Série 28000 - Valves · 2,3 à Cv 3,8 à 1,5 Dia. d'orifice 2 mm 3f 3d 3e Dia. d'orifice 1,6 mm...
25
Série 28000 VariPak* Masoneilan* Vannes de régulation à C v réglable Notice d'instructions GE Oil & Gas
Transcript of Série 28000 - Valves · 2,3 à Cv 3,8 à 1,5 Dia. d'orifice 2 mm 3f 3d 3e Dia. d'orifice 1,6 mm...

Série 28000 VariPak* Masoneilan* Vannes de régulation à Cv réglable
Notice d'instructions
GE Oil & Gas

2 | GE Oil & Gas
CES INSTRUCTIONS VISENT À FOURNIR AU CLIENT OU À L’OPÉRATEUR TOUTES LES INFORMATIONS DE RÉFÉRENCE IMPORTANTES SPÉCIFIQUES À UN PROJET ET À DÉCRIRE LES PROCÉDURES NORMALES D’EXPLOITATION ET DE MAINTENANCE. LES PRINCIPES D’EXPLOITATION ET DE MAINTENANCE VARIANT D’UNE INSTALLATION À L’AUTRE, LE BUT DE GE (GENERAL ELECTRIC COMPANY ET SES FILIALES) N’EST PAS D’IMPOSER DES PROCÉDURES SPÉCIFIQUES MAIS DE FOURNIR DES PRINCIPES DE BASE EN RAPPORT AVEC L’ÉQUIPEMENT CONCERNÉ.
CES INSTRUCTIONS IMPLIQUENT UNE COMPRÉHENSION GÉNÉRALE DE LA PART DES OPÉRATEURS DE TOUTES LES PRESCRIPTIONS QUI S’IMPOSENT POUR L’EXPLOITATION EN TOUTE SÉCURITÉ DE L’ÉQUIPEMENT MÉCANIQUE ET ÉLECTRIQUE DANS DES MILIEUX POTENTIELLEMENT DANGEREUX. PAR CONSÉQUENT, CES INSTRUCTIONS DOIVENT ÊTRE INTERPRÉTÉES ET APPLIQUÉES CONJOINTEMENT AVEC LES RÈGLES ET RÉGLEMENTATIONS DE SÉCURITÉ EN VIGUEUR SUR LE SITE ET AUX PRESCRIPTIONS PARTICULIÈRES CONCERNANT L’EXPLOITATION DES AUTRES ÉQUIPEMENTS SUR LE SITE.
CES INSTRUCTIONS NE PRÉTENDENT PAS TRAITER DE TOUS LES DÉTAILS OU VARIANTES DE L’ÉQUIPEMENT NI PRÉVOIR TOUTES LES ÉVENTUALITÉS POSSIBLES LIÉES À L’INSTALLATION, L’EXPLOITATION OU LA MAINTENANCE. POUR TOUTES INFORMATIONS SUPPLÉMENTAIRES OU EN CAS DE PROBLÈME SPÉCIFIQUE N’ÉTANT PAS SUFFISAMMENT TRAITÉ SELON LE CLIENT OU L’OPÉRATEUR, S’ADRESSER À GE.
LES DROITS, OBLIGATIONS ET RESPONSABILITÉS DE GE ET DU CLIENT OU DE L’OPÉRATEUR SE LIMITENT STRICTEMENT AUX INDICATIONS PRÉVUES EXPRESSÉMENT DANS LE CONTRAT LIÉ À LA FOURNITURE DE L’ÉQUIPEMENT. AUCUNE DÉCLARATION OU GARANTIE SUPPLÉMENTAIRE DE LA PART DE GE CONCERNANT CET ÉQUIPEMENT OU SON UTILISATION N’EST ASSURÉE OU INDUITE PAR LA PUBLICATION DE CES INSTRUCTIONS.
CES INSTRUCTIONS CONTIENNENT DES INFORMATIONS RELEVANT DE LA PROPRIÉTÉ DE GE ET SONT FOURNIES AU CLIENT OU À L’OPÉRATEUR UNIQUEMENT À TITRE D’AIDE POUR L’INSTALLATION, LES ESSAIS, L’EXPLOITATION ET/OU LA MAINTENANCE DE L’ÉQUIPEMENT CONCERNÉ. TOUTE REPRODUCTION EN TOUT OU PARTIE DU PRÉSENT DOCUMENT OU LA DIVULGATION DE SON CONTENU À DES TIERCES PARTIES EST INTERDITE SANS AUTORISATION EXPRESSE DE GE.

Vannes Varipak à Cv ajustable Masoneilan - Notice d'instructions | 3
Table des matières1. Généralités . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 1.1 Pièces de rechange . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 1.2 Service après-vente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 1.3 Formation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42. Fonctionnement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 2.1 Principe d’ajustement précis de la vanne Varipak 28002 à Cv réglable . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 2.2 Coefficient de débit Cv des vannes Varipak 28001 à levier unique et 28002 à Cv réglable . . . . . . . . . . . . . . . . . . 5 2.3 Actionneur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 2.4 Commande manuelle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 2.5 Inversion du sens d'action . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83. Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10 3.1 IMPLANTATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10 3.2 Installation de la vanne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10 3.3 Circuit pneumatique et électrique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11 3.4 Micro-rupteurs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .114. Étalonnage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12 4.1 Réglage de la chape de tige de piston . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12 4.2 Réglage de la tige de clapet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12 4.3 Réglage du limiteur de course . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13 4.4 Réglage du Cv de la vanne Varipak 28002 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14 4.5 Réglage de la pression de démarrage du positionneur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .145. Entretien . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14 5.1 Remplacement de la membrane déroulante de l'actionneur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14 5.2 Adjonction d’un anneau de garniture . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14 5.3 Démontage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15 5.4 Remontage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16 5.5 Méthode rapide de remplacement de la garniture (uniquement pour les vannes de Cv maxi 0,6 à 3,8) . . . . .18 5.6 Entretien du positionneur 7700P ou 7700E . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18 5.7 Entretien spécifique du positionneur 7700E . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19 5.8 Transformation d’un positionneur 7700P (pneumatique) en positionneur 7700E (électro-pneumatique) . . . . . 20

4 | GE Oil & Gas
1. GénéralitésLes instructions suivantes concernent l’installation, le fonctionnement et l’entretien des vannes de régulation VariPak* série 28000 Masoneilan. Elles incluent également une nomenclature des pièces principales avec un repérage des pièces de rechange recommandées (voir page 21).
REMARQUES IMPORTANTES
Ce matériel ne doit pas être installé, mis en service ou entretenu sans une lecture ou une assimilation complète et préalable des instructions de cette notice.
Seul du personnel qualifié doit être habilité à intervenir sur ce matériel.La non-observation de ces consignes et des précautions contenues dans cette notice
pourrait provoquer un mauvais fonctionnement du matériel et l’endommager sérieusement.
1.1 PIÈCES DE RECHANGEDans le cadre de l'entretien, toujours veiller à n’utiliser que des pièces de rechange d’origine Masoneilan à se procurer auprès de votre représentant local GE ou du Service Rechangesdes pièces détachées. Lors de la commande de pièces de rechange, veiller à toujours préciser la commande d'origine du matériel concerné et en particulier, le numéro figurant sur la plaque de firme (135).
1.2 SERVICE APRÈS-VENTEGE tient à la disposition de sa clientèle un Service Après-Vente qualifié pour la mise en service, l’entretien et la réparation des vannes et des instruments. Contacter le bureau de vente GE ou le représentant local GE le plus proche, ou le Service Après-Vente de l'usine de Condé-sur-Noireau, en France.
1.3 FORMATIONGE organise régulièrement des stages de formation dans le domaine de l'exploitation, de l’entretien et des applications pour les vannes de régulation et les instruments de marque Masoneilan à l'intention de ses clients et du personnel chargé des instruments sur le site de Condé-sur-Noireau. Pour de plus amples détails, contacter le représentant GE ou le service de formation de l'usine de Condé-sur-Noire, en France.
D'après les données générales concernant les pannes constatées sur les différents sites et l'analyse de conception du produit, la durée de vie utile escomptée pour les vannes Masoneilan Varipak de la série 28000 est de 25 ans au minimum. Pour prolonger la durée de vie utile, il est essentiel d'effectuer des contrôles annuels, un entretien de routine et d'assurer leur installation correcte pour éviter toute contrainte supplémentaire susceptible de dégrader les vannes. Les conditions spécifiques de fonctionnement ont également une incidence sur la durée de vie utile des vannes. Le cas échéant, consulter l'usine pour les directives à suivre dans le cadre d'applications spécifiques avant de procéder à l'installation.

