le bêtisier.
Le bilan se sert des fiches de non conformité documentées au fil de l’eau, qui sont une mémoire « à chaud » du projet.
Oui; 10Non; 3
Pas de FNC; 5
Fiches de Non Conformité utilisées comme sources de capitalisation
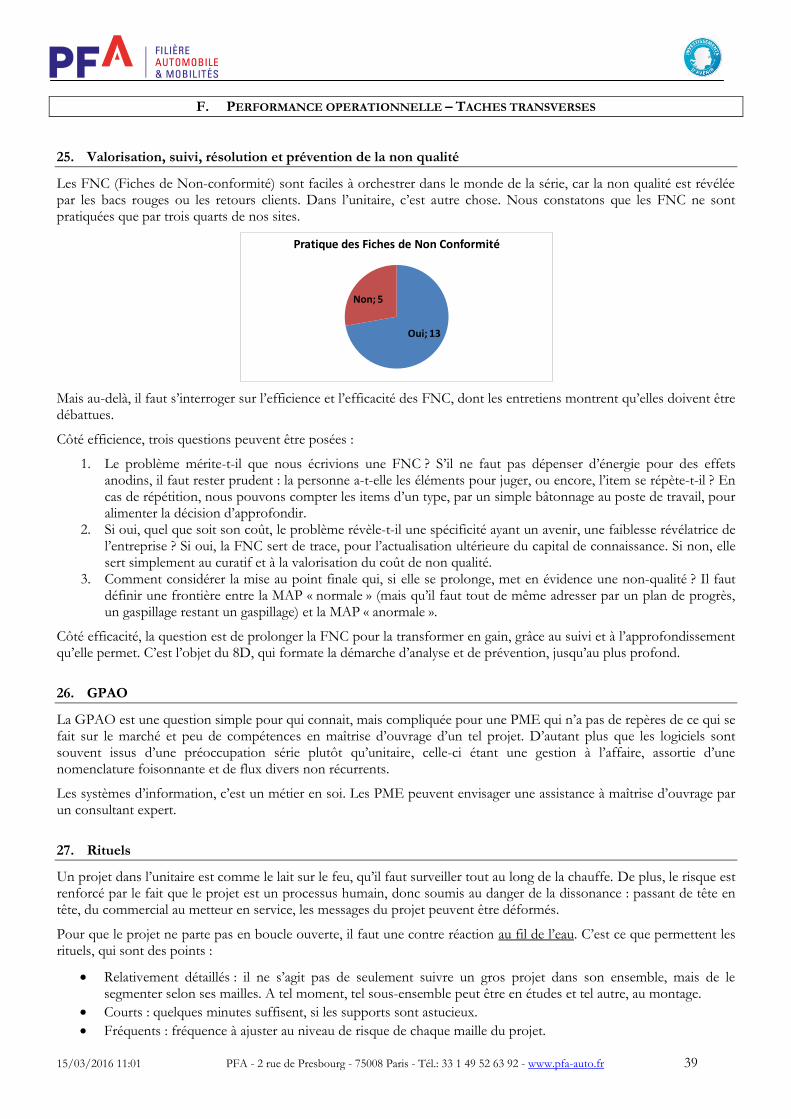
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 39
F. PERFORMANCE OPERATIONNELLE – TACHES TRANSVERSES
25. Valorisation, suivi, résolution et prévention de la non qualité
Les FNC (Fiches de Non-conformité) sont faciles à orchestrer dans le monde de la série, car la non qualité est révélée par les bacs rouges ou les retours clients. Dans l’unitaire, c’est autre chose. Nous constatons que les FNC ne sont pratiquées que par trois quarts de nos sites.
Mais au-delà, il faut s’interroger sur l’efficience et l’efficacité des FNC, dont les entretiens montrent qu’elles doivent être débattues.
Côté efficience, trois questions peuvent être posées :
1. Le problème mérite-t-il que nous écrivions une FNC ? S’il ne faut pas dépenser d’énergie pour des effets anodins, il faut rester prudent : la personne a-t-elle les éléments pour juger, ou encore, l’item se répète-t-il ? En cas de répétition, nous pouvons compter les items d’un type, par un simple bâtonnage au poste de travail, pour alimenter la décision d’approfondir.
2. Si oui, quel que soit son coût, le problème révèle-t-il une spécificité ayant un avenir, une faiblesse révélatrice de l’entreprise ? Si oui, la FNC sert de trace, pour l’actualisation ultérieure du capital de connaissance. Si non, elle sert simplement au curatif et à la valorisation du coût de non qualité.
3. Comment considérer la mise au point finale qui, si elle se prolonge, met en évidence une non-qualité ? Il faut définir une frontière entre la MAP « normale » (mais qu’il faut tout de même adresser par un plan de progrès, un gaspillage restant un gaspillage) et la MAP « anormale ».
Côté efficacité, la question est de prolonger la FNC pour la transformer en gain, grâce au suivi et à l’approfondissement qu’elle permet. C’est l’objet du 8D, qui formate la démarche d’analyse et de prévention, jusqu’au plus profond.
26. GPAO
La GPAO est une question simple pour qui connait, mais compliquée pour une PME qui n’a pas de repères de ce qui se fait sur le marché et peu de compétences en maîtrise d’ouvrage d’un tel projet. D’autant plus que les logiciels sont souvent issus d’une préoccupation série plutôt qu’unitaire, celle-ci étant une gestion à l’affaire, assortie d’une nomenclature foisonnante et de flux divers non récurrents.
Les systèmes d’information, c’est un métier en soi. Les PME peuvent envisager une assistance à maîtrise d’ouvrage par un consultant expert.
27. Rituels
Un projet dans l’unitaire est comme le lait sur le feu, qu’il faut surveiller tout au long de la chauffe. De plus, le risque est renforcé par le fait que le projet est un processus humain, donc soumis au danger de la dissonance : passant de tête en tête, du commercial au metteur en service, les messages du projet peuvent être déformés.
Pour que le projet ne parte pas en boucle ouverte, il faut une contre réaction au fil de l’eau. C’est ce que permettent les rituels, qui sont des points :
Relativement détaillés : il ne s’agit pas de seulement suivre un gros projet dans son ensemble, mais de le segmenter selon ses mailles. A tel moment, tel sous-ensemble peut être en études et tel autre, au montage.
Courts : quelques minutes suffisent, si les supports sont astucieux.
Fréquents : fréquence à ajuster au niveau de risque de chaque maille du projet.
Oui; 13
Non; 5
Pratique des Fiches de Non Conformité

15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 40
Multiservices : maintenir l’uniformité de ce que nous comprenons que l’action doit être se fait par la présence des services concernés.
Engageant l’équipe en charge : lors de chaque rituel, est actualisé le contrat entre le chef de projet et la personne en charge, et entre celle-ci, l’équipe projet et les fonctions support. Donc, les points bloquants sont explicités et arbitrés (exemple, prioriser ceci, retardera cela), le cas échéant au niveau supérieur.
Tenus sur le terrain de la personne en charge : nous réfléchissons devant l’objet réel.
Écrits : tableaux de suivi.
L’idée est que toute la réalité soit traitée, si cruelle soit-elle le cas échéant : les rituels sont là pour que la politique de l’autruche soit éradiquée. Cela sous entend notamment, que la personne en charge soit dans un confort social suffisant pour mettre toutes les contradictions qui lui parviennent sur le devant de la scène et en exige l’arbitrage écrit. Ainsi, la non qualité du fonctionnement est purgée au fil de l’eau.
Les outils types, exemples :
Le tableau de suivi. Au BE, il peut être centralisé et séparé par projets. Au montage en revanche, il est éclaté en autant d’îlots qu’il y en a physiquement, dédiés aux projets. Il affiche l’état du projet ou du sous ensemble confié à l’îlot et retranscrit le consensus en vigueur à l’instant T et le suivi des actions.
Un Gantt.
Pour chaque tâche sur le Gantt, son étiquette pro formatée, en reprenant les éléments clés.
Sur chaque étiquette, un aimant coloré : jaune (risque possible) ou rouge (problème avéré, notamment un retard).
Un suivi budgétaire et du délai. On peut par exemple utiliser un « burndown chart ». Voir annexe.
28. Traitement des problèmes à chaud
S’il est précieux de ritualiser quelques réunions types (revue de projet, le point hebdomadaire, le point journalier…), celles-ci ont cependant leurs limites :
Le partage de l’information est une chose, mais la réflexion approfondie sur un sujet de fond élu pour son enjeu, en est une autre.
Attendre la réunion rituelle pour traiter le problème crucial de l’instant permet de ne pas perturber les emplois du temps. En revanche, cela noie la personne qui subit le problème, émousse la réactivité et prive l’analyse d’être nourrie des symptômes encore chauds.
Donc, rituels et traitements à chaud sont deux instances différentes, organisées en conséquence.
Les avis de nos entreprises sur le traitement à chaud sont tranchés :
Des outils existent pour traiter à chaud les problèmes importants : andon (l’opérateur mobilise sur l’instant les experts), qu’on fait suivre par le QRQC (tableau didactique) et / ou par le 8D (démarche didactique)…
29. Contrôle de gestion
C’est un sujet pour lequel la maturité des industriels est très diverse et notre échantillon couvre cette étendue. Plusieurs dirigeants insistent pour que ce thème fasse partie intégrante des chantiers déployés.
Le contrôle de gestion adresse l’ensemble du spectre économique (chiffrage, prix de vente, prix de revient, en-cours, réconciliation avec le compte de résultat comptable…) C’est une discipline qui permet de se placer dans un cercle vertueux : mesurer pour savoir ; savoir pour comprendre ; comprendre pour améliorer. Mais, cette discipline pâtit en
Oui71%
Non29%
Traitement à chaud des problèmes importants
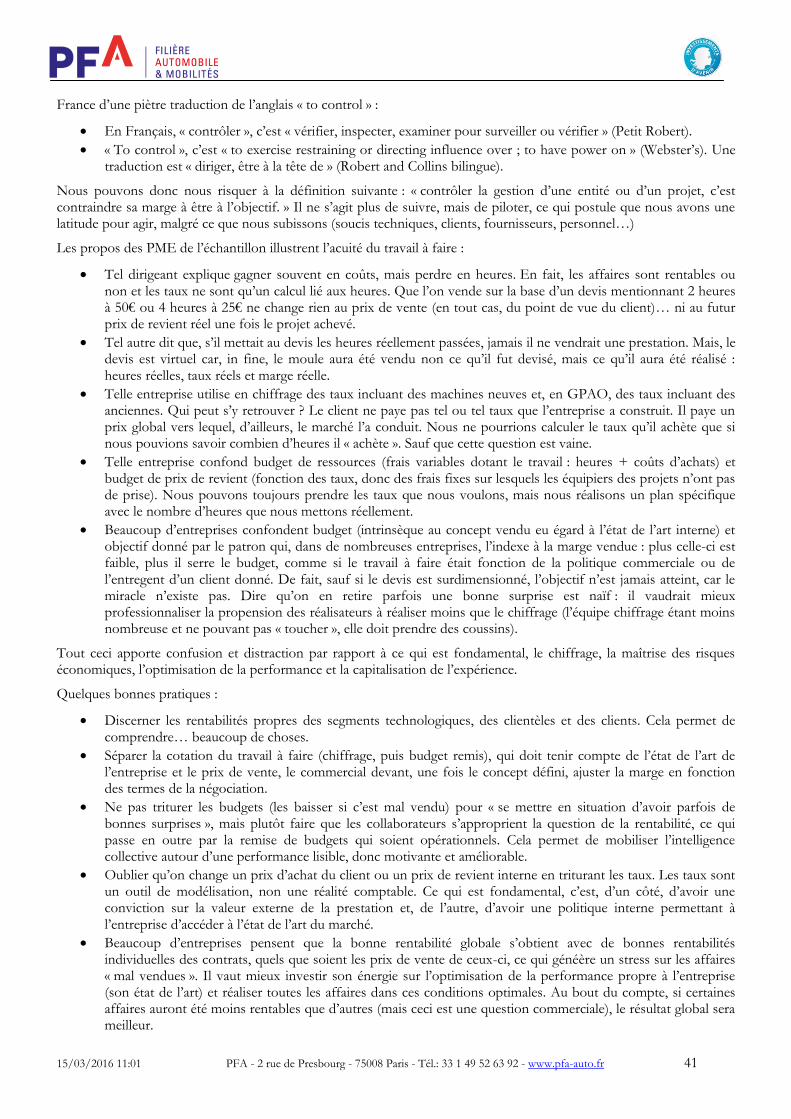
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 41
France d’une piètre traduction de l’anglais « to control » :
En Français, « contrôler », c’est « vérifier, inspecter, examiner pour surveiller ou vérifier » (Petit Robert).
« To control », c’est « to exercise restraining or directing influence over ; to have power on » (Webster’s). Une traduction est « diriger, être à la tête de » (Robert and Collins bilingue).
Nous pouvons donc nous risquer à la définition suivante : « contrôler la gestion d’une entité ou d’un projet, c’est contraindre sa marge à être à l’objectif. » Il ne s’agit plus de suivre, mais de piloter, ce qui postule que nous avons une latitude pour agir, malgré ce que nous subissons (soucis techniques, clients, fournisseurs, personnel…)
Les propos des PME de l’échantillon illustrent l’acuité du travail à faire :
Tel dirigeant explique gagner souvent en coûts, mais perdre en heures. En fait, les affaires sont rentables ou non et les taux ne sont qu’un calcul lié aux heures. Que l’on vende sur la base d’un devis mentionnant 2 heures à 50€ ou 4 heures à 25€ ne change rien au prix de vente (en tout cas, du point de vue du client)… ni au futur prix de revient réel une fois le projet achevé.
Tel autre dit que, s’il mettait au devis les heures réellement passées, jamais il ne vendrait une prestation. Mais, le devis est virtuel car, in fine, le moule aura été vendu non ce qu’il fut devisé, mais ce qu’il aura été réalisé : heures réelles, taux réels et marge réelle.
Telle entreprise utilise en chiffrage des taux incluant des machines neuves et, en GPAO, des taux incluant des anciennes. Qui peut s’y retrouver ? Le client ne paye pas tel ou tel taux que l’entreprise a construit. Il paye un prix global vers lequel, d’ailleurs, le marché l’a conduit. Nous ne pourrions calculer le taux qu’il achète que si nous pouvions savoir combien d’heures il « achète ». Sauf que cette question est vaine.
Telle entreprise confond budget de ressources (frais variables dotant le travail : heures + coûts d’achats) et budget de prix de revient (fonction des taux, donc des frais fixes sur lesquels les équipiers des projets n’ont pas de prise). Nous pouvons toujours prendre les taux que nous voulons, mais nous réalisons un plan spécifique avec le nombre d’heures que nous mettons réellement.
Beaucoup d’entreprises confondent budget (intrinsèque au concept vendu eu égard à l’état de l’art interne) et objectif donné par le patron qui, dans de nombreuses entreprises, l’indexe à la marge vendue : plus celle-ci est faible, plus il serre le budget, comme si le travail à faire était fonction de la politique commerciale ou de l’entregent d’un client donné. De fait, sauf si le devis est surdimensionné, l’objectif n’est jamais atteint, car le miracle n’existe pas. Dire qu’on en retire parfois une bonne surprise est naïf : il vaudrait mieux professionnaliser la propension des réalisateurs à réaliser moins que le chiffrage (l’équipe chiffrage étant moins nombreuse et ne pouvant pas « toucher », elle doit prendre des coussins).
Tout ceci apporte confusion et distraction par rapport à ce qui est fondamental, le chiffrage, la maîtrise des risques économiques, l’optimisation de la performance et la capitalisation de l’expérience.
Quelques bonnes pratiques :
Discerner les rentabilités propres des segments technologiques, des clientèles et des clients. Cela permet de comprendre… beaucoup de choses.
Séparer la cotation du travail à faire (chiffrage, puis budget remis), qui doit tenir compte de l’état de l’art de l’entreprise et le prix de vente, le commercial devant, une fois le concept défini, ajuster la marge en fonction des termes de la négociation.
Ne pas triturer les budgets (les baisser si c’est mal vendu) pour « se mettre en situation d’avoir parfois de bonnes surprises », mais plutôt faire que les collaborateurs s’approprient la question de la rentabilité, ce qui passe en outre par la remise de budgets qui soient opérationnels. Cela permet de mobiliser l’intelligence collective autour d’une performance lisible, donc motivante et améliorable.
Oublier qu’on change un prix d’achat du client ou un prix de revient interne en triturant les taux. Les taux sont un outil de modélisation, non une réalité comptable. Ce qui est fondamental, c’est, d’un côté, d’avoir une conviction sur la valeur externe de la prestation et, de l’autre, d’avoir une politique interne permettant à l’entreprise d’accéder à l’état de l’art du marché.
Beaucoup d’entreprises pensent que la bonne rentabilité globale s’obtient avec de bonnes rentabilités individuelles des contrats, quels que soient les prix de vente de ceux-ci, ce qui généère un stress sur les affaires « mal vendues ». Il vaut mieux investir son énergie sur l’optimisation de la performance propre à l’entreprise (son état de l’art) et réaliser toutes les affaires dans ces conditions optimales. Au bout du compte, si certaines affaires auront été moins rentables que d’autres (mais ceci est une question commerciale), le résultat global sera meilleur.

15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 42
Lorsque les affaires sont longues et complexes, pratiquer l’actualisation des budgets (au niveau global, mais aussi aux niveaux des services et des individus), afin de maintenir leur côté opérationnel. Au fil de l’eau, l’équipe projet, collectivement et individuellement, doit être face à un objectif qui, pour rester viable, doit épouser l’évolution du concept vendu et des écarts de périmètre décidés.
Pour les grosses affaires qui s’écoulent sur une longue durée :
S’il le faut, redeviser les reste à faire, un reste à faire n’étant pas obligatoirement la différence entre le budget et le réalisé.
Entériner les écarts de périmètre : typiquement, tel objet n’est plus acheté, mais est fait en interne.
Confronter au fil de l’eau le chiffrage du devis, le budget initial (lancement), le budget opérationnel instantané et la projection à fin d’affaire (réalisé + reste à faire réel).
En passant par les taux, nous pouvons alors distinguer quatre sources d’écarts de prix de revient37 : management, concept, performance et taux.
Voir en annexe un exemple de tableau de contrôle budgétaire d’un projet.
Analyse des pratiques de l’échantillon (à prendre avec précaution, car les affaires sont de tailles fort diverses) :
Un point de vigilance est apporté par une PME : « Les budgets prévoient les heures directes, mais les indirects font des semaines de 50 heures à cause des dysfonctionnements, notamment venant des clients, et c’est transparent. »
Le contrôle de gestion doit être attentif à un tel enjeu, par exemple en appliquant des taux différenciés selon le client, estimés « à la louche » sur la base d’un sondage (emplois du temps des cadres…) ou d’une mesure (frais de mise au point…) Moins le client consomme d’énergie, moins ses taux sont forts.
37 Attention, l’écart global est une somme géométrique.
Écart de
managementB Lanct - Devis
Écart de concept BO - B Lanct
Écart de
performancePFA - BO
Écart de taux
Écart de périmètre Troc Heures / Achats
Écart de répartition
entre acteurs
Troc à périmètre constant
si les taux sont différents
Budget de Lanct = BLt affaire de base + BLt avenant 1 + BLt avenant 2… Que ces avenants soient vendus ou non
Budget Opérationnel = BOn = BOn-1 + décisions officialisées BO1 = Budget de Lanct
Reste à faire (RAF) ≠ BO - Engagé
RAF = re-devisage
Projection à Fin d'Affaire (PFA) = Engagé + RAF
Une caractéristique du Budget de Lancement (BO1) : la viabilité opérationnelle
Dans l'écart de
performance
LES ÉCARTS EN PRIX DE REVIENT
TA
UX
DE
VIS
PFA (tx final)
- PFA (tx devis)
SO
MM
E
GE
OM
ET
RIQ
UE
Dans l'écart de
performance
La somme arithmétique des écarts n’est
pas égale à l’écart global
Celui-ci est une somme géométrique
Δ (prix de revient)
= Δ (management)
+ Δ (concept)
+ Δ (performance)
+ Δ (taux)
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
Suivi de toutes les unités d'œuvre à l'engagement
Budget actualisable
Reste à faire réestimé possible dans le système d'info
Trois pratiques en contrôle de gestion
Oui
Non
31%
38%
31%
Connaissance des rentabilités des segments, clientèles et clients
Aucune
Formatée dans la GPAO
Faite à la main si besoin

15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 43
On trouvera en annexe un exemple réel de fiche de poste « Fonction tour de contrôle des flux et des budgets. »
30. Comptabilité
Une difficulté de la comptabilité est la valorisation des en cours, qui demande par exemple de comprendre quels sont les avancements des projets et de maîtriser les restes à faire. La valorisation des en cours est donc facilitée par :
Un bon rangement et une bonne élimination des objets inutiles.
Un bon ordonnancement.
Un bon suivi budgétaire des affaires.
Une production organisée pour finir chaque travail débuté sur un objet, plutôt que pour travailler de front sur un lot d’objets, tâche par tâche.
