(TP FAO Tournage Corrigé)metz057.free.fr/tgm1/prod_tp/bm/(TP FAO Tournage Corrig_351).pdf · La...
7
A.HOBLER 2006 - TP FAO Tournage Corrigé Document 1 sur 7
Transcript of (TP FAO Tournage Corrigé)metz057.free.fr/tgm1/prod_tp/bm/(TP FAO Tournage Corrig_351).pdf · La...

A.HOBLER 2006 - TP FAO Tournage Corrigé Document 1 sur 7
������������ �������
������ �������������� ���������
����
A.HOBLER 2006 - TP FAO Tournage Corrigé Document 2 sur 7
���������������� ����������
��
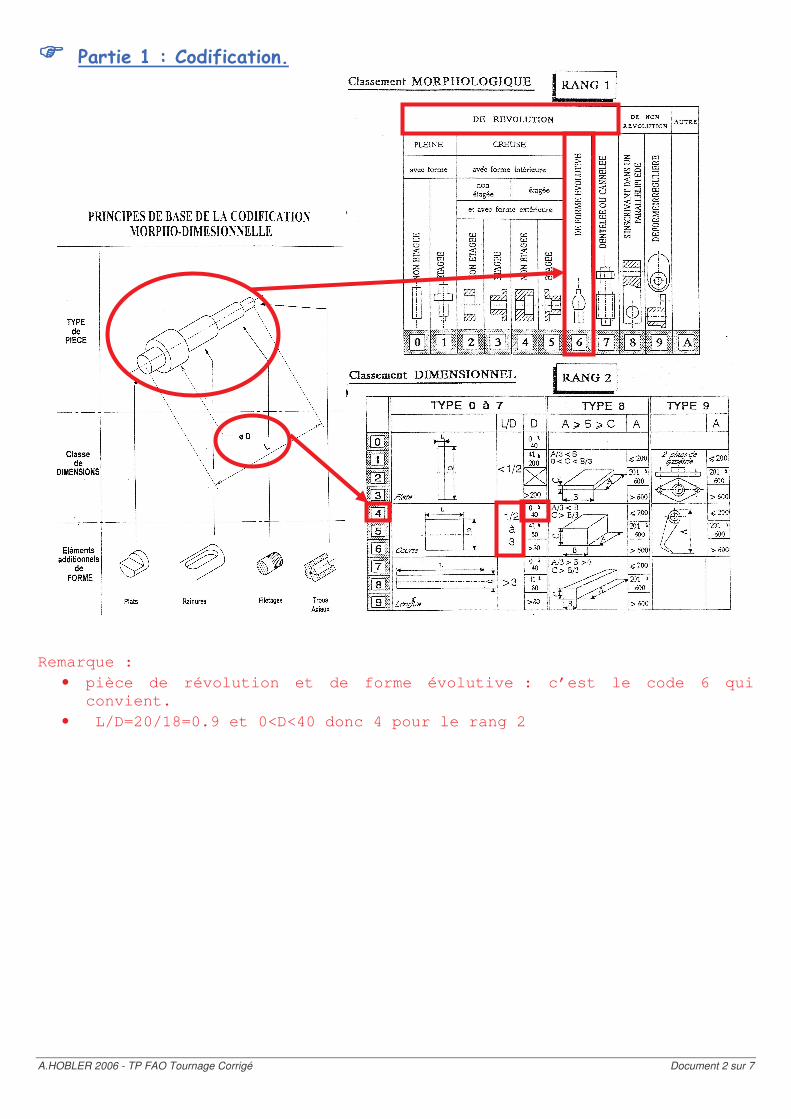
�Remarque :
• pièce de révolution et de forme évolutive : c’est le code 6 qui convient.
