
TRAITEMENT ANAEROBIE DES EFFLUENTS EN …moletta-methanisation.fr/diaporama/4Morier.pdf · Un...
12
TRAITEMENT ANAEROBIE DES EFFLUENTS EN CHIMIE JOURNEE INDUSTRIELLE METHANISATION Exemple d’applications industrielles par de petites unités de méthanisation Le 5 Octobre 2011 Chambéry, salle des congrès « Le Manège » François MORIER – Directeur Général
Transcript of TRAITEMENT ANAEROBIE DES EFFLUENTS EN …moletta-methanisation.fr/diaporama/4Morier.pdf · Un...

TRAITEMENT ANAEROBIE
DES EFFLUENTS EN CHIMIE
JOURNEE INDUSTRIELLE METHANISATION
Exemple d’applications industrielles par de petites unités de
méthanisation
Le 5 Octobre 2011
Chambéry, salle des congrès « Le Manège »
François MORIER – Directeur Général
PARTICULARITE DES EFFLUENTS
Dans un process chimique industriel utilisant de l’eau, depuis les
étapes de synthèses jusqu’aux divers conditionnements, on décèlera
dans les effluents liquides la présence de solvants de synthèse, de
sous produits organiques ou de minéraux concentrés (eaux mères) et
dilués (eaux de lavage des produits ou des gaz), la présence de
corps gras (acide gras) ou encore de solvants très biodégradables
(alcools, AGV).
Les effluents issus des usines chimiques se caractérisent donc par
leur grande variabilité dans leur composition et dans leur évolution :
pH très acides ou basiques des purges de laveurs de gaz ou de CIP
salinité très variable avec présence possible de sulfate ou de
molécules soufrées
compositions variables pour les ateliers travaillant à façon
variabilité saisonnière en production phytosanitaire par exemple
présence potentielle d’inhibiteurs ou de bactéricides
une DCO résiduelle dite dure.
PARTICULARITE DES EFFLUENTS (suite)
Dans ce type d’environnement, les effluents devront donc être très
bien caractérisés et certaines précautions devront être prises :
un grand volume de stockage pour lisser leur hétérogénéité
un bassin de sécurité en cas de besoin (accidents de production,
toxiques, …)
deux niveaux de régulation de pH en amont et sur le digesteur
un appoint éventuel en minéraux et oligoéléments
un appoint en micronutriments
un dimensionnement des ouvrages et une exploitation prudente
PARTICULARITE DES EFFLUENTS (suite)
Société INDENA
La société INDENA, implantée en Touraine, produit des extraits
végétaux par extraction en phase aqueuse ou solvant avec des étapes
de concentration et de distillation. Avant la construction de l’installation
les effluents concentrés, contenant ou non des solvants chlorés, étaient
détruits en Centre agréé, tandis que les effluents dilués neutralisés
étaient rejetés, après contrôle, dans le réseau d’égout urbain relié à une
station biologique urbaine de grande capacité.
Un durcissement des normes de rejet et le souhait de traiter sur place
certains effluents organiques biodégradables, qui devaient jusqu’alors
être concentrés sur évaporateurs avant destruction hors site, ont
conduit l’industriel à rechercher le procédé le mieux adapté.
CHOIX DU PROCEDE
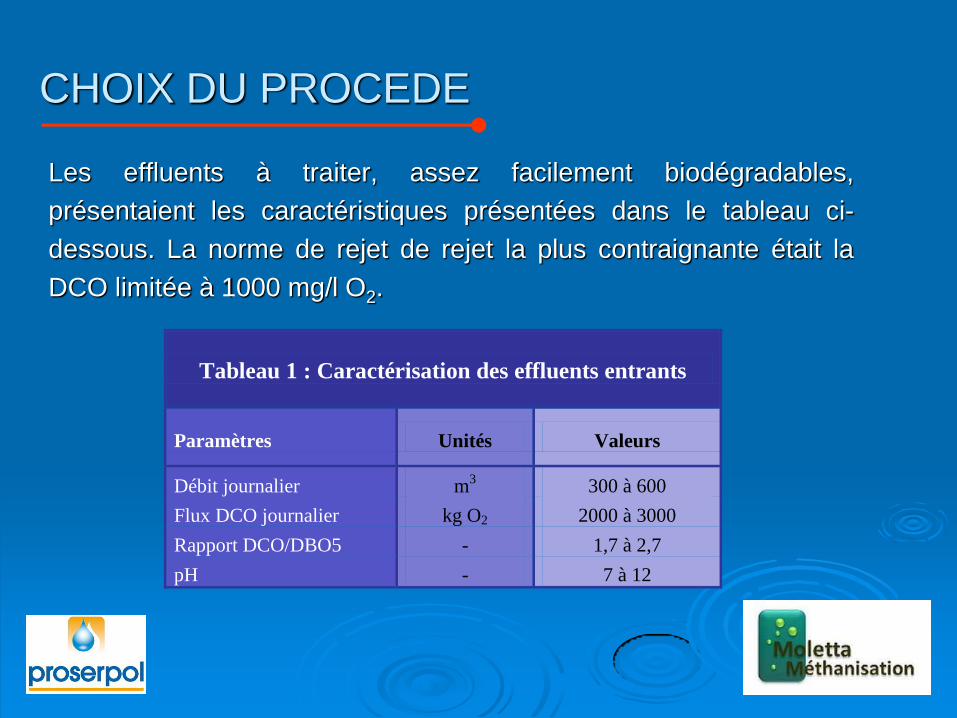
Les effluents à traiter, assez facilement biodégradables,
présentaient les caractéristiques présentées dans le tableau ci-
dessous. La norme de rejet de rejet la plus contraignante était la
DCO limitée à 1000 mg/l O2.