31. Trésorerie
Donnons la parole à une de nos entreprises…
« Les finances sont une préoccupation majeure de ce métier. Ceux qui ont un fonds de roulement limité sont ancrés sur l’économie et sur les détails, et cela est un poids et apporte un risque sur la qualité. C’est la course à l’échalote. En ce qui nous concerne, nous réussissons à avoir une trésorerie positive sur nos projets, de leur début à leur fin : 30% à la commande (pour un coût d’étude de 25%), 30% en fin d’études (pour 25% d’achats). Nous reportons à nos fournisseurs les conditions de nos clients. Ce confort est fondamental. »
Ce point de vue est à l’opposé d’autres, bien que tous ces acteurs soient actifs dans la filière automobile. Au delà d’une différence entre les clients, il y a donc, sans doute, un espace pour renforcer l’entregent commercial des dirigeants.
La gestion de la trésorerie, qui est un facteur clé de succès du métier, pourrait-elle entrer dans le champ de l’action de soutien ?
32. Référentiel de conduite des affaires
Chaque entreprise consultée a un référentiel de conduite de ses affaires. La question est de savoir ce qu’on appelle référentiel (un macro synoptique dans le manuel qualité n’est pas un référentiel).
Un référentiel n’est pas obligatoirement un document spécifique. Ce peut être la réunion de documents (manuel qualité + description des processus + fiches de postes +…), à condition qu’ils soient probants et en résonnance.
Les PME considèrent la plupart du temps qu’écrire formellement la méthodologie de conduite des affaires est un luxe. Mais en parallèle, elles constatent que souvent, leurs gros contrats échouent économiquement et elles sont réticentes à en prendre de nouveaux. Dès lors, construire un référentiel en configuration de gros contrat, est-ce un luxe ? Ensuite, qui pouvant le plus pouvant le moins, il est toujours possible de simplifier les choses (enfin, la lettre et non pas l’esprit !) En tout état de cause, seule, l’écriture d’un tel document peut garantir que les tenants et aboutissants de la performance, dans son ensemble, ont été approfondis par l’équipe et, qu’à leur égard, un optimum consensuel a été effectivement construit, puis approprié par les collaborateurs.
0% 20% 40% 60% 80% 100%
Le référentiel existe à un niveau de détail opérationnel
Le référentiel a été construit via une large concertation
Chacun connait le référentiel
Les fiches de poste sont en
adéquation avec le référentiel
Référentiel de conduite des affaires
Oui
Non

15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 44
33. Dynamique d’équipe, support du projet technico-économique
Dans l’unitaire, chaque affaire est une course de relai, une interaction entre toutes les fonctions de l’entreprise, voire entre tous les collaborateurs, des commerciaux aux metteurs au point. La qualité et la fluidité de ces interactions est donc fondamentale. La plupart des entreprises sollicitées pour l’étude insistent sur le côté déterminant de la dynamique d’équipe qui est, selon elles, le facteur clé de succès primordial dans l’unitaire et qui fait la différence sur la performance. Enjeu, l’agilité de l’entreprise38.
Il s’agit de mettre un place un mode de coopération apte à favoriser notamment, dans ses gênes, la maîtrise des risques. Un tel modèle :
Conjugue l’esprit de responsabilité, le partage, la solidarité entre les services, la pro activité, l’ajustement mutuel entre les personnes, l’information ascendante, la souplesse des horaires…
Est plus centré sur la quête collective de productivité que sur la demande de comptes aux individus.
Deux verbatim…
« Le choix a été fait de sortir du modèle taylorien précédent (chacun à sa place, peu d’ajustement mutuel entre des acteurs ayant une logique de silos, des dysfonctionnements subis, une culture de l’approximation…) pour aller vers un modèle fusionnel dans lequel deux états d’esprit sont promus :
La responsabilité. Tout est fait pour confronter la théorie émanant des uns, à la pratique vécue par les autres. Il y a deux ans, un projeteur a énormément appris en participant, sur le site du client, à la mise en service de sa machine. Les projeteurs ont désormais l’obligation de suivre le montage et de participer aux réunions quotidiennes. Mais cette attitude est encore fragile et, de ce point de vue, les routines, par leur côté contraignant, aident.
Le partage et l’écoute active. L’impact se voit notamment par la quantité et la qualité des suggestions d’amélioration émanant des monteurs. Il y a un souffle, même de la part de personnes qui étaient auparavant dans l’ombre. »
« Le principal facteur clé de succès de l’entreprise est son modèle social : empathie, réactivité, esprit d'équipe, franchise, respect du rôle de chacun, délégation de la part du patron… Une fois la réunion de lancement conduite, nul besoin d’être derrière les personnes : c'est parti, quitte à se réorganiser sur le terrain. Au-delà de ce que font les chefs de service, les compagnons ajustent spontanément les choses pour que tout s’optimise. Tout cela apporte un souffle d'efficience et d’efficacité. »
Choix des personnes
Verbatim : « Une difficulté de l’unitaire, c’est qu’il demande à la fois de la créativité et de la rigueur, ce qui peut être contradictoire. Cette dualité est difficile à trouver chez une même personne. »
Modèle d’organisation
Qui connait le monde de l’unitaire témoignera du grand écart qu’on peut constater sur la dynamique d’équipe entre les entreprises :
Un extrême est le modèle taylorien, avec sa séparation entre décideurs et exécutants, où chacun de ceux-ci respecte les consignes et reste à son poste. Ce modèle est justifié par l’idée que, dans l’unitaire, les risques seraient favorisés par les initiatives individuelles, potentiellement intempestives. Dans ce contexte, par exemple, le travail en commun du BE et du montage est une exception, les employés n’ont pas connaissance des prix de vente, les budgets qu’ils se voient confier pour réaliser le travail peuvent avoir été distordus pour les pousser à opérer un gain caché…
L’autre extrême est le modèle dont l’un de nos patrons de PME témoigne : « Nous avons massivement investi en formation il y a 5 ans, pour casser les codes d’un fonctionnement pyramidal et obtenir une organisation agile, qui réagit à la minute et où l’échange est l’état d’esprit permanent, au service de la maîtrise des risques. L’ajustement mutuel est désormais constant et chacun apporte en permanence des améliorations à la façon d'organiser le travail. En outre, chacun est polycompétent sur au moins trois postes, les metteurs au point l’étant sur neuf postes, c’est-à-dire qu’ils peuvent tout faire. »
La question des modèles d’organisation et de leur combinaison au sein d’un mix optimal pour un contexte industriel spécifique, fut décrit par le sociologue Henry Mintzberg39. Pour lui, toute activité humaine donne naissance à deux
38 « Le management agile est indissociable de l’auto-organisation qui induit adaptabilité, résilience et autonomie des équipes. D'où l’importance de critères et de schémas d’organisation du travail qui favorisent l’émergence et le développement de l’auto-organisation et de l’intelligence collective. » In Wikipedia « management agile ».
39 Lire par exemple : « Structure et dynamique des organisations », aux éditions d’Organisation.
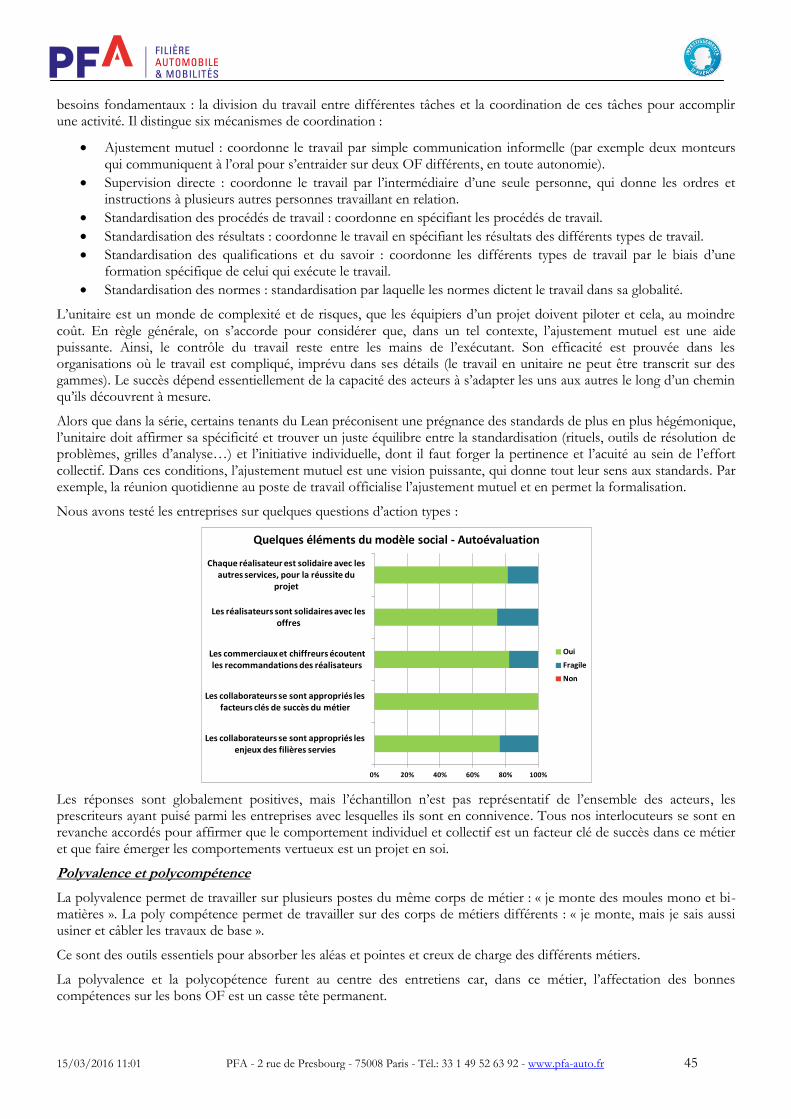
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 45
besoins fondamentaux : la division du travail entre différentes tâches et la coordination de ces tâches pour accomplir une activité. Il distingue six mécanismes de coordination :
Ajustement mutuel : coordonne le travail par simple communication informelle (par exemple deux monteurs qui communiquent à l’oral pour s’entraider sur deux OF différents, en toute autonomie).
Supervision directe : coordonne le travail par l’intermédiaire d’une seule personne, qui donne les ordres et instructions à plusieurs autres personnes travaillant en relation.
Standardisation des procédés de travail : coordonne en spécifiant les procédés de travail.
Standardisation des résultats : coordonne le travail en spécifiant les résultats des différents types de travail.
Standardisation des qualifications et du savoir : coordonne les différents types de travail par le biais d’une formation spécifique de celui qui exécute le travail.
Standardisation des normes : standardisation par laquelle les normes dictent le travail dans sa globalité.
L’unitaire est un monde de complexité et de risques, que les équipiers d’un projet doivent piloter et cela, au moindre coût. En règle générale, on s’accorde pour considérer que, dans un tel contexte, l’ajustement mutuel est une aide puissante. Ainsi, le contrôle du travail reste entre les mains de l’exécutant. Son efficacité est prouvée dans les organisations où le travail est compliqué, imprévu dans ses détails (le travail en unitaire ne peut être transcrit sur des gammes). Le succès dépend essentiellement de la capacité des acteurs à s’adapter les uns aux autres le long d’un chemin qu’ils découvrent à mesure.
Alors que dans la série, certains tenants du Lean préconisent une prégnance des standards de plus en plus hégémonique, l’unitaire doit affirmer sa spécificité et trouver un juste équilibre entre la standardisation (rituels, outils de résolution de problèmes, grilles d’analyse…) et l’initiative individuelle, dont il faut forger la pertinence et l’acuité au sein de l’effort collectif. Dans ces conditions, l’ajustement mutuel est une vision puissante, qui donne tout leur sens aux standards. Par exemple, la réunion quotidienne au poste de travail officialise l’ajustement mutuel et en permet la formalisation.
Nous avons testé les entreprises sur quelques questions d’action types :
Les réponses sont globalement positives, mais l’échantillon n’est pas représentatif de l’ensemble des acteurs, les prescriteurs ayant puisé parmi les entreprises avec lesquelles ils sont en connivence. Tous nos interlocuteurs se sont en revanche accordés pour affirmer que le comportement individuel et collectif est un facteur clé de succès dans ce métier et que faire émerger les comportements vertueux est un projet en soi.
Polyvalence et polycompétence
La polyvalence permet de travailler sur plusieurs postes du même corps de métier : « je monte des moules mono et bi-matières ». La poly compétence permet de travailler sur des corps de métiers différents : « je monte, mais je sais aussi usiner et câbler les travaux de base ».
Ce sont des outils essentiels pour absorber les aléas et pointes et creux de charge des différents métiers.
La polyvalence et la polycopétence furent au centre des entretiens car, dans ce métier, l’affectation des bonnes compétences sur les bons OF est un casse tête permanent.
0% 20% 40% 60% 80% 100%
Les collaborateurs se sont appropriés les enjeux des filières servies
Les collaborateurs se sont appropriés les facteurs clés de succès du métier
Les commerciaux et chiffreurs écoutent les recommandations des réalisateurs
Les réalisateurs sont solidaires avec les offres
Chaque réalisateur est solidaire avec les autres services, pour la réussite du
projet
Quelques éléments du modèle social - Autoévaluation
Oui
Fragile
Non
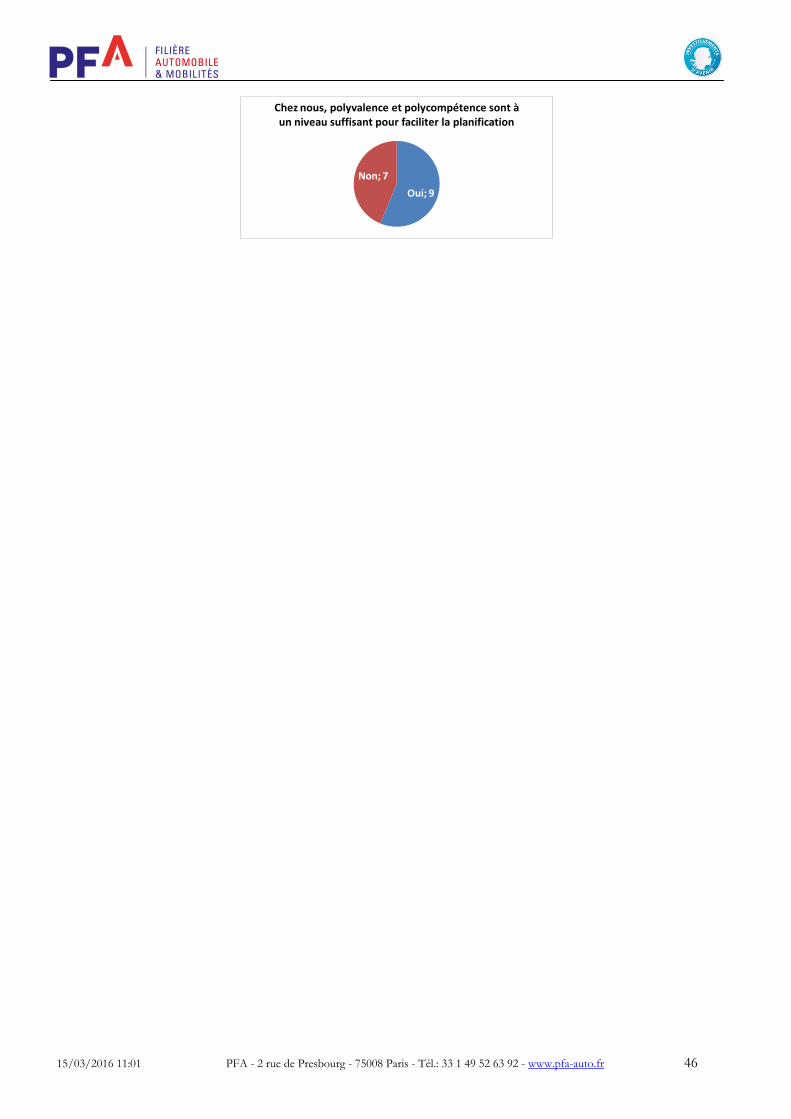
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 46
Oui; 9
Non; 7
Chez nous, polyvalence et polycompétence sont à un niveau suffisant pour faciliter la planification
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 47
G. MISE EN CHANTIER DE L’EXCELLENCE OPERATIONNELLE
34. Communication
Verbatim : « Les dirigeants reçoivent des messages sur le Lean qui font qu’ils considèrent que celui-ci est fait pour la répétition (série) et pas pour l’unitaire, sauf les basiques d’atelier (5S…) à condition de les reformuler. Lorsqu’ils sont invités à un débat, on leur fait assembler des petits bateaux. En conséquence, ils se désengagent des cercles au sein desquels la performance industrielle est en débat. »
Pour adresser la performance en unitaire de façon spécifique, il faut donc admettre que les réticences du monde de l’unitaire viennent en partie de ce que ce qui leur fut dit était inadapté.
Esquissons ici une première approche communicationnelle en prenant de la hauteur face aux préceptes et à l’état d’esprit connus dans la série quant au Lean, dans lesquels les gens de l’unitaire se reconnaitront.
Le monde de la série promeut les préceptes suivants :
« Le Lean, ce sont… trois principes :
Ne produire que le nécessaire o Pas de stock ni d’en cours, ne servir que
le besoin client du jour o Gain en trésorerie o Maîtrise du risque qualité
Ne transférer qu’un seul produit et un produit bon o Espace de travail clair o Qualité au centre de l’attention o Prévention des risques techniques
S’appuyer sur les hommes o Subsidiarité, compétence, responsabilité
… et trois notions :
Tendre les flux o Pilotage par la demande o Implantations pures
Éliminer les gaspillages o Un gaspillage n’est pas vendu o Haut niveau d’exigence
Instaurer une démarche de progrès permanent o Un état d’esprit, des outils, une posture
de management. »
La transposition vers l’unitaire est évidente, une fois que la notion de production est étendue à l’ensemble de la chaîne de valeur :
La notion de client est vue en interne. Ne servir que son besoin renvoie à l’idée de l’alimenter à son rythme. Typiquement, l’usinage vers la fabrication. Ou le BE vers l’usinage et les achats.
Ce faisant, on diminue les en-cours : finir chaque objet commencé, avant d’en commencer un autre, permet de s’affranchir des objets non finis, de leur gestion, de leur comptage (établissement du compte de résultat).
Ne transférer qu’un produit bon est encore plus crucial dans l’unitaire que dans la série : une simple erreur sur un plan peut avoir d’énormes conséquences en MAP.
Etc…
Le monde de la série promeut l’état d’esprit suivant quant au progrès continu. « Les dix commandements du progrès continu :
1. Abandonner les idées fixes, refuser l’état actuel des choses 2. Au lieu d’expliquer ce qu’on ne peut pas faire, réfléchir à comment faire 3. Réaliser immédiatement les bonnes propositions d’amélioration 4. Ne pas chercher la perfection, réaliser 60% tout de suite 5. Corriger l’erreur immédiatement, sur place 6. Trouver les idées dans la difficulté 7. Chercher la cause racine dans les « 5 pourquoi? » 8. Les idées de 10 personnes valent mieux que les connaissances d’une seule personne 9. Essayer et ensuite, valider 10. L’amélioration est infinie. »
Tous ces commandements ne s’appliquent-ils pas à l’unitaire ?
Que ce soit sur les préceptes ou sur l’état d’esprit, les témoignages retranscrits dans ces pages foisonnent d’exemples d’appropriation (sans le savoir ?) d’un modèle appelé Lean, mais qui, pour l’essentiel, fait simplement
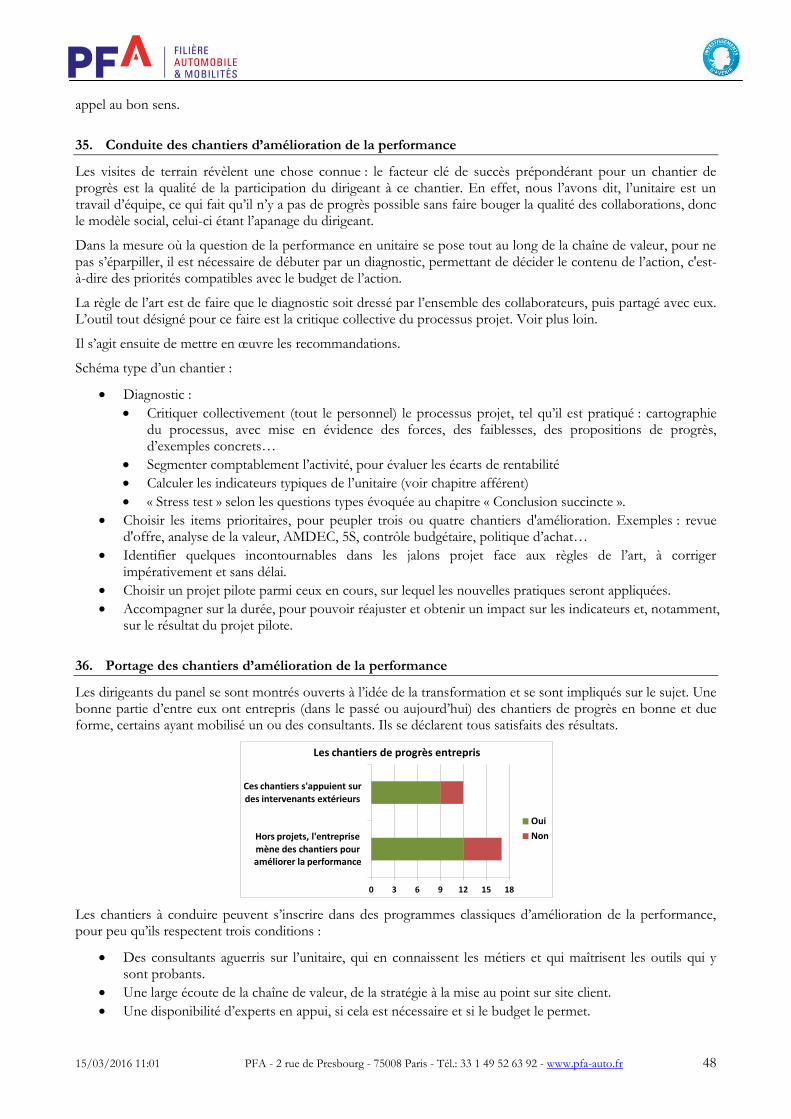
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 48
appel au bon sens.