• L/D=20/18=0.9 et 0<D<40 donc 4 pour le rang 2 �
A.HOBLER 2006 - TP FAO Tournage Corrigé Document 3 sur 7
����������������� �� ������������� ���������� ������� ����������� �������������� ������ �����
�
��
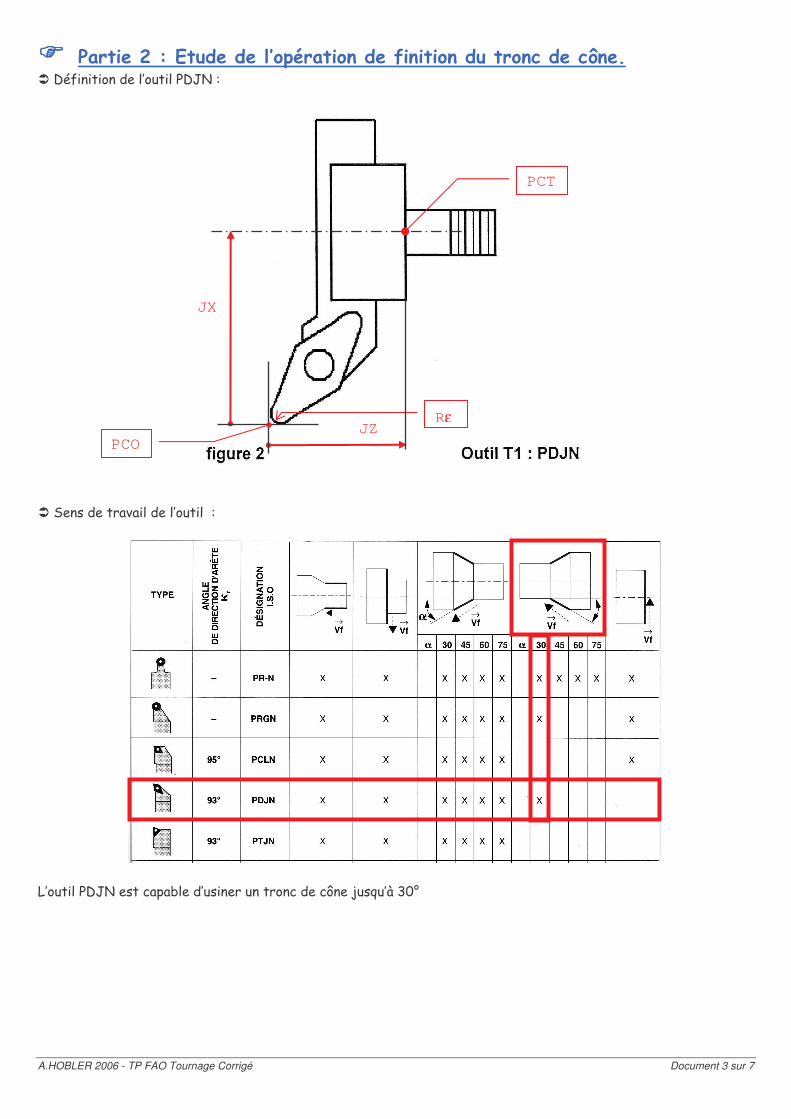
���� ���������������� ��������
����� ������ �������������� ����� �������������� �� ���� !�
Rε
JX
JZ
PCT
PCO
A.HOBLER 2006 - TP FAO Tournage Corrigé Document 4 sur 7
��" ��������� ����#����������������
�$% ��� ������ ���&������ ���������������������'������ ���� ��������������������% ���(��� �������)*������������������
�������������� ������ �����#�#�*����+��� �����������������������������������
��
��
, -���.(����#����)�% % �/�0�� ����������1�2 �������3���� 4 3�5�� �6�)*��5�� �6�)*�*�#α� 4 3�5�) �6�)*)*�#37!5�)3*)88�
� 2 3�5�9��6��� 2 3�5�9:�6�)�5�9)��������)���� 4 )�5�� �9�)*/��6��0�5�� �;�)*</9�0*�#α�6�=� 4 )�5�) �;�)*</37�;�:0*�#37!�6� *>?=�5�8*> )�
� 2 )�5�9�;��� 2 )�5�937�;)�5�9) �������#��% % �@� A ���
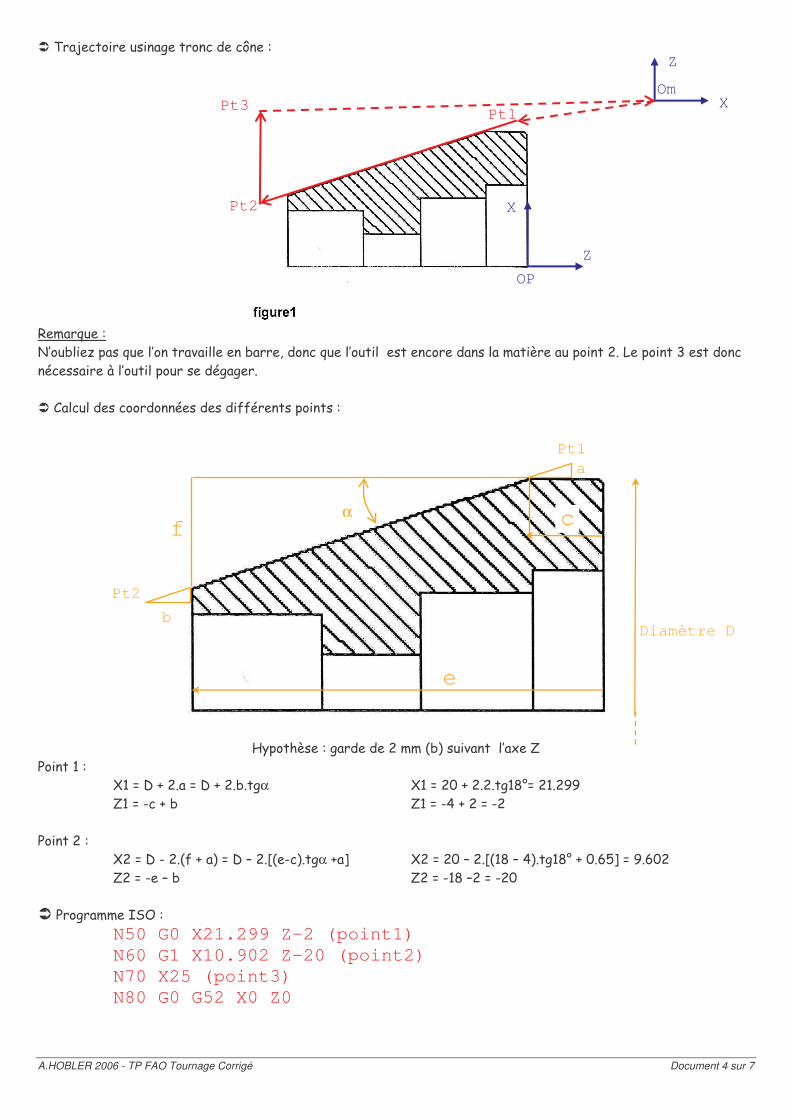
N50 G0 X21.299 Z-2 (point1) N60 G1 X10.902 Z-20 (point2) N70 X25 (point3) N80 G0 G52 X0 Z0
