Archives de l'Inspection générale des camps d'internement ...
Inspection visuelle selon EN ISO 17637 Critères d’acceptation: EN 1090-2:EXC1/2/3/4
Révision: V07 Date: 21/08/2017
Référence: VT_1090-2 Page 1 de 14
Copyright E.W.G. : ne peut être copié et/ou transmis sans l'autorisation de la société E.W.G. sprl
VT_1090-2 Instruction de travail pour l'inspection visuelle selon EN ISO 17637
avec critères d’acceptation EN 1090-2:EXC1/2/3/4
1. Domaine d'application
Cette instruction est en vigueur pour toutes les inspections visuelles qui doivent répondre à l'EN1090-2:EXC1/2/3/4 (constructions en acier). Elle doit être appliquée aussi bien par les soudeurs que par le personnel d'assurance qualité de l'entreprise. Le coordinateur en soudage s’assure qu'elle soit appliquée. Les critères d'acceptation pour l'EXC4 (dernière colonne dans les tableaux) ne sont pas valables pour les ponts, parce qu'ils requièrent des exigences supplémentaires. (Tableau 17, EN1090-2)
2. Références normatives
• EN ISO 17637: Contrôle non destructif des assemblages soudés - Contrôle visuel des
• assemblages soudés par fusion.
• EN ISO 6520-1: Soudage et techniques connexes — Classification des défauts géométriques dans les soudures des matériaux métalliques — Partie 1: Soudage par fusion ((ISO 6520-1:2007).
• EN ISO 5817, Soudage — Assemblages en acier, nickel, titane et leurs alliages soudés par fusion (soudage par faisceau exclu) — Niveaux de qualité par rapport aux défauts
3. Symboles
Les symboles suivants sont utilisés dans les tableaux.
B Niveau de qualité correspondant à l’exigence la plus élevée
C Niveau de qualité correspondant à l’exigence intermédiaire
D Niveau de qualité correspondant à l’exigence la plus basse
a gorge nominale d’une soudure d’angle (voir également ISO 2553)
b largeur de la surépaisseur
d diamètre des soufflures
h hauteur ou largeur du défaut
s épaisseur nominale de la soudure bout à bout (voir également ISO 2553)
t épaisseur (nominale) de la tôle
4. Table des matières
