
Technique de fraisage - Emuge-Franken MULTI-HPC-HSC - zp20049… · Technique de fraisage Usinage...
28
Technique de fraisage Usinage à débit copeaux élevé dans l’acier Sécurité du process d’usinage lors de l’ébauche Application multi-matière avec des paramètres conventionnels Ébauche et finition en une seule opération d’usinage Fraisage au lieu de polissage et rectification Complément: Des outils qui établissent de nouveaux critères… rayonnée bout hémisphérique
Transcript of Technique de fraisage - Emuge-Franken MULTI-HPC-HSC - zp20049… · Technique de fraisage Usinage...
Technique de fraisageTechnique de fraisage
Usinage à débit copeaux élevé dans l’acierUsinage à débit copeaux élevé dans l’acier
Sécurité du process d’usinage lors de l’ébaucheSécurité du process d’usinage lors de l’ébauche
Application multi-matière avec des paramètres conventionnels Application multi-matière avec des paramètres conventionnels
Ébauche et fi nition en une seule opération d’usinageÉbauche et fi nition en une seule opération d’usinage
Fraisage au lieu de polissage et rectifi cation
Complément:
Des outils qui établissent de nouveaux critères…
rayo
nnée
bout
hém
isphé
rique
3
Outils haut rendement pour une rentabilité maximaleFRANKEN, fabricant d’outils de fraisage innovants, en HSS, carbure monobloc ou à plaquettes, relève le défi des nouvelles technologies de machines et d’usinage. L’amélioration de la rentabilité pour notre client reste toujours notre objectif principal.La famille de produits MULTI-Jet-Cut-line présente le dernier niveau de développement et allie le plus haut rendement avec un haut degré de sécurité de process.Les familles d’outils HPC-Jet-Cut-line et HSC-Jet-Cut-line sont en développement et optimisation permanents.
La Multi-Jet-Cut-line sert à l’usinage haut débit copeaux dans différents types d’aciers, métaux non ferreux, titane et inox. Grâce à une géométrie spécifi que l’ébauche avec un fort volume copeaux peut être réalisée avec une grande sécurité du process.Avec la dernière version des MULTI-Jet-Cut IKZ, diamètres de 3 à 20 mm incluant la lubrifi cation interne, FRANKEN établit de nouveaux critères de référence. L’usinage d’inox ne présente plus aucune diffi culté avec la MULTI-Jet-Cut IKZ.La MULTI-Jet-Cut-line est disponible en trois versions des diamètres 1 à 20 mm.
La Multi-Jet-Cut, bout hémisphérique, ouvre de nouvelles possibilités également dans l’usinage 2,5D et 3D. Avec cet outil, en plus de la réalisation de moules, l’usinage en ébauche de pièces classiques est particulièrement performant.
La Multi-Jet-Cut rayonnée présente une alternative à la Multi-Jet-Cut IKZ. Le rayon permet d’éliminer les amorces de ruptures sur les pièces soumises à des contraintes mécaniques élevées. D’autre part l’arête de coupe est ainsi renforcée et protégée des ruptures.
La HPC-Jet-Cut-line s’est établie défi nitivement comme référence sur le marché. Ses propriétés ont été encore optimisées et sécurisées. La HPC-Jet-Cut-line permet un usinage d’ébauche et de fi nition très effi cace en une seule opération dans presque toutes les matières. Trois géométries différentes sont disponibles des diamètres 3 à 20 mm.
Avec la gamme HSC-Jet-Cut-line, FRANKEN est le seul fabricant d’outils de précision qui offre un large programme disponible de fraises pour l’usinage de fi nition HSC. Grâce au nombre d’arêtes de coupe – les fraises bout hémisphérique et les fraises toriques ont jusqu’à 8 arêtes de coupe et les fraises deux tailles jusqu’à 16 – la dynamique de la machine de fraisage peut être exploitée complètement et un taux d’enlèvement de copeaux élevé peut être ainsi obtenu. Le domaine d’utilisation va des aciers de construction jusqu’aux aciers trempés ayant 66 HRC et plus. Les outils de la série HSC-Jet-Cut-line sont donc très polyvalents et extrêmement économiques. Les fraises deux tailles, les fraises à bout hémisphérique et les fraises toriques sont disponibles des diamètres 3 à 16 mm.
Sommaire Page
MULTI-Jet-Cut-line .........................................................................................4 - 7
MULTI-Jet-Cut bout hémisphérique .................................................................8 - 9
MULTI-Jet-Cut IKZ ........................................................................................10 - 13
MULTI-Jet-Cut IKZ rayonnée .........................................................................12 - 13
MULTI-Jet-Cut Base ......................................................................................14 - 15
HPC-Jet-Cut-line ..........................................................................................16 - 19
HSC-Jet-Cut-line ..........................................................................................20 - 25
Pistolet refroidisseur ............................................................................................ 11
Description des groupes de matières ................................................................... 27
4
Un outil, plusieurs applications,pour l’usinage polyvalent dans différentes matières.Disponibles en trois longueurs différentes, conçues pour garantir la meilleure rigidité, ces outils permettent une nouvelle polyvalence dans l’usinage d’ébauche avec des fraises en carbure monobloc. Avec une seule géométrie de coupe, on peut usiner des matières inox ainsi que des aciers à copeaux longs ou courts. Des aciers trempés jusqu’à 42 HRC, des fontes grises et autres matières, comme cuivre ou bronze, peuvent également être usinés avec une haute sécurité de process.
Description
Avantages• Taux d’enlèvement de copeaux maximal grâce au substrat de carbure à haut rendement• Copeaux légers et courts grâce à un profi l d’ébauche spécifi que• Sécurité de process élevée grâce à une arête de coupe stabilisée• Répartition des arêtes de coupe dynamique pour un usinage uniforme sans vibrations• Angle de coupe neutre pour une polyvalence d’emploi maximale• Contact court avec le copeau grâce à un brise-copeaux• Durée d’outil élevée grâce à une géométrie optimisée• Hauteur utile optimisée grâce à une queue détalonnée
Quand utilise-t-on la MULTI-Jet-Cut?Cas d’utilisations pour la MULTI-Jet-Cut• Fraisage qui ne nécessite pas une qualité d’état de surface ni des dimensions exactes• Fraisage de poches rectangulaires, circulaires et usinage de rainures• Fraisage de dégagements sans fonction dimensionnelle ou optique• Usinage où un gain de temps est nécessaire (taux d’enlèvement de copeaux élevé)
Exemple d’usinage 1:Fraisage de poches: longueur 80 mm x largeur 100 mm x profondeur 30 mmMatière: Acier d’outillage 1.1730 (850 N/mm2)Outil: Fraise à plaquette ø 25 mm – vc 200 m/min – fz 0,6 mm – ap 1 mm – ae 18 mm (Q = 82 cm3)Temps d’usinage: 14 minutes avec pistolet refroidisseur 1)
Outil: MULTI-Jet-Cut ø 10 mm (code article 2869A.010) – vc 160 m/min – fz 0,085 mm – ap 15 mm – ae 8 mm (Q = 208 cm3)
Temps d’usinage: 5 minutes avec pistolet refroidisseur 1)
Exemple d’usinage 2:Fraisage de rainures: longueur 200 mm x largeur 25 mm x profondeur 20 mmMatière: Acier d’outillage 1.2312 (1050 N/mm2)Outil: Fraise à plaquette ø 25 mm – vc 200 m/min – fz 0,6 mm – ap 1 mm – ae 25 mm (Q = 115 cm3)Temps d’usinage: 2 minutes de rainurage en ramping avec pistolet refroidisseur 1)
Outil: MULTI-Jet-Cut ø 10 (code article 2873A.010) – vc 180 m/min – fz 0,06 mm – ap 20 mm – ae 7 mm (Q = 192 cm3)
Temps d’usinage: 1 minute de rainurage trochoïdal avec pistolet refroidisseur 1)
1) Pistolet refroidisseur, voir page 11
5
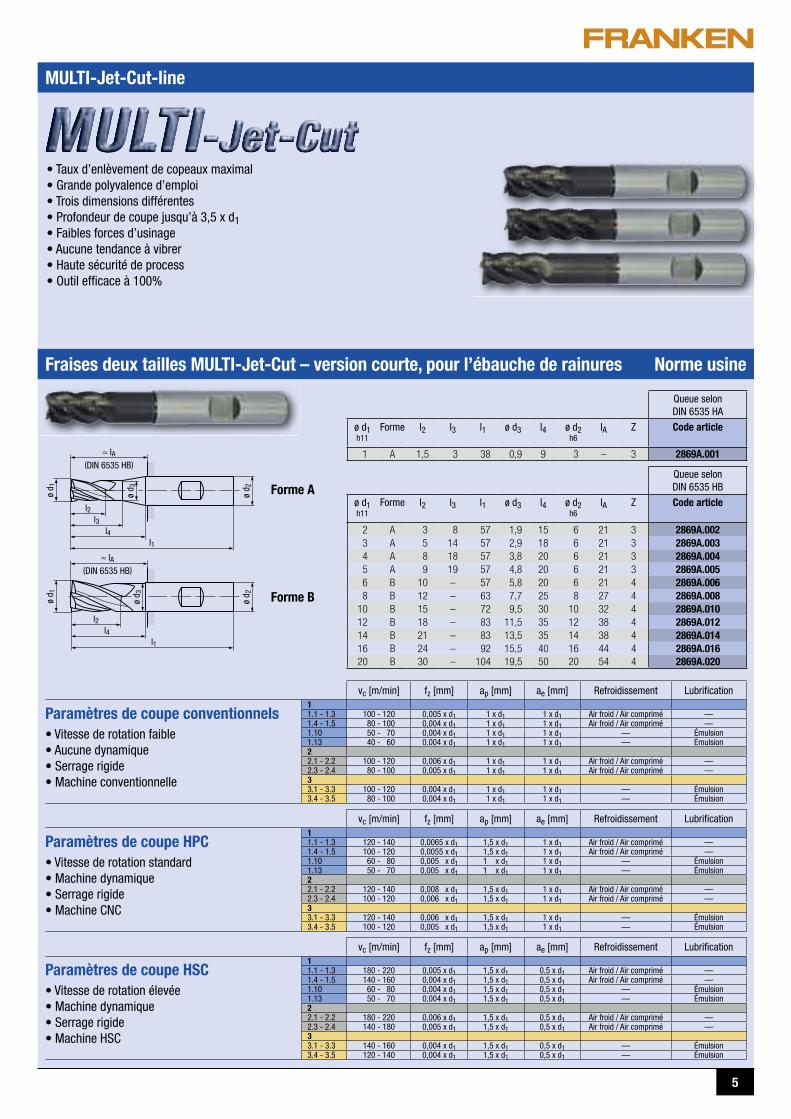
• Taux d’enlèvement de copeaux maximal• Grande polyvalence d’emploi• Trois dimensions différentes• Profondeur de coupe jusqu’à 3,5 x d1• Faibles forces d’usinage• Aucune tendance à vibrer• Haute sécurité de process• Outil effi cace à 100%
MULTI-Jet-Cut-line
Fraises deux tailles MULTI-Jet-Cut – version courte, pour l’ébauche de rainures Norme usineQueue selon DIN 6535 HA
ø d 1h11
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h6
l A Z Code article
1 A 1,5 3 38 0,9 9 3 – 3 2869A.001
Queue selon DIN 6535 HB
ø d 1h11
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h6
l A Z Code article
2 A 3 8 57 1,9 15 6 21 3 2869A.002 3 A 5 14 57 2,9 18 6 21 3 2869A.003 4 A 8 18 57 3,8 20 6 21 3 2869A.004 5 A 9 19 57 4,8 20 6 21 3 2869A.005 6 B 10 – 57 5,8 20 6 21 4 2869A.006 8 B 12 – 63 7,7 25 8 27 4 2869A.00810 B 15 – 72 9,5 30 10 32 4 2869A.01012 B 18 – 83 11,5 35 12 38 4 2869A.01214 B 21 – 83 13,5 35 14 38 4 2869A.01416 B 24 – 92 15,5 40 16 44 4 2869A.01620 B 30 – 104 19,5 50 20 54 4 2869A.020
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe conventionnels• Vitesse de rotation faible• Aucune dynamique• Serrage rigide• Machine conventionnelle
11.1 - 1.3 100 - 120 0,005 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —1.4 - 1.5 80 - 100 0,004 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —1.10 50 - 70 0,004 x d 1 1 x d 1 1 x d 1 — Émulsion1.13 40 - 60 0,004 x d 1 1 x d 1 1 x d 1 — Émulsion22.1 - 2.2 100 - 120 0,006 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —2.3 - 2.4 80 - 100 0,005 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —33.1 - 3.3 100 - 120 0,004 x d 1 1 x d 1 1 x d 1 — Émulsion3.4 - 3.5 80 - 100 0,004 x d 1 1 x d 1 1 x d 1 — Émulsion
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe HPC• Vitesse de rotation standard• Machine dynamique• Serrage rigide• Machine CNC
11.1 - 1.3 120 - 140 0,0065 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé —1.4 - 1.5 100 - 120 0,0055 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé —1.10 60 - 80 0,005 x d 1 1 x d 1 1 x d 1 — Émulsion1.13 50 - 70 0,005 x d 1 1 x d 1 1 x d 1 — Émulsion22.1 - 2.2 120 - 140 0,008 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé —2.3 - 2.4 100 - 120 0,006 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé —33.1 - 3.3 120 - 140 0,006 x d 1 1,5 x d 1 1 x d 1 — Émulsion3.4 - 3.5 100 - 120 0,005 x d 1 1,5 x d 1 1 x d 1 — Émulsion
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe HSC• Vitesse de rotation élevée• Machine dynamique• Serrage rigide• Machine HSC
11.1 - 1.3 180 - 220 0,005 x d 1 1,5 x d 1 0,5 x d 1 Air froid / Air comprimé —1.4 - 1.5 140 - 160 0,004 x d 1 1,5 x d 1 0,5 x d 1 Air froid / Air comprimé —1.10 60 - 80 0,004 x d 1 1,5 x d 1 0,5 x d 1 — Émulsion1.13 50 - 70 0,004 x d 1 1,5 x d 1 0,5 x d 1 — Émulsion22.1 - 2.2 180 - 220 0,006 x d 1 1,5 x d 1 0,5 x d 1 Air froid / Air comprimé —2.3 - 2.4 140 - 180 0,005 x d 1 1,5 x d 1 0,5 x d 1 Air froid / Air comprimé —33.1 - 3.3 140 - 160 0,004 x d 1 1,5 x d 1 0,5 x d 1 — Émulsion3.4 - 3.5 120 - 140 0,004 x d 1 1,5 x d 1 0,5 x d 1 — Émulsion
ø d 2
l2l4
l1
ø d 1
≈ lA(DIN 6535 HB)
ø d 3
(≈ lA
DIN 6535 HB)
ø d 1
ø d 2
l2l3
l4l1
ø d 3 Forme A
Forme B
6
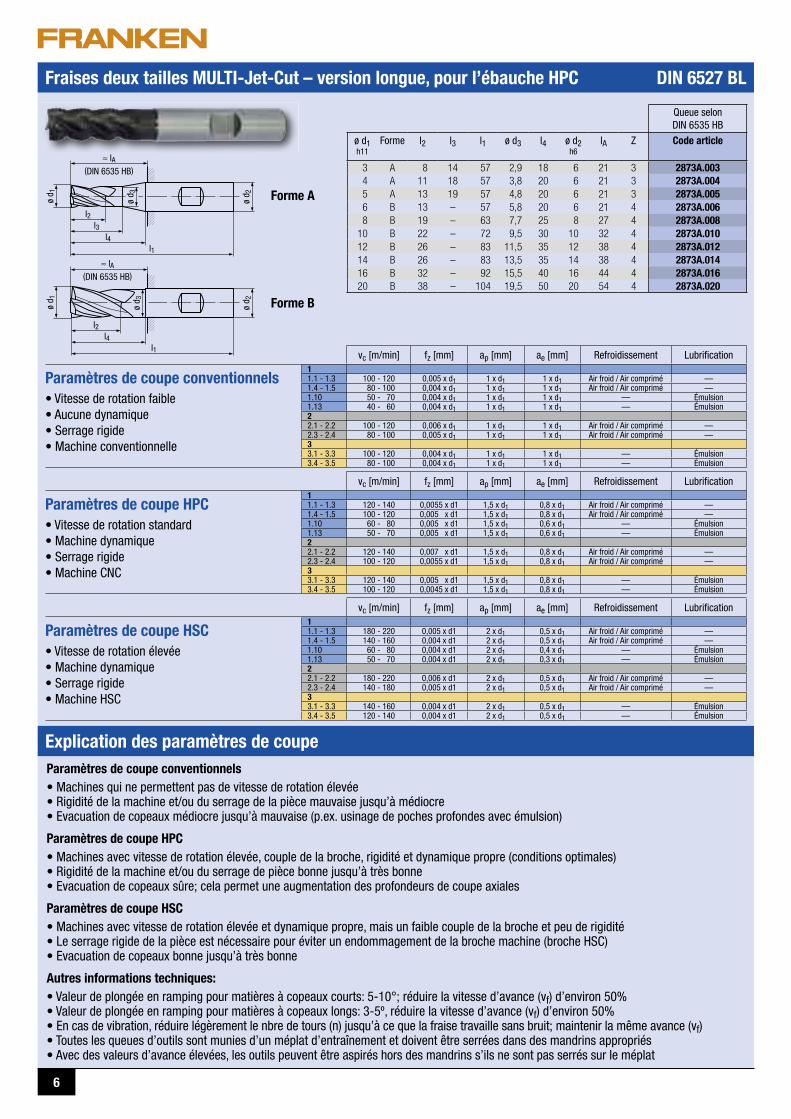
Fraises deux tailles MULTI-Jet-Cut – version longue, pour l’ébauche HPC DIN 6527 BLQueue selon DIN 6535 HB
ø d 1h11
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h6
l A Z Code article