Vannes Varipak à Cv ajustable Masoneilan - Notice d'instructions | 5
2. FonctionnementLes vannes de régulation micro-débit Masoneilan VariPak possèdent une très grande plage de coefficients de débit nominaux (Cv), de 0,004 à 3,8.
Deux types de motorisation sont proposés :
- La vanne VariPak 28001 à levier unique, conçue pour un seul coefficient de débit Cv nominal. Cette version est à utiliser si les conditions de fonctionnement sont suffisamment bien connues lors du dimensionnement de la vanne.
- Le type VariPak 28002 avec Cv réglable. Cette vanne fait appel à un système de levier breveté permettant le réglage du Cv nominal sur site en fonction des conditions réelles d’exploitation, et ainsi de palier les problèmes éventuels de surdimensionnement de capacité de débit. Chaque combinaison clapet/siège est ajustable sans modification du signal de commande.
2.1 PRINCIPE D’AJUSTEMENT PRÉCIS DE LA VANNE VARIPAK 28002 À Cv RÉGLABLE
Cet ajustement est obtenu au moyen d'un système simple et robuste de leviers croisés à point d’appui réglable. Il peut s'effectuer facilement à la main, soit avant l'installation ou en cours de fonctionnement. Par exemple, une application nécessitant un Cv théorique de 0,006 sera résolue au moyen d’une vanne VariPak 28002 de Cv maxi de 0,010, qui pourra ensuite être étalonnée sur le site entre 0,004 et 0,010.
2.2 COEFFICIENT DE DÉBIT Cv DES VANNES VARIPAK 28001 À LEVIER UNIQUE ET 28002 À Cv RÉGLABLE
2.2.1 Combinaisons clapet/siège (correction)
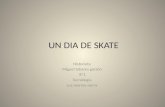
Huit clapet et cinq sièges sont utilisés pour réaliser dix combinaisons clapet/siège disponibles, identifiées par les codes 0 à 9 (voir figure 2). La forme de chaque clapet et le diamètre d'orifice du siège permettent l’identification des pièces avec le tableau de la figure 2.
La différence entre les quatre clapets correspondant aux références de correction 6 à 9 réside dans l'inclinaison du plat usiné sur la pointe. Le même siège (3e) et la même entretoise (3f) sont utilisés dans les quatre cas (voir figure 2).
Utiliser le tableau de la figure 1 pour sélectionner la combinaison clapet/siège pour obtenir la valeur de Cv ou l’échelle des Cv désirés.
Correction
N°
COEFFICIENT DE DÉBIT Cv
VARIPAK 28001
VARIPAK 28002
MINISANS
RISQUEMAXI
9 0.0040 0.0016 0.0020 0.0024 0.0028 0.0032 0.0036 0.0040
8 0.010 0.004 0.005 0.006 0.007 0.008 0.009 0.010
7 0.025 0.010 0.013 0.016 0.019 0.021 0.023 0.025
6 0.050 0.020 0.025 0.030 0.035 0.040 0.045 0.050
5 0.10 0.04 0.05 0.06 0.07 0.08 0.09 0.10
4 0.25 0.10 0.13 0.16 0.19 0.21 0.23 0.25
3 0.6 0.25 0.30 0.35 0.4 0.45 0.5 0.55 0.6
2 1.2 0.5 0.6 0.7 0.8 0.9 1.0 1.1 1.2
1 2.3 0.9 1.1 1.3 1.5 1.7 1.9 2.1 2.3
0 3.8 1.5 1.9 2.3 2.6 2.9 3.2 3.5 3.8
Figure 1

6 | GE Oil & Gas
Clapet/siège N° 9
Clapet/siège N° 8
Clapet/siège N° 7
Clapet/siège N° 6
Clapet/siège N° 5
Clapet/siège N° 4
Clapet/siège N° 3
Clapet/siège N° 2
Clapet/siège N° 1
Clapet/siège N° 0
VariPak 28001 Cv 0,004 Cv 0,010 Cv 0,010 Cv 0,050 Cv 0,10 Cv 0,25 Cv 0,60 Cv 0,2 Cv 2,3 Cv 3,8
VariPak 28002
Cv 0,004 à 0,0016
Cv 0.010 to 0.004
Cv 0.010 to 0.004
Cv 0,050 à 0,010
Cv 0,10 à 0,04
Cv 0,25 à 0,10
Cv 0,60 à 0,25
Cv 1,2 à 0,9
Cv 2,3 à 0,9 Cv 3,8 à 1,5
Dia. d'orifice 2 mm
3f3d
3e Dia. d'orifice 1,6 mm
Dia. d'orifice 4,5 mm
Dia. d'orifice 9,5 mm
Dia. d'orifice 14,3 mm
3c 3b 3a
2.2.2 Changement de combinaison clapet/siège
Le changement de combinaison clapet/siège s’effectue très facilement pour les ensembles de correction 1 à 9 inclus. Il suffit simplement de remplacer les pièces suivantes :
- L’ensemble clapet/siège (voir figures 1 et pour sélectionner la combinaison correspondant au nouveau Cv).
- La plaque de réglage du Cv (25) pour la vanne VariPak 28002 à Cv réglable.
- Éventuellement le ressort de l'actionneur (134) (voir figure 3 pour vérifier l’échelle de ressort correspondant au nouveau Cv).
Clapet/siège N°
Coefficient de débit Cv
Échelle du Ressort (134)
Alimentation pression maxi
Cvréglable Levier unique
CI IV CI V CI IV CI V
m.bar PsiCode de couleur
bar (Psi) bar (Psi) bar (Psi) FMA OMA
0 3,8 à 1,5414
-
1660
6-24 Rouge 2.1 (30) 2.1 (30) 2.1 (30) 2.8 (40)1 2,3 à 0,9
2 1,2 à 0,5
3 0,6 à 0,25
4 0,25 à 1,10
207
-
1035
3-15 Vert 1.4 (20) 1.4 (20) 1.4 (20) 1.7 (25)
5 0,10 à 0,04
6 0,050 à 0,020
7 0,025 à 0,010
8 0,010 à 0,004
9 0,004 à 0,0016
Figure 3 - Plages de ressort d'actionneur et pressions d'alimentation

Vannes Varipak à Cv ajustable Masoneilan - Notice d'instructions | 7
Pour effectuer ces opérations, procéder suivant les indications des paragraphes « Démontage/Remontage » au chapitre « Entretien » pages 14 à 18.
- Changer également la plaque de firme (135) ou corriger les indications sur la plaque existante.
Attention: Si la vanne considérée est pourvue d'un corps taraudé 1/2" ou 3/4" NPT, la capacité maximale de celui-ci est limitée respectivement aux ensembles clapet/siège 9 à 3 inclus ou 9 à 2 inclus. Un ensemble clapet/siège N° 9 ne peut pas être installé dans un corps de vanne VariPak conçu pour un ensemble N° 0. De même, il est impossible d’installer un ensemble clapet/siège N° 0 dans les corps de vanne prévus pour les autres N°s d’ensemble.
2.2.3 Réglage du Cv d'une vanne Varipak 28002 pour chaque combinaison clapet/siège
Ce réglage s'effectue en déplaçant le bouton moleté (24) le long de la plaque de réglage (25) fixée sur le dessus du levier N° 1 (21).
La plaque de réglage (25) indique l’échelle des valeurs de Cv disponibles dans la combinaison clapet/siège sélectionnée. Pour effectuer le réglage, procéder comme suit :
Figure 4 - Réglage du Cv de la vanne VariPak 28002 pour chaque combinaison clapet/siège
- Desserrer le bouton moleté (24) et le faire glisser le long du levier jusqu’à la valeur désirée. Resserrer énergiquement la bouton moleté.
Remarque:
- Cette opération nécessite d’agir sur le levier N° 2, soit pneumatiquement (par admission de l'air dans l'actionneur) soit manuellement (en exerçant une force sous la chape du piston (140b) avec un tournevis ou un outil similaire) de façon à ce que les glissières des deux leviers soient parfaitement parallèles.
- Il peut s'avérer nécessaire d'effectuer un recalage du zéro pour étalonner le point de fermeture après le changement duCv.
2.3 ACTIONNEUR
Un seul actionneur permet aux vannes VariPak de fonctionner en action directe-Ouverture par Manque d’Air (O.M.A.) ou en action inverse-Fermeture par Manque d’Air (F.M.A.).
Le changement d’action s’effectue sans pièce additionnelle, par un simple déplacement :
- de l'axe d'articulation et du point d'ancrage de l’anneau d’accrochage et du ressort d'équilibrage du positionneur pour la vanne VariPak 28001 à levier unique,
- des deux axes d'articulation pour la vanne VariPak 28002 àCv réglable, suivi d’un étalonnage le cas échéant.
Procéder comme décrit sous « Inversion du sens d'action de la vanne » en page 8.
2.4 COMMANDE MANUELLE (figure 5)
La commande manuelle, en option, est située sur le dessus du couvercle et est munie d'un levier de blocage. Elle est accessible directement sans dépose d'aucune pièce. Elle est constituée d'une tige filetée équipée d’un volant (120) et d'une butée de bras de levier (122). La tige filetée est en libre appui sur le support de l'actionneur (108) et guidée dans son passage au travers du couvercle (110) par la bague de volant (119). La butée est constituée d'un bloc vissé sur la tige filetée. Le bloc est guidé par le support de l'actionneur (108).
Figure 5Commande manuelle pour Varipak
Limiteur de course