1. Domaine d'application p.1 2. Références normatives p.1 3. Symboles p.1 4. Table des matières p.1 5. Lumière p.2 6. Outils pour l'inspection p.2 7. Conditions d'acceptation supplémentaires p.3 8. Notes p.3 9. Défauts superficiels (série 1.xx) p.4 10. Défauts internes (série 2.xx) p.13 11. Défauts géométriques (série 3.xx) p.14
Inspection visuelle selon EN ISO 17637 Critères d’acceptation: EN 1090-2:EXC1/2/3/4
Révision: V07 Date: 21/08/2017
Référence: VT_1090-2 Page 2 de 14
Copyright E.W.G. : ne peut être copié et/ou transmis sans l'autorisation de la société E.W.G. sprl
5. Lumière
Pour les inspections visuelles, assurez-vous que l'éclairage est suffisant (> 350 lux). Utilisez une lampe de poche en cas de luminosité insuffisante et/ou pour mesurer des petits défauts (porosités, fissures).
Lampe de poche
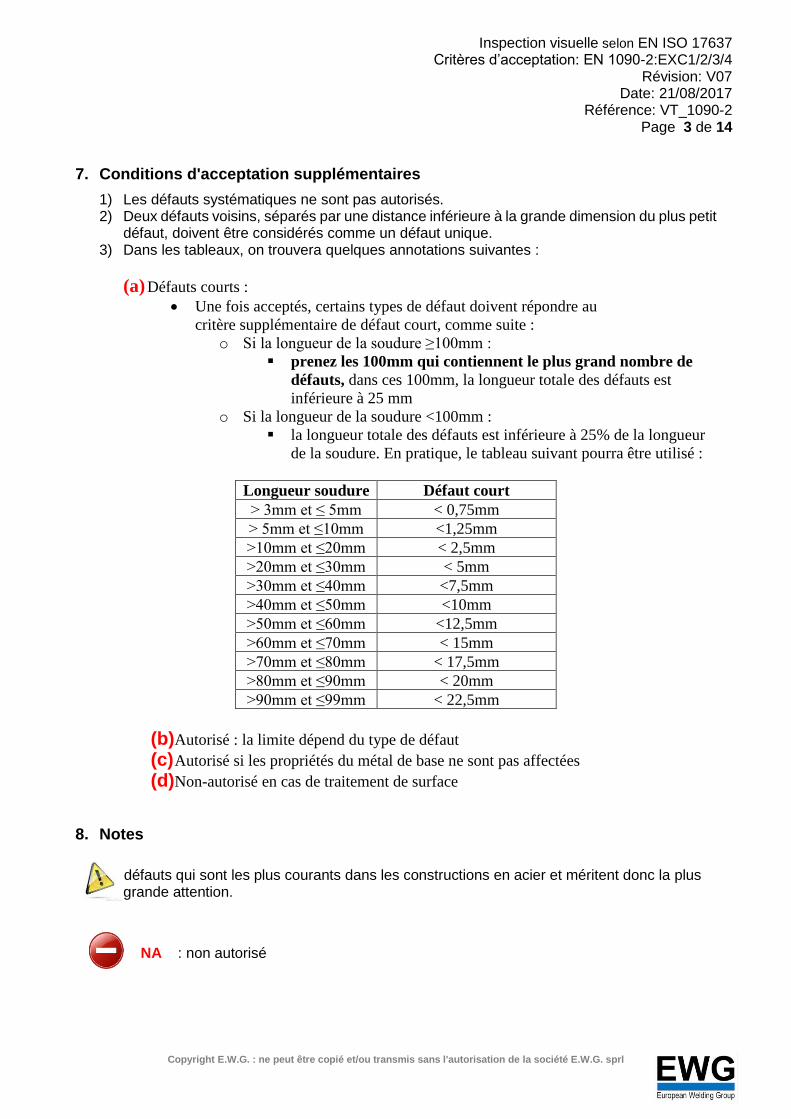
6. Outils pour l'exécution de l'inspection
Les outils suivants, gérés par le coordinateur en soudage, sont disponibles à un emplacement
centralisé :
Calibre de soudage
VT ©
Pied à coulisse
Règle acier
Jauge de mesure des cordons
(surépaisseur, caniveaux)
Loupe
Jauge d'épaisseur
Inspection visuelle selon EN ISO 17637 Critères d’acceptation: EN 1090-2:EXC1/2/3/4
Révision: V07 Date: 21/08/2017
Référence: VT_1090-2 Page 3 de 14
Copyright E.W.G. : ne peut être copié et/ou transmis sans l'autorisation de la société E.W.G. sprl
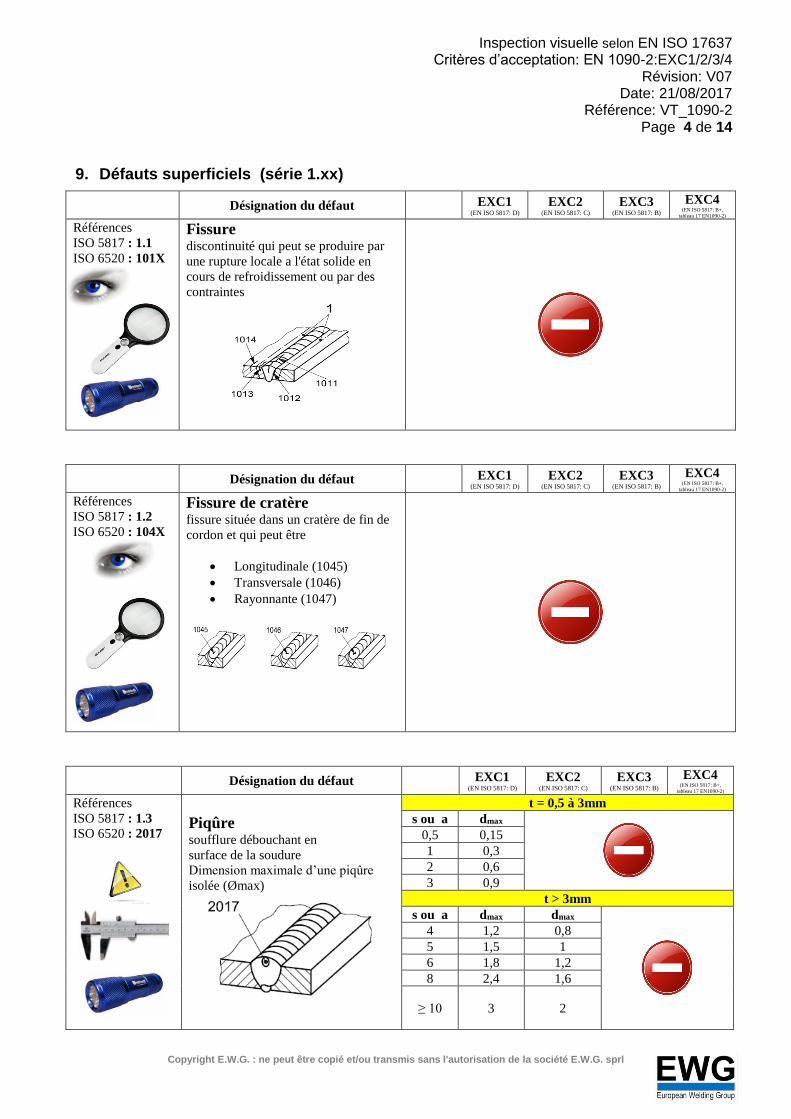
7. Conditions d'acceptation supplémentaires
1) Les défauts systématiques ne sont pas autorisés. 2) Deux défauts voisins, séparés par une distance inférieure à la grande dimension du plus petit
défaut, doivent être considérés comme un défaut unique. 3) Dans les tableaux, on trouvera quelques annotations suivantes :
(a) Défauts courts :
• Une fois acceptés, certains types de défaut doivent répondre au
critère supplémentaire de défaut court, comme suite :
o Si la longueur de la soudure ≥100mm :
▪ prenez les 100mm qui contiennent le plus grand nombre de
défauts, dans ces 100mm, la longueur totale des défauts est
inférieure à 25 mm
o Si la longueur de la soudure <100mm :
▪ la longueur totale des défauts est inférieure à 25% de la longueur
de la soudure. En pratique, le tableau suivant pourra être utilisé :