35. Conduite des chantiers d’amélioration de la performance
Les visites de terrain révèlent une chose connue : le facteur clé de succès prépondérant pour un chantier de progrès est la qualité de la participation du dirigeant à ce chantier. En effet, nous l’avons dit, l’unitaire est un travail d’équipe, ce qui fait qu’il n’y a pas de progrès possible sans faire bouger la qualité des collaborations, donc le modèle social, celui-ci étant l’apanage du dirigeant.
Dans la mesure où la question de la performance en unitaire se pose tout au long de la chaîne de valeur, pour ne pas s’éparpiller, il est nécessaire de débuter par un diagnostic, permettant de décider le contenu de l’action, c'est-à-dire des priorités compatibles avec le budget de l’action.
La règle de l’art est de faire que le diagnostic soit dressé par l’ensemble des collaborateurs, puis partagé avec eux. L’outil tout désigné pour ce faire est la critique collective du processus projet. Voir plus loin.
Il s’agit ensuite de mettre en œuvre les recommandations.
Schéma type d’un chantier :
Diagnostic :
Critiquer collectivement (tout le personnel) le processus projet, tel qu’il est pratiqué : cartographie du processus, avec mise en évidence des forces, des faiblesses, des propositions de progrès, d’exemples concrets…
Segmenter comptablement l’activité, pour évaluer les écarts de rentabilité
Calculer les indicateurs typiques de l’unitaire (voir chapitre afférent)
« Stress test » selon les questions types évoquée au chapitre « Conclusion succincte ».
Choisir les items prioritaires, pour peupler trois ou quatre chantiers d'amélioration. Exemples : revue d'offre, analyse de la valeur, AMDEC, 5S, contrôle budgétaire, politique d’achat…
Identifier quelques incontournables dans les jalons projet face aux règles de l’art, à corriger impérativement et sans délai.
Choisir un projet pilote parmi ceux en cours, sur lequel les nouvelles pratiques seront appliquées.
Accompagner sur la durée, pour pouvoir réajuster et obtenir un impact sur les indicateurs et, notamment, sur le résultat du projet pilote.
36. Portage des chantiers d’amélioration de la performance
Les dirigeants du panel se sont montrés ouverts à l’idée de la transformation et se sont impliqués sur le sujet. Une bonne partie d’entre eux ont entrepris (dans le passé ou aujourd’hui) des chantiers de progrès en bonne et due forme, certains ayant mobilisé un ou des consultants. Ils se déclarent tous satisfaits des résultats.
Les chantiers à conduire peuvent s’inscrire dans des programmes classiques d’amélioration de la performance, pour peu qu’ils respectent trois conditions :
Des consultants aguerris sur l’unitaire, qui en connaissent les métiers et qui maîtrisent les outils qui y sont probants.
Une large écoute de la chaîne de valeur, de la stratégie à la mise au point sur site client.
Une disponibilité d’experts en appui, si cela est nécessaire et si le budget le permet.
0 3 6 9 12 15 18
Hors projets, l'entreprise
mène des chantiers pour améliorer la performance
Ces chantiers s'appuient sur des intervenants extérieurs
Les chantiers de progrès entrepris
Oui
Non
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 49
Dans la mesure où les thèmes potentiels à adresser en unitaire couvrent une large palette de compétences (commerce, achats, études, planification, réalisation…), la question du profil du consultant se pose. Selon les conclusions du diagnostic, on aura le choix entre deux organisations :
Le consultant couvre tous les thèmes.
Le consultant couvre les thèmes qu’il connait (typiquement, ce qui est de l’ordre de l’organisation) et délègue les autres (définition de la politique d’achat, mise en place de l’AMDEC par un vrai mécanicien…) à un ou des consultants experts.
Dans le cadre du déploiement national d’une action collective, les experts peuvent tourner sur l’ensemble des sites, leurs interventions étant toujours courtes. Par exemple, bâtir la politique d’achats d’une PME de 70 personnes est faisable en deux jours, si le travail est préparé.
37. Travaux au niveau national
Échanges d’expérience
Une question pour nos entreprises de l’unitaire est leur solitude, alors que l’étude a montré qu’elles sont friandes d’échanges d’expérience.
Pour débuter, plusieurs PME ont souhaité qu’une réunion des participants à cette étude soit organisée. Enjeux :
Faire connaissance, puisque ces entreprises ont en commun une quête de performance construite.
Rebondir sur les conclusions de l’étude sur la performance opérationnelle.
Favoriser des rencontres en vue d’échanger l’expérience.
Au-delà, les échanges d’expérience pourraient porter sur des sujets comme :
Partage de bonnes pratiques : SAV, chiffrage, performance opérationnelle, aspects juridiques… Chacun pourrait en tirer des axes de progrès, ce qui est vital pour toute organisation.
Partage de la connaissance des filières et, en leur sein, des acteurs : on ne travaille pas avec PSA comme avec VW, ni avec Faurecia comme avec Bosch. Il y a des choses spécifiques à faire et à ne pas faire face à chacun de ces grands clients.
Collaborations :
Regrouper des forces pour l’exportation.
Innover, grâce aux complémentarités techniques : développer des concepts en commun, sur affaire, ou sur budget R&D. Par exemple, quels concepts communs un professionnel de la vision et un professionnel de l’amenage de feuillards pourraient-ils, ensemble, développer (quitte à ce que ce soit en autofinancement hors affaires) et proposer au marché ?
Etc. …
Travaux sur la performance
Plusieurs PME ont suggéré qu’un groupe de travail soit constitué au niveau national, pour documenter quelques points utiles à toute la communauté. Parmi ceux-ci :
Approfondir et refondre les indicateurs de performance de la PFA.
Consolider un bêtisier et une liste type d’attentes implicites des clients.
Parcourir les outils méthodologiques utiles et en améliorer l’accessibilité : AV, AF, AMDEC notamment.
Constituer la brique « AMDEC générique comme outil de capitalisation. » À utiliser ensuite au niveau d’une fonction ou sous fonction.
Du côté d’une solution logicielle pour la capitalisation, forger un point de vue et proposer une assistance à maîtrise d’ouvrage, du type de ce que GALIA avait mis au point pour l’opération ALFA.
Idem pour la GPAO.
Bonnes pratiques en matière de sous-traitance d’études de concepts.
Élaborer une liste type d’items à suivre en FNC, pour que la décision d’en remplir une soit fermée (elle est plus floue que pour la série).
Définir les critères d’une MAP « normale », versus conséquence de la non qualité du contrat / projet.
Étalonner la gestion contractuelle de la trésorerie.

15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 50
Envisager une formation sur la capacité commerciale, comme la FIEV en dispense pour les commerciaux de ses équipementiers. Items : pratiques des donneurs d’ordres (ils n’ont pas tous les mêmes) et aspects juridiques. Un enjeu sous-jacent est de diminuer l’impact psychologique de facteurs comme l’écart de taille des structures ou comme l’écart des diplômes, les patrons de PME ayant rarement un diplôme prestigieux.
Se forger une conviction et documenter un point de vue, sur la question du modèle social le mieux adapté à l’unitaire.
Travaux sur la stratégie des métiers de la filière
Si de tels travaux sont relancés, les recommandations des PME tiennent en deux points :
Face aux PME, qui sont représentées par leurs mandataires sociaux, décideurs de plein droit, les donneurs d’ordres doivent envoyer des décideurs et non de simples collaborateurs.
De tels groupes de travail doivent déboucher sur des pistes concrètes pouvant donner lieu au lancement de prototypes (en ligne de mire, l’usine du futur). Pour que cette dynamique ait une chance de prendre, les donneurs d’ordres doivent s’abstenir de n’envoyer que des acheteurs, ceux-ci revendiquant de n’être intéressés que par une baisse des prix secs et de n’être présents que sous le sceau d’une immobilité du paradigme B2B (propriété intellectuelle, façon de consulter…)
Consolidation technologique nationale
Il y a un enjeu à permettre aux acteurs de construire une veille technologique ou d’en disposer d’une :
Verbatim : « Nous nous en sortons mal en rentabilité, mais j’ai du mal à savoir si c’est parce que nous sommes trop chers en prix de revient, ou bien si c’est parce que nos prix de vente sont trop faibles. » Sans information, pas de victoire à la guerre…
La mondialisation nous éloigne des lieux où il se passe quelque chose et, par conséquent, l’information est de plus en plus difficile à trouver.
Il y a aussi un enjeu à répertorier les technologies utiles et à les promouvoir au niveau national. Exemples :
Scanner une fonderie (qui est précise au cm), afin d’optimiser les parcours d’outils (s’approcher en vitesse rapide à 1 mm, sans risque de ramponer) devrait être une gamme. Et, comme cela demande un investissement, pourquoi ne pas implanter cet outil chez les fondeurs, pour avoir une économie d’échelle ?
Une PME va plus loin et explique qu’il ne faut plus voir le tissu des moulistes français comme des concurrents, la survie de chacun étant liée à celle des autres, comme au sein d’un écosystème. Il faudrait donc partager les innovations. Ce patron serait prêt à partager avec d’autres, ses avancées sur la façon d’aborder la trempe. Au sein de l’échantillon, il n’est pas seul à avoir ce point de vue. Comment promouvoir cette idée ?
Proposer à la profession des lois de chiffrage et des logiciels dédiés.
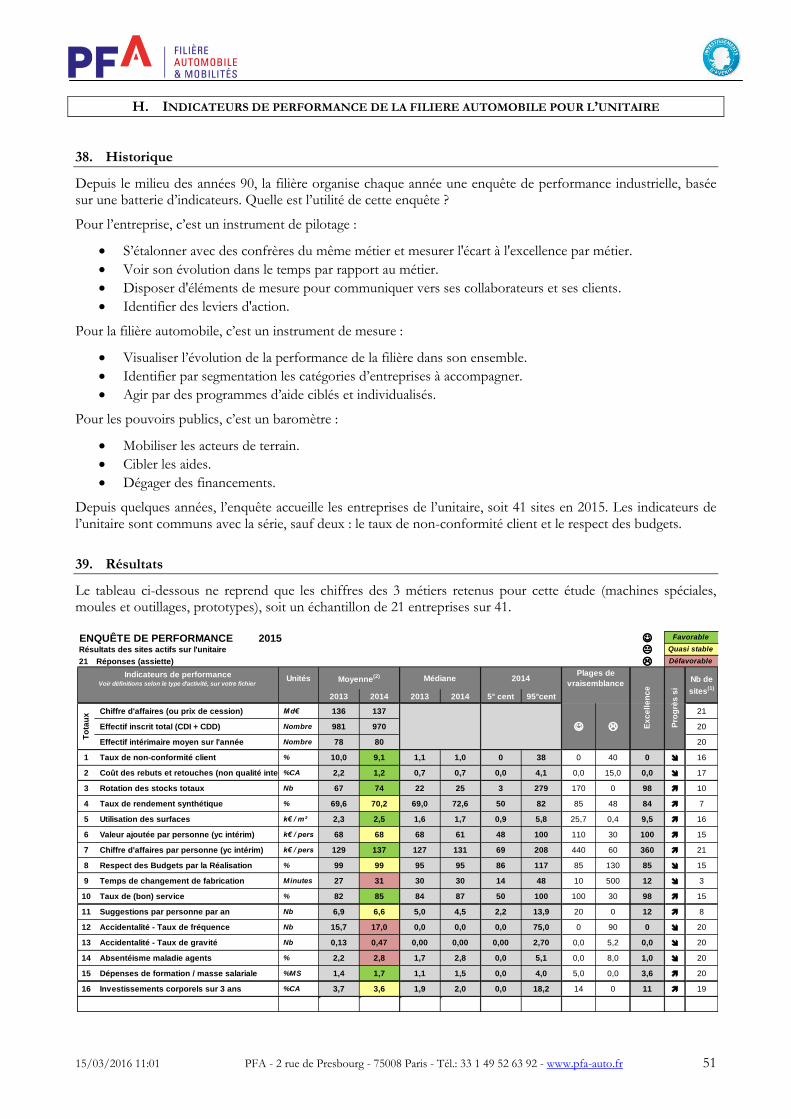
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 51
H. INDICATEURS DE PERFORMANCE DE LA FILIERE AUTOMOBILE POUR L’UNITAIRE
38. Historique
Depuis le milieu des années 90, la filière organise chaque année une enquête de performance industrielle, basée sur une batterie d’indicateurs. Quelle est l’utilité de cette enquête ?
Pour l’entreprise, c’est un instrument de pilotage :
S’étalonner avec des confrères du même métier et mesurer l'écart à l'excellence par métier.
Voir son évolution dans le temps par rapport au métier.
Disposer d'éléments de mesure pour communiquer vers ses collaborateurs et ses clients.
Identifier des leviers d'action.
Pour la filière automobile, c’est un instrument de mesure :
Visualiser l’évolution de la performance de la filière dans son ensemble.
Identifier par segmentation les catégories d’entreprises à accompagner.
Agir par des programmes d’aide ciblés et individualisés.
Pour les pouvoirs publics, c’est un baromètre :
Mobiliser les acteurs de terrain.
Cibler les aides.
Dégager des financements.
Depuis quelques années, l’enquête accueille les entreprises de l’unitaire, soit 41 sites en 2015. Les indicateurs de l’unitaire sont communs avec la série, sauf deux : le taux de non-conformité client et le respect des budgets.
39. Résultats
Le tableau ci-dessous ne reprend que les chiffres des 3 métiers retenus pour cette étude (machines spéciales, moules et outillages, prototypes), soit un échantillon de 21 entreprises sur 41.
ENQUÊTE DE PERFORMANCE J
Résultats des sites actifs sur l'unitaire K
21 Réponses (assiette) L
Unités
2013 2014 2013 2014 5° cent 95°cent
Md€ 136 137 21
Nombre 981 970 20
Effectif intérimaire moyen sur l'année Nombre 78 80 20
1 % 10,0 9,1 1,1 1,0 0 38 0 40 0 16
2 %CA 2,2 1,2 0,7 0,7 0,0 4,1 0,0 15,0 0,0 17
3 Nb 67 74 22 25 3 279 170 0 98 10
4 % 69,6 70,2 69,0 72,6 50 82 85 48 84 7
5 k€ / m² 2,3 2,5 1,6 1,7 0,9 5,8 25,7 0,4 9,5 16
6 k€ / pers 68 68 68 61 48 100 110 30 100 15
7 k€ / pers 129 137 127 131 69 208 440 60 360 21
8 % 99 99 95 95 86 117 85 130 85 15
9 Minutes 27 31 30 30 14 48 10 500 12 3
10 % 82 85 84 87 50 100 100 30 98 15
11 Nb 6,9 6,6 5,0 4,5 2,2 13,9 20 0 12 8
12 Nb 15,7 17,0 0,0 0,0 0,0 75,0 0 90 0 20
13 Nb 0,13 0,47 0,00 0,00 0,00 2,70 0,0 5,2 0,0 20
14 % 2,2 2,8 1,7 2,8 0,0 5,1 0,0 8,0 1,0 20
15 %MS 1,4 1,7 1,1 1,5 0,0 4,0 5,0 0,0 3,6 20
16 %CA 3,7 3,6 1,9 2,0 0,0 18,2 14 0 11 19
17 %CA #DIV/0! #DIV/0! ######## ######## 0 0 0 0
2015
Nb de
sites(1)
Ex
ce
lle
nc
e
MédianeP
rog
rès
si
2014Indicateurs de performance
Voir définitions selon le type d'activité, sur votre fichier
Plages de
vraisemblance
J L
Moyenne(2)
Effectif inscrit total (CDI + CDD)
Favorable
Quasi stable
Défavorable
Taux de non-conformité client
Coût des rebuts et retouches (non qualité interne)
Chiffre d'affaires (ou prix de cession)
To
tau
x
Investissements corporels sur 3 ans
Performance environnementale
Suggestions par personne par an
Accidentalité - Taux de fréquence
Accidentalité - Taux de gravité
Absentéisme maladie agents
Dépenses de formation / masse salariale
Rotation des stocks totaux
Taux de rendement synthétique
Utilisation des surfaces
Valeur ajoutée par personne (yc intérim)
Chiffre d'affaires par personne (yc intérim)
Respect des Budgets par la Réalisation
Temps de changement de fabrication
Taux de (bon) service
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 52
40. Évolution des indicateurs
L’étude confirme une fragilité de certains de ces indicateurs :
Les vocables sont trop teintés série : « non qualité client », « taux de service »… Bien que ces notions soient universelles, il faut trouver d’autres vocables.
Les indicateurs « non qualité client » (% de projets non recettés bons du premier coup) et « taux de service » (% de projets livrés en temps et en heure), retenus à ce stade dans l’enquête de performance, sont fragiles. Bien qu’éclairant deux enjeux majeurs, leur quantification est floue, car, pour tout client, il existe toujours un reste à faire, si maigre soit-il.
Pour le coût des rebuts et retouches, les sites valorisent leurs FNC. Mais, sur quels critères ouvrir une FNC et comment comptabiliser les items qui n’ont pas donné lieu à une FNC (gravité moindre, mais quid de leur fréquence) ?
Comment considérer, pour les moules et outillages notamment, la frontière entre la mise au point et les retouches ? La moyenne 2014 de la sous-catégorie machines spéciales, moules et outillages (19 sites) au sein de la population unitaire (31 sites) des répondants à l’enquête nationale 2014, donne un coût des rebuts et retouches moyen de 1,8%. Un tel score ne peut pas inclure la mise au point, même issue de la non qualité.
La rotation des stocks est peu probante dans ce métier où les en-cours gonflent le long des projets, pour disparaître en une seconde en fin de projet. Les stocks font donc du yoyo en permanence et c’est inhérent au métier.
Pour la même raison, le chiffre d’affaires (ratio CA par personne) fait toujours du yoyo, car, à 99,9% de son achèvement le 31 décembre, une affaire n’est pas vendue et ne le sera que le 2 janvier. Les évolutions d’une année sur l’autre sont donc sujettes à caution. Faut-il préférer la notion comptable de production ?
Les investissements corporels sont un faible enjeu, notamment dans la machine spéciale.
De même, pour le temps de changement de fabrication.
Comme première esquisse d’évolution des indicateurs, des entreprises recommandent d’introduire quelques indicateurs (en lieu et place d’autres) :
Taux de succès des offres.
Taux de service des fournisseurs.
Taux de service de la préparation des collections envers le montage.
Écart type des écarts au budget.
Un indicateur quantifiant la capacité des études à lisser ses livrables.
Taux de respect des budgets de mise au point (incluant la mise en service).
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 53
I. PRESENTATION DE QUELQUES OUTILS
Nous présentons ici quelques uns des outils de la performance qui sont évoqués dans le document. Le propos sera succinct, car il s’agit simplement de permettre au lecteur de comprendre ce dont il est question. Pour tout approfondissement, nous invitons le lecteur à se référer aux documents de référence, disponibles sur le marché.
Des illustrations sont proposées en annexe.
41. Gestion de projets
Voir annexes :
Revue de contrat
Suivi des données d’entrée
Suivi d’un plan d’action
Contrôle budgétaire
Bilan à fin d’affaire.
42. Critique collective du processus projet
Sur un papier kraft de quatre mètres de long, posé sur un mur, on trace le processus de conduite des affaires « officiel », celui qui est ou pourrait être transcrit dans le manuel qualité.
L’ensemble des collaborateurs sont chargés de critiquer, commenter et illustrer, par des étiquettes re-déposables de couleurs différentes, les éléments d’écart entre cette théorie et la réalité, de nommer les forces et les faiblesses, d’illustrer par un rappel à des cas vécus. Cette collecte se fait en quelques jours.
Il s’agit ensuite de photographier cette production, de classer les étiquettes et de les prioriser. Enfin, une restitution est faite en large réunion.
Voir deux illustrations en annexe.
43. FNC
On ouvre une Fiche de Non Conformité face à un dysfonctionnement (qualité, logistique…), pour :
Le curer et le sécuriser.
En quantifier le coût, en vue du calcul du coût de non-qualité du projet et de l’entreprise
En garder la mémoire (brique de base du bilan à fin d’affaire et de la capitalisation du savoir).
Voir un exemple en annexe.
44. 8D
Cet outil prolonge le travail fait sur une FNC. Il encadre le cheminement type de résolution profonde d’un problème, pour obtenir que l’analyse soit complète et fiable, et que les actions soient propres à le résoudre dans
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 54
son entièreté, définitivement, sur le fond. Ses items :
Actions curatives (à moins qu’elles soient mentionnées sur la FNC) : typiquement, retouches.
Actions correctives : systèmes anti erreur pour la prochaine fois où l’opération sera lancée (modification d’un plan…)
Actions préventives : extension du correctif à tous les cas similaires au sein de l’entreprise.
Actions transverses. Un dysfonctionnement est tout sauf anodin, il parle de l’organisation, il parle de nous, de notre culture et de notre management : comment se fait-il que nous, qui sommes des professionnels et qui sommes ISO, nous ayons pu entrer dans un tel écueil ? Dès lors, il faut traiter cet aspect sur le fond : une formation fragile chez untel, un organigramme flou, une fiche de poste mal comprise, un manuel d’assurance qualité fragile, un PDG trop peu engagé, une procédure trop molle, un pense bête du commercial incomplet, un casting inadéquat… Le patron est souvent la seule personne qui puisse avoir conscience de ce niveau.
