Travail Cuivre

of 55
Transcript of Travail Cuivre
-
7/26/2019 Travail Cuivre
1/55
1
LE TRAVAIL DU CUIVRE*
* Titre original : Trennen und Verbinden von Kupfer und Kupferlegierungen
Edit par le DKI en 2006 et traduit par le Cicla en 2007
Centre dInformation du Cuivre, Laitons et Alliages 17, rue Hamelin 75016 PARIS
Tl. 01 42 25 25 67 Fax 01 49 53 03 82 www.cuivre.org
-
7/26/2019 Travail Cuivre
2/55
2
T A B L E D E S MA T I E R E S
1 PROPRITS MCANIQUES DE BASE 6
2 DCOUPE - CISAILLAGE 7
2.1 Dcoupe 7
2.2 Lopration de dcoupe 8
2.3
Intervalle de dcoupe 8
2.4 La force de cisaillement 8
2.5 Procds de cisaillement 9
2.6 Dcoupe manuelle du mtal 9
2.7 Dcoupe du mtal avec entraneur manuel 9
2.8 Dcoupe en guil lot ine 10
2.9
Dcoupe laide de lames mobi les 10
2.10 Dcoupe et perage par poinonnage 10
2.11 Intervalle de dcoupe 13
2.12 Avance en plonge du matriau 13
3 UTILISATION DE MACHINES LASER 14
3.1 Proprits du faisceau laser 14
3.2 Lentil les laser 14
3.3 Dcoupe du cuivre 15
3.4 La technologie de la dcoupe au faisceau laser 15
4 DCOUPE LAIDE DUN JET DEAU HAUTEPRESSION 17
4.1 Ttes de coupe et adjuvants de coupe 17
4.2 Performances de dcoupe 18
-
7/26/2019 Travail Cuivre
3/55
3
5 DCOUPE DISPOSITIFS DJECTION DESMATRIAUX 20
5.1 Oprations de sciage 21
5.2 Sciage manuel 21
5.3 Outils 23
5.4
Fluides de lubrification et de refroidissement 24
5.5 Outils de tour 24
6 FRAISAGE 27
7 PERAGE 28
8 ASSEMBLAGES MCANIQUES 30
8.1 Vissage 30
8.2 Matriaux de fabrication 30
8.3 Appl ications 31
8.4 Rivetage 31
8.5 Rivet tte de mandrin prisonnier 33
8.6 Rivets visser 33
8.7
Rivets corps cylindrique 34
9 ASSEMBLAGES PAR COMPRESSION 35
9.1 Joint Coll 36
9.2 Joints colls Influence de ltat de surface 36
9.3 Contraintes mises en jeu 36
9.4
Pouvoir adhsif Importance de la conception 37
9.5 Force de rsistance des joints colls 37
9.6 Conception 38
10ASSEMBLAGES THERMIQUES 39
10.1 Les dif frentes lectrodes 41
10.2 Courants de soudage 41
10.3
Soudage aux gaz mtal/inerte 42
-
7/26/2019 Travail Cuivre
4/55
4
10.4 Courant de soudage 43
10.5 Les diffrents systmes et leurs constituants 44
10.6 Les ttes de soudage et les diffrents types de cordons 44
10.7 Caractris tiques du procd 48
10.8 Brasage 48
11AFFINAGE DE SURFACE 51
11.1 Moyens mcaniques 51
11.2 Pr-meulage 52
11.3 Meulage de fin ition et meulage fin 52
11.4 Polissage 52
11.5 Dcapage 53
12 CHIMIE ET LECTROCHIMIE 54
12.1 Electropolissage 54
12.2 Conditions requises pour llectropolissage 54
12.3 Lenrobage 55
-
7/26/2019 Travail Cuivre
5/55
5
INTRODUCTION
Grise est la thorie, vert est larbre de la vie , disait le Faust de Goethe. Cette citationclbre montre bien linsuffisance dun savoir purement thorique, et porte notre attention dessujets dordre pratique. Mais il est aussi parfaitement vident que lon ne peut progresser dans lavie sans une somme dacquis pralables.
Architectes, artisans et autres, pour qui cette notion fait partie du quotidien professionnel,pourraient certainement en dvelopper longuement le bien-fond. On ne saurait travailler lecuivre ou ses alliages (comme dailleurs nimporte quel autre matriau) sans prendre en compte lescaractristiques et les spcificits propres ce mtal. Cest cette condition que lon peutesprer obtenir les meilleurs rsultats.
Les informations fournies dans cet ouvrage concernant la dcoupe, le raccordement,lassemblage, le traitement de surface et la finition du cuivre ont pour but de donner auxprofessionnels de ce domaine des rfrences qui les aideront traiter et travailler ce matriau
afin dobtenir les meilleurs rsultats possibles.
-
7/26/2019 Travail Cuivre
6/55
6
1 Proprits mcaniques de base
Les proprits mcaniques des diffrents matriaux base de cuivre ne divergent que trs peules unes des autres. Dun point de vue artisanal, les diverses mthodes de transformation etdutilisation de ces matriaux, quelles sappliquent aux feuilles, aux bandes, aux tubes ou auxprofils, ne posent pas de problme particulier. Et il faut bien garder en tte certaines des
caractristiques et proprits de ces matriaux :
Rsistance faible ou modre Bonne dformabilit Haute conductivit thermique Excellente conductivit Bonne rsistance la corrosion
Ces proprits facilitent certains procds spcifiques ainsi que le travail et lutilisation ducuivre ou de certains de ses alliages base de zinc (comme le laiton), dtain (bronze) ou deplomb. (Il sagit de caractristiques utiles dans le cas de dispositifs djection des copeaux : Par
exemple, un dispositif pour vacuer les copeaux des creux de la denture de la lame sous formedun jecteur en toile).
-
7/26/2019 Travail Cuivre
7/55
7
2 Dcoupe - Cisaillage
2.1 DcoupeLe travail du cuivre ne ncessite ni lubrification importante, ni surfaces doutillage sophistiques.Les forces ncessaires la dformation du mtal sont modestes, la formation dune couche delubrifiant savre aise, et la ductilit des couches doxyde (toujours prsentes la surface)rvle, dans ce contexte, une interaction avantageuse.
La dcoupe, selon la norme allemande DIN 8588, implique la dcoupe mcanique de tous types dematriaux et de formes ne gnrant ni copeaux ni poussire de mtal .
Les mthodes les plus frquemment utilises pour la dcoupe sont la dcoupe par cisaillage, ladcoupe au couteau, et le refendage.Ces mthodes sont utilises principalement dans le travail de feuilles de cuivre ; un angle dedcoupe assez large est typique de ces procds de dcoupe.
On appelle cisaillagela dcoupe du mtal entre deux lames se dplaant lune part rapport lautre, avec une dcoupe ouverte (figure de gauche) ou ferme (figure de droite).
On appelle dcoupe au couteaula dcoupe du mtal utilisant une lame aiguise en pointe (figureci-dessus).
On appelle refendagela dcoupe du mtal laide doutils aiguiss, y compris les outils rotatifs,dans le cas de dcoupe de bandes de mtal trs fin qui sont guides pour tre usines.
En outre, on peut distinguer plusieurs procds de dcoupe :
- En une passe : la dcoupe est excute en une seule fois tout le long de la ligne de dcoupe.Cette mthode est la plus utilise dans les ateliers de dcoupe industriels.
- En plusieurs passes progressives : la dcoupe est effectue en plusieurs passes ou partapes, lalimentation en mtal se faisant mesure.Cette mthode est typique des dcoupes de grignotage ou avec ciseaux mtaux, chaquemorceau de dcoupe tant plus court que la longueur totale de la ligne de dcoupe.
- En dcoupe continue : la dcoupe est excute de faon continue tout le long de la ligne dedcoupe.Lexemple le plus rpandu de ce type de dcoupe est celui des lignes de dcoupage par outilsrotatifs.
-
7/26/2019 Travail Cuivre
8/55
8
2.2 Lopration de dcoupeLopration de dcoupe se divise en quatre tapes:
Dformation lastique, accompagne de la formation dun bord guidegnralement plac dans le sens de la dcoupe, mais aussi parfoisperpendiculairement celle-ci.
Dformation plastique et coulement du mtal dans la direction de la dcoupe. Apparition de fissures depuis les bords de dcoupe de deux outils de dcoupes Dchirement (Dfaut qui se caractrise par de petites cassures ou fissures)
La composante de dformation lastique restante est la principale cause de blocage du processusde dcoupe et de la perte de mtal sur les buses de dcoupe aprs dcoupe complte, au coursde lopration de poinonnage ou de dcoupage. (On appelle poinonnage lopration quiconsiste dcouper le mtal en lattaquant entre deux outils, le poinon et la matrice, quisajustent lun dans lautre.)
2.3 Intervalle de dcoupe
Dans le cas de la dcoupe du cuivre ou de lun de ses alliages, lintervalle de dcoupe est de
On appelle jeu de cisaillement (entre le poinon et la matrice) la distance entre la matrice oule poinon et louverture de dcoupe. Le jeu de cisaillement est donc gal deux fois lintervallede dcoupe.
2.4 La force de cisaillementLa force de cisaillement F peut tre calcule en appliquant la formule suivante :
Dans laquelle :
F = force de cisaillement en N ou (KN cuivre)S = surface de dcoupe en mm aBmax = force maximale de cisaillement, exprime en N/mm
2
(Pour le cuivre : entre 240 et 430 N/mm2, en fonction de ltat au momentdu traitementPour les alliages de cuivre : de 260 730 N/mm2).
F = S aBmax
On appelle intervalle de dcoupe la distance quispare, dune part, les lames (des couteaux ou desoutils de dcoupe) et les ttes et les bords de coupeet, dautre part, la surface perpendiculaire au plan decoupe.
5% (1/20) de lpaisseur de la plaque
-
7/26/2019 Travail Cuivre
9/55
9
2.5 Procds de cisaillement
On peut classer les diffrents procds de cisaillement comme suit :
Dcoupe pleine largeur laide de lames droites ou aiguises Dcoupe perpendiculaire laide de lames droites ou arrondies.
On peut utiliser des outils main ou des machines dans un cas comme dans lautre.
CISAILLE A TOLE TROU DOUTIL
VOLUMEA
AERETES
CROISAN
T
2.6 Dcoupe manuelle du mtalLa forme des outils de dcoupe utiliss peut varier en fonction de lapplication particulire que
lon recherche. Ils sont le plus souvent utiliss pour dcouper de fines feuilles de mtal.