Longueur soudure Défaut court
> 3mm et ≤ 5mm < 0,75mm
> 5mm et ≤10mm <1,25mm
>10mm et ≤20mm < 2,5mm
>20mm et ≤30mm < 5mm
>30mm et ≤40mm <7,5mm
>40mm et ≤50mm <10mm
>50mm et ≤60mm <12,5mm
>60mm et ≤70mm < 15mm
>70mm et ≤80mm < 17,5mm
>80mm et ≤90mm < 20mm
>90mm et ≤99mm < 22,5mm
(b) Autorisé : la limite dépend du type de défaut
(c) Autorisé si les propriétés du métal de base ne sont pas affectées
(d) Non-autorisé en cas de traitement de surface
8. Notes
défauts qui sont les plus courants dans les constructions en acier et méritent donc la plus grande attention.
NA : non autorisé
Inspection visuelle selon EN ISO 17637 Critères d’acceptation: EN 1090-2:EXC1/2/3/4
Révision: V07 Date: 21/08/2017
Référence: VT_1090-2 Page 4 de 14
Copyright E.W.G. : ne peut être copié et/ou transmis sans l'autorisation de la société E.W.G. sprl
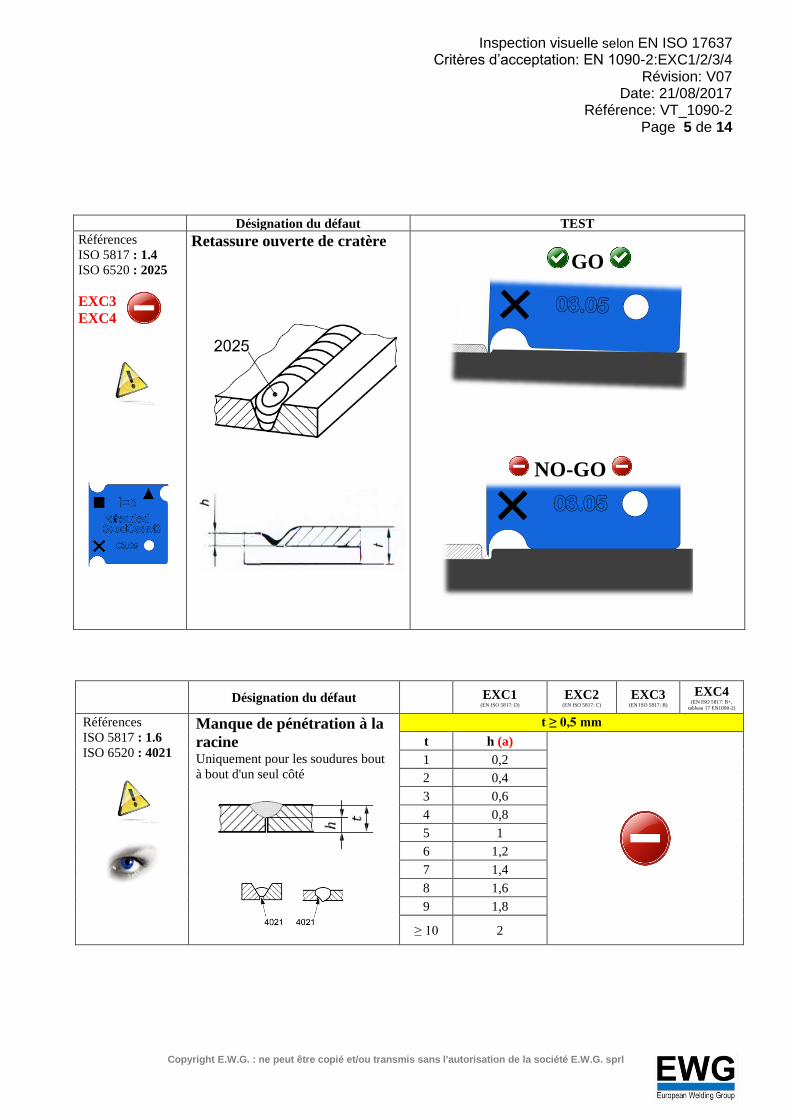
9. Défauts superficiels (série 1.xx)
Désignation du défaut EXC1
(EN ISO 5817: D) EXC2
(EN ISO 5817: C) EXC3
(EN ISO 5817: B) EXC4
(EN ISO 5817: B+,
tableau 17 EN1090-2) Références
ISO 5817 : 1.1
ISO 6520 : 101X
Fissure discontinuité qui peut se produire par
une rupture locale a l'état solide en
cours de refroidissement ou par des
contraintes
Désignation du défaut EXC1
(EN ISO 5817: D) EXC2
(EN ISO 5817: C) EXC3
(EN ISO 5817: B) EXC4
(EN ISO 5817: B+,
tableau 17 EN1090-2) Références
ISO 5817 : 1.2
ISO 6520 : 104X
Fissure de cratère fissure située dans un cratère de fin de
cordon et qui peut être
• Longitudinale (1045)
• Transversale (1046)
• Rayonnante (1047)
Désignation du défaut
EXC1 (EN ISO 5817: D)
EXC2 (EN ISO 5817: C)
EXC3 (EN ISO 5817: B)
EXC4 (EN ISO 5817: B+,
tableau 17 EN1090-2) Références
ISO 5817 : 1.3
ISO 6520 : 2017
Piqûre
soufflure débouchant en
surface de la soudure
Dimension maximale d’une piqûre
isolée (Ømax)
t = 0,5 à 3mm
s ou a dmax
0,5 0,15
1 0,3
2 0,6
3 0,9
t > 3mm
s ou a dmax dmax
4 1,2 0,8
5 1,5 1
6 1,8 1,2
8 2,4 1,6
≥ 10 3 2
Inspection visuelle selon EN ISO 17637 Critères d’acceptation: EN 1090-2:EXC1/2/3/4
Révision: V07 Date: 21/08/2017
Référence: VT_1090-2 Page 5 de 14
