Concepts Ostéopathiques - Scolinfo · Le MRP appartient aux mouvement du corps dits involontaires:
Upload
said-zarguanCategory
view
784download
0description

MRP
Système MRP
La planification des besoins matières
ZARGUAN Said

ZARGUAN Said
MRP ?
• Est le sigle américaine Materials Requirement Planning ou La planification des besoins matières.
• Ce concept a été inventé et traduit dans des logiciels et système il y a une vingtaine d’année (JOSEPH ORLICKY).
• Ce système appliqué à la logistique de production pour géré l’ensemble des flux physique et d’information durant les différant phase de la production.

ZARGUAN Said
Ordonnancement
Planification des Ressources
PlanificationSommaire de la
capacité
Planification desBesoins de
capacité
Contrôle desIntrants / Extrants
Plan des Besoins Matières (MRP)
Plan Directeur de Production (PDP)
Plan Global de Production (PGP)
La place de la MRP dans le processus de planification
Nous sommes ici

ZARGUAN Said
Planification des besoins matières
• Méthode de planification et de gestion de l'ensemble des besoins de composants (demande dépendante) nécessaires à la réalisation du programme directeur de production (PDP) à partir des nomenclatures et de l’état des stocks.
• La MRP, concert avec la planification des besoins en capacité, sert à vérifier si la capacité est suffisante pour répondre à la demande.

ZARGUAN Said
Le plan des besoins matières a pour but :
• De calculer avec précision les quantités de composants, pièces et matières premières qu’il faut fabriquer ou acheter pour être en mesure de réaliser le PDP → COMBIEN FABRIQUER OU ACHETER
• De déterminer à quel moment il faut lancer les fabrications ou passer les commandes pour que les unités requises soient disponibles au moment requis→ QUAND FABRIQUER OU ACHETER

ZARGUAN Said
Structure de l’information d’un système de MRP
NomenclaturesFichier maître
des stocks
Planificationintégrée
Planificationdétaillée
Planification desbesoins matières
Prévisions
- Stocks en main- Stocks de sécurité- Lots minimums à commander- Quantités économiques à commander- Délais de fabrication et de commande
Commandes

ZARGUAN Said
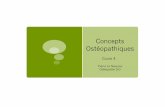
La nomenclature«La nomenclature présente la structure du produit sous forme
d’arbre ou de liste. Elle détaille les liens de dépendance entre les matières premières, les composants et les ensembles qui forment un produit fini»
X
Y(3) Z(2)
Y(1)W(2)
Niveau 0
Niveau 1
Niveau 2
Signification de cette nomenclature:
Pour chaque produit X, il faut 3 articles Y et 2 articles Z.
Pour chaque article Z, il faut 2 articles W et 1 article Y.
ÉLABORATION D’UN MRP

ZARGUAN Said
Exemple de la nomenclature
Produit fini
Barreau
Pieds avant
Siège
Traverses
Barreau
Pieds arrières
Diagramme d’assemblage
est également reliée à la structure et à la séquence des étapes de fabrication
ÉLABORATION D’UN MRP

ZARGUAN Said
Chaise
Module « devant » Module « derrière »Siège
Pieds (2) Barreau Pieds (2) Barreau Traverses (3)
Structure du produit « chaise »
ÉLABORATION D’UN MRP

ZARGUAN Said
ÉLABORATION D’UN MRP Quelques règles cruciales…• Toujours faire le MRP du haut vers le bas, puisque le
besoin des articles de niveau inférieur dépend des quantités de produits parents qu’il faut fabriquer
• Lorsqu’un article apparaît à plusieurs endroits, on ne peut calculer le besoin pour cet article tant que l’on a pas planifié tous ses produits parents
• Le besoin brut d’un article dépend• des lancements planifiés de ses articles parents• de la quantité de cet article qui est nécessaire pour la
réalisation de chacun de ses articles parents

ZARGUAN Said
LES TABLEAUX COMPRENNENT:
• Besoin brut• Réception prévue• Stock• Besoins nets• Réception planifiée• Lancements planifiés
• Demande

ZARGUAN Said
LES TABLEAUX COMPRENNENT:
• Besoin brut• Réception prévue• Stock• Besoins nets• Réception planifiée• Lancements planifiés
• Quantité de l’article qui font l’objet de commandes déjà lancées mais qui ne seront terminées qu’à la période où la quantité apparaît

ZARGUAN Said
LES TABLEAUX COMPRENNENT:
• Besoin brut• Réception prévue• Stock• Besoins nets• Réception planifiée• Lancements planifiés
• Quantité disponible en stock

ZARGUAN Said
LES TABLEAUX COMPRENNENT:
• Besoin brut• Réception prévue• Stock• Besoins nets• Réception planifiée• Lancements planifiés
• Demande ajustée en fonction de stocks

ZARGUAN Said
LES TABLEAUX COMPRENNENT:
• Besoin brut• Réception prévue• Stock• Besoins nets• Réception planifiée• Lancements planifiés
• Quantité que l’on planifie recevoir étant donné le délai de livraison

ZARGUAN Said
LES TABLEAUX COMPRENNENT:
• Besoin brut• Réception prévue• Stock• Besoins nets• Réception planifiée• Lancements planifiés
• On doit décider à quel moment et en quelle quantité on doit lancer les commandes d’achat ou de fabrication de chacun des articles.