X
Z
X
Z
Om
OP
Pt3
Pt2
Pt1
Pt1 a
α
Diamètre D
c
Pt2
e
f
b
A.HOBLER 2006 - TP FAO Tournage Corrigé Document 5 sur 7
��" ��������� ��" +���
��
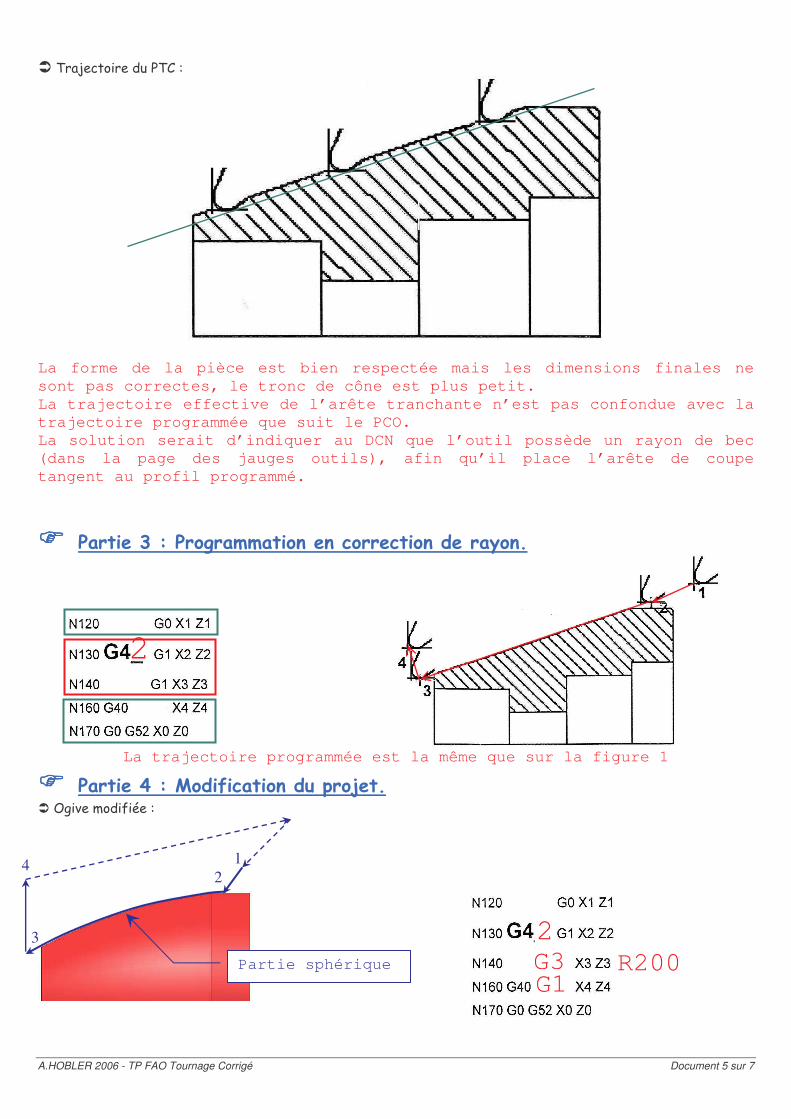
La forme de la pièce est bien respectée mais les dimensions finales ne sont pas correctes, le tronc de cône est plus petit. La trajectoire effective de l’arête tranchante n’est pas confondue avec la trajectoire programmée que suit le PCO. La solution serait d’indiquer au DCN que l’outil possède un rayon de bec (dans la page des jauges outils), afin qu’il place l’arête de coupe tangent au profil programmé. �
�
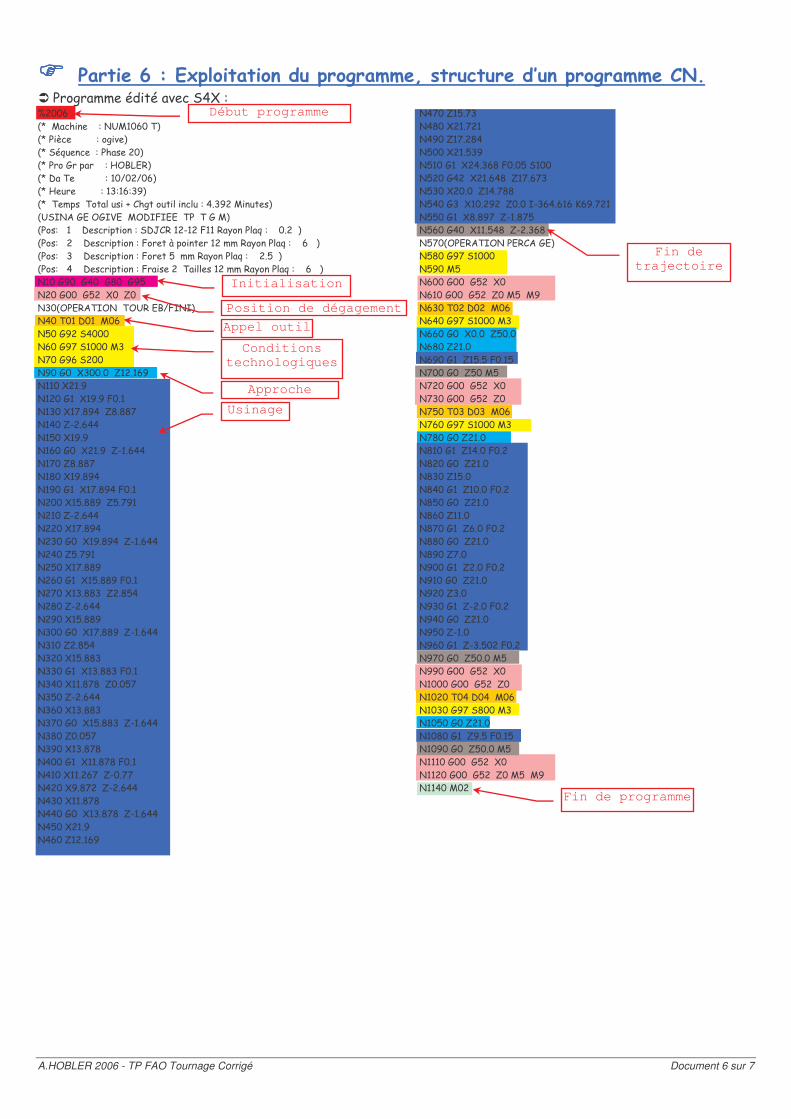
���������������������� � ������������������ ���������
�� � �La trajectoire programmée est la même que sur la figure 1
����������� ���! � ��������� �����"�����A #���% ���������
���
�
2
Partie sphérique
2 G3 G1
R200
1 2
3
4
A.HOBLER 2006 - TP FAO Tournage Corrigé Document 6 sur 7
�
�����������#����$��������� ��������� � �%��������� ����������� � ��& ��� ���#��% % ����������� :4 ���B ) >�/C��D ��.���������E D 3 > �" 0�/C���(�������������#��0�/C�� �� �������.���) 0�/C�����F �����������, A G�H$0�/C�� ��" �������������3 I )I >0�/C�, ������������3��3>��80�/C��" % ����" ����� ���6�+.#��� �������� ���:*�8)�D �� ��0�/E � @�J �F H�A F @KH ��D A � @L@HH ��" ���" �F �D 0�/�������3����� ������������� � � +$ �3)93)�L33�$�-������������� *)��0�/�������)����� ������������L�������������3)�% % �$�-�������������> ���0�/�������� ����� ������������L����?��% % �$�-�������������)*?��0�/�������: ����� ������������L�����)��" ������3)�% % �$�-�������������> ���0��3 �F 8 ��F : ��F 7 ��F 8?��) �F ��F ?)��4 ��2 ��� /A �H$J " @A ���" A E $ �HGIL@�@0��: �" 3�� 3��D >��? �F 8)�� : ��> �F 8M�� 3 �D ���M �F 8>�� ) ����8 �F ��4 � * ��2 3)*3>8��33 �4 )3*8��3) �F 3��4 38*8�L *3��3� �4 3M*78:��2 7*77M��3: �2 9)*>::��3? �4 38*8��3> �F ��4 )3*8��2 93*>::��3M �2 7*77M��37 �4 38*78:��38 �F 3��4 3M*78:�L *3��) �4 3?*778��2 ?*M83��)3 �2 9)*>::��)) �4 3M*78:��)� �F ��4 38*78:��2 93*>::��): �2 ?*M83��)? �4 3M*778��)> �F 3��4 3?*778�L *3��)M �4 3�*77���2 )*7?:��)7 �2 9)*>::��)8 �4 3?