Copyright E.W.G. : ne peut être copié et/ou transmis sans l'autorisation de la société E.W.G. sprl
Désignation du défaut TEST
Références
ISO 5817 : 1.4
ISO 6520 : 2025
EXC3
EXC4
Retassure ouverte de cratère
GO
NO-GO
Désignation du défaut
EXC1 (EN ISO 5817: D)
EXC2 (EN ISO 5817: C)
EXC3 (EN ISO 5817: B)
EXC4 (EN ISO 5817: B+,
tableau 17 EN1090-2)
Références
ISO 5817 : 1.6
ISO 6520 : 4021
Manque de pénétration à la
racine
Uniquement pour les soudures bout
à bout d'un seul côté
t ≥ 0,5 mm
t h (a)
1 0,2
2 0,4
3 0,6
4 0,8
5 1
6 1,2
7 1,4
8 1,6
9 1,8
≥ 10 2
Inspection visuelle selon EN ISO 17637 Critères d’acceptation: EN 1090-2:EXC1/2/3/4
Révision: V07 Date: 21/08/2017
Référence: VT_1090-2 Page 6 de 14
Copyright E.W.G. : ne peut être copié et/ou transmis sans l'autorisation de la société E.W.G. sprl
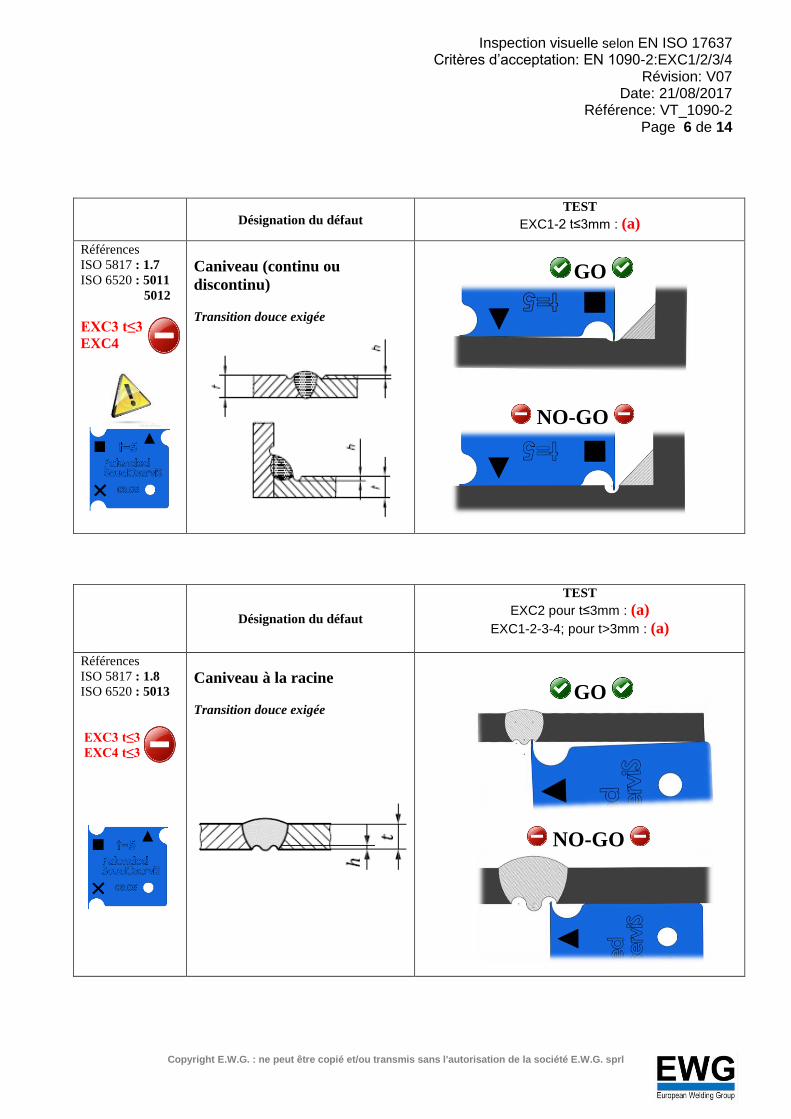
Désignation du défaut
TEST
EXC1-2 t≤3mm : (a)
Références
ISO 5817 : 1.7
ISO 6520 : 5011
5012
EXC3 t≤3
EXC4
Caniveau (continu ou
discontinu)
Transition douce exigée
GO
NO-GO
Désignation du défaut
TEST
EXC2 pour t≤3mm : (a)
EXC1-2-3-4; pour t>3mm : (a)
Références
ISO 5817 : 1.8
ISO 6520 : 5013
EXC3 t≤3
EXC4 t≤3
Caniveau à la racine
Transition douce exigée
GO
NO-GO
Inspection visuelle selon EN ISO 17637 Critères d’acceptation: EN 1090-2:EXC1/2/3/4
Révision: V07 Date: 21/08/2017
Référence: VT_1090-2 Page 7 de 14
Copyright E.W.G. : ne peut être copié et/ou transmis sans l'autorisation de la société E.W.G. sprl
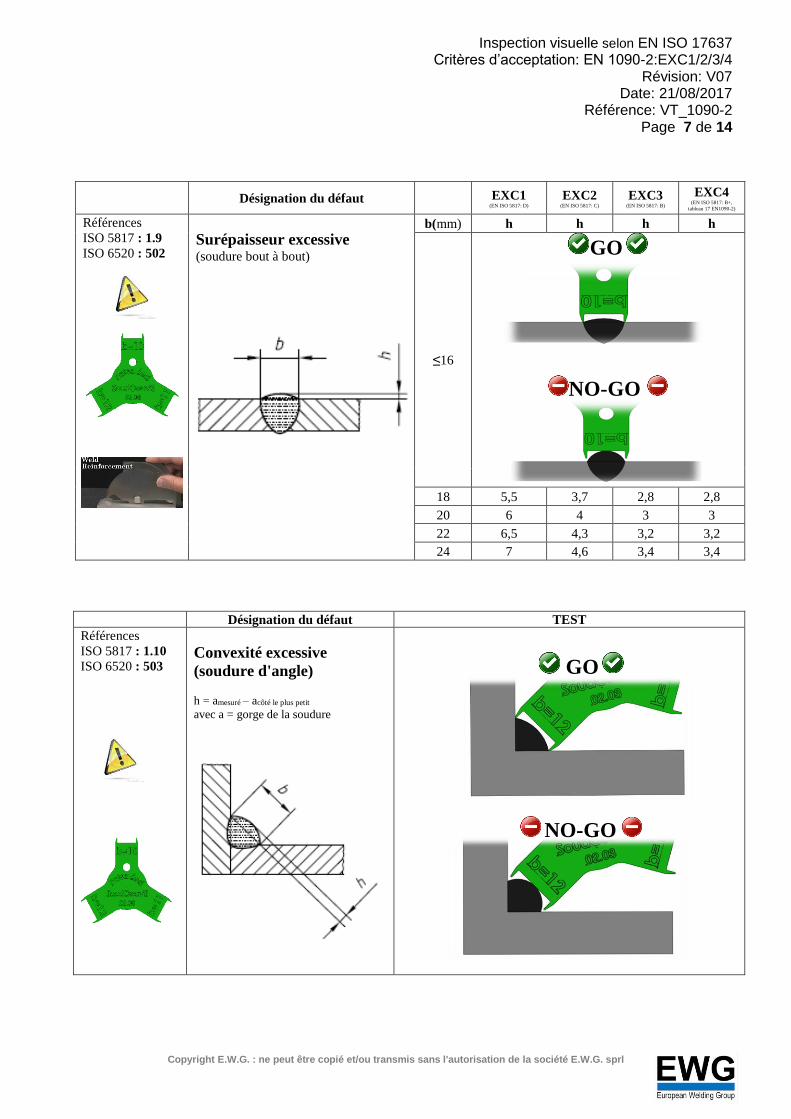
Désignation du défaut EXC1
(EN ISO 5817: D) EXC2
(EN ISO 5817: C) EXC3
(EN ISO 5817: B) EXC4
(EN ISO 5817: B+,
tableau 17 EN1090-2)
Références
ISO 5817 : 1.9
ISO 6520 : 502
Surépaisseur excessive (soudure bout à bout)
b(mm) h h h h
≤16
GO
NO-GO
18 5,5 3,7 2,8 2,8
20 6 4 3 3
22 6,5 4,3 3,2 3,2
24 7 4,6 3,4 3,4
Désignation du défaut TEST
Références
ISO 5817 : 1.10
ISO 6520 : 503
Convexité excessive
(soudure d'angle)
h = amesuré – acôté le plus petit
avec a = gorge de la soudure
GO
NO-GO
Inspection visuelle selon EN ISO 17637 Critères d’acceptation: EN 1090-2:EXC1/2/3/4
Révision: V07 Date: 21/08/2017
