Webinar SCSponsored by AEC€¦ · Audi A8 (D2, 1994) Audi A8 (D3, 2002) 59 237 47 50 Sheet...
40
Extrusion Bending and Shaping S C Webinar Sponsored by AEC
Transcript of Webinar SCSponsored by AEC€¦ · Audi A8 (D2, 1994) Audi A8 (D3, 2002) 59 237 47 50 Sheet...

Extrusion Bending and ShapingS CWebinar Sponsored by AEC

Automotive Examples
Ferrari Modena
Audi A8 Audi A2
Alcoa Proprietary Information

Aluminum Space Frames
Alcoa Proprietary Information

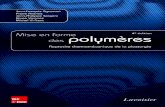
Evolution of the Audi A8
Audi A8 (D2, 1994) Audi A8 (D3, 2002)
59
2375047
SheetExtrusionCasting
170
3859
SheetExtrusionCasting
Alcoa Proprietary Information

Parameters Affecting Extrusion Forming
Parameters Affecting Extrusion Forming
SECTIONSECTION• Cross Section Geometry• Wall Thickness• Circle Size• Tolerances
SHAPE• Spatial Configuration• Spatial Configuration• Length• Bend Radii• TwistMATERIAL
• Alloy • Bend Angle• Alloy• Temper• Time
Alcoa Proprietary Information

Single Hollow, Multiple Hollow, Open Sections
Alcoa Proprietary Information

R/d Ratio
Approximate maximum bending strainsApproximate maximum bending strainscan be calculated by - ε = d/2R (for pure bending)where,“R” is centerline bend radius
“d” is section depth
Note: For stretch bending, addthe amount of uniform axialstretch to the above for the total maximum strain
Rtotal maximum strain.
d
Alcoa Proprietary Information

Relationship Between R/d and Strain
R/d=2 ε = 1/(2*2) ε = 0.25 (25%)
R/d=10 ε = 1/(2*10) ε = 0.05 (5%)
R/d=100 ε = 1/(2*100) ε = 0.005 (0.5%)
Alcoa Proprietary Information

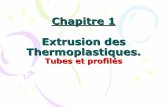
Material Property Comparison
45000
50000True Stress ‐ True Strain for Generic 6XXX Material
6XXX W + 26XXX W + 240
35000
40000
6XXX W + 2406XXX T46XXX T6
25000
30000
e Stress (P
SI)
10000
15000
20000True
0
5000
10000
0
0 0.05 0.1 0.15 0.2True Strain
Alcoa Proprietary Information

W to T4 - Time after Quench
Yield Strength is IncreasingUltimate Tensile Strength is IncreasingUltimate Tensile Strength is IncreasingFailure Strain is Decreasing
Alcoa Proprietary Information

Relating Failure Strain to R/d Ratio
Failure Strains
ε f = 18.5% (6XXX W + 2 hours)f ( )ε f = 17.5% (6XXX W + 240 hours)ε f = 16.0% (6XXX T4)ε f = 10.0% (6XXX T6)
For a Specific Part
R/d = 2 9 ε = 1/(2*2 9) ε = 0 17 (17%)R/d = 2.9 ε = 1/(2*2.9) ε = 0.17 (17%)
Then
Form the part 2 hours after quench, good, (17% < 18.5%)Form the part 240 hours after quench, maybe (17% ≈ 17.5%)Form the part in T4 temper, no good, (17% > 16%)Form the part in T4 temper, no good, (17% 16%)Form the part in T6 temper, no way, (17% » 10.0%)
Alcoa Proprietary Information

Material Property Comparison
70000
True Stress ‐ True Strain Mild Steel
50000
60000
6XXX W + 26XXX W + 2406XXX T4
40000
ress (P
SI)
6XXX T46XXX T6Mild Steel
20000
30000
True
Str
0
10000
0
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35True Strain
Alcoa Proprietary Information

Dimensional Variability – Spring back
Analysis Used to Predict R'Based on a Particular Set ofBased on a Particular Set of
Process Conditions
R
R'Die Design to Produce
Net Shape Part
R = Nominal Part RadiusR' = Radius to Compensate For Spring back
Alcoa Proprietary Information

Dimensional Variability – Spring back
NominalPart(Target)
Spring back CompensatedSpring back CompensatedProduction Die
V i P P tVarying Process Parameters& Material Properties
Alcoa Proprietary Information