Diffrents procds sont disponibles dans le commerce :
Pour raliser de longues coupes droites Pour raliser des coupes courtes et incurves Pour raliser de longues dcoupes continues Avec ou sans entraneur Avec des lames de dcoupe interchangeables Destins une gamme de matriaux divers
2.7 Dcoupe du mtal avec entraneur manuelLa forme des outils peut varier selon lapplication recherche. Dans la plupart des cas, lescisailles employes saccompagnent de divers accessoires qui permettent de les adapter lasection concerne et sont quipes de serre-tle. La force de cisaillement est gnre par desentraneurs ou par des segments dents.Avec ce type doutils de cisaillage, seule une petite partie des bords de coupe est coupe. Leslames sont positionnes en angle ou en forme de vote. Ce type doutil peut tre utilis pourdcouper des feuilles de mtal dont lpaisseur nexcde pas 12 mm environ. Ils peuvent treutiliss en mains libres , ou tre poss sur une structure solide. On distingue plusieurs types
de mouvements de coupe.
-
7/26/2019 Travail Cuivre
10/55
10
2.8 Dcoupe en guillotineLes outils de dcoupe en guillotine conviennent la dcoupe de grandes plaques. La lamesuprieure est gnralement commande hydrauliquement. Les cisailles de coupe sont quipesde serre tle et de dispositifs de scurit. Larrt est command mcaniquement oulectroniquement. Ce type doutil sutilise galement sur des lignes de production automatises deplaques et de feuilles. Il sest avr que, dans ce cas, une dcoupe en tirant se rvlait
prfrable.
2.9 Dcoupe laide de lames mobi lesDans ce type de dcoupe, loutil comporte une lame suprieure amovible commande par unsystme lectrique ou pneumatique. Avec ce procd, les chutes de dcoupe qui en rsultentpeuvent tre dformes, contrairement la plaque ou la feuille que lon dcoupe. La faiblepression requise pour entraner le processus permet une utilisation manuelle de loutil. On peutainsi obtenir des cercles de faible rayon. Lemploi dune guillotine permet de raliser de longuesdcoupes droites. Le poids modr et la facilit dutilisation de tels outils les rendentparfaitement adapts aux chantiers de construction.
On utilise ces cisailles rotatives pour la dcoupe partir de formes en vote ou circulaires.
On peut encore mentionner dautres procds de dcoupe :
2.10 Dcoupe et perage par poinonnageLors de la dcoupe, on procde la coupe de surfaces ou de fractions planes partir des bordsdune plaque. Lors du poinonnage, on produit un lment gomtrique complet en une seuleopration.
a. DcoupeIl est important de faire la distinction entre deux procds industriels :
Dcoupe de matriaux plans
Pour obtenir une forme en creux partir dune feuille rectangulaire, il est ncessaire dentailler
les coins. Pour cette opration, on utilise des outils de dcoupe main, des cisailles crocodilescommandes manuellement, des cisailles crocodiles lectriques ou des machines de dcoupe
-
7/26/2019 Travail Cuivre
11/55
11
hydrauliques, dotes ou non dun systme de contrle.
Dcoupage des surfaces
Lorsquil sagit dobtenir une section bords vifs et de forme arrondie, il est ncessairedentailler certaines parties de la surface. Pour cette opration, on utilise des cisailles crocodilescommandes manuellement, des cisailles crocodiles lectriques, des machines de dcoupehydrauliques ou hydrauliques commande numrique.
b. PoinonnageIl est important de faire la distinction entre deux procds industriels :
Poinonnage de plaques ou de feuilles et poinonnage de surfaces
Lors du poinonnage, llment fini est obtenu en une seule opration. Le rsidu de dcoupe estperdu.
Poinonnage et grignotage
-PoinonnageLes outils utiliss pour cette opration consistent en un poinon et une matrice.Le poinon a les dimensions finales de llment poinonn. La matrice doit tre plus grande,et ses dimensions sont calcules en multipliant par deux lintervalle de dcoupe. Ces outils sontgnralement complts par un serre tle. Cette prcaution permet de rduire le risque dedformation du mtal pendant lopration de dcoupe ou lors du retrait du poinon. Le type dematriau et lpaisseur du composant dcouper dterminent lintervalle de dcoupe entre lepoinon et la matrice. Lintervalle de dcoupe doit respecter certaines valeurs si lon veut obtenirune dcoupe nette et pratiquement dnue dbarbures.
Si lon procde au poinonnage dans une zone situe trop prs des bords du matriau, on risquede voir se produire de svres dformations quil ne sera pas compltement possible de matriser
mme avec une serre tle. Il est donc ncessaire, pour cette raison, de respecter un espacementminimal.
En pratique, les limites dutilisation du poinonnage sont dtermines par les facteurs suivants :
Puissance disponible de la machine Force exige par le matriau dcouper Longueur de coupe de loutil Epaisseur du composant destin tre dcoup Force du poinon la compression
-GrignotageLors du grignotage, une troite fente ou boutonnire est produite dans la feuille de mtal enutilisant un outil comportant un poinon et une matrice.
Le grignotage est une sorte de poinonnage continu
Le mouvement continu du poinon, de haut en bas et de bas en haut, permet de couper lematriau et dobtenir finalement la forme gomtrique souhaite. Cette mthode est utilisequelles que soient les quantits dsires, depuis lexemplaire unique jusqu la production en srie.Les outils de coupe, dans ce genre dopration, consistent gnralement en des machines degrignotage commandes la main, soit dans des ateliers, soit sur des chantiers de construction.
-
7/26/2019 Travail Cuivre
12/55
12
Les dchets de coupe (copeaux) ont principalement la forme de croissants ou de rectangles (voirfigure).
Les machines de poinonnage fixes sont gnralement des postes de dcoupe du mtal quipsdun contrle par machine commande numrique (MCN). Elles permettent dexcuter dupoinonnage ou du perage par poinonnage, mais aussi, selon les modles, du grignotage et de lamise en forme.
Les alliages de cuivre se prtent bien, voire trs bien, au poinonnage et au grignotage, condition que la lubrification de loutil de dcoupe ait t adapte au matriau. Plus le matriauest tendre (tat au moment du traitement), plus le risque est grand de voir saccumuler descopeaux sur les bords de loutil de poinonnage ou de grignotage.
Les postes de dcoupe du mtal utilisent une large gamme doutils pour accomplir des tches trsvaries. Ci-dessus figure une liste dtaillant les outils les plus couramment utiliss :
Outils standards : rond, carr, rectangulaire, triangulaire, hexagonal, en fente. Outils permettant de faire de trous de gros calibre : ces outils, munis dune
base carre, comportent des flancs arrondis ; ils prsentent deux avantagesprincipaux : dune part, ils permettent dobtenir une moindre rugosit, etdautre part ils rendent inutile la collecte des copeaux.
Outils de gaufrage Poinons permettant la gravure de lettres ou de chiffres Outils de dcoupe et de poinonnage Boutons de commande Outils de lamage Barrettes Outils de gaufrage en forme de pont Tronquoirs Tronquoirs et outils sertir Outils de serrage Outils de filetage
-
7/26/2019 Travail Cuivre
13/55
13
En fonction des diffrents fabricants, on trouve galement des outils spciaux pour obtenir defines rayures ou pour des oprations de poinonnage ou de grignotage sur tout cuivre trait ensurface, sur les plaques en alliage de cuivre et sur les matriaux en feuille.
2.11 Intervalle de dcoupePour les oprations de poinonnage ou de grignotage du cuivre ou dun de ses alliages, lintervallede dcoupe (entre le poinon et la matrice) est, dans tous les cas, de :
2.12 Avance en p longe du matriauLors du grignotage, lavancement de loutil entre deux frappes dpend gnralement du typedoutillage et du systme de contrle.
10% de lpaisseur du matriau travailler
Calcul du dplacement lors de lavance en plonge =Longueur de loutil de dcoupe 1 2 mm
-
7/26/2019 Travail Cuivre
14/55
14
3 Utilisation de machines laser
Introduction
Le laser est une source radiative qui met, aprs apport dnergie, des ondes lectromagntiquesdans une zone allant selon les cas de lultraviolet linfrarouge. La dcoupe au laser dpend de lacapacit dabsorption du mtal concern, de la surface de travail, de langle de coupe, de la
longueur donde du laser et de la temprature du point de focalisation.Le faisceau laser est compos dune seule longueur donde dfinie prcisment pour chaque laser.Dans le cas des lasers au CO2, cette longueur donde est de 10 600 nm ; elle est donc situe dansle spectre infrarouge invisible.Dans le cas des lasers lhlium ou au non, la longueur donde est de 680 nm ; le faisceau estdonc visible sous forme dune lumire de couleur rouge.
Voici les principales caractristiques du traitement laser des mtaux :
Haut rendement dusinage
Extrme prcision Stabilit des performances Bonne efficacit Fiabilit du processus Faible rugosit laisse en surface
3.1 Proprits du faisceau laserLe faisceau (lumire) gnr par un laser doit tre focalis par lintermdiaire de systmesoptiques comprenant des lentilles et des miroirs afin datteindre la densit de puissance (jusqu107 W/cm) ncessaire lopration de dcoupe. Le point de convergence qui en rsulte a
approximativement un diamtre compris entre 0.15 et 0.3 mm. Cette caractristique des outils aulaser entrane en consquence un intervalle de dcoupe trs troit.
Pour lacier, la raction exothermique de loxygne avec le mtal accrot le rythme de dcoupe de80%. On utilise alors de loxygne dune puret de 3.5 (O 2 = 99.95 % vol.) et une pressioncomprise entre 6 et 15 bars. La consommation maximale est de 2.5 m3/h ; elle est plus importanteavec les matriaux minces (rythme de dcoupe plus rapide).Le matriau qui, sous leffet du faisceau laser, fond dans lintervalle de dcoupe est rejet parlintermdiaire dun jet doxygne.
Lun des autres avantages prsents par lutilisation du faisceau laser concerne la facilit
diriger le rayon laide de miroirs, sans courir le risque de modifier le diamtre du rayon ou sonpoint dimpact.
3.2 Lentilles laserPour viter tout risque dbarbure, la mise au point doit tre faite sur lenvers de la plaque dcouper.Une lentille double foyer permet damliorer la forme de lintervalle dans le cas dpaisseurs decoupe plus importantes. Une portion circulaire au centre du rayon laser est focalise sur la zoneinfrieure de lintervalle de dcoupe, pour viter les barbures. La portion restante, de forme
annulaire, est positionne sur la partie suprieure de la plaque dcouper ; cet endroit, elleprovoque une hausse de la temprature.
-
7/26/2019 Travail Cuivre
15/55
15
On observe les rsultats suivants : une qualit amliore et plus fiable, une augmentation de lavitesse de dcoupe et une sensible rduction de la consommation de gaz grce une pression plusbasse et un diamtre de tte de coupe plus troit.Des lentilles double foyer adaptes lpaisseur du matriau peuvent tre utilises avec profiten lieu et place des classiques lentilles ZnSe sur des ttes de coupe laser trs largementrpandues.
3.3 Dcoupe du cuivreA cause de son indice de rflexion lev, le cuivre pur ne peut tre dcoup laide de machineslaser sans quelques adaptations spcialement conues pour cet usage. La lumire laser rflchiepar la surface dcoupe pourrait en effet endommager les lentilles et/ou les miroirs du systmeoptique. Seul de loxygne extrmement pur peut servir de gaz de dcoupe. Il est galementpossible de dcouper des alliages de cuivre de type zinc ou tain la condition davoir procdaux ajustements suivants.