Tableau 1 : Caractérisation des effluents entrants
Paramètres Unités Valeurs
Débit journalier m3 300 à 600
Flux DCO journalier kg O2 2000 à 3000
Rapport DCO/DBO5 - 1,7 à 2,7
pH - 7 à 12

CHOIX DU PROCEDE (suite)
En collaboration avec Proserpol et d’autres sociétés spécialisées,
plusieurs voies ont été explorées :
la séparation en ligne des effluents concentrés et dilués à l’aide
d’un analyseur en continu
les procédés biologiques aérobies de type classique, SBR ou
MBR
un traitement anaérobie
La séparation efficace des effluents dilués/concentrés est apparue
difficile à réaliser industriellement et les procédés aérobie ont été
écartés du fait de leur consommation énergétique, de leur production de
boue importante et de l’impossibilité de rejeter dans le milieu naturel
(MBR donc exclu).
CHOIX DU PROCEDE (suite)
Parmi les procédés anaérobies, le choix s’est porté vers la
technologie du film fixé pour sa plus grande robustesse aux chocs
et aux variations de qualité des effluents. Le lit est du type vrac avec
possibilité de mise en mouvement en fonction des demandes
d’exploitation. La circulation est down-flow pour favoriser le contact
et limiter la production de mousse pendant les phases de transition.
Une finition par un procédé physicochimique avec coagulation et
aéroflottation permet le respect des normes de rejet. S’agissant d’un
traitement de finition les boues sont produites en faibles quantités.
Elles sont centrifugées avant compostage.
PRESENTATION DU PROJET
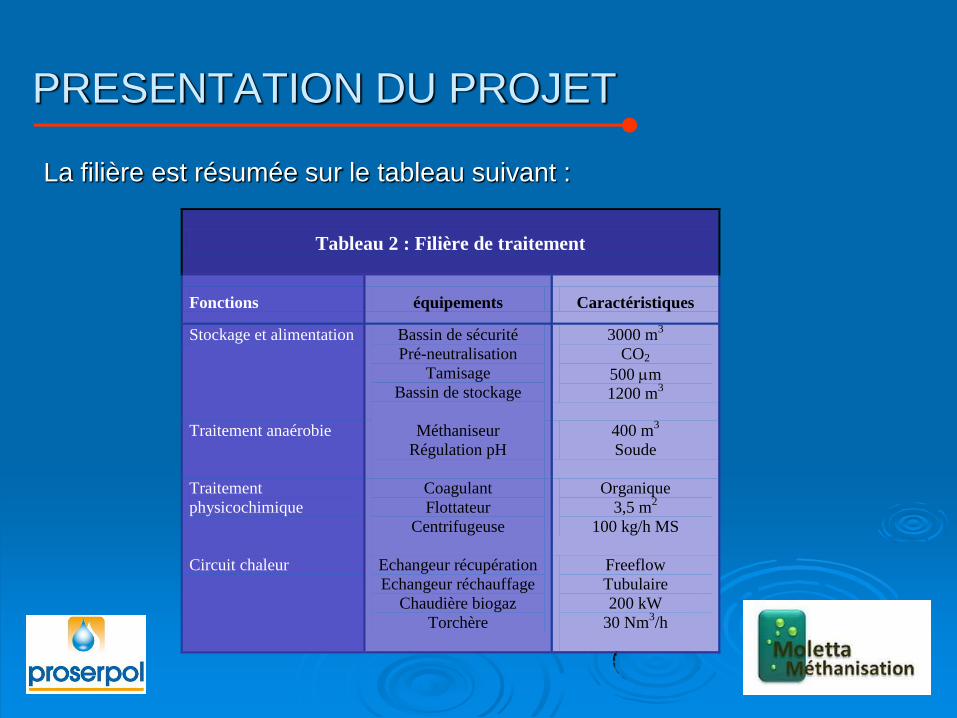
La filière est résumée sur le tableau suivant :
Tableau 2 : Filière de traitement
Fonctions équipements Caractéristiques
Stockage et alimentation Bassin de sécurité
Pré-neutralisation
Tamisage
Bassin de stockage
3000 m3
CO2
500 m
1200 m3
Traitement anaérobie Méthaniseur
Régulation pH
400 m3
Soude
Traitement
physicochimique
Coagulant