Reversement dans la capitalisation de l’expérience.
Selon l’acuité des enjeux soulevés, un 8D pourra donc passer dans les mains de plusieurs niveaux hiérarchiques, de l’opérateur au patron (typiquement, pour le niveau transverse).
Voir un exemple en annexe.
45. QRQC
Quick Response Quality Control (au sens anglo-saxon du mot control, c’est-à-dire pilotage). L’outil fut inventé pour les problèmes qualité, mais il peut traiter une vaste palette de sujets.
De cet outil puissant, mais complexe et quasi normé, nous ne garderons que l’esprit (rapidité et pilotage) et le résumerons formellement à la résolution d’un problème par un plan d’action. C’est sur cette acception qu’il s’est répandu hors des donneurs d’ordres automobiles.
Pour nous ici, c’est un mode d’animation reprenant les caractéristiques saillantes qui conditionnent la puissance d’une démarche de progrès continu (genre 8D interactif et partagé sur le terrain) :
Voué à la résolution à chaud d’un problème constaté. À chaud, c'est-à-dire au moment où la chose est constatée, seul moment où tous les indices sont disponibles. Un travail a posteriori entraînerait une perte d’éléments clés.
Focalisé sur la rapidité de résolution.
Mu par l’exigence : on explicite la cause racine (outil « 5 pourquoi »), l’action curative, l’action préventive et l’action transverse.
Utilisé sur le terrain, pour obtenir la mobilisation collective autour de la philosophie de l’excellence opérationnelle et afin que le « client » interne du travail de résolution garde la main et reçoive des comptes sur les promesses faites par les services support. Il faut, en effet, camper sur le terrain pour y observer les événements, qui sont les vrais pilotes du chantier : nous pensons savoir mais, en vérité, nous ne savons pas ; le terrain, lui, sait. Il revient aux faits, non aux avis, de guider le travail. Ceux qui savent le plus sur les dysfonctionnements sont ceux qui les vivent : leur vision est acérée et leurs suggestions, judicieuses.
Formalisé sur un tableau, qui est le lieu où réfléchit le groupe de travail ad ‘hoc. Près du poste de travail, on met un tableau à feuilles détachables, un problème par page, avec un onglet collé qui dépasse des pages non encore soldées.
A la fin du projet, consultation du tableau en réunion de bilan. On peut ensuite remplacer les bonnes pages par son 8D, à but de classement.
Voir un exemple en annexe.
46. EDI
L’Échange de Données Informatisé est universel dans le monde de la grande distribution et dans la série automobile. Il s’agit du dialogue entre les GPAO des couples clients / fournisseurs.
Les entreprises de l’unitaire sont concernées dans leurs liens avec les fournisseurs matures en logistique (stockistes, transporteurs…) Elles peuvent ainsi envoyer automatiquement en mode « push » une nomenclature
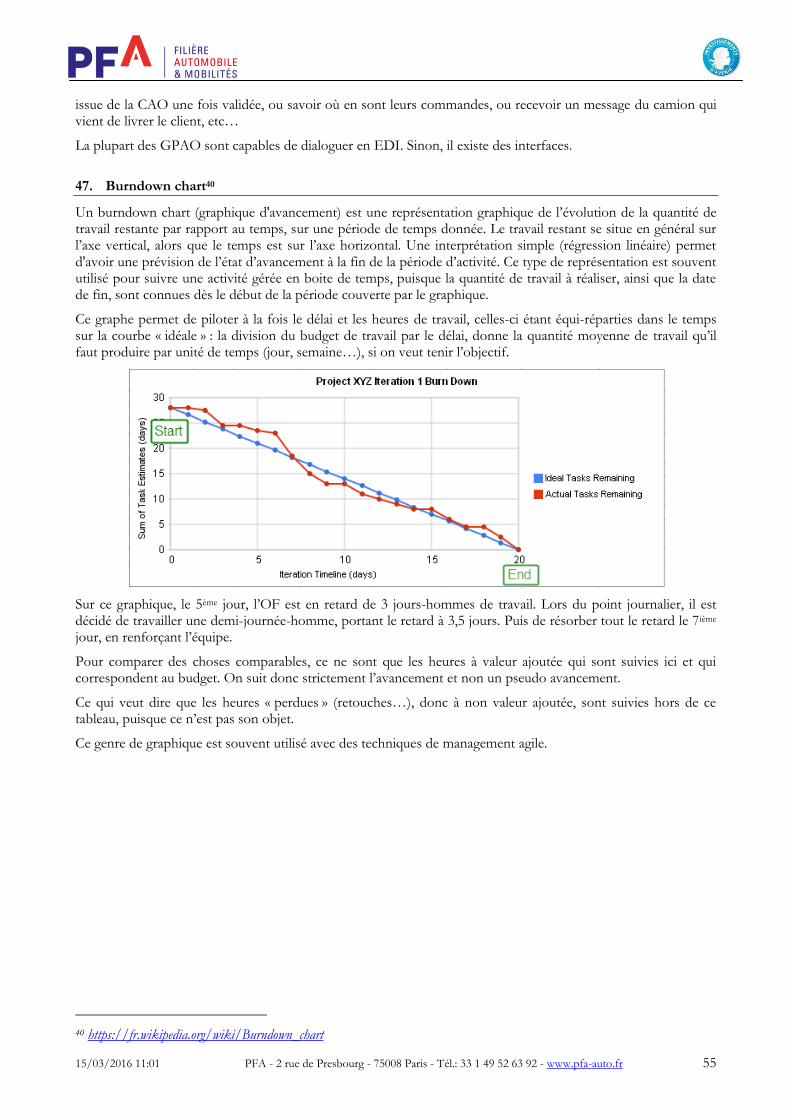
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 55
issue de la CAO une fois validée, ou savoir où en sont leurs commandes, ou recevoir un message du camion qui vient de livrer le client, etc…
La plupart des GPAO sont capables de dialoguer en EDI. Sinon, il existe des interfaces.
47. Burndown chart40
Un burndown chart (graphique d'avancement) est une représentation graphique de l’évolution de la quantité de travail restante par rapport au temps, sur une période de temps donnée. Le travail restant se situe en général sur l’axe vertical, alors que le temps est sur l’axe horizontal. Une interprétation simple (régression linéaire) permet d'avoir une prévision de l’état d’avancement à la fin de la période d’activité. Ce type de représentation est souvent utilisé pour suivre une activité gérée en boite de temps, puisque la quantité de travail à réaliser, ainsi que la date de fin, sont connues dès le début de la période couverte par le graphique.
Ce graphe permet de piloter à la fois le délai et les heures de travail, celles-ci étant équi-réparties dans le temps sur la courbe « idéale » : la division du budget de travail par le délai, donne la quantité moyenne de travail qu’il faut produire par unité de temps (jour, semaine…), si on veut tenir l’objectif.
Sur ce graphique, le 5ème jour, l’OF est en retard de 3 jours-hommes de travail. Lors du point journalier, il est décidé de travailler une demi-journée-homme, portant le retard à 3,5 jours. Puis de résorber tout le retard le 7ième jour, en renforçant l’équipe.
Pour comparer des choses comparables, ce ne sont que les heures à valeur ajoutée qui sont suivies ici et qui correspondent au budget. On suit donc strictement l’avancement et non un pseudo avancement.
Ce qui veut dire que les heures « perdues » (retouches…), donc à non valeur ajoutée, sont suivies hors de ce tableau, puisque ce n’est pas son objet.
Ce genre de graphique est souvent utilisé avec des techniques de management agile.
40 https://fr.wikipedia.org/wiki/Burndown_chart
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 56
J. PARADIGME DES AFFAIRES UNITAIRES AU SEIN DE LA FILIERE AUTOMOBILE EN FRANCE
Si traiter ce sujet n’est pas dans la demande, c’est au cœur des conditions de pérennité des acteurs de l’unitaire et cela, de façon plus prégnante que pour la série. Ce sujet est revenu en boucle lors des entretiens.
Contexte général
La profession sait que des travaux la concernant ont été menés dans les premières années de la PFA. Mais elle sait aussi que ces travaux n’ont produit que peu de concret et que « cela provient en grande partie de ce que la logique d’achat déployée par les donneurs d’ordres n’a pas pu être bougée », alors même que c’était une possibilité acceptée au départ. Par exemple, des propositions concrètes ont été émises par les participants, dont les techniciens des constructeurs, mais elles n’ont pas pu être testées par des actions pilotes.
Il ne s’agit pas ici de parler des conditions tarifaires dans le rapport entre fournisseurs en unitaire et donneurs d’ordres. Il s’agit de parler de la façon dont les projets sont conduits par les donneurs d’ordres et qui apparait en partie chaotique. Cela dessert leur performance, mais, les projets n’étant pas l’essentiel de leur activité, l’impact est moindre chez eux que chez leurs fournisseurs, les projets étant toute l’activité de ces derniers. Il semble que les donneurs d’ordres ne progressent pas dans la gestion de leurs projets, voire, régressent au fil des années, ne serait-ce que parce leurs techniciens se raréfient. Cela participe (mais il y a aussi des causes internes) à la grande dispersion de la rentabilité des affaires de notre échantillon. Au sein de celui-ci :
Deux filiales de groupes sont peu menacées par ces deux écueils. Non seulement parce qu’elles ont développé un parfait professionnalisme, mais aussi parce qu’elles ont leurs entrées au plus haut niveau chez leurs clients : l’échange ne porte donc pas sur des « bouts de ficelle » et les acteurs projets et achats des clients se gardent de semer des pièges, que ce soit par mégarde ou par calcul.
L’autre filiale de groupe est allée moins loin, mais, par son professionnalisme à l’état de l’art, elle a réussi à construire une relation d’une grande robustesse avec les techniciens des clients, à haut niveau. Le contenu de la relation porte sur la stratégie technologique du client et sur la conduite des projets. Cela lui permet de particulièrement bien maîtriser les risques.
Les PME, en revanche, sont soumises à tous les vents et marées et le verbatim est saisissant. Les risques sont un flot continu et les PME dépensent une énergie considérable, ne serait-ce qu’à les identifier.
Nous ne restituerons pas tout ce qui fut dit, dans ces entretiens, sur le sujet du paradigme B2B et qui est une préoccupation majeure des dirigeants. Seuls, quelques verbatim seront livrés ou reformulés.
La concurrence chinoise, ou les handicaps induits par la législation
Précaution : l’offre à bas coûts évolue rapidement et il se peut que certains des propos à suivre, même vrais, soient désuets, au moins en partie.
Le dialogue client - outilleur est inversé entre les PME outilleurs français et les outilleurs chinois :
Le client qui achète un outil en Chine doit payer l’entièreté du prix avant l’embarquement. Étant coincé en qualité, il doit ensuite aller au bout, quel que soit le prix de la mise au point. Ce faisant, le client est contraint à l’excellence (en Lean, nous disons que le client « profite » d’un niveau d’eau très bas).
Le client qui achète son outil en France ne paye que s’il considère que c’est bon à l’issue de la mise au point. C’est donc l’outilleur qui n’a d’autre choix que d’aller au bout, quel que soit le prix à payer. Ce confort que se donne le client le fait se contredire du point de vue de ce qu’il dit faire sur le Lean quant au « niveau de l’eau » et, in fine, au global, le dessert lui aussi.
Verbatim : « Les Chinois font un outil et font une première pièce, nécessairement non conforme au plan. On peut toujours faire une pièce. Mais, comme l’outil ne partira pas sans le chèque, le chèque arrive. Donc, le client sait se contenter d'un outil qui fait des pièces non au plan. Dans les mêmes conditions, je sais faire 20 à 30% moins cher, moi aussi. »
Les avis sont que les choses ne sont pas faciles non plus pour nos PME qui s’installent en Chine : « La Chine s'étant mise à taxer les bureaux de représentation à 40%, nous avons fermé le nôtre. Les traders en outillages montent en puissance, car, payés par les moulistes chinois, ils ne sont pas taxés. »
Tout cela pousse la profession à devenir suiveuse : « L'Eldorado des moulistes en France est désormais de faire de la maintenance et de la réparation, voire de la MAP d'outils faits en pays à bas coûts. » Sauf que les outilleurs à bas coûts montent en compétence et muteront un jour vers notre modèle. En outre, ils commencent à s’installer sur notre
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 57
sol pour prendre la MAP en main.
Les prestations réellement issues des pays à bas coûts
Beaucoup de choses sont dites, vraies ou fausses. Pour objectiver les choses, il faudrait présenter le réel des prestations à la communauté.
Qui a déjà vu un atelier chinois type ? Un hall de 100m, rempli de fraiseuses 5 axes dernier cri et travaillant 24/24 en 7/7.
La différence d’attitude entre les clients allemands et les clients français
Les grands donneurs d’ordres41 allemands sont décrits comme beaucoup plus pragmatiques que les français, ce qui se traduit, pour le fournisseur, par des coûts d’obtention bien moindre.
Par exemple, le coût d’obtention des offres. Un fournisseur explique que :
10% du temps qu’il consacre à tel constructeur français l’est sur les offres42, cela provenant, chez ce client, de choix mal ficelés43 et d’une absence de consensus entre les techniciens et les acheteurs. « Les gens sont nombreux à décider, ils ont peur de le faire, ils se protègent et sont sur le dépenser moins, ce qui est un leurre au bout du compte. Car ils perdent plus en coûts indirects que ce qu’ils gagnent en coût direct. »
Ce ratio est de 3% seulement pour les constructeurs « purs » allemands. « Ils sont francs, ils savent ce qu’ils veulent, ils sont précis et concis, quitte à se faire aider par le fournisseur, qu’ils ont choisi au départ, pour définir ce qui ne l’est pas encore. Ils peuvent ainsi choisir le fournisseur en fonction du panel des prix d'une liste de fonctions, puis construire le projet avec lui, donc le prix, en confiance. »
Ce grand écart :
Se retrouve dans les prix « nous coefficientons en conséquence. »
Pourrait se répercuter sur la stratégie : « nous envisageons de passer moins de temps ici et plus là bas. »
Autre exemple, le coût d’obtention de la qualité des projets. D’après cette entreprise :
0% de recettes prononcées bonnes du premier coup avec un constructeur non « pur » allemand
80% avec un constructeur « pur » allemand, « chez qui on sent une volonté d’aller de l'avant. »
Dernier exemple : cette TPE de l’outillage, homologuée en rang 1 chez un constructeur « pur » allemand.
L’échantillon renvoie des clients français l’image d’organisations bureaucratiques44, au sein desquelles prime le réflexe de non responsabilité face aux risques, ceux-ci étant couverts par des coussins à tous les niveaux (une prestation « urgentissime » dormira dans l’atelier du client une fois livrée) et par des logiques floues de la part des services achats (le mot « entourloupes » fut prononcé à plusieurs reprises). Les patrons de PME se trouvent alors dans une situation absurde, dans laquelle il leur apparait qu’ils sont plus motivés à servir les intérêts profonds du client que ne le sont les collaborateurs de celui-ci.
Une conséquence est la dramatique raréfaction des offreurs du métier en France depuis quinze ans, alors qu’en Allemagne, le tissu reste dense.
Le fouillis de cahiers des charges
Les cahiers des charges envoyés par les donneurs d’ordres sont des liasses standards, quels que soient les besoins et les offreurs à qui ils les adressent. Voyons un cas réel de consultation observé en visite chez une PME dont la taille moyenne des contrats est modeste (75k€) :
La liasse remise fait 600 pages : que la consultation porte sur une ligne de production entière ou sur une
41 La différence est très nette pour ce qui concerne les constructeurs. Pour ce qui concerne les rangs 1, la différence est moins nette, les rangs 1 allemands ayant des attitudes très différentes selon les raisons sociales.
42 « Récemment, six mois de consultation pour une offre de faible montant. »
43 « Il arrive même qu’on nous dise que c’est à nous de vérifier que le cahier des charges est correct et que si nous ne le faisons pas, c’est tant pis pour nous. »
44 Selon une filiale de groupe : « La sous-technicité, la lenteur décisionnelle et le "y a qu'à, faut qu'on" qui peuple les échanges entre le R0 et le R1 ont un impact sur le délai du R2 de l’unitaire. »
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 58
petite fonction dans une machine, la liasse remise est identique.
La liasse est un maquis où il faut trouver toutes les informations utiles. Nulle indication de l'usine concernée dans le monde. Les plans des objets sont génériques et les cotes qui concernent le besoin ne sont pas identifiées au milieu de dizaines d'autres. Pour spécifier un bouton de commande sur un poste, on envoie le plan de l’usine.
Si la prise de connaissance de la liasse était facturée, il faudrait la valoriser à 20k€, ce qui est supérieur au prix de nombreuses prestations. Cette dépense se retrouve dans les taux de toutes les entreprises consultées. Sans compter le danger de non qualité inhérent à la mauvaise lecture d’informations foisonnantes.
Le paysage concurrentiel national
Les outilleurs en France ne sont plus qu’une poignée, ce qui pose la question de l’autonomie technologique du pays et du support de proximité aux centres de R&D. Or, à chaque fois que l’un disparait, ce n’est pas un CA qu’un autre récupère. . « Lorsqu’un client essaie de trouver une solution en France en répartissant le lot chez untel et untel et qu’il n’y arrive pas, il finit par mettre tout le lot en Chine. »
L’intérêt de tous est donc la préservation des concurrents45, ce qui pose la question de savoir comment ils se situent les uns par rapport aux autres. Comment travailler en intelligence raisonnée ?
Les conditions de paiement
Les modalités de paiement en France sont, encore aujourd’hui, à l’égard des PME de l’unitaire, largement léonines, quoi qu’on en dise. Les moules et outillages partent de chez le fournisseur avec des paiements effectués à hauteur de 50 à 70% seulement. Les autres versements sont, de facto, au bon vouloir du client, car c’est lui qui maîtrise la définition de la pièce à obtenir. Le client affirme qu’il ne pourra se prononcer sur l’acceptabilité de l’outil que lorsqu’il aura frappé assez de pièces. Mais, quand le fera-t-il, sur quels critères et après quelles modifications de sa pièce ?
Ainsi, des mois, voire une année, s’écoulent.
Voyons le cas observé en visite dans une PME, d’un petit dossier autour de… 15k€ vendu à un major. Premier paiement dès le début du travail et dernier paiement… trois ans après la livraison. Coût administratif pour les deux parties ? « Dans trois ans, nous devrons aller présenter à quelqu’un qui ne sera pas au courant suite au turn over, les éléments propres à obtenir le dernier paiement d’un contrat minuscule. »
La faisabilité technique
Les témoignages mentionnent une errance du lien technique B2B dans notre pays. Exemple des outils d’emboutissage :
Les techniciens du client en emboutissage savent, dès le départ d’une conception, qu’atteindre certaines définitions pourrait s’avérer impossible. Face à eux, une bonne fluidité du processus de convergence vers la mise en conformité incontournable du plan avec le meilleur résultat obtenu, est en terrain favorable. Avec le 100% maquette virtuelle (en virtuel, tout est possible), la nouvelle rareté des techniciens compétents et les impulsions des acheteurs, il est imposé à l’outilleur un jusqu’auboutisme obtus. Cela n’empêche pas qu’in fine, il faut bien se mettre au pratique. Mais le paiement au fournisseur, lui, ne se fait pas au même délai et ses frais de mise au point ne sont pas les mêmes.
Par ailleurs, avec l’enrichissement des caractéristiques des aciers et la diminution des experts chez les clients, ceux-ci ne s’engagent plus sur les caractéristiques des aciers, qui sont pourtant essentielles pour définir un outil. Les clients mutent le risque matériaux chez les outilleurs, alors que ce sont les clients qui choisissent l’acier, l’achètent et en vérifient les caractéristiques. L’outilleur reste donc, pendant tout le projet, la proie d’un risque majeur face auquel il est démuni.
La sur-qualité supposée des solutions développées par les fournisseurs nationaux
Les solutions développées correspondent-elles au juste nécessaire pour le client, longévité comprise ? Ce sujet est une bouteille à encre des débats au sein de la profession.
Dans la négociation du prix, le client prétend souvent vouloir des outils capables de faire moins de pièces et qui
45 La vallée de l’Arve ne serait pas ce qu’elle est face au monde entier, sans le regroupement d’une masse critique de concurrents frontaux, qui savent à la fois se combattre sur tels champs et coopérer sur tels autres.

15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 59
soient donc moins chers. Mais, plus que la quantité à produire, ce qui fait le prix d’un outil, c’est l’exigence de la pièce et la répétabilité. La quantité à produire influe, mais peu.
Verbatim : « La question de la longévité des moules est un miroir aux alouettes. Les clients nous disent souvent : "j'ai peu de pièces à faire, il me faut un moule pas cher". Nous proposons donc un concept au moins cher. Mais ensuite, dans 100% des cas, le client demande de rajouter des choses à cette proposition, bien entendu à iso prix. Le problème est la divergence entre les achats et les usines, chacun ayant ses intérêts à défendre. ».