Les paramtres de la machine doivent tre modifis par rapport ceux employs dans la dcoupede laluminium :
Vitesse de coupe diminue de 40% maxi Pression du gaz de coupe augmente de 12% maxi Foyer dplac vers le bord infrieur de la tte de coupe (+ 0)
Le guide de prcision concernant lacier et les tables de performances technologiques fournisavec la machine doivent garantir :
De faibles seuils de tolrance
Des bords de coupe sans barbures Des rendements levs.
3.4 La technologie de la dcoupe au faisceau laserLa dcoupe au faisceau laser est un procd de dcoupe thermique, dans lequel le rayon laser estguid par un jet de gaz de coupe ; ce jet est orient de faon coaxiale au rayon et focalis sur lematriau ; lnergie provenant de la chaleur dgage autour du point de convergence entrane unintervalle de dcoupe ; le mtal limin est vacu sous forme de vapeur ou de plasma, ou encorefondu sous laction du jet de gaz de coupe. Le processus nentrane aucun contact mcaniqueentre le mtal couper et loutil de dcoupe. Le dplacement des lments se fait
indiffremment : soit cest le mtal qui se dplace, soit cest la tte de coupe.
La formation de lintervalle de dcoupe dpend du matriau utilis, de la chaleur au niveau dupoint de convergence, de la nature du gaz de coupe et de la mthode employe pour lobtention dujet de ce gaz.On dnombre trois mthodes distinctes de dcoupe au laser ; elles se diffrencient par lamanire dont la matire est vacue au moment de la coupe : il peut sagir de coupage par fusion(avec limination de matire liquide), doxycoupage la flamme (avec limination de matireoxyde) ou encore de coupage par sublimation (avec dgagement de matire gazeuse). Dans lapratique cependant, la distinction entre ces trois mthodes est assez floue, et il arrivecouramment quon ait recours plusieurs procds de dcoupe.
-
7/26/2019 Travail Cuivre
16/55
16
La dcoupe au laser par fusion ncessite lemploi dun gaz inerte gnralement de lazote, delargon ou de lair comprim pour vacuer la matire en fusion. Lemploi dun gaz inerte viteloxydation de la matire en fusion et permet dobtenir une coupe franche daspect brillantmtallis. Dans la pratique, la pression du gaz est rgle entre 8 et 25 bars, voire davantage,pour rduire le risque de rayures sur les bords de coupe.La dcoupe au laser la flamme entrane lemploi, comme gaz de coupe, doxygne sous une
pression de 6 bars maximum. La prsence doxygne induit une raction exothermique danslintervalle de dcoupe, ce qui augmente la production de chaleur ; lnergie dgage pouvant alorstre un multiple de celle dpose originellement par le laser. On peut ainsi atteindre des vitessesde coupe de six huit fois suprieures celles dune dcoupe au laser par fusion. Dans le cas deloxycoupage la flamme cependant, les bords de coupe sont oxyds et montrent une structuresensiblement rainure, ce qui peut ncessiter un usinage ultrieur.
La production du faisceau laser doit tre en adquation avec le type et lpaisseur du matriau dcouper. Plus lpaisseur est grande, plus il faut rduire la vitesse de coupe. Dans le casdpaisseurs importantes, il faut augmenter non seulement la puissance du faisceau mais aussi ladistance focale. Pour des raisons inhrentes la production dun faisceau laser, la puissance durayon produit est inversement proportionnelle la qualit du rayon lui-mme ; lorsquen mmetemps il faut allonger la longueur focale, le point de convergence devient sensiblement plusgrand, ce qui entrane une rduction de lintensit du faisceau.
Trois types de lasers sont commercialiss pour des procds de dcoupe : laser au CO2, laser cristal et, plus rcemment, laser diode de grande puissance.Le laser au CO2 offre lavantage dun rayon de bonne qualit et dune grande fiabilit. On lutiliseprincipalement aujourdhui pour la dcoupe de feuilles dacier ou de mtaux non ferreux commedes alliages de cuivre ou de laluminium. Cependant, il faut tenir compte, lorsquon focalise lerayon sur le travail, de sa longueur donde extrmement leve
(10,6 m).Le laser cristal le plus rpandu est sans nul doute le laser YAG/Nd qui, avec une longueur dondede 1,06 m, fonctionne avec des longueurs donde videmment beaucoup plus courtes. Le YAG/Ndoffre, par rapport au laser au CO2, trois avantages essentiels : une meilleure absorption dumtal ; une grande facilit de positionnement du faisceau, par lintermdiaire de cbles fibreoptique flexibles et, au moins dans le cas de puissances moindres, un foyer plus petit.On assiste par ailleurs au dveloppement de lasers diode de grande puissance (HDL), qui fontappel une technologie trs rcente. Laugmentation de leur efficacit, qui peut tre de lordrede 40%, en fait bien entendu des produits commercialement trs attractifs. Cependant, il sagitdmetteurs multi-rayons , dont la longueur donde se situe autour de 808 nm, ce qui compliquela focalisation de la lumire. On dispose dj doutils tout nouveaux qui font appel cette
technologie et sont destins au soudage ou la dcoupe de lacier. Ces nouvelles machinesexploitent lintrt principal des HDL : leur capacit produire, pratiquement la demande, unfaisceau parfaitement adapt aux produits que lon veut obtenir.
-
7/26/2019 Travail Cuivre
17/55
17
4 Dcoupe laide dun jet deau haute pression
Introduction
Ce type de dcoupe, qui utilise un jet deau trs haute pression, permet la dcoupe dune gamme
trs tendue de matriaux. Il faut ici faire la distinction entre les jets haute pression simple,et les jets abrasifs utiliss pour la dcoupe de matriaux rsistants comme les mtaux.
Les figures ci-dessous montrent une vue schmatique et une photographie dune installation dedcoupe jet deau abrasif.Contrairement ce qui se passe avec un systme de dcoupe au laser, les machines jet deaupeuvent galement tre utilises pour la dcoupe de matriaux non mtalliques.
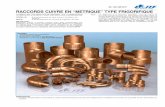
4.1 Ttes de coupe et adjuvants de coupeLes ttes de coupe varient en fonction des diffrents procds de dcoupe au jet deau (voirfigure schmatique dune tte de coupe). Dans tous les cas, elles sont ralises dans desmatriaux trs rsistants qui utilisent des pierres prcieuses (diamants, rubis ou saphirs) pourgarantir une longue dure dutilisation avec des adjuvants abrasifs.Le diamtre des ttes de coupe est compris entre 0,1 et 0,3 mm. La pression du jet peutatteindre 4000 bars.
-
7/26/2019 Travail Cuivre
18/55
18
Lors de la coupe avec des adjuvants abrasifs tels que des minraux aiguiss (grenats ou olivines),les lments sont projets une vitesse de 900 m/s dans la tte de coupe et frappent le plan detravail depuis une distance de 1 2 mm.La quantit de matriaux adjuvants ncessaire pour la dcoupe varie entre 100 g/mn et, au
maximum, 260 g/mn, en fonction du matriau dcouper.
4.2 Performances de dcoupeLe tableau ci-dessous montre les performances de dcoupe pour le cuivre, le zinc et ltain :
Type de dcoupe Epaisseur (mm)Vitesse de coupe
(m/min)
Coupe grossire Jusqu 60 Environ 0,3
Coupe de qualit Jusqu 30 Environ 0,6
Coupe de prcision Jusqu 15 Environ 0,6
Les bords de coupe sont conformes lobtention dune zone lisse et dune zone rsiduelle desurface. Lvaluation de la qualit et la tolrance pour les dimensions sont conformes la normeallemande DIN 2310, partie 5.
La dcoupe au jet deau haute pression jusqu 4000 bars constitue une alternative sansutilisation de chaleur la dcoupe au laser. Elle sutilise dans les cas o les caractristiquesspcifiques du matriau dcouper excluent lutilisation dune dcoupe thermique au laser, oupour des matriaux de grande paisseur. La dcoupe au jet deau requiert gnralement lemploidadjuvants abrasifs. Le jet deau est dirig vers une chambre de mlange et une deuxime ttede coupe, en gnral sensiblement plus grande que la premire, dans laquelle on fait intervenir unsable abrasif spcifique (obtenu partir de pierres semi-prcieuses broyes, comme le grenat oulolivine). Pendant lopration de mlange, le jet deau est ralenti une vitesse denviron 300 m/s,mais son action abrasive est garantie par la prsence du sable. Laction d abrasion entrane laformation dun intervalle dune largeur de 1 mm environ.
-
7/26/2019 Travail Cuivre
19/55
19
La dcoupe au laser guid par jet deau est un procd qui utilise conjointement les avantages dufaisceau laser et du jet deau haute pression, sans en exclure les inconvnients. On dirige unfaisceau laser, en exploitant le trs haut indice de rflexion, lintrieur dun jet deau. Le jet,extrmement troit, est soumis une pression de 20 500 bars et a un diamtre denviron0,1 mm ; il joue le mme rle que les cbles fibre optique et permet en outre de refroidir lazone de dcoupe. Des lasers pulss cristal avec des puissances allant de quelques Watts 1kWpeuvent tre intgrs de tels systmes.
-
7/26/2019 Travail Cuivre
20/55
20
5 Dcoupe Dispositi fs djection des matriaux
Introduction
Selon les exigences requises, plusieurs facteurs dvaluation permettent de dfinir diffrentscritres pour les dispositifs djection des copeaux :
La dure dutilisation entre deux maintenances La force de coupe La qualit de la surface La production de copeaux et dbarbures
La dure dutilisation entre deux maintenancesdun outil correspond lintervalle de temps quispare deux oprations dabrasion ou dafftage au cours desquelles un outil excute une tchedjection des copeaux (travail de dcoupe). Lapproche de la fin de la dure dutilisation estsignale par une grande production de chaleur, une usure des surfaces de coupe ou dvacuationdes rsidus ou encore une irrgularit excessive de la surface sur les pices finies.
La dure dutilisation entre deux maintenances dpend de :
La relation entre matriau de coupe et matriau couper La forme des outils de coupe et, surtout, par Les conditions de coupe, en particulier, par La vitesse de coupe
Une augmentation, mme trs modeste, de la vitesse de coupe entrane gnralement unediminution significative de la dure dutilisation.
Lusure de loutil au cours de lopration dvacuation des rsidus pendant la dcoupe du cuivre estrelativement importante. A cause de sa faible rsistance, le cuivre a une nette tendance couleret coller. Pour cette raison, lusure dun cuivre dur est moins prononce que celle dun cuivretendre. Les tempratures entranes par les procds de cisaillement nont pratiquement aucuneinfluence sur lusure, dans la mesure o le cuivre a une bonne conductivit et que la chaleur nesaccumule pas.
On nobserve aucune tendance ladhrence entre cuivre et diamant. Toutefois, cause de safragilit, le diamant convient seulement des pices de petite taille. Les outils utilisant lediamant sont donc rservs des tches de prcision.