3 A 8 14 57 2,9 18 6 21 3 2873A.003 4 A 11 18 57 3,8 20 6 21 3 2873A.004 5 A 13 19 57 4,8 20 6 21 3 2873A.005 6 B 13 – 57 5,8 20 6 21 4 2873A.006 8 B 19 – 63 7,7 25 8 27 4 2873A.00810 B 22 – 72 9,5 30 10 32 4 2873A.01012 B 26 – 83 11,5 35 12 38 4 2873A.01214 B 26 – 83 13,5 35 14 38 4 2873A.01416 B 32 – 92 15,5 40 16 44 4 2873A.01620 B 38 – 104 19,5 50 20 54 4 2873A.020
Explication des paramètres de coupeParamètres de coupe conventionnels• Machines qui ne permettent pas de vitesse de rotation élevée• Rigidité de la machine et/ou du serrage de la pièce mauvaise jusqu’à médiocre• Evacuation de copeaux médiocre jusqu’à mauvaise (p.ex. usinage de poches profondes avec émulsion)
Paramètres de coupe HPC• Machines avec vitesse de rotation élevée, couple de la broche, rigidité et dynamique propre (conditions optimales)• Rigidité de la machine et/ou du serrage de pièce bonne jusqu’à très bonne• Evacuation de copeaux sûre; cela permet une augmentation des profondeurs de coupe axiales
Paramètres de coupe HSC• Machines avec vitesse de rotation élevée et dynamique propre, mais un faible couple de la broche et peu de rigidité• Le serrage rigide de la pièce est nécessaire pour éviter un endommagement de la broche machine (broche HSC)• Evacuation de copeaux bonne jusqu’à très bonne
Autres informations techniques:• Valeur de plongée en ramping pour matières à copeaux courts: 5-10°; réduire la vitesse d’avance (vf) d’environ 50%• Valeur de plongée en ramping pour matières à copeaux longs: 3-5º, réduire la vitesse d’avance (vf) d’environ 50%• En cas de vibration, réduire légèrement le nbre de tours (n) jusqu’à ce que la fraise travaille sans bruit; maintenir la même avance (vf)• Toutes les queues d’outils sont munies d’un méplat d’entraînement et doivent être serrées dans des mandrins appropriés• Avec des valeurs d’avance élevées, les outils peuvent être aspirés hors des mandrins s’ils ne sont pas serrés sur le méplat
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe conventionnels• Vitesse de rotation faible• Aucune dynamique• Serrage rigide• Machine conventionnelle
11.1 - 1.3 100 - 120 0,005 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —1.4 - 1.5 80 - 100 0,004 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —1.10 50 - 70 0,004 x d 1 1 x d 1 1 x d 1 — Émulsion1.13 40 - 60 0,004 x d 1 1 x d 1 1 x d 1 — Émulsion22.1 - 2.2 100 - 120 0,006 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —2.3 - 2.4 80 - 100 0,005 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —33.1 - 3.3 100 - 120 0,004 x d 1 1 x d 1 1 x d 1 — Émulsion3.4 - 3.5 80 - 100 0,004 x d 1 1 x d 1 1 x d 1 — Émulsion
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe HPC• Vitesse de rotation standard• Machine dynamique• Serrage rigide• Machine CNC
11.1 - 1.3 120 - 140 0,0055 x d1 1,5 x d 1 0,8 x d 1 Air froid / Air comprimé —1.4 - 1.5 100 - 120 0,005 x d1 1,5 x d 1 0,8 x d 1 Air froid / Air comprimé —1.10 60 - 80 0,005 x d1 1,5 x d 1 0,6 x d 1 — Émulsion1.13 50 - 70 0,005 x d1 1,5 x d 1 0,6 x d 1 — Émulsion22.1 - 2.2 120 - 140 0,007 x d1 1,5 x d 1 0,8 x d 1 Air froid / Air comprimé —2.3 - 2.4 100 - 120 0,0055 x d1 1,5 x d 1 0,8 x d 1 Air froid / Air comprimé —33.1 - 3.3 120 - 140 0,005 x d1 1,5 x d 1 0,8 x d 1 — Émulsion3.4 - 3.5 100 - 120 0,0045 x d1 1,5 x d 1 0,8 x d 1 — Émulsion
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe HSC• Vitesse de rotation élevée• Machine dynamique• Serrage rigide• Machine HSC
11.1 - 1.3 180 - 220 0,005 x d1 2 x d 1 0,5 x d 1 Air froid / Air comprimé —1.4 - 1.5 140 - 160 0,004 x d1 2 x d 1 0,5 x d 1 Air froid / Air comprimé —1.10 60 - 80 0,004 x d1 2 x d 1 0,4 x d 1 — Émulsion1.13 50 - 70 0,004 x d1 2 x d 1 0,3 x d 1 — Émulsion22.1 - 2.2 180 - 220 0,006 x d1 2 x d 1 0,5 x d 1 Air froid / Air comprimé —2.3 - 2.4 140 - 180 0,005 x d1 2 x d 1 0,5 x d 1 Air froid / Air comprimé —33.1 - 3.3 140 - 160 0,004 x d1 2 x d 1 0,5 x d 1 — Émulsion3.4 - 3.5 120 - 140 0,004 x d1 2 x d 1 0,5 x d 1 — Émulsion
ø d 2
l2l4
l1
ø d 1
≈ lA(DIN 6535 HB)
ø d 3
(≈ lA
DIN 6535 HB)
ø d 1
ø d 2
l2l3
l4l1
ø d 3 Forme A
Forme B
7
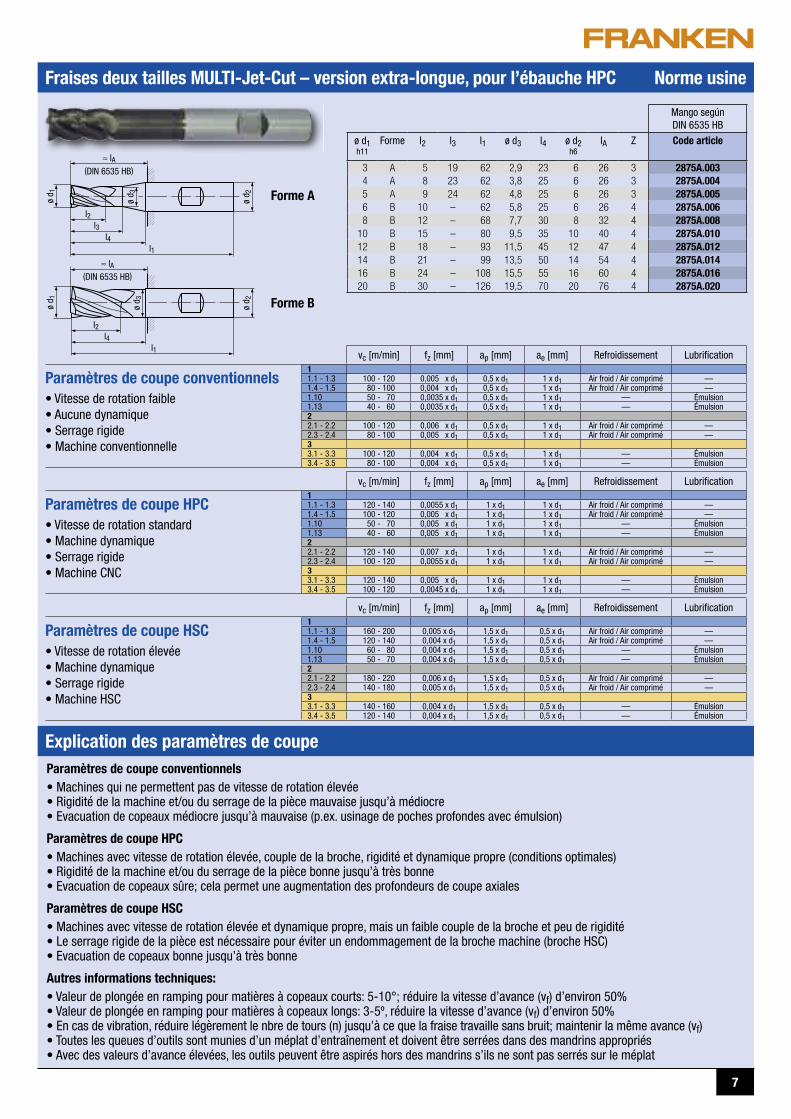
Fraises deux tailles MULTI-Jet-Cut – version extra-longue, pour l’ébauche HPC Norme usine
Explication des paramètres de coupeParamètres de coupe conventionnels• Machines qui ne permettent pas de vitesse de rotation élevée• Rigidité de la machine et/ou du serrage de la pièce mauvaise jusqu’à médiocre• Evacuation de copeaux médiocre jusqu’à mauvaise (p.ex. usinage de poches profondes avec émulsion)
Paramètres de coupe HPC• Machines avec vitesse de rotation élevée, couple de la broche, rigidité et dynamique propre (conditions optimales)• Rigidité de la machine et/ou du serrage de la pièce bonne jusqu’à très bonne• Evacuation de copeaux sûre; cela permet une augmentation des profondeurs de coupe axiales
Paramètres de coupe HSC• Machines avec vitesse de rotation élevée et dynamique propre, mais un faible couple de la broche et peu de rigidité• Le serrage rigide de la pièce est nécessaire pour éviter un endommagement de la broche machine (broche HSC)• Evacuation de copeaux bonne jusqu’à très bonne
Autres informations techniques:• Valeur de plongée en ramping pour matières à copeaux courts: 5-10°; réduire la vitesse d’avance (vf) d’environ 50%• Valeur de plongée en ramping pour matières à copeaux longs: 3-5º, réduire la vitesse d’avance (vf) d’environ 50%• En cas de vibration, réduire légèrement le nbre de tours (n) jusqu’à ce que la fraise travaille sans bruit; maintenir la même avance (vf)• Toutes les queues d’outils sont munies d’un méplat d’entraînement et doivent être serrées dans des mandrins appropriés• Avec des valeurs d’avance élevées, les outils peuvent être aspirés hors des mandrins s’ils ne sont pas serrés sur le méplat
Mango según DIN 6535 HB
ø d 1h11
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h6
l A Z Code article
3 A 5 19 62 2,9 23 6 26 3 2875A.003 4 A 8 23 62 3,8 25 6 26 3 2875A.004 5 A 9 24 62 4,8 25 6 26 3 2875A.005 6 B 10 – 62 5,8 25 6 26 4 2875A.006 8 B 12 – 68 7,7 30 8 32 4 2875A.00810 B 15 – 80 9,5 35 10 40 4 2875A.01012 B 18 – 93 11,5 45 12 47 4 2875A.01214 B 21 – 99 13,5 50 14 54 4 2875A.01416 B 24 – 108 15,5 55 16 60 4 2875A.01620 B 30 – 126 19,5 70 20 76 4 2875A.020
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe conventionnels• Vitesse de rotation faible• Aucune dynamique• Serrage rigide• Machine conventionnelle
11.1 - 1.3 100 - 120 0,005 x d 1 0,5 x d 1 1 x d 1 Air froid / Air comprimé —1.4 - 1.5 80 - 100 0,004 x d 1 0,5 x d 1 1 x d 1 Air froid / Air comprimé —1.10 50 - 70 0,0035 x d 1 0,5 x d 1 1 x d 1 — Émulsion1.13 40 - 60 0,0035 x d 1 0,5 x d 1 1 x d 1 — Émulsion22.1 - 2.2 100 - 120 0,006 x d 1 0,5 x d 1 1 x d 1 Air froid / Air comprimé —2.3 - 2.4 80 - 100 0,005 x d 1 0,5 x d 1 1 x d 1 Air froid / Air comprimé —33.1 - 3.3 100 - 120 0,004 x d 1 0,5 x d 1 1 x d 1 — Émulsion3.4 - 3.5 80 - 100 0,004 x d 1 0,5 x d 1 1 x d 1 — Émulsion
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe HPC• Vitesse de rotation standard• Machine dynamique• Serrage rigide• Machine CNC
11.1 - 1.3 120 - 140 0,0055 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —1.4 - 1.5 100 - 120 0,005 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —1.10 50 - 70 0,005 x d 1 1 x d 1 1 x d 1 — Émulsion1.13 40 - 60 0,005 x d 1 1 x d 1 1 x d 1 — Émulsion22.1 - 2.2 120 - 140 0,007 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —2.3 - 2.4 100 - 120 0,0055 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —33.1 - 3.3 120 - 140 0,005 x d 1 1 x d 1 1 x d 1 — Émulsion3.4 - 3.5 100 - 120 0,0045 x d 1 1 x d 1 1 x d 1 — Émulsion
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe HSC• Vitesse de rotation élevée• Machine dynamique• Serrage rigide• Machine HSC
11.1 - 1.3 160 - 200 0,005 x d 1 1,5 x d 1 0,5 x d 1 Air froid / Air comprimé —1.4 - 1.5 120 - 140 0,004 x d 1 1,5 x d 1 0,5 x d 1 Air froid / Air comprimé —1.10 60 - 80 0,004 x d 1 1,5 x d 1 0,5 x d 1 — Émulsion1.13 50 - 70 0,004 x d 1 1,5 x d 1 0,5 x d 1 — Émulsion22.1 - 2.2 180 - 220 0,006 x d 1 1,5 x d 1 0,5 x d 1 Air froid / Air comprimé —2.3 - 2.4 140 - 180 0,005 x d 1 1,5 x d 1 0,5 x d 1 Air froid / Air comprimé —33.1 - 3.3 140 - 160 0,004 x d 1 1,5 x d 1 0,5 x d 1 — Émulsion3.4 - 3.5 120 - 140 0,004 x d 1 1,5 x d 1 0,5 x d 1 — Émulsion
ø d 2
l2l4
l1
ø d 1
≈ lA(DIN 6535 HB)
ø d 3
(≈ lA
DIN 6535 HB)
ø d 1
ø d 2
l2l3
l4l1
ø d 3 Forme A
Forme B
8
MULTI-Jet-Cut-line
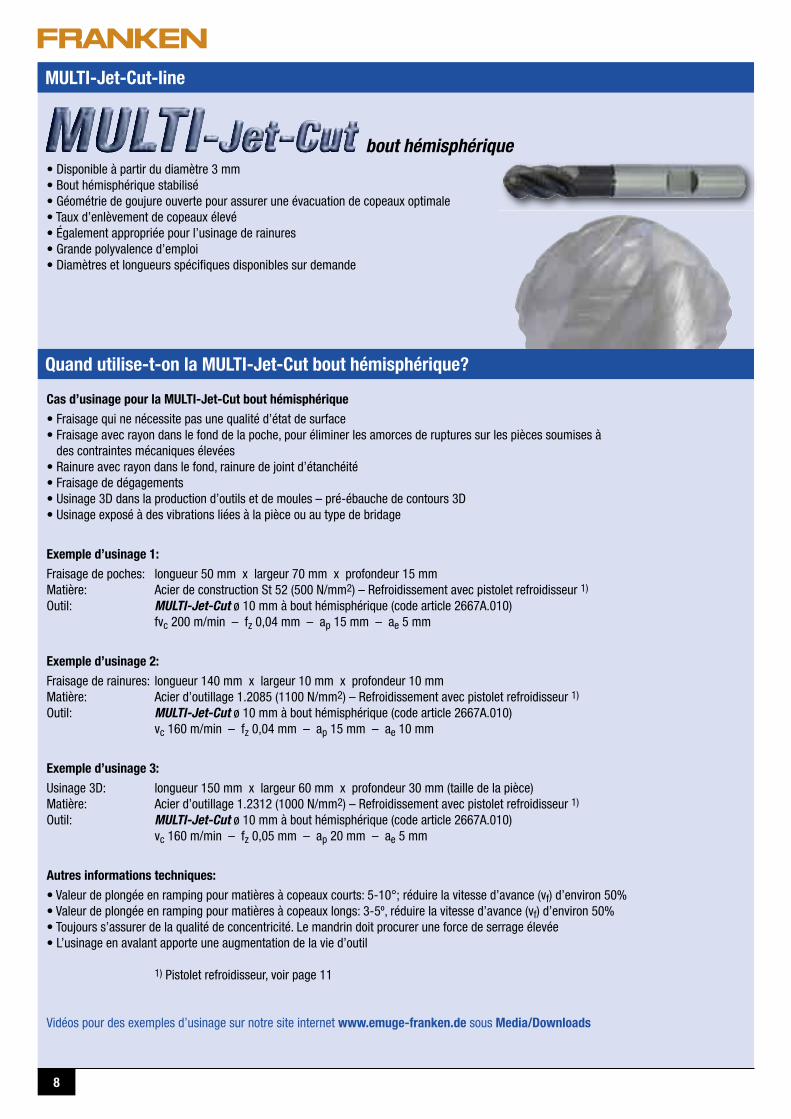
• Disponible à partir du diamètre 3 mm • Bout hémisphérique stabilisé• Géométrie de goujure ouverte pour assurer une évacuation de copeaux optimale• Taux d’enlèvement de copeaux élevé• Également appropriée pour l’usinage de rainures• Grande polyvalence d’emploi• Diamètres et longueurs spécifi ques disponibles sur demande
Quand utilise-t-on la MULTI-Jet-Cut bout hémisphérique?Cas d’usinage pour la MULTI-Jet-Cut bout hémisphérique• Fraisage qui ne nécessite pas une qualité d’état de surface• Fraisage avec rayon dans le fond de la poche, pour éliminer les amorces de ruptures sur les pièces soumises à
des contraintes mécaniques élevées • Rainure avec rayon dans le fond, rainure de joint d’étanchéité• Fraisage de dégagements• Usinage 3D dans la production d’outils et de moules – pré-ébauche de contours 3D• Usinage exposé à des vibrations liées à la pièce ou au type de bridage
Exemple d’usinage 1:Fraisage de poches: longueur 50 mm x largeur 70 mm x profondeur 15 mmMatière: Acier de construction St 52 (500 N/mm2) – Refroidissement avec pistolet refroidisseur 1)
Outil: MULTI-Jet-Cut ø 10 mm à bout hémisphérique (code article 2667A.010) fvc 200 m/min – fz 0,04 mm – ap 15 mm – ae 5 mm
Exemple d’usinage 2:Fraisage de rainures: longueur 140 mm x largeur 10 mm x profondeur 10 mmMatière: Acier d’outillage 1.2085 (1100 N/mm2) – Refroidissement avec pistolet refroidisseur 1)
Outil: MULTI-Jet-Cut ø 10 mm à bout hémisphérique (code article 2667A.010) vc 160 m/min – fz 0,04 mm – ap 15 mm – ae 10 mm
Exemple d’usinage 3:Usinage 3D: longueur 150 mm x largeur 60 mm x profondeur 30 mm (taille de la pièce)Matière: Acier d’outillage 1.2312 (1000 N/mm2) – Refroidissement avec pistolet refroidisseur 1)
Outil: MULTI-Jet-Cut ø 10 mm à bout hémisphérique (code article 2667A.010) vc 160 m/min – fz 0,05 mm – ap 20 mm – ae 5 mm
Autres informations techniques:• Valeur de plongée en ramping pour matières à copeaux courts: 5-10°; réduire la vitesse d’avance (vf) d’environ 50%• Valeur de plongée en ramping pour matières à copeaux longs: 3-5º, réduire la vitesse d’avance (vf) d’environ 50%• Toujours s’assurer de la qualité de concentricité. Le mandrin doit procurer une force de serrage élevée• L’usinage en avalant apporte une augmentation de la vie d’outil
1) Pistolet refroidisseur, voir page 11
Vidéos pour des exemples d’usinage sur notre site internet www.emuge-franken.de sous Media/Downloads
bout hémisphérique
9
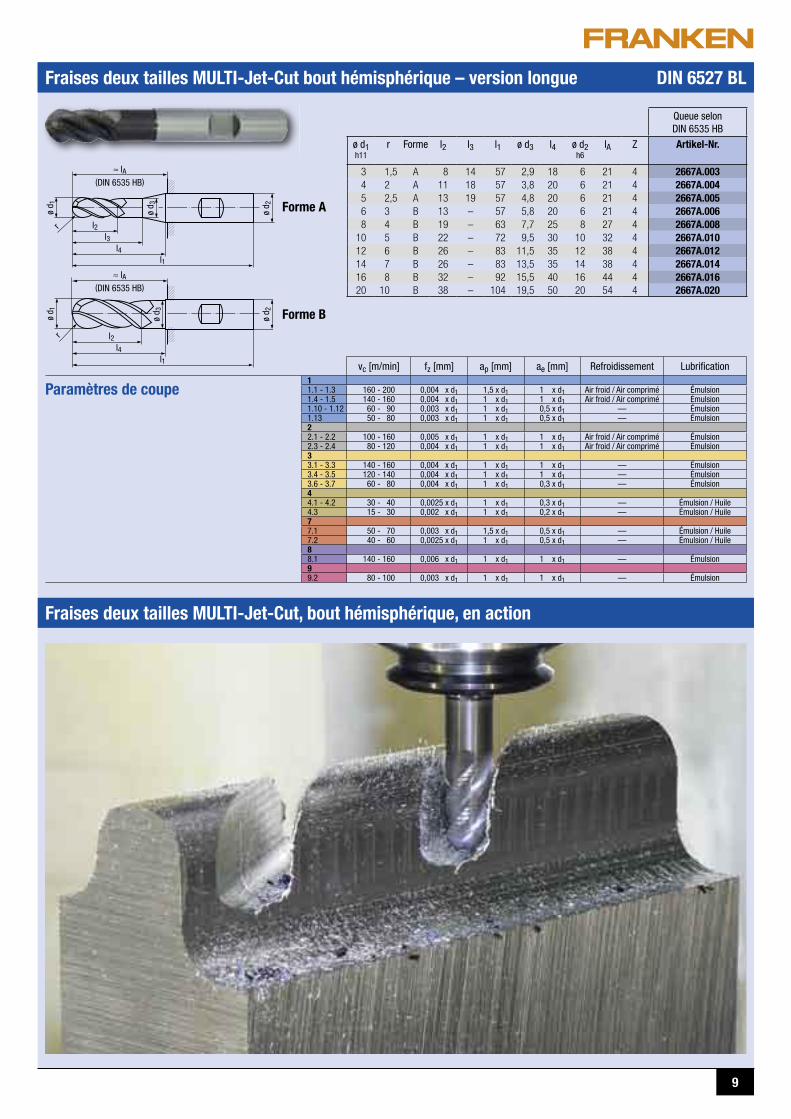
Fraises deux tailles MULTI-Jet-Cut bout hémisphérique – version longue DIN 6527 BL
Fraises deux tailles MULTI-Jet-Cut, bout hémisphérique, en action
Queue selon DIN 6535 HB
ø d 1h11
r Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h6
l A Z Artikel-Nr.