ZARGUAN Said
Un modèle de tableau pour la PBM
PériodesBesoins brutsRéceptions prévuesStockBesoins netsRéception planifiéeLancement planifié

ZARGUAN Said
Période 1 2 3 4Besoinbrut 150 200 600 150Réceptionprévue 150 0 0 0Stock disp.projeté 300 100 25 25Besoinnet 0 0 500 125Réceptionplanifiée 0 0 525 150Lancementplanifié 0 525 150 0
3) Réceptions planifiées (i) >= Besoins nets (i) (Le calcul dépend de la technique de lotissement)
5) Stock disponible projeté (i) = Dispo. projeté (i - 1) + Réceptions planifiées (i) + Réceptions prévues (i) - Besoins bruts (i)
1) Besoins bruts (i) = S ( Q requise x Lancement planifié (i) du produit parent)
2) Besoins nets (i) = Plus grande valeur entre:
• 0• (+ Besoins bruts(i)
- Récept. prévues (i) - Disp. projeté (i-1))
La méthode pour construire un tableau MRP
Commandes lancées avant la semaine 1
4) Lancements planifiés = Réceptions planifiées décalées du délai
Article Taille Délai En stock Stock de Niveaudu lot sécurité
CDE X75 1 300 0 1

ZARGUAN Said
Article XYZ
Périodes 1 2 3 4 5 625 25 25 25 25 2530 20 15 10
Stock projeté 100 70 45 20 195 170 14535 190
200Lancements planifiés 200
Article A
Périodes 1 2 3 4 5 6400
Stock projeté 200 200 200 300 300 300 300200500
500
Article B
Périodes 1 2 3 4 5 6200
Stock projeté 100 100 100 200 200 200 200100300
300Réceptions planifiéesLancements planifiées
Taille de lot: 200 Délai 1 période
Taille de lot: 500 Délai 2 périodes
Taille de lot: 300 Délai 1 période
Lancements planifiées
Besoins brutsRéceptions programmées
Besoins nets
Besoins brutsRéceptions programmées
Besoins netsRéceptions planifiées
Prévisions de la demandeCommandes acceptées
Stock disponible à la venteRéceptions planifiées (PDP)
Produit XYZ
Composant B (1)
Composant A (2)
Exemple
Méthodologie pour la Planification des besoins matières
Étape 1 : Calculer les besoins bruts.
En fonction de la nomenclature et des lancements planifiés, déterminer les besoins bruts. Il est important de noter que les besoins bruts se retrouvent à la même période que les lancements planifiés

ZARGUAN Said
Article XYZ
Périodes 1 2 3 4 5 625 25 25 25 25 2530 20 15 10
Stock projeté 100 70 45 20 195 170 14535 190
200Lancements planifiés 200
Article A
Périodes 1 2 3 4 5 6400
Stock projeté 200 200 200 300 300 300 300200500
500
Article B
Périodes 1 2 3 4 5 6200
Stock projeté 100 100 100 200 200 200 200100300
300Réceptions planifiéesLancements planifiées
Taille de lot: 200 Délai 1 période
Taille de lot: 500 Délai 2 périodes
Taille de lot: 300 Délai 1 période
Lancements planifiées
Besoins brutsRéceptions programmées
Besoins nets
Besoins brutsRéceptions programmées
Besoins netsRéceptions planifiées
Prévisions de la demandeCommandes acceptées
Stock disponible à la venteRéceptions planifiées (PDP)
Produit XYZ
Composant B (1)
Composant A (2)
Méthodologie pour la Planification des besoins matières
Étape 2 :
Calculer les besoins nets.
BN i = BB i – SP i-1
Le besoin net à la période i est égal au besoin brut à la période i – le stock projeté de la période précédente.
200 = 400 - 200
100 = 200 - 100

ZARGUAN Said
Article XYZ
Périodes 1 2 3 4 5 625 25 25 25 25 2530 20 15 10
Stock projeté 100 70 45 20 195 170 14535 190
200Lancements planifiés 200
Article A
Périodes 1 2 3 4 5 6400
Stock projeté 200 200 200 300 300 300 300200500
500
Article B
Périodes 1 2 3 4 5 6200
Stock projeté 100 100 100 200 200 200 200100300
300Réceptions planifiéesLancements planifiées
Taille de lot: 200 Délai 1 période
Taille de lot: 500 Délai 2 périodes
Taille de lot: 300 Délai 1 période
Lancements planifiées
Besoins brutsRéceptions programmées
Besoins nets
Besoins brutsRéceptions programmées
Besoins netsRéceptions planifiées
Prévisions de la demandeCommandes acceptées
Stock disponible à la venteRéceptions planifiées (PDP)
Produit XYZ
Composant B (1)
Composant A (2)
Méthodologie pour la Planification des besoins matières
Étape 3 :
Calculer les réceptions planifiées.
Lorsque les besoins nets d’une période sont supérieurs à zéro, on doit planifier une réception.
La réception sera de la taille du lot.
Puisque 200 > 0, RP = 500
Puisque 100 > 0, RP = 300