8 | GE Oil & Gas
En tournant le volant (120) dans le sens horaire, la butée (122) remonte sur la tige filetée, tout en comprimant le ressort (134) et entraîne la montée du levier N° 2 (22) (VariPak 28002) ou (113) (VariPak 28001). Cete action a pour effet de fermer la vanne si elle équipée d'un actionneur monté pour action directe (Ouverture par Manque d’Air)) et d'ouvrir la vanne si elle est équipée d’un actionneur monté pour action inverse (Fermeture par Manque d’Air).
La vanne peut être ramenée en mode automatique (position neutre) en tournant le volant dans le sens antihoraire jusqu'à ce que la butée (122) vienne au contact avec le support (108).
Remarque: En cours de cette manœuvre, un relâchement de tension apparaît lorsque la butée (122) quitte le levier (22) (VariPak 28002) ou (113) (VariPak 28001). Continuer la manoeuvre jusqu'à ce qu'une légère tension réapparaisse puis serrer le levier de blocage (121).
Les actionneurs VariPak sont équipés d'un limiteur de course. Il est constitué des éléments (180) et (181) et est conçu pour éviter d’endommager l'ensemble clapet/siège et/ou la tige de clapet en cas de manœuvre trop brutale de la commande manuelle ou de l'actionneur.
Remarque: Dans le cas d’une vanne fermant par manque d’air avec commande manuelle, le limiteur de course est inutiisé et doit être complètement vissé au fond du piston.
2.5 INVERSION DU SENS D'ACTION DE LA VANNE (figures 5, 6, 26, 27 et 29)
Attention: Avant toute opération de démontage, by-passer et dépressuriser le corps de vanne.
A. Desserrer et enlever le couvercle (110). Sur les vannes équipées d'une commande manuelle, desserrer les vis du couvercle (109) et le levier de blocage (121) puis tourner la commande manuelle (120) dans le sens antihoraire pour libérer le couvercle (110).
B. Régler le signal pour fermer la vanne. Modifier légèrement le signal de façon à lever à peine le clapet du siège. Sur la vanne VariPak 28002 à Cv réglable, mettre le bouton (24) sur la position du Cv minimum.
C. Débloquer le contre-écrou (103) et à l'aide d'un tournevis appliqué à l’extrémité de la tige de clapet, tourner celle-ci d'un tour 3/4 dans le sens antihoraire. Annuler le signal et la pression d'alimentation. Resserrer légèrement le contre-écrou (103) contre la chape.
D. Débloquer l'écrou (117) et dévisser complètement la vis (116). Enlever le ressort (114) de l’anneau d’accrochage (115).
2.5.1 Cas de la vanne VariPak 28001 à levier unique
E. Enlever les circlips (112b) de l'axe (18), dégager celui-ci du levier (113) et de la chape de clapet (104a).
Remarque: Cette opération sera facilitée en soulageant la chape de clapet de la charge exercée par le ressort de compression conique (106). Pour cela, appuyer au moyen d’un tournevis sur l'extrémité de la tige de clapet pendant le dégagement des axes.
F. Enlever les deux circlips (112a) de l'axe (105) et dégager celui-ci pour désaccoupler le levier (113) du support (108).
G. Remettre en place les leviers (113) en utilisant pour l'axe (105) les trous du levier et du support appropriés au nouveau sens d'action de l'actionneur (voir figure 6). Mettre l’anneau d’acrochage (115) dans le trou du levier correspondant.
Remarque: S'assurer que la chape soit correctement orientée avant d’adapter le levier sur le support.
H. Accoupler la chape de tige de clapet (104a) sur le levier (113) en procédant comme décrit dans le cadre du remontage normal (opération I. du paragraphe « Remontage » en page 17). Procéder ensuite de la même manière que pour la vanne VariPak 28002 à Cv réglable à partir de l’opération L et suivantes.
2.5.2 Cas de la Vanne VariPak 28002 à Cv réglable (2 leviers)
E. Enlever le circlips (112b) de chacun des deux axes (184) et dégager ceux-ci du levier (113) et de la chape de clapet (104a).
Remarque: Cette opération sera facilitée en soulageant la chape de clapet de la charge exercée par le ressort de compression conique (106). Pour cela, appuyer au moyen d’un tournevis sur l'extrémité de la tige de clapet pendant le dégagement des axes.
F. Enlever les deux circlips (112a) de l'axe N° 1 (105) et dégager celui-ci pour désaccoupler le levier N° 1 du support (108). Dévisser le bouton moleté (24) et le faire glisser vers le Cv maxi. Dégager l’extrémité lisse de l’axe de réglage (23) de la rainure du levier N° 2 tout en enlevant le levier N° 1.
G. Chasser l'axe N° 3 (18) et enlever le levier N° 2 (22) du support.
H. Enlever les deux vis (26) et remettre en place la plaque de réglage de Cv (25) après l'avoir retourné pour l’adapter au nouveau sens d'action.
I. Remettre en place dans l’ordre chronologique les leviers N° 1 et 2 en s'assurant que les axes (105) et (108) sont engagés dans les trous correspondants des leviers et du support pour le nouveau sens d'action de l'actionneur (voir figure 6).

Vannes Varipak à Cv ajustable Masoneilan - Notice d'instructions | 9
Remarque: S'assurer que la chape soit correctement orientée avant d’adapter le levier N° 1 sur le support (108).
J. Replacer le bouton (24) sur la position du Cv minimum.
K. Accoupler la chape de tige de clapet (104a) sur le levier N° 1 en procédant comme décrit dans le cadre du remontage normal (opération L. du paragraphe « Remontage » en page 17).
L. Accrocher le ressort (114) dans le trou approprié de l’anneau (115) (voir figure 6).
M. Admettre les pressions d’alimentation et de signal et terminer l'étalonnage. Remettre en place le couvercle (110) avec les deux vis (109). Si la vanne est équipée d'une commande manuelle, remettre le couvercle, tourner la commande manuelle dans le sens horaire pour l'engager dans la butée de commande manuelle (122). Serrer les vis de couvercle (109).
N. Remettre la vanne en service.
Remarque:
- En cas de remplacement d'un actionneur ouvrant par manque d’air (O.M.A.) par un actionneur fermant par manque d’air (F.M.A.), ne pas oublier de neutraliser le limiteur de course en vissant celui-ci vers le fond du piston.
- En cas de remplacement d'un actionneur fermant par manque d’air (F.M.A.) par un actionneur ouvrant par manque d’air (O.M.A.), régler le limiteur de course en position d'ouverture.
ACTIONNEUR OUVRANT PAR MANQUE D’AIR
ACTIONNEUR FERMANT PAR MANQUE D’AIR
VariPak 28001 à levier unique
VariPak 28002 à Cv réglable
(2 leviers)
* Avec positionneur type 7700 seulement Figure 6 - Repérage des trous d'articulation des leviers

10 | GE Oil & Gas
3.1 Opérations préliminaires
3.1 IMPLANTATION
A. Avant d'installer la vanne sur la canalisation, nettoyer la tuyauterie de tous corps étrangers, tels que : grains de soudure, calamine, huile, graisse, etc.
B. Noter les références complètes figurant la plaque de firme.
C. Pour l’inspection de la vanne VariPak sans arrêt de l’installation, prévoir de part et d’autre de celle-ci une vanne d'arrêt à commande manuelle et une tuyauterie équipée d’une vanne de réglage manuelle montée en by-pass.
3.2 Mise en place de la vanne (figures 7, 8 et 9)
Raccordements : Le corps de la vanne VariPak certifié à la norme ANSI Classe 1500* VariPak peut être :
- Serré par des tirants entre des brides de tuyauterie de 25 mm (1") usinées à la norme ISO-PN 10 à PN 250 (ANSI 150 - 300 - 600 - 900 et 1500 lb).
Utiliser des tirants en acier au carbone de classe ASTM A 193 Gr B 7 (ou équivalent) pour des températures comprises entre -29° et +350 °C. Pour le service dans des applications corrosives ou cryogéniques, utiliser de l’acier inoxydable écroui de classe ASTM A 193 Gr B8. L'ensemble des boulons requis pour l'installation peut être fourni par GE sur demande.
Figure 7 – VariPak installée entre brides de la tuyauterie
- Raccordé par des brides de 25 mm usinées aux normes ISO-PN 20, 50 et 100 (ANSI 150, 300 et 600 lb).
Prévoir des joints compatibles avec les conditions de service entre le corps de la vanne et les brides de la tuyauterie.
Figure 8 – VariPak à brides
Sur demande, le corps de vanne VariPak peut être fourni taraudé 1/2", 3/4" ou 1" NPT. Appliquer du ruban PTFE ou une pâte d'étanchéité compatible avec le procédé sur les embouts filetés de la tuyauterie.
Figure 9 – VariPak installée sur tuyauterie filetée (en option)
Alignement : En raison de son faible poids et de son encombrement réduit, cette vanne est facile à mettre en place sur la tuyauterie. Soutenir le corps de vanne lors du montage des tirants. Des nervures de formes appropriées sont prévues pour centrer la vanne sur la tuyauterie et éviter toute rotation avant le serrage définitif des tirants.
La vanne doit toujours être installée dans le sens « fluide tendant à ouvrir ». La flèche intégrée au corps de vanne doit être dirigée dans le sens d'écoulement du fluide. Monter les boulons et les serrer uniformément et en quinconce.
3. Installation

