Technologie de groupe et systèmes manufacturiers … lt.pdf · Plan de la présentation...
42
GOL 510, Cours 05 a Organisation flexible de la production (4cr.) Session : AUTOMNE 2011 Technologie de groupe et systèmes manufacturiers cellulaires Programme de baccalauréat en génie des opérations et de la logistique École de technologie supérieure, Montréal, QC.
Transcript of Technologie de groupe et systèmes manufacturiers … lt.pdf · Plan de la présentation...

GOL 510, Cours 05 a Organisation flexible de la production
(4cr.)
Session : AUTOMNE 2011
Technologie de groupe et systèmes
manufacturiers cellulaires
Programme de baccalauréat en génie des opérations et de la logistique
École de technologie supérieure, Montréal, QC.
Bibliographie
“Automation, Production Systems, and Computer-Integrated Manufacturing”, Mikell P. Groover
Notes de cours de GPA 205, A. Chaaban, Département GPA, ÉTS, 2007
Notes de cours de IND2303, B. Agard, Département de mathématiques et de génie industriel, École polytechnique, 2004
“Modeling and analysis of manufacturing systems”, Ronald G. Askin et Charles R. Standridge
Source de cette présentation:

Plan de la présentation
Introduction
Méthodes de classification et de regroupement des produits
Analyse du flux de production
Technologie de groupe et ses applications
Analyse quantitative des systèmes manufacturiers cellulaires Regroupement de produits et de machines par la méthode
de King (Rank Order Clustering)
Autres méthodes de de regroupement (CIA, DCA)
Formation de groupe avec la programmation mathématique
Disposition des machines dans une cellule

Introduction
Variété
Volume
Aménagement
par produit (ligne)
Aménagement par
famille de produit (cellulaire)
Aménagement par
type de procédé (Atelier)
Aménagement
Fixe (Projet)
Introduction
Ce type d’aménagement cherche à regrouper des processeurs de qualifications différentes de façon à réduire les déplacements des produits (encours) tout en offrant une flexibilité de production beaucoup plus importante que les autres types d’aménagement
Famille de produits: ensemble de produits similaires regroupés par géométrie, par taille ou encore par traitement requis en fabrication. C’est basé sur le technologie de groupe
Type d’aménagement privilégié pour le JAT et TQM
Aussi appelé Système manufacturier cellulaire
Introduction
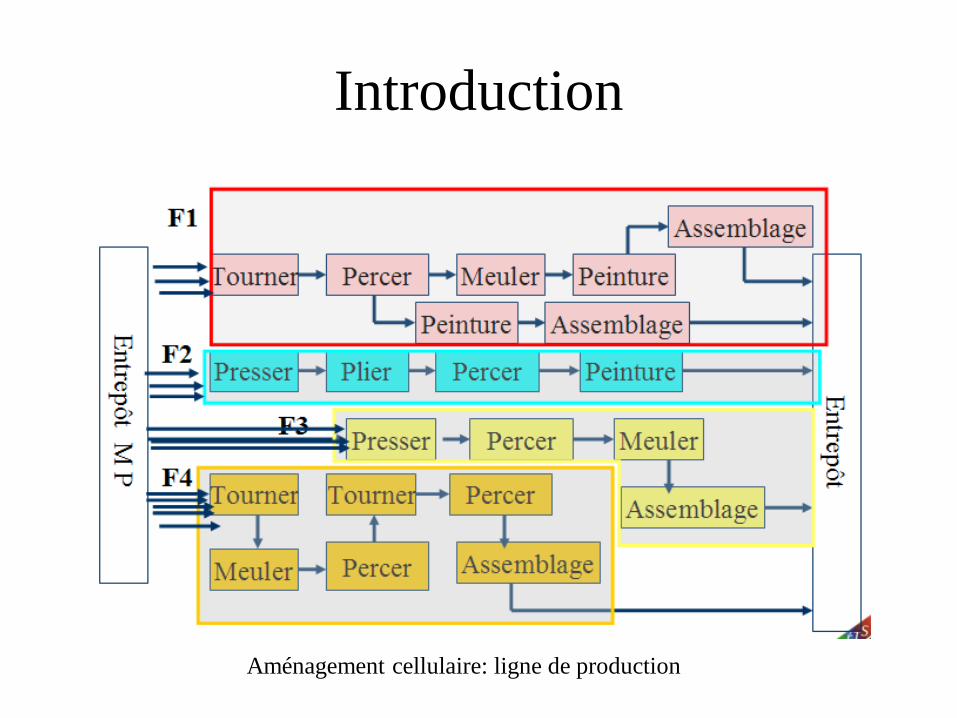
Aménagement cellulaire: ligne de production