De toute façon, selon une autre PME, « L’outillage, donc la technologie et la qualité de la production dans le temps, ne deviennent-elles pas, pour les clients en France, une préoccupation de second plan ? N’est-ce pas en effet une conséquence induite dans la logique de l’achat de l’outillage par le prix des pièces ? »
Une de nos filiales de groupe trace la voie : « Pour nos ventes intra groupe, la question du juste nécessaire est plus politiquement correcte qu’en externe. Moins de jeu du chat et de la souris et, donc, élaboration interactive d'un cahier des charges plus « juste nécessaire », dont nous rêvons pouvoir faire bénéficier à nos clients externes. »
Les techniciens des donneurs d’ordres sont évidemment d’accord avec ces points de vue, mais, les acheteurs ? La balle serait donc dans le camp des clients. Chiche ?
La cascade
L’acteur de rang 1 a une place compliquée et c’est un casse tête pour ses fournisseurs. Lorsqu’un R1 prend un contrat :
Dans de nombreux métiers, notamment pour les pièces « propriétaire »46, le R1 est contraint dans la définition du produit : il est alors un simple sous traitant d’objets sur lesquels il n’a pas de mandat pour les faire évoluer si nécessaire. Or, nous savons que le prix de revient d’un procédé tient souvent aux détails de la définition de la pièce, ceux-ci conditionnant la productivité de celui-là, voire sa faisabilité même.
La marge est souvent faible eu égard à l’état de l’art à date de la signature (pari sur les gains de productivité futurs)47.
Le temps s’est écoulé et il est déjà en retard.
Le processus décisionnel est alors invraisemblable et ce sont les PME de l’unitaire qui en payent le prix fort, étant transformées en variables d’ajustement de logiques qui les dépassent.
Les ventes internes dans le métier des moules
Pour sélectionner les moulistes de l’échantillon, nous avons privilégié des acteurs tournés vers le marché, plutôt que des départements d’entreprises de la série tournés vers les cessions internes. Ceux-ci évoluent en effet dans le brouillard. Deux témoignages :
Pour le premier, l’économie du moule lui-même est une notion floue et « ce qui importe, c’est de servir la production en apportant un moule au point, le jour prévu. ».
Pour le second, « la difficulté est plus sur les outils vendus à l’extérieur que sur ceux qui seront ensuite appelés à produire chez nous car alors, nous arbitrons sur le prix des pièces. »
Dans ces entreprises, il semble que ce qui compte, ce soit la marge sur les pièces, quitte à faire un compromis sur le prix de revient des moules, par exemple en acceptant plus facilement une inflation des exigences. Sauf que le client final ne signant pas d’engagement de volume, c’est un pari hasardeux en rentabilité globale et un poids sur la trésorerie. Le second témoin est pourtant averti : il fut impliqué dans le fiasco de l’Avantime.
Dans la mesure où, en France, la majorité des moulistes sont adossés à une production interne, comment les intéresser à un saut de performance, puisqu'ils ne sont pas confrontés au marché dans son exigence ? En tout état de cause, l’action de soutien devra donc servir tout autant les départements d’entreprises de la série, parce qu’ils représentent un volume important et parce qu’ils renferment un gisement de progrès significatif en valeur relative.
46 Typiquement, les pièces de style, versus un objet quasi propre au R1, comme un alternateur.
47 D’une génération à la suivante, les fonctions voient leur valeur fondre, ce qui permet de financer de nouvelles prestations, tout en maîtrisant le coût global du véhicule.

15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 60
La taille critique
Une question que nos industriels se posent. De facto en unitaire en règle générale, les tailles sont minuscules.
Les idées reçues
Un verbatim parmi d’autres : « Sur le marché, des moulistes travaillent et donnent la matière gratuitement. Il ne faut pas me dire que c’est par l’excellence opérationnelle qu’ils réussissent. » Ce genre d’affirmation, commun chez les moulistes48, n’est pas étayé par des faits et, de toute façon, ne saurait être représentatif du marché, hors quelques coups qu’un mouliste peut faire ici ou là, pour entrer chez un client ou pour vendre au coût marginal plus, une fois ses frais fixes couverts (chacun en effet est libre de sa stratégie). Pour autant qu’elles soient avérées, il ne s’agirait alors pas de ventes au rabais, qui seraient létales, mais de ventes opportunes, donc d’investissements en vue d’un gain futur, invisible pour la personne extérieure.
Un mouliste de notre échantillon, mature s’il en est, apporte un point de vue différent : « Certains segments du métier sont à gros risques, comme le nôtre. Les écarts d’interprétation des cahiers des charges peuvent donner des prix de revient allant du simple au double, conduisant à des gamelles retentissantes ici et là. »
Il ne faut pas mésestimer ses adversaires, car cela conduit à éluder les bonnes questions à se poser, ce qui est toujours dommageable à terme. Question clé : quel est le vrai prix d’un outil ou d’une machine ?
48 Ils sont nombreux à le dire, donc, où sont ceux qui sont désignés ?

15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 61
K. ANNEXES

15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 62
48. Remerciements
Nous remercions ceux qui ont permis cette étude.
Les entreprises :
AC AUTOMATION 25
ACTEMIUM 68
ARETEC 62
ATN 68
CERO 85
CMO 41
DIMECO ALLIPRESSE 25
DREAMTECH 31
GALLEZ 62
GEICO TAIKISHA 25
GUILLEMIN 21
HIMBERT TECHNOLOGIES 62
LASER CHEVAL 25
OTM 79
SECOME 67
SMOM (FSD - SNOP) 85
TECHNI OUTILLAGES 76
VISIONIC HERMES 76
Les ARIA.
Le syndicat professionnel FIM Métaux en Feuilles.
Le groupe de travail unitaire du CPI de la PFA :
Ce groupe de travail s’est notamment appuyé sur les résultats de l’enquête de performance industrielle 2014 de la PFA et sur trois comptes rendus de visites d’étalonnage organisées au bénéfice de PME bourguignonnes de l’unitaire en 2010, auprès d’entités ayant conduit une profonde transformation de leur modèle industriel.
Nom Prénom Fonction Entité Vocation entité
DELOULME Laurent Directeur Technique et IndustrielFabricom Systèmes
d'AssemblageLignes et robots d'assemblage
DEGRACIA Frédéric Consultant, ex PSA Actual ConseilParcours opérationnel dans des PME de l'unitaire, puis un long
passage chez PSA, sur l'excellence industrielle
FETTIG Patricia Pilote des programmes Lean PME PerfoEst ARIA
GLEVAREC Gérard Consultant PFA Appui à la filière automobile
REZEL Dominique Responsable Achat Prototypes PSA Direction des Achats, Poissy
FOURNIER Frédéric Consultant pour PerfoEst 2Fconsult Appui à la filière automobile
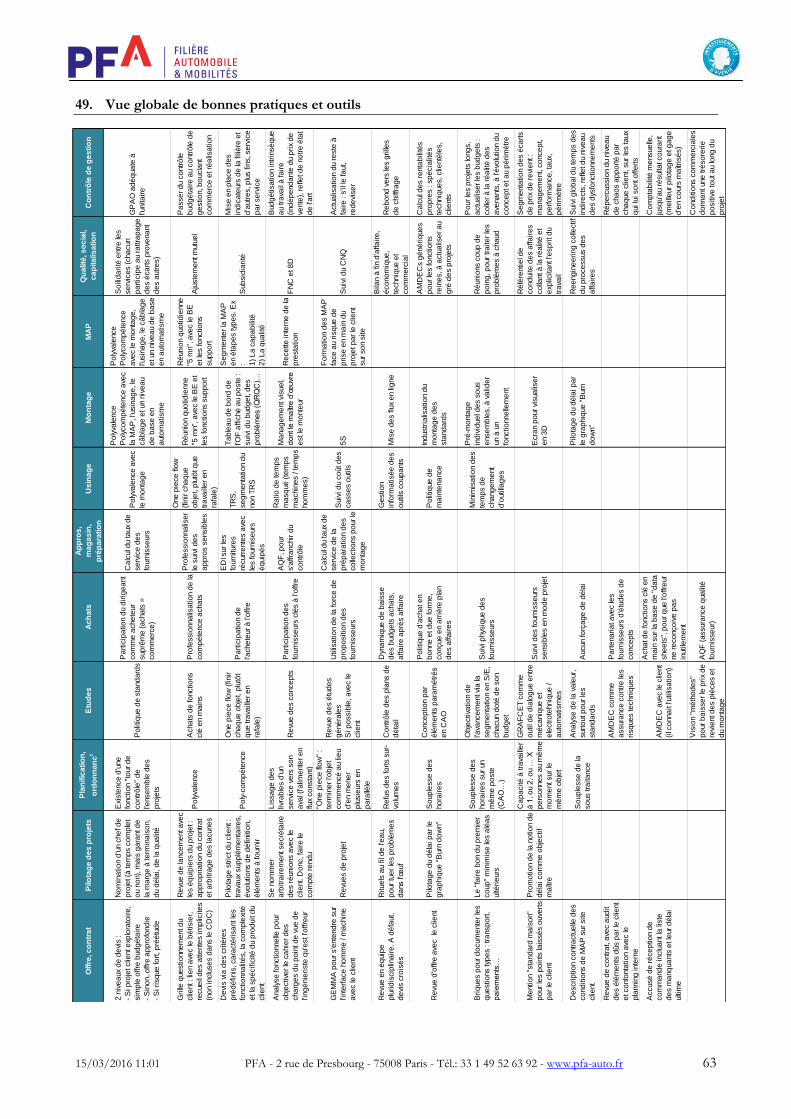
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 63
49. Vue globale de bonnes pratiques et outils
Off
re, c
on
tra
tP
ilo
tag
e d
es
pro
jets
Pla
nif
ica
tio
n,
ord
on
na
nc
tE
tud
es
Ac
ha
ts
Ap
pro
s,
ma
ga
sin
,
pré
pa
rati
on
Us
ina
ge
Mo
nta
ge
MA
PQ
ua
lité
, s
oc
ial,
ca
pit
alis
ati
on
Co
ntr
ôle
de
ge
sti
on
2 n
ive
aux
de
de
vis :
- S
i p
roje
t clie
nt e
xplo
rato
ire
,
sim
ple
offre
bud
gé
tair
e
- S
ino
n, o
ffre
ap
pro
fond
ie
- S
i ri
sq
ue
fo
rt, p
réé
tud
e
No
min
atio
n d
'un c
he
f d
e
pro
jet (à
te
mp
s c
om
ple
t
ou n
on),
ma
is g
ara
nt d
e
la m
arg
e à
te
rmin
ais
on,
du d
éla
i, d
e la
qua
lité
Exi
ste
nce
d'u
ne
fonctio
n "
tour
de
co
ntr
ôle
" d
e
l'ense
mb
le d
es
pro
jets
Po
litiq
ue
de
sta
nd
ard
s
Pa
rtic
ipa
tio
n d
u d
irig
ea
nt
co
mm
e a
che
teur
sup
rêm
e (
acha
ts =
co
mm
erc
e)
Ca
lcul d
u ta
ux
de
se
rvic
e d
es
fourn
isse
urs
Po
lyva
lence
ave
c
le m
onta
ge
Po
lyva
lence
Po
lyco
mp
éte
nce
ave
c
la M
AP
, l'u
sin
ag
e, le
câ
bla
ge
et un n
ive
au
de
ba
se
en
auto
ma
tism
e
Po
lyva
lence
Po
lyco
mp
éte
nce
ave
c le
mo
nta
ge
,
l'usin
ag
e, le
câ
bla
ge
et un n
ive
au d
e b
ase
en a
uto
ma
tism
e
So
ilid
ari
té e
ntr
e le
s
se
rvic
es (
cha
cun
pa
rtic
ipe
au r
attra
pa
ge
de
s é
ca
rts p
rove
na
nt
de
s a
utr
es)
GP
AO
ad
éq
ua
te à
l'unita
ire
Gri
lle q
ue
stio
nne
me
nt d
u
clie
nt : lie
n a
vec le
bé
tisie
r,
recue
il d
es a
tte
nte
s im
plic
ite
s
(no
n inclu
se
s d
ans le
CD
C)
Re
vue
de
lance
me
nt a
vec
les é
quip
iers
du p
roje
t :
ap
pro
pri
atio
n d
u c
ontr
at
et a
rbitra
ge
de
s la
cune
s
Po
lyva
lence
Acha
ts d
e fo
nctio
ns
clé
en m
ain
s
Pro
fessio
nna
lisa
tio
n d
e la
co
mp
éte
nce
acha
ts
Pro
fessio
nna
lise
r
le s
uiv
i d
es
ap
pro
s s
ensib
les
One
pie
ce
flo
w
(fin
ir c
ha
que
ob
jet, p
lutô
t q
ue
tra
vaill
er
en
rafa
le)
Ré
unio
n q
uo
tid
ienne
"5 m
n",
ave
c le
BE
et
les fo
nctio
ns s
up
po
rt
Ré
unio
n q
uo
tid
ienne
"5 m
n",
ave
c le
BE
et le
s fo
nctio
ns
sup
po
rt
Aju
ste
me
nt m
utu
el
Pa
sse
r d
u c
ontr
ôle
bud
gé
tair
e a
u c
ontr
ôle
de
ge
stio
n, b
oucla
nt
co
mm
erc
e e
t ré
alis
atio
n
De
vis v
ia d
es c
ritè
res
pré
dé
finis
, ca
racté
risa
nt le
s
fonctio
nna
lité
s, la
co
mp
lexi
té
et la
sp
écific
ité
du p
rod
uit d
u
clie
nt
Pilo
tag
e s
tric
t d
u c
lient :
tra
vaux
sup
plé
me
nta
ire
s,
évo
lutio
ns d
e d
éfinitio
n,
élé
me
nts
à fo
urn
ir
Po
ly-c
om
pé
tence
One
pie
ce
flo
w (
finir
cha
que
ob
jet, p
lutô
t
que
tra
vaill
er
en
rafa
le)
Pa
rtic
ipa
tio
n d
e
l'ache
teur
à l'
offre
ED
I sur
les
fourn
iture
s
récurr
ente
s a
vec
les fo
urn
ise
urs
éq
uip
és
TR
S,
se
gm
enta
tio
n d
u
no
n T
RS
Ta
ble
au d
e b
ord
de
l'OF
affic
hé
au p
oste
:
suiv
i d
u b
ud
ge
t, d
es
pro
blè
me
s (
QR
QC
)…
Se
gm
ente
r la
MA
P
en é
tap
es typ
es. E
x
: 1)
La
ca
pa
bili
té
2)
La
qua
lité
Sub
sid
iari
té
Mis
e e
n p
lace
de
s
ind
ica
teurs
de
la fili
ère
et
d'a
utr
es, p
lus fin
s, se
rvic
e
pa
r se
rvic
e
Ana
lyse
fo
nctio
nne
lle p
our
ob
jective
r le
ca
hie
r d
es
cha
rge
s d
u p
oin
t d
e v
ue
de
l'ing
énie
riste
qu'e
st l'o
ffre
ur
Se
no
mm
er
arb
itra
ire
me
nt se
cré
tair
e
de
s r
éunio
ns a
vec le
clie
nt. D
onc, fa
ire
le
co
mp
te r
end
u
Lis
sa
ge
de
s
livra
ble
s d
'un
se
rvic
e v
ers
so
n
ava
l (l'a
lime
nte
r e
n
flux
co
nsta
nt)
Re
vue
de
s c
once
pts
Pa
rtic
ipa
tio
n d
es
fourn
isse
urs
clé
s à
l'o
ffre
AQ
F, p
our
s'a
ffra
nchir
du
co
ntr
ôle
Ra
tio
de
te
mp
s
ma
sq
ué
(te
mp
s
ma
chin
es / te
mp
s
ho
mm
es)
Ma
na
ge
me
nt vi
sue
l,
do
nt le
ma
ître
d'œ
uvr
e
est le
mo
nte
ur
Re
ce
tte
inte
rne
de
la
pre
sta
tio
nF
NC
et 8
D
Bud
gé
tisa
tio
n intr
insè
que
au tra
vail
à fa
ire
(ind
ép
end
ante
du p
rix
de
vente
), r
efle
t d
e n
otr
e é
tat
de
l'a
rt
GE
MM
A p
our
s'e
nte
nd
re s
ur
l'inte
rfa
ce
ho
mm
e / m
achin
e
ave
c le
clie
nt
Re
vue
s d
e p
roje
t
"One
pie
ce
flo
w"
:
term
ine
r l'o
bje
t
co
mm
encé
au li
eu
d'e
n m
ene
r
plu
sie
urs
en
pa
rallè
le
Re
vue
de
s é
tud
es
gé
né
rale
s
Si p
ossib
le, a
vec le
clie
nt
Utilis
atio
n d
e la
fo
rce
de
pro
po
sitio
n d
es
fourn
isse
urs
Ca
lcul d
u ta
ux
de
se
rvic
e d
e la
pré
pa
ratio
n d
es
co
llectio
ns p
our
le
mo
nta
ge
Suiv
i d
u c
oût d
es
ca
sse
s o
utils
5S
Fo
rma
tio
n d
es M
AP
face
au r
isq
ue
de
pri
se
en m
ain
du
pro
jet p
ar
le c
lient
sur
so
n s
ite
Suiv
i d
u C
NQ
Actu
alis
atio
n d
u r
este
à
fair
e : s
'il le
fa
ut,
red
evi
se
r
Re
vue
en é
quip
e
plu
rid
iscip
lina
ire
. A
dé
faut,
de
vis c
rois
és
Ritue
ls a
u fil
de
l'e
au,
po
ur
tue
r le
s p
rob
lèm
es
da
ns l'
œuf
Re
fus d
es fo
rts s
ur-
volu
me
s
Co
ntr
ôle
de
s p
lans d
e
dé
tail
Dyn
am
ique
de
ba
isse
de
s b
ud
ge
ts a
cha
ts,
affa
ire
ap
rès a
ffa
ire
Ge
stio
n
info
rma
tisé
e d
es
outils
co
up
ants
Mis
e d
es flu
x e
n li
gne
Bila
n à
fin
d'a
ffa
ire
,
éco
no
miq
ue
,
techniq
ue
et
co
mm
erc
ial
Re
bo
nd
ve
rs le
s g
rille
s
de
chiffr
ag
e
Re
vue
d'o
ffre
ave
c le
clie
nt
Pilo
tag
e d
u d
éla
i p
ar
le
gra
phiq
ue
"B
urn
do
wn"
So
up
lesse
de
s
ho
rair
es
Co
nce
ptio
n p
ar
élé
me
nts
pa
ram
étr
és
en C
AO
Po
litiq
ue
d'a
cha
t e
n
bo
nne
et d
ue
fo
rme
,
co
nçue
en a
rriè
re p
lan
de
s a
ffa
ire
s
Po
litiq
ue
de
ma
inte
na
nce
Ind
ustr
ialis
atio
n d
u
mo
nta
ge
de
s
sta
nd
ard
s
AM
DE
Cs g
éné
riq
ue
s
po
ur
les fo
nctio
ns
rein
es, à
actu
alis
er
au
gré
de
s p
roje
ts
Ca
lcul d
es r
enta
bili
tés
pro
pre
s : s
pé
cia
lité
s
techniq
ue
s, clie
ntè
les,
clie
nts
Bri
que
s p
our
do
cum
ente
r le
s
que
stio
ns typ
es : tra
nsp
ort
,
pa
iem
ents
…
Le
"fa
ire
bo
n d
u p
rem
ier
co
up
" m
inim
ise
les a
léa
s
ulté
rie
urs
So
up
lesse
de
s
ho
rair
es s
ur
un
mê
me
po
ste
(CA
O…
)
Ob
jectiva
tio
n d
e
l'ava
nce
me
nt vi
a la
se
gm
enta
tio
n e
n S
/E,
cha
cun d
oté
de
so
n
bud
ge
t
Suiv
i p
hys
ique
de
s
fourn
isse
urs
Min
imis
atio
n d
es
tem
ps d
e
cha
ng
em
ent
d'o
utilla
ge
s
Pré
-mo
nta
ge
ind
ivid
ue
l de
s s
ous
ense
mb
les, à
va
lide
r
un à
un
fonctio
nne
llem
ent
Ré
unio
ns c
oup
de
po
ing
, p
our
tra
ite
r le
s
pro
blè
me
s à
cha
ud
Po
ur
les p
roje
ts lo
ng
s,
actu
alis
er
les b
ud
ge
ts :
co
ller
à la
ré
alit
é d
es
ave
na
nts
, à
l'é
volu
tio
n d
u
co
nce
pt e
t a
u p
éri
mè
tre
Me
ntio
n "
sta
nd
ard
ma
iso
n"
po
ur
les p
oin
ts la
issé
s o
uve
rts
pa
r le
clie
nt
Pro
mo
tio
n d
e la
no
tio
n d
e
dé
lai co
mm
e o
bje
ctif
ma
ître
Ca
pa
cité
à tra
vaill
er
à 1
, o
u 2
, o
u …
X
pe
rso
nne
s a
u m
êm
e
mo
me
nt sur
le
mê
me
ob
jet
GR
AF
CE
T c
om
me
outil d
e d
ialo
gue
entr
e
mé
ca
niq
ue
et
ele
ctr
ote
hniq
ue
/
auto
ma
tism
es
Suiv
i d
es fo
urn
isse
urs
se
nsib
les e
n m
od
e p
roje
t
Ecra
n p
our
visua
lise
r
en 3
D
Ré
fére
ntie
l de
co
nd
uite
de
s a
ffa
ire
s
co
llant à
la r
éa
lité
et
exp
licita
nt l'e
sp
rit d
u
tra
vail
Se
gm
enta
tio
n d
es é
ca
rts
de
pri
x d
e r
evi
ent :
ma
na
ge
me
nt, c
once
pt,
pe
rfo
rma
nce
, ta
ux,
pé
rim
ètr
e
De
scri
ptio
n c
ontr
actu
elle
de
s
co
nd
itio
ns d
e M
AP
sur
site
clie
nt
So
up
lesse
de
la
so
us tra
ita
nce
Ana
lyse
de
la v
ale
ur,
surt
out p
our
les
sta
nd
ard
s
Aucun fo
rça
ge
de
dé
lai
Pilo
tag
e d
u d
éla
i p
ar
le g
rap
hiq
ue
"B
urn
do
wn"
Re
eng
ine
eri
ng
co
llectif
du p
roce
ssus d
es
affa
ire
s
Suiv
i g
lob
al d
u te
mp
s d
es
ind
ire
cts
, re
flet d
u n
ive
au
de
s d
ysfo
nctio
nne
me
nts
Re
vue
de
co
ntr
at, a
vec a
ud
it
de
s é
lém
ents
dûs p
ar
le c
lient
et co
nfo
nta
tio
n a
vec le
pla
nnin
g inte
rne
AM
DE
C c
om
me
assura
nce
co
ntr
e le
s
risq
ue
s te
chniq
ue
s
Pa
rte
na
ria
t a
vec le
s
fourn
isse
urs
d'é
tud
es d
e
co
nce
pts
Ré
pe
rcussio
n d
u n
ive
au
de
cha
os a
pp
ort
é p
ar
cha
que
clie
nt, s
ur
les ta
ux
qui lu
i so
nt o
ffe
rts
Accusé
de
ré
ce
ptio
n d
e
co
mm
and
e inclu
ant la
liste
de
s m
anq
ua
nts
et le
ur
dé
lai
ulti
me
AM
DE
C a
vec le
clie
nt
(il c
onna
it l'
utilis
atio
n)
Acha
t d
e fo
nctio
ns c
lé e
n
ma
in s
ur
la b
ase
de
"d
ata
she
ets
", p
our
que
l'o
ffre
ur
ne
re
co
nço
ive
pa
s
inutile
me
nt
Co
mp
tab
ilité
me
nsue
lle,
jusq
u'a
u r
ésulta
t co
ura
nt
(me
ille
ur
pilo
tag
e e
t g
ag
e
d'e
n c
ours
ma
îtris
és)
Vis
ion "
mé
tho
de
s"
po
ur
ba
isse
r le
pri
x d
e
revi
ent d
es p
ièce
s e
t
du m
onta
ge
AQ
F (
assura
nce
qua
lité
fourn
isse
ur)
Co
nd
itio
ns c
om
me
rcia
les
do
nna
nt une
tré
so
reri
e
po
sitiv
e to
ut a
u lo
ng
du
pro
jet
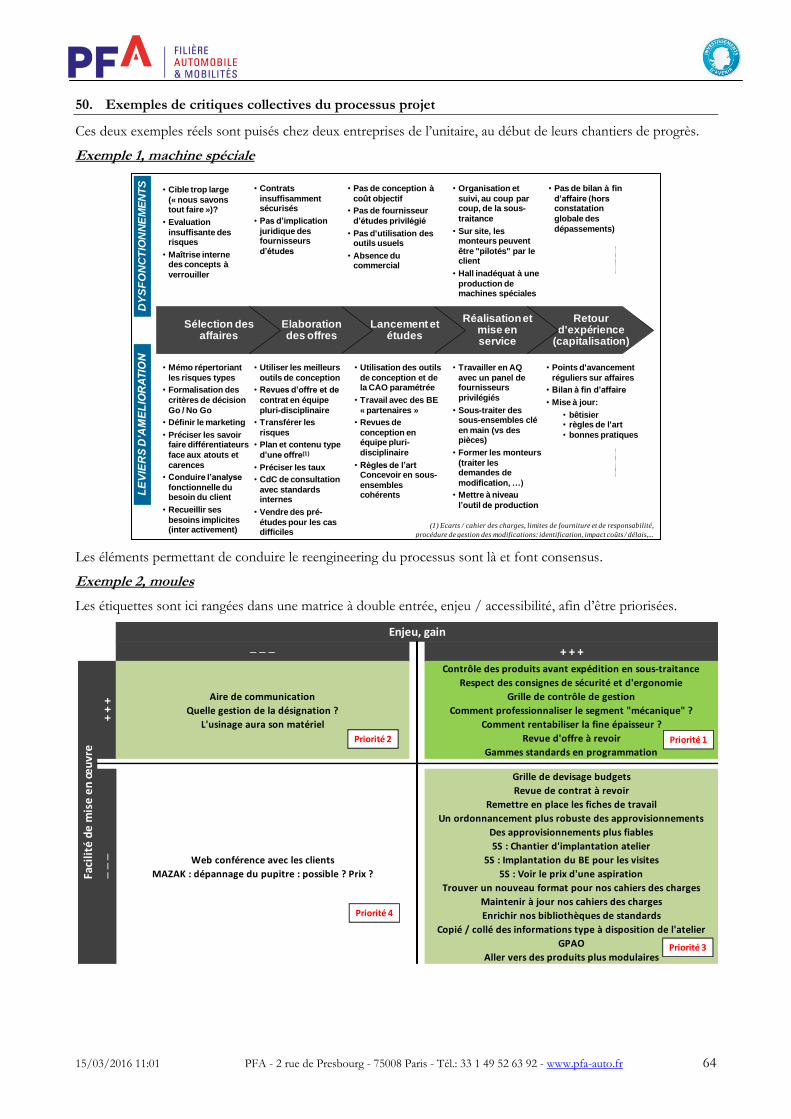
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 64
50. Exemples de critiques collectives du processus projet
Ces deux exemples réels sont puisés chez deux entreprises de l’unitaire, au début de leurs chantiers de progrès.