*778��� �F ��4 3M*778��2 93*>::���3 �2 )*7?:���) �4 3?*77����� �F 3��4 3�*77��L *3���: �4 33*7M7��2 * ?M���? �2 9)*>::���> �4 3�*77����M �F ��4 3?*77���2 93*>::���7 �2 * ?M���8 �4 3�*7M7��: �F 3��4 33*7M7�L *3��:3 �4 33*)>M��2 9 *MM��:) �4 8*7M)��2 9)*>::��:� �4 33*7M7��:: �F ��4 3�*7M7��2 93*>::��:? �4 )3*8��:> �2 3)*3>8�
�:M �2 3?*M���:7 �4 )3*M)3��:8 �2 3M*)7:��? �4 )3*?�8��?3 �F 3��4 ):*�>7�L * ?�� 3 ��?) �F :)��4 )3*>:7��2 3M*>M���?� �4 ) * ��2 3:*M77��?: �F ���4 3 *)8)��2 * �@9�>:*>3>�N>8*M)3��?? �F 3��4 7*78M��2 93*7M?��?> �F : ��4 33*?:7��2 9)*�>7��?M /A �H$J " @A ���H$+J �F H0��?7 �F 8M�� 3 ���?8 �D ?��> �F ��F ?)��4 ��>3 �F ��F ?)��2 �D ?��D 8��>� �" )�� )��D >��>: �F 8M�� 3 �D ���>> �F ��4 * ��2 ? * ��>7 �2 )3* ��>8 �F 3��2 3?*?�L *3?��M �F ��2 ? �D ?��M) �F ��F ?)��4 ��M� �F ��F ?)��2 ��M? �" ��� ���D >��M> �F 8M�� 3 �D ���M7 �F �2 )3* ��73 �F 3��2 3:* �L *)��7) �F ��2 )3* ��7� �2 3?* ��7: �F 3��2 3 * �L *)��7? �F ��2 )3* ��7> �2 33* ��7M �F 3��2 >* �L *)��77 �F ��2 )3* ��78 �2 M* ��8 �F 3��2 )* �L *)��83 �F ��2 )3* ��8) �2 �* ��8� �F 3��2 9)* �L *)��8: �F ��2 )3* ��8? �2 93* ��8> �F 3��2 9�*? )�L *)��8M �F ��2 ? * �D ?