Flottateur
Centrifugeuse
Organique
3,5 m2
100 kg/h MS
Circuit chaleur Echangeur récupération
Echangeur réchauffage
Chaudière biogaz
Torchère
Freeflow
Tubulaire
200 kW
30 Nm3/h
RESULTAT APRES DIGESTION
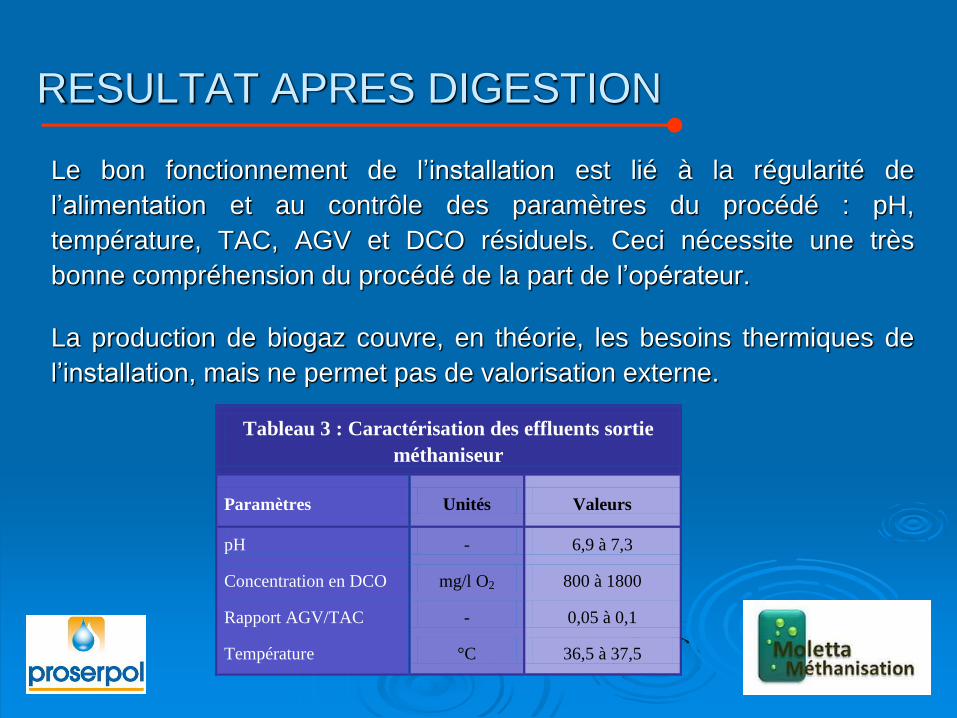
Le bon fonctionnement de l’installation est lié à la régularité de
l’alimentation et au contrôle des paramètres du procédé : pH,
température, TAC, AGV et DCO résiduels. Ceci nécessite une très
bonne compréhension du procédé de la part de l’opérateur.
La production de biogaz couvre, en théorie, les besoins thermiques de
l’installation, mais ne permet pas de valorisation externe.
Tableau 3 : Caractérisation des effluents sortie
méthaniseur
Paramètres Unités Valeurs
pH - 6,9 à 7,3
Concentration en DCO mg/l O2 800 à 1800
Rapport AGV/TAC - 0,05 à 0,1
Température °C 36,5 à 37,5

RESULTAT APRES DIGESTION (suite)
Méthanisation
réchauffageStockage
Torchère Chaudière CompostageBassin de sécurité
Récupération
énergieDégrillage Aéroflottation Centrifugation
Rejet eaux usées
CONCLUSION
Le couplage de prétraitements, comme la digestion anaérobie suivie d’un
traitement physicochimique, permet dans certains cas de bien répondre
aux exigences d’un rejet dans un réseau urbain adapté. Il faut retenir,
qu’en France, l’étape anaérobie permet rarement d’assurer seule un
niveau d’épuration répondant aux exigences de concentration mais peut,
par contre, répondre plus facilement aux exigences de flux abattu. Dans
le milieu de la chimie ou de la synthèse pharmaceutique, un
prétraitement anaérobie se révèle bien adapté si les étapes d’essais
pilote en laboratoire, ou sur site, prennent en compte toutes les
contraintes spécifiques de cette activité. La taille des projets industriels
va de 0,6 à 600 tonnes par jour de DCO entrante avec des installations
d’essai de 10 litres à 100 m3 d’effluent traité par jour.














