





Langages
Pages
Légal

Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 1 -
A - PRINCIPAUX PROCEDES DUSINAGE
Objectifs du chapitre A:
1. Reconnatre le procd dusinage par enlvement de matire.
2. Prparer les conditions dusinage sur une fraiseuse, ou un tour (choix et
montage des outils, montage de la pice, rglage des vitesses,).
Pr requis ncessaire :
Lecture dun dessin de dfinition. Utilisation du pied coulisse et du comparateur. Notion gnrale sur les moyens de productions
Conditions de ralisation
Fascicule des TP Visite de latelier : discussion autour des machines et identification des
outils, moyen de production et de contrle
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 2 -
1. GENERALITES Lindustrie mcanique utilise de nombreux procds dusinage qui permettent dobtenir des
pices finies assurant des fonctions prcises. Les plus connus sont le fraisage et le tournage, il en
existe dautres tels que le perage, le brochage, le mortaisage, le dcoupage, lalsage, la
rectification, etc...
Chacun de ces procds est utilis en fonction des formes ou des prcisions dimensionnelles
et formelles quil permet dobtenir. La ralisation dune pice peut faire appel une succession
de moyens dusinages.
Aprs conception par le bureau dtude, le bureau des mthodes se charge de dfinir les
moyens dusinage qui seront employs pour raliser les pices, en conformit avec le dessin de
dfinition. Les mthodes sont aussi charges de la mise en place du contrle des pices aprs
ralisation.
Ce document a pour but de montrer les principes fondamentaux des principaux procds
dusinage.
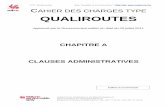
2. LE TOURNAGE 2.1. PRINCIPE
Ce procd permet
dobtenir des formes de
rvolution extrieures ou
intrieures, laide doutils
gnralement tranchant
unique. La pice est anime
dun mouvement de rotation,
loutil de dplace par rapport
au bti selon, en gnral,
deux trans-lations, sa
trajectoire dterminant le
profil.
Axe de rvolutionde la pice
Dplacementlongitudinal de loutil
Dplacementtransversal de loutil
Outil
Pice
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 3 -
2.2. FORMES REALISABLES
2.2.1. FORMES EXTERIEURES
2.2.2. FORMES INTERIEURES
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 4 -
2.3. LES TOURS 2.3.1. Tours parallles : gnralits
Ces tours sont les plus simples, ils sont utiliss pour les oprations suivantes :
- chariotage : dplacement de loutil sur laxe longitudinal (// gnratrice)
- dressage : dplacement de loutil sur laxe transversal ( gnratrice) - perage/alsage : le fort ou lalsoir est positionn dans la tte de la poupe mobile qui se
dplace selon laxe de rotation de la pice
- alsage : idem chariotage mais intrieur
- filetage : le dplacement longitudinal de loutil et de la pice sont combins
- trononnage, gorgeage : dplacement dun outil couteau sur laxe transversal
Certains tours classiques, sont quips dun systme de copiage, qui permet partir dun
gabarit lchelle finale de raliser des formes combinant les 2 mouvements de loutil. Les tours
commande numrique font de mme mais en utilisant la programmation au lieu du gabarit.
2.3.2. Tours parallles : construction
On trouve sur une tour les organes suivants : n : Porte outil o : Coulisse pivotante p : Chariot transversal q : Tranard r : Banc s : Poupe fixe t : Poupe mobile u : Barre de chariotage v : Vis-mre
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 5 -
Les tours modernes ont les deux axes principaux de dplacement de loutil motoriss grce
la barre de chariotage. Un levier permet dembrayer lun ou lautre des axes. Dans les oprations
de filetage, le tranard est entran par la vis-mre qui est relie la broche. Le tranard se
dplace de un pas pour un tour de pice.
Le porte outil est mont sur la coulisse pivotante qui comporte un axe de dplacement
supplmentaire dont la direction est orientable pour la ralisation de formes coniques. Les deux
mouvements principaux sont bloqus, seule la coulisse se dplace.
Les tours comportent aussi une boite de vitesse de broche et une boite davance qui permet
dadapter la vitesse de la broche et lavance du tranard aux conditions de coupe.