Introduction
Produit A
Produit C
Produit B
Produit D
Produit E
Poste A2
Poste D1Poste A1
Poste D3
Poste C2
Poste C1
Poste D2
Poste E3
Poste E2
Poste E1
Poste B2
Poste B1
Poste B3
Cellule 1
A -BCellule 2
B - C - D
2
5
1
Départ
3 4
sorti
Aménagement cellulaire
Cellules autonomes
Aménagement cellulaire/ par
procédé (flux inter-cellules)
Introduction
La TG et la production cellulaire sont
appropriées lorsque:
Un aménagement par procédé est utilisé avec une
production en lots Importance des efforts de manutention, des niveaux d’inventaires en produits
semi-finis et des délais de production
Les produits peuvent être regroupés en familles de
produits

Introduction
Deux (2) tâches majeures doivent être accomplies pour implanter un système manufacturier cellulaire Identification des familles de produits
Réarrangement des machines dans une cellule de production
Les avantages de la TG et de systèmes cellulaires Favorise la standardisation des outils, dispositifs de serrage…etc.
Réduit la manutention des produits
Simplifie la planification de la production
Réduit les temps de production, les stocks de WIP
Augmente la satisfaction des employés, et améliore la qualité

Méthodes de classification et de
regroupement des produits Visuelle
Observation directe des attributs des composants et des machines;
Possible avec un nombre de produits limité.
Codage Assignation de symbole aux classes de façon à fournir des informations sur les
attributs de la classe (famille);
Le codage peut être basé sur le design de la pièce et/ou sur les attributs manufacturiers.
Algorithmes d’analyse du flux de production Analyse du routage des pièces et de la séquence des opérations
Programmation linéaire (en nombres mixtes B&B)
Méthodes de regroupement Algorithme CIA (Cluster Identification Algorithm)
Algorithme DCA (Direct Clustering Algorithm)
Méthode de King
Analyse du flux de production
L’analyse du flux de production (AFP) est une approche: D’identification des familles de produits
De formation de cellules de machines associées aux familles de produits
L’approche utilise la gamme de fabrication des produits pour constituer les familles (au lieu de l’inspection visuelle)
La procédure de la AFP: Collecte de données sur le routage des produits
Classification des produits selon les similarités dans la séquence des opérations qu’ils subissent
Organisation des données dans un tableau (matrice d’incidence)
Analyse de regroupement (changer la configuration de la matrice d’incidence de façon à ce que les produits avec des séquences similaires constituent des ensembles)

Technologie de groupe et ses
applications La technologie de groupe (TG) est un principe d’organisation qui tient
compte du fait que plusieurs produits ont des caractéristiques en commun
Définition: regroupement systématique des composants semblables étant sujets à une planification et des traitements communs qui permet de solutionner un ensemble de problèmes, ce qui économise du temps et des efforts
La plupart des applications de la (TG) sont dans la production. Ses principes peuvent être appliqués de trois (3) manières: Ordonnancement simple et routage des pièces
Cellules de machine virtuelles (les familles de produits sont identifiées ainsi que les équipements dédiés à leur fabrication, sans que ces équipements soient physiquement réaménagés: les machines d’une cellule virtuelle gardent leur emplacement original dans l’usine)
Des familles de produits sont identifiées et des les machines sont physiquement aménagées et relocalisées dans les cellules