3 1,5 A 8 14 57 2,9 18 6 21 4 2667A.003 4 2 A 11 18 57 3,8 20 6 21 4 2667A.004 5 2,5 A 13 19 57 4,8 20 6 21 4 2667A.005 6 3 B 13 – 57 5,8 20 6 21 4 2667A.006 8 4 B 19 – 63 7,7 25 8 27 4 2667A.00810 5 B 22 – 72 9,5 30 10 32 4 2667A.01012 6 B 26 – 83 11,5 35 12 38 4 2667A.01214 7 B 26 – 83 13,5 35 14 38 4 2667A.01416 8 B 32 – 92 15,5 40 16 44 4 2667A.01620 10 B 38 – 104 19,5 50 20 54 4 2667A.020
ø d 2
l2l4
l1
≈ lA(DIN 6535 HB)
ø d 3ø d 1
r
(≈ lA
DIN 6535 HB)
ø d 1
ø d 2
l2l3
l4l1
ø d 3
r
Forme A
Forme B
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe 11.1 - 1.3 160 - 200 0,004 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé Émulsion1.4 - 1.5 140 - 160 0,004 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé Émulsion1.10 - 1.12 60 - 90 0,003 x d 1 1 x d 1 0,5 x d 1 — Émulsion1.13 50 - 80 0,003 x d 1 1 x d 1 0,5 x d 1 — Émulsion22.1 - 2.2 100 - 160 0,005 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé Émulsion2.3 - 2.4 80 - 120 0,004 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé Émulsion33.1 - 3.3 140 - 160 0,004 x d 1 1 x d 1 1 x d 1 — Émulsion3.4 - 3.5 120 - 140 0,004 x d 1 1 x d 1 1 x d 1 — Émulsion3.6 - 3.7 60 - 80 0,004 x d 1 1 x d 1 0,3 x d 1 — Émulsion44.1 - 4.2 30 - 40 0,0025 x d 1 1 x d 1 0,3 x d 1 — Émulsion / Huile4.3 15 - 30 0,002 x d 1 1 x d 1 0,2 x d 1 — Émulsion / Huile77.1 50 - 70 0,003 x d 1 1,5 x d 1 0,5 x d 1 — Émulsion / Huile7.2 40 - 60 0,0025 x d 1 1 x d 1 0,5 x d 1 — Émulsion / Huile88.1 140 - 160 0,006 x d 1 1 x d 1 1 x d 1 — Émulsion99.2 80 - 100 0,003 x d 1 1 x d 1 1 x d 1 — Émulsion
10
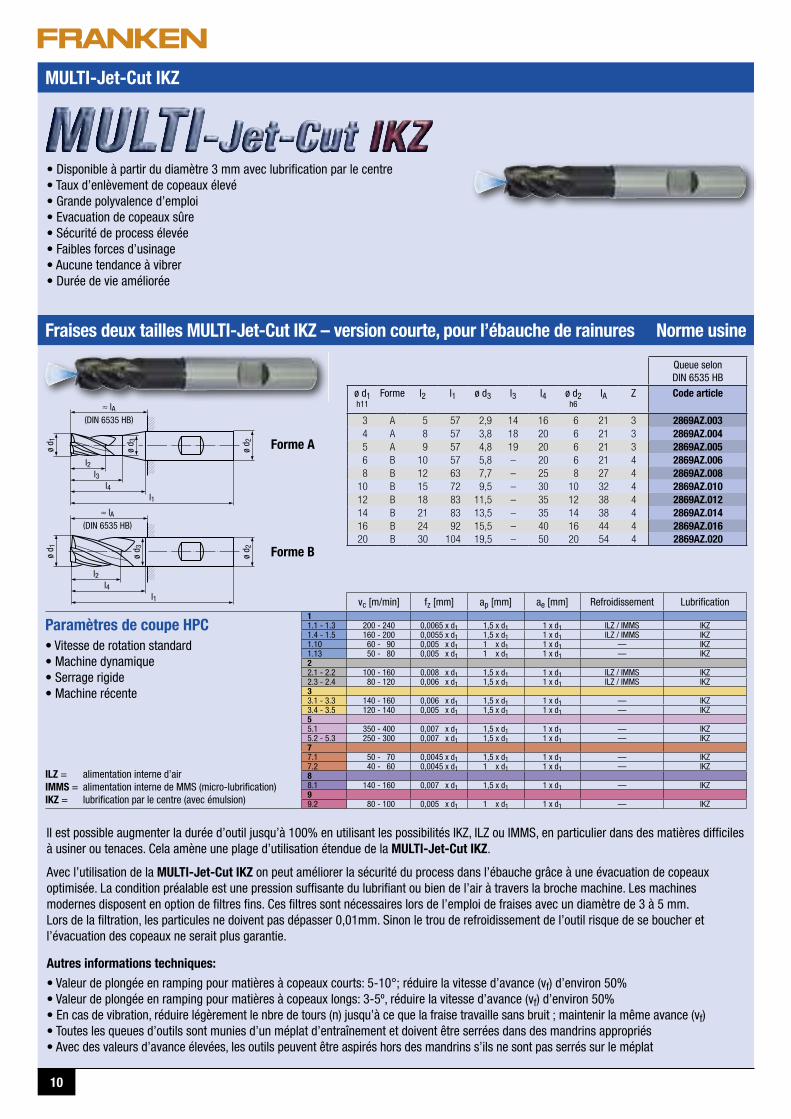
• Disponible à partir du diamètre 3 mm avec lubrifi cation par le centre• Taux d’enlèvement de copeaux élevé• Grande polyvalence d’emploi• Evacuation de copeaux sûre• Sécurité de process élevée• Faibles forces d’usinage• Aucune tendance à vibrer• Durée de vie améliorée
MULTI-Jet-Cut IKZ
Fraises deux tailles MULTI-Jet-Cut IKZ – version courte, pour l’ébauche de rainures Norme usineQueue selon DIN 6535 HB
ø d 1h11
Forme l 2 l 1 ø d 3 l 3 l 4 ø d 2h6
l A Z Code article
3 A 5 57 2,9 14 16 6 21 3 2869AZ.003 4 A 8 57 3,8 18 20 6 21 3 2869AZ.004 5 A 9 57 4,8 19 20 6 21 3 2869AZ.005 6 B 10 57 5,8 – 20 6 21 4 2869AZ.006 8 B 12 63 7,7 – 25 8 27 4 2869AZ.00810 B 15 72 9,5 – 30 10 32 4 2869AZ.01012 B 18 83 11,5 – 35 12 38 4 2869AZ.01214 B 21 83 13,5 – 35 14 38 4 2869AZ.01416 B 24 92 15,5 – 40 16 44 4 2869AZ.01620 B 30 104 19,5 – 50 20 54 4 2869AZ.020
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe HPC• Vitesse de rotation standard• Machine dynamique• Serrage rigide• Machine récente
11.1 - 1.3 200 - 240 0,0065 x d 1 1,5 x d 1 1 x d 1 ILZ / IMMS IKZ1.4 - 1.5 160 - 200 0,0055 x d 1 1,5 x d 1 1 x d 1 ILZ / IMMS IKZ1.10 60 - 90 0,005 x d 1 1 x d 1 1 x d 1 — IKZ1.13 50 - 80 0,005 x d 1 1 x d 1 1 x d 1 — IKZ22.1 - 2.2 100 - 160 0,008 x d 1 1,5 x d 1 1 x d 1 ILZ / IMMS IKZ2.3 - 2.4 80 - 120 0,006 x d 1 1,5 x d 1 1 x d 1 ILZ / IMMS IKZ33.1 - 3.3 140 - 160 0,006 x d 1 1,5 x d 1 1 x d 1 — IKZ3.4 - 3.5 120 - 140 0,005 x d 1 1,5 x d 1 1 x d 1 — IKZ55.1 350 - 400 0,007 x d 1 1,5 x d 1 1 x d 1 — IKZ
ILZ = alimentation interne d’airIMMS = alimentation interne de MMS (micro-lubrifi cation)IKZ = lubrifi cation par le centre (avec émulsion)
5.2 - 5.3 250 - 300 0,007 x d 1 1,5 x d 1 1 x d 1 — IKZ77.1 50 - 70 0,0045 x d 1 1,5 x d 1 1 x d 1 — IKZ7.2 40 - 60 0,0045 x d 1 1 x d 1 1 x d 1 — IKZ88.1 140 - 160 0,007 x d 1 1,5 x d 1 1 x d 1 — IKZ99.2 80 - 100 0,005 x d 1 1 x d 1 1 x d 1 — IKZ
Il est possible augmenter la durée d’outil jusqu’à 100% en utilisant les possibilités IKZ, ILZ ou IMMS, en particulier dans des matières diffi ciles à usiner ou tenaces. Cela amène une plage d’utilisation étendue de la MULTI-Jet-Cut IKZ.
Avec l’utilisation de la MULTI-Jet-Cut IKZ on peut améliorer la sécurité du process dans l’ébauche grâce à une évacuation de copeaux optimisée. La condition préalable est une pression suffi sante du lubrifi ant ou bien de l’air à travers la broche machine. Les machines modernes disposent en option de fi ltres fi ns. Ces fi ltres sont nécessaires lors de l’emploi de fraises avec un diamètre de 3 à 5 mm. Lors de la fi ltration, les particules ne doivent pas dépasser 0,01mm. Sinon le trou de refroidissement de l’outil risque de se boucher et l’évacuation des copeaux ne serait plus garantie.
Autres informations techniques:• Valeur de plongée en ramping pour matières à copeaux courts: 5-10°; réduire la vitesse d’avance (vf) d’environ 50%• Valeur de plongée en ramping pour matières à copeaux longs: 3-5º, réduire la vitesse d’avance (vf) d’environ 50%• En cas de vibration, réduire légèrement le nbre de tours (n) jusqu’à ce que la fraise travaille sans bruit ; maintenir la même avance (vf)• Toutes les queues d’outils sont munies d’un méplat d’entraînement et doivent être serrées dans des mandrins appropriés• Avec des valeurs d’avance élevées, les outils peuvent être aspirés hors des mandrins s’ils ne sont pas serrés sur le méplat
ø d 2
l2l4
l1
ø d 1
≈ lA(DIN 6535 HB)
ø d 3
(≈ lA
DIN 6535 HB)
ø d 1
ø d 2
l2l3
l4l1
ø d 3 Forme A
Forme B
11
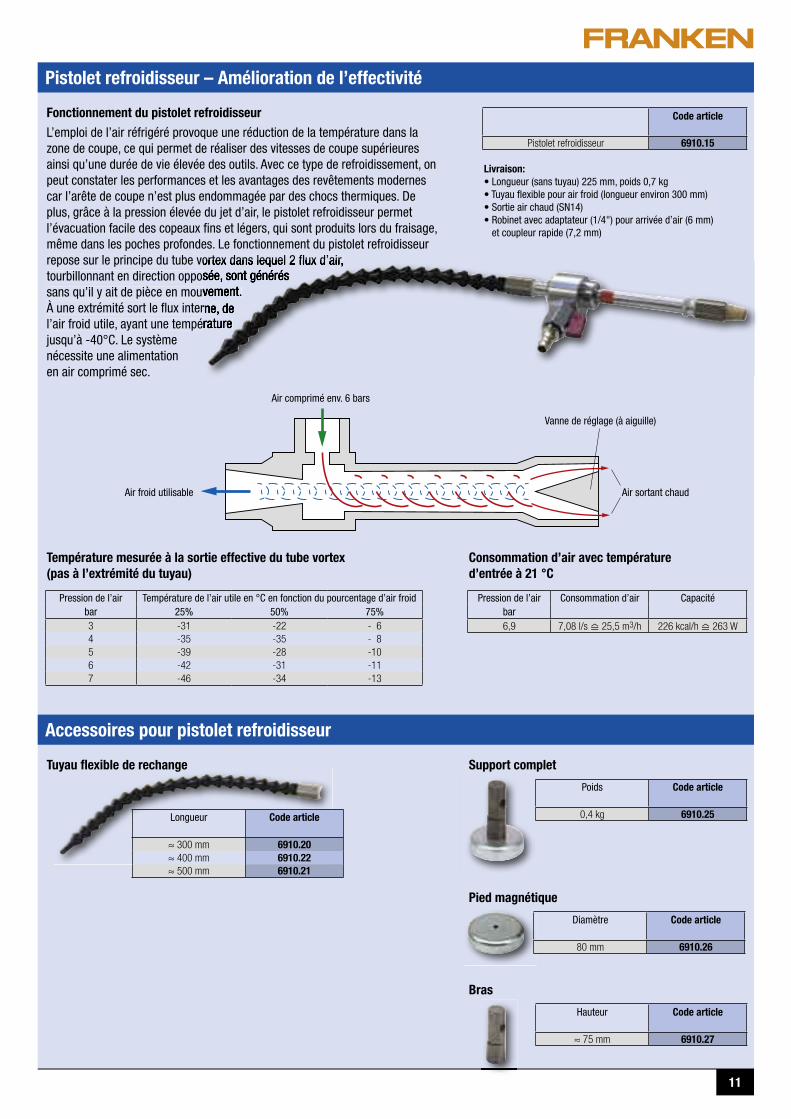
Fonctionnement du pistolet refroidisseurL’emploi de l’air réfrigéré provoque une réduction de la température dans la zone de coupe, ce qui permet de réaliser des vitesses de coupe supérieures ainsi qu’une durée de vie élevée des outils. Avec ce type de refroidissement, on peut constater les performances et les avantages des revêtements modernes car l’arête de coupe n’est plus endommagée par des chocs thermiques. De plus, grâce à la pression élevée du jet d’air, le pistolet refroidisseur permet l’évacuation facile des copeaux fi ns et légers, qui sont produits lors du fraisage, même dans les poches profondes. Le fonctionnement du pistolet refroidisseur repose sur le principe du tube vortex dans lequel 2 fl ux d’air, tourbillonnant en direction opposée, sont générés sans qu’il y ait de pièce en mouvement. À une extrémité sort le fl ux interne, de l’air froid utile, ayant une température jusqu’à -40°C. Le système nécessite une alimentation en air comprimé sec.
Pistolet refroidisseur – Amélioration de l’effectivité
repose sur le principe du tube vortex dans lequel 2 fl ux d’air, tourbillonnant en direction opposée, sont générés sans qu’il y ait de pièce en mouvement. À une extrémité sort le fl ux interne, de l’air froid utile, ayant une température
Tuyau fl exible de rechange
Longueur Code article
≈ 300 mm 6910.20 ≈ 400 mm 6910.22 ≈ 500 mm 6910.21
Support completPoids Code article
0,4 kg 6910.25
Pied magnétiqueDiamètre Code article
80 mm 6910.26
Pression de l’air Température de l’air utile en °C en fonction du pourcentage d’air froidbar 25% 50% 75%3 -31 -22 - 64 -35 -35 - 85 -39 -28 -106 -42 -31 -117 -46 -34 -13
Température mesurée à la sortie effective du tube vortex (pas à l’extrémité du tuyau)
Pression de l’air Consommation d’air Capacitébar6,9 7,08 l/s ; 25,5 m3/h 226 kcal/h ; 263 W
Consommation d’air avec température d’entrée à 21 °C
Air froid utilisable
Air comprimé env. 6 bars
Vanne de réglage (à aiguille)
Air sortant chaud
Livraison:• Longueur (sans tuyau) 225 mm, poids 0,7 kg• Tuyau fl exible pour air froid (longueur environ 300 mm)• Sortie air chaud (SN14)• Robinet avec adaptateur (1/4") pour arrivée d’air (6 mm)
et coupleur rapide (7,2 mm)
Code article
Pistolet refroidisseur 6910.15
Accessoires pour pistolet refroidisseur
BrasHauteur Code article
≈ 75 mm 6910.27
12
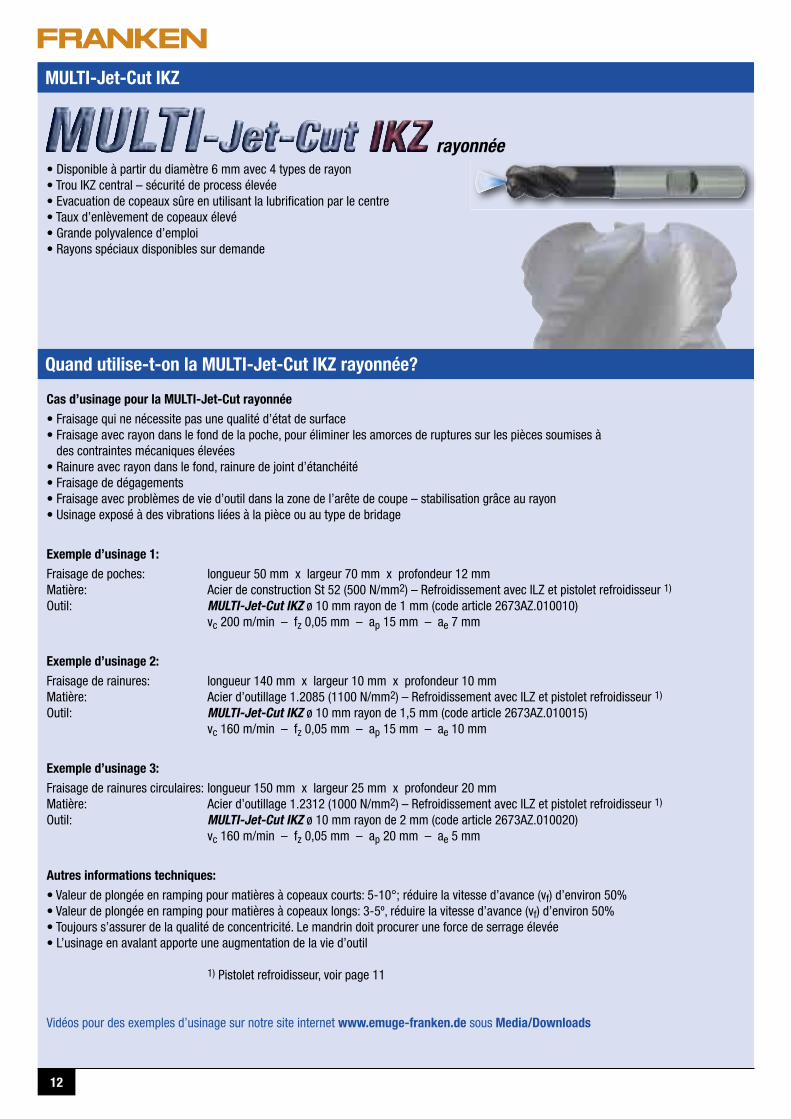
MULTI-Jet-Cut IKZ
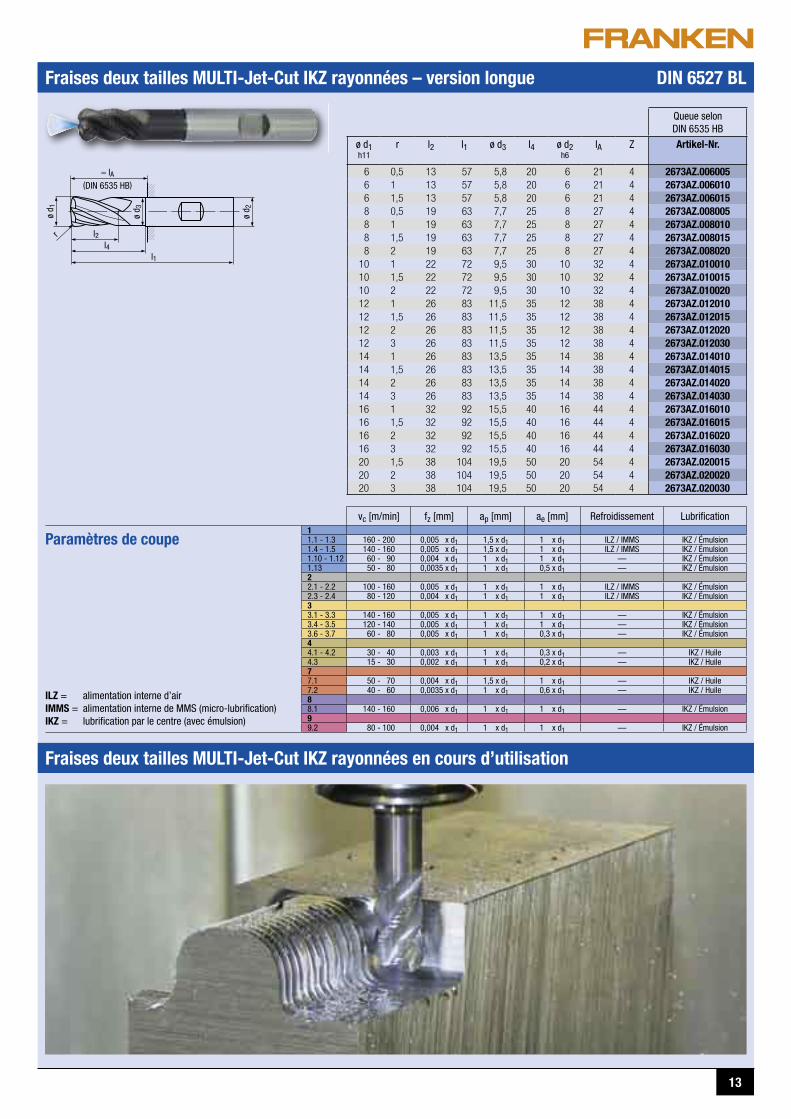
• Disponible à partir du diamètre 6 mm avec 4 types de rayon• Trou IKZ central – sécurité de process élevée• Evacuation de copeaux sûre en utilisant la lubrifi cation par le centre• Taux d’enlèvement de copeaux élevé• Grande polyvalence d’emploi• Rayons spéciaux disponibles sur demande
Quand utilise-t-on la MULTI-Jet-Cut IKZ rayonnée?Cas d’usinage pour la MULTI-Jet-Cut rayonnée• Fraisage qui ne nécessite pas une qualité d’état de surface• Fraisage avec rayon dans le fond de la poche, pour éliminer les amorces de ruptures sur les pièces soumises à
des contraintes mécaniques élevées • Rainure avec rayon dans le fond, rainure de joint d’étanchéité• Fraisage de dégagements• Fraisage avec problèmes de vie d’outil dans la zone de l’arête de coupe – stabilisation grâce au rayon• Usinage exposé à des vibrations liées à la pièce ou au type de bridage
Exemple d’usinage 1:Fraisage de poches: longueur 50 mm x largeur 70 mm x profondeur 12 mmMatière: Acier de construction St 52 (500 N/mm2) – Refroidissement avec ILZ et pistolet refroidisseur 1)
Outil: MULTI-Jet-Cut IKZ ø 10 mm rayon de 1 mm (code article 2673AZ.010010) vc 200 m/min – fz 0,05 mm – ap 15 mm – ae 7 mm
Exemple d’usinage 2:Fraisage de rainures: longueur 140 mm x largeur 10 mm x profondeur 10 mmMatière: Acier d’outillage 1.2085 (1100 N/mm2) – Refroidissement avec ILZ et pistolet refroidisseur 1)
Outil: MULTI-Jet-Cut IKZ ø 10 mm rayon de 1,5 mm (code article 2673AZ.010015) vc 160 m/min – fz 0,05 mm – ap 15 mm – ae 10 mm
Exemple d’usinage 3:Fraisage de rainures circulaires: longueur 150 mm x largeur 25 mm x profondeur 20 mmMatière: Acier d’outillage 1.2312 (1000 N/mm2) – Refroidissement avec ILZ et pistolet refroidisseur 1)
Outil: MULTI-Jet-Cut IKZ ø 10 mm rayon de 2 mm (code article 2673AZ.010020) vc 160 m/min – fz 0,05 mm – ap 20 mm – ae 5 mm
Autres informations techniques:• Valeur de plongée en ramping pour matières à copeaux courts: 5-10°; réduire la vitesse d’avance (vf) d’environ 50%• Valeur de plongée en ramping pour matières à copeaux longs: 3-5º, réduire la vitesse d’avance (vf) d’environ 50%• Toujours s’assurer de la qualité de concentricité. Le mandrin doit procurer une force de serrage élevée• L’usinage en avalant apporte une augmentation de la vie d’outil
1) Pistolet refroidisseur, voir page 11
Vidéos pour des exemples d’usinage sur notre site internet www.emuge-franken.de sous Media/Downloads
rayonnée
13
Queue selon DIN 6535 HB
ø d 1h11
r l 2 l 1 ø d 3 l 4 ø d 2h6
l A Z Artikel-Nr.