Vannes Varipak à Cv ajustable Masoneilan - Notice d'instructions | 11
Calorifugeage : Si la vanne doit être isolée, prendre soin de limiter le calorifuge à lla zone grisée comme indiqué sur la figure 10 ci-dessous.
Figure 10 - Limite de calorifuge pour une vanne VariPak
3.3 Circuit pneumatique et électrique (figures 3, 11 et 12)
- Vanne tout ou rien : Raccorder directement la canalisation d’alimentation en air sur le fond de support (137) au trou taraudé 1/8" NPT.
- Vanne de régulation avec positionneur 7700P (signal pneumatique) : Raccorder les lignes alimentation et signal des instruments aux connexions appropriées sur le bloc manifold (144) (figure 11). Utiliser un tube de 4 x 6 mm (diam. ext. 1/4").
- Vanne de régulation avec positionneur 7700E (signal électrique) : raccorder la ligne alimentation d'air du bloc manifold (144) et effectuer la connexion électrique pour le signal du module I/P (20) (figure 12).
Utiliser un tube de 4 x 6 mm (diam. ext. 1/4") pour la connexion pneumatique.
Remarque: Vérifier que la pression d'alimentation correspond à celle indiquée sur la plaque de firme.
Les positionneurs 7700P ou 7700E se montent indifféremment sur les vannes VariPak 28001 à levier unique et VariPak 28002 à Cv réglable.
Figure 11 - Raccordements avec positionneur 7700P
Figure 12 - Connexions avec positionneur 7700E
3.4 Micro-rupteurs (Figure 13)
Sur demande et dans certains cas, les vannes VariPak peuvent être équipées de micro-rupteurs de fin de course. Ceux-ci sont câblés et réglés en usine conformément à la demande du client. Le fil noir est relié soit à la borne « normalement ouvert » ou soit à la borne « normalement fermé » du micro-rupteur supérieur. Le fil noir et blanc est relié au « commun » de ce micro-rupteur. Le câble rouge est relié soit à la borne « normalement ouvert » soit à la borne « normalement fermé » du micro-rupteur inférieur.
Le câble rouge et blanc est relié au « commun » de ce micro-rupteur. Pour régler les micro-rupteurs, desserrer leurs éléments de fixation et amener la vanne à la position requise. Régler la position du micro-rupteur jusqu'à ce qu'il se déclenche. Resserrer les éléments de fixation (160 - 161 - 162).
Figure 13 – Montage des micro-rupteurs
Connexion signal électrique
Alimentation 1/4" NPT 1/8" NPT
Raccord NPT 1/8"
Alimentation 1/4" NPT Signal instrument 1/4" NPT
144
Micro-rupteur inférieur
Micro-rupteur supérieur

12 | GE Oil & Gas
Les vannes VariPak sont étalonnées en usine en fonction des composants spécifiés sur le bon de commande par le client. Si pour une raison quelconque, l'étalonnage a été détruit (par ex. en cas de changement du sens d'action de la vanne ou du remplacement de l'ensemble clapet/siège), tous les réglages ci-dessous ou une partie de ceux-ci doivent être effectués dans l'ordre suivant :
- Réglage de la chape de piston (104b).
- Réglage de la tige de clapet.
- Réglage du limiteur de fin de course.
- Réglage du Cv.
- Réglage de la pression de démarrage du positionneur.
4.1 RÉGLAGE DE LA CHAPE DE PISTON
4.1.1 Réglage de la chape de piston sur vanne VariPak 28001 à levier unique (Figures 14 et 26)
Ce réglage n'est à effectuer que si le piston (131) a été déposé. De ce cas, il doit être réalisé dans le cadre du remontage avant d'accoupler le levier (113) sur les chapes (voir chapitre ENTRETIEN - Remontage, opération H., page 17).
Le piston étant en appui sur le fond du support (137), tourner la chape (104b) de façon à ce que la distance entre le dessus du support de l'actionneur (108) et le dessous de l’index de course (126) soit comprise entre 0,5 mm et 1 mm. Une cale d’épaisseur appropriée facilitera l’opération. Admettre une pression d'air suffisante pour dégager le contre-écrou (125) et le serrer contre l’index de course. Vérifier que l’index de course (126) est correctement positionné. Annuler la pression d'air.
4.1.2 Réglage de la chape de piston sur vanne
Figure 14 - Réglage de la chape de piston (104b)
VariPak 28002 à Cv réglable (Figures 14 et 27)
Ce réglage n'est à effectuer que si le piston (131) a été déposé.De ce cas, il doit être réalisé dans le cadre du remontage avant d'accoupler les leviers (21) et (22) sur les chapes (voir chapitre ENTRETIEN - Remontage, opération K., page 17).
Le piston étant en appui sur le fond du support (137), tourner la chape (104b) de façon à ce que la distance entre le dessus du support de l'actionneur (108) et le dessous de l’index de course (126) soit comprise entre 0,5 mm et 1 mm. Une cale d’épaisseur appropriée facilitera l’opération.
Accoupler le levier N° 2 (22) dans cette position de chape. Admettre une pression d'air suffisante pour dégager le contre-écrou (125) et le serrer contre l’index de course. Vérifier que l’index de course (126) est correctement positionné. Annuler la pression d'air.
4.2 RÉGLAGE DE LA TIGE DE CLAPET
4.2.1 Réglage de la tige de clapet sur vanne VariPak 28001 à levier unique (Figures 15, 16 et 26)
Ce réglage est à effectuer dans le cadre du remontage avant d'accoupler le levier (113) sur les chapes.
A. Desserrer l'écrou (103) et tourner la tige de clapet à l'aide d'un tournevis tout en maintenant la chape (104a) immobile jusqu'à ce que celle-ci se trouve dans la position représentée sur la Figure 15. Bloquer l'écrou (103).
Figure 15 – Pré-réglage de la tige de clapetr
4. Étalonnage
0,6 à 1 mm
2/3 mm(cote théorique 2,3 mm)

Vannes Varipak à Cv ajustable Masoneilan - Notice d'instructions | 13
B. Mettre en place le levier (113) avec le trou depositionnement de l’anneau d’accrochage (115) orienté vers le haut, monter l'axe (105) dans le trou A, puis l'axe (18) dans la chape (104a). Remarque: Tous les axes doivent être graissés légèrement avant de les monter.
C. Appuyer sur le levier côté actionneur pour déceler la présence éventuelle de fuites au niveau du clapet/siège sous ΔP 3,5 barg (50 psig). Si la vanne est équipée d'une commande manuelle, le levier (113) ne doit pas toucher la butée (122). En cas de fuite de la vanne, annuler la pression d’air à l’entrée et retirer l'axe (18) de la chape (104a) puis desserrer l’écrou (103). Dévisser la tige de clapet de façon à faire remonter la chape (104a). Un tour complet décale la position en hauteur de 1 mm. Puis resserrer l’écrou (103).
D. Vérifier que la distance entre l’axe de chape (104b) et le trou du levier (113) soit de l’ordre de 2 mm. S'il y a lieu, ajuster la position de la chape (104a) pour obtenir cette cote : voir figure 16. Cette valeur permet d’obtenir la compression initiale du ressort de l'actionneur (134).
Figure 16 - Réglage du levier (113)
E. Admettre une pression d’air suffisante dans l'actionneur pour faire remonter la chape du piston (104b). Accoupler la chape au levier (113) à l'aide de l'axe (124).
F. Annuler la pression dans l'actionneur et vérifier à nouveau l'étanchéité au niveau du clapet/siège sous ΔP 3,5 barg (50 psig). La cote A doit correspondre à celle indiquée sur la figure 16. Annuler la pression dans la vanne une fois cette opération terminée.
4.2.2 Réglage de la tige de clapet sur vanne VariPak 28002 à Cv réglable (Figures 27, 28 et 29)
Tous les accouplement étant effectués, procéder comme suit :
A. Admettre dans l’actionneur une pression d'air suffisante pour faire sortir la tige de piston de la distance nécessaire pour placer une cale sous l’index de course (126). Utiliser une cale de 1,5 mm pour un actionneur fermant par manque d’air et une cale de 25 mm dans le cas d'un actionneur ouvrant par manque d’air. Annuler la pression d'air après avoir interposé la cale.
À ce point de fermeture sans serrage du clapet sur le siège, les glissières des leviers N° 1 et 2 doivent être parfaitement parallèles. Cette caractéristique permet de modifier ultérieurement le réglage du bouton moleté (24) pour obtenir la valeur réelle du Cv requis.
B. Desserrer le bouton moleté (24) et le faire glisser sur le levier N° 1 pour atteindre la graduation du Cv maximum sur la plaque de réglage (25). Serrer énergiquement le bouton (24).
C. Desserer le contre-écrou (103) et à l'aide d'un tournevis appliqué à l’extrémité de la tige de clapet, tourner celle-ci jusqu’à obtenir le contact clapet/siège sans forcer. Si la vanne a été enlevée de la tuyauterie, un test d'étanchéité par la détection de bulles effectué sur un banc d'étalonnage permettra d'obtenir un réglage très précis. La tige de l'obturateur étant maintenue en position à l'aide du tournevis, serrer le contre-écrou (103) sur la base de chape (104a).
D. Admettre à nouveau une pression d'air afin de permettre le dégagement de la cale puis annuler la pression.
Remarque: Sur un actionneur fermant par manque d’air (FMA), l'épaisseur de la cale pourra être augmentée ou diminuée d'un ou de deux dixièmes de millimètre pour s'assurer que les leviers N° 1 et 2 sont parfaitement parallèles et obtenir l'étanchéité requise à la fermeture, en particulier pour les valeurs de Cv extrêmement faibles (Cv < 0,10).
4.3 RÉGLAGE DU LIMITEUR DE COURSE (Figure 5)
Les vannes VariPak comportent un dispositif limiteur de course pour éviter toute détérioration de l'ensemble clapet/siège et/ou de la tige de clapet en cas de dépassement de la course de l'actionneur ou de la commande manuelle. Ce dispositif se compose d'un écrou à collerette (180) agissant comme butée, vissé sur la tige du piston à l'intérieur de la chambre de ressort, et d’un contre-écrou de blocage (181).
Le cas échéant,, ce dispositif peut être réglé immédiatement après le réglage de la tige de clapet (voir paragraphe 4.2).
A. Enlever la cale (pour vanne VariPak 28002 à Cv réglable uniquement) et appliquer la pression d'air suffisante pour fermer la vanne. Tourner le contre-écrou (181) sur la tige de piston pour l'amener au contact du contre-écrou (125). Tourner le limiteur de course (180) jusqu’à ce que la collerette vienne légèrement en appui à l'intérieur du support de l'actionneur (108).
Ouverture par la pression de commande = 15 mmFermeture par la pression de commande = 17 mm