Analyse quantitative des systèmes
manufacturiers cellulaires L’analyse consiste à:
Regrouper des produits et des machines en familles
Réorganiser la disposition des machines dans une cellule
Regroupement des produits et des machines par la méthode de King (Rank Order Clustering)
Utilisé dans l’analyse du flux de production (avec une matrice d’incidence)
L’objectif est de réorganiser la matrice d’incidence de façon à créer des blocs (avec le maximum de 1) sur la diagonale
Chaque bloc représente un groupe de machines et de produits d’une même cellule
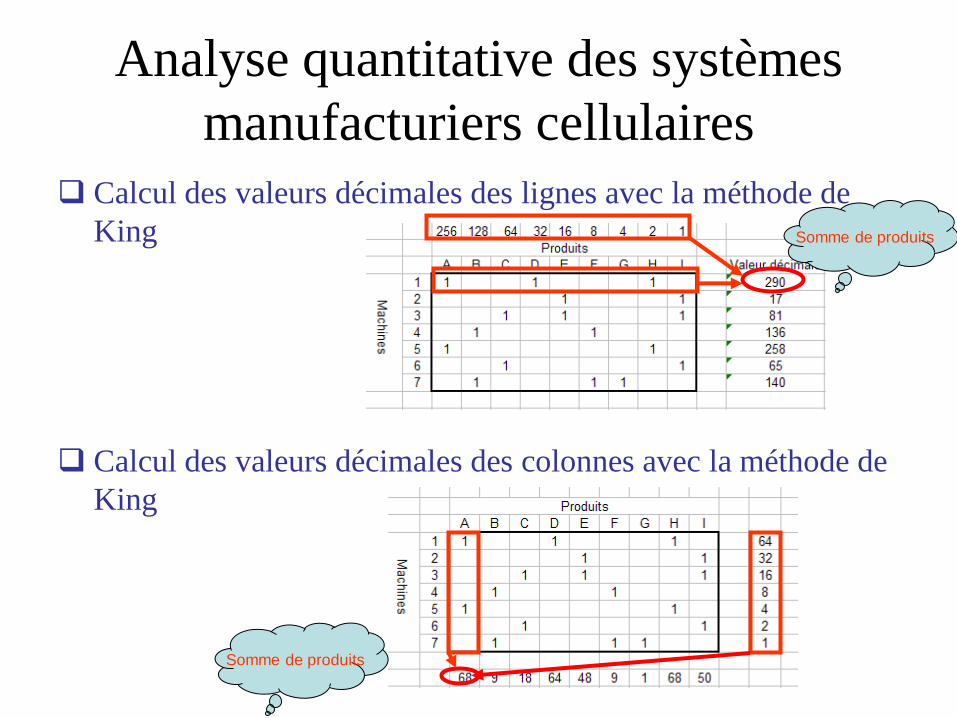
À chaque colonne et à chaque ligne, on assigne une valeur 2n (de droite à gauche pour les colonnes et de bas en haut pour les lignes). Chaque ligne et chaque colonne est lue comme un nombre binaire. Celui-ci est converti ensuite à une valeur décimale
Analyse quantitative des systèmes
manufacturiers cellulaires
Calcul des valeurs décimales des lignes avec la méthode de
King
Calcul des valeurs décimales des colonnes avec la méthode de
King
Somme de produits
Somme de produits

Analyse quantitative des systèmes
manufacturiers cellulaires L’algorithme de la méthode de King consiste à suivre les
étapes suivantes 1. Ordonner les lignes dans l’ordre décroissant de leurs valeurs
décimales. Dans le cas d’égalité, les ordonner dans l’ordre d’apparition dans la matrice d’incidence
2. L’ordre des lignes est-il le même que lors de l’itération précédente? Si oui, aller à 6. Sinon, aller à 3
3. Ordonner les colonnes dans l’ordre décroissant de leurs valeurs décimales. Dans le cas d’égalité, les ordonner dans l’ordre d’apparition dans la matrice d’incidence
4. L’ordre des colonnes est-il le même que lors de l’itération précédente? Si oui, aller à 6. Sinon aller à 5
5. Répéter la procédure (en réordonnant à chaque fois les lignes et les colonnes), tant que l’ordre change à chaque itération
6. STOP