Dans le cadre de lusinage des dispositifs djection de copeaux de cuivre, lampleur de la forcede coupe na quune importance relative. Les forces de coupe ncessaires savrent en effetrelativement faibles si on les compare celles qui interviennent dans lusinage de lacier.
Pour cette raison, le choix des matriaux de coupe doit essentiellement souscrire deuxconditions :
Grande rsistance lusure Grande rsistance des bords, pour permettre la coupe de petits angles de
tranchant et, paralllement de grands angles de coupe.
-
7/26/2019 Travail Cuivre
21/55
21
Dans le cas des tches de prcision, on accorde beaucoup dimportance la qualit des surfacesobtenues, qui devient ainsi le critre prioritaire du choix de loutil. La qualit de surface que lonpeut obtenir avec du cuivre est extrmement bonne. En travaillant avec des vitesses de couperduites, on peut prvenir la formation dbarbures qui nuisent la qualit de la surface.
En plus du rythme davancement du matriau ou de la vitesse de coupe, la forme obtenir a unecertaine importance sur les ventuelles irrgularits de surface. Les angles de coupe trsouverts ont en effet tendance amliorer la qualit des surfaces, mais diminuer la dure
dutilisation des outils, en raison de lusure de la partie coupante.
5.1 Oprations de sciageTel quil est dfini dans la norme allemande DIN 8589, le sciage est une forme de dcoupe etdjection des copeaux qui utilise une lame gomtriquement dfinie. Le mouvement de coupepeut tre rectiligne ou circulaire.
Ljection des copeaux se fait au moyen dun grand nombre de lames disposes les unes la suitedes autres. Une largeur de coupe rduite constitue un avantage non ngligeable. Lavancement dumatriau dcouper est gnralement dtermin par loutil de sciage.
On utilise la technique du sciage pour dcouper des surfaces aux longueurs adaptes, procder la dcoupe de trous, dcouper des fentes, des boutonnires ou des formes diverses. Cettetechnique convient toutes les matires solides.
5.2 Sciage manuelOn utilise principalement comme outils de sciage des scies chantourner munies de lamesmanuelles maintenues entre un support assurant la fixation et un support assurant la tension.
Forme des dents de la scie
La forme gomtrique de base dune dent de scie est lquivalent de la forme du taillant dunpoinon. Langle des parties coupantes dpend du matriau dcouper.
Avec des matriaux rsistants
- grand angle de tranchant- petit angle de dgagement orthogonal et petit angle de coupe
Avec des matriaux tendres
- petit angle de tranchant- grand angle de dgagement orthogonal et grand angle de coupe
-
7/26/2019 Travail Cuivre
22/55
22
En raison du changement continuel de la force de coupe, lutilisation de lames de scie manuellesprsente un risque de coincement des lames. Pour cette raison, on a choisi ici un angle de coupede 0.
En principe, on doit distinguer deux types de formes de dents :- la dent en chevrons (Herringbone) : surfaces planes- la dent de forme arrondie (voir figure) : surfaces courbes.
Les deux formes sont utilises pour des scies main et des scies mcaniques. Le choix de laforme des dents la plus approprie au travail dpend du matriau dcouper. Les dents de formearrondies ont un rythme de coupe plus lev et peuvent absorber plus de force que les dents enchevrons.
Pas de denture
Plus les dents se trouvent proches les unes des autres, plus lespace de coupe est rduit. Ladistance entre deux extrmits de dents de scie est appele pas de denture. On peut le calculercomme suit :
Longueur de rfrence(en cm)Pas de denture=
Nombre de dents
Les scies avec un pas de denture large conviennent mieux la dcoupe du cuivre et des alliages base de cuivre, dans la mesure o il est ncessaire de disposer dun espace suffisamment grandpour lvacuation des copeaux. Lopration de sciage doit cependant utiliser au moins trois dents,faute de quoi la scie risque de se coincer, surtout dans le cas de scie manuelle. On utilise deslames comportant 16 22 dents par pouce (1 pouce = 2,5 cm environ)
- Scies mcaniques et semi-mcaniques
La distinction entre ces deux types de scies se fait en fonction des critres suivants :
- Scies alternatives
Il sagit dun mouvement de coupe rectiligne et rpt. On compte, parmi les outils appropris,des scies chantourner, des scies sauteuses et des scies circulaires ailettes.
- Scies circulaires
Ces scies effectuent un travail de dcoupe circulaire ; les dents se succdent comme dans unelame de scie sans fin. Les scies circulaires ont une vitesse priphrique leve et nont pas decourse de retour ; elles sont capables de hauts rendements pour ljection des matriaux.
-
7/26/2019 Travail Cuivre
23/55
23
- Scies bande
Il sagit ici dun mouvement de coupe rectiligne dans lequel les dents se succdent comme dansune lame de scie sans fin. On utilise les scies bande pour la mise en forme des dcoupes ou pourdes coupes isoles.
Dans tous les cas de figure, il est ncessaire de sassurer que les copeaux sont bien jects deloutil ds que la lame est sortie du matriau couper. Les scies automatiques sont quipes de
dispositifs de nettoyage de la poussire de mtal et/ou de souffleries air comprim. Le bonfonctionnement de ces dispositifs doit tre vrifi rgulirement.
On distingue les diffrentes machines en fonction du procd utilis. Les scies peuvent tremanuelles ou lectriques ; leur forme et leur type dpendent du travail considr. On peutavantageusement utiliser des scies CNC mme pour des pices de petite taille. Lorsquil sagit dedcouper des lments sectionnels la suite, on emploie des machines quipes de deux scies,voire plus, qui travaillent simultanment ou par intervalles.
5.3 OutilsEn ce qui concerne les outils permettant ljection des copeaux, cest le type de tche effectuer qui dtermine les lments prendre en considration tels que la forme des dcoupes,la vitesse de coupe, le rythme davancement du travail ou le pas de denture.On distingue plusieurs types de lames de scies circulaires :
Lames de scies tout acier AHV (Acier haute Vitesse) : lames rigides, coupesextrmement prcises ;
Lames de scies segments AHV : ces lames permettent le remplacement desegments rivets au corps de la lame de scie. Il suffit de changer lun de cessegments lorsquune dent se casse ou se trouve abme ;
Lames au carbure : au lieu de segments, comme dans le modle prcdent, ontrouve, soudes sur ces lames, des dents individuelles au carbure. Les sciesdotes de lames au carbure se caractrisent par une longue dure dutilisationentre deux maintenances et des vitesses de coupe leves. Les lames destinesaux scies mcaniques ont gnralement un angle de coupe positif.
Les lames de scies sont vacues aprs la dcoupe selon diffrentes mthodes (voir figure).On utilise des lames de scies dents rigides ou des lames stries :
a. Denture standard pour tous matriauxb. Dents droites ou gauches pour matriaux tendres et mtaux non ferreuxc. Schma de denture strie pour sections de coupes ultra-mincesd. Dents regroupes en grappes pour de hautes vitesses de coupe avec sections de coupes
minces
-
7/26/2019 Travail Cuivre
24/55
24
Tableau des dispositifs djection des copeaux :
MatriauRsistance(N/mm)
Vitesse de coupe(m/min)
Angle de coupe /
Angle dedgagementorthogonal
cuivre Jusqu 390 60.. 400 18...20 / 810
zinc Jusqu 670 400 600 12 / 10
zinc Jusqu 460 40120 5.10 / 10
5.4 Fluides de lubrification et de refroidissementCe sont les conditions de la dcoupe qui dictent le choix des fluides de refroidissement ou delubrification. Il est ncessaire que le lubrifiant puisse permettre lvacuation de la chaleur avecdes vitesses de coupe leves et puisse adhrer suffisamment la surface de travail. Les
liquides de refroidissement doivent se prsenter sous des formes sans chlorates ni soufre.
5.5 Outils de tourForme de dcoupe dun outil de tour, avec dfinition des angles tranchants ; cette forme estvalable galement pour les outils destins ljection des copeaux.
Angle de dcoupe dun outil de tour
= angle de dgagement orthogonal;
= angle de coupe;
= angle de tranchant;= inclinaison du bord de coupe; = angle de tte ; = angle de bord de coupe
Tableau des formes de coupe des outils de tour :
-
7/26/2019 Travail Cuivre
25/55
25
Angle de travail
Angle deDgagementorthogonal
Angle decoupe
Inclinaison dubord de coupe
Vitesse decoupe
v
Rythmedavancement
Matriaude
dcoupe
En degrs En degrs En degrs m/min mm/U
HSS 10.20 20.30 -10..-20 2590 0,08..0,6
Mtal dur 6..10 18.25 0- 4 180.200 0,04.0, 6
Lusure se fait sur la face de dpouille de loutil et la surface des copeaux pendant loprationdjection des copeaux de cuivre. Seule doit tre prise en compte lusure de la face de dpouille.Il faut cependant noter que cest elle qui dtermine la prcision dans les dimensions et la qualitde la surface obtenue.
Tous les paramtres qui entrent en ligne de compte dans les dispositifs djection des copeauxdoivent tre tudis en fonction de la composition de lalliage considr. La prsence de plombpermet des amliorations dcisives par rapport aux types dusinage utiliss pour les alliages
cuivre/zinc.Les illustrations qui suivent montrent diffrentes formes de copeaux produits en cours defabrication.
CuZn37
Copeaux plats hlicodaux susceptibles dtre la cause dinterruptions pendant la production engrande srie.
-
7/26/2019 Travail Cuivre
26/55
26
CuZn37Pb0, 5
Copeaux hlicodaux parfois susceptibles de se briser, en raison de la prsence de plomb.
CuZn39Pb2
Copeaux en aiguilles. Lajout de plomb supplmentaire entrane lapparition de copeaux de petitetaille sans danger pour la production.
-
7/26/2019 Travail Cuivre
27/55
27
6 Fraisage
Le fraisage consiste jecter les copeaux selon un procd de mouvement de dcoupe circulaire.
Le matriau est vacu par suite du mouvement rotatif de loutil muni dune ou plusieurs lames decoupe. Le rythme davancement est donn soit par loutil, soit par le plan de travail.
En termes de rythme davancement et de sens de la rotation, il est utile de faire la distinctionentre le fraisage en opposition et le fraisage en avalant, qui doit tre prfr au prcdent dunemanire gnrale. Ce type de fraisage produit en effet des surfaces de meilleure qualit et ladure dutilisation entre deux maintenances est plus longue. Ce procd permet, en outre, un autonettoyage de loutil. Ce procd ne peut tre employ quavec des machines dotes dun systmede rythme davancement libre.