Référence: VT_1090-2 Page 8 de 14
Copyright E.W.G. : ne peut être copié et/ou transmis sans l'autorisation de la société E.W.G. sprl
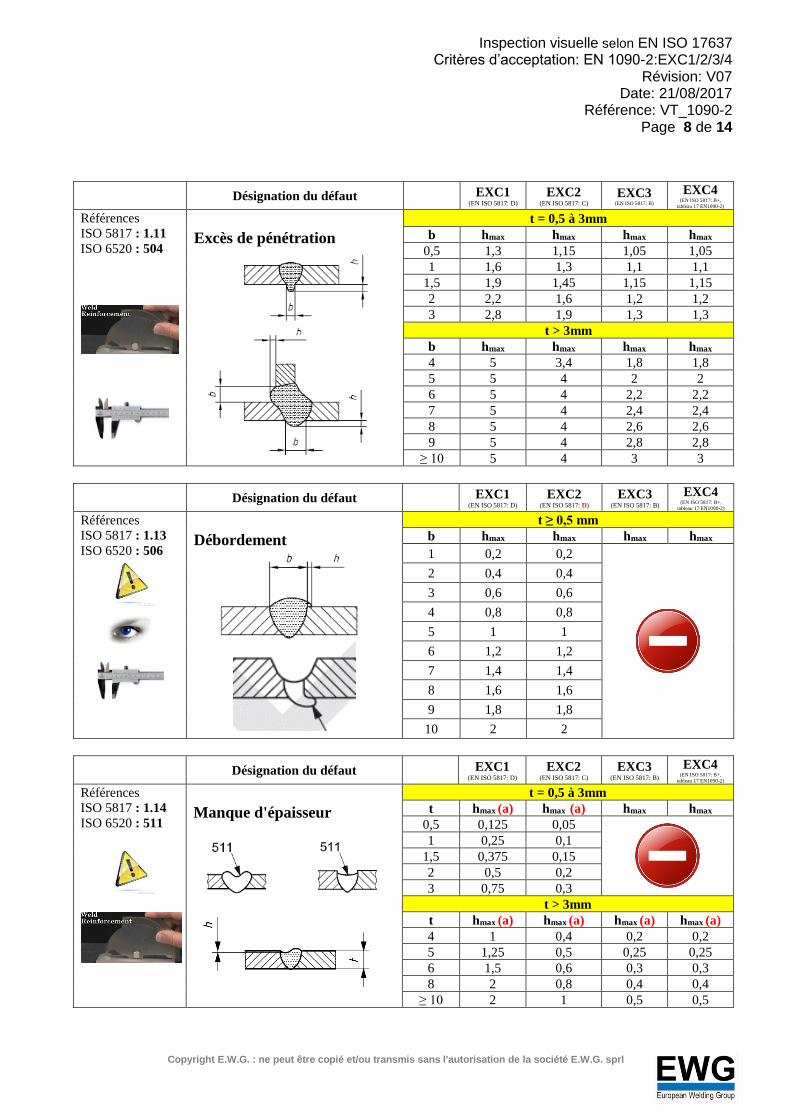
Désignation du défaut EXC1
(EN ISO 5817: D) EXC2
(EN ISO 5817: C) EXC3
(EN ISO 5817: B) EXC4
(EN ISO 5817: B+,
tableau 17 EN1090-2) Références
ISO 5817 : 1.11
ISO 6520 : 504
Excès de pénétration
t = 0,5 à 3mm
b hmax hmax hmax hmax
0,5 1,3 1,15 1,05 1,05
1 1,6 1,3 1,1 1,1
1,5 1,9 1,45 1,15 1,15
2 2,2 1,6 1,2 1,2
3 2,8 1,9 1,3 1,3
t > 3mm
b hmax hmax hmax hmax
4 5 3,4 1,8 1,8
5 5 4 2 2
6 5 4 2,2 2,2
7 5 4 2,4 2,4
8 5 4 2,6 2,6
9 5 4 2,8 2,8
≥ 10 5 4 3 3
Désignation du défaut EXC1
(EN ISO 5817: D) EXC2
(EN ISO 5817: D) EXC3
(EN ISO 5817: B) EXC4
(EN ISO 5817: B+,
tableau 17 EN1090-2) Références
ISO 5817 : 1.13
ISO 6520 : 506
Débordement
t ≥ 0,5 mm
b hmax hmax hmax hmax
1 0,2 0,2
2 0,4 0,4
3 0,6 0,6
4 0,8 0,8
5 1 1
6 1,2 1,2
7 1,4 1,4
8 1,6 1,6
9 1,8 1,8
10 2 2
Désignation du défaut EXC1
(EN ISO 5817: D) EXC2
(EN ISO 5817: C) EXC3
(EN ISO 5817: B) EXC4
(EN ISO 5817: B+,
tableau 17 EN1090-2) Références
ISO 5817 : 1.14
ISO 6520 : 511
Manque d'épaisseur
t = 0,5 à 3mm
t hmax (a) hmax (a) hmax hmax
0,5 0,125 0,05
1 0,25 0,1
1,5 0,375 0,15
2 0,5 0,2
3 0,75 0,3
t > 3mm
t hmax (a) hmax (a) hmax (a) hmax (a)
4 1 0,4 0,2 0,2
5 1,25 0,5 0,25 0,25
6 1,5 0,6 0,3 0,3
8 2 0,8 0,4 0,4
≥ 10 2 1 0,5 0,5
Inspection visuelle selon EN ISO 17637 Critères d’acceptation: EN 1090-2:EXC1/2/3/4
Révision: V07 Date: 21/08/2017
Référence: VT_1090-2 Page 9 de 14
Copyright E.W.G. : ne peut être copié et/ou transmis sans l'autorisation de la société E.W.G. sprl
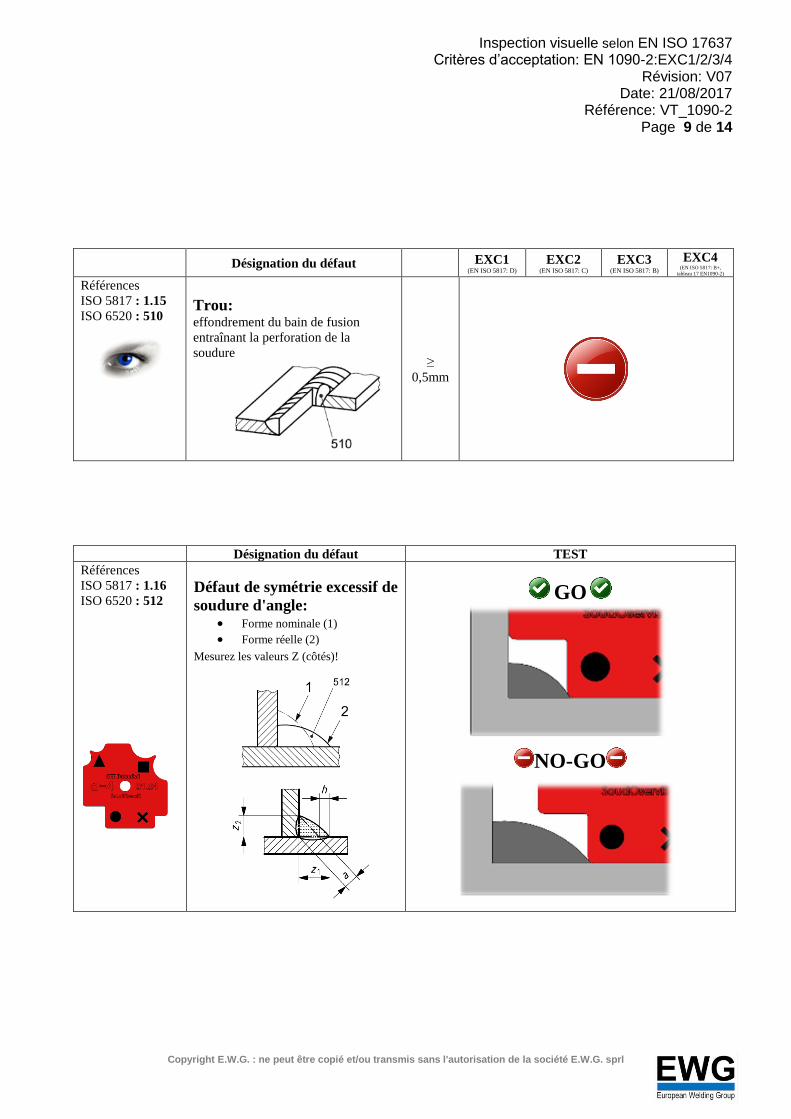
Désignation du défaut
EXC1 (EN ISO 5817: D)
EXC2 (EN ISO 5817: C)
EXC3 (EN ISO 5817: B)
EXC4 (EN ISO 5817: B+,
tableau 17 EN1090-2) Références
ISO 5817 : 1.15
ISO 6520 : 510
Trou: effondrement du bain de fusion
entraînant la perforation de la
soudure
≥
0,5mm
Désignation du défaut TEST
Références
ISO 5817 : 1.16
ISO 6520 : 512
Défaut de symétrie excessif de
soudure d'angle: • Forme nominale (1)
• Forme réelle (2)
Mesurez les valeurs Z (côtés)!