Analyse quantitative des systèmes
manufacturiers cellulaires
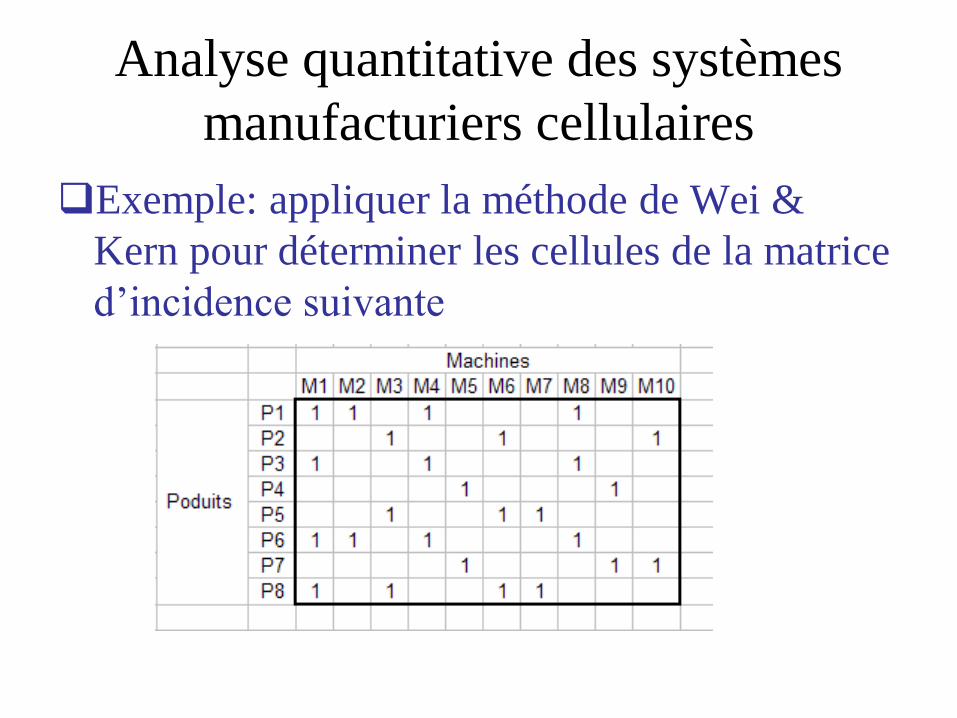
Exemple: appliquer la méthode de King pour
déterminer les cellules pour la matrice
d’incidence suivante
Analyse quantitative des systèmes
manufacturiers cellulaires
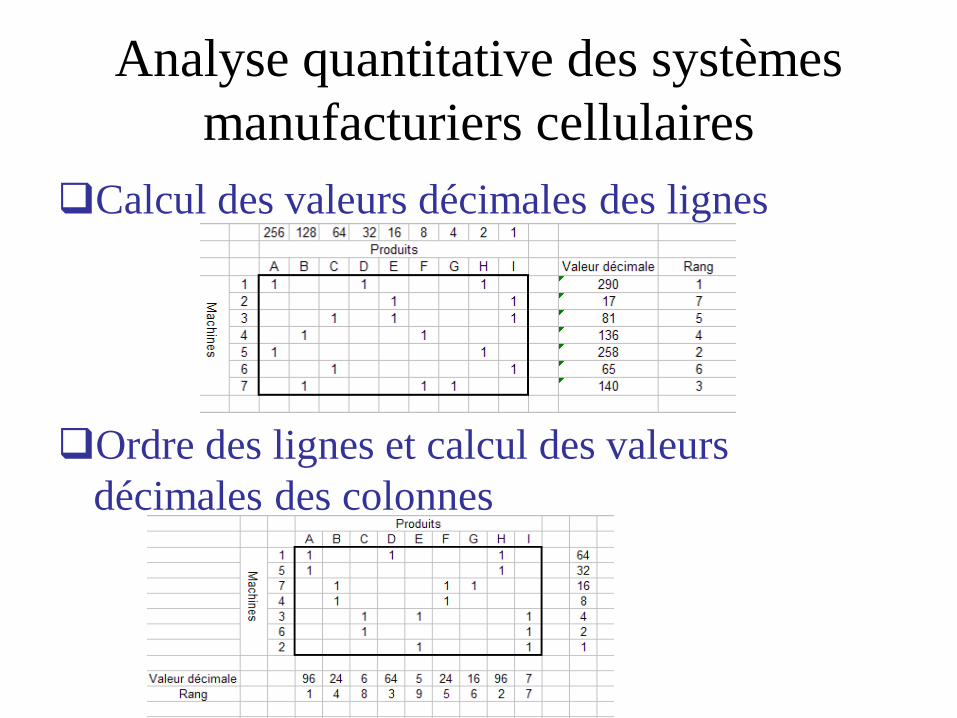
Calcul des valeurs décimales des lignes
Ordre des lignes et calcul des valeurs
décimales des colonnes