14 | GE Oil & Gas
4.4 RÉGLAGE DU Cv POUR VARIPAK 28002
Ce réglage s'effectue en déplaçant le bouton moleté ( 24) le long de la plaque de réglage (25) fixée sur le dessus du levier N° 1 (21). Se reporter à la section « Réglage du Cv de la vanne Varipak 28002 pour chaque combinaison clapet/ siège », page 7.
4.5 RÉGLAGE DE LA PRESSION DE DÉMARRAGE DU POSITIONNEUR (Figures 7, 25, 26 and 27)
A. Brancher les canalisations pneumatiques d’alimentation et de signal sur le positionneur 7700P ou 7700E (avec signal électrique).
B. Régler la pression d'alimentation en fonction du Cv de la vanne (voir tableau de la figure 3).
C. Régler le signal à la valeur minimale dans le cas d’un actionneur fermant par manque d’air et à la valeur maximale s’il s’agit d’un actionneur ouvrant par manque d’air. Tourner la vis de réglage (116) jusqu'à l’instant précis où la tige du piston commence à se déplacer. Serrer l’écrou de blocage (117).
5. Entretien
Attention: Avant l’entretien ou le démontage, toujours s’assurer que la pression dans la vanne, l’actionneur ou le positionneur est annulée.
5.1 DÉPOSE DE LA MEMBRANE DE L'ACTIONNEUR (figures 17, 24, 25, 26 et 27)
A. Déconnecter les deux écrous de raccords de pression (138a) et tirer vers l’avant le tube (140). Retirer les quatre vis d'assemblage (139) et enlever le couvercle de la membrane (137). Enlever la membrane usagée. Mettre en forme la membrane de rechange (136) et l’appliquer sur le piston comme représenté sur la figure 17. Disposer le bourrelet de la membrane dans la gorge du support. Prendre les précautions nécessaires pour ne pas tordre ni plier la membrane au cours de son remplacement. Replacer le couvercle de la membrane (137) avec les quatre vis d'assemblage (139) et reconnecter le tube avec les deux écrous de raccords de pression (138a). Vérifier l’étanchéité des connexions.
Figure 17 - Remplacement de la membrane
5.2 ADJONCTION D’UN ANNEAU DE GARNITURE (figures 18, 26 et 27)
A. Avant d'ajouter un anneau de garniture, la vanne doit être isolée et la pression entièrement annulée. Enlever les écrous de presse-étoupe (8b), soulever la bride et le grain de presse-étoupe et introduire un anneau de garniture neuf. Serrer les écrous (8b) à la main puis effectuer un tour supplémentaire à la clé.
Figure 18 – Adjonction d’un anneau de garniture

Vannes Varipak à Cv ajustable Masoneilan - Notice d'instructions | 15
5.3 DÉMONTAGE (figures 5, 24, 25, 26, 27, 28 et 29)
Dans certains cas, il peut s'avérer nécessaire de démonter la vanne VariPak, par exemple, pour remplacer l'ensemble clapet/siège (montage de pièces neuves ou changement de la valeur de Cv maxi) ou pour remplacer les garnitures de presse-étoupe lorsque le Cv maxi est inférieur à 0,6.
Remarque: Si le Cv maxi est ≥ à 0,6, une procédure de remplacement rapide peut être utilisée pour éviter le démontage de la vanne (voir page 18).
Attention: Avant toute opération de démontage, by-passer et dépressuriser le corps de vanne.A. Desserrer les vis du couvercle (109) et déposer
le couvercle (110). Si la vanne est équipée d'une commande manuelle, desserrer les vis du couvercle (109) et le levier de blocage (121) puis tourner la commande manuelle (120) dans le sens antihoraire pour libérer le couvercle (110).
Procédure de démontage pour la vanne à levier unique VariPak 28001 :
B. Débloquer l'écrou (117) et dévisser complètement la vis (116). Enlever l’anneau d’accrochage (115) du levier (113) et enlever le ressort (114) du positionneur.
C. Enlever les deux circlips (112c) sur l'axe (124) et dégager celui-ci pour désaccoupler la chape de piston (104b) du levier (113).
Remarque: Pour faciliter l'opération, mettre l'actionneur sous pression afin de chasser la chape de piston (104b) vers le haut puis annuler la pression d'air.
D. Enlever les circlips (112b) sur l'axe (18) et dégager celui-ci du levier (113) et de la chape de clapet (104a).
E. Enlever les deux circlips (112a) sur l'axe (105) et dégager celui-ci pour désaccoupler le levier (113) du support de l'actionneur (108). Procéder ensuite de la même manière que pour la vanne à Cv réglable VariPak 28002, à partir du point I et suivants.
Procédure de démontage pour la vanne à Cv réglable VariPak 28002 :
B. Régler le signal pour fermer la vanne. Modifier légèrement le signal de façon à lever à peine le clapet du siège. Régler le bouton (24) sur la position du Cv mini.
C. Débloquer le contre-écrou (103) et à l'aide d'un tournevis appliqué à l’extrémité de la tige de clapet, tourner celle-ci d'un tour 3/4 dans le sens antihoraire. Annuler le signal et la pression d'alimentation. Resserrer légèrement le contre-écrou (103) contre la chape.
D. Débloquer au maximum le contre-écrou (117) et la vis (116). Enlever l’anneau d’accrochage (115) du levier N° 2 et enlever le ressort d'équilibrage (114) du positionneur.
E. Enlever le circlips (112b) de chacun des deux axes (184) et dégager ceux-ci du levier N° 1 et de la chape de clapet (104a).
Remarque: Cette opération sera facilitée en soulageant la chape de clapet de la charge exercée par le ressort de compression conique (106). Pour cela, appuyer au moyen d’un tournevis sur l’extrémité de la tige de clapet pendant le dégagement des axes.
F. Enlever les deux circlips (112c) de l'axe d'articulation N° 4 (124) et dégager celui-ci pour désaccoupler la chape de piston (104b) du levier N° 2 (22).
G. Enlever les deux circlips (112a) de l'axe d'articulation N° 1 (105) et dégager celui-ci pour désaccoupler le levier N° 1 du support de l'actionneur (108). Dégager l’extrémité lisse de l’axe de réglage (23) de la rainure du levier N° 2 et enlever le bouton moleté (24) et l’axe de réglage (23) du du levier N° 1.
H. Chasser l'axe d'articulation N° 3 (18) et enlever le levier N° 2 (22).
I. Maintenir la tige de clapet en place à l'aide d'un tournevis appliqué à son extrémité et débloquer le contre-écrou (103). Dévisser la chape (104a) et le contre-écrou (103). Enlever la rondelle d’appui de ressort (102), le ressort (106) et la plaque support de passe-tige (101).
J. Déposer les deux écrous de goujon de presse-étoupe (8b), la bride de presse-étoupe (10) et le grain de presse-étoupe (9). Déposer les deux écrous de fixation du support (8a) ainsi que le support (108).
K. À l'aide d'un extracteur, sortir le plus possible d’anneaux de garnitures (6) de la lanterne de presse-étoupe. Enlever le bouchon de sécurité (11) et tirer sur la tige de clapet pour déposer l'entretoise de presse-étoupe (5), le clapet et sa tige et éventuellement, le reste de la garniture.
L. À l'aide d'une barre hexagonale de 9/16" ou de 14 mm sur plats et d'une clé, débloquer et sortir la bague de serrage(4).
M. Sortir le siège (3) et le joint (2) à l'aide d'un crochet réalisé à partir d'un fil de fer de 3 mm de diamètre environ. Ébavurer soigneusement l'extrémité du crochet.
Remarque:
- Le siège des vannes VariPak de Cv maxi.< 0,10 se compose de deux parties : le siège proprement dit (3e) et l'entretoise (3f). Le faible dimensionnement des orifices de ces pièces ne permet pas leur extraction à l'aide d'un crochet. Il est par conséquent nécessaire de déposer le corps de la tuyauterie, de le retourner et, s'il y a lieu, de frapper le fond avec un maillet en bois. Si le siège (3a) est collé dans son logement, il est possible de le décoller en introduisant un tournevis par l'orifice de sortie.