GO
NO-GO
Inspection visuelle selon EN ISO 17637 Critères d’acceptation: EN 1090-2:EXC1/2/3/4
Révision: V07 Date: 21/08/2017
Référence: VT_1090-2 Page 10 de 14
Copyright E.W.G. : ne peut être copié et/ou transmis sans l'autorisation de la société E.W.G. sprl
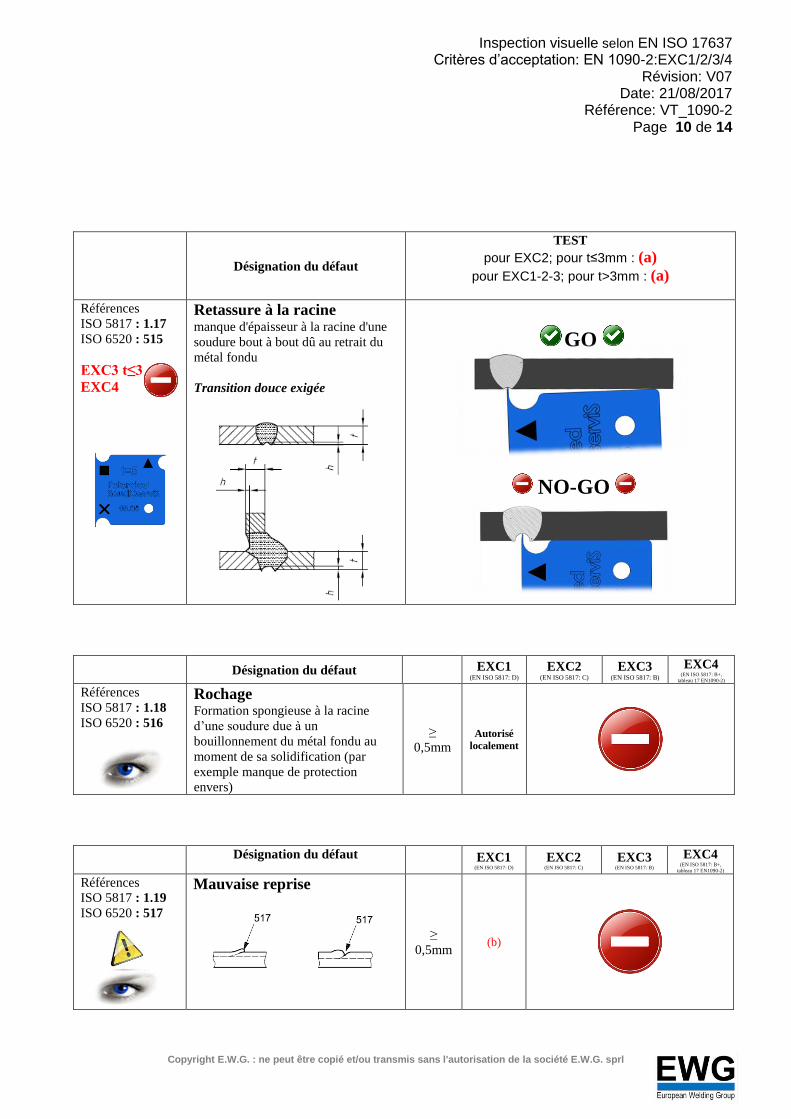
Désignation du défaut
TEST
pour EXC2; pour t≤3mm : (a)
pour EXC1-2-3; pour t>3mm : (a)
Références
ISO 5817 : 1.17
ISO 6520 : 515
EXC3 t≤3
EXC4
Retassure à la racine manque d'épaisseur à la racine d'une
soudure bout à bout dû au retrait du
métal fondu
Transition douce exigée
GO
NO-GO
Désignation du défaut EXC1
(EN ISO 5817: D) EXC2
(EN ISO 5817: C) EXC3
(EN ISO 5817: B) EXC4
(EN ISO 5817: B+,
tableau 17 EN1090-2) Références
ISO 5817 : 1.18
ISO 6520 : 516
Rochage Formation spongieuse à la racine
d’une soudure due à un
bouillonnement du métal fondu au
moment de sa solidification (par
exemple manque de protection
envers)
≥
0,5mm Autorisé
localement
Désignation du défaut EXC1 (EN ISO 5817: D)
EXC2 (EN ISO 5817: C)
EXC3 (EN ISO 5817: B)
EXC4 (EN ISO 5817: B+,
tableau 17 EN1090-2) Références
ISO 5817 : 1.19
ISO 6520 : 517
Mauvaise reprise
≥
0,5mm (b)
Inspection visuelle selon EN ISO 17637 Critères d’acceptation: EN 1090-2:EXC1/2/3/4
Révision: V07 Date: 21/08/2017
Référence: VT_1090-2 Page 11 de 14
Copyright E.W.G. : ne peut être copié et/ou transmis sans l'autorisation de la société E.W.G. sprl
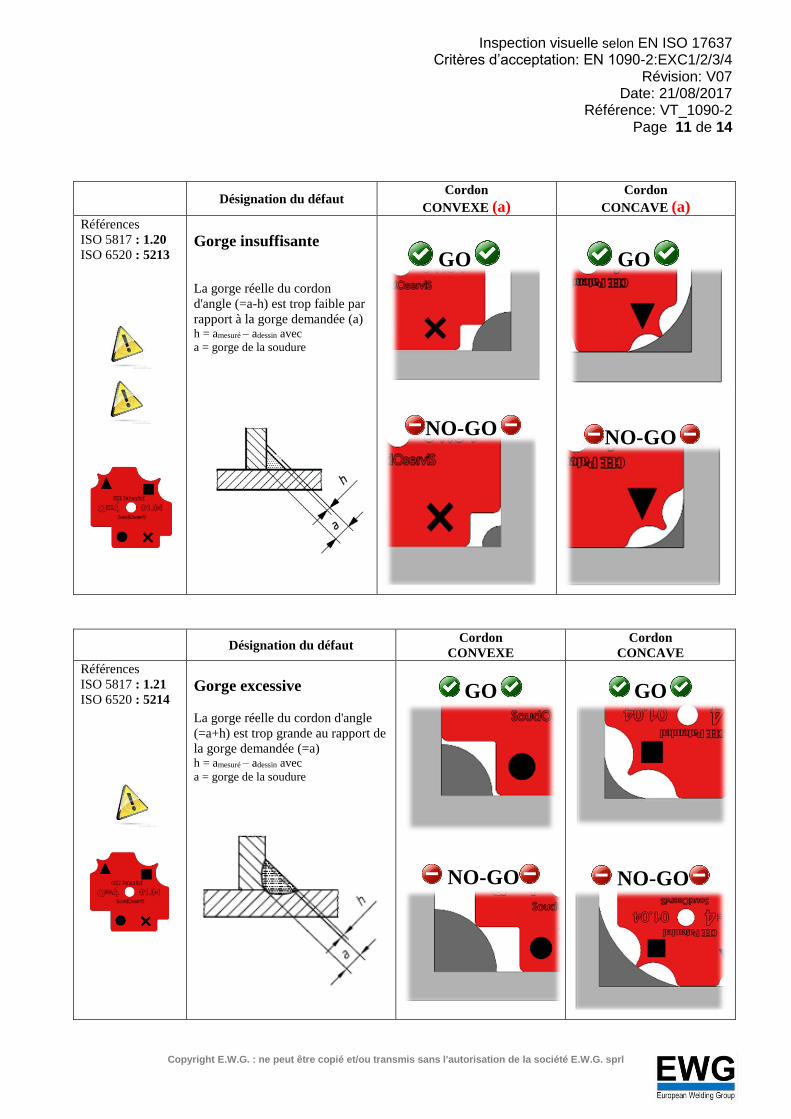
Désignation du défaut Cordon
CONVEXE (a)
Cordon
CONCAVE (a)
Références
ISO 5817 : 1.20
ISO 6520 : 5213
Gorge insuffisante
La gorge réelle du cordon
d'angle (=a-h) est trop faible par
rapport à la gorge demandée (a) h = amesuré – adessin avec
a = gorge de la soudure
GO
NO-GO
GO
NO-GO
Désignation du défaut
Cordon
CONVEXE
Cordon
CONCAVE