Les mouvements du porte outil sont commands par des manivelles quipes de verniers pour
le positionnement.
2.3.3. Tour parallle banc rompu Le banc rompu augmente la capacit des tours pour les pices de grands diamtres sur faible
longueur.
2.3.4. Tours frontaux ou tour en lair Une fosse spare la poupe fixe du banc. Les tours frontaux sont utiliss pour des pices de
trs grand diamtre et de faible longueur.
2.3.5. Tours verticaux Ils permettent le tournage de pices lourdes et
encombrantes dont le montage est impossible sur
le plateau dun tour frontal.
2.4. MONTAGE DES OUTILS Les tours conventionnels possdent des porte-outils sur lesquels loutil est positionn par des
plans perpendiculaires aux directions des efforts de coupe. Le maintien en position se fait par vis
de pression.
Les tours spciaux disposent de porte-outils multiples, monts sur des tourelles dites
revolver . Les tours commande numrique sont quips de tourelles porte-outils (6 12).
Tous les outils, y compris les mandrins porte forets de perage sont monts sur ces tourelles.
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 6 -
Pour le perage sur les tours conventionnels, la poupe mobile supporte le mandrin qui est fix
par montage conique.
2.5. MISE EN POSITION DE LA PIECE La pice tourne, elle doit tre positionne par rapport laxe de rotation de la broche et bride
ensuite.
2.5.1. Montage sur mandrin Le mandrin 3 mors est un appareil qui permet dassurer
le guidage radial et le serrage de la pice.
Le serrage est effectu par un mouvement combin des 3
mors (Spirale)
Les mandrins 4 mors permettent de positionner la pice
avec un dcalage par rapport laxe de broche.
Il existe deux types de mors : les mors durs, et les mors doux. Les seconds peuvent tre
rusins pour amliorer la prcision de centrage.
2.5.2. Montage en plateau Le plateau remplace le mandrin sur la
broche, il supporte des systmes de
positionnement de la pice, ainsi que le
bridage. On les utilise dans le cas de pices qui
ne sont pas de rvolution, mais sur lesquelles,
des oprations de tournage doivent tre
effectues.
2.5.3. Montage entre pointes Le mandrin est remplac par un plateau
pousse toc. La pice est positionne entre deux
pointes, et entrane par un toc.
Mors
Pice
Mandrin
Brides
Outil
Plateau
Pice
Plateaupousse toc
Toc Poupemobile
Pice
pointes
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 7 -
2.5.4. Montage mixte La pice est monte du ct poupe fixe avec le mandrin, et du ct poupe mobile avec la
pointe
2.5.5. Montage en lunette fixe Dun ct, la pice est serre par le mors,
de lautre elle est guide par la lunette.
2.6. CRITERES DUSINAGE
2.6.1. La coupe Pour un couple outil/matriau pice on obtient une vitesse de coupe Vc exprime en m/mn, et
une avance par dent ap . On peut calculer :
La vitesse de rotation de la broche avec N VcD
= 1000.. (D diamtre de la pice)
avec N en tr/min, Vc en m/min et D en mm
Lavance de loutil: F = f x N
avec F en mm/min, f en mm/tr et N en tr/min
Remarque : avec les tours commande numrique il est possible de maintenir la vitesse de
coupe constante en faisant varier, en fonction du diamtre, la vitesse de
rotation de la broche.
3. LE FRAISAGE 3.1. PRINCIPE
Le fraisage est un procd dusinage de formes gnralement prismatiques utilisant des outils
de coupe dents multiples de forme circulaire appels fraises .
La fraise est anime dun mouvement circulaire uniforme. La pice est positionne sur une
table anime le plus souvent de mouvements dans les 3 directions de lespace : les axes (parfois
la tte de la fraise est aussi en mouvement)
3.2. GENERATION DE FORMES Les surfaces sont gnres par une combinaison de deux mouvements :
Mors
Pice
Mandrin
Lunette
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 8 -
- le mouvement de coupe : cest la rotation de la fraise
- le mouvement davance : dplacement de la fraise par rapport la pice
Les formes des surfaces gnres dpendent de :
- le type de fraise et donc la zone de coupe
- la forme de la fraise
3.3. FORMES REALISABLES Les formes sont gnralement prismatiques :
Avec lutilisation daccessoires il est possible douvrir le champ dapplications :
Plateau tournant : engrenages, spirales, etc...