Exemple 1, machine spéciale
Les éléments permettant de conduire le reengineering du processus sont là et font consensus.
Exemple 2, moules
Les étiquettes sont ici rangées dans une matrice à double entrée, enjeu / accessibilité, afin d’être priorisées.
DY
SF
ON
CT
ION
NE
ME
NT
S
• Cible trop large
(« nous savons tout faire »)?
• Evaluation
insuffisante des risques
• Maîtrise interne des concepts à
verrouiller
• Contrats
insuffisamment sécurisés
• Pas d’implication
juridique des fournisseurs
d’études
• Pas de conception à
coût objectif
• Pas de fournisseur
d’études privilégié
• Pas d'utilisation des outils usuels
• Absence du commercial
• Organisation et
suivi, au coup par coup, de la sous-
traitance
• Sur site, les monteurs peuvent
être "pilotés" par le client
• Hall inadéquat à une
production de machines spéciales
• Pas de bilan à fin
d’affaire (hors constatation
globale des
dépassements)
LE
VIE
RS
D’A
ME
LIO
RA
TIO
N
J
L
• Mémo répertoriant
les risques types
• Formalisation des
critères de décision
Go / No Go
• Définir le marketing
• Préciser les savoir faire différentiateurs
face aux atouts et
carences
• Conduire l’analyse
fonctionnelle du besoin du client
• Recueillir ses
besoins implicites (inter activement)
• Utiliser les meilleurs
outils de conception
• Revues d’offre et de
contrat en équipe
pluri-disciplinaire
• Transférer les
risques
• Plan et contenu type
d’une offre(1)
• Préciser les taux
• CdC de consultation
avec standards internes
• Vendre des pré-
études pour les cas difficiles
(1) Ecarts / cahier des charges, limites de fourniture et de responsabilité,
procédure de gestion des modifications: identification, impact coûts / délais,...
• Utilisation des outils
de conception et de la CAO paramétrée
• Travail avec des BE
« partenaires »
• Revues de
conception en équipe pluri-
disciplinaire
• Règles de l’art Concevoir en sous-
ensembles cohérents
• Travailler en AQ
avec un panel de fournisseurs
privilégiés
• Sous-traiter des sous-ensembles clé
en main (vs des pièces)
• Former les monteurs
(traiter les demandes de
modification, …)
• Mettre à niveau
l’outil de production
• Points d'avancement
réguliers sur affaires
• Bilan à fin d’affaire
• Mise à jour:
• bêtisier• règles de l'art
• bonnes pratiques
Retour d'expérience
(capitalisation)
Réalisation et mise en service
Lancement et études
Elaboration des offres
Sélection des affaires
─ ─ ─ + + +
Contrôle des produits avant expédition en sous-traitance
Respect des consignes de sécurité et d'ergonomie
Aire de communication Grille de contrôle de gestion
Quelle gestion de la désignation ? Comment professionnaliser le segment "mécanique" ?
L'usinage aura son matériel Comment rentabiliser la fine épaisseur ?
Revue d'offre à revoir
Gammes standards en programmation
Grille de devisage budgets
Revue de contrat à revoir
Remettre en place les fiches de travail
Un ordonnancement plus robuste des approvisionnements
Des approvisionnements plus fiables
5S : Chantier d'implantation atelier
Web conférence avec les clients 5S : Implantation du BE pour les visites
MAZAK : dépannage du pupitre : possible ? Prix ? 5S : Voir le prix d'une aspiration
Trouver un nouveau format pour nos cahiers des charges
Maintenir à jour nos cahiers des charges
Enrichir nos bibliothèques de standards
Copié / collé des informations type à disposition de l'atelier
GPAO
Aller vers des produits plus modulaires
─ ─
─
Enjeu, gain
+ +
+
Faci
lité
de
mis
e e
n œ
uvr
e
Priorité 1
Priorité 3
Priorité 2
Priorité 4
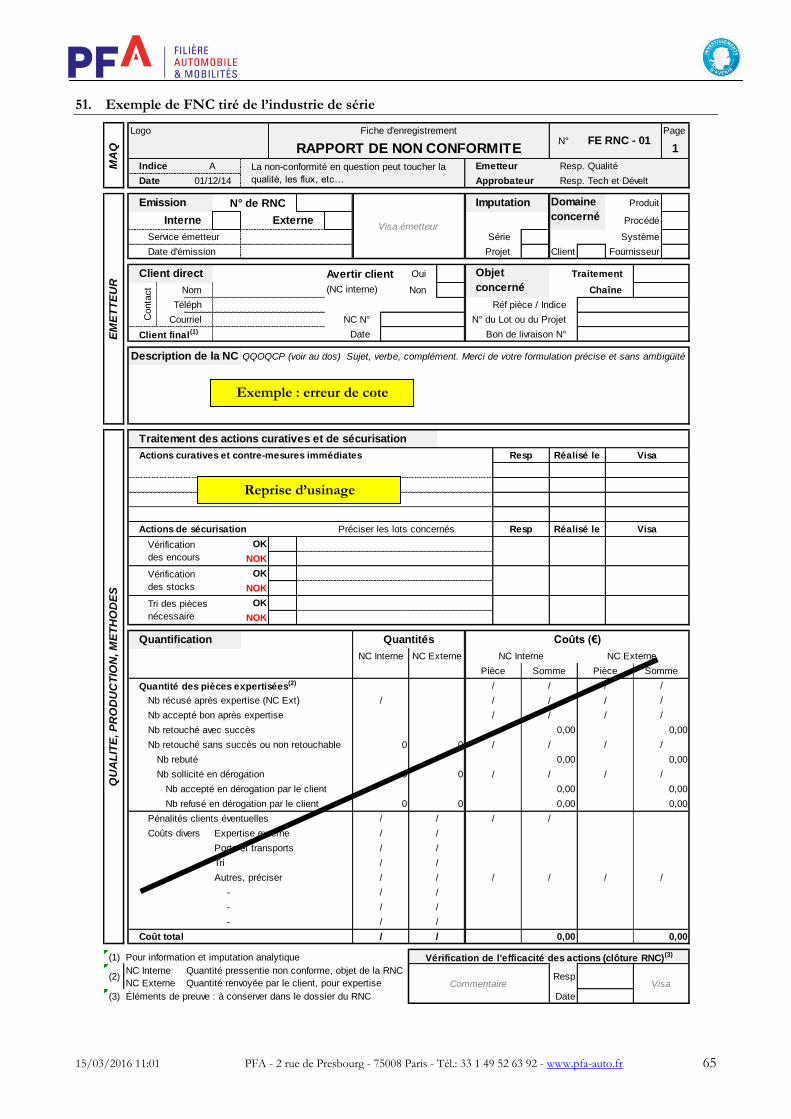
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 65
51. Exemple de FNC tiré de l’industrie de série
Logo Page
1
N° de RNC Produit
Procédé
Série Système
Projet Client Fournisseur
Avertir client Oui
Nom (NC interne) Non
Téléph
Courriel
Client final(1)
QQOQCP (voir au dos) Sujet, verbe, complément. Merci de votre formulation précise et sans ambigüité
OK
NOK
OK
NOK
OK
NOK
NC Externe
Quantité des pièces expertisées(2)
Nb récusé après expertise (NC Ext)
Nb accepté bon après expertise
Nb retouché avec succès
Nb retouché sans succès ou non retouchable
Nb rebuté
Nb sollicité en dérogation
Nb accepté en dérogation par le client
Nb refusé en dérogation par le client
Pénalités clients éventuelles
Coûts divers Expertise externe
Ports et transports
Tri
Autres, préciser
-
-
-
Coût total
(1) Pour information et imputation analytique
NC Interne Quantité pressentie non conforme, objet de la RNC
NC Externe Quantité renvoyée par le client, pour expertise
(3) Éléments de preuve : à conserver dans le dossier du RNC Date
VisaCommentaire
Vérification de l'efficacité des actions (clôture RNC)(3)
Resp
/
/
/
/
/
/
QU
AL
ITE
, P
RO
DU
CT
ION
, M
ET
HO
DE
S
Imputation
/
/
/
/
0,00
/
0,00
/
0,00
0,00
0,00
Description de la NC
(2)
// 0,00 0,00
/
/
/
/ /
/
/
/
/
/
/
0,00
/
0,00
/
0,00
0
/
/
0
0
/
/
/
/
0
0
0
/
/
/
/
/
/
/
Quantification Quantités
NC Interne NC Externe NC Interne
Coûts (€)
Somme Somme
//
/
PiècePièce
/
/
Actions curatives et contre-mesures immédiates
Actions de sécurisation
Vérification
des stocks
Tri des pièces
nécessaire
Vérification
des encours
Préciser les lots concernés Réalisé leResp Visa
Resp Réalisé le Visa
Traitement des actions curatives et de sécurisation
MA
QE
ME
TT
EU
R
Objet
concerné
Traitement
Chaîne
Réf pièce / Indice
N° du Lot ou du Projet
Bon de livraison N°
Conta
ct
Date
NC N°
Emetteur
Approbateur
N°Fiche d'enregistrement
RAPPORT DE NON CONFORMITEFE RNC - 01
Domaine
concernéVisa émetteur
A
01/12/14
La non-conformité en question peut toucher la
qualité, les flux, etc…
Externe
Resp. Qualité
Resp. Tech et Dévelt
Interne
Emission
Client direct
Indice
Date
Service émetteur
Date d'émission
Exemple : erreur de cote
Reprise d’usinage
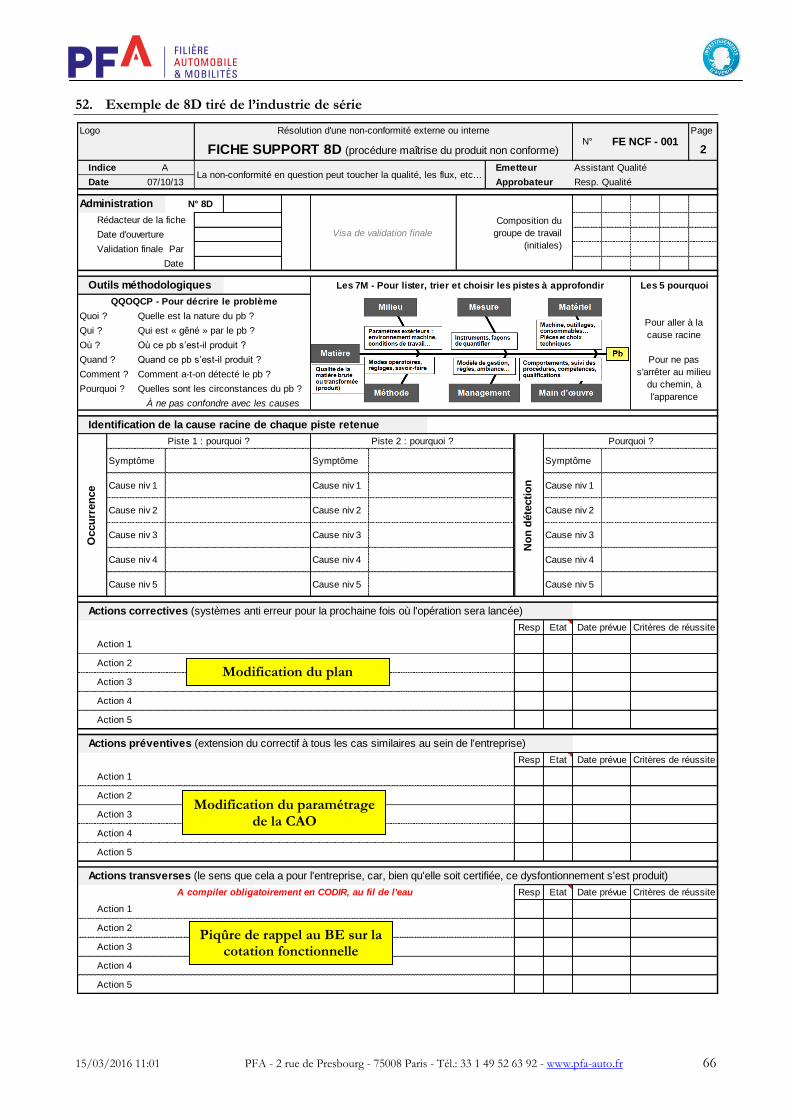
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 66
52. Exemple de 8D tiré de l’industrie de série
Logo Page
2
Emetteur Assistant Qualité
Approbateur Resp. Qualité
N° 8D
Rédacteur de la fiche
Date d'ouverture
Validation finale Par
Date
Quelle est la nature du pb ?
Qui est « gêné » par le pb ?
Où ce pb s’est-il produit ?
Quand ce pb s’est-il produit ?
Comment a-t-on détecté le pb ?
Quelles sont les circonstances du pb ?
À ne pas confondre avec les causes
Symptôme Symptôme Symptôme
Cause niv 1 Cause niv 1 Cause niv 1
Cause niv 2 Cause niv 2 Cause niv 2
Cause niv 3 Cause niv 3 Cause niv 3
Cause niv 4 Cause niv 4 Cause niv 4
Cause niv 5 Cause niv 5 Cause niv 5
Resp Etat
Action 1
Action 2
Action 3
Action 4
Action 5
Resp Etat
Action 1
Action 2
Action 3
Action 4
Action 5
Resp Etat
Action 1
Action 2
Action 3
Action 4
Action 5
A compiler obligatoirement en CODIR, au fil de l'eau
Actions préventives (extension du correctif à tous les cas similaires au sein de l'entreprise)
N°
Indice A
Comment ?
Pourquoi ?
QQOQCP - Pour décrire le problème
Date
Composition du
groupe de travail
(initiales)
Administration
Quand ?
07/10/13La non-conformité en question peut toucher la qualité, les flux, etc...
Quoi ?
Qui ?
Visa de validation finale
Les 7M - Pour lister, trier et choisir les pistes à approfondir
FE NCF - 001Résolution d'une non-conformité externe ou interne
FICHE SUPPORT 8D (procédure maîtrise du produit non conforme)
Occu
rren
ce
Pour aller à la
cause racine
Pour ne pas
s'arrêter au milieu
du chemin, à
l'apparence
Les 5 pourquoiOutils méthodologiques
No
n d
éte
cti
on
Où ?
Piste 1 : pourquoi ? Piste 2 : pourquoi ?
Identification de la cause racine de chaque piste retenue
Pourquoi ?