16 | GE Oil & Gas
- Les vannes VariPak de Cv maxi. 3,8 sont dépourvues de joint de siège (2).
5.4 REMONTAGE (Figures 5, 15, 19, 20, 24, 25, 26, 27, 28 et 29)
Avant de procéder au remontage, nettoyer soigneusement l'intérieur du corps de la vanne et les pièces, en apportant une attention particulière à la propreté des portées de joints et des surfaces en contact. Veiller à utiliser un joint neuf pour le siège (2) et des garnitures neuves (6) lors du remontage.
A. Introduire un joint de siège neuf (2) dans le corps de la vanne (13) puis mettre en place le siège (3), en s'assurant que le joint est correctement centré sur l'épaulement du siège. L’orienter de façon à faire coïncider une des ses ouvertures avec l'orifice de sortie du corps de la vanne.
Remarque: Si le Cv maxi est inférieur à 0,10, installer en premier le siège (3e) sur le joint neuf (2), en prenant les précautions indiquées ci-dessus. Introduire ensuite l'entretoise (3f), en orientant une de ses ouvertures vers l'orifice de sortie du corps.
Les vannes VariPak de Cv maxi 3,8 sont dépourvues de joint de siège (2).
B. Graisser soigneusement les filets et la base de la bague de serrage (4) avec de la graisse Never Seez ou équivalent. À l'aide d'une barre hexagonale de 9/16" ou de 14 mm et d'une clé, bloquer la bague de serrage en exerçant un couple de 8 daN.m (59 ftlb) pour les joints en graphite avec insert inox ou un couple de 5,5 daN.m (40 ft-lb ) pour les joints en PTFE chargé de verre (voir figure 19).
Remarque: Serrer la bague de serrage en exerçant un couple de 4 daN.m (30 ft-lb) pour les vannes avec Cv maxi de 3,8.
C. Introduire l'ensemble clapet-tige dans le siège. Pour les vannes avec Cv maxi < 0,10, s'assurer de l'absence de points durs pendant l’accomplissement de la course du clapet. Si un point dur est constaté, desserrer la bague (4) et repositionner le siège (3e) de façon à ce que la tige coulisse librement. Enfiler l'entretoise (5), en orientant ses trous avec le trou du bouchon de sécurité (11) dans le corps de la vanne.
Remarque: Pour les vannes de Cv maxi inférieur à 0,10, s'assurer que le circlips (182) est en place sur le clapet avant son introduction dans l'entretoise (3f). Si le circlips est en mauvais état, le remplacer.
Figure 19 - Blocage de la bague de serrage du siège (4)
D. Garnir de deux tours de ruban PTFE le bouchon de sécurité (11). Visser le bouchon de sécurité dans le col de cinq tours et demi à six tours à partir du début de l’engagement du filetage.
Remarque: Pour déterminer le début d'engagement du filetage :
- Visser le bouchon d'un tour environ.
- Apprécier le point d’extraction en le dévissant.
E. Enfiler la garniture, en veillant à décaler de 120° les unes par rapport aux autres les coupes obliques des anneaux. Fouler légèrement les anneaux au fur et à mesure de leur mise en place à l'aide d'un tube de 1/2" sch, 160. Enfiler le grain de presse-étoupe (9) sur la tige de clapet.
F. Monter le support de l'actionneur (108) et le fixer au moyen des deux écrous (8a). Enfiler la bride de presse-étoupe (10) sur la tige de clapet. Serrer à la main les deux écrous de presse-étoupe et donner un tour supplémentaire avec une clé.
G. Monter dans l'ordre, la plaque-support de passe-tige (101), le ressort de compression conique (106) et sa rondelle d’appui (102) (voir figures 26 et 27 pour la position de ces pièces). Visser l'écrou (103) et la chape (104a) sur la tige de clapet.
Régler l'écrou et la chape sans les bloquer l’un contre l’autre jusqu’à ce que les trous de chape soient positionnés approximativement à :
- 2,3 mm en dessous de l'alignement des trous d'axes dans le support de l'actionneur (108) pour la vanne VariPak 28001 à levier unique (voir figure 15).
- 1,5 mm au-dessus de l'alignement des trous d'axes dans le support de l'actionneur (108) pour les vannes VariPak 28002 à Cv réglable (voir figure 20).
Remarque: La mesure de cette distance peut être facilitée en introduisant les axes (105), (184) et (18) dans leur logement.

Vannes Varipak à Cv ajustable Masoneilan - Notice d'instructions | 17
Figure 20 - Préréglage de la tige de clapet pour vanne VariPak 28002 à Cv réglable
Suite de la procédure de remontage pour vanne VariPak 28001 à levier unique :
H. Accoupler le levier (113) sur le support de l'actionneur (108) à l'aide de l'axe (105) et des deux circlips (112a). S'assurer que les trous dans le levier (113), destiné à recevoir l’anneau de montage (115), soient positionnés au-dessus.
Remarque: Veiller à ce que la chape (104a) soit correctement orientée avant d’adapter le levier (113) sur le support de l'actionneur (108).
Pour déterminer la position des trous d'articulation du levier et du trou d’accrochage de l’anneau (115) appropriés au sens d’action désiré, se reporter à la figure 6.
I. Accoupler la chape de tige de clapet (104a) au levier (113). Pour cela, appuyer avec un tournevis sur l'extrémité de la tige de clapet de façon à ce que les trous dans la chape et le levier soient alignés. Effectuer l'accouplement à l'aide de l'axe (18) et des circlips (112b).
Remarque: Graisser légèrement tous les axes avant de les monter. Procéder au réglage comme décrit au chapitre « Étalonnage », paragraphe 4.2.1, page 12.
J. Si la chape de tige de piston (104b) n'a pas été déréglée au cours du démontage, l'accoupler sur l’extrémité du levier (113) en admettant une pression d’air dans l'actionneur pour déplacer la chape du piston (104b) vers le haut. Accoupler la chape au levier (113) au moyen de l'axe (124) et des deux circlips (112c).
Remarque: Si la chape (104b) n'a pas été déréglée, procéder à son réglage et à son accouplement comme décrit au chapitre « Étalonnage », paragraphe 4.1.1, page 12.
K. Annuler la pression dans l'actionneur et vérifier à nouveau l'étanchéité (voir chapitre « Étalonnage », paragraphe 4.2.1, page 12). Poursuivre les opérations à partir du point M. de la procédure comme pour la vanne VariPak 28002.
Suite de la procédure de remontage pour la vanne VariPak 28002 à Cv réglable :
H. Accoupler le levier N° 2 (22) sur le support de l'actionneur (108) au moyen de l'axe (18). S'assurer que le trou dans le levier N° 2 destiné à recevoir l’anneau d’accrochage (115) soit situé sur le dessus et aligné avec le ressort de positionneur (114).
I. Mettre l’axe de réglage (23) dans la glissière du levier N° 1 et visser le bouton moleté (24) sur son extrémité filetée. Introduire l’extrémité lisse de l’axe (23) dans la rainure du levier N° 2 et mettre en place le levier N° 1 sur le support (108). Accoupler le levier N° 1 sur le support de l'actionneur (108) au moyen de l'axe (105) et des deux circlips (112a).
Remarque: S'assurer que la chape (104a) soit correctement orientée avant d’adapter le levier N° 1 sur le support de l'actionneur (108).
Pour repérer les trous d'articulation des leviers N° 1 et 2 appropriés au sens d’action désiré, voir la figure 6.
J. Régler le bouton (24) sur la position du Cv mini.
K. Si la chape de tige de piston (104b) n'a pas été déréglée lors du démontage, l'accoupler sur l’extrémité du levier N° 2 au moyen de l'axe (124) et des deux circlips (112c).
Remarque: Cette opération sera facilitée en donnant à la tige de piston une position intermédiaire au moyen d’une pression d’air sur la membrane (136) et en calant le boulon moleté sur une position dégageant le plus possible l’extrémité du levier N° 2. Si la chape de piston (104b) a été déréglée, procéder au réglage et à l’accouplement comme décrit au chapitre « Étalonnage », paragraphe 4.1.1, page 12.
L. Accoupler la chape de tige de clapet (104a) au levier N° 1. Pour cela, appuyer avec un tournevis sur l'extrémité de la tige de clapet de façon à faire coïncider les trous de la chape et du levier N° 1. Effectuer l'accouplement au moyen des deux axes (184) et des circlips (112b).
Remarque: Les circlips s’insèrent sur les axes entre les joues de la chape et le levier N° 1.
M. Desserrer à fond la vis (116) sur l’anneau d’accrochage (115) puis mettre en place celui-ci après avoir accroché le ressort (114) d’une part sur le support de ressort de l’ensemble de diaphragme (152) du positionneur, d’autre part sur l’anneau d’accrochage (115).
Remarque: L’anneau (115) comporte deux trous. Si l’actionneur est monté en F.M.A. (Fermeture par Manque d’Air), le ressort doit être accroché dans le trou supérieur. Dans le cas où l’actionneur est monté en O.M.A. (Ouverture par Manque d’Air), le ressort doit être accroché dans le trou inférieur (voir figure 6).