Plateau orientable : plans dorientation quelconque
Outils de formes : formes spciales : engrenages, rainures, etc...
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 9 -
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 10 -
3.4. LES FRAISEUSES 3.4.1. Les machines classiques
Elles comportent :
- une table de travail, anime des mouvements
suivants :
- longitudinal : la course la plus
importante
- transversal : perpendiculaire au
premier
- vertical
- une broche porte-outils avec un cne et des tocs
dentranement du porte outil. On distingue 3
types de machines en fonction de broche :
- broche verticale : fraiseuse verticale
- broche horizontale : fraiseuse horizontale (dessin ci dessus)
- broche orientable selon deux axes perpendiculaires :
machine universelle. Dans ce cas la broche est dmontable
pour recevoir des porte-outils spciaux
- un moteur + boite de vitesse de broche
- un ou plusieurs moteurs + boite de vitesse davance motorise des
mouvements de la table
- des manivelles de commande des mouvements avec vernier de positionnement
3.5. MISE EN POSITION DE LA PIECE
3.5.1. Prise en tau Ltau permet de supprimer 5 degrs de libert, le maintien en position est assur par le
serrage par vis/crou. Ce systme est utilis pour des pices de formes prismatiques simples. Le
6me degr de libert est supprim par une bute fixe sur la table.
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 11 -
3.5.2. Bridage sur la table Les pices massives peuvent tre brides directement sur la table. Ce systme pose le
problme du positionnement de la pice par rapport un repre donn, on peut utiliser des pions
et des butes. La fabrication en srie fait rarement appel cette technique.
3.5.3. Montage dusinage
Un montage dusinage est un systme plus ou moins complexe qui est brid sur la table de la
machine, il assure en gnral les fonctions suivantes :
- positionnement de la ou des pice(s) par rapport une rfrence
- maintien en position pice soit par systme manuel soit par commande assiste ou
automatique
Un montage dusinage est ddi une pice pour une opration donne, il est conu par le
bureau des mthodes aprs ltablissement de la gamme dusinage.
A noter le dveloppement de montage dusinage construit partir dlments normaliss, qui
sont ensuite rutiliss aprs la fin de la fabrication.
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 12 -
3.6. LES FRAISES ET LEUR MONTAGE
3.6.1. Gnralits On distingue 3 types doprations de fraisage :
- Fraisage de profil ou en roulant
- Fraisage de face ou en bout
- Fraisage combin en bout et en roulant
Quelque soit lopration de fraisage, on distingue le fraisage en opposition et le fraisage en
roulant.
3.6.2. Le fraisage en opposition Lattaque dune dent se fait avec une paisseur de
copeau nulle, ce qui peut entraner un refus de coupe :
cest le problme du copeau minimum (Cf cours les outils)
Avantages :
- dans le cas doprations dcrotage, la dent
nattaque pas la crote, la dure de vie de loutil nest pas affecte,
- ce mode de coupe convient aux machines qui ne sont pas quipes
dun systme de rattrapage de jeu des vis dentranement de la table,
- bon tat de surface des matriaux tendres .
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 13 -
Inconvnients : - le fait de ne pas couper fait flchir la dent qui frotte alors sur la surface, lusure est alors
plus importante que lorsque larte coupe la matire,
- lattaque de la dent suivante seffectue sur une surface crouie, donc plus dure,
- les forces de coupe sont importantes, elles sont augmentes par le refus de coupe,
- les forces de coupes tendent faire sortir la pice du montage,
- lusinage de matriaux durs est viter.
3.6.3. Le fraisage en roulant ou en concordance Le vecteur vitesse davance pice et celui de la coupe
sont dans le mme sens. Lattaque seffectue sur un
copeau pais.