Références
ISO 5817 : 1.21
ISO 6520 : 5214
Gorge excessive
La gorge réelle du cordon d'angle
(=a+h) est trop grande au rapport de
la gorge demandée (=a) h = amesuré – adessin avec
a = gorge de la soudure
GO
NO-GO
GO
NO-GO
Inspection visuelle selon EN ISO 17637 Critères d’acceptation: EN 1090-2:EXC1/2/3/4
Révision: V07 Date: 21/08/2017
Référence: VT_1090-2 Page 12 de 14
Copyright E.W.G. : ne peut être copié et/ou transmis sans l'autorisation de la société E.W.G. sprl
Désignation du défaut EXC1
(EN ISO 5817: D) EXC2
(EN ISO 5817: D) EXC3
(EN ISO 5817: B) EXC4
(EN ISO 5817: B+,
tableau 17 EN1090-2) Références
ISO 5817 : 1.22
ISO 6520 : 601
Amorçage accidentel (coup
d'arc) altération locale et superficielle du
matériau de base résultant d'un
amorçage accidentel de l'arc
au voisinage de la soudure
≥ 0,5mm (c)
Désignation du défaut EXC1
(EN ISO 5817: D) EXC2
(EN ISO 5817: C) EXC3
(EN ISO 5817: B) EXC4
(EN ISO 5817: B+,
tableau 17 EN1090-2) Références
ISO 5817 : 1.23
ISO 6520 : 602
Projections (ou perles)
éclaboussure de métal en fusion
projetée pendant le soudage et qui
adhère sur le matériau de base ou le
métal fondu déjà solidifié ≥ 0,5mm (d)
10. Défauts internes (série 2.xx)
Ces défauts ne sont pas pris en compte lors de l'inspection visuelle.
Inspection visuelle selon EN ISO 17637 Critères d’acceptation: EN 1090-2:EXC1/2/3/4
Révision: V07 Date: 21/08/2017
Référence: VT_1090-2 Page 13 de 14
Copyright E.W.G. : ne peut être copié et/ou transmis sans l'autorisation de la société E.W.G. sprl
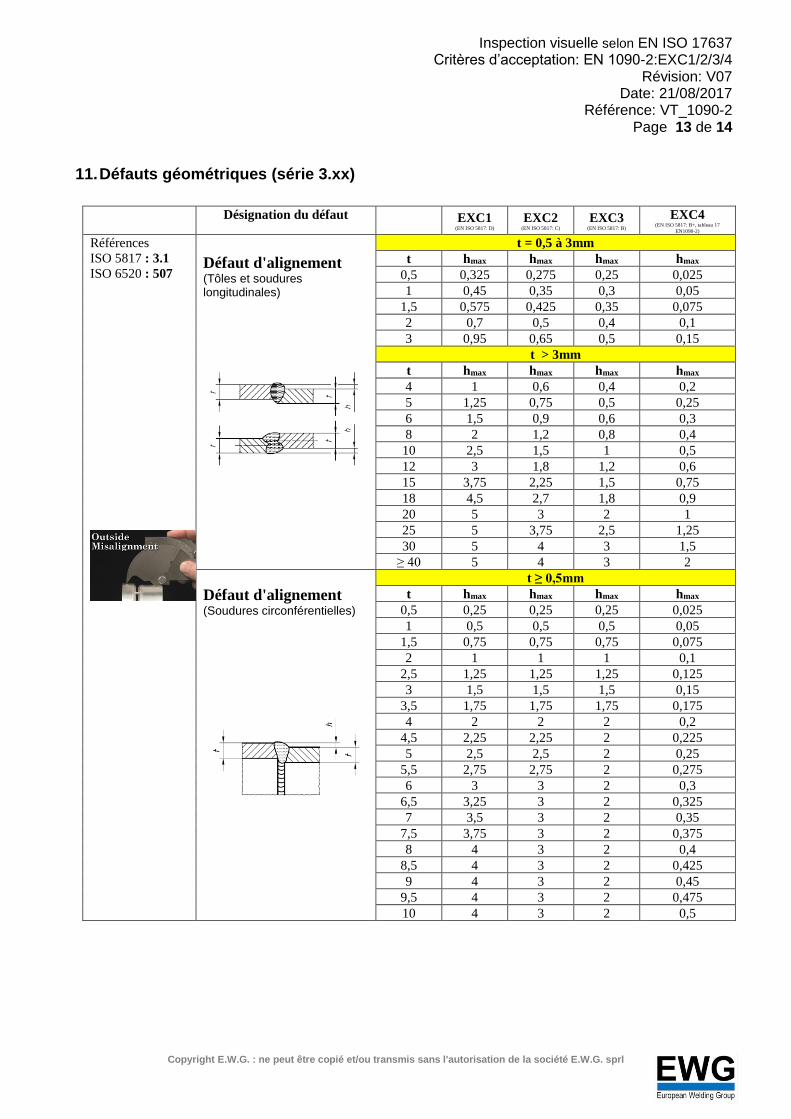
11. Défauts géométriques (série 3.xx)
Désignation du défaut EXC1 (EN ISO 5817: D)
EXC2 (EN ISO 5817: C)
EXC3 (EN ISO 5817: B)
EXC4 (EN ISO 5817: B+, tableau 17
EN1090-2) Références
ISO 5817 : 3.1
ISO 6520 : 507
