
Soutenance Projet de Fin d'Etude - mip2.insa-lyon.frmip2.insa-lyon.fr/Centre...
67
Soutenance Projet de Fin d'Etude Polissage de vilebrequin
-
Upload
nguyenminh -
Category
Documents
-
view
235 -
download
1
Transcript of Soutenance Projet de Fin d'Etude - mip2.insa-lyon.frmip2.insa-lyon.fr/Centre...

Soutenance Projet de Fin d'Etude
Polissage de vilebrequin
Sommaire
27/06/2011 2
• Introduction
• Bibliographie
• Plan d'expérience
• Expérience avec mâchoire Capricorn
• Conception
• Conclusion

Capricorn Automotive
27/06/2011 3
L’entreprise
Introduction
Mission du PFE
27/06/2011 4
Etude du processus physique de polissage
Bibliographie+
Plan d’expérience
Besoin d’un outillage générique
Conception mécanique
Etude du processus de polissage
• Bibliographie préliminaire
• Plan d’expérience
27/06/2011 5
A. Recherche Bibliographique
• GBQ (General Bearing Quality)- le brevet
• Le procédé de superfinition par toilage
• Similitude et différences par rapport aux autres procédés de superfinition et le rodage
27/06/2011 6
GBQ (General Bearing Quality)
• Procédé inventé et breveté en 1985 par IMPCO MACHINE TOOLS