6 0,5 13 57 5,8 20 6 21 4 2673AZ.006005 6 1 13 57 5,8 20 6 21 4 2673AZ.006010 6 1,5 13 57 5,8 20 6 21 4 2673AZ.006015 8 0,5 19 63 7,7 25 8 27 4 2673AZ.008005 8 1 19 63 7,7 25 8 27 4 2673AZ.008010 8 1,5 19 63 7,7 25 8 27 4 2673AZ.008015 8 2 19 63 7,7 25 8 27 4 2673AZ.00802010 1 22 72 9,5 30 10 32 4 2673AZ.01001010 1,5 22 72 9,5 30 10 32 4 2673AZ.01001510 2 22 72 9,5 30 10 32 4 2673AZ.01002012 1 26 83 11,5 35 12 38 4 2673AZ.01201012 1,5 26 83 11,5 35 12 38 4 2673AZ.01201512 2 26 83 11,5 35 12 38 4 2673AZ.01202012 3 26 83 11,5 35 12 38 4 2673AZ.01203014 1 26 83 13,5 35 14 38 4 2673AZ.01401014 1,5 26 83 13,5 35 14 38 4 2673AZ.01401514 2 26 83 13,5 35 14 38 4 2673AZ.01402014 3 26 83 13,5 35 14 38 4 2673AZ.01403016 1 32 92 15,5 40 16 44 4 2673AZ.01601016 1,5 32 92 15,5 40 16 44 4 2673AZ.01601516 2 32 92 15,5 40 16 44 4 2673AZ.01602016 3 32 92 15,5 40 16 44 4 2673AZ.01603020 1,5 38 104 19,5 50 20 54 4 2673AZ.02001520 2 38 104 19,5 50 20 54 4 2673AZ.02002020 3 38 104 19,5 50 20 54 4 2673AZ.020030
rø
d 2l2
l4l1
ø d 1
≈ lA(DIN 6535 HB)
ø d 3
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe 11.1 - 1.3 160 - 200 0,005 x d 1 1,5 x d 1 1 x d 1 ILZ / IMMS IKZ / Émulsion1.4 - 1.5 140 - 160 0,005 x d 1 1,5 x d 1 1 x d 1 ILZ / IMMS IKZ / Émulsion1.10 - 1.12 60 - 90 0,004 x d 1 1 x d 1 1 x d 1 — IKZ / Émulsion1.13 50 - 80 0,0035 x d 1 1 x d 1 0,5 x d 1 — IKZ / Émulsion22.1 - 2.2 100 - 160 0,005 x d 1 1 x d 1 1 x d 1 ILZ / IMMS IKZ / Émulsion2.3 - 2.4 80 - 120 0,004 x d 1 1 x d 1 1 x d 1 ILZ / IMMS IKZ / Émulsion33.1 - 3.3 140 - 160 0,005 x d 1 1 x d 1 1 x d 1 — IKZ / Émulsion3.4 - 3.5 120 - 140 0,005 x d 1 1 x d 1 1 x d 1 — IKZ / Émulsion3.6 - 3.7 60 - 80 0,005 x d 1 1 x d 1 0,3 x d 1 — IKZ / Émulsion44.1 - 4.2 30 - 40 0,003 x d 1 1 x d 1 0,3 x d 1 — IKZ / Huile4.3 15 - 30 0,002 x d 1 1 x d 1 0,2 x d 1 — IKZ / Huile77.1 50 - 70 0,004 x d 1 1,5 x d 1 1 x d 1 — IKZ / Huile
ILZ = alimentation interne d’airIMMS = alimentation interne de MMS (micro-lubrifi cation)IKZ = lubrifi cation par le centre (avec émulsion)
7.2 40 - 60 0,0035 x d 1 1 x d 1 0,6 x d 1 — IKZ / Huile88.1 140 - 160 0,006 x d 1 1 x d 1 1 x d 1 — IKZ / Émulsion99.2 80 - 100 0,004 x d 1 1 x d 1 1 x d 1 — IKZ / Émulsion
Fraises deux tailles MULTI-Jet-Cut IKZ rayonnées – version longue DIN 6527 BL
Fraises deux tailles MULTI-Jet-Cut IKZ rayonnées en cours d’utilisation
14
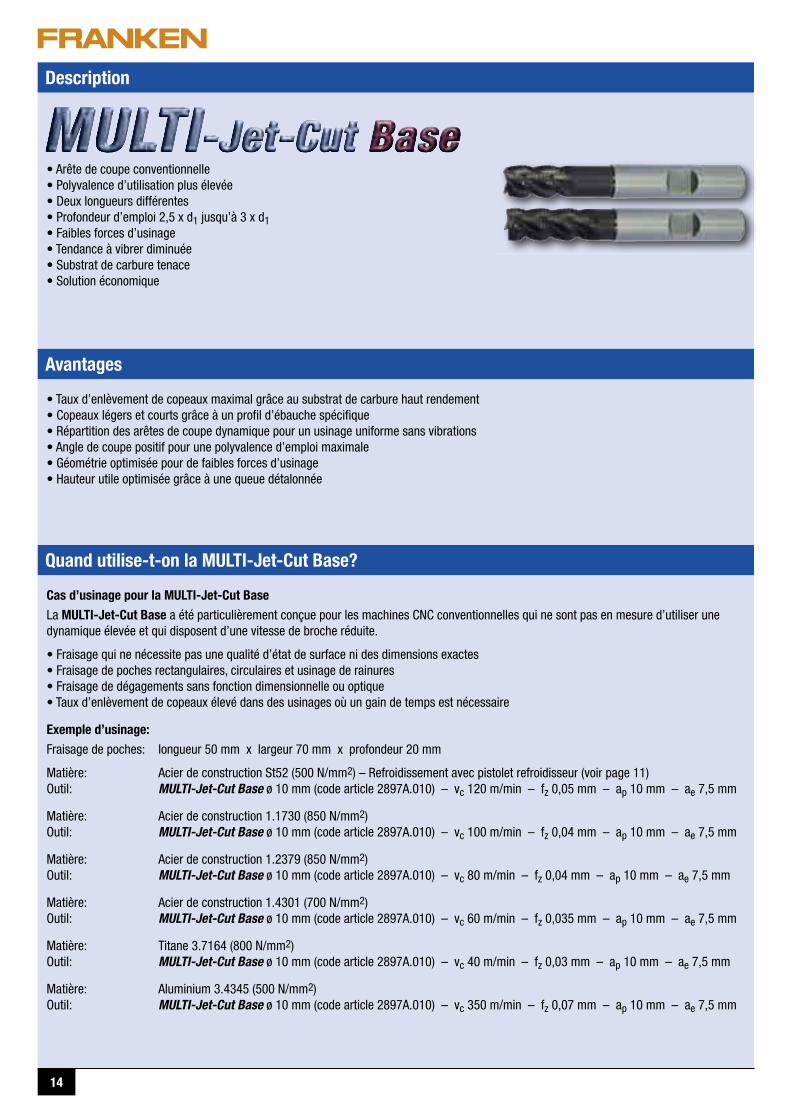
• Arête de coupe conventionnelle• Polyvalence d’utilisation plus élevée• Deux longueurs différentes • Profondeur d’emploi 2,5 x d1 jusqu’à 3 x d1• Faibles forces d’usinage• Tendance à vibrer diminuée• Substrat de carbure tenace• Solution économique
Description
Avantages• Taux d’enlèvement de copeaux maximal grâce au substrat de carbure haut rendement• Copeaux légers et courts grâce à un profi l d’ébauche spécifi que• Répartition des arêtes de coupe dynamique pour un usinage uniforme sans vibrations• Angle de coupe positif pour une polyvalence d’emploi maximale• Géométrie optimisée pour de faibles forces d’usinage• Hauteur utile optimisée grâce à une queue détalonnée
Quand utilise-t-on la MULTI-Jet-Cut Base?Cas d’usinage pour la MULTI-Jet-Cut BaseLa MULTI-Jet-Cut Base a été particulièrement conçue pour les machines CNC conventionnelles qui ne sont pas en mesure d’utiliser une dynamique élevée et qui disposent d’une vitesse de broche réduite.
• Fraisage qui ne nécessite pas une qualité d’état de surface ni des dimensions exactes• Fraisage de poches rectangulaires, circulaires et usinage de rainures• Fraisage de dégagements sans fonction dimensionnelle ou optique• Taux d’enlèvement de copeaux élevé dans des usinages où un gain de temps est nécessaire
Exemple d’usinage:Fraisage de poches: longueur 50 mm x largeur 70 mm x profondeur 20 mm
Matière: Acier de construction St52 (500 N/mm2) – Refroidissement avec pistolet refroidisseur (voir page 11)Outil: MULTI-Jet-Cut Base ø 10 mm (code article 2897A.010) – vc 120 m/min – fz 0,05 mm – ap 10 mm – ae 7,5 mm
Matière: Acier de construction 1.1730 (850 N/mm2)Outil: MULTI-Jet-Cut Base ø 10 mm (code article 2897A.010) – vc 100 m/min – fz 0,04 mm – ap 10 mm – ae 7,5 mm
Matière: Acier de construction 1.2379 (850 N/mm2)Outil: MULTI-Jet-Cut Base ø 10 mm (code article 2897A.010) – vc 80 m/min – fz 0,04 mm – ap 10 mm – ae 7,5 mm
Matière: Acier de construction 1.4301 (700 N/mm2)Outil: MULTI-Jet-Cut Base ø 10 mm (code article 2897A.010) – vc 60 m/min – fz 0,035 mm – ap 10 mm – ae 7,5 mm
Matière: Titane 3.7164 (800 N/mm2)Outil: MULTI-Jet-Cut Base ø 10 mm (code article 2897A.010) – vc 40 m/min – fz 0,03 mm – ap 10 mm – ae 7,5 mm
Matière: Aluminium 3.4345 (500 N/mm2)Outil: MULTI-Jet-Cut Base ø 10 mm (code article 2897A.010) – vc 350 m/min – fz 0,07 mm – ap 10 mm – ae 7,5 mm
15
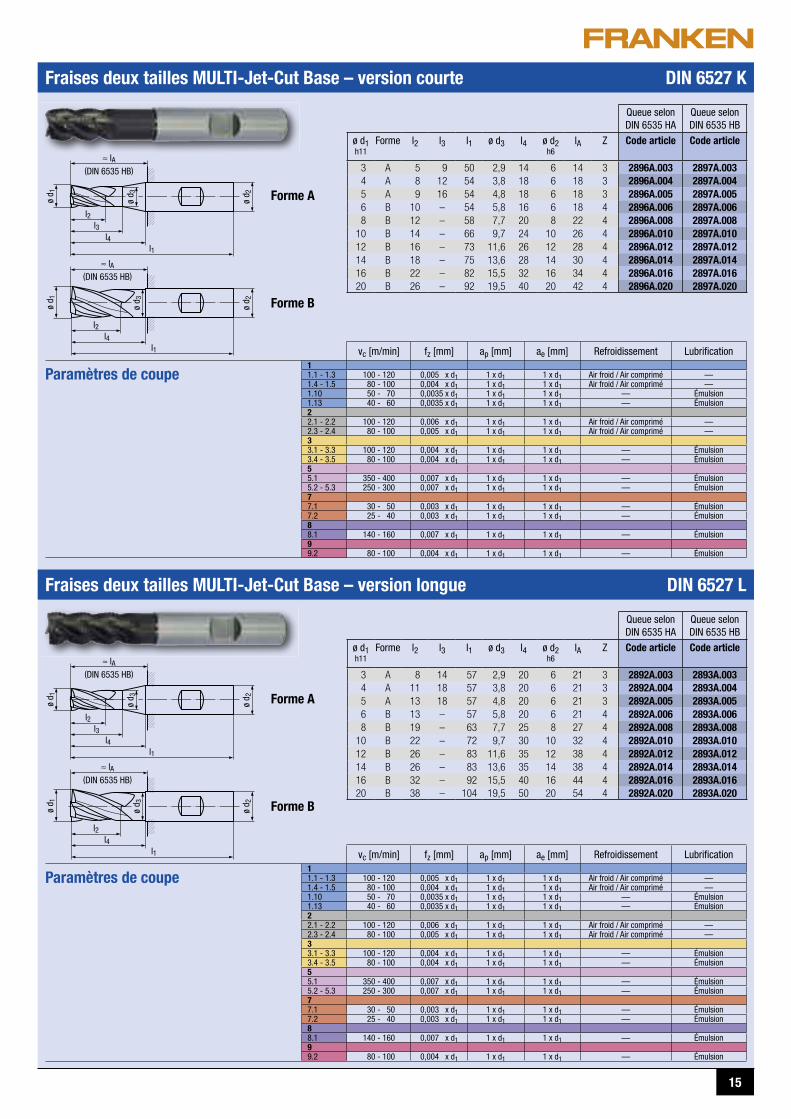
Fraises deux tailles MULTI-Jet-Cut Base – version courte DIN 6527 K
ø d 2
l2l4
l1
ø d 1
≈ lA(DIN 6535 HB)
ø d 3
ø d 2
l2l4
l1
ø d 1
≈ lA(DIN 6535 HB)
ø d 3
Queue selon DIN 6535 HA
Queue selon DIN 6535 HB
ø d 1h11
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h6
l A Z Code article Code article
3 A 5 9 50 2,9 14 6 14 3 2896A.003 2897A.003 4 A 8 12 54 3,8 18 6 18 3 2896A.004 2897A.004 5 A 9 16 54 4,8 18 6 18 3 2896A.005 2897A.005 6 B 10 – 54 5,8 16 6 18 4 2896A.006 2897A.006 8 B 12 – 58 7,7 20 8 22 4 2896A.008 2897A.00810 B 14 – 66 9,7 24 10 26 4 2896A.010 2897A.01012 B 16 – 73 11,6 26 12 28 4 2896A.012 2897A.01214 B 18 – 75 13,6 28 14 30 4 2896A.014 2897A.01416 B 22 – 82 15,5 32 16 34 4 2896A.016 2897A.01620 B 26 – 92 19,5 40 20 42 4 2896A.020 2897A.020
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe 11.1 - 1.3 100 - 120 0,005 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —1.4 - 1.5 80 - 100 0,004 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —1.10 50 - 70 0,0035 x d 1 1 x d 1 1 x d 1 — Émulsion1.13 40 - 60 0,0035 x d 1 1 x d 1 1 x d 1 — Émulsion22.1 - 2.2 100 - 120 0,006 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —2.3 - 2.4 80 - 100 0,005 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —33.1 - 3.3 100 - 120 0,004 x d 1 1 x d 1 1 x d 1 — Émulsion3.4 - 3.5 80 - 100 0,004 x d 1 1 x d 1 1 x d 1 — Émulsion55.1 350 - 400 0,007 x d 1 1 x d 1 1 x d 1 — Émulsion5.2 - 5.3 250 - 300 0,007 x d 1 1 x d 1 1 x d 1 — Émulsion77.1 30 - 50 0,003 x d 1 1 x d 1 1 x d 1 — Émulsion7.2 25 - 40 0,003 x d 1 1 x d 1 1 x d 1 — Émulsion88.1 140 - 160 0,007 x d 1 1 x d 1 1 x d 1 — Émulsion99.2 80 - 100 0,004 x d 1 1 x d 1 1 x d 1 — Émulsion
Fraises deux tailles MULTI-Jet-Cut Base – version longue DIN 6527 LQueue selon DIN 6535 HA
Queue selon DIN 6535 HB
ø d 1h11
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h6
l A Z Code article Code article
3 A 8 14 57 2,9 20 6 21 3 2892A.003 2893A.003 4 A 11 18 57 3,8 20 6 21 3 2892A.004 2893A.004 5 A 13 18 57 4,8 20 6 21 3 2892A.005 2893A.005 6 B 13 – 57 5,8 20 6 21 4 2892A.006 2893A.006 8 B 19 – 63 7,7 25 8 27 4 2892A.008 2893A.00810 B 22 – 72 9,7 30 10 32 4 2892A.010 2893A.01012 B 26 – 83 11,6 35 12 38 4 2892A.012 2893A.01214 B 26 – 83 13,6 35 14 38 4 2892A.014 2893A.01416 B 32 – 92 15,5 40 16 44 4 2892A.016 2893A.01620 B 38 – 104 19,5 50 20 54 4 2892A.020 2893A.020
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe 11.1 - 1.3 100 - 120 0,005 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —1.4 - 1.5 80 - 100 0,004 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —1.10 50 - 70 0,0035 x d 1 1 x d 1 1 x d 1 — Émulsion1.13 40 - 60 0,0035 x d 1 1 x d 1 1 x d 1 — Émulsion22.1 - 2.2 100 - 120 0,006 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —2.3 - 2.4 80 - 100 0,005 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —33.1 - 3.3 100 - 120 0,004 x d 1 1 x d 1 1 x d 1 — Émulsion3.4 - 3.5 80 - 100 0,004 x d 1 1 x d 1 1 x d 1 — Émulsion55.1 350 - 400 0,007 x d 1 1 x d 1 1 x d 1 — Émulsion5.2 - 5.3 250 - 300 0,007 x d 1 1 x d 1 1 x d 1 — Émulsion77.1 30 - 50 0,003 x d 1 1 x d 1 1 x d 1 — Émulsion7.2 25 - 40 0,003 x d 1 1 x d 1 1 x d 1 — Émulsion88.1 140 - 160 0,007 x d 1 1 x d 1 1 x d 1 — Émulsion99.2 80 - 100 0,004 x d 1 1 x d 1 1 x d 1 — Émulsion
(≈ lA
DIN 6535 HB)
ø d 1
ø d 2
l2l3
l4l1
ø d 3
(≈ lA
DIN 6535 HB)
ø d 1
ø d 2
l2l3
l4l1
ø d 3
Forme A
Forme A
Forme B
Forme B
16
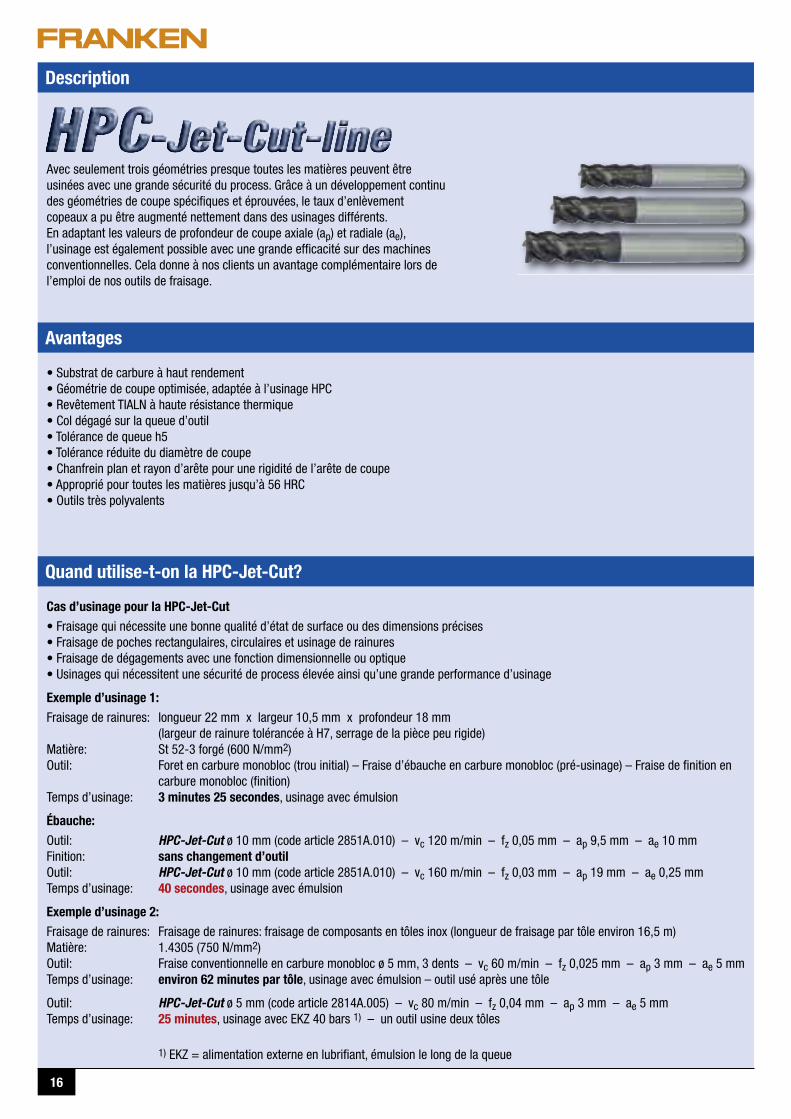
Avec seulement trois géométries presque toutes les matières peuvent être usinées avec une grande sécurité du process. Grâce à un développement continu des géométries de coupe spécifi ques et éprouvées, le taux d’enlèvement copeaux a pu être augmenté nettement dans des usinages différents.En adaptant les valeurs de profondeur de coupe axiale (ap) et radiale (ae), l’usinage est également possible avec une grande effi cacité sur des machines conventionnelles. Cela donne à nos clients un avantage complémentaire lors de l’emploi de nos outils de fraisage.