Avantages : - Les forces de coupe sont normales,
- les forces de coupe plaquent la pice sur la table
ou le montage,
- les tats de surface sont bons avec les matriaux crouissables (acier
inoxydable par exemple)
Inconvnients : - les dents attaquent directement sur une grande largeur de copeau, ce
qui introduit des chocs rpts,
- ces chocs sont la principale cause de lcaillage des plaquettes,
- il faut plusieurs dents en prise pour rduire les vibrations,
- une attaque sur des surfaces brutes de fonderie provoque une usure rapide des outils,
- la machine doit tre quipe dune systme de rattrapage de jeu des systmes
dentranement des tables.
3.6.4. Conclusion sur le mode de fraisage Au regard des avantages et inconvnients des deux modes, il ny a pas choisir
systmatiquement entre lun ou lautre. En fait en fonction du type de travail faire (bauche,
finition), du type de machine (conventionnelle, MOCN), on va choisir le mode le plus appropri.
3.6.5. Les types de fraises Il existe une grande varit de fraises, voici les plus courantes :
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 14 -
- fraise cylindrique une taille
Fraise scie Fraise rainurer
- fraise cylindrique 2 tailles
- fraise plateau 3 tailles
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 15 -
3.7. APPLICATION DEVALUATION 1- Citer et dcrire brivement les lments qui constituent un systme de
fabrication par enlvement de matire.
2- Citer et dcrire brivement le domaine dapplication et le mode de fonctionnement des diffrents types de machines outils.
3- Pour assurer lusinage dune pice avec une machine commande numrique, est ce quil est ncessaire de connatre les axes de la machine ?
Justifier votre rponse.
4-Donner la diffrence entre ces deux machines et citer leurs diffrentes parties.
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 16 -
..
5-Identifier la nature de lopration effectuer par ces outils et donner le nom de
la machine sur laquelle chaque outil sera mont.
..
.. 6-Identifier la nature de ces oprations de fraisage.
- Fraisage ..
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 17 -
- Fraisage ..
- Fraisage ..
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 18 -
Lgende 1. generalites...................................................................................................... 2 2. le tournage ..................................................................................................... 2 2.1. Principe.......................................................................................................... 2 2.2. formes realisables .......................................................................................... 3
2.2.1. Formes extrieures ............................................................................ 3 2.2.2. Formes intrieures ............................................................................. 3
2.3. les tours.......................................................................................................... 4 2.3.1. Tours parallles : gnralits............................................................. 4 2.3.2. Tours parallles : construction .......................................................... 4 2.3.3. Tour parallle banc rompu ............................................................. 5 2.3.4. Tours frontaux ou tour en lair .......................................................... 5 2.3.5. Tours verticaux.................................................................................. 5
2.4. montage des outils ......................................................................................... 5 2.5. mise en position de la piece........................................................................... 6
2.5.1. Montage sur mandrin ........................................................................ 6 2.5.2. Montage en plateau ........................................................................... 6 2.5.3. Montage entre pointes ....................................................................... 6 2.5.4. Montage mixte................................................................................... 7 2.5.5. Montage en lunette fixe..................................................................... 7
2.6. criteres dusinage........................................................................................... 7 2.6.1. La coupe ............................................................................................ 7
3. le fraisage ...................................................................................................... 7 3.1. principe.......................................................................................................... 7 3.2. Gneration de formes .................................................................................... 7 3.3. formes realisables .......................................................................................... 8 3.4. les fraiseuses................................................................................................ 10
3.4.1. Les machines classiques.................................................................. 10 3.5. mise en position de la piece......................................................................... 10
3.5.1. Prise en tau .................................................................................... 10 3.5.2. Bridage sur la table.......................................................................... 11 3.5.3. Montage dusinage .......................................................................... 11
3.6. les fraises et leur montage ........................................................................... 12 3.6.1. Gnralits....................................................................................... 12 3.6.2. Le fraisage en opposition ................................................................ 12 3.6.3. Le fraisage en roulant ou en concordance....................................... 13
Travaux Pratique de Bureau des mthodes M1 M. Karim JABALLI
Chapitre A - 19 -
3.6.4. Conclusion sur le mode de fraisage ................................................ 13 3.6.5. Les types de fraises ......................................................................... 13
3.7. Application dvaluation ............................................................................. 15
Top Related