Date prévue Critères de réussite
Actions correctives (systèmes anti erreur pour la prochaine fois où l'opération sera lancée)
Date prévue Critères de réussite
Date prévue Critères de réussite
Actions transverses (le sens que cela a pour l'entreprise, car, bien qu'elle soit certifiée, ce dysfontionnement s'est produit)
Modification du plan
Modification du paramétrage de la CAO
Piqûre de rappel au BE sur la cotation fonctionnelle
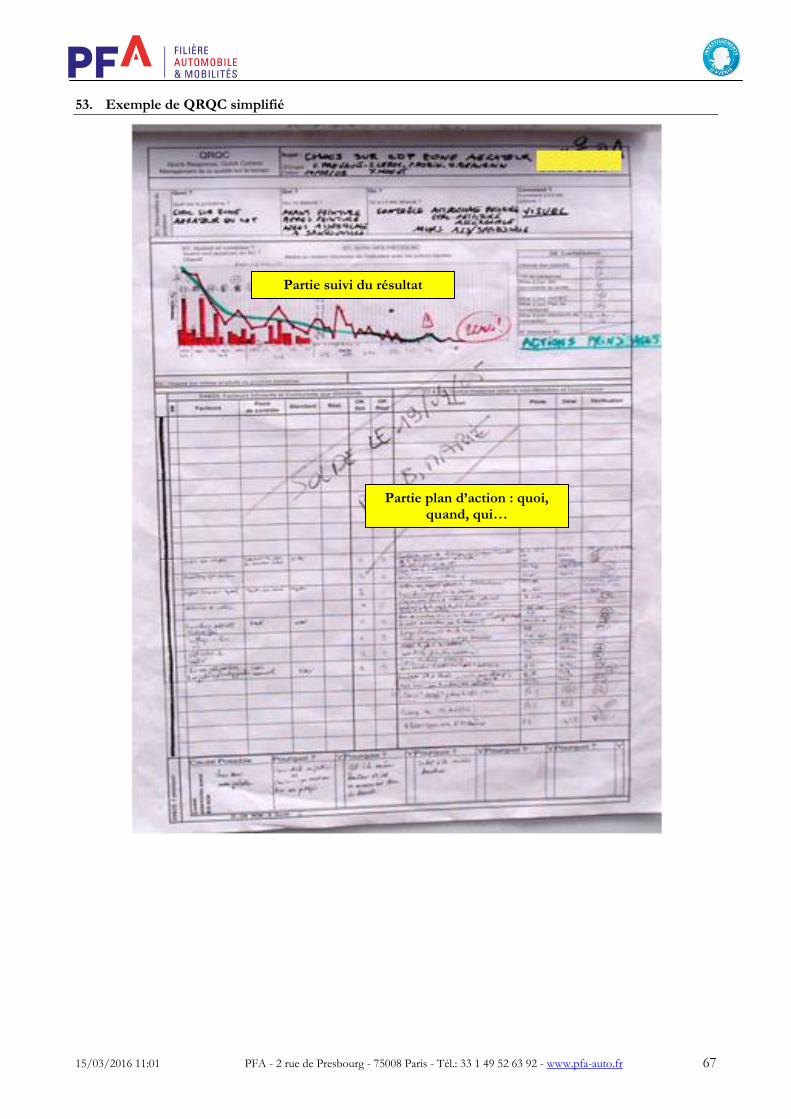
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 67
53. Exemple de QRQC simplifié
Partie plan d’action : quoi, quand, qui…
Partie suivi du résultat
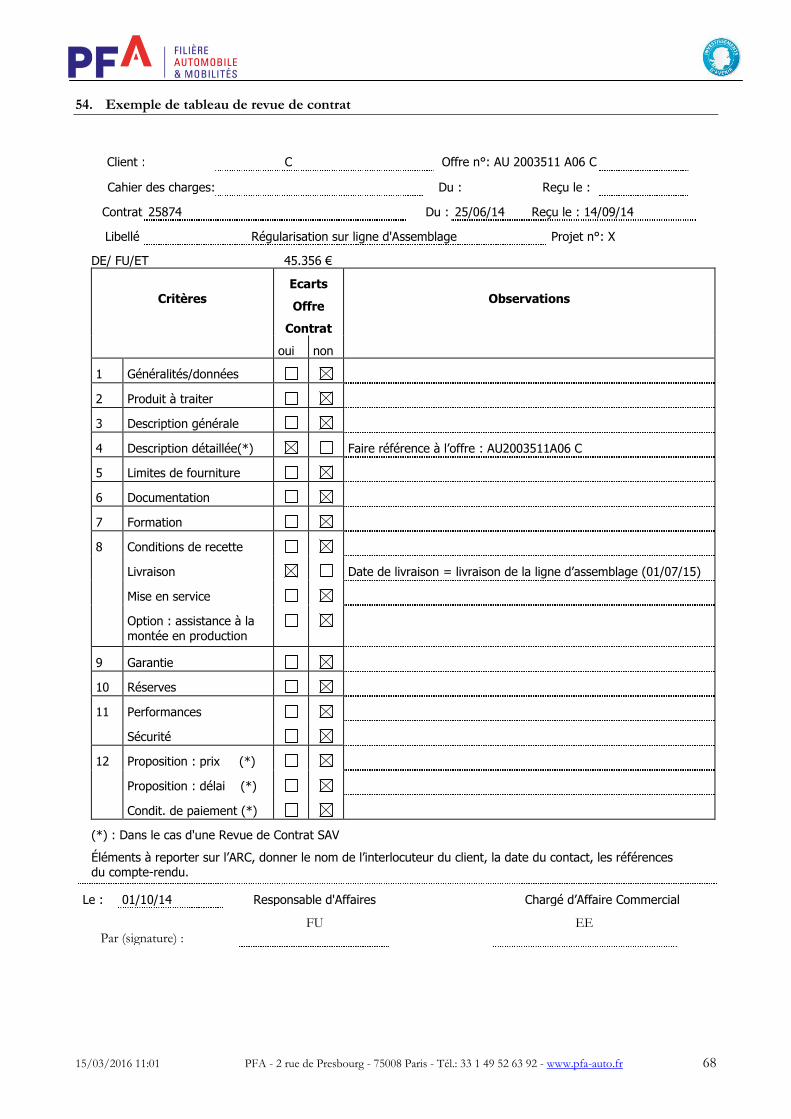
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 68
54. Exemple de tableau de revue de contrat
Client : C Offre n°: AU 2003511 A06 C
Cahier des charges: : Du : Reçu le :
Contrat : 25874 Du : 25/06/14 Reçu le : 14/09/14
Libellé : Régularisation sur ligne d'Assemblage Projet n°: X
DE/ FU/ET 45.356 €
Critères Ecarts
Offre
Contrat
Observations
oui non
1 Généralités/données
2 Produit à traiter
3 Description générale
4 Description détaillée(*) Faire référence à l’offre : AU2003511A06 C
5 Limites de fourniture
6 Documentation
7 Formation
8 Conditions de recette
Livraison Date de livraison = livraison de la ligne d’assemblage (01/07/15)
Mise en service
Option : assistance à la
montée en production
9 Garantie
10 Réserves
11
Performances
Sécurité
12
Proposition : prix (*)
Proposition : délai (*)
Condit. de paiement (*)
(*) : Dans le cas d'une Revue de Contrat SAV
Éléments à reporter sur l’ARC, donner le nom de l’interlocuteur du client, la date du contact, les références du compte-rendu.
Le : 01/10/14 Responsable d'Affaires Chargé d’Affaire Commercial
Par (signature) : FU EE
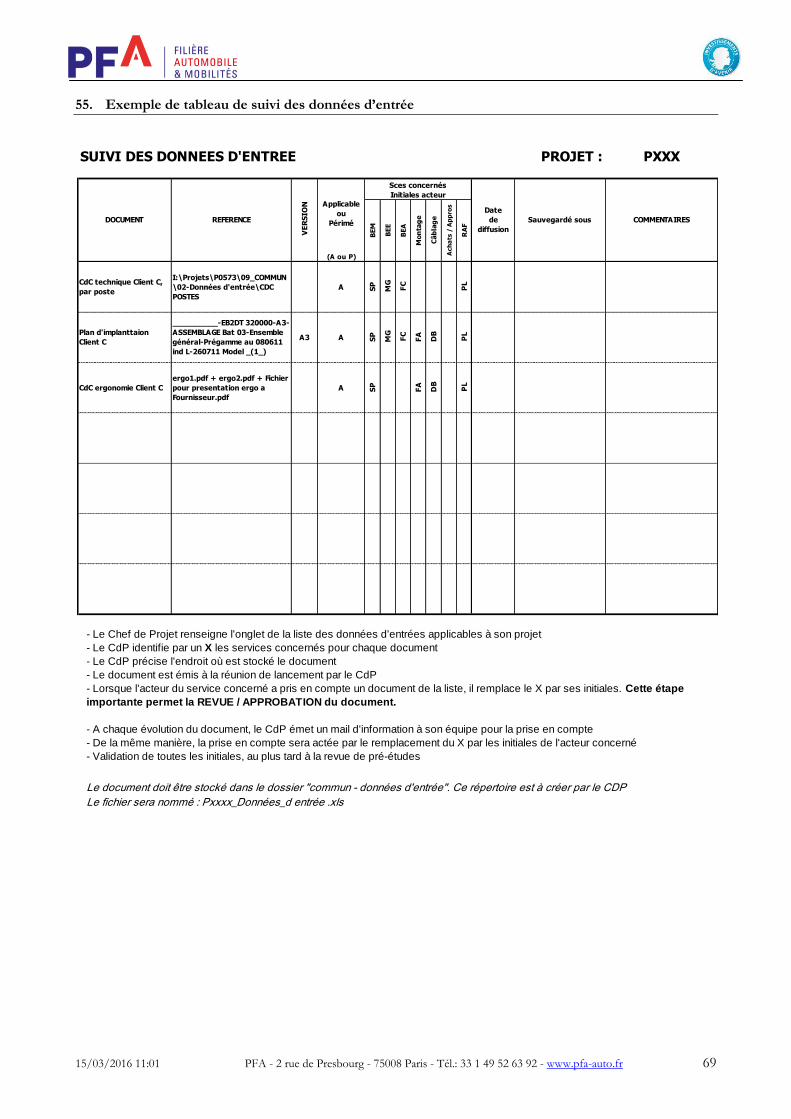
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 69
55. Exemple de tableau de suivi des données d’entrée
SUIVI DES DONNEES D'ENTREE PROJET : PXXX
(A ou P)
CdC technique Client C,
par poste
I:\Projets\P0573\09_COMMUN
\02-Données d'entrée\CDC
POSTES
A SP
MG
FC
PL
Plan d'implanttaion
Client C
__________-EB2DT 320000-A3-
ASSEMBLAGE Bat 03-Ensemble
général-Prégamme au 080611
ind L-260711 Model _(1_)
A3 A SP
MG
FC
FA
DB
PL
CdC ergonomie Client C
ergo1.pdf + ergo2.pdf + Fichier
pour presentation ergo a
Fournisseur.pdf
A SP
FA
DB
PL
Sauvegardé sous COMMENTAIRES
- Le Chef de Projet renseigne l'onglet de la liste des données d'entrées applicables à son projet
- Le CdP identifie par un X les services concernés pour chaque document
- Le CdP précise l'endroit où est stocké le document
- Le document est émis à la réunion de lancement par le CdP
- Lorsque l'acteur du service concerné a pris en compte un document de la liste, il remplace le X par ses initiales. Cette étape
importante permet la REVUE / APPROBATION du document.
- A chaque évolution du document, le CdP émet un mail d'information à son équipe pour la prise en compte
- De la même manière, la prise en compte sera actée par le remplacement du X par les initiales de l'acteur concerné
- Validation de toutes les initiales, au plus tard à la revue de pré-études
Le document doit être stocké dans le dossier "commun - données d'entrée". Ce répertoire est à créer par le CDP
Le fichier sera nommé : Pxxxx_Données_d entrée .xls
DOCUMENT REFERENCE
VE
RS
ION Applicable
ou
Périmé
BEA
Mon
tag
e
RA
F
Sces concernés
Initiales acteur
BEM
BEE
Câb
lag
e
Ach
ats
/ A
pp
ros
Date
de
diffusion
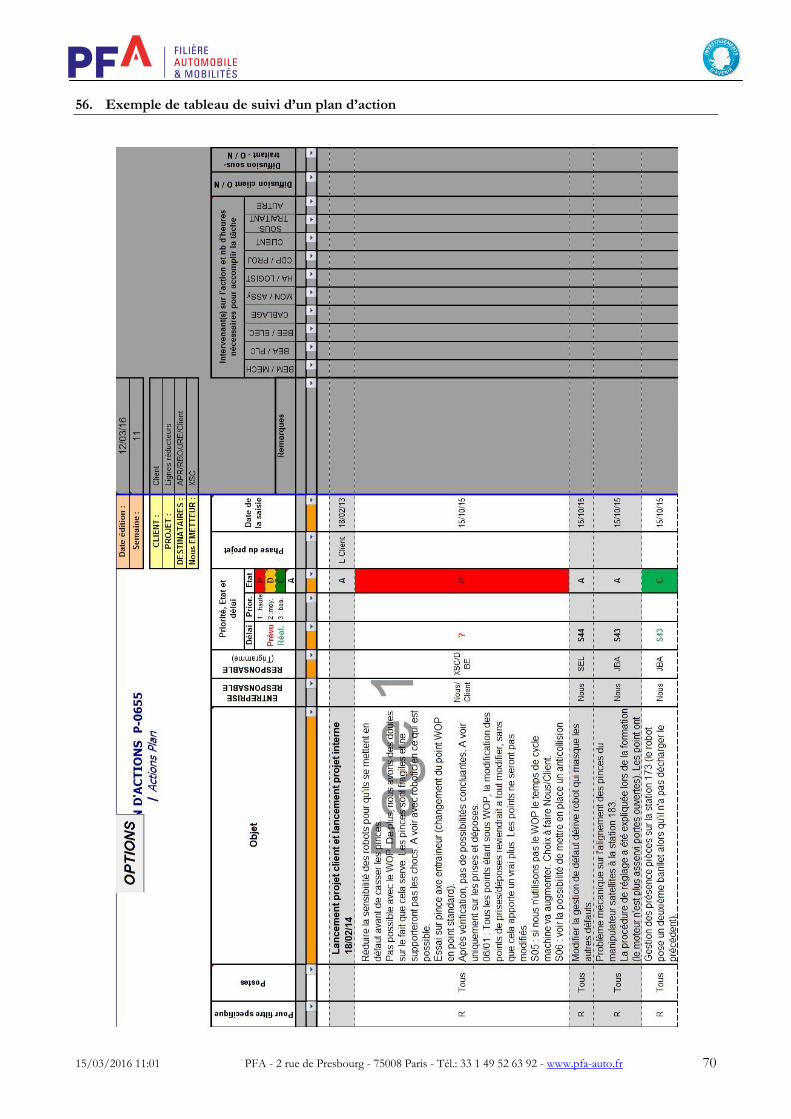
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 70
56. Exemple de tableau de suivi d’un plan d’action
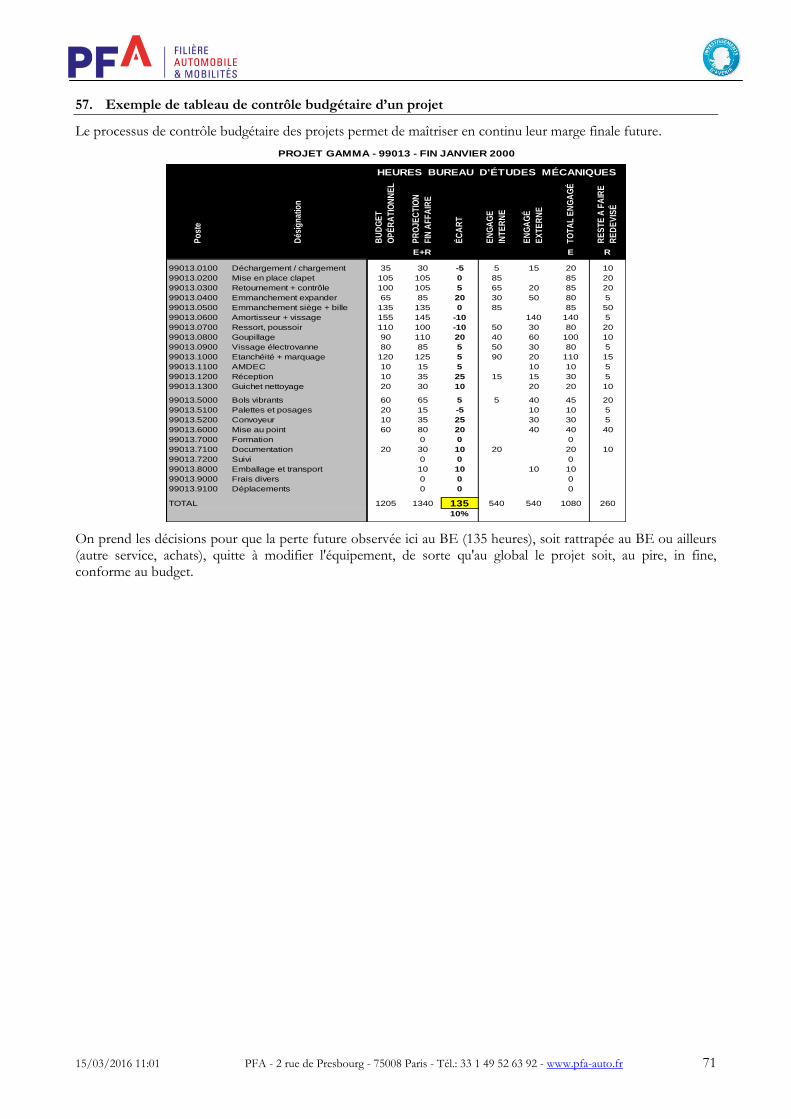
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 71
57. Exemple de tableau de contrôle budgétaire d’un projet
Le processus de contrôle budgétaire des projets permet de maîtriser en continu leur marge finale future.
On prend les décisions pour que la perte future observée ici au BE (135 heures), soit rattrapée au BE ou ailleurs (autre service, achats), quitte à modifier l'équipement, de sorte qu'au global le projet soit, au pire, in fine, conforme au budget.
Po
ste
Dés
ign
atio
n
BU
DG
ET
OP
ÉR
AT
ION
NE
L
PR
OJE
CT
ION
FIN
AF
FA
IRE
ÉC
AR
T
EN
GA
GE
INT
ER
NE
EN
GA
GÉ
EX
TE
RN
E
TO
TA
L E
NG
AG
É
RE
ST
E A
FA
IRE
RE
DE
VIS
É
E+R E R
99013.0100 Déchargement / chargement 35 30 -5 5 15 20 10
99013.0200 Mise en place clapet 105 105 0 85 85 20
99013.0300 Retournement + contrôle 100 105 5 65 20 85 20
99013.0400 Emmanchement expander 65 85 20 30 50 80 5
99013.0500 Emmanchement siège + bille 135 135 0 85 85 50
99013.0600 Amortisseur + vissage 155 145 -10 140 140 5
99013.0700 Ressort, poussoir 110 100 -10 50 30 80 20
99013.0800 Goupillage 90 110 20 40 60 100 10
99013.0900 Vissage électrovanne 80 85 5 50 30 80 5
99013.1000 Etanchéité + marquage 120 125 5 90 20 110 15
99013.1100 AMDEC 10 15 5 10 10 5
99013.1200 Réception 10 35 25 15 15 30 5
99013.1300 Guichet nettoyage 20 30 10 20 20 10
99013.5000 Bols vibrants 60 65 5 5 40 45 20
99013.5100 Palettes et posages 20 15 -5 10 10 5
99013.5200 Convoyeur 10 35 25 30 30 5
99013.6000 Mise au point 60 80 20 40 40 40
99013.7000 Formation 0 0 0
99013.7100 Documentation 20 30 10 20 20 10
99013.7200 Suivi 0 0 0
99013.8000 Emballage et transport 10 10 10 10
99013.9000 Frais divers 0 0 0
99013.9100 Déplacements 0 0 0
TOTAL 1205 1340 135 540 540 1080 260
10%
PROJET GAMMA - 99013 - FIN JANVIER 2000
HEURES BUREAU D'ÉTUDES MÉCANIQUES
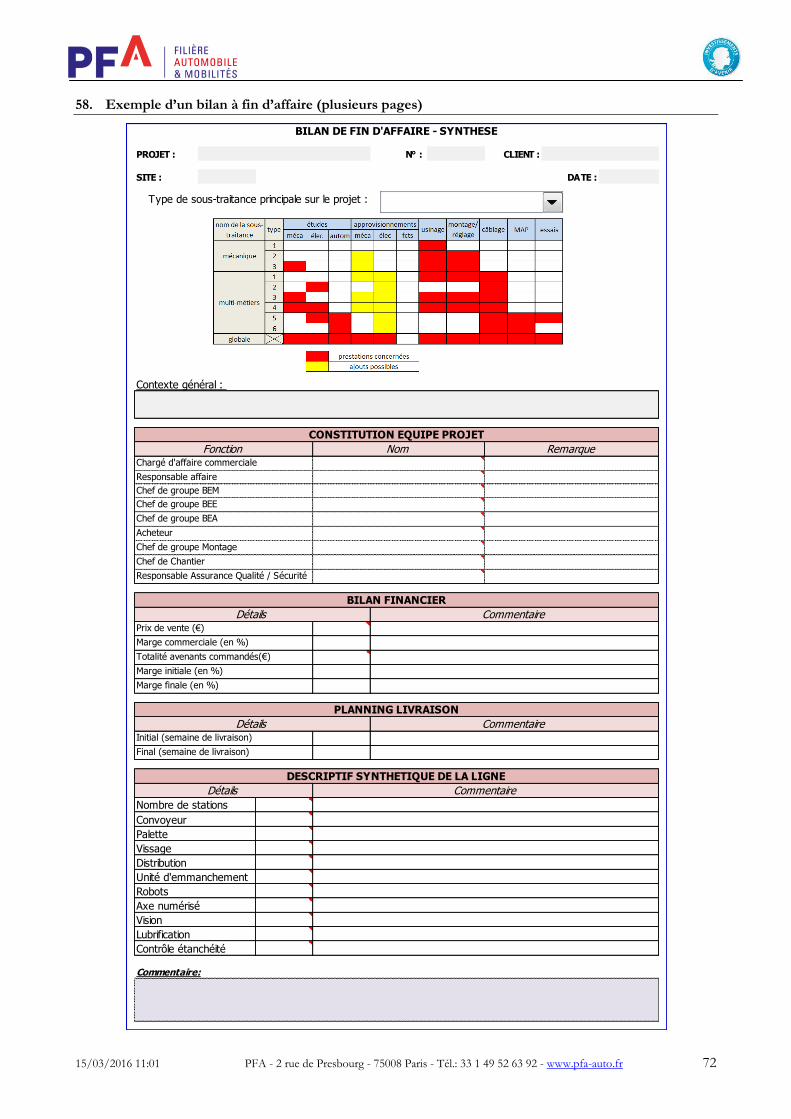
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 72
58. Exemple d’un bilan à fin d’affaire (plusieurs pages)
PROJET : N° : CLIENT :
SITE : DATE :
Contexte général :
Commentaire:
Contrôle étanchéité
Vision
Lubrification
Robots
Axe numérisé
Chef de groupe BEE
Acheteur
Unité d'emmanchement
Commentaire
Commentaire
Convoyeur
Chef de groupe BEA
Chef de groupe Montage
Responsable Assurance Qualité / Sécurité
Détails
Chef de Chantier
Marge commerciale (en %)
Nombre de stations
Final (semaine de livraison)
DESCRIPTIF SYNTHETIQUE DE LA LIGNE
Prix de vente (€)
Totalité avenants commandés(€)
Marge initiale (en %)
Marge finale (en %)
BILAN FINANCIER
PLANNING LIVRAISON
Distribution
Détails Commentaire
Détails
Type de sous-traitance principale sur le projet :
Palette
Vissage
CONSTITUTION EQUIPE PROJET
Chef de groupe BEM
FonctionChargé d'affaire commerciale
Responsable affaire
Initial (semaine de livraison)
RemarqueNom
BILAN DE FIN D'AFFAIRE - SYNTHESE
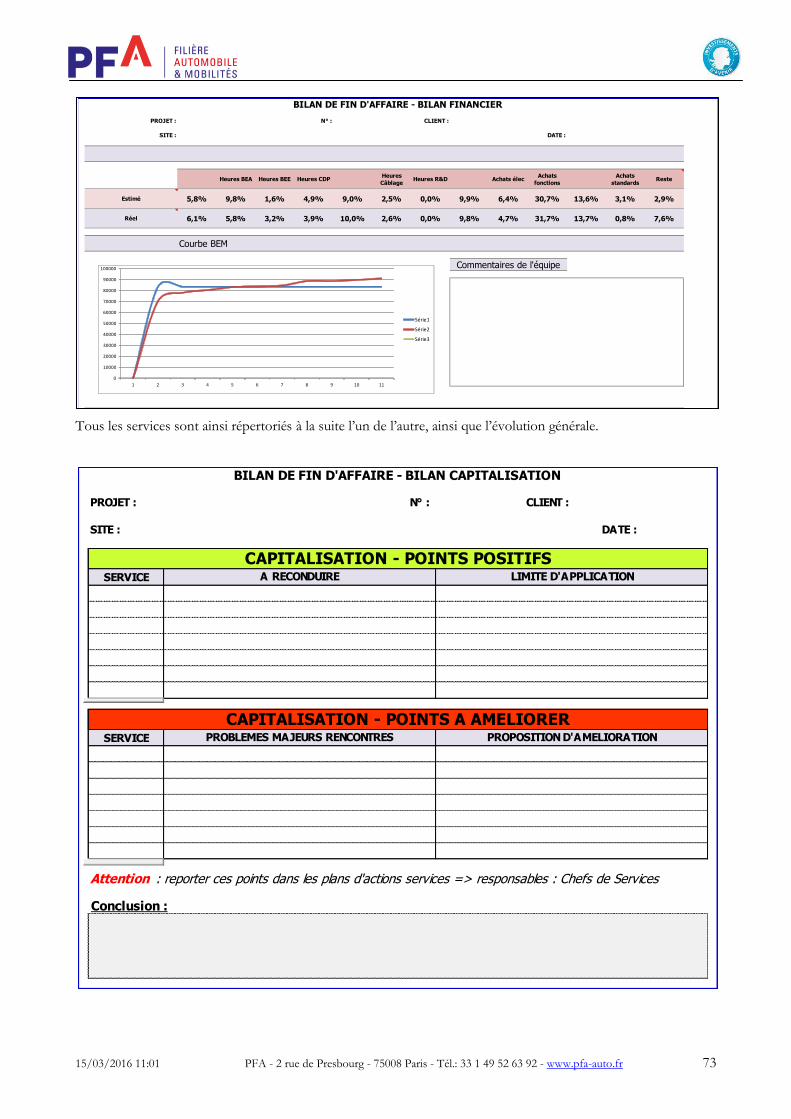
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 73
Tous les services sont ainsi répertoriés à la suite l’un de l’autre, ainsi que l’évolution générale.