ZARGUAN Said
Article XYZ
Périodes 1 2 3 4 5 625 25 25 25 25 2530 20 15 10
Stock projeté 100 70 45 20 195 170 14535 190
200Lancements planifiés 200
Article A
Périodes 1 2 3 4 5 6400
Stock projeté 200 200 200 300 300 300 300200500
500
Article B
Périodes 1 2 3 4 5 6200
Stock projeté 100 100 100 200 200 200 200100300
300Réceptions planifiéesLancements planifiées
Taille de lot: 200 Délai 1 période
Taille de lot: 500 Délai 2 périodes
Taille de lot: 300 Délai 1 période
Lancements planifiées
Besoins brutsRéceptions programmées
Besoins nets
Besoins brutsRéceptions programmées
Besoins netsRéceptions planifiées
Prévisions de la demandeCommandes acceptées
Stock disponible à la venteRéceptions planifiées (PDP)
Produit XYZ
Composant B (1)
Composant A (2)
Méthodologie pour la Planification des besoins matières
Étape 4 :
Calculer le stock projeté.
SP i = RP i + SP i-1 – BB i
Le stock projeté est égal à la réception planifiée + le stock projeté de la période précédente – les besoins bruts.
300 = 500 + 200 - 400
200 = 300 + 100 - 200

ZARGUAN Said
Article XYZ
Périodes 1 2 3 4 5 625 25 25 25 25 2530 20 15 10
Stock projeté 100 70 45 20 195 170 14535 190
200Lancements planifiés 200
Article A
Périodes 1 2 3 4 5 6400
Stock projeté 200 200 200 300 300 300 300200500
500
Article B
Périodes 1 2 3 4 5 6200
Stock projeté 100 100 100 200 200 200 200100300
300Réceptions planifiéesLancements planifiées
Taille de lot: 200 Délai 1 période
Taille de lot: 500 Délai 2 périodes
Taille de lot: 300 Délai 1 période
Lancements planifiées
Besoins brutsRéceptions programmées
Besoins nets
Besoins brutsRéceptions programmées
Besoins netsRéceptions planifiées
Prévisions de la demandeCommandes acceptées
Stock disponible à la venteRéceptions planifiées (PDP)
Produit XYZ
Composant B (1)
Composant A (2)
Méthodologie pour la Planification des besoins matières
Étape 5 :
Déterminer les lancements planifiés.
Les lancements planifiés égalent les réceptions planifiées.
On doit les reculer du nombre de périodes de délai requis pour la réception.

ZARGUAN SaidArticle A Périodes 1 2 3 4 5 625 25 25 25 25 2530 20 15 10 5
Stock projeté 135 105 80 55 30 5 18060 195
200Lancements planifiés 200
Article Z Périodes 1 2 3 4 5 630 30 30 30 30 3035 20 15 20 10 5
Stock projeté 135 100 70 40 10 480 45045 485
500Lancements planifiés 500
Article B Périodes 1 2 3 4 5 60 0 1500 0 400 0
Stock projeté 200 200 200 200 200 1 300 1 3001300 2001500 1500
1 500 1500
Article C Périodes 1 2 3 4 5 64500 0 4500 0 200 0
Stock projeté 4 600 100 100 100 100 4 400 4 4004400 1004500 4500
4500 4500
Article D Périodes 1 2 3 4 5 66000 0 7000 0 0 0
Stock projeté 6 500 500 500 3 500 3 500 3 500 3 500650010000
10000
Taille de lot: 200 Délai 1 période
Lot: 1500 Délai 2 périodes
Lancements planifiées
Besoins bruts
Taille de lot: 500 Délai 2 périodes
Prévisions de la demandeCommandes acceptées
Stock disponible à la venteRéceptions planifiées (PDP)
Réceptions programmées
Besoins netsRéceptions planifiées
Prévisions de la demandeCommandes acceptées
Stock disponible à la venteRéceptions planifiées (PDP)
Lot: 4500 Délai 1 période
Besoins brutsRéceptions programmées
Besoins netsRéceptions planifiéesLancements planifiées
Lot: 10 000 Délai 1 période
Besoins brutsRéceptions programmées
Besoins netsRéceptions planifiéesLancements planifiées
Produit A
Composant C (1)
Sous -assemblé B (2)
Composant C (3)
Composant D (4)
Produit Z
Composant D (2)
Sous -assemblé B (3)
Composant C (3)
Composant D (4)
Exemple

ZARGUAN Said
Le MRP et l’horizon de planification du PDP
Les limites de période et leur raison d’être
Achat des matières Fabrication des composants
Assemblage
Horizon normal de planification du PDP
Modifications au PDP possibles dans leslimites des matières disponibles
Modification au PDP possiblesdans les limites des composantsdisponibles
Aucune modification possible
Tout changementpossible
Planification
livraison

ZARGUAN Said
Merci pour le bien suivi
Et ne pas hésiter à posée des question
www.SaidZARGUAN.tk