Angle de travail
Matriaude coupe
Type defraisage
Vitesse
de coupeV
(m/min)
Rythme
davancementSZ
(mm/dent)
Angle dedgagementorthogonal
(Degrs)
Angle decoupe
(Degrs)
Inclinaisondu bord decoupe
(Degrs)
MatriauAHV
Fraisage enroulant
Fraisage deface
30.50
70130
0,2.0, 25
0,2
6
8
20
18
45
5
Mtaldur
Fraisage en
roulant
Fraisage deface
120200
150300
0,20,4
0,10,2
1012
1012
15
15
5
5
Les indications de fraisage sont donnes par le tableau ci-dessus. On peut obtenir un fraisagegrossier avec un rythme davancement de matriau rapide et une profondeur de coupe peuimportante, tandis quun fraisage de finition sera obtenu avec un rythme davancement lent etune profondeur de coupe importante.La forme des lames, les spcifications des lubrifiants et fluides de refroidissement et linfluencelie la composition des diffrents alliages de cuivre sont autant de facteurs qui entrent enligne de compte, dans le fraisage comme dans les oprations prcdemment mentionnes.
-
7/26/2019 Travail Cuivre
28/55
28
7 Perage
Action de faire des trous cylindriques en utilisant des outils adapts. Plusieurs oprationsmcaniques sont distinguer : perage, forage et poinonnage.Plusieurs types de mches sont utiliss pour le perage des diffrents matriaux. On distingueainsi les mches de types N, H et W.
TYPE DEMECHES
TYPE N TYPE H TYPE W
Angledafftage
y f = 19 - 40 y f= 10 - 19 y f= 27 - 45
Clavette de
coupeClavette de taille
moyenne Clavette de coupe stableClavettemince
UTILISATIONMatriau duret etrsistance moyenne
Matriau dur trs dur(fragile)
Matriautendre ouprocd
copeau long
Angle depointe
118 130 80 118 130 130
EXEMPLES
DE
MATERIAUX
Acier,fonte
dacierfer et
graphite
Alliage decuivre haute
propritmcanique
Thermoplastique
Acierdoutil
fortementalli
Aciertremp
Cuivre,alliage decuivre faible
propritmcanique,
plomb, tain,aluminium.
-
7/26/2019 Travail Cuivre
29/55
29
Des mches trois pointes et des fraises multipans peuvent tre utilises lors du perage defeuilles, de bandes et de surfaces dont lpaisseur peut aller jusqu 4 mm, la place de mcheshlicodales (voir figure) :
Les avantages:
- trous circulaires- pas de vibration de loutil- absence de marques sur les produits assembls- pas de dformation de llment perc- longue dure de vie- dcoupe silencieuse (force darrachement de matire et couple faibles)
Les scies cloches (voir figure) permettent de percer des trous dun diamtre maximum de 400mm dans des tles dpaisseur allant jusqu 5 mm. Pour ces applications on a recours descarbures mtalliques (alliages base de carbures de W, Ta, Ti, Mo, V, Cr lis par du cobalt ou dunickel).
-
7/26/2019 Travail Cuivre
30/55
30
8 Assemblages mcaniquesLe terme assemblage dcrit les processus ayant pour but :
1. lassemblage permanent dau moins deux lments de forme gomtrique dfinie, ou ;2. lassemblage permanent dlments de forme gomtrique dfinie, en ayant recours un
matriau ou une substance amorphe.
8.1 VissageVis et boulons permettent dassembler des lments de manire pouvoir les dtacher. Lesexigences en matire de vis et de boulons sont particulirement nombreuses et diverses. Ondiffrenciera les types de vis et de boulons selon les caractristiques adaptes aux diffrentesutilisations :
- forme de tte- type de filetage- taille de filetage- dimensions- matriau
Les diffrentes catgories dassemblage par le moyen de vis et de boulons sont diffrenciescomme suit selon leurs utilisations :
- vis et boulons de fixation- vis et boulons de dplacement- vis et boulons dajustement- vis et boulons de mesure- vis et boulons dtanchit- vis et boulons dagrafage
Il existe 3 types dassemblage
- par boulons- par vis dassemblage- par vis sans tte ou goujon filet
8.2 Matriaux de fabricationDu fait de leur bonne rsistance la corrosion, seuls les alliages Chrome-Nickel, Cuivre-Zinc ouCuivre-Etain sont utiliss pour la fabrication de ce type dlments de connexion, ainsi que pourtous les accessoires de type crous, rondelles ou autres lments de verrouillage et de scurit.
Catgories de rsistance des vis/boulons et crous :
Type de matriau
Rsistancemaximale
Rm(N / mm)
Limitelastique
Rp 0,2(N / mm)
A 2
A 4
K 500K 800
250600
Cu Zn 37
CuZn39 Pb3CuSn6
370440
370440400470
250340
250340200340
-
7/26/2019 Travail Cuivre
31/55
31
8.3 Appl icat ions ArchitectureLa plupart des lments dassemblage sont frquemment utiliss pour larchitecture et laconstruction. Dans ces domaines, boulons et vis jouent souvent un rle esthtique et dcoratif enplus de leur fonction premire. Cest pourquoi leur utilisation systmatique doit tre pris encompte.
Les profondeurs de pntration minimales des vis et boulons dans un lment ne sont pastoujours suffisantes lorsquil sagit dassemblage de feuilles de mtal, de plaques fines ou derevtements muraux fins.On pourra alors utiliser les lments suivants comme alternative :
- Vis mtallique o filetage assure le perage
- vis auto taraudeuse
- douille taraude
Lutilisation en extrieur dlments de faade et autres revtements, doit obir des critresdinstallation propres certains matriaux tout en offrant une protection la corrosion dans lecas de matriaux de diffrentes natures.
8.4 RivetageLe rivetage permet dassembler des lments de faon permanente suivant des modes de fixationde type solide, solide et serrou serrselon le mode de rivetage. Les rivets doivent dvelopperune force de fixation suffisante tout en garantissant une capacit de dformation adquate.Dans le cadre de nombreuses applications le rivetage est une opration entirement manuelle.
-
7/26/2019 Travail Cuivre
32/55
32
Les matriaux utiliss pour les rivets sont :- cuivre- alliages cuivre-zinc- alliages allunins- aciers chrome-nickel
Les rivets se prsentent sous la forme d'une tige cylindrique, gnralement mtallique, pleine oucreuse qui est munie l'une de ses extrmits d'une "tte" c'est dire une partie de sectionplus grande. L'autre extrmit sera aplatie et largie par crasement, pour solidariser leslments qu'on veut riveter ensemble. Ces lments (par exemple deux plaques de mtal) ont tperces au pralable chacune d'un trou permettant la tige du rivet de traverser l'une etl'autre.
La plupart des rivets sont en aluminium avec tige en acier. Mais il existe aussi des rivets entitane pour l'aviation ou en plastique avec une faible tenue mcanique mais rsistant lacorrosion.
Dans la mesure du possible, les rivets doivent tre du mme matriau que les lments assembler, et ce afin dviter tout risque de corrosion lectrochimique par contact. Une isolationadquate contre la corrosion lectrochimique doit tre mise en place pour toutes les applicationsen extrieur.
Diffrentes formes de rivets existent:- rivets tte ronde,- rivets tte bombe (ou) tte en goutte de suif,- rivets tte fraise,- rivets tte noye (ou) perdue,- rivets tte fraise et bombe,- rivets tte plate,-rivets tte tronconique
-
7/26/2019 Travail Cuivre
33/55
33
Linstallation et lutilisation correctes des rivets sont des conditions ncessaires pour le
maintien de charges rsultant de forces de cisaillement et/ou de torsion
Il existe dautres types de rivets que ceux prsents ci-dessus, notamment des rivets fabriqus partir dalliages de cuivre pour la fixation des revtements extrieurs de faade.En effet, laccessibilit rduite dune des faces pour ce type dapplication, ncessite lutilisationde rivets dits aveugles .
Comme pour les rivets classiques, les instructions dinstallation doivent tre respectes afindviter tout dfaut mcanique ou problme de corrosion.
Sous la dnomination rivet aveugle on compte:
8.5 Rivet tte de mandrin prisonnierLes rivets tte de mandrin prisonnier sont constitus dun rivet associ un mandrin dont latte peut tre ronde, plate ou conique. La tte du mandrin est enfonce dans lembout.Les rivets tte de mandrin prisonnier sont constitus d'un corps creux (tube avec collerette)en alliage dformable, et d'une tige dont une extrmit est renfle (le clou). Pour mieux rpartirl'effort de serrage, la tte peut tre ronde, fraise ou large. Il est pos avec une pince spcialequi tire sur la tige dont le bout renfl pntre dans le corps du rivet pour raliser le rivetage.Lorsque le blocage s'effectue, la tige se casse automatiquement en laissant le rivet en place.
Il existe des rivets aveugles dont le corps n'est pas perc de bout en bout, mais seulement d'uncot. Ce qui donne un rivet tanche.
Les rivets aveugles standards rpondent des normes franaises AFNOR ou allemandes DIN.
8.6 Rivets visserLes rivets visser sont utiliss pour assurer la fixation dlments sur des murs de faible
paisseur derrire lesquels se trouvent des cavits inaccessibles.Un manchon taraud creux est enfonc dans trou pr-perc dans le mur. Un boulon est ensuite
-
7/26/2019 Travail Cuivre
34/55
34
viss dans le manchon. On utilise ensuite un outil spcial pour tirer le boulon, ce qui engendre unedformation du manchon sous forme dun bombement qui permet de retenir le manchon dans lemur. Lassemblage des lments est alors assur par vissage du boulon dans le manchon.
8.7 Rivets corps cylindriqueLes rivets corps cylindriques sont utiliss pour assembler rapidement des mtaux non ferreuxqui ne sont pas soumis des contraintes mcaniques fortes. Ils sont constitus dun rivet creuxet dune cheville cylindrique que lon vient enfoncer en force dans le rivet creux. En senfonant lacheville largie la tte du rivet assurant ainsi lassemblage des lments.
-
7/26/2019 Travail Cuivre
35/55
35
9 Assemblages par compressionLassemblage par compression est une alternative moins complexe et moins onreuse quelassemblage par pliage ou par jonction. Les lments assembler sont dforms (emboutissage)de faon gnrer une force sopposant au dtachement desdits lments.
Cette mthode est principalement utilise pour des feuilles de mtal dpaisseur infrieure 3 mm.
On utilise des presses mobiles ou en poste fixe pour extruder et/ou couper et mettre en formeles lments assembler sans apport de matire au cours dun processus de formage froid.Les films de protection, les couches intermdiaires et autres composs disolement etdtanchit ne sont pas endommags pendant ce processus.
Assemblage par compression rectangulaire (non tanche aux liquides)
Assemblage par compression circulaire (tanche aux liquides)
Assemblage par compression en forme de cercle, de rectangle ou de carr en deux tapes(tanche aux liquides)
-
7/26/2019 Travail Cuivre
36/55
36
Un assemblage par compression tanche aux gaz et aux liquides peut tre ralis par ajoutdagents dtanchit lastiques et rsistants au vieillissement (voir figure).