• DIN 8589/14 : « rodage extérieur à course courte », plus précisément « rodage à bande »
• appelé « polissage dur » à Capricorn, mais pas d’abrasif libre
• désignations courantes « superfinition » et « microfinition »
27/06/2011 7
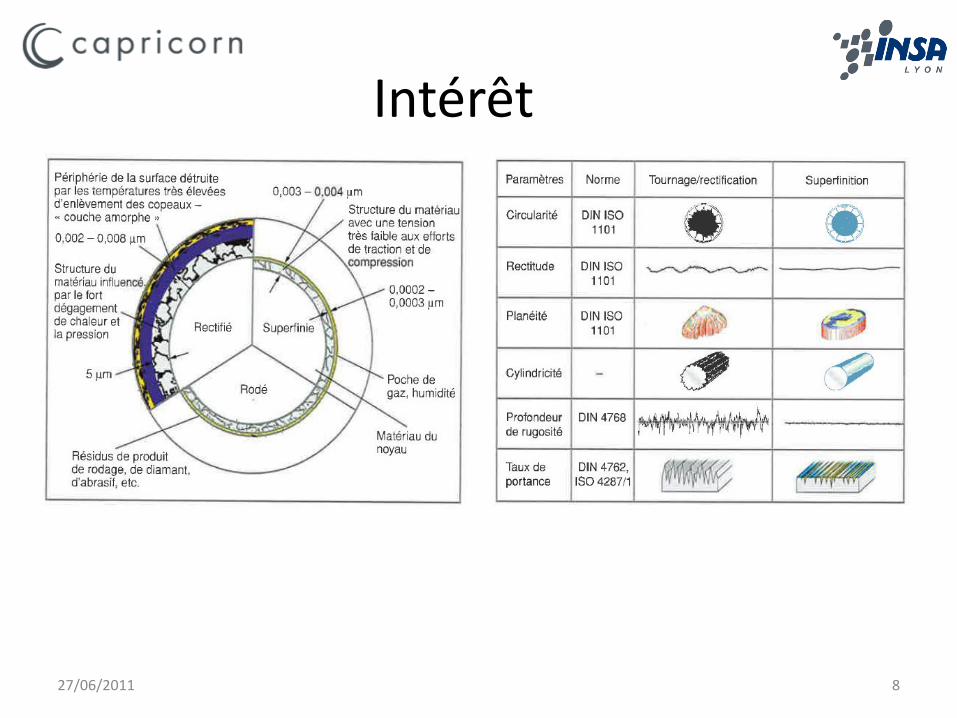
Intérêt
27/06/2011 8
Particularité de GBQ
• surfaces de contact des mâchoires rigide
correction de forme
27/06/2011 9
Etude du brevet
• supports rigides de forme précise
pression de contact élevée sur les régions qui dépassent la forme
enlèvement de matière plus grand
27/06/2011 10
• Contre ondulation, convexité, concavité
• 90 durometre mini
• Pierre d’affutage:
– pas déformables
– Usinage précis est maitrisé
– Pas de glissement de la bande
27/06/2011 11
• Montage flottant
• Rotation de la pièce + oscillation
• Stries croisées
27/06/2011 12
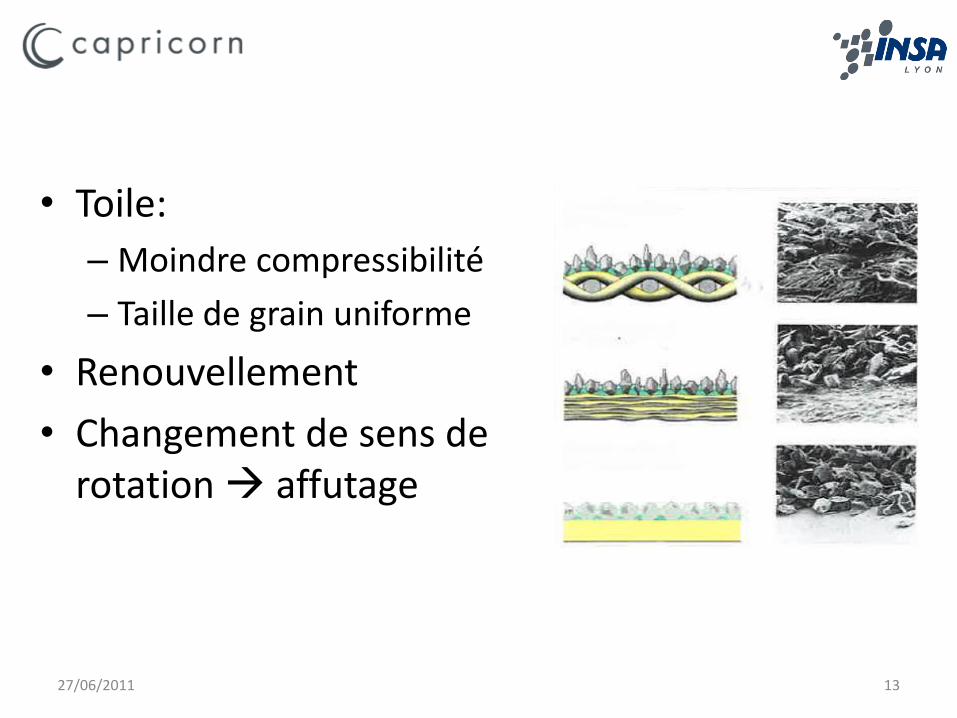
• Toile:
– Moindre compressibilité
– Taille de grain uniforme
• Renouvellement
• Changement de sens de rotation affutage
27/06/2011 13
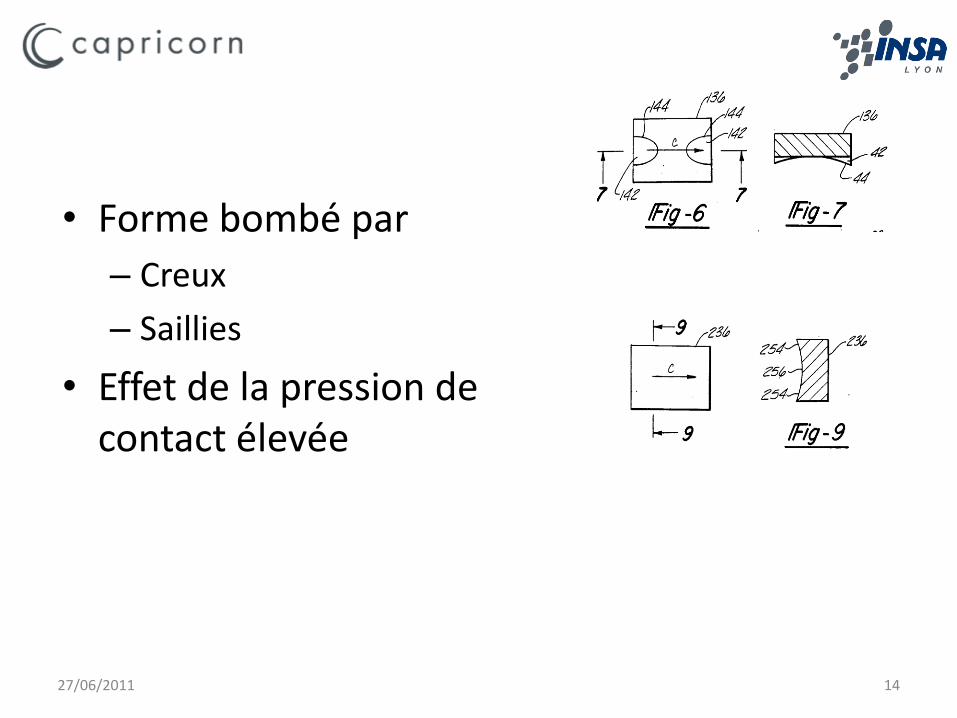
• Forme bombé par
– Creux
– Saillies
• Effet de la pression de contact élevée
27/06/2011 14