Description
Avantages• Substrat de carbure à haut rendement• Géométrie de coupe optimisée, adaptée à l’usinage HPC• Revêtement TIALN à haute résistance thermique• Col dégagé sur la queue d’outil• Tolérance de queue h5• Tolérance réduite du diamètre de coupe• Chanfrein plan et rayon d’arête pour une rigidité de l’arête de coupe• Approprié pour toutes les matières jusqu’à 56 HRC• Outils très polyvalents
Quand utilise-t-on la HPC-Jet-Cut?Cas d’usinage pour la HPC-Jet-Cut• Fraisage qui nécessite une bonne qualité d’état de surface ou des dimensions précises• Fraisage de poches rectangulaires, circulaires et usinage de rainures• Fraisage de dégagements avec une fonction dimensionnelle ou optique• Usinages qui nécessitent une sécurité de process élevée ainsi qu’une grande performance d’usinage
Exemple d’usinage 1:Fraisage de rainures: longueur 22 mm x largeur 10,5 mm x profondeur 18 mm
(largeur de rainure tolérancée à H7, serrage de la pièce peu rigide)Matière: St 52-3 forgé (600 N/mm2)Outil: Foret en carbure monobloc (trou initial) – Fraise d’ébauche en carbure monobloc (pré-usinage) – Fraise de fi nition en
carbure monobloc (fi nition)Temps d’usinage: 3 minutes 25 secondes, usinage avec émulsion
Ébauche:Outil: HPC-Jet-Cut ø 10 mm (code article 2851A.010) – vc 120 m/min – fz 0,05 mm – ap 9,5 mm – ae 10 mmFinition: sans changement d’outilOutil: HPC-Jet-Cut ø 10 mm (code article 2851A.010) – vc 160 m/min – fz 0,03 mm – ap 19 mm – ae 0,25 mmTemps d’usinage: 40 secondes, usinage avec émulsion
Exemple d’usinage 2:Fraisage de rainures: Fraisage de rainures: fraisage de composants en tôles inox (longueur de fraisage par tôle environ 16,5 m)Matière: 1.4305 (750 N/mm2)Outil: Fraise conventionnelle en carbure monobloc ø 5 mm, 3 dents – vc 60 m/min – fz 0,025 mm – ap 3 mm – ae 5 mmTemps d’usinage: environ 62 minutes par tôle, usinage avec émulsion – outil usé après une tôle
Outil: HPC-Jet-Cut ø 5 mm (code article 2814A.005) – vc 80 m/min – fz 0,04 mm – ap 3 mm – ae 5 mmTemps d’usinage: 25 minutes, usinage avec EKZ 40 bars 1) – un outil usine deux tôles
1) EKZ = alimentation externe en lubrifi ant, émulsion le long de la queue
17
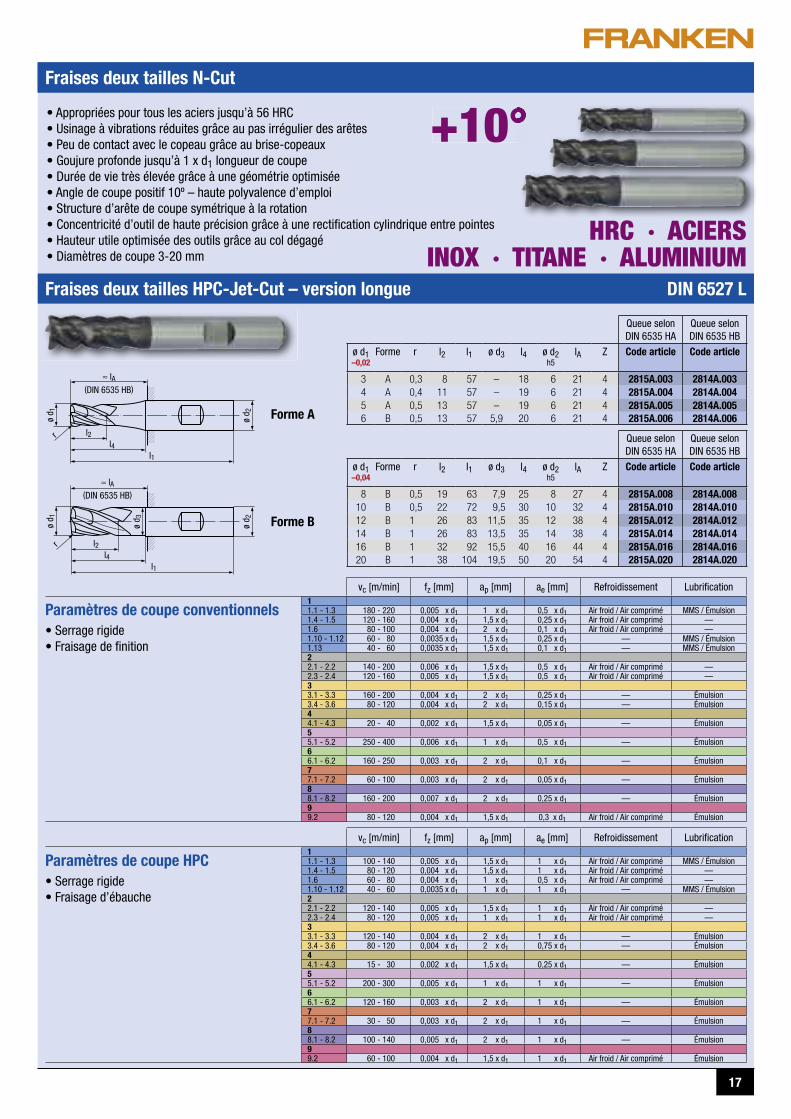
• Appropriées pour tous les aciers jusqu’à 56 HRC• Usinage à vibrations réduites grâce au pas irrégulier des arêtes• Peu de contact avec le copeau grâce au brise-copeaux• Goujure profonde jusqu’à 1 x d1 longueur de coupe• Durée de vie très élevée grâce à une géométrie optimisée• Angle de coupe positif 10º – haute polyvalence d’emploi• Structure d’arête de coupe symétrique à la rotation• Concentricité d’outil de haute précision grâce à une rectifi cation cylindrique entre pointes• Hauteur utile optimisée des outils grâce au col dégagé• Diamètres de coupe 3-20 mm
Fraises deux tailles N-Cut
Fraises deux tailles HPC-Jet-Cut – version longue DIN 6527 LQueue selon DIN 6535 HA
Queue selon DIN 6535 HB
ø d 1–0,02
Forme r l 2 l 1 ø d 3 l 4 ø d 2h5
l A Z Code article Code article
3 A 0,3 8 57 – 18 6 21 4 2815A.003 2814A.003 4 A 0,4 11 57 – 19 6 21 4 2815A.004 2814A.004 5 A 0,5 13 57 – 19 6 21 4 2815A.005 2814A.005 6 B 0,5 13 57 5,9 20 6 21 4 2815A.006 2814A.006
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe conventionnels• Serrage rigide• Fraisage de fi nition
11.1 - 1.3 180 - 220 0,005 x d 1 1 x d 1 0,5 x d 1 Air froid / Air comprimé MMS / Émulsion1.4 - 1.5 120 - 160 0,004 x d 1 1,5 x d 1 0,25 x d 1 Air froid / Air comprimé —1.6 80 - 100 0,004 x d 1 2 x d 1 0,1 x d 1 Air froid / Air comprimé —1.10 - 1.12 60 - 80 0,0035 x d 1 1,5 x d 1 0,25 x d 1 — MMS / Émulsion1.13 40 - 60 0,0035 x d 1 1,5 x d 1 0,1 x d 1 — MMS / Émulsion22.1 - 2.2 140 - 200 0,006 x d 1 1,5 x d 1 0,5 x d 1 Air froid / Air comprimé —2.3 - 2.4 120 - 160 0,005 x d 1 1,5 x d 1 0,5 x d 1 Air froid / Air comprimé —33.1 - 3.3 160 - 200 0,004 x d 1 2 x d 1 0,25 x d 1 — Émulsion3.4 - 3.6 80 - 120 0,004 x d 1 2 x d 1 0,15 x d 1 — Émulsion44.1 - 4.3 20 - 40 0,002 x d 1 1,5 x d 1 0,05 x d 1 — Émulsion55.1 - 5.2 250 - 400 0,006 x d 1 1 x d 1 0,5 x d 1 — Émulsion66.1 - 6.2 160 - 250 0,003 x d 1 2 x d 1 0,1 x d 1 — Émulsion77.1 - 7.2 60 - 100 0,003 x d 1 2 x d 1 0,05 x d 1 — Émulsion88.1 - 8.2 160 - 200 0,007 x d 1 2 x d 1 0,25 x d 1 — Émulsion99.2 80 - 120 0,004 x d 1 1,5 x d 1 0,3 x d 1 Air froid / Air comprimé Émulsion
Queue selon DIN 6535 HA
Queue selon DIN 6535 HB
ø d 1–0,04
Forme r l 2 l 1 ø d 3 l 4 ø d 2h5
l A Z Code article Code article
8 B 0,5 19 63 7,9 25 8 27 4 2815A.008 2814A.00810 B 0,5 22 72 9,5 30 10 32 4 2815A.010 2814A.01012 B 1 26 83 11,5 35 12 38 4 2815A.012 2814A.01214 B 1 26 83 13,5 35 14 38 4 2815A.014 2814A.01416 B 1 32 92 15,5 40 16 44 4 2815A.016 2814A.01620 B 1 38 104 19,5 50 20 54 4 2815A.020 2814A.020
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe HPC• Serrage rigide• Fraisage d’ébauche
11.1 - 1.3 100 - 140 0,005 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé MMS / Émulsion1.4 - 1.5 80 - 120 0,004 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé —1.6 60 - 80 0,004 x d 1 1 x d 1 0,5 x d 1 Air froid / Air comprimé —1.10 - 1.12 40 - 60 0,0035 x d 1 1 x d 1 1 x d 1 — MMS / Émulsion22.1 - 2.2 120 - 140 0,005 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé —2.3 - 2.4 80 - 120 0,005 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —33.1 - 3.3 120 - 140 0,004 x d 1 2 x d 1 1 x d 1 — Émulsion3.4 - 3.6 80 - 120 0,004 x d 1 2 x d 1 0,75 x d 1 — Émulsion44.1 - 4.3 15 - 30 0,002 x d 1 1,5 x d 1 0,25 x d 1 — Émulsion55.1 - 5.2 200 - 300 0,005 x d 1 1 x d 1 1 x d 1 — Émulsion66.1 - 6.2 120 - 160 0,003 x d 1 2 x d 1 1 x d 1 — Émulsion77.1 - 7.2 30 - 50 0,003 x d 1 2 x d 1 1 x d 1 — Émulsion88.1 - 8.2 100 - 140 0,005 x d 1 2 x d 1 1 x d 1 — Émulsion99.2 60 - 100 0,004 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé Émulsion
+10°
HRC · ACIERSINOX · TITANE · ALUMINIUM
+10°
r
ø d 2
l2l4
l1
ø d 1
≈ lA(DIN 6535 HB)
ø d 3
(≈ lA
DIN 6535 HB)
ø d 1
ø d 2
l2l4
l1
r
Forme A
Forme B
18
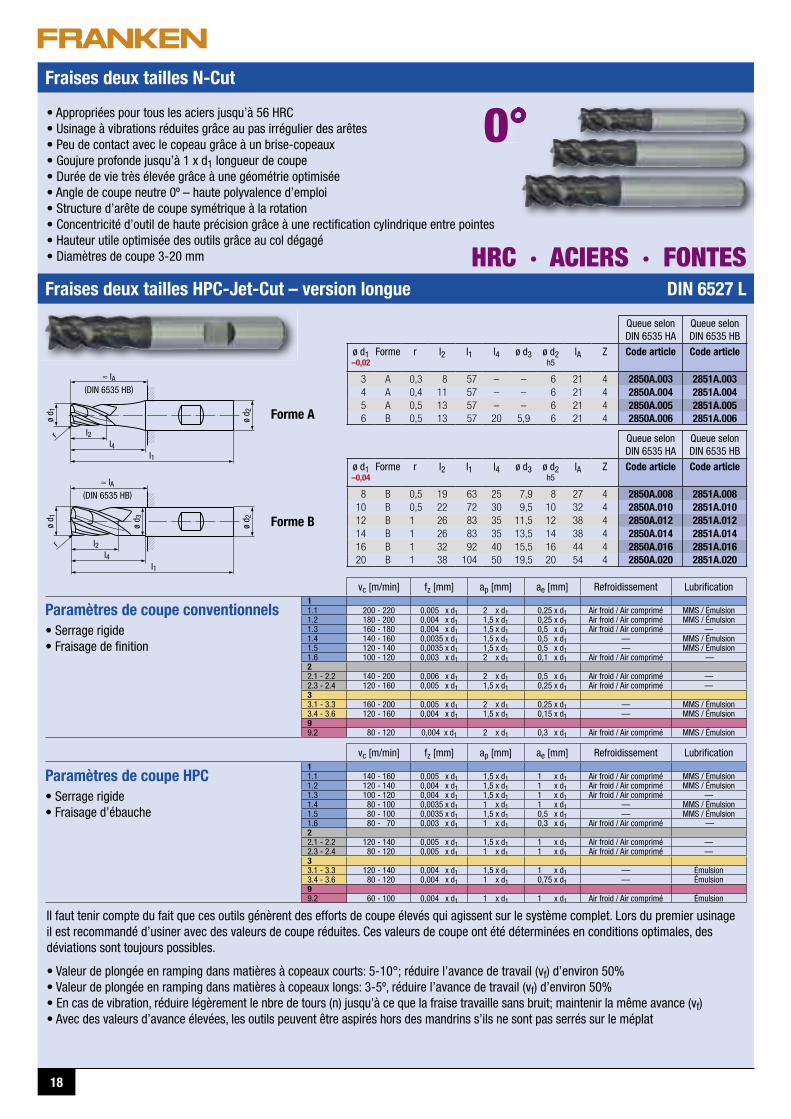
Fraises deux tailles N-Cut
Fraises deux tailles HPC-Jet-Cut – version longue DIN 6527 LQueue selon DIN 6535 HA
Queue selon DIN 6535 HB
ø d 1–0,02
Forme r l 2 l 1 l 4 ø d 3 ø d 2h5
l A Z Code article Code article
3 A 0,3 8 57 – – 6 21 4 2850A.003 2851A.003 4 A 0,4 11 57 – – 6 21 4 2850A.004 2851A.004 5 A 0,5 13 57 – – 6 21 4 2850A.005 2851A.005 6 B 0,5 13 57 20 5,9 6 21 4 2850A.006 2851A.006
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe conventionnels• Serrage rigide• Fraisage de fi nition
11.1 200 - 220 0,005 x d 1 2 x d 1 0,25 x d 1 Air froid / Air comprimé MMS / Émulsion1.2 180 - 200 0,004 x d 1 1,5 x d 1 0,25 x d 1 Air froid / Air comprimé MMS / Émulsion1.3 160 - 180 0,004 x d 1 1,5 x d 1 0,5 x d 1 Air froid / Air comprimé —1.4 140 - 160 0,0035 x d 1 1,5 x d 1 0,5 x d 1 — MMS / Émulsion1.5 120 - 140 0,0035 x d 1 1,5 x d 1 0,5 x d 1 — MMS / Émulsion1.6 100 - 120 0,003 x d 1 2 x d 1 0,1 x d 1 Air froid / Air comprimé —22.1 - 2.2 140 - 200 0,006 x d 1 2 x d 1 0,5 x d 1 Air froid / Air comprimé —2.3 - 2.4 120 - 160 0,005 x d 1 1,5 x d 1 0,25 x d 1 Air froid / Air comprimé —33.1 - 3.3 160 - 200 0,005 x d 1 2 x d 1 0,25 x d 1 — MMS / Émulsion3.4 - 3.6 120 - 160 0,004 x d 1 1,5 x d 1 0,15 x d 1 — MMS / Émulsion99.2 80 - 120 0,004 x d 1 2 x d 1 0,3 x d 1 Air froid / Air comprimé MMS / Émulsion
Queue selon DIN 6535 HA
Queue selon DIN 6535 HB
ø d 1–0,04
Forme r l 2 l 1 l 4 ø d 3 ø d 2h5
l A Z Code article Code article
8 B 0,5 19 63 25 7,9 8 27 4 2850A.008 2851A.00810 B 0,5 22 72 30 9,5 10 32 4 2850A.010 2851A.01012 B 1 26 83 35 11,5 12 38 4 2850A.012 2851A.01214 B 1 26 83 35 13,5 14 38 4 2850A.014 2851A.01416 B 1 32 92 40 15,5 16 44 4 2850A.016 2851A.01620 B 1 38 104 50 19,5 20 54 4 2850A.020 2851A.020
Il faut tenir compte du fait que ces outils génèrent des efforts de coupe élevés qui agissent sur le système complet. Lors du premier usinage il est recommandé d’usiner avec des valeurs de coupe réduites. Ces valeurs de coupe ont été déterminées en conditions optimales, des déviations sont toujours possibles.