Analyse quantitative des systèmes
manufacturiers cellulaires
Ordre des colonnes et calcul des valeurs
décimales des lignes
L’ordre des lignes ne change pas, la procédure s’arrête. Les cellules sont
donc:
Cellule 1: machines 1 et 5 pour les produits A, H et D
Cellule 2: machines 4 et 7 avec les produits B, F et G
Cellule 3: machines 2, 3 et 6 avec les produits I, C et E
Analyse quantitative des systèmes
manufacturiers cellulaires Il existe plusieurs autres méthodes. Les plus célèbres sont:
La méthode de Kusiak (CIA: Cluster Identification algorithm)
La méthode de Wei & Kern
La méthode DCA (Direct Clustering Algorithm) (non-traitée dans ce cours)
Algorithme de base de Kusiak Sélectionner n’importe quelle ligne de la matrice d’incidence et tracer une ligne
horizontale
Pour chaque 1 rencontré, tracer une ligne verticale
Pour chaque 1 rencontré, tracer une ligne horizontale
Répéter jusqu’à ce que tous les 1 soient tous traversés par une ligne horizontale et une ligne verticale
Former les cellules avec les pièces et les machines qui sont traversées par les lignes tracées
Enlever les éléments utilisés et former une nouvelle matrice avec les éléments qui restent. Reproduire les mêmes étapes

Analyse quantitative des systèmes
manufacturiers cellulaires
Exemple: appliquer l’algorithme de Kusiak
pour déterminer les cellules de la matrice
Cellule 1: Machines 1 et 5 pour les
produits A, D et H
Cellule 2: Machines 2, 3 et 6 pour
les produits C, E et I

Analyse quantitative des systèmes
manufacturiers cellulaires
Cellule 3: Machines 4 et 7 pour les
produits B, F et G

Analyse quantitative des systèmes
manufacturiers cellulaires
Méthode de Wei & Kern
Basée sur la notion de poids de similarité
Le poids de similarité mesure l’importance de
mettre 2 machines dans une même cellule
Les poids de similarité sont calculés pour
toutes les combinaisons 2 à 2 de machines.
Avec M machines, une matrice triangulaire M
par M est formée
Analyse quantitative des systèmes
manufacturiers cellulaires
Pour calculer les poids de similarité Cij de placer la machine de la colonne i avec la machine de la colonne j, on procède de la façon suivante: Si pour une même pièce on a des 1 dans chacune
des colonnes, on additionne la valeur « card(P)-1 » à la somme totale
Si on a des 0 dans chacune des colonnes, on additionne « 1 » à la somme totale
Si on a seulement un 1 dans une des 2 colonnes, on n’additionne rien à la somme totale

Analyse quantitative des systèmes
manufacturiers cellulaires Pour la formation des cellules, on place dans une même
cellule les deux machines associées au Cij le plus grand. Pour les autres, on pourrait avoir l’une des trois situations: Une des 2 machines du couple appartient déjà à une seule
cellule, l’autre machine sera attribuée à cette même cellule
Les deux machines n’appartiennent à aucune cellule, on commence une nouvelle cellule avec les deux machines
Les deux machines appartiennent à deux cellules distinctes, on place ce Cij de côté et on poursuit la procédure avec le suivant
La procédure est exécutée jusqu’à ce que toutes les machines soient attribuées à une cellule. On identifie les pièces exceptions et on traite les Cij mis de côté pour voir si des cellules peuvent être fusionnées, en autant que le nombre maximum de machines le permettent
Analyse quantitative des systèmes
manufacturiers cellulaires
Exemple: appliquer la méthode de Wei &
Kern pour déterminer les cellules de la matrice
d’incidence suivante

Analyse quantitative des systèmes
manufacturiers cellulaires
Calcul des poids de similarité (pour les
machines M1 et M2):