PROJET : N° : CLIENT :
SITE : DATE :
Heures BEA Heures BEE Heures CDPHeures
CâblageHeures R&D Achats élec
Achats
fonctions
Achats
standardsReste
Estimé 5,8% 9,8% 1,6% 4,9% 9,0% 2,5% 0,0% 9,9% 6,4% 30,7% 13,6% 3,1% 2,9%
Réel 6,1% 5,8% 3,2% 3,9% 10,0% 2,6% 0,0% 9,8% 4,7% 31,7% 13,7% 0,8% 7,6%
Courbe BEM
Commentaires de l'équipe
BILAN DE FIN D'AFFAIRE - BILAN FINANCIER
0
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
1 2 3 4 5 6 7 8 9 10 11
Série1
Série2
Série3
PROJET : N° : CLIENT :
SITE : DATE :
SERVICE
SERVICE
Attention : reporter ces points dans les plans d'actions services => responsables : Chefs de Services
Conclusion :
BILAN DE FIN D'AFFAIRE - BILAN CAPITALISATION
CAPITALISATION - POINTS POSITIFSA RECONDUIRE LIMITE D'APPLICATION
CAPITALISATION - POINTS A AMELIORERPROBLEMES MAJEURS RENCONTRES PROPOSITION D'AMELIORATION
Ajouter ligne
Ajouter ligne
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 74
RAF
RAF
RAF
RAF
RAF
RAF
Tous
Tous
RAF
CdS
BILAN DE FIN D'AFFAIRE - NOTICE D'UTILISATION
L’initialisation est réalisée par le Responsable Administratif et Financier, dans le projet à la fin du projet.
Etape 01 : Initialisation
Enregistrer le document sous : … Affaires\09_COMMUN\12-Capitalisation
Etape 2 : Préparation
L’objectif est que chaque contributeur du projet identifie les points négatifs et positifs du projet permettant ainsi d’étayer les
discussions et synthèse lors de la réunion de fin d'affaire.
Remplir l’onglet « 1-Synthèse »
Préparer l’onglet « 2-Bilan financier »
Etape 3 : Réunion bilan de fin d’affaire
A cette réunion, l’équipe projet ainsi que les chefs de service doivent être présents. Ce sont les chefs de service qui doivent
prendre en compte les retours pour les déployer sur l’ensemble de leurs services. Le RAF devra piloter la réunion et ainsi
permettre à chacun de s’exprimer.
Etape 4 : Conclusion : bilan de fin d’affaire
Toujours pilotée par le RAF, cette étape doit permettre de ressortir en synthèse les points positifs et négatifs afin de les prendre
en compte pour améliorer le fonctionnement des services.
Etape 5 : Consolidation
Présentation de l’onglet « 2-Bilan financier »
Pilotage de la réunion du début à la fin
Présentation de l’onglet « 1-Synthèse »
Prise en compte des points identifiés dans plan d’actions services
Conclusion
Identification des points à ne pas reconduire
Identification des points à reconduire
Chaque collaborateur a accès au bilan des projets, la capitalisation est déployée à travers les Plan d'Actions Services.
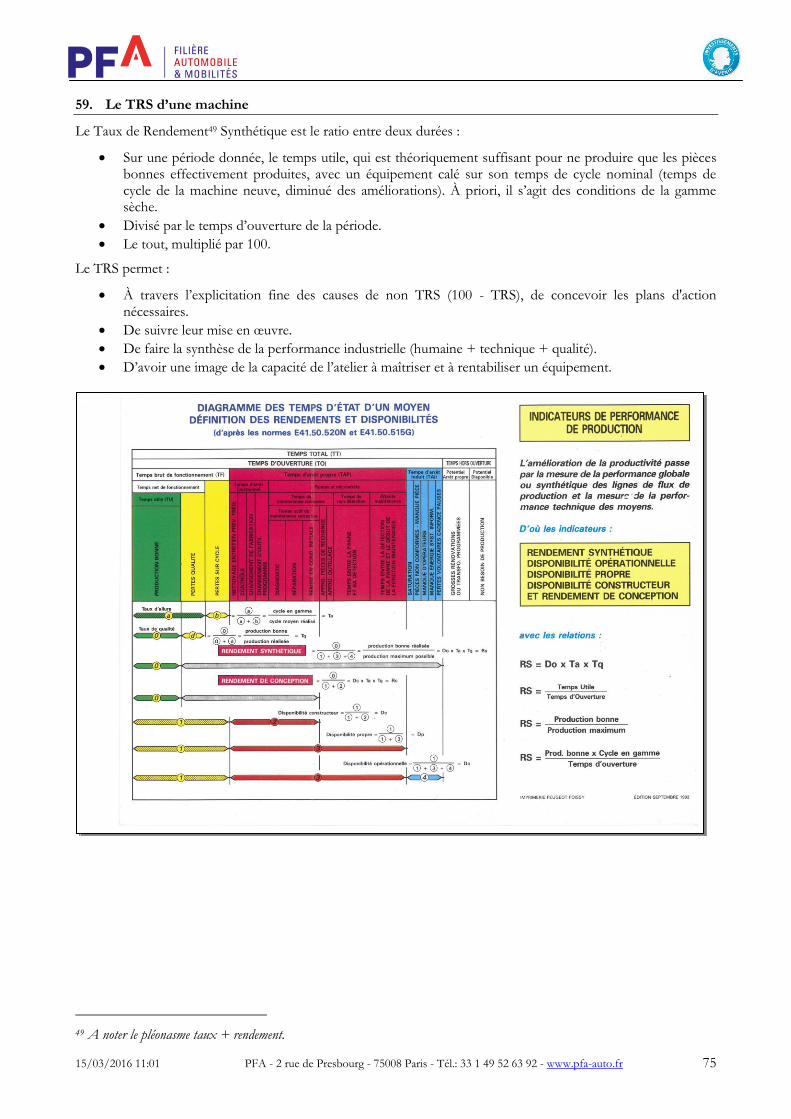
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 75
59. Le TRS d’une machine
Le Taux de Rendement49 Synthétique est le ratio entre deux durées :
Sur une période donnée, le temps utile, qui est théoriquement suffisant pour ne produire que les pièces bonnes effectivement produites, avec un équipement calé sur son temps de cycle nominal (temps de cycle de la machine neuve, diminué des améliorations). À priori, il s’agit des conditions de la gamme sèche.
Divisé par le temps d’ouverture de la période.
Le tout, multiplié par 100.
Le TRS permet :
À travers l’explicitation fine des causes de non TRS (100 - TRS), de concevoir les plans d'action nécessaires.
De suivre leur mise en œuvre.
De faire la synthèse de la performance industrielle (humaine + technique + qualité).
D’avoir une image de la capacité de l’atelier à maîtriser et à rentabiliser un équipement.
49 A noter le pléonasme taux + rendement.
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 76
60. Fonction tour de contrôle des flux et des budgets
Exemple réel de fiche de poste, PME de 120 personnes, machines spéciales (une personne à temps complet).
Contexte
La mission de ce poste est d’assurer le zéro retard sur l’ensemble des affaires. Trois leviers :
Comportement des acteurs : chefs de service, chargés d’affaires, équipiers, acheteurs, magasinier, préparateur.
Pertinence des procédures.
Cette fonction tour de contrôle.
Il ne s’agit pas d’être le « responsable » des délais et du respect des budgets, mais d’en être la plaque tournante, l’animateur. Ce poste est :
Le secrétaire général des acteurs.
Le fondé de pouvoir du CODIR et des chargés d’affaires pour « huiler l’engrenage », auditer, participer, pressentir, animer, proposer.
Ce poste n’est pas là pour gérer le statu quo, mais pour animer une réflexion de tous dans le but d’améliorer chaque jour le fonctionnement de l’entreprise.
Gestion administrative des affaires
Participation aux offres :
Valider le planning remis avec l’offre au regard des charges de la société dans le cas où la date de passation de commande peut être estimée.
Intégrer les offres prévisionnelles dans le plan de charge.
Prise en compte des nouvelles affaires, avec le chargé d'affaire. L'objectif est de prendre connaissance de l’affaire sur le plan technique pour mieux appréhender les tâches critiques et de focaliser l’attention du chargé d'affaire sur celles-ci :
Recenser l'ensemble des éléments client indispensables au bon déroulement de l’affaire (plans, cahier des charges, pièces, prototypes, matériels, fournitures...), ainsi que leur échéancier.
Prendre en compte des modalités du contrat (échéances de paiement, pénalités…)
Déterminer l’enchainement des principales tâches que comprend la réalisation de la machine.
Définir une première liste d'achats longs délais et clés en mains (décision de sous-traiter au regard des charges de l'entreprise et des plannings de livraison).
Établir une feuille de lancement conforme aux règles de contrôle budgétaire.
Établir un planning adéquat pour l’affaire et viable pour l’entreprise.
Préparer la réunion de lancement.
Participation aux réunions de lancement :
Faire valider par les chefs de service les budgets opérationnels de lancement et le planning. Il s'agit de faire signer des contrats entre le chargé d’affaire et les chefs de service.
Prendre en compte les différentes remarques émises par les chefs de service.
Pendant le déroulement de l’affaire :
S'assurer de la validité des feuilles de lancement et des plannings en fonction de l’évolution des affaires.
S'assurer de l’intégration des affaires dans l'outil de contrôle budgétaire.
À la fin des études mécaniques, élaborer avec le chargé d'affaire un planning d’intégration.
Gestion logistique des affaires
Contrôle de l’avancement des affaires. Il s’agit d’assurer le respect des plannings et d’informer le CODIR sur les problèmes pouvant remettre en cause le délai final d’une affaire (prévention) :
Être pour tous les acteurs une base de données (planning de telle affaire, budget de tel OF…) et un support d'aide à la décision.
15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 77
S’assurer de la prise en compte des affaires par les services (respect des dates « début »).
Contrôler les flux interservices (passage de témoins : plans, nomenclatures, diagrammes…)
Au regard des charges, gérer les conflits de priorité entre les affaires.
Participer à la communication entre les services.
Assister les chefs de service dans leur prise de décisions sur la gestion de leur effectif.
Intégrer le suivi des commandes S.A.V.
Gestion de production. Il s’agit d’assurer la cohésion des services industriels :
Parmi toutes les affaires, donner aux méthodes, magasin et achats, des priorités conformes aux dernières exigences des plannings.
Appréhender les charges en fabrication et au magasin.
Fiabiliser les exigences de réalisation tout en respectant la notion de dossiers complets.
Fiabiliser les prévisions de charges des services aval (BE électrique et automatismes, usinage, montage, câblage).
Optimiser l’efficience du montage et du câblage.
Informer les chargés d'affaires sur l’état d’avancement des projets (fiabilité du reste à faire).
Contrôler l’état d'avancement des études mécaniques.
Orienter le BE électrique dans les délais de réalisation de ses études.
Centralisation des dossiers mécaniques et électriques :
Contrôler la conformité des dossiers.
Contrôler l’imputation des nomenclatures au regard de la feuille de lancement.
Définir un délai de réalisation en fonction des exigences du planning, du degré d'intégration du dossier, des contraintes de précédence, du délai des achats longs, du volume du dossier, de la charge de l’usinage.
Édition hebdomadaire de l’en-cours de production50 :
Actualiser les délais demandés en fonction des délais confirmés.
Homogénéiser les délais du service achats et de l’usinage.
Intégrer les modules standards.
La prise en compte des aspects documentation n’est pas abordée ici.
Préparation avec les chargés d’affaires, de la réunion de suivi des affaires :
Recueillir les souhaits, les exigences, les informations complémentaires des chargés d’affaires.
Lister par affaire les points critiques. Cette étape est indispensable au chargé d'affaire car elle lui permet d’entrer, grâce à des points de détail au regard de ses préoccupations, dans des questions clés pour l’affaire.
Animation de la réunion de suivi des affaires :
Pointer les actions notifiées dans le précédent rapport de suivi.
Sensibiliser les chefs de service sur les priorités.
Évaluer les conséquences des dérives constatées.
Arbitrer l’accord des chefs de service entre eux (passage de témoin, prêt de personnel…)
Mettre en évidence les futurs problèmes (prévention).
Répondre à toutes les questions afin d’aboutir à une décision pour chaque question (pas de point en attente).
Rédiger et diffuser le compte-rendu.
Suivre les actions critiques.
Gérer le planning de l’intégration des machines, pour donner aux chefs de services des objectifs précis en termes de dates de passage de témoins entre eux et pour évaluer les moyens à mettre en œuvre pour atteindre l’objectif
50 L’en-cours de production n'est pas ici à comprendre comme une notion comptable. Il ne s’agit pas de la valeur du stock des produits semi-ouvrés, mais de ces produits en tant qu’objets, dont il faut suivre le processus de constitution (dates de début et de fin).

15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 78
final :
Avec le chargé d'affaire et les chefs de service, pendant que la machine est en usinage, établir un planning détaillé poste par poste, semaine par semaine et tâche par tâche en vue d’assurer le délai final quel que soit le retard éventuel déjà enregistré en sortie du BE mécaniques.
Faire un « zoom » pour définir le ou les chemins critiques.
Positionner les drapeaux d’enchainement des services.
Gestion du plan de charge
Le plan de charge est publié la première semaine de chaque mois. L’objectif est d’évaluer sur une ou plusieurs hypothèses les charges, service par service :
S'assurer de la présence de toutes les affaires en cours de réalisation dans le plan de charge.
S’assurer de la prise en compte des dernières modifications de budgets ou de planning sur les affaires.
Transmettre aux chefs de service une 1ère version (version 0) du plan de charge (reflet des plannings) pour validation OF par OF.
Poser un regard critique sur les modifications apportées par les chefs de services.
Assurer avec les chefs de services un lissage des charges avant diffusion (version 1).
Diffuser cette version 1.
Définir et intégrer les charges représentatives des affaires prévisionnelles (version 2, 2bis, 2ter... selon le nombre d’hypothèses).
Apprécier les résultats des versions 2, puis les diffuser.
Afin d’améliorer la prévision, il pourrait être nécessaire de modifier le programme de répartition des charges d’une affaire prévisionnelle.
Contrôle budgétaire des affaires
Ce travail est fait en cohérence avec les services financiers.
Il s’agit de suivre l’ensemble des indicateurs des affaires avec une qualité et une productivité optima :
Unités d’œuvre : heures (internes, en intérim, délestées) en nombre, achats et frais (en prix secs), prix de revient, chiffre d’affaires, marges, explication des écarts.
Périodes : devis, budget opérationnel, engagements, actualisations à fin d'affaire, restes à faire et écarts entre ces périodes.
Suivi des heures :
Assurer la cohérence des données renseignées dans le suivi des heures.
Diffuser hebdomadairement le suivi des heures aux opérationnels.
Diffuser un traitement mensuel des heures aux services comptables.
Suivi d’affaires. Il s’agit de mettre en évidence à postériori les dérives budgétaires sur les affaires, de participer à l’interface entre les services comptables et la production et de donner aux chefs de service et aux chargés d’affaires la possibilité d’éditer des états à la demande, récurrents ou non (prix de revient de tel OF, consolidation d'une phase générale, de plusieurs OF, tableaux de bord d’un service…) :
Renseigner le service chiffrage, qui peut aussi utiliser le service logistique comme partenaire pour sa réflexion, à sa convenance.
Intégrer les données (heures, achats en devis et engagés) dans le suivi d’affaires, s’assurer de leur cohérence.
Diffuser la version 0 aux chargés d'affaires pour estimation du reste à faire.
Après saisie du reste à faire réel, diffuser la version 1.
Pour assurer la qualité de l’information, il est nécessaire d’harmoniser les principes de chiffrage d’une affaire avec les règles de contrôle budgétaire et les règles de gestion budgétaire entre toutes les affaires. Le service logistique est à la disposition des services concernés pour étudier ces points.
Définition des procédures
La mission du poste est de participer à l’amélioration du fonctionnement de l’entreprise, non de gérer le statu

15/03/2016 11:01 PFA - 2 rue de Presbourg - 75008 Paris - Tél.: 33 1 49 52 63 92 - www.pfa-auto.fr 79
quo. Il doit porter un œil critique sur les procédures en vigueur et participer à leur redéfinition. Citons :
Gestion de l’en-cours de production.
Évolution du modèle de contrôle budgétaire des affaires.
Information, sensibilisation du personnel et particulièrement des chefs de service sur l’imputation des heures.
Redéfinition de documents : planning, feuille de lancement, fiche de relevé d'heures, fiche de lancement du dossier mécanique, fiche récapitulative des commandes S.A.V., fiche récapitulative des heures délestées par mois, nomenclature, demande d’achat, etc…
État d’esprit
Le poste a été conçu non seulement pour permettre le respect des délais, mais aussi pour accompagner une évolution de la culture d’entreprise. Il doit être « naturel » de respecter les délais, individuellement et collectivement. Cela passe par une évolution des mentalités et du savoir-faire.
Pour honorer cette ambition, la fiche de poste sous-entend un bon niveau d’autonomie et un comportement inlassablement constructif.
Par ailleurs, le niveau du poste doit donner à la personne la crédibilité suffisante pour peser sur les décisions, ce qui passe par un statut d’agent de maîtrise.
Enfin, il est possible qu’à l’avenir le périmètre du service s’agrandisse (prise en compte du magasin par exemple, qui a un rôle central pour la logistique globale, étant notamment chargé de la préparation des collections des OF à monter et du suivi ses approvisionnements).
Top Related