��88 �F ��F ?)��4 ��3 �F ��F ?)��2 ��3 ) �" :�� :��D >��3 � �F 8M�� 7 �D ���3 ? �F �2 )3* ��3 7 �F 3��2 8*?�L *3?��3 8 �F ��2 ? * �D ?��333 �F ��F ?)��4 ��33) �F ��F ?)��2 �D ?��D 8��33: �D )
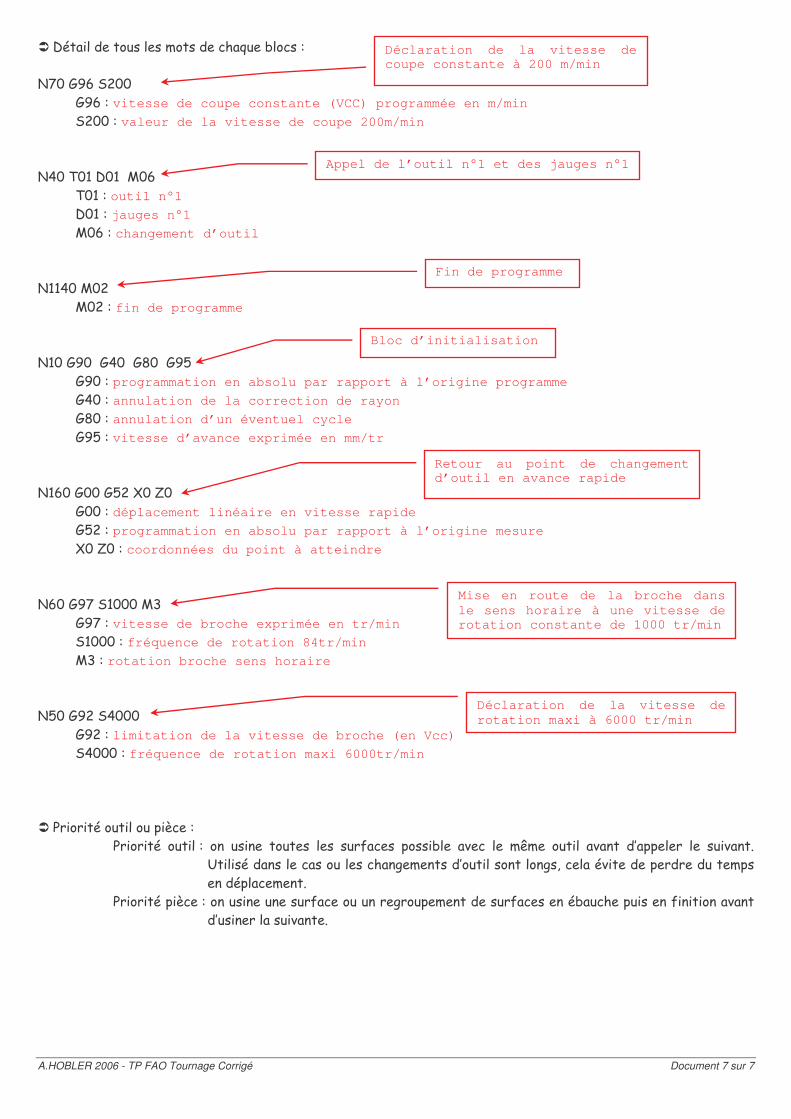
Début programme
Initialisation
Position de dégagement
Appel outil
Conditions technologiques
Approche rapide Usinage
Fin de trajectoire
Fin de programme
A.HOBLER 2006 - TP FAO Tournage Corrigé Document 7 sur 7
� � ��������� �����% ������.�� �����������M �F 8>�� ) �
F 8>���vitesse de coupe constante (VCC) programmée en m/min�
� ) ���valeur de la vitesse de coupe 200m/min�
���: �" 3�� 3��D >�
" 3���outil n°1�
� 3���jauges n°1
D >���changement d’outil
���33: �D )�
D )���fin de programme
��
�3 �F 8 ��F : ��F 7 ��F 8?�
F 8 ���programmation en absolu par rapport à l’origine programme�
F : ���annulation de la correction de rayon
F 7 ���annulation d’un éventuel cycle
F 8?���vitesse d’avance exprimée en mm/tr
���3> �F �F ?)�4 �2 �
F ���déplacement linéaire en vitesse rapide�
F ?)���programmation en absolu par rapport à l’origine mesure
4 �2 ���coordonnées du point à atteindre
���> �F 8M�� 3 �D ��
F 8M���vitesse de broche exprimée en tr/min�
� 3 ���fréquence de rotation 84tr/min�
D ����rotation broche sens horaire
���? �F 8)�� : �
F 8)���limitation de la vitesse de broche (en Vcc)�
� : ���fréquence de rotation maxi 6000tr/min�
���
� ���������� ����� ���(������������� � ������ ��� ���� �� ��� ��� � ������ �������� ���� �� % O% � � ���� ������ ������� �� � �����*�
E ������������������ �����.��#% ������ ������������#�'��������������� ��% ���
�������% ��*������������(������� ���� ��� ������ � ���#�� �% ����� ����������� �.�� ��������������������
� ��������� �����*��
�
Appel de l’outil n°1 et des jauges n°1
Fin de programme
Bloc d’initialisation
Mise en route de la broche dans le sens horaire à une vitesse de rotation constante de 1000 tr/min
Déclaration de la vitesse de coupe constante à 200 m/min
Retour au point de changement d’outil en avance rapide
Déclaration de la vitesse de rotation maxi à 6000 tr/min