Analyse quantitative des systèmes
manufacturiers cellulaires
Création de cellules
Créer une
première
cellule 1
avec les
machines
M3 et M6
Créer une
seconde
cellule 2
avec les
machines
M4 et M8
Analyse quantitative des systèmes
manufacturiers cellulaires
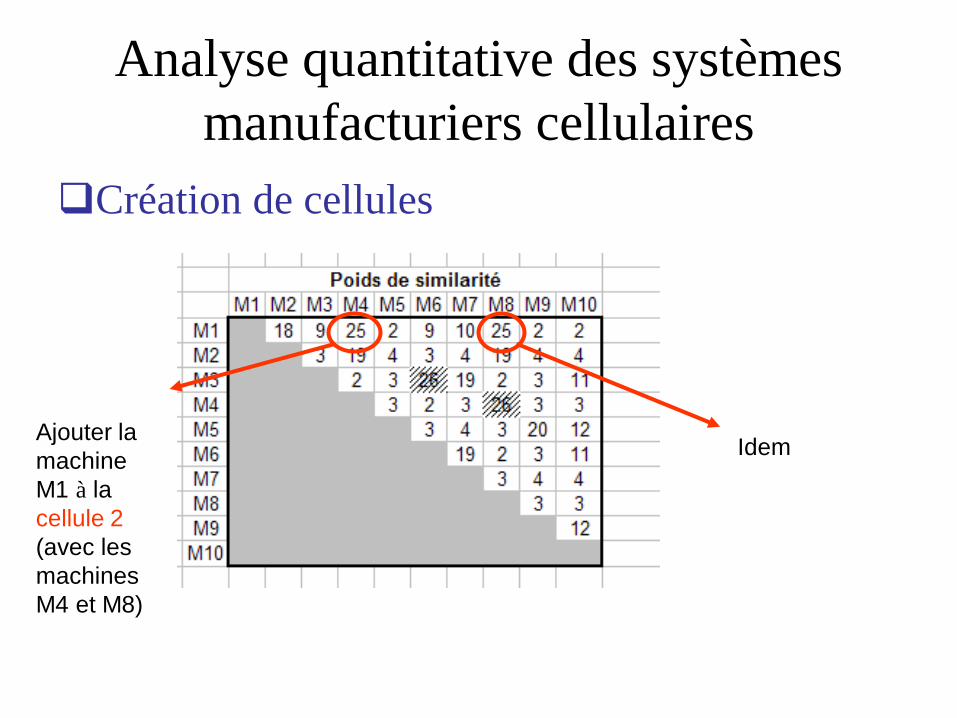
Création de cellules
Ajouter la
machine
M1 à la
cellule 2
(avec les
machines
M4 et M8)
Idem

Analyse quantitative des systèmes
manufacturiers cellulaires
Création de cellules
Créer une
troisième
cellule 3
(avec les
machines
M5 et M9)
Ajouter la
machine M2 à
la cellule 2
(avec les
machines M1,
M4 et M8)
Ajouter la
machine M7 à
la cellule 1
(avec les
machines M3
et M6)

Analyse quantitative des systèmes
manufacturiers cellulaires
Création de cellules
Ajouter la
machine M10 à
la cellule 3 avec
les machines
M5 et M9
Analyse quantitative des systèmes
manufacturiers cellulaires
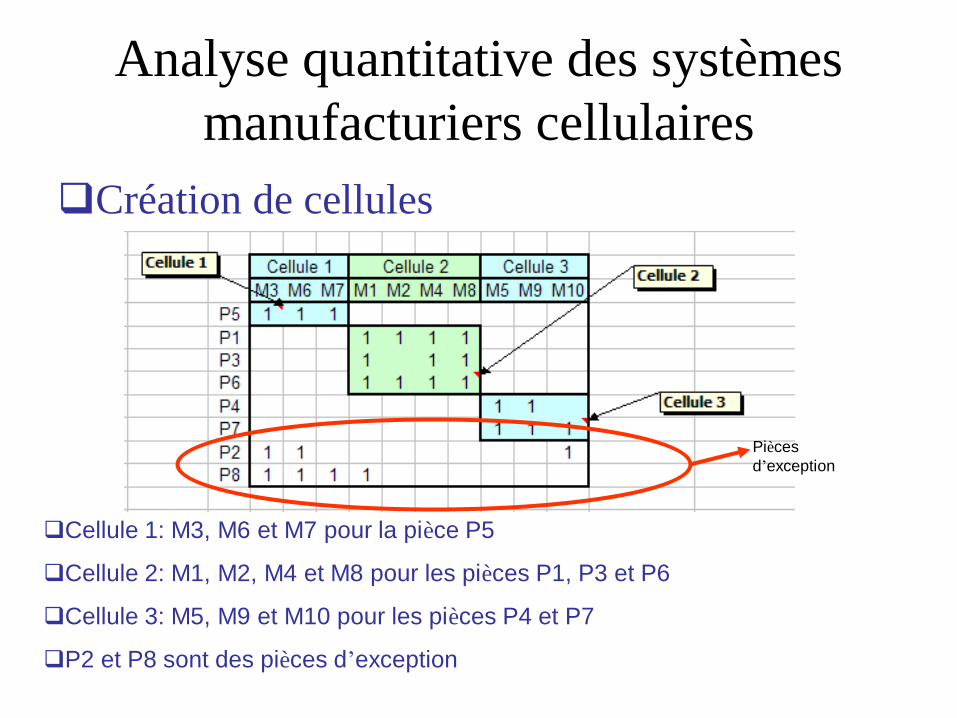
Création de cellules
Pièces
d’exception
Cellule 1: M3, M6 et M7 pour la pièce P5
Cellule 2: M1, M2, M4 et M8 pour les pièces P1, P3 et P6
Cellule 3: M5, M9 et M10 pour les pièces P4 et P7
P2 et P8 sont des pièces d’exception