Défaut d'alignement (Tôles et soudures longitudinales)
t = 0,5 à 3mm
t hmax hmax hmax hmax
0,5 0,325 0,275 0,25 0,025
1 0,45 0,35 0,3 0,05
1,5 0,575 0,425 0,35 0,075
2 0,7 0,5 0,4 0,1
3 0,95 0,65 0,5 0,15
t > 3mm
t hmax hmax hmax hmax
4 1 0,6 0,4 0,2
5 1,25 0,75 0,5 0,25
6 1,5 0,9 0,6 0,3
8 2 1,2 0,8 0,4
10 2,5 1,5 1 0,5
12 3 1,8 1,2 0,6
15 3,75 2,25 1,5 0,75
18 4,5 2,7 1,8 0,9
20 5 3 2 1
25 5 3,75 2,5 1,25
30 5 4 3 1,5
≥ 40 5 4 3 2
Défaut d'alignement (Soudures circonférentielles)
t ≥ 0,5mm
t hmax hmax hmax hmax
0,5 0,25 0,25 0,25 0,025
1 0,5 0,5 0,5 0,05
1,5 0,75 0,75 0,75 0,075
2 1 1 1 0,1
2,5 1,25 1,25 1,25 0,125
3 1,5 1,5 1,5 0,15
3,5 1,75 1,75 1,75 0,175
4 2 2 2 0,2
4,5 2,25 2,25 2 0,225
5 2,5 2,5 2 0,25
5,5 2,75 2,75 2 0,275
6 3 3 2 0,3
6,5 3,25 3 2 0,325
7 3,5 3 2 0,35
7,5 3,75 3 2 0,375
8 4 3 2 0,4
8,5 4 3 2 0,425
9 4 3 2 0,45
9,5 4 3 2 0,475
10 4 3 2 0,5
Inspection visuelle selon EN ISO 17637 Critères d’acceptation: EN 1090-2:EXC1/2/3/4
Révision: V07 Date: 21/08/2017
Référence: VT_1090-2 Page 14 de 14
Copyright E.W.G. : ne peut être copié et/ou transmis sans l'autorisation de la société E.W.G. sprl
Désignation du défaut
EXC1 (EN ISO 5817: D)
EXC2 (EN ISO 5817: C)
EXC3 (EN ISO 5817: B)
EXC4 (EN ISO 5817: B+,
tableau 17 EN1090-2) Références
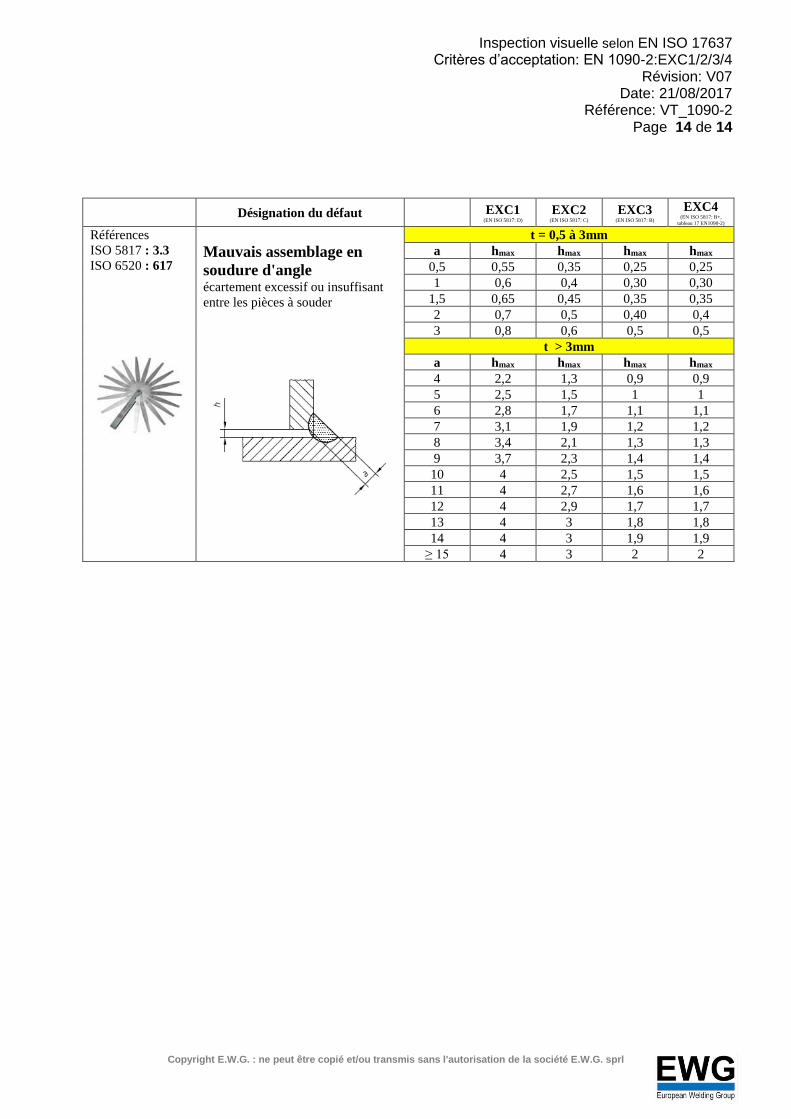
ISO 5817 : 3.3
ISO 6520 : 617
Mauvais assemblage en
soudure d'angle écartement excessif ou insuffisant
entre les pièces à souder
t = 0,5 à 3mm
a hmax hmax hmax hmax
0,5 0,55 0,35 0,25 0,25
1 0,6 0,4 0,30 0,30
1,5 0,65 0,45 0,35 0,35
2 0,7 0,5 0,40 0,4
3 0,8 0,6 0,5 0,5
t > 3mm
a hmax hmax hmax hmax
4 2,2 1,3 0,9 0,9
5 2,5 1,5 1 1
6 2,8 1,7 1,1 1,1
7 3,1 1,9 1,2 1,2
8 3,4 2,1 1,3 1,3
9 3,7 2,3 1,4 1,4
10 4 2,5 1,5 1,5
11 4 2,7 1,6 1,6
12 4 2,9 1,7 1,7
13 4 3 1,8 1,8
14 4 3 1,9 1,9
≥ 15 4 3 2 2