9.1 Joint CollLe terme joint coll est utilis pour dcrire lassemblage dlments de nature identique oudiffrente sur une grande partie de leur surface. On utilise pour cela une substance adhsive denature compltement diffrente adhrant aux surfaces des lments devant tre colls et dontla fonction sera de transmettre les efforts dun lment vers lautre. Lapplication de ce type
dadhsif peut se faire en appliquant une certaine pression, ou un apport calorifique. La plusgrande attention doit tre apporte la prparation et la ralisation des joints colls afin degarantir la qualit et la solidit du collage.
Les joints colls prsentent une alternative intressante aux autres mthodes dassemblagetelles que la soudure, le rivetage, le vissage, le boulonnage, le brasage, etc.
Avantages
- pas deffets thermiques sur les lments assembler- rpartition uniforme des contraintes- collage sur de grandes surfaces- plusieurs types de matriau peuvent tre colls- collage dlments trs fins- joints tanches au gaz et aux liquides- pas de crevasse due la corrosion- pas de formation de corrosion de contact
Inconvnients
- prparation trs soigne des surfaces coller- temps de schage (durcissement)- impossibilit de transmettre les forces surfaciques
- paisseur dadhsif dfinir et dimensionner prcisment
Limites dutilisation
- rsistance chaud limite- caractristiques des joints colles voluant dans le temps (dtrioration progressive)- rsistance chimique- rsistance aux missions UV- restrictions de conception- ralisation dessai non destructif limite
9.2 Joints colls Influence de ltat de surfaceLes molcules de la substance adhsive et celles des lments coller doivent tre en contactpour que le collage puisse avoir lieu. Ceci ne peut tre obtenu que si les surfaces coller sontparfaitement propres. Le collage par adhsif nest donc pas appropri pour des surfaces sales ougraisseuses.
9.3 Contraintes mises en jeuLes forces dadhsion linterface de llment coller et de ladhsif, et les forces de cohsion lintrieur mme de ladhsif, sont entirement dfinies par la qualit des joints colls.Les forces de cohsion sont, en gnral, trs infrieures aux forces dadhsion.
-
7/26/2019 Travail Cuivre
37/55
37
La qualit, et donc la force dadhsion de surface, sont dues au pouvoir de mouillage de ladhsifsur les surfaces jointes. Plus langle de la tension superficielle sera petit, plus le mouillage des
surfaces joindre sera lev, et meilleures seront les forces de collage.
De trop grandes diffrences de surface entre points hauts et points bas impliquent despaisseurs de joints trop importantes, avec comme consquence des contraintes transmisesuniquement au travers des forces de cohsion. Il en rsulte que les surfaces devant tre jointesdoivent tre les plus lisses possibles (absence de rainures)
Surface lisse: bon pouvoir adhsif surface rugueuse : mauvais pouvoir adhsif
9.4 Pouvoir adhsif Importance de la conceptionLes proprits et les caractristiques des adhsifs doivent tre prises en compte lors de laralisation des joints afin dassurer le meilleur collage possible. Ces caractristiques doiventprendre en compte les diffrents types de charges. On distingue :
Contraintes de dcollement contraintes darrachement contraintes de compression contraintes darrachement
9.5 Force de rsistance des joints collsLa force de rsistance des joints colls nest en rgle gnrale importante que dans le cas o lejoint est soumis des contraintes importantes.
Les contraintes les plus communment rencontres sont de type : arrachement, torsion,compression, pousse, dcollement.
-
7/26/2019 Travail Cuivre
38/55
38
La plupart des joints adhsifs ont pour valeur de force de rsistance les valeurs suivantes :
Typedadhsif Application
Max. ApplicationTemprature
(C)
Forcemoyenne dedchirementlastique 20 C
(N/mm)
Remarques
Rsine Epoxy(RE)
Mtal MtalMtal Synthtiques
120 1035Bonne force decapillarit
RsinePolyester(UP)
Mtal MtalMtal Synthtiques
80 1020Non applicablepour des jointsrenforcs
EP-Polyamide Mtal MtalMtal Synthtiques
120 3549Grande flexibilit
CyanideAcryl Mtal Mtal 20 1719 Fixation rapide
Les valeurs des forces sont fournies, en gnral, pour des charges statiques et peuvent trediminues de 30% dans le cas de charges dynamiques pour des joints colls.
9.6 ConceptionLa transmission des forces doit se faire comme cela est dcrit ci-dessous pour les diffrentstypes de joints.
-
7/26/2019 Travail Cuivre
39/55
39
10 Assemblages thermiques
a. Soudage Le soudage est, en fait, l'assemblage de matriaux de mme nature l'tat liquide ; le soudageest ralis localement, par apport de chaleur et/ou sous pression et avec ou sans apport dematire additionnelle (dite "matriau d'apport").Le soudage est une des mthodes d'assemblage par fusion.Le cuivre et ses alliages peuvent tre assembls par la plupart des procds de soudage.
Le soudage par points ou par rsistance lectrique la mollette convient tous les matriauxcuivreux dans certaines limites et uniquement en utilisant certains types d'lectrodes.
Une attention particulire doit tre apporte aux caractristiques suivantes, lorsque l'onsouhaite pratiquer le soudage du cuivre et de ses alliages :
Grande conductivit thermique Grande dilatation thermique Grand capacit d'absorption gazeuse l'tat liquide Du fait de la grande rsistivit thermique du cuivre, les chantillons pais de cuivre pur ne
pourront tre souds de faon satisfaisante que s'ils ont t prchauffs. Ce que l'on appelle la "maladie de l'hydrogne" (fragilisation due l'hydrogne, provoque par
une sgrgation structurelle) apparat dans le cuivre liquide contenant de l'oxygne comme laconsquence de la possible absorption de l'hydrogne atmosphrique. Seul un cuivre exemptd'oxygne ( savoir, Cu-HCP et Cu-DHP) devrait tre utilis lors du soudage, ou, si le cuivrecontient de l'oxygne ( savoir, Cu-ETP), il conviendra de travailler en atmosphre contenantun gaz protecteur.
Le soudage d'alliages cuivre-zinc prsente des difficults du fait que le zinc risque des'vaporer en cours de soudage, sa temprature de fusion tant basse (906 C). Il n'est paspossible d'viter l'vaporation du zinc au cours du soudage. Le zinc vapor modifie lacouleur de la pice soude. Cette modification peut tre vite ou rendue rversible aumoyen d'un alliage complmentaire au zinc, en utilisant un matriau d'apport spcial.
La couche suprieure d'oxyde d'aluminium peut galement provoquer des difficults lors desoudage sur des pices en cuivre contenant de l'aluminium ou sur des alliages Cu-Al. Au coursdu soudage, cette couche de surface doit tre limine au moyen d'une protection de gazactif ou par soudage l'arc HF. Les alliages Cu-Al prsentent, cependant, une bonnesoudabilit.
b. Soudage aux gaz Tungstne/inerteDans le soudage aux gaz Tungstne/inerte (TIG), l'arc s'tablit entre l'lectrode de tungstneet la pice. Les gaz rares tels que l'argon, l'hlium ou leurs mlanges peuvent tre utiliss commegaz inertes (ractivit faible ou ngative, c'est--dire, pas de raction avec le mtal liquidedpos).
Le soudage TGI du cuivre et de ses alliages est ralis sous courant continu. L'lectrodecorrespond la polarit ngative.
-
7/26/2019 Travail Cuivre
40/55
40
Le chalumeau, dans un procd de soudage TIG, est constitu d'un bec en cramique, d'unelectrode au tungstne amovible maintenue par une pince de serrage, et d'un embout de scuritpour le chalumeau.Le passage de gaines contient les cbles de puissance, l'arrive de gaz protecteurs ainsi que l'eaude refroidissement pour le brleur qui peut fonctionner en circuit ferm selon les systmes.L'amorage de l'arc est obtenu sans contact grce un systme haute frquence.
Comme dans le cas du dispositif de guidage du chalumeau, l'apport de matire additionnelle peutaussi bien tre manuel que mcanique.
Le matriau de soudure d'apport est tenu la main. L'approvisionnement en matire estautomatique sur les systmes de soudage mcanique.
Le soudage TIG permet la ralisation de soudures de haute qualit particulirement propres. Le
rendement quant l'apport de matire ainsi que celui du soudage sont moins levs que dans lecas du soudage aux gaz mtal/inerte (MIG). Le soudage TIG convient pour le soudage del'aluminium, du cuivre, des alliages base de cuivre et des aciers fortement allis. Ce processusde soudage est conomiquement rentable pour des paisseurs de matire allant jusqu' 5 mm. Lesparties souder doivent tre prchauffes pour raliser du soudage sur du cuivre avec despaisseurs de matire suprieures 5 mm.
c. Prparation des pices souder
Les meilleurs rsultats de soudage sont obtenus lorsque les parties assembler sont prparesavec la plus haute brillance mtallique. Selon l'alliage mis en jeu, les parties assembler dontl'paisseur est suprieure 10 mm doivent tre prchauffes entre 200 et 500 C (il convient
de se conformer aux prescriptions du fournisseur).
La prparation des pices souder est propose schmatiquement ci-dessus.
-
7/26/2019 Travail Cuivre
41/55
41
10.1 Les diffrentes lectrodesLes lectrodes au tungstne contiennent, en complment du tungstne, les lments entrant dansla composition de l'alliage prsents dans ce tableau
Combinaison
Oxyde AjoutsPollution
ReprageReprage de couleur selon
la RALAppellation
courte
% m/m Type % m/m
Tungstne %m/m
Teinte Couleur No.
WP - < 0,20 99,8 vert 6018
WT 4 De 0,35 0,55 Th O 2 < 0,20 Complment bleu clair 5012
WT 10 De 0,80 1,20 Th O 2 < 0,20 Complment jaune 1018
WT 20 De 1,70 2,20 Th O 2 < 0,20 Complment rouge 3000
WT 30 De 2,80 3,20 Th O 2 < 0,20 Complment violet 4003
WT 40 De 3,80 4,20 Th O 2 < 0,20 Complment orange 2000
WZ 3 De 0,15 0,50 Zr O 2 < 0,20 Complment marron 8001
WZ 8 De 0,70 0,90 Zr O 2 < 0,20 Complment blanc 9010
WL 10 De 0,90 1,20 La2O3 < 0,20 Complment noir 9005
WL 20 De 1,70 2,20 La2O3 < 0,20 Complment bleuoutremer 5002
WC 20 De 1,80 2,20 Ce O 2 < 0,20 Complment gris 7011
Les lectrodes doivent tre prpares selon l'usinage propos sur la figure ci-dessous. Sonextrmit faisant contact avec la terre permet de raliser un arc lectrique hautementconcentr.
10.2 Courants de soudageLe courant de soudage est dfini comme une fonction de : La position de soudage et de l'paisseur de la pice.Des chiffres indicatifs figurent dans le tableau suivant.
-
7/26/2019 Travail Cuivre
42/55
42
Epaisseurde pice
mm
Position de soudage
Diamtre deslectrodes de
tungstne(mm)
Diamtre de latige d'apport des
allis(mm)
Intensit ducourant
(A)
< 1,5Horizontal (PA, PB)
Vertical- (PF) ou enposition suprieure
(PE)
1,0 resp. 1,6
1,0 resp. 1,6
1.2 et 1,6
1,2 et 1,6
70 ... 105
50 ... 90
> 1,5Horizontal (PA, PB)
Vertical- (PF) ou enposition suprieure
(PE)
1,6 resp. 2,4
1,6 resp. 2,4
Jusqu' 2,4
Jusqu' 2,4
100 ... 200
75 ... 130
Le soudage TIG est pratiqu sur le cuivre et pratiquement tous ses alliages. Les parties assembler doivent imprativement tre prchauffes si leur paisseur est > 5 mm.
10.3 Soudage aux gaz mtal/inerteDans le cas du soudage aux gaz mtal/inerte (MIG), l'arc est tabli entre une lectrode dematire perdue alimente mcaniquement et la pice. De ce fait, l'lectrode constitue l'apportde matire et est automatiquement alimente depuis un rouleau au travers d'un dvidoir.L'alimentation lectrique est ralise grce un guide-fil. Le gaz protecteur est inerte, soit del'argon, soit de l'hlium ou encore un mlange des deux, comme pour le soudage TIG.
Le montage compact de ces systmes de soudage inclut l'alimentation en courant continu grce un systme de rgulation assurant une tension constante. Le passage de gaine (3 5 mm de
longueur) renferme, comme le montre la figure le cble d'amene du courant de soudage, ledvidoir, le tuyau de gaz protecteurs et le cble de contrle (et, selon le systme de sortie, lesalimentations aller et retour en eau de refroidissement). Le retour du circuit de puissancelectrique se fait par un cble connect sur la pice souder (cble ou connexion vers la terre.
Le soudage MIG exige des niveaux de courant plus levs que le soudage TIG Cela conduit demeilleurs rendements lors du dpt de matire.
L'utilisation de machines de soudage impulsionnelles MIG rend ce procd conomiquementrentable partir d'paisseurs aussi faibles que 1 mm.
-
7/26/2019 Travail Cuivre
43/55
43
Le courant de soudage est fonction du diamtre de l'lectrode de soudage et doit tre choisidans le tableau de choix ci-dessous :
diamtre del'lectrode de
soudage
Tension de soudage(V)
Courant de soudage (A)
0,8 1923 100150
1,0 2126 Jusqu' 180
1,2 Jusqu' 28 Jusqu' 250
1,6 Jusqu' 30 Jusqu' 400
Le soudage MIG doit tre prfrentiellement choisi pour des paisseurs de mtal importantes,quelles que soient la position de soudage et pour tous les types d'assemblage.
10.4 Courant de soudageDiffrents matriaux de transition peuvent tre obtenus avec divers types d'arc selon la naturedes gaz protecteurs et des niveaux de courants utiliss. Les possibilits sont les suivantes :
Rendement faible ou lev de dpt de mtal, basse ou haute pntration Nature des ponts raliss Taille des cordons de soudure et leur nombre
Le tableau suivant dfinit les diffrentes transitions :
Soudage l'arc de
pulvrisation
Soudage l'arc
court
Soudage l'arc
impulsionnel
Egouttement fin super-fin,pratiquement libre de
court-circuit
Egouttement fin,Uniquement en court-
circuit
Egouttement fin,squence contrle par
frquence impulsionnelleMIG MIG MIG
Les diffrents types d'arc lectrique et la longueur de fil mise en uvre (distance entre leguide-fil et la pice) ont une influence directe sur les conditions de pntration de la soudure. Lecas gnral se situe entre 15 et 20 mm. Plus cette valeur est basse, plus la pntration estleve.
Une attention toute particulire doit tre apporte lors du soudage du cuivre et de ses alliagespour adapter la protection du mlange de matires en fusion contre l'oxygne. Le besoin en fluxde gaz protecteurs dpend de la position de soudage et du type d'assemblage. Le flux ncessaire
varie en fonction du diamtre de l'lectrode et ne doit pas tre infrieur aux ordres degrandeur suivants : Diamtre de l'lectrode x 10 + 2 l
Exemple:Diamtre de l'lectrode : 0.8 mm
0.8 x 10 = 8 + 2 = 10 l/min.
Soudage l'arc manuel
Ce procd de soudage convient galement aux matriaux base de cuivre. Il ne supportecependant pas la comparaison avec les deux autres procds dcrits plus haut du fait des
exigences en termes de garantie de qualit et des spcifications quant la rsistance requise.
-
7/26/2019 Travail Cuivre
44/55
44
Soudage laser
Les exigences techniques, tant sur le plan des produits que sur celui des services justifientl'usage de techniques de soudage innovantes. Lefficacit et les performances des systmes misen uvre dans le soudage laser permettent de satisfaire ces exigences pour de la productionen srie, aussi bien pour le cuivre que pour ses alliages.
10.5 Les diffrents systmes et leurs constituantsLes diverses exigences des diffrents procds de soudage utiliss imposent lusagesystmatique de systmes de soudage adapts. Les configurations possibles, selon le modedalignement et la gomtrie des pices sont les suivantes : 1D (une dimension) 2D (deux dimensions) 3D (trois dimensions)
Systmes de soudage avec : "optiques mobiles" (machines pour lesquelles le systme optique est en mouvement) machines pour lesquelles la pice traiter est en mouvement machines hybrides (la pice traiter et le systme optique sont tous deux en mouvement).Le laser (pour les alliages du cuivre, laser YAG/Nd) permet de guider le faisceau, proche deslongueurs donde du visible (infrarouge) dans de la fibre optique. Cette transmission par fibreoptique autorise lintgration du systme de convergence optique laide de robots brasarticuls et il en rsulte une trs grande flexibilit lors de travaux tridimensionnels.
10.6 Les ttes de soudage et les diffrents types de cordonsLa tte de soudage (dont la figure prsente la structure schmatique) possde lesfonctionnalits suivantes : focalisation du faisceau sur le point de soudage, apport des gazncessaires et, si besoin, le fil dapport de matire.
Les couches doxydes doivent tre limines des surfaces de contact afin dviter lapparition deporosits :
Les surfaces de contact seront dbarrasses de lhuile, de la graisse et de la moisissuresinon :o Il y a danger dexplosions violentes lors du soudage eto Le systme de focalisation risque dtre endommag par les projections de soudure
-
7/26/2019 Travail Cuivre
45/55
45
Les exigences concernant la qualit et la prcision des points de contact entre les pices souder sont leves du fait que les mthodes mises en jeu dans le soudage laser sont rptessur des intervalles de temps trs courts et dans un espace extrmement confin.
Un positionnement prcis du laser sur les bords assembler est indispensable sinon lassemblagene sera pas possible car le cordon est trs troit.
Le procd de soudage requiert une prparation extrmement prcise. Une focalisation dufaisceau laser entre 0.3 et 0.6 mm impose lutilisation de pinces de serrage adaptes qui serontcapables dappliquer des contraintes suffisantes pour presser les pices assembler sansquaucun espace napparaisse entre elles en cours de soudage.
La dformation thermique, pratiquement invitable lors de soudage laser, contribue galement
modifier ces contraintes en cours de soudage.
La gomtrie de lassemblage doit tre adapte la forme des pices.
Assemblage sur bords en querre :
Prparation trs facile Tendance couler dfavorable Trs bonne accessibilit Caractristiques spcifiques : besoin important en apport, grande rigidit de lassemblage
Assemblage en I :
Demande beaucoup de prparation Tendance couler favorable Bonne accessibilit
Caractristiques spcifiques : lespace entre les pices doit tre trs petit
-
7/26/2019 Travail Cuivre
46/55
46
Soudure cong :
Demande beaucoup de prparation Tendance couler favorable Accessibilit mdiocre Caractristiques spcifiques : du fait de la mdiocre accessibilit, tendance favoriser les
dfauts dassemblage
Soudage par recouvrement :
prparation trs facile tendance couler dfavorable
trs bonne accessibilit caractristiques particulires : la dcoupe de la surface dpend de la largueur de la soudure
(et non pas de son paisseur !)
Soudage circulaire axial : prparation : ajustement par point de soudure ou la presse cause : les surfaces en regard gagnent en volume en dbut de soudage tendance couler favorable laccessibilit dpend de la gomtrie de loutil
Soudage circulaire radial :
prparation facile tendance couler favorable bonne accessibilit caractristiques particulires : le soudage radial est prfrable au soudage axial
(un positionnement meilleur et plus facile est ainsi possible)
Soudage des goujons
Le soudage larc des goujons, utilise les diffrents procds de soudage suivants, selon lamthode employe : soudage des goujons larc tir, amorage arc par point ou amorage
-
7/26/2019 Travail Cuivre
47/55
47
par arc annulaire.Le procd est dcrit de faon plus dtaille ci-dessous, conditionn par ladquation du rapportde lpaisseur de mtal au diamtre du goujon, qui est environ 10:1 dans le cas du soudage desgoujons amorage arc par point.
Les diffrents types de procds de soudage des goujons sont bien adapts pour les lments dedispositifs de fixation, du fait de la rapidit de soudage et du faible apport de chaleur associ.
Le soudage rapide assure une faible pntration et une faible distorsion. Lobjectif est de raliser un soudage sur une grande surface afin de pouvoir supporter des
contraintes leves. Des applications de diverses natures sont possibles, selon les procds. Il est possible de travailler dans toutes les positions de soudage en utilisant des pistolets de
soudage lgers. Mme dans le cas de feuilles de 0,8 mm dpaisseur, des broches visser de type M4,
soudes sur la face arrire ne provoquent pas de dgradation apprciable de la face avant dela pice, sous rserve que les conditions de soudage soient correctement ralises.
La surface de travail de la pice mtallique doit tre dure et ne pas tre lectriquementconductrice (prise en compte du phnomne de soufflage).
Les valeurs de rglage prescrites par le constructeur doivent tre respectes, afin dviterque la soudure apparaisse sur la face visible.
-
7/26/2019 Travail Cuivre
48/55
48
10.7 Caractristiques du procdPendant le soudage, le goujon est dplac vers la pice sous la pression dun ressort. Larclectrique est amorc par le contact de la surface travaillante (lectrode) avec la pice. Leressort presse le goujon dans le mtal en fusion.
Dplacement du goujon ; inflammation (amorage de larc) ; soudage
Le soudage larc lectrique avec amorage arc par point est utilis dans les soudagessuivants :
Boulons filets Tiges et goujons Bagues et embotures filetage interne Tiges supports de calorifugeage Connecteurs plats Goujons spciaux Pices ncessitant un soudage spcial
Avec des diamtres entre 2 et 6 mm dans le cas du cuivre et des ses alliages cuivre/zinc (laiton),selon les besoins et la composition. Le soudage indformable est ralis de faon semi- outotalement automatique.Au cours du soudage, lnergie emmagasine (jusqu 20000 A) dans des batteries decondensateurs est dcharge au travers de llectrode dans un temps extrmement court,compris entre 1 et 3 ms (0,001 0,003 sec.). Des lments auxiliaires comme du gaz protecteurou des anneaux en cramique ne sont pas ncessaires.Du fait de son extrmement faible profondeur de pntration qui natteint approximativementque 0.1 mm, cette mthode est principalement utilise pour souder des goujons sur de mincesfeuilles de 0.5 mm dpaisseur et au-del.
10.8 BrasageLe brasage est un procd thermique qui permet lassemblage par fusion et lenrobage de pices,en exploitant lapparition dune phase liquide grce la fusion de la dite brasure (brasage parfusion) ou au moyen de la diffusion de la brasure dans les interstices entre surfaces de contact(brasage par diffusion). Les brasures doivent avoir une temprature de fusion plus basse quecelles des matriaux assembler.
Le procd de brasage se ralise en un nombre dtapes dtermin.
Une fois que la surface brillante mtallique de la pice (temprature de surface = point de fusionde la brasure) a t mouille par la brasure, un coulement apparat avec, simultanment, laformation dalliages du matriau parent sur les couches de surface, caractristique de procdsde diffusion et due au phnomne de capillarit lendroit du brasage, au niveau de la surfacelargie de la goutte de brasure.
-
7/26/2019 Travail Cuivre
49/55
49
A) pellicule doxyde
B) flux en fusion
C) surface brillante mtallique
D) brasure liquide
E) formation dalliages
F) couche dalliages solidifis
La largeur idale pour une opration de brasage est de 0,05 0,2 mm.Lutilisation des flux dpend du procd utilis :
Pour le brasage tendre la temprature de la brasure liquide est infrieure 450C.Pour brasage fortla temprature de la brasure liquide est suprieure 450C.
Les brasures sont des lments mtalliques (mtaux et alliages de mtaux), qui sontconditionnes sous la forme de bobine, de bton, de feuille, de profil, de barre, de tranche, degrains, de ptes, etc. Les proprits caractristiques des brasures sont leurs tempratures defusion et de travail, qui dpendent de leur constitution respective.
Les points suivants, dans le cadre de la production et de la fabrication, sont
respecter : La temprature de travail dune brasure est la plus basse temprature de surface de la pice
au point de brasage pour laquelle la brasure est capable de mouiller le matriau parent, destaler et de faire contact avec le matriau parent. La temprature de travail est toujourssuprieure la temprature de solidification.
Les flux sont constitus de matires non mtalliques. En prenant soin, au pralable, denettoyer correctement les surfaces braser, les flux vont servir liminer tous les films desurface restant et empcher quils ne se reforment, afin que la brasure puisse mouiller lasurface de brasage.
Les brasures les plus usuelles pour les matriaux cuivreux sont les brasures plomb-tain et
tain-plomb, habituellement regroups sous le nom de brasures tendres . Les brasures pouvant contenir de largent ou non sont utilises pour le brasage fort des
-
7/26/2019 Travail Cuivre
50/55
50
matriaux mtalliques. Le cuivre pur convient parfaitement aussi bien pour le brasage tendreou fort. La prsence dun film protecteur doxyde daluminium sur les matriaux en cuivrecontenant de laluminium oblige de le traiter laide de flux spciaux lors des brasagestendre et fort. Lvaporation de zinc peut se produire lors du brasage dalliages cuivre-zinc de trs hautes tempratures de travail
Pour des raisons de production et de conception, le soin le plus attentif doit tre apport laforme du brasage. Les contraintes pour le positionnement seront obtenues par des mises entension et/ou en cisaillement.
Les figures suivantes illustrent diffrentes situations :
-
7/26/2019 Travail Cuivre
51/55
51
11 Aff inage de surface
Grce leurs proprits matrielles spcifiques telles que :
Rsistance aux substances chimiques Rsistance la corrosion "Proprits durgence" Bonne mallabilit chaud et froid Bonnes caractristiques pour vacuer les copeaux Soudabilit Conductivit thermique et lectrique extrmement leve Rsistance lusure
les matriaux en cuivre ont une trs large gamme dutilisation possible.
Des traitements de surface adapts aux produits et spcifiques une production donne sontraliss dans les cas o il convient danticiper les attaques la surface du cuivre et de les viteret/ou dans les cas o dautres proprits que celles proposes par la matire centrale du mtal
sont ncessaires en surface.Des traitements de coloration de surface sont utiles lorsque quune couleur non disponible dans lagamme des coloris naturels des matriaux cuivreux est ncessaire. Si la coloration intrinsque dela pice en cuivre ne satisfait pas le besoin technologique, la surface peut tre prtraite pardes moyens mcaniques, chimiques, lectrolytiques et, dans de nombreux cas, une combinaison deces possibilits.
11.1 Moyens mcaniquesLes surfaces utiles peuvent tre obtenues grce des procds de meulage, de tournage et defraisage.
Si les exigences concernant les surfaces sont suprieures, il conviendra de faire appel destechniques de bufflage ou de meulage fin et de polissage.
Des machines de meulage la main sont utilises, en dernier ressort, pour raliser le traitementmanuel des matriaux cuivreux :
-
7/26/2019 Travail Cuivre
52/55
52
Meules dangle "Mini-meules" outils arbre flexible, comprenant les porte-outils Outils de meulage simples
Les agents de meulage sont choisis en fonction dun usage bien dtermin :
ProcdGranulation de
lagent de
meulage
Vitesse de meulage(m/s)
Broche mcaniqueRotation en tr/min.
Pr-meulage 60 80 12. 25 avec 250 mm1 000 2 000
Meulage definition
120220 30 avec 250 mmjusqu 3 500
Meulage fin .. 360 ..30
Polissage 400600 40
Les agents suivants peuvent tre utiliss :
Procd Agent de meulage
Pr-meulage Meules lamines, broches pour le meulage, meules stries
Meulage definition
Meules lamines, broches pour le meulage, meules stries
Meulage fin Meule pression
Polissage Patins en coton, patins buffler, patins en sisal, patins en feutre
11.2 Pr-meulageMeules coupantes abrasives, meules de dgrossissage, meules stries, tourets quips de disques meuler en fibre.
11.3 Meulage de finit ion et meulage fin Meules lamines, disques et rouleaux abrasifs non tisss pour le meulage, courroies et rouleauxflexibles pour le meulage.
11.4 PolissageOutils polir, patins en feutre, brosses en fibre, patins buffler en coton.
-
7/26/2019 Travail Cuivre
53/55
53
Toute lvation excessive de temprature des pices est viter lors des oprations de meulage.Dans le cas contraire, il y a risque de marbrage.
11.5 DcapageLes procds de dcapage au jet abrasif sont possibles ; selon lagent abrasif, il est possibledobtenir des surfaces au fini mat et non orientes.
Les agents abrasifs suivants sont utiliss :
Boulettes et poudres non ferreuses Perles ou micro-perles de verre Granuls de CO2
Au-del de sa fonction de traitement de surface, le dcapage a galement, plus ou moins commeeffet secondaire, la proprit de durcissage froid des matriaux.
-
7/26/2019 Travail Cuivre
54/55
54
12 Chimie et lectrochimie
12.1 ElectropolissageLe terme "polissage lectrolytique" dcrit un traitement lectrochimique qui favoriselaplatissement et lobtention dun rendu brillant dune surface mtallique lorigine mate etrugueuse. Llectropolissage est un des procds de production permettant lectriquement deretirer de la matire. Ce rsultat est obtenu grce lchange de charges lectriques entre lapice mtallique et un milieu liquide, llectrolyte.
Llectropolissage est, en principe, le phnomne inverse de la galvanisation, en imposant lepotentiel positif dune source DC ( savoir, lanode) la pice travailler. Le passage du courantcontinu permet llectrolyte de dissoudre des lments de surface de la pice. La surface estalors rendue plus lisse et plate.
(Figure, gauche : surface aprs polissage ; figure, droite : surface aprs lectropolissage)
Llectropolissage est utilis chaque fois quune surface de grande qualit ainsi quune absence de
ractivit chimique sont requises, par exemple pour les lments dcoratifs de lindustrie dubtiment comme : Les parements de faade Les parements en feuille de mtal pour les intrieurs Les pices de garde-corps et de parapets Les meubles
12.2 Conditions requises pour llectropolissage Gomtrie des pices adapte, cest dire, bonne accessibilit pour installer les cathodes
dans les trous, les saignes et les creux Possibilit de manutention en vrac de pices massiques pour un polissage dans des tambours
ou des cloches, afin dviter quelles saccrochent entre elles, se coincent ou se bloquent. Une paisseur des parois suffisante afin que la distribution du courant ne soit pas altre
par la rsistance lectrique du matriau. Un nombre adapt de points de contact corrects afin dassurer la conduction du courant. Des surfaces assurant une bonne conduction lectrique, libres de substances dilectriques
parasites telles que la graisse ou la calamine.
Une bonne qualit de surface car les dfauts mcaniques tels que les raflures ou les rayuresrestent visibles aprs llectropolissage.
-
7/26/2019 Travail Cuivre
55/55
12.3 LenrobageLes fines couches doxyde, qui initialement constituent un premier film protecteur et qui,associes aux couches suivantes qui se forment ensuite, protgent de ractions de surface etprocurent ainsi aux matriaux traits une grande rsistance la corrosion, apparaissent, aucours du temps, du fait de lexposition aux intempries et lenvironnement, sur les surfacesbrillantes mtallises du cuivre et du laiton (alliage cuivre-zinc). La couleur rouge du cuivre, parexemple, se modifie par apparition dune couche doxyde pour aller du marron rouge au bleu
anthracite en passant par le marron fonc. Progressivement, aprs un certain temps, une coucheprotectrice (patine), rsistante aux intempries, trs adhrente, non toxique se forme ; elle estconstitue essentiellement des principaux sels de cuivre. Cette patine naturelle est la raison pourlaquelle, les objets dart anciens raliss en cuivre ont conserv jusqu ce jour leur forme. Cesmodifications de surface sont extrmement populaires pour des raisons dcoratives etesthtiques selon le champ dapplication et sont, en fait, obtenues de faon artificielle au moyende procds de coloration divers, dans de nombreuses utilisations du cuivre et de ses alliages.Les objets qui sont amens tre frquemment touchs par les humains, comme par exemple lesboutons de porte et les poignes, vont conserver leur surface naturelle du fait des propritsbactriologiques des matriaux cuivreux.
La peinture est une bonne faon dembellir et de protger les objets souvent utiliss.
Les types de peinture suivants proposent de bonnes caractristiques, aussi bien pour desapplications intrieures quextrieures :
Rsines acryliques (traitement chaud ou froid, sous la forme de films protecteurs un oudeux composants)
Rsines poxy (deux composants, avec de bonnes proprits adhsives et les caractristiquessuivantes : rsistance aux chocs, souplesse, rsistance labrasion)
La bonne russite de lenrobage ncessite un traitement pralable soign :
Dcapage et polissage Nettoyage et dgraissage Rinage et schage