• Valeur de plongée en ramping dans matières à copeaux courts: 5-10°; réduire l’avance de travail (vf) d’environ 50%• Valeur de plongée en ramping dans matières à copeaux longs: 3-5º, réduire l’avance de travail (vf) d’environ 50%• En cas de vibration, réduire légèrement le nbre de tours (n) jusqu’à ce que la fraise travaille sans bruit; maintenir la même avance (vf)• Avec des valeurs d’avance élevées, les outils peuvent être aspirés hors des mandrins s’ils ne sont pas serrés sur le méplat
0°
HRC · ACIERS · FONTES
• Appropriées pour tous les aciers jusqu’à 56 HRC• Usinage à vibrations réduites grâce au pas irrégulier des arêtes• Peu de contact avec le copeau grâce à un brise-copeaux• Goujure profonde jusqu’à 1 x d1 longueur de coupe• Durée de vie très élevée grâce à une géométrie optimisée • Angle de coupe neutre 0º – haute polyvalence d’emploi• Structure d’arête de coupe symétrique à la rotation• Concentricité d’outil de haute précision grâce à une rectifi cation cylindrique entre pointes • Hauteur utile optimisée des outils grâce au col dégagé• Diamètres de coupe 3-20 mm
0°
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe HPC• Serrage rigide• Fraisage d’ébauche
11.1 140 - 160 0,005 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé MMS / Émulsion1.2 120 - 140 0,004 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé MMS / Émulsion1.3 100 - 120 0,004 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé —1.4 80 - 100 0,0035 x d 1 1 x d 1 1 x d 1 — MMS / Émulsion1.5 80 - 100 0,0035 x d 1 1,5 x d 1 0,5 x d 1 — MMS / Émulsion1.6 80 - 70 0,003 x d 1 1 x d 1 0,3 x d 1 Air froid / Air comprimé —22.1 - 2.2 120 - 140 0,005 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé —2.3 - 2.4 80 - 120 0,005 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —33.1 - 3.3 120 - 140 0,004 x d 1 1,5 x d 1 1 x d 1 — Émulsion3.4 - 3.6 80 - 120 0,004 x d 1 1 x d 1 0,75 x d 1 — Émulsion99.2 60 - 100 0,004 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé Émulsion
r
ø d 2
l2l4
l1
ø d 1
≈ lA(DIN 6535 HB)
ø d 3
(≈ lA
DIN 6535 HB)
ø d 1
ø d 2
l2l4
l1
r
Forme A
Forme B
19
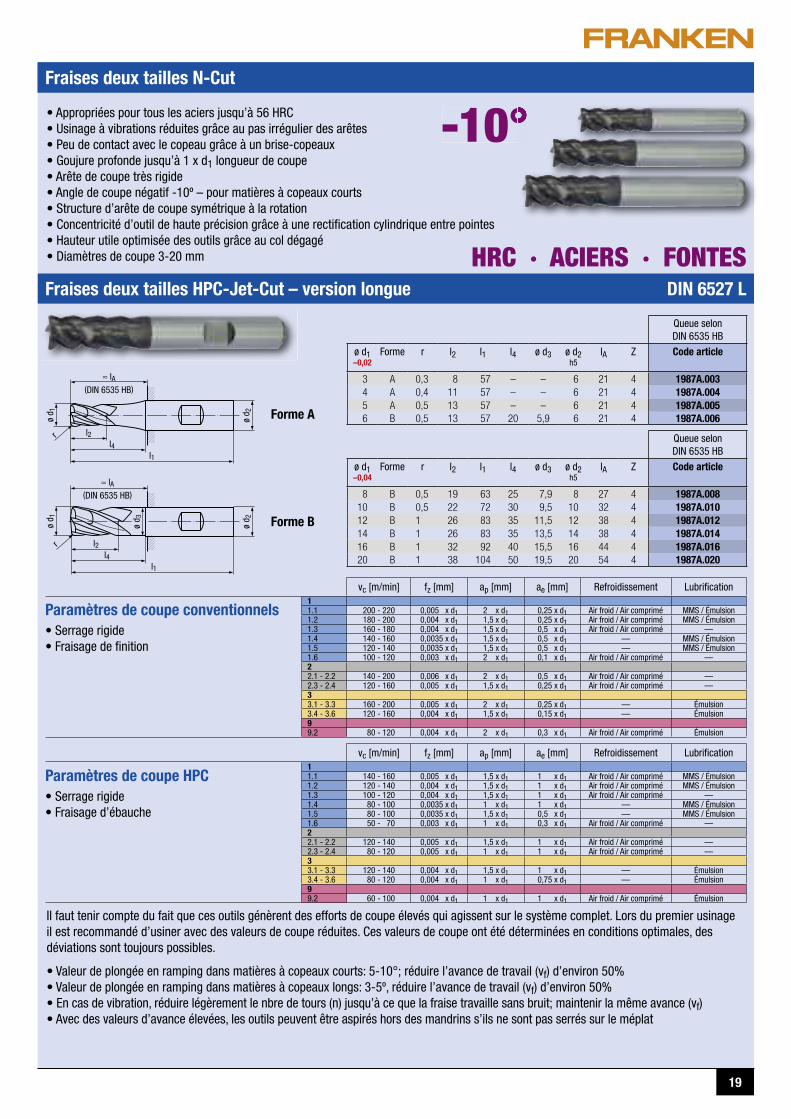
• Appropriées pour tous les aciers jusqu’à 56 HRC• Usinage à vibrations réduites grâce au pas irrégulier des arêtes• Peu de contact avec le copeau grâce à un brise-copeaux• Goujure profonde jusqu’à 1 x d1 longueur de coupe• Arête de coupe très rigide• Angle de coupe négatif -10º – pour matières à copeaux courts• Structure d’arête de coupe symétrique à la rotation• Concentricité d’outil de haute précision grâce à une rectifi cation cylindrique entre pointes • Hauteur utile optimisée des outils grâce au col dégagé• Diamètres de coupe 3-20 mm
Fraises deux tailles N-Cut
Fraises deux tailles HPC-Jet-Cut – version longue DIN 6527 LQueue selon DIN 6535 HB
ø d 1–0,02
Forme r l 2 l 1 l 4 ø d 3 ø d 2h5
l A Z Code article
3 A 0,3 8 57 – – 6 21 4 1987A.003 4 A 0,4 11 57 – – 6 21 4 1987A.004 5 A 0,5 13 57 – – 6 21 4 1987A.005 6 B 0,5 13 57 20 5,9 6 21 4 1987A.006
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe conventionnels• Serrage rigide• Fraisage de fi nition
11.1 200 - 220 0,005 x d 1 2 x d 1 0,25 x d 1 Air froid / Air comprimé MMS / Émulsion1.2 180 - 200 0,004 x d 1 1,5 x d 1 0,25 x d 1 Air froid / Air comprimé MMS / Émulsion1.3 160 - 180 0,004 x d 1 1,5 x d 1 0,5 x d 1 Air froid / Air comprimé —1.4 140 - 160 0,0035 x d 1 1,5 x d 1 0,5 x d 1 — MMS / Émulsion1.5 120 - 140 0,0035 x d 1 1,5 x d 1 0,5 x d 1 — MMS / Émulsion1.6 100 - 120 0,003 x d 1 2 x d 1 0,1 x d 1 Air froid / Air comprimé —22.1 - 2.2 140 - 200 0,006 x d 1 2 x d 1 0,5 x d 1 Air froid / Air comprimé —2.3 - 2.4 120 - 160 0,005 x d 1 1,5 x d 1 0,25 x d 1 Air froid / Air comprimé —33.1 - 3.3 160 - 200 0,005 x d 1 2 x d 1 0,25 x d 1 — Émulsion3.4 - 3.6 120 - 160 0,004 x d 1 1,5 x d 1 0,15 x d 1 — Émulsion99.2 80 - 120 0,004 x d 1 2 x d 1 0,3 x d 1 Air froid / Air comprimé Émulsion
Queue selon DIN 6535 HB
ø d 1–0,04
Forme r l 2 l 1 l 4 ø d 3 ø d 2h5
l A Z Code article
8 B 0,5 19 63 25 7,9 8 27 4 1987A.00810 B 0,5 22 72 30 9,5 10 32 4 1987A.01012 B 1 26 83 35 11,5 12 38 4 1987A.01214 B 1 26 83 35 13,5 14 38 4 1987A.01416 B 1 32 92 40 15,5 16 44 4 1987A.01620 B 1 38 104 50 19,5 20 54 4 1987A.020
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe HPC• Serrage rigide• Fraisage d’ébauche
11.1 140 - 160 0,005 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé MMS / Émulsion1.2 120 - 140 0,004 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé MMS / Émulsion1.3 100 - 120 0,004 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé —1.4 80 - 100 0,0035 x d 1 1 x d 1 1 x d 1 — MMS / Émulsion1.5 80 - 100 0,0035 x d 1 1,5 x d 1 0,5 x d 1 — MMS / Émulsion1.6 50 - 70 0,003 x d 1 1 x d 1 0,3 x d 1 Air froid / Air comprimé —22.1 - 2.2 120 - 140 0,005 x d 1 1,5 x d 1 1 x d 1 Air froid / Air comprimé —2.3 - 2.4 80 - 120 0,005 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé —33.1 - 3.3 120 - 140 0,004 x d 1 1,5 x d 1 1 x d 1 — Émulsion3.4 - 3.6 80 - 120 0,004 x d 1 1 x d 1 0,75 x d 1 — Émulsion99.2 60 - 100 0,004 x d 1 1 x d 1 1 x d 1 Air froid / Air comprimé Émulsion
Il faut tenir compte du fait que ces outils génèrent des efforts de coupe élevés qui agissent sur le système complet. Lors du premier usinage il est recommandé d’usiner avec des valeurs de coupe réduites. Ces valeurs de coupe ont été déterminées en conditions optimales, des déviations sont toujours possibles.
• Valeur de plongée en ramping dans matières à copeaux courts: 5-10°; réduire l’avance de travail (vf) d’environ 50%• Valeur de plongée en ramping dans matières à copeaux longs: 3-5º, réduire l’avance de travail (vf) d’environ 50%• En cas de vibration, réduire légèrement le nbre de tours (n) jusqu’à ce que la fraise travaille sans bruit; maintenir la même avance (vf)• Avec des valeurs d’avance élevées, les outils peuvent être aspirés hors des mandrins s’ils ne sont pas serrés sur le méplat
-10°
HRC · ACIERS · FONTES
-10°
r
ø d 2
l2l4
l1
ø d 1
≈ lA(DIN 6535 HB)
ø d 3
(≈ lA
DIN 6535 HB)
ø d 1
ø d 2
l2l4
l1
r
Forme A
Forme B
20
ae
vf
n
Fraisage de rainures trochoïdales, programmé avec hyperMILL® de la société OPEN MIND
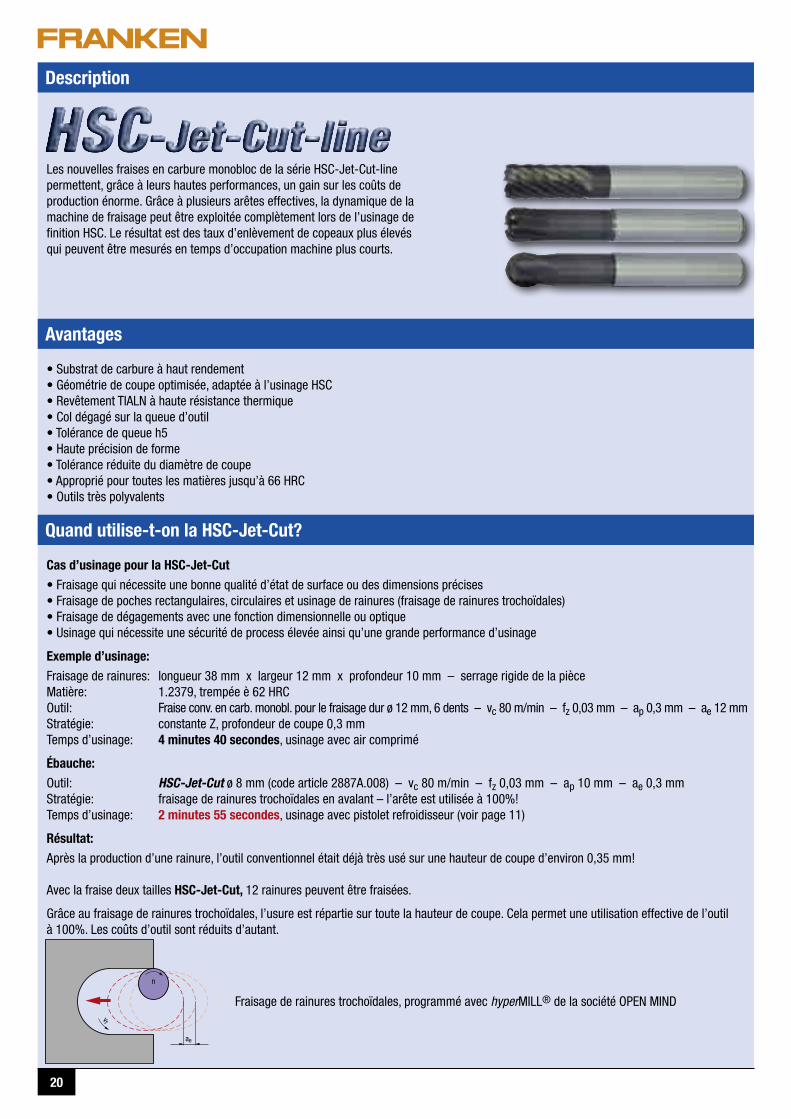
Les nouvelles fraises en carbure monobloc de la série HSC-Jet-Cut-line permettent, grâce à leurs hautes performances, un gain sur les coûts de production énorme. Grâce à plusieurs arêtes effectives, la dynamique de la machine de fraisage peut être exploitée complètement lors de l’usinage de fi nition HSC. Le résultat est des taux d’enlèvement de copeaux plus élevés qui peuvent être mesurés en temps d’occupation machine plus courts.
Description
Avantages• Substrat de carbure à haut rendement• Géométrie de coupe optimisée, adaptée à l’usinage HSC• Revêtement TIALN à haute résistance thermique• Col dégagé sur la queue d’outil• Tolérance de queue h5• Haute précision de forme• Tolérance réduite du diamètre de coupe • Approprié pour toutes les matières jusqu’à 66 HRC• Outils très polyvalents
Quand utilise-t-on la HSC-Jet-Cut?Cas d’usinage pour la HSC-Jet-Cut• Fraisage qui nécessite une bonne qualité d’état de surface ou des dimensions précises• Fraisage de poches rectangulaires, circulaires et usinage de rainures (fraisage de rainures trochoïdales)• Fraisage de dégagements avec une fonction dimensionnelle ou optique• Usinage qui nécessite une sécurité de process élevée ainsi qu’une grande performance d’usinage
Exemple d’usinage:Fraisage de rainures: longueur 38 mm x largeur 12 mm x profondeur 10 mm – serrage rigide de la pièceMatière: 1.2379, trempée è 62 HRCOutil: Fraise conv. en carb. monobl. pour le fraisage dur ø 12 mm, 6 dents – vc 80 m/min – fz 0,03 mm – ap 0,3 mm – ae 12 mmStratégie: constante Z, profondeur de coupe 0,3 mmTemps d’usinage: 4 minutes 40 secondes, usinage avec air comprimé
Ébauche:Outil: HSC-Jet-Cut ø 8 mm (code article 2887A.008) – vc 80 m/min – fz 0,03 mm – ap 10 mm – ae 0,3 mmStratégie: fraisage de rainures trochoïdales en avalant – l’arête est utilisée à 100%! Temps d’usinage: 2 minutes 55 secondes, usinage avec pistolet refroidisseur (voir page 11)
Résultat:Après la production d’une rainure, l’outil conventionnel était déjà très usé sur une hauteur de coupe d’environ 0,35 mm!
Avec la fraise deux tailles HSC-Jet-Cut, 12 rainures peuvent être fraisées.
Grâce au fraisage de rainures trochoïdales, l’usure est répartie sur toute la hauteur de coupe. Cela permet une utilisation effective de l’outil à 100%. Les coûts d’outil sont réduits d’autant.
21
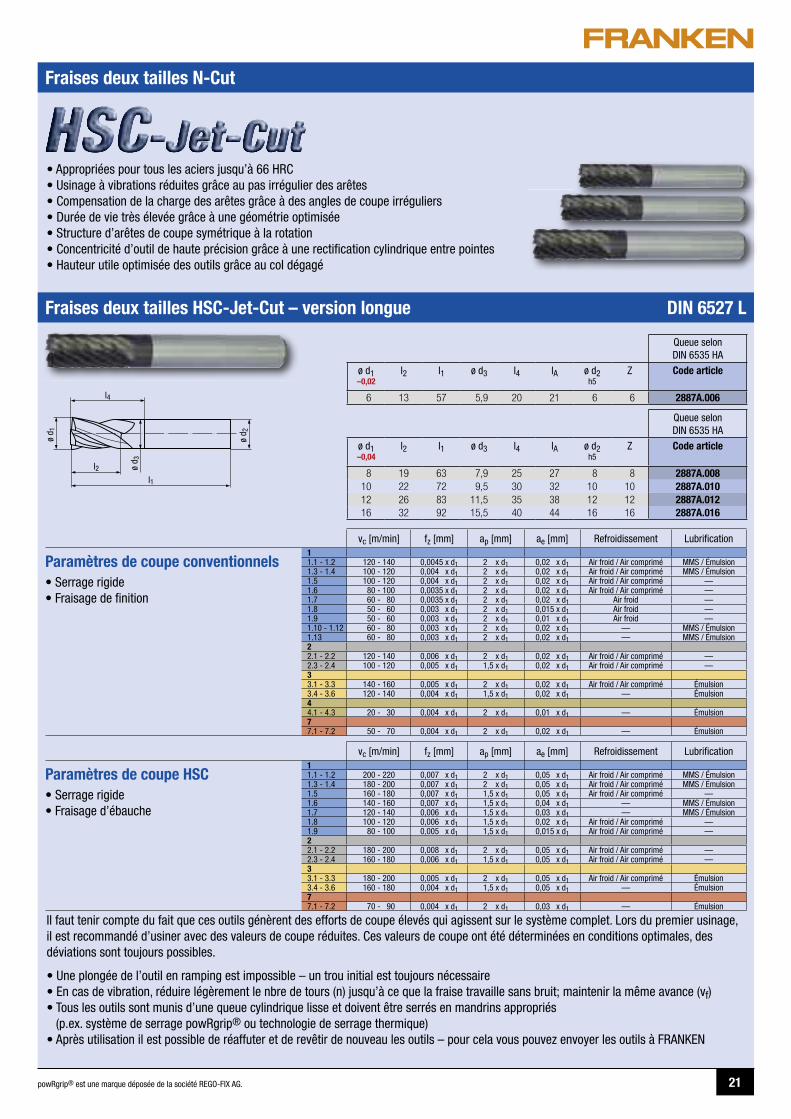
• Appropriées pour tous les aciers jusqu’à 66 HRC• Usinage à vibrations réduites grâce au pas irrégulier des arêtes• Compensation de la charge des arêtes grâce à des angles de coupe irréguliers• Durée de vie très élevée grâce à une géométrie optimisée• Structure d’arêtes de coupe symétrique à la rotation• Concentricité d’outil de haute précision grâce à une rectifi cation cylindrique entre pointes • Hauteur utile optimisée des outils grâce au col dégagé
Fraises deux tailles N-Cut
Fraises deux tailles HSC-Jet-Cut – version longue DIN 6527 L
ø d 2
l2l1
ø d 1
ø d 3
l4
Queue selon DIN 6535 HA
ø d 1–0,02
l 2 l 1 ø d 3 l 4 l A ø d 2h5
Z Code article
6 13 57 5,9 20 21 6 6 2887A.006
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe conventionnels• Serrage rigide• Fraisage de fi nition
11.1 - 1.2 120 - 140 0,0045 x d 1 2 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.3 - 1.4 100 - 120 0,004 x d 1 2 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.5 100 - 120 0,004 x d 1 2 x d 1 0,02 x d 1 Air froid / Air comprimé —1.6 80 - 100 0,0035 x d 1 2 x d 1 0,02 x d 1 Air froid / Air comprimé —1.7 60 - 80 0,0035 x d 1 2 x d 1 0,02 x d 1 Air froid —1.8 50 - 60 0,003 x d 1 2 x d 1 0,015 x d 1 Air froid —1.9 50 - 60 0,003 x d 1 2 x d 1 0,01 x d 1 Air froid —1.10 - 1.12 60 - 80 0,003 x d 1 2 x d 1 0,02 x d 1 — MMS / Émulsion1.13 60 - 80 0,003 x d 1 2 x d 1 0,02 x d 1 — MMS / Émulsion22.1 - 2.2 120 - 140 0,006 x d 1 2 x d 1 0,02 x d 1 Air froid / Air comprimé —2.3 - 2.4 100 - 120 0,005 x d 1 1,5 x d 1 0,02 x d 1 Air froid / Air comprimé —33.1 - 3.3 140 - 160 0,005 x d 1 2 x d 1 0,02 x d 1 Air froid / Air comprimé Émulsion3.4 - 3.6 120 - 140 0,004 x d 1 1,5 x d 1 0,02 x d 1 — Émulsion44.1 - 4.3 20 - 30 0,004 x d 1 2 x d 1 0,01 x d 1 — Émulsion77.1 - 7.2 50 - 70 0,004 x d 1 2 x d 1 0,02 x d 1 — Émulsion
Queue selon DIN 6535 HA
ø d 1–0,04
l 2 l 1 ø d 3 l 4 l A ø d 2h5
Z Code article
8 19 63 7,9 25 27 8 8 2887A.00810 22 72 9,5 30 32 10 10 2887A.01012 26 83 11,5 35 38 12 12 2887A.01216 32 92 15,5 40 44 16 16 2887A.016
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe HSC• Serrage rigide• Fraisage d’ébauche
11.1 - 1.2 200 - 220 0,007 x d 1 2 x d 1 0,05 x d 1 Air froid / Air comprimé MMS / Émulsion1.3 - 1.4 180 - 200 0,007 x d 1 2 x d 1 0,05 x d 1 Air froid / Air comprimé MMS / Émulsion1.5 160 - 180 0,007 x d 1 1,5 x d 1 0,05 x d 1 Air froid / Air comprimé —1.6 140 - 160 0,007 x d 1 1,5 x d 1 0,04 x d 1 — MMS / Émulsion1.7 120 - 140 0,006 x d 1 1,5 x d 1 0,03 x d 1 — MMS / Émulsion1.8 100 - 120 0,006 x d 1 1,5 x d 1 0,02 x d 1 Air froid / Air comprimé —1.9 80 - 100 0,005 x d 1 1,5 x d 1 0,015 x d 1 Air froid / Air comprimé —22.1 - 2.2 180 - 200 0,008 x d 1 2 x d 1 0,05 x d 1 Air froid / Air comprimé —2.3 - 2.4 160 - 180 0,006 x d 1 1,5 x d 1 0,05 x d 1 Air froid / Air comprimé —33.1 - 3.3 180 - 200 0,005 x d 1 2 x d 1 0,05 x d 1 Air froid / Air comprimé Émulsion3.4 - 3.6 160 - 180 0,004 x d 1 1,5 x d 1 0,05 x d 1 — Émulsion77.1 - 7.2 70 - 90 0,004 x d 1 2 x d 1 0,03 x d 1 — Émulsion
Il faut tenir compte du fait que ces outils génèrent des efforts de coupe élevés qui agissent sur le système complet. Lors du premier usinage, il est recommandé d’usiner avec des valeurs de coupe réduites. Ces valeurs de coupe ont été déterminées en conditions optimales, des déviations sont toujours possibles.
• Une plongée de l’outil en ramping est impossible – un trou initial est toujours nécessaire• En cas de vibration, réduire légèrement le nbre de tours (n) jusqu’à ce que la fraise travaille sans bruit; maintenir la même avance (vf)• Tous les outils sont munis d’une queue cylindrique lisse et doivent être serrés en mandrins appropriés
(p.ex. système de serrage powRgrip® ou technologie de serrage thermique)• Après utilisation il est possible de réaffuter et de revêtir de nouveau les outils – pour cela vous pouvez envoyer les outils à FRANKEN
powRgrip® est une marque déposée de la société REGO-FIX AG.
22
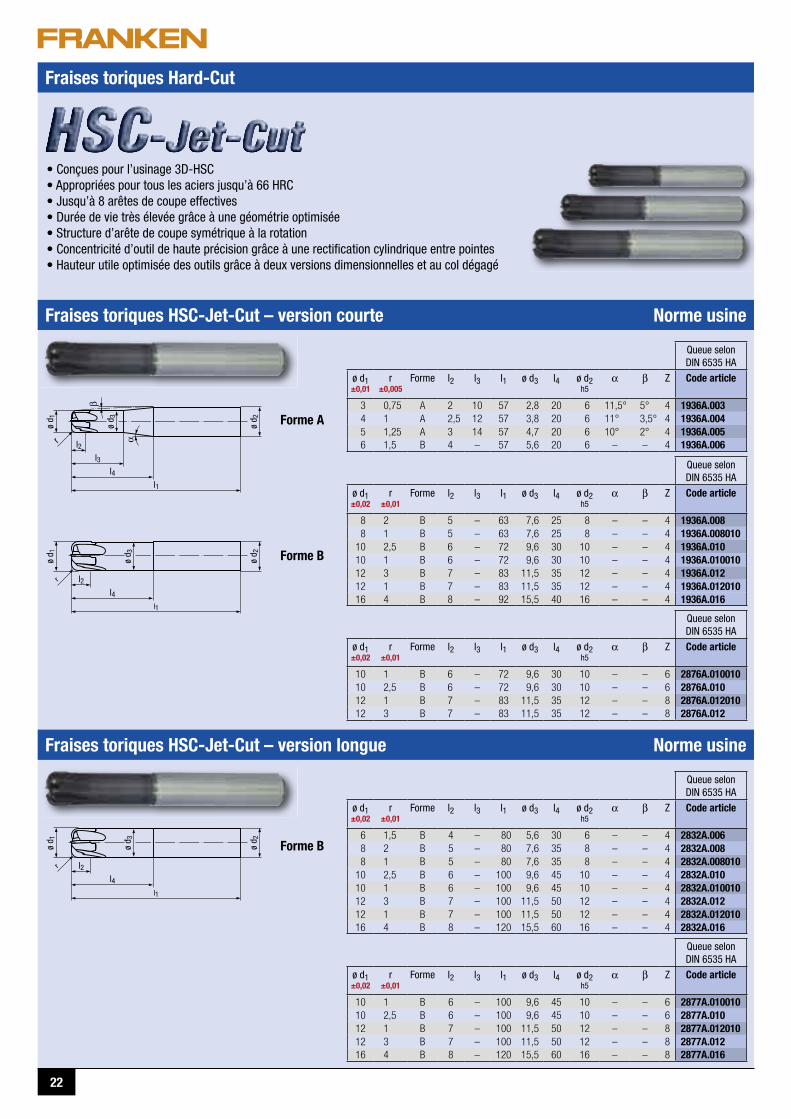
• Conçues pour l’usinage 3D-HSC• Appropriées pour tous les aciers jusqu’à 66 HRC• Jusqu’à 8 arêtes de coupe effectives• Durée de vie très élevée grâce à une géométrie optimisée• Structure d’arête de coupe symétrique à la rotation• Concentricité d’outil de haute précision grâce à une rectifi cation cylindrique entre pointes • Hauteur utile optimisée des outils grâce à deux versions dimensionnelles et au col dégagé
Fraises toriques Hard-Cut
Fraises toriques HSC-Jet-Cut – version courte Norme usineQueue selon DIN 6535 HA
ø d 1±0,01
r±0,005
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h5
α β Z Code article
3 0,75 A 2 10 57 2,8 20 6 11,5° 5° 4 1936A.003 4 1 A 2,5 12 57 3,8 20 6 11° 3,5° 4 1936A.004 5 1,25 A 3 14 57 4,7 20 6 10° 2° 4 1936A.005 6 1,5 B 4 – 57 5,6 20 6 – – 4 1936A.006
Queue selon DIN 6535 HA
ø d 1±0,02
r±0,01
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h5
α β Z Code article
8 2 B 5 – 63 7,6 25 8 – – 4 1936A.008 8 1 B 5 – 63 7,6 25 8 – – 4 1936A.00801010 2,5 B 6 – 72 9,6 30 10 – – 4 1936A.01010 1 B 6 – 72 9,6 30 10 – – 4 1936A.01001012 3 B 7 – 83 11,5 35 12 – – 4 1936A.01212 1 B 7 – 83 11,5 35 12 – – 4 1936A.01201016 4 B 8 – 92 15,5 40 16 – – 4 1936A.016
Queue selon DIN 6535 HA
ø d 1±0,02
r±0,01
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h5
α β Z Code article
10 1 B 6 – 72 9,6 30 10 – – 6 2876A.01001010 2,5 B 6 – 72 9,6 30 10 – – 6 2876A.01012 1 B 7 – 83 11,5 35 12 – – 8 2876A.01201012 3 B 7 – 83 11,5 35 12 – – 8 2876A.012
Forme A
Forme B
Fraises toriques HSC-Jet-Cut – version longue Norme usineQueue selon DIN 6535 HA
ø d 1±0,02
r±0,01
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h5
α β Z Code article
6 1,5 B 4 – 80 5,6 30 6 – – 4 2832A.006 8 2 B 5 – 80 7,6 35 8 – – 4 2832A.008 8 1 B 5 – 80 7,6 35 8 – – 4 2832A.00801010 2,5 B 6 – 100 9,6 45 10 – – 4 2832A.01010 1 B 6 – 100 9,6 45 10 – – 4 2832A.01001012 3 B 7 – 100 11,5 50 12 – – 4 2832A.01212 1 B 7 – 100 11,5 50 12 – – 4 2832A.01201016 4 B 8 – 120 15,5 60 16 – – 4 2832A.016
Queue selon DIN 6535 HA
ø d 1±0,02
r±0,01
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h5
α β Z Code article
10 1 B 6 – 100 9,6 45 10 – – 6 2877A.01001010 2,5 B 6 – 100 9,6 45 10 – – 6 2877A.01012 1 B 7 – 100 11,5 50 12 – – 8 2877A.01201012 3 B 7 – 100 11,5 50 12 – – 8 2877A.01216 4 B 8 – 120 15,5 60 16 – – 8 2877A.016
r
ø d 2
l2l4
l1
ø d 1
ø d 3 Forme B
r
ø d 2
l2l3
l4l1
ø d 1
ø d 3
β
α
r
ø d 2
l2l4
l1
ø d 1
ø d 3

23
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe conventionnels• Serrage rigide• Fraisage de fi nition• Etat de surface standard
11.1 160 - 180 0,004 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.2 140 - 160 0,004 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.3 120 - 140 0,004 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.4 100 - 120 0,004 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.5 100 - 120 0,0035 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé —1.6 80 - 100 0,0035 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé —1.7 60 - 80 0,003 x d 1 0,02 x d 1 0,02 x d 1 Air froid —1.8 50 - 60 0,002 x d 1 0,015 x d 1 0,015 x d 1 Air froid —1.9 50 - 60 0,002 x d 1 0,01 x d 1 0,01 x d 1 Air froid —22.1 - 2.2 120 - 140 0,004 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé —2.3 - 2.4 100 - 120 0,003 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé —33.1 - 3.3 140 - 160 0,004 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé Émulsion3.4 - 3.6 120 - 140 0,003 x d 1 0,02 x d 1 0,02 x d 1 — Émulsion
Autres informations techniques:• Valeur de plongée en ramping pour des outils à 4 dents en matières à copeaux courts: 2-4°; réduire la vitesse d’avance (vf) d’environ 50%• Emploi des outils à 6 et 8 arêtes avec une valeur de plongée en ramping de max.: 1°• Tous les outils sont munis d’une queue cylindrique lisse et doivent être serrés en mandrins appropriés
(p.ex. système de serrage powRgrip® ou technologie de serrage thermique)• Il n’est pas recommandé de faire des modifi cations sur la queue d’outil car cela peut mener à un endommagement du substrat carbure
et ainsi à une rupture incontrôlée de l’outil• En cas de vibrations, réduire légèrement le n° de tours (n) jusqu’à ce que la fraise travaille sans bruit; maintenir la même vitesse d’avance (vf)• Les fraises toriques HSC-Jet-Cut ont été conçues pour réaliser des qualités de surfaces optimales; les outils doivent être stockés et
conservés de façon appropriée• Après l’utilisation il est possible de réaffuter et de revêtir de nouveau les outils – pour cela vous pouvez envoyer les outils à FRANKEN
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
Paramètres de coupe HSC• Serrage rigide• Fraisage de fi nition• Bon état de surface
11.1 260 - 280 0,007 x d 1 0,015 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.2 240 - 260 0,007 x d 1 0,015 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.3 220 - 240 0,007 x d 1 0,015 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.4 200 - 220 0,007 x d 1 0,015 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.5 160 - 180 0,007 x d 1 0,015 x d 1 0,02 x d 1 Air froid / Air comprimé —1.6 140 - 160 0,007 x d 1 0,01 x d 1 0,02 x d 1 Air froid / Air comprimé —1.7 120 - 140 0,006 x d 1 0,01 x d 1 0,02 x d 1 Air froid —1.8 100 - 120 0,006 x d 1 0,005 x d 1 0,015 x d 1 Air froid —1.9 80 - 100 0,005 x d 1 0,005 x d 1 0,01 x d 1 Air froid —22.1 - 2.2 180 - 200 0,008 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé —2.3 - 2.4 160 - 180 0,006 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé —33.1 - 3.3 180 - 200 0,005 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé Émulsion3.4 - 3.6 160 - 180 0,004 x d 1 0,02 x d 1 0,02 x d 1 — Émulsion
powRgrip® est une marque déposée de la société REGO-FIX AG.
24
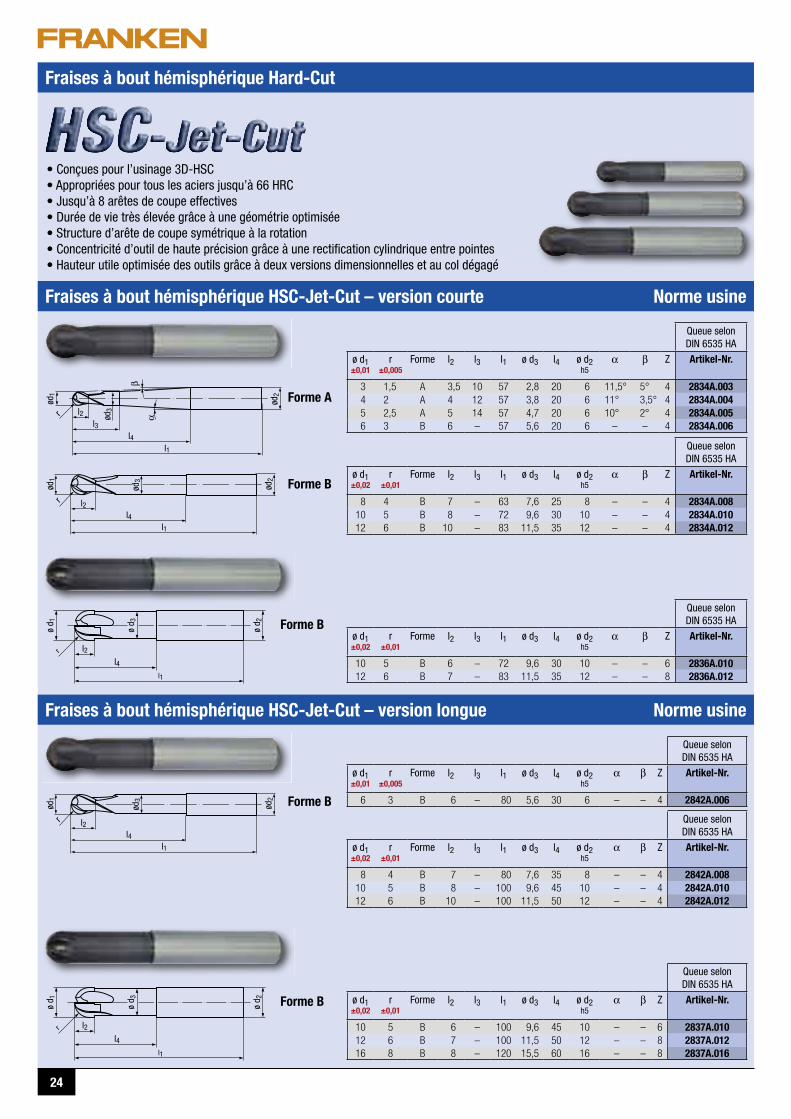
• Conçues pour l’usinage 3D-HSC• Appropriées pour tous les aciers jusqu’à 66 HRC• Jusqu’à 8 arêtes de coupe effectives• Durée de vie très élevée grâce à une géométrie optimisée• Structure d’arête de coupe symétrique à la rotation• Concentricité d’outil de haute précision grâce à une rectifi cation cylindrique entre pointes • Hauteur utile optimisée des outils grâce à deux versions dimensionnelles et au col dégagé
Fraises à bout hémisphérique Hard-Cut
Fraises à bout hémisphérique HSC-Jet-Cut – version courte Norme usine
l4
l2l3
l1
α
β
ød2
ød1
ød3r
Queue selon DIN 6535 HA
ø d 1±0,01
r±0,005
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h5
α β Z Artikel-Nr.
3 1,5 A 3,5 10 57 2,8 20 6 11,5° 5° 4 2834A.003 4 2 A 4 12 57 3,8 20 6 11° 3,5° 4 2834A.004 5 2,5 A 5 14 57 4,7 20 6 10° 2° 4 2834A.005 6 3 B 6 – 57 5,6 20 6 – – 4 2834A.006
Queue selon DIN 6535 HA
ø d 1±0,02
r±0,01
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h5
α β Z Artikel-Nr.
8 4 B 7 – 63 7,6 25 8 – – 4 2834A.00810 5 B 8 – 72 9,6 30 10 – – 4 2834A.01012 6 B 10 – 83 11,5 35 12 – – 4 2834A.012
Queue selon DIN 6535 HA
ø d 1±0,02
r±0,01
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h5
α β Z Artikel-Nr.
10 5 B 6 – 72 9,6 30 10 – – 6 2836A.01012 6 B 7 – 83 11,5 35 12 – – 8 2836A.012
Forme A
Forme B
Fraises à bout hémisphérique HSC-Jet-Cut – version longue Norme usineQueue selon DIN 6535 HA
ø d 1±0,01
r±0,005
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h5
α β Z Artikel-Nr.
6 3 B 6 – 80 5,6 30 6 – – 4 2842A.006
Queue selon DIN 6535 HA
ø d 1±0,02
r±0,01
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h5
α β Z Artikel-Nr.
8 4 B 7 – 80 7,6 35 8 – – 4 2842A.00810 5 B 8 – 100 9,6 45 10 – – 4 2842A.01012 6 B 10 – 100 11,5 50 12 – – 4 2842A.012
Forme B
Queue selon DIN 6535 HA
ø d 1±0,02
r±0,01
Forme l 2 l 3 l 1 ø d 3 l 4 ø d 2h5
α β Z Artikel-Nr.
10 5 B 6 – 100 9,6 45 10 – – 6 2837A.01012 6 B 7 – 100 11,5 50 12 – – 8 2837A.01216 8 B 8 – 120 15,5 60 16 – – 8 2837A.016
l4l2
l1
ød2
ød1
ød3
r
l4l2
l1
ød2
ød1
ød3
r
r l2l4
l1
ø d 3
ø d 2
ø d 1 Forme B
r l2l4
l1
ø d 3
ø d 2
ø d 1 Forme B
25
v c [m/min] f z [mm] a p [mm] a e [mm] Refroidissement Lubrifi cation
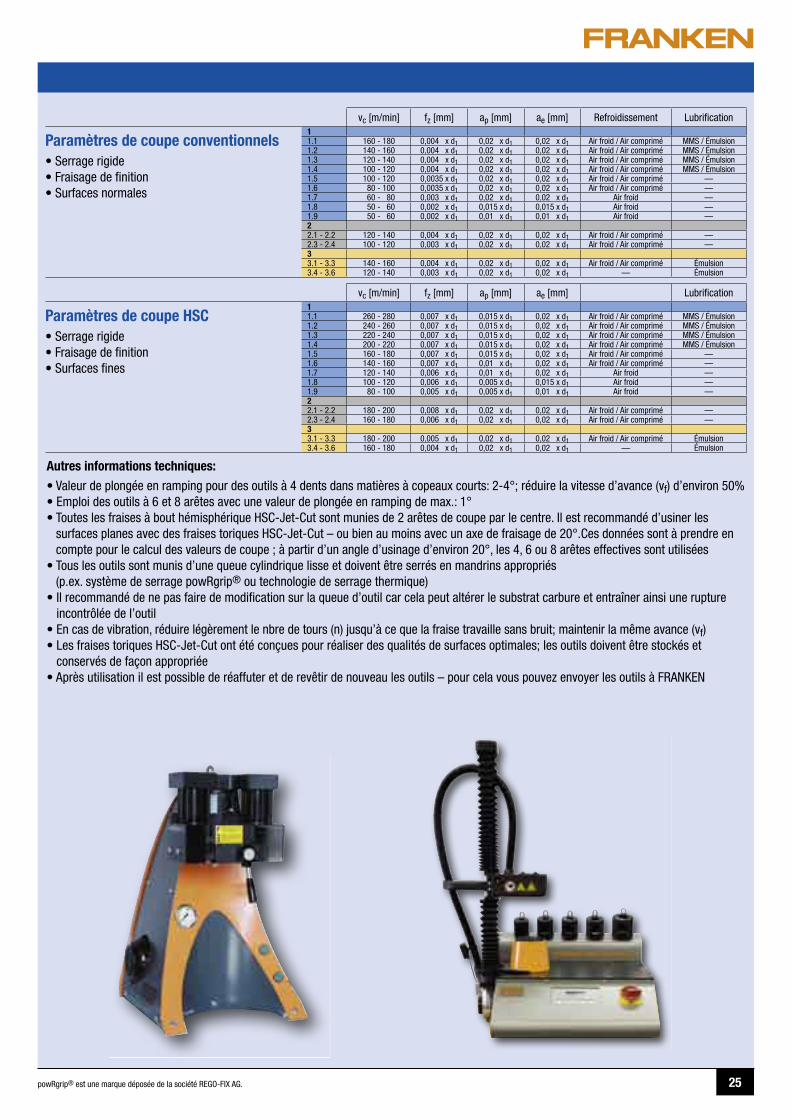
Paramètres de coupe conventionnels• Serrage rigide• Fraisage de fi nition• Surfaces normales
11.1 160 - 180 0,004 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.2 140 - 160 0,004 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.3 120 - 140 0,004 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.4 100 - 120 0,004 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.5 100 - 120 0,0035 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé —1.6 80 - 100 0,0035 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé —1.7 60 - 80 0,003 x d 1 0,02 x d 1 0,02 x d 1 Air froid —1.8 50 - 60 0,002 x d 1 0,015 x d 1 0,015 x d 1 Air froid —1.9 50 - 60 0,002 x d 1 0,01 x d 1 0,01 x d 1 Air froid —22.1 - 2.2 120 - 140 0,004 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé —2.3 - 2.4 100 - 120 0,003 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé —33.1 - 3.3 140 - 160 0,004 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé Émulsion3.4 - 3.6 120 - 140 0,003 x d 1 0,02 x d 1 0,02 x d 1 — Émulsion
Autres informations techniques:• Valeur de plongée en ramping pour des outils à 4 dents dans matières à copeaux courts: 2-4°; réduire la vitesse d’avance (vf) d’environ 50%• Emploi des outils à 6 et 8 arêtes avec une valeur de plongée en ramping de max.: 1°• Toutes les fraises à bout hémisphérique HSC-Jet-Cut sont munies de 2 arêtes de coupe par le centre. Il est recommandé d’usiner les
surfaces planes avec des fraises toriques HSC-Jet-Cut – ou bien au moins avec un axe de fraisage de 20°.Ces données sont à prendre en compte pour le calcul des valeurs de coupe ; à partir d’un angle d’usinage d’environ 20°, les 4, 6 ou 8 arêtes effectives sont utilisées
• Tous les outils sont munis d’une queue cylindrique lisse et doivent être serrés en mandrins appropriés (p.ex. système de serrage powRgrip® ou technologie de serrage thermique)
• Il recommandé de ne pas faire de modifi cation sur la queue d’outil car cela peut altérer le substrat carbure et entraîner ainsi une rupture incontrôlée de l’outil
• En cas de vibration, réduire légèrement le nbre de tours (n) jusqu’à ce que la fraise travaille sans bruit; maintenir la même avance (vf)• Les fraises toriques HSC-Jet-Cut ont été conçues pour réaliser des qualités de surfaces optimales; les outils doivent être stockés et
conservés de façon appropriée• Après utilisation il est possible de réaffuter et de revêtir de nouveau les outils – pour cela vous pouvez envoyer les outils à FRANKEN
v c [m/min] f z [mm] a p [mm] a e [mm] Lubrifi cation
Paramètres de coupe HSC• Serrage rigide• Fraisage de fi nition• Surfaces fi nes
11.1 260 - 280 0,007 x d 1 0,015 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.2 240 - 260 0,007 x d 1 0,015 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.3 220 - 240 0,007 x d 1 0,015 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.4 200 - 220 0,007 x d 1 0,015 x d 1 0,02 x d 1 Air froid / Air comprimé MMS / Émulsion1.5 160 - 180 0,007 x d 1 0,015 x d 1 0,02 x d 1 Air froid / Air comprimé —1.6 140 - 160 0,007 x d 1 0,01 x d 1 0,02 x d 1 Air froid / Air comprimé —1.7 120 - 140 0,006 x d 1 0,01 x d 1 0,02 x d 1 Air froid —1.8 100 - 120 0,006 x d 1 0,005 x d 1 0,015 x d 1 Air froid —1.9 80 - 100 0,005 x d 1 0,005 x d 1 0,01 x d 1 Air froid —22.1 - 2.2 180 - 200 0,008 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé —2.3 - 2.4 160 - 180 0,006 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé —33.1 - 3.3 180 - 200 0,005 x d 1 0,02 x d 1 0,02 x d 1 Air froid / Air comprimé Émulsion3.4 - 3.6 160 - 180 0,004 x d 1 0,02 x d 1 0,02 x d 1 — Émulsion
powRgrip® est une marque déposée de la société REGO-FIX AG.
26
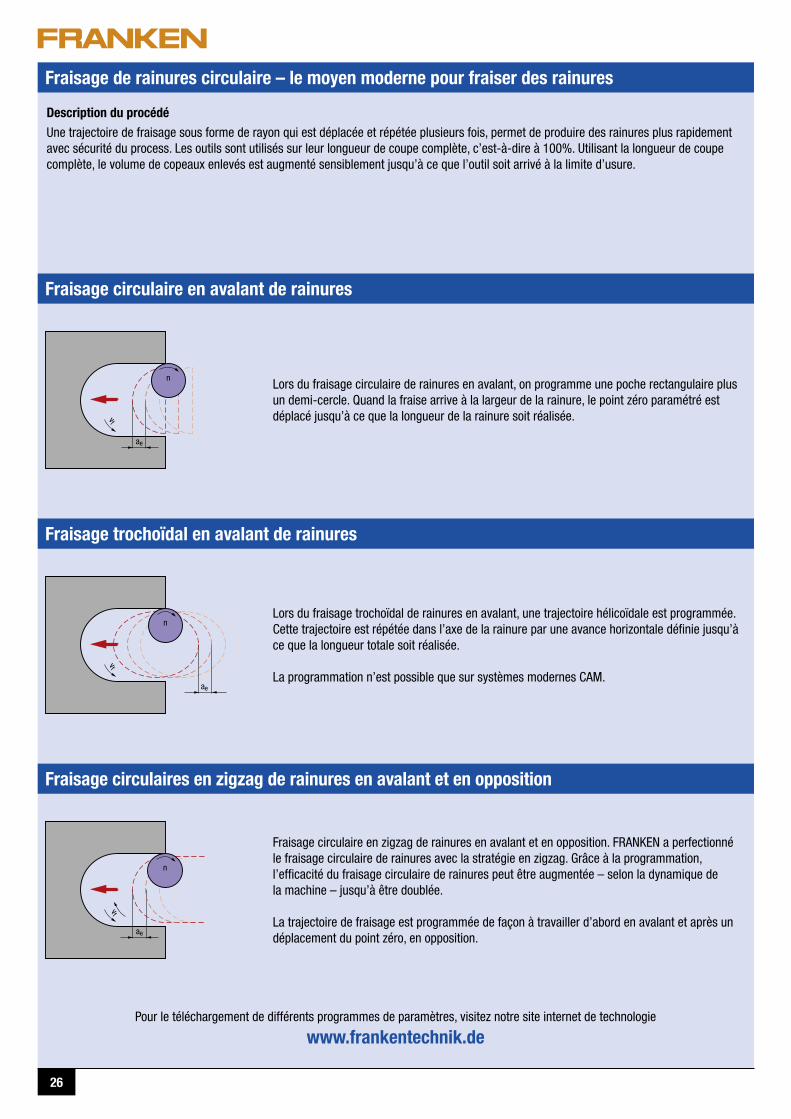
Fraisage de rainures circulaire – le moyen moderne pour fraiser des rainuresDescription du procédéUne trajectoire de fraisage sous forme de rayon qui est déplacée et répétée plusieurs fois, permet de produire des rainures plus rapidement avec sécurité du process. Les outils sont utilisés sur leur longueur de coupe complète, c’est-à-dire à 100%. Utilisant la longueur de coupe complète, le volume de copeaux enlevés est augmenté sensiblement jusqu’à ce que l’outil soit arrivé à la limite d’usure.
Fraisage circulaire en avalant de rainures
vf
ae
nLors du fraisage circulaire de rainures en avalant, on programme une poche rectangulaire plus un demi-cercle. Quand la fraise arrive à la largeur de la rainure, le point zéro paramétré est déplacé jusqu’à ce que la longueur de la rainure soit réalisée.
Fraisage trochoïdal en avalant de rainures
ae
vf
nLors du fraisage trochoïdal de rainures en avalant, une trajectoire hélicoïdale est programmée. Cette trajectoire est répétée dans l’axe de la rainure par une avance horizontale défi nie jusqu’à ce que la longueur totale soit réalisée.
La programmation n’est possible que sur systèmes modernes CAM.
Fraisage circulaires en zigzag de rainures en avalant et en opposition
vf
ae
n
Fraisage circulaire en zigzag de rainures en avalant et en opposition. FRANKEN a perfectionné le fraisage circulaire de rainures avec la stratégie en zigzag. Grâce à la programmation, l’effi cacité du fraisage circulaire de rainures peut être augmentée – selon la dynamique de la machine – jusqu’à être doublée.
La trajectoire de fraisage est programmée de façon à travailler d’abord en avalant et après un déplacement du point zéro, en opposition.
Pour le téléchargement de différents programmes de paramètres, visitez notre site internet de technologie
www.frankentechnik.de
27
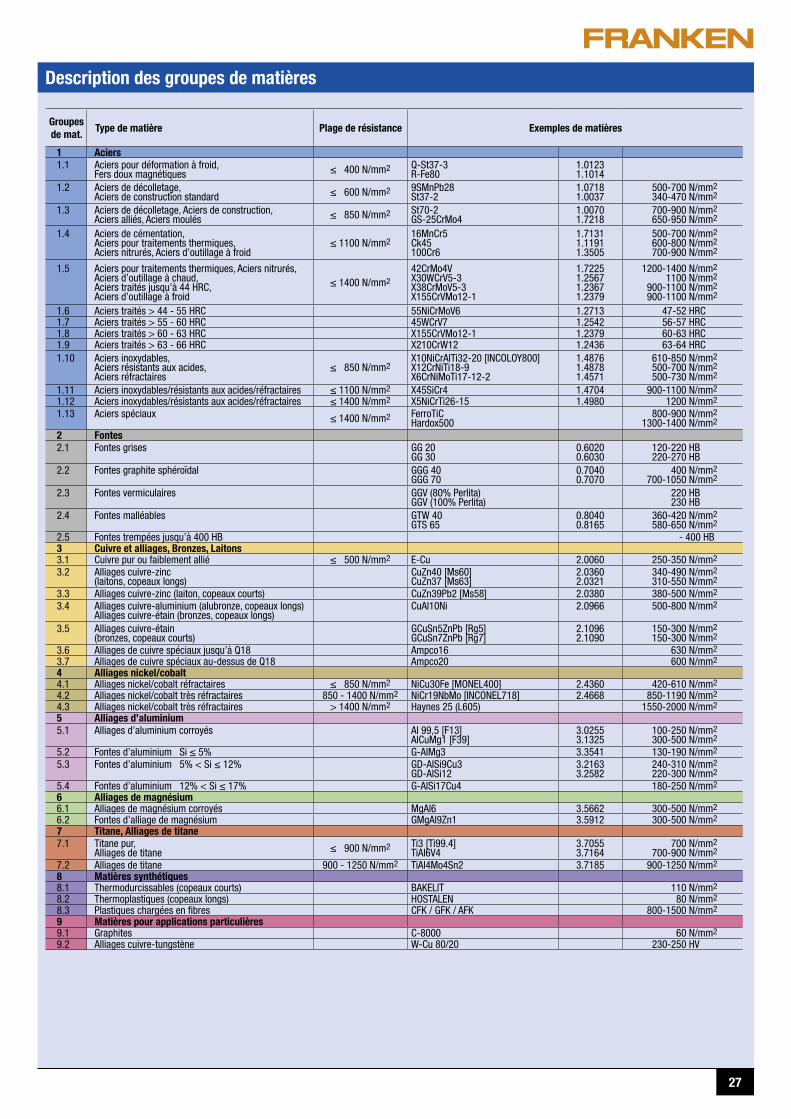
Groupes de mat. Type de matière Plage de résistance Exemples de matières
1 Aciers1.1 Aciers pour déformation à froid,
Fers doux magnétiques ≤ 400 N/mm 2 Q-St37-3R-Fe80
1.01231.1014
1.2 Aciers de décolletage,Aciers de construction standard ≤ 600 N/mm 2 9SMnPb28
St37-21.07181.0037
500-700 N/mm 2340-470 N/mm 2
1.3 Aciers de décolletage, Aciers de construction,Aciers alliés, Aciers moulés ≤ 850 N/mm 2 St70-2
GS-25CrMo41.00701.7218
700-900 N/mm 2650-950 N/mm 2
1.4 Aciers de cémentation,Aciers pour traitements thermiques,Aciers nitrurés, Aciers d’outillage à froid
≤ 1100 N/mm 216MnCr5Ck45100Cr6
1.71311.11911.3505
500-700 N/mm 2600-800 N/mm 2700-900 N/mm 2
1.5 Aciers pour traitements thermiques, Aciers nitrurés,Aciers d’outillage à chaud,Aciers traités jusqu’à 44 HRC,Aciers d’outillage à froid
≤ 1400 N/mm 242CrMo4VX30WCrV5-3X38CrMoV5-3X155CrVMo12-1
1.72251.25671.23671.2379
1200-1400 N/mm 21100 N/mm 2
900-1100 N/mm 2900-1100 N/mm 2
1.6 Aciers traités > 44 - 55 HRC 55NiCrMoV6 1.2713 47-52 HRC1.7 Aciers traités > 55 - 60 HRC 45WCrV7 1.2542 56-57 HRC1.8 Aciers traités > 60 - 63 HRC X155CrVMo12-1 1.2379 60-63 HRC1.9 Aciers traités > 63 - 66 HRC X210CrW12 1.2436 63-64 HRC1.10 Aciers inoxydables,
Aciers résistants aux acides,Aciers réfractaires
≤ 850 N/mm 2X10NiCrAlTi32-20 [INCOLOY800]X12CrNiTi18-9X6CrNiMoTi17-12-2
1.48761.48781.4571
610-850 N/mm 2500-700 N/mm 2500-730 N/mm 2
1.11 Aciers inoxydables/résistants aux acides/réfractaires ≤ 1100 N/mm 2 X45SiCr4 1.4704 900-1100 N/mm 21.12 Aciers inoxydables/résistants aux acides/réfractaires ≤ 1400 N/mm 2 X5NiCrTi26-15 1.4980 1200 N/mm 21.13 Aciers spéciaux ≤ 1400 N/mm 2 FerroTiC
Hardox500800-900 N/mm 2
1300-1400 N/mm 22 Fontes2.1 Fontes grises GG 20
GG 300.60200.6030
120-220 HB220-270 HB
2.2 Fontes graphite sphéroïdal GGG 40GGG 70
0.70400.7070
400 N/mm 2700-1050 N/mm 2
2.3 Fontes vermiculaires GGV (80% Perlita)GGV (100% Perlita)
220 HB230 HB
2.4 Fontes malléables GTW 40GTS 65
0.80400.8165
360-420 N/mm 2580-650 N/mm 2
2.5 Fontes trempées jusqu’à 400 HB - 400 HB3 Cuivre et alliages, Bronzes, Laitons3.1 Cuivre pur ou faiblement allié ≤ 500 N/mm 2 E-Cu 2.0060 250-350 N/mm 23.2 Alliages cuivre-zinc
(laitons, copeaux longs)CuZn40 [Ms60]CuZn37 [Ms63]
2.03602.0321
340-490 N/mm 2310-550 N/mm 2
3.3 Alliages cuivre-zinc (laiton, copeaux courts) CuZn39Pb2 [Ms58] 2.0380 380-500 N/mm 23.4 Alliages cuivre-aluminium (alubronze, copeaux longs)
Alliages cuivre-étain (bronzes, copeaux longs)CuAl10Ni 2.0966 500-800 N/mm 2
3.5 Alliages cuivre-étain(bronzes, copeaux courts)
GCuSn5ZnPb [Rg5]GCuSn7ZnPb [Rg7]
2.10962.1090
150-300 N/mm 2150-300 N/mm 2
3.6 Alliages de cuivre spéciaux jusqu’à Q18 Ampco16 630 N/mm 23.7 Alliages de cuivre spéciaux au-dessus de Q18 Ampco20 600 N/mm 24 Alliages nickel/cobalt4.1 Alliages nickel/cobalt réfractaires ≤ 850 N/mm 2 NiCu30Fe [MONEL400] 2.4360 420-610 N/mm 24.2 Alliages nickel/cobalt très réfractaires 850 - 1400 N/mm 2 NiCr19NbMo [INCONEL718] 2.4668 850-1190 N/mm 24.3 Alliages nickel/cobalt très réfractaires > 1400 N/mm 2 Haynes 25 (L605) 1550-2000 N/mm 25 Alliages d’aluminium5.1 Alliages d’aluminium corroyés Al 99,5 [F13]
AlCuMg1 [F39]3.02553.1325
100-250 N/mm 2300-500 N/mm 2
5.2 Fontes d’aluminium Si ≤ 5% G-AlMg3 3.3541 130-190 N/mm 25.3 Fontes d’aluminium 5% < Si ≤ 12% GD-AlSi9Cu3
GD-AlSi123.21633.2582
240-310 N/mm 2220-300 N/mm 2
5.4 Fontes d’aluminium 12% < Si ≤ 17% G-AlSi17Cu4 180-250 N/mm 26 Alliages de magnésium6.1 Alliages de magnésium corroyés MgAl6 3.5662 300-500 N/mm 26.2 Fontes d’alliage de magnésium GMgAl9Zn1 3.5912 300-500 N/mm 27 Titane, Alliages de titane7.1 Titane pur,
Alliages de titane ≤ 900 N/mm 2 Ti3 [Ti99.4]TiAl6V4
3.70553.7164
700 N/mm 2700-900 N/mm 2
7.2 Alliages de titane 900 - 1250 N/mm 2 TiAl4Mo4Sn2 3.7185 900-1250 N/mm 28 Matières synthétiques8.1 Thermodurcissables (copeaux courts) BAKELIT 110 N/mm 28.2 Thermoplastiques (copeaux longs) HOSTALEN 80 N/mm 28.3 Plastiques chargées en fibres CFK / GFK / AFK 800-1500 N/mm 29 Matières pour applications particulières9.1 Graphites C-8000 60 N/mm 29.2 Alliages cuivre-tungstène W-Cu 80/20 230-250 HV
Description des groupes de matières

ZP
2004
9 . F
R
1T 1
0200
8 E
w ·
Rev
. A
Pri
nted
in G
erm
any
EMUGE-Werk Richard Glimpel GmbH & Co. KG · Fabrik für PräzisionswerkzeugeNürnberger Straße 96-100 · 91207 Lauf · GERMANY · Tel. +49 (0) 9123 / 186-0 · Fax +49 (0) 9123 / 14313
FRANKEN GmbH & Co. KG · Fabrik für PräzisionswerkzeugeFrankenstraße 7/9a · 90607 Rückersdorf · GERMANY · Tel. +49 (0) 911 / 9575-5 · Fax +49 (0) 911 / 9575-327
[email protected] · www.emuge-franken.com · www.frankentechnik.de
AUSTRIA
EMUGE Präzisionswerkzeuge GmbHPummerinplatz 2 · 4490 St. Florian Tel. +43-7224-80001 · Fax +43-7224-80004
BELGIUM
EMUGE-FRANKEN B.V.Handelsstraat 28 · 6851EH Huissen · NETHERLANDS Tel. +31-26-3259020 · Fax +31-26-3255219
BRAZIL
EMUGE-FRANKEN Ferramentas de Precisão Ltda.Ouvidor Peleja, 452 - Vila Mariana São Paulo - SP, Brasil, 04128-000 Tel. +55-11-3805-5066 · Fax +55-11-2275-7933
CANADA
EMUGE Corp.1800 Century Drive · West Boylston, MA 01583-2121 · USA Tel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650
CHINA
EMUGE-FRANKEN Precision Tools (Suzhou) Co. Ltd.No. 728 Fengting Avenue · Weiting Town Suzhou Industrial Park · 215122 Suzhou Tel. +86-512-62860560 · Fax +86-512-62860561
CZECH REPUBLIC
EMUGE-FRANKEN servisní centrum, s.r.o.Molákova 8 · 62800 Brno-Líšeň Tel. +420-5-44423261 · Fax +420-5-44233798
DENMARK
EMUGE-FRANKEN ABToldbodgade 18, 5.sal · 1253 København K Tel. +45-70-257220 · Fax +45-70-257221
FINLAND
Emuge-Franken ABEtelä Esplanadi 24 · 00130 Helsinki Tel. +35-8-207415740 · Fax +35-8-207415749
FRANCE
EMUGE SARL2, Bd de la Libération · 93284 Saint Denis Cedex Tel. +33-1-55872222 · Fax +33-1-55872229
GREAT BRITAIN
EMUGE U.K. Limited2 Claire Court, Rawmarsh Road · Rotherham S60 1RU Tel. +44-1709-364494 · Fax +44-1709-364540
HUNGARY
EFT Szerszámok és Technológiák Magyarország Kft.Gyár u. 2 · 2040 Budaörs Tel. +36-23-500041 · Fax +36-23-500462
INDIA
EMUGE IndiaPlot No.: 92 & 128, Kondhanpur, Taluka: Haveli · District Pune-412 205 Tel. +91-20-24384941 · Fax +91-20-24384028
ITALY
EMUGE-FRANKEN S. r. l.Via Carnevali, 116 · 20158 Milano Tel. +39-02-39324402 · Fax +39-02-39317407
JAPAN
EMUGE-FRANKEN K. K. Nakamachidai 1-32-10-403 · Tsuzuki-ku Yokohamashi, 224-0041 Tel. +81-45-9457831 · Fax +81-45-9457832
LUXEMBOURG
Dirk Gerson OttoGässelweg 16a · 64572 Büttelborn · GERMANY Tel. +49-6152-910330 · Fax +49-6152-910331
MALAYSIA
EMUGE-FRANKEN (Malaysia) SDN BHDNo. 603, 6th Fl., West Wing, Wisma Consplant II, No. 7 Jalan SS 16/1, Subang Jaya, Selangor Darul Ehsan Tel. +60-3-56366407 · Fax +60-3-56366405
NETHERLANDS
EMUGE-FRANKEN B.V.Handelsstraat 28 · 6851EH Huissen Tel. +31-26-3259020 · Fax +31-26-3255219
NORWAY
Emuge Franken Teknik AS Nedre Åsemulvegen 6 · 6018 Ålesund Tel. +47-70169870 · Fax +47-70169872
POLAND
EMUGE-FRANKEN Technikul. Chłopickiego 50 · 04-275 Warszawa Tel. +48-22-8796730 · Fax +48-22-8796760
PORTUGAL
EMUGE-FRANKENAv. António Augusto de Aguiar, nº 108 - 8º andar · 1050-019 Lisboa Tel. +351-213146314 · Fax +351-213526092
ROMANIA
EMUGE-FRANKEN Tools Romania SRLStr. Tulcea, Nr. 24/3 · 400594 Cluj-Napoca Tel. +40-264-597600 · Fax +40-264-597600
SERBIA
EMUGE-FRANKEN Tooling Service d.o.o.Adi Endre ul.77 · 24400 Senta Tel. +381-24-817000 · Fax +381-24-817000
SINGAPORE
Eureka Tools Pte Ltd.194 Pandan Loop # 04-10 · Pantech Industrial Complex · Singapore 128383Tel. +65-6-8745781 · Fax +65-6-8745782
SLOVAK REPUBLIC
EMUGE-FRANKEN nástroje spol. s.r.o.Lubovníková 19 · 84107 Bratislava Tel. +421-2-6453-6635 · Fax +421-2-6453-6636
SLOVENIA
EMUGE-FRANKEN tehnika d.o.o.Streliška ul. 25 · 1000 Ljubljana Tel. +386-1-4301040 · Fax +386-1-2314051
SOUTH AFRICA
EMUGE S.A. (Pty.) Ltd.2, Tandela House, Cnr. 12th Ave. & De Wet Street · 1610 Edenvale Tel. +27-11-452-8510/1/2/3/4 · Fax +27-11-452-8087
SPAIN
EMUGE-FRANKEN, S.L.Calle Fructuós Gelabert, 2-4 4º 1ª · 08970 Sant Joan Despí (Barcelona) Tel. +34-93-4774690 · Fax +34-93-3738765
SWEDEN
EMUGE FRANKEN ABHagalundsvägen 43 · 70230 Örebro Tel. +46-19-245000 · Fax +46-19-245005
SWITZERLAND
RIWAG Präzisionswerkzeuge AGWinkelbüel 4 · 6043 Adligenswil Tel. +41-41-3756600 · Fax +41-41-3756601
THAILAND
EMUGE-FRANKEN (Thailand) co., ltd.1213/54 Ladphrao 94, Khwaeng/Khet Wangthonglang · Bangkok 10310 Tel. +66-2-559-2036,(-8) · Fax +66-2-530-7304
TURKEY
EMUGE-FRANKEN Hassas Kesici Takım San. Ltd. Şti.Atatürk Mah. Girne Cad. Ataşehir, Plaza No:30 Kat:3 D. 7 Ataşehir34764 Kadıköy İstanbul Tel. +90-216-455-1272 · Fax +90-216-455-6210
USA
EMUGE Corp.1800 Century Drive · West Boylston, MA 01583-2121 Tel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650
VIETNAM
VIAT33-Ho Dac Di Street · Dong Da Dist HanoiTel. +84-4-5333120 · Fax +84-4-5333215
















![Fraises d‘ébauche Toro-X - fraisa.com · [ 2 ] Les outils de fraisage Toro-X ont été mis au point pour les processus de fraisage 3D faisant appel à la stratégie HSC. C’est](https://static.fdocuments.fr/doc/165x107/5bf340ab09d3f2f85f8bbf22/fraises-debauche-toro-x-2-les-outils-de-fraisage-toro-x-ont-ete.jpg)