18 | GE Oil & Gas
N. Admettre les pressions d’alimentation et de signal et terminer l'étalonnage. Remettre en place le couvercle (110) avec les deux vis (109). Si la vanne est équipée d'une commande manuelle, remettre le couvercle, puis tourner la commande manuelle dans le sens horaire pour l'engager dans la butée de commande manuelle (122). Serrer les vis de couvercle (109).
O. Si le corps de vanne a été déposé, le réinstaller en observant les précautions indiquées au paragraphe « Mise en place de la vanne » page 10. Remettre la vanne en service.
5.5 MÉTHODE RAPIDE DE REMPLACEMENT DE LA GARNITURE (UNIQUEMENT POUR LES VANNES DE Cv MAXI. 0,6 À 3.8) (Figures 21, 26 et 27)
La méthode la plus rapide et la plus simple pour remplacer la garniture est de séparer du corps de vanne l’ensemble de l’actionneur, sans modifier le réglage de celui-ci. Cette méthode n'est toutefois pas recommandée pour les vannes de Cv maxi inférieur à 0,6 en raison de l’extrême finesse de leur clapet. Dans ce cas, la vanne doit être démontée pour remplacer la garniture (voir « DÉMONTAGE » en page 15).
Figure 21 - Remplacement de la garniture (pour vanne de Cv maxi. ≥ 0,6)
Annuler la pression dans la vanne et procéder comme suit :
A. Vérifier que le clapet n’est pas en appui sur le siège. Sur les vannes équipées d'un actionneur fermant par manque d’air, appliquer une pression d’air sous la membrane et manœuvrer la commande manuelle pour décoller le clapet de son siège.
B Retirer le bouchon de sécurité (11) du corps de vanne. Le téton du bouchon de sécurité s'engage dans le trou de l'entretoise de presse-étoupe (5). Sa fonction est d’empêcher le clapet d’être expulsé au cas où, par
accident, on enlèverait l’actionneur alors que la vanne est encore sous pression. Les pièces internes de la vanne ne peuvent pas être dégagées du corps si le bouchon de sécurité n’est pas d’abord enlevé. Enlever les deux écrous de la bride de presse-étoupe (8b) et remonter au maximum les deux écrous de fixation du support de l'actionneur (8a).
C. Séparer l'ensemble actionneur-clapet du corps de vanne, au besoin à l’aide d’un maillet et d’une pièce de bois intermédaire. Nettoyer le logement de la garniture dans le corps de la vanne. Enlever la garniture usagée puis nettoyer soigneusement la tige de clapet. Replacer avec précaution les nouveaux anneaux de garniture sur la tige de clapet en orientant les coupes obliques des anneaux de garniture à 120° les unes par rapport aux autres.
D. Remonter l'ensemble actionneur-clapet sur le corps de vanne, en veillant à : - aligner le trou de l'entretoise de presse-étoupe (5) avec le trou du bouchon de sécurité (11),
- et replacer les deux écrous de support (8a) pendant le montage.
- Procéder avec le maximum de précaution pendant le guidage de chaque garniture dans son logement.
E. Garnir le bouchon de sécurité de deux tours de ruban au PTFE. Visser le bouchon de sécurité dans le col de cinq tours et demi à six tours à partir du début de l’engagement du filetage.
Remarque: Pour déterminer le début d'engagement du filetage :
- Visser le bouchon de sécurité d'un tour environ.
- Apprécier le point d’extraction en le dévissant.
F. Remettre en place le grain, la bride et les écroux de presse-étoupe (8b). Resserrer correctement l’ensemble de presse-étoupe. Si la vanne est équipée d'un actionneur fermant par manque d’air, annuler la pression d'air et tourner la commande manuelle pour ramener le clapet en contact avec le siège. Remettre la vanne en service.
5.6 ENTRETIEN DU POSITIONNEUR 7700P OU 7700E (Figures 22, 23, 24, 25, 26 et 27)
Attention: Annuler les pressions d’alimentation et de signal. By-passer et dépressuriser le corps de vanne.
A. Déconnecter les deux écrous de raccords de pression (138a) et tirer vers l’avant le tube (140).

Vannes Varipak à Cv ajustable Masoneilan - Notice d'instructions | 19
B. Dévisser les deux vis d'assemblage (141a) et déposer le bloc manifold (144), le ressort (158), le joint (146) et ses trois joints toriques, l'ensemble pilote (155 à 157), les rondelles (145) et le joint torique (153).
Attention: Prendre soin des rondelles (145).
C. Desserrer l’écrou de blocage (117) et la vis de réglage (116), décrocher l’anneau d’accrochage du levier (22) ou du levier (113).
D. Dévisser les vis d'assemblage (141b) du corps de positionneur (147) et retirer ce dernier du support de l'actionneur.
Enlever les vis (148) pour séparer l'ensemble de diaphragme du positionneur (152) et le ressort (154) du corps de positionneur. Examiner toutes les pièces et les remplacer si elles sont usées ou détériorées.
E. Remonter l'ensemble de diaphragme de positionneur (152) et le ressort (154) sur le corps de positionneur et resserrer les vis (148). S'assurer que le petit joint torique de l'orifice de signal est en place dans son logement sur l'ensemble de diaphragme.
F. Remonter l'ensemble du bloc sur le support de l'actionneur.
Remarque: Lors de l'installation du corps de positionneur (147), le tourner de façon à ce que, lorsque le bloc manifold (144) est monté, le ou les manomètres soient orientés dans le bon sens (figure 22).
Figure 22 – Montage du positionneur
Noter l'orientation du positionneur (147) et du joint (146)
G. Vérifier que le joint (146), les trois joints toriques et les sièges ne sont pas endommagés et les remplacer si nécessaire.
H. Monter le joint torique (153), les rondelles (145), l'ensemble pilote, le joint (146) et ses trois joints toriques, le ressort (158) et le bloc manifold (144). Resserrer les vis (141a), remettre en place le tube (140) et resserrer les écrous de raccords de pression (138a).
Remarque: Les orifices du joint (146) doivent correspondre avec ceux du corps de positionneur (147).
Pour garantir le bon fonctionnement du positionneur, s'assurer que tous les joints sont étanches.
I. Raccrocher l’anneau (115) sur le levier (22) ou le levier (113). Dans le cas de la vanne VariPack 28001, se reporter à la figure 6 pour positionner l’anneau d’accrochage (115) en fonction du sens d’action prévu de l'actionneur. Admettre la pression d’alimentation et de signal. Régler la pression de démarrage en se reportant aux instructions du chapitre « Étalonnage ». Remettre la vanne en service.
Positionneur Signal (Psi) Repère du ressort
Code couleur du
ressort
7700P
3-15 ou
6-30 ou
3-27
114
154
Jaune
Rouge
3-9114
154
Blanc
Bleu
9-15114
154
Blanc
Vert
7700E 4-20 mA114
154
Jaune
Rouge
Figure 23 - Code couleurs des ressorts du positionneur (114 et 154)
5. ENTRETIEN SPÉCIFIQUE DU POSITIONNEUR 7700E
SE RÉFÉRER À LA NOTICE D’INSTRUCTION ATEX N° 185977 POUR TOUTES INTERVENTIONS SUR LES PARTIES ÉLECTRIQUES DU POSITIONNEUR 7700E.
A. Desserrer les vis (27) et déposer le module I/P (20).
Remarque: S'il est défectueux, le module I/P doit être remplacé.
B. Vérifier que les joints toriques (28, 29 et 30) et leurs portées ne sont pas endommagés.
Remarque: Toutes les pièces endommagées doivent être remplacées.
C. Mettre les joints toriques (28, 29 et 30) dans leurs logements sur le module I/P (20). Remonter le module I/P (20) sur le bloc manifold (144). Serrer les vis (27).
Remarque: Pour garantir le bon fonctionnement du positionneur, s'assurer que tous les joints sont étanches.

20 | GE Oil & Gas
5.8 TRANSFORMATION D’ UN POSITIONNEUR 7700P (PNEUMATIQUE) EN POSITIONNEUR 7700E (ÉLECTRO-PNEUMATIQUE)
Un kit comprenant le bloc manifold (144) et le module I/P (20) est disponible par l’intermédiaire de nos représentants locaux Masoneilan ou de notre service rechange.
SE RÉFÉRER À LA NOTICE D’INSTRUCTION ATEX N° 185977 POUR TOUTES INTERVENTIONS SUR LES PARTIES ÉLECTRIQUES DU POSITIONNEUR 7700E.
Annuler les pressions d’alimentation et de signal. By-passer et dépressuriser le corps de vanne.
A. Déconnecter les deux écrous de raccords de pression (138a) et tirer vers l’avnt le tube (140).
B. Dévisser les deux vis d'assemblage (141a) et déposer le bloc manifold (144). Il n'est pas nécessaire de déposer le ressort (158), le joint (146) et les trois joints toriques, l'ensemble de pilote (155 à 157), les rondelles (145) et le joint torique (153) à moins de disposer de pièces de rechange. Autrement, vérifier uniquement que ces pièces soient en parfait état avant le remontage.
Attention: Prendre soin des rondelles (145).
C. Si les pièces du paragraphe précédent ont été déposées, procéder comme suit :
Mettre en place le joint torique (153), les rondelles (145), l'ensemble de pilote (155 à 157), le joint (146) et les trois joints toriques, le ressort (158) et le bloc manifold (144) - module I/P (20). Resserrer les vis (141a), remettre en place le tube (140) et serrer les écrous de raccords (138a).
Remarque: Les orifices du joint (146) doivent correspondre avec ceux du corps du positionneur (147).
Pour garantir le bon fonctionnement du positionneur, s'assurer que tous les joints sont étanches.
D. Raccrocher l’anneau (115) sur le levier (22) (VariPak 28002) ou le levier (113) (VariPak 28001). Dans le cas de la vanne VariPack 28001, se reporter à la figure 6 pour positionner l’anneau d’accrochage (115) en fonction du sens d’action prévu de l'actionneur. Admettre la pression d’alimentation et le signal électrique. Régler la pression de démarrage en suivant les instructions du chapitre « Étalonnage ». Remettre la vanne en service.