Analyse quantitative des systèmes
manufacturiers cellulaires
Formation des groupes par la
programmation mathématique
Consiste à trouver la configuration des
groupes de machines de façon à minimiser
les différents coûts associés
Il s’agit de trouver l’affectation optimale des
opérations sur les pièces et des machines
aux groupes

Analyse quantitative des systèmes
manufacturiers cellulaires Résumé des notations du modèle
f Indice des familles de pièces
g Indice des groupes
i Indice des opérations
m Indice des machines
cm Coût fixe associé à l’utilisation de la machine m
cg Coût fixe associé au groupe g
Di Demande pour le produit associé à l’opération i
H Coût associé au mouvement de pièces entre les groupes (coût par chargement)
Li Nombre de chargements de pièces en mouvement à la suite de l’opération i
ml, mu Bornes inférieure et supérieure sur le nombre de machines par groupe
qf Coût associé à l’affectation de la famille f au groupe
Rm Temps disponible de la machine m
tim Temps de traitement de l’opération i sur la machine m
Ffg Variable binaire indiquant si la famille f est affectée au groupe g
Xig Variable binaire indiquant si l’opération i est affectée au groupe g
Ymg Nombre de machines m assignées au groupe g
Zg Variable binaire indiquant si un groupe potentiel g est utilisé

Analyse quantitative des systèmes
manufacturiers cellulaires
Fonction-objectif: minimisation des coûts
totaux:
Coût d’utilisation des machines
Coûts relatifs de mouvement de produits
entre les groupes
Coûts d’utilisation des groupes
Coûts d’assignation des familles de pièces
aux groupes

Analyse quantitative des systèmes
manufacturiers cellulaires
Fonction-objectif: minimisation des coûts totaux:
mouvement intergroupe des produitsMachines
1 1 1
G
g=1 1 1
Groupes Assignation de familles aux groupe
min
+
G M I
m mg ig i
g m i
G F
g g f fg
g f
c Y H v L
c Z q F

Analyse quantitative des systèmes
manufacturiers cellulaires
Contraintes
1
1
1
1,..., (limites du nombre de machines par groupe)
1,..., 1,..., (Suffisamment de machines dans chaque groupe)
M
l mg u
m
I
i im ig m mg
i
ig i
m Y m g G
D t X R Y g G m M
X X
,
1
1
Détermination si des produits doivent transiter entre les groupes
1 1,..., (Chaque opération est affectée à un groupe )
g ig ig
G
ig
g
ig
i
v v
X i I
X
1,..., (utilisation du groupe si au moins une opération lui est assignée)
1,..., , 1,..., (Assignation de la famille f auf
I
g
ig f g
i S
I Z g G
X I F g G f F
groupe g si une opération sur
un produit de la famille f est assignée au groupe g)
entiers 0,1 0,1 0,1 , 0,1mg ig g fg ig igY X F v v