Material Properties and Bending
Bending is primarily a strain driven process
Modulus of Elasticity primarily affects spring back behavior (elastic recovery) Spring back is an elastic process (no yielding during recovery)
Spring back occurs because the part is not in a state of static equilibrium under bending loads. When loads are released, the part
t t t t f t ti ilib ireturns to a state of static equilibrium.
Material Strength (yield strength) affects 2 areas: Size of machine required to bend Part dimensional tolerances (as the yield strength varies)
• Bending always introduces the same amount of strain in part• Stress levels will depend on the properties at the time of bending• Varying stress levels will change spring back behavior
Alcoa Proprietary Information

Stress Variation for Constant Bending Strain
45000
50000True Stress ‐ True Strain for Generic 6XXX Material
6XXX W + 26XXX W + 240
35000
40000
6XXX W + 2406XXX T46XXX T6
24,000 PSI Stress
46,500 PSI Stress
25000
30000
e Stress (P
SI)
20,500 PSI Stress
10000
15000
20000True
17,000 PSI Stress
0
5000
10000
7.5% Strain0
0 0.05 0.1 0.15 0.2True Strain
Alcoa Proprietary Information

Dimensional Variability Section Collapse
Bend Radius
Alcoa Proprietary Information

Section Collapse
B d R diBend Radius
Alcoa Proprietary Information

Effect of R/d on Section Collapse
ExtrudedCross Section
BendDeformation
Corrected BendDeformation
R/d>1000 No Problem
Air Pressure50<R/d<100
Air PressureDuring Bend
5<R/d<10Hard InternalM d l5<R/d<10 Mandrel
Alcoa Proprietary Information

Rotary Draw Bender
Alcoa Proprietary Information

Rotary Draw Bending
Bend: 2DCycle time: 30 to 50 sec per partInner support: Steel or plastic mandrelTolerance:
•Die Surface +/- 0.8 mm•Other Surfaces +/- 1 8 mm•Other Surfaces +/- 1.8 mm
Alcoa Proprietary Information

Rotary Draw Bend Typical Part
Plane 2
Plane 1
Constant R
St i ht L thStraight Length
Alcoa Proprietary Information

Rotary Draw Bend Typical Part
Plane 2
Constant R
Plane 1
Constant RStraight Lengthg g
Alcoa Proprietary Information

Stretch Bender
Alcoa Proprietary Information

Stretch Bending
Bend: 3DCycle time: 30 to 50 sec per partInner support: Air pressure (Alcoa patent)Tolerance:
•Die Surface +/- 0.7 mm•Other Surfaces +/- 1.5 mm
Alcoa Proprietary Information

Stretch Bend Typical Part
Plane 2
Plane 1Variable R
Variable R
Alcoa Proprietary Information

Section Collapse in Automotive Header Bow
4.9 mm
Center of part/die End of part/die4.0 mm
Alcoa Proprietary Information

Effect of Air Pressure on Section Collapse
Center of part/die End of part/die2.4 mm
Alcoa Proprietary Information

Special Tooling (“Snakes”)
Alcoa Proprietary Information

Special Tooling (“Snakes”)
Plastic Insert
Existing Top Plate
Bend Die
Snake
Plastic Insert
Bend Die

Automotive Stretch Bend Part
Alcoa Proprietary Information

Alternate Die Design
Flexible Snake
Part Section
Flexible Snake
Alcoa Proprietary Information

Alternate Die Design
Snake and Section
Alcoa Proprietary Information

Stretch Bender
Alcoa Proprietary Information

Gripper
Alcoa Proprietary Information

Process Design by Numerical Modeling
Alcoa Proprietary Information

Process Design by Numerical Modeling
8” Elevation Change
Alcoa Proprietary Information

Process Design by Numerical Modeling
12.0
14.0TC
Gripper Positions(i iti l d fi l)
4.0
6.0
8.0
10.0
on (r
elat
ive)
or
deg
rees
]
LiftTwistTilt
(initial and final)
-4.0
-2.0
0.0
2.0
0 10 20 30 40 50 60
Posi
tio[in
ches
-6.0Wrap Angle [degrees]
Alcoa Proprietary Information

Summary
The ability to bend a part is controlled by the amount of strain induced during forming.B di l i d th t f b di t iBending always induces the same amount of bending strain.Uniform axial strains induced by tension during forming can vary and must be added to bending strain to predict maximum tensile strain.Materials with higher modulus of elasticity (i.e., steel) will spring back less.Higher yield strength will result in more spring back (all other factors being equal).Natural aging in precipitation hardenable aluminum alloys results in increasing yield and ultimate tensile strength and decreasing ultimate tensile strain (elongation).Analysis can be used to design die contours and process parameters required to eliminate trial and error approaches to bent part production.

Questions?
Alcoa Proprietary Information