Vannes Varipak à Cv ajustable Masoneilan - Notice d'instructions | 21
Figure 24 - Coupe transversale de l'actionneur VariPak 28002 à Cv réglable et du positionneur 7700P
NOMENCLATURERéf. Qté Désignation Réf. Qté Désignation Réf. Qté Désignation
Δ ☐ 1 1 Bouchon 1/4" NPT 101 1 Plaquette support de passe-tige 140 1 Tube Ο 2 1 Joint de siège 102 1 Rondelle d’appui ressort 141 (a, b) 4 Vis
a 1 Siège Cv maxi 3,8 103 1 Écrou de blocage 142 1 Manomètre « sortie » b 1 Siège Cv maxi 2,3 et 1,2 104 2 Chape 143 1 Manomètre « instrument »
3 c 1 Siège Cv maxi 0,25 et 0,60 105 1 Axe N° 1 144 1 Bloc manifold d 1 Siège Cv maxi 0,10 106 1 Ressort conique 145 1 to 5 Rondelle ☐ e 1 Siège Cv maxi < 0,10 Ο 107 1 Passe-tige Ο 146 1 Joint (inclus 171 et 172) ☐ 3 f 1 Entretoise Cv maxi < 0,10 108 1 Support d'actionneur 147 1 Corps de positionneur 4 1 Bague de serrage du siège 109 2 Vis de couvercle 148 2 Vis tête fraisée 5 1 Entretoise de presse-étoupe 110 1 Couvercle Ο 152 1 Ensemble de diaphragme Ο 6 1 Garniture de presse-étoupe 112 (a, b, c) 6 Circlips Ο 153 1 Joint torique 7 2 Goujon de presse-étoupe 114 1 Ressort d'équilibrage ♥ 154 1 Ressort 8 a 2 Écrou de support 115 1 Anneau d’accrochage Ο 155 1 Fourreau de pilote 8 b 2 Écrou de goujon de P.E. 116 1 Vis de réglage Ο 156 1 Clapet de pilote 9 1 Grain de presse-étoupe 117 1 Écrou de blocage Ο 157 1 Ressort 10 1 Bride de presse-étoupe 118 1 Écrou-frein 158 1 Ressort 11 1 Bouchon de sécurité 119 1 Guide de comande manuelle Δ 159 2 Micro-rupteur
12
a 1 Clapet tige Cv maxi 3,8 120 1 Commande manuelle Δ 160 4 Visb 1 Clapet tige Cv maxi 2,3 121 1 Levier de blocage Δ 161 4 Rondellec 1 Clapet tige Cv maxi 1,2 et 0,6 122 1 Butée de commande manuelle Δ 162 4 Écroud 1 Clapet tige Cv maxi 0,25 et 0,10 123 1 Bouchon de couvercle Δ 163 4 Fil
13 a 1 Corps Cv maxi < 3,8 124 1 Axe N° 4 Δ 164 1 Cosse 13 b 1 Corps Cv maxi 3,8 125 1 Écrou de blocage ■ 165 2 Sigle 18 1 Axe N° 3 (22/108) 126 1 Index de course 168 1 Rondelle de couvercle 20 1 Module I/P 127 1 Échelle de course 170 2 Plaque « signal » 21 1 Levier N° 1 129 2 Vis d’échelle de course ■ 171 1 Joint torique 22 1 Levier N° 2 130 2 Écrou rapide ■ 172 1 Joint torique 23 1 Axe de réglage 131 1 Ensemble Piston 173 1 Bouchon de couvercle 24 1 Bouton de réglage du Cv 133 2 Rivet (plaque de firme) ▼ 180 1 Limiteur de course 25 1 Plaque de réglage du Cv 134 1 Ressort d'actionneur ▼ 181 1 Écrou de blocage 26 2 Vis de plaque de réglage 135 1 Plaque de firme 182 1 Circlips (Cv maxi <0,10) 27 4 Vis Ο 136 1 Membrane déroulante 183 1 Clapet (Cv maxi. <0,10) Ο 28 1 Joint torique 137 1 Fond de support 184 2 Axe N° 2 Ο 29 1 Joint torique 138 1 Raccord coudé (comprend 138a) Ο 30 1 Joint torique 139 1 Vis fixation fond de support
Ο Pièces de rechange recommandées
☐ Constitue un ensemble complet comprenant : Le clapet/ tige (183), le circlips (182), le siège (3e) et l'entretoise (3f) (voir figure 2).
Concerne seulement le positionneur pneumatique.
Voir Figure 2.
Consulter le tableau sur la figure 23.
Concerne seulement la commande manuelle en option (fig. 5).
Ο Ensemble indémontable comprenant (155, 156 et 157).
■ Pièces non représentées.
▲ Uniquement dans le cas de corps moulés.
▼ Uniquement sur actionneur équipé d’une commande manuelle et/ou d’un positionneur modèle 8013 E.P. (fig. 5).
Δ Concerne seulement l’adaptation de micro-rupteur en option: quantité indiquée pour deux micro-rupteurs (voir fig. 13).

22 | GE Oil & Gas
180
181
Figure 25 - Coupe transversale de l'actionneur VariPak 28001à levier unique et du positionneur 7700E
Figure 26 - Coupe transversale partielle de la vanne VariPak 28001 à levier unique, fermant par manque d’air

Vannes Varipak à Cv ajustable Masoneilan - Notice d'instructions | 23

24 | GE Oil & Gas
180
181
Figure 27 - Coupe transversale partielle de la vanne VariPak 28002 à Cvréglable, fermant par manque d’air
Figure 29 - Détail d’accouplement des leviers N° 1 et 2
Figure 28 - Vue de dessus partielle

180
181
GEA30857-FR 03/2014
© 2014 General Electric Company. Tous droits réservés.
* Masoneilan et VariPak sont des marques déposées de General Electric Company.Les autres noms de sociétés et de produits utilisés dans ce document sont des marques déposées ou de commerce de leurs propriétaires respectifs.
AUSTRALIEBrisbane :Téléphone: +61-7-3001-4319Télécopie: +61-7-3001-4399
Perth :Téléphone: +61-8-6595-7018Télécopie: +61 8 6595-7299
Melbourne :Téléphone: +61-3-8807-6002Télécopie: +61-3-8807-6577
BELGIQUETéléphone: +32-2-344-0970Télécopie: +32-2-344-1123
BRÉSILTéléphone: +55-11-2146-3600Télécopie: +55-11-2146-3610
CHINETéléphone: +86-10-8486-4515Télécopie: +86-10-8486-5305
FRANCECourbevoieTéléphone: +33-1-4904-9000Télécopie: +33-1-4904-9010
ALLEMAGNERatingenTéléphone: +49-2102-108-0Télécopie: +49-2102-108-111
INDEMumbaiTéléphone: +91-22-8354790Télécopie: +91-22-8354791
New DelhiTéléphone: +91-11-2-6164175Télécopie: +91-11-5-1659635
ITALIETéléphone: +39-081-7892-111Télécopie: +39-081-7892-208
JAPONChiba Téléphone: +81-43-297-9222Télécopie: +81-43-299-1115
CORÉETéléphone: +82-2-2274-0748Télécopie: +82-2-2274-0794
MALAISIETéléphone: +60-3-2161-0322Télécopie: +60-3-2163-6312
MEXIQUETéléphone: +52-5-310-9863Télécopie: +52-5-310-5584
PAYS-BASTéléphone: +0031-15-3808666Télécopie: +0031-18-1641438
RUSSIEVeliky NovgorodTéléphone: +7-8162-55-7898Télécopie: +7-8162-55-7921
MoscouTéléphone: +7 495-585-1276Télécopie: +7 495-585-1279
ARABIE SAOUDITETéléphone: +966-3-341-0278Télécopie: +966-3-341-7624
SINGAPOURTéléphone: +65-6861-6100Télécopie: +65-6861-7172
AFRIQUE DU SUDTéléphone: +27-11-452-1550Télécopie: +27-11-452-6542
AMÉRIQUE DU SUD, AMÉRIQUE CENTRALE ET CARAÏBESTéléphone: +55-12-2134-1201Télécopie: +55-12-2134-1238
ESPAGNETéléphone: +34-93-652-6430Télécopie: +34-93-652-6444
ÉMIRATS ARABES UNISTéléphone: +971-4-8991-777Télécopie: +971-4-8991-778
ROYAUME-UNIWooburn GreenTéléphone: +44-1628-536300Télécopie: +44-1628-536319
ÉTATS-UNISMassachusettsTéléphone: +1-508-586-4600Télécopie: +1-508-427-8971
Corpus Christi, Texas Téléphone: +1-361-881-8182Télécopie: +1-361-881-8246
Deer Park, TexasTéléphone: +1-281-884-1000Télécopie: +1-281-884-1010
Houston, TexasTéléphone: +1-281-671-1640Télécopie: +1-281-671-1735
LISTE DES BUREAUX DE VENTE DIRECTE