Analyse quantitative des systèmes
manufacturiers cellulaires
Disposition des machines dans une cellule
Trois (3) étapes:
Développer un diagramme de flux de matières (origine-destination)
indiquer le nombre de produits en transit entre les différentes machines de la cellule sans
tenir compte des flux entrant et sortant de la cellule
Déterminer les ratios de flux pour chaque machine en additionnant tous les flux sortants d’une machine, et en divisant par la somme de tous
les flux entrants dans la même machine
Disposer les machines dans l’ordre décroissant des ratios de flux
disposer les machines selon l’ordre décroissant des rations de flux de produits

Analyse quantitative des systèmes
manufacturiers cellulaires
Exemple: les machines 1, 2, 3 et 4
appartiennent à une cellule. 50 pièces entrent à
la cellule par la machine 3, 20 pièces quittent
la cellule par la machine 1 et 30 par la machine
4. Déterminer la disposition des machines dans
la cellule
Analyse quantitative des systèmes
manufacturiers cellulaires
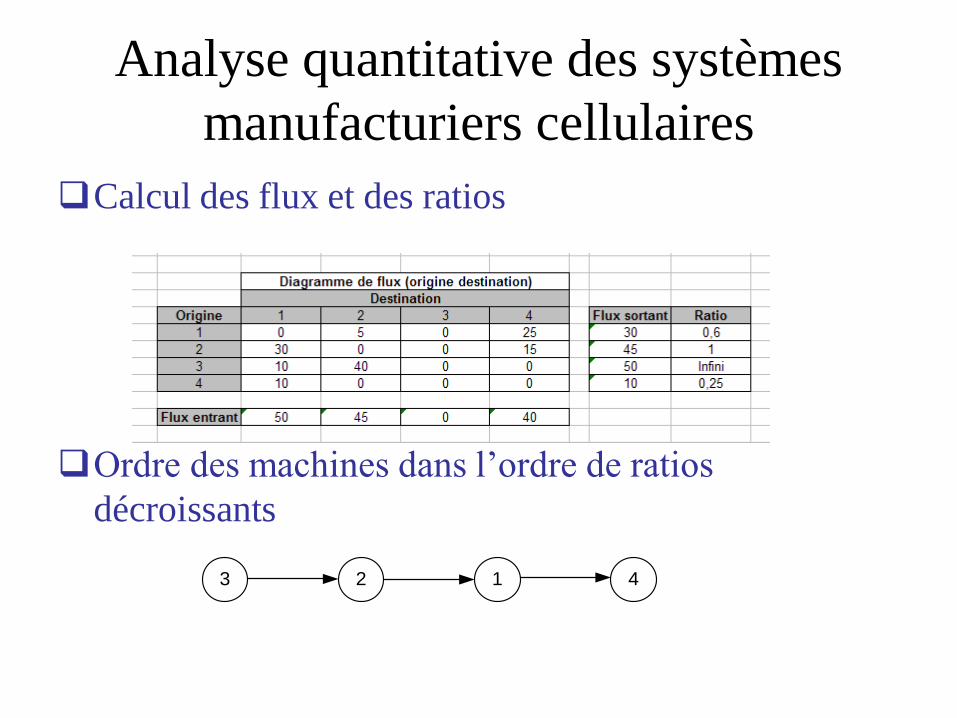
Calcul des flux et des ratios
Ordre des machines dans l’ordre de ratios
décroissants
3 2 1 4

Analyse quantitative des systèmes
manufacturiers cellulaires
Compléter le diagramme (aménagement de la cellule)
avec les autres flux
Calcul de trois (3) mesures de performance
Pourcentage de déplacement en séquence
Pourcentage de déplacement by-pass
Pourcentage de retour en arrière
3 2 1 440 30 2550 30
20
5
1510
10
Analyse quantitative des systèmes
manufacturiers cellulaires Nombre de déplacement en séquence
40+30+25=95
Nombre de déplacement by-pass
10+15=25
Nombre de retour en arrière
10+5=15
Nombre total de déplacement
95+25+15=135
Pourcentage de déplacement en séquence 95/135=70.4 %
Pourcentage de déplacement by-pass 25/135=18.5 %
Pourcentage de retour en arrière 15/135=11.1 %

Conclusion
Lecture suggérée: livre de référence (chapitre
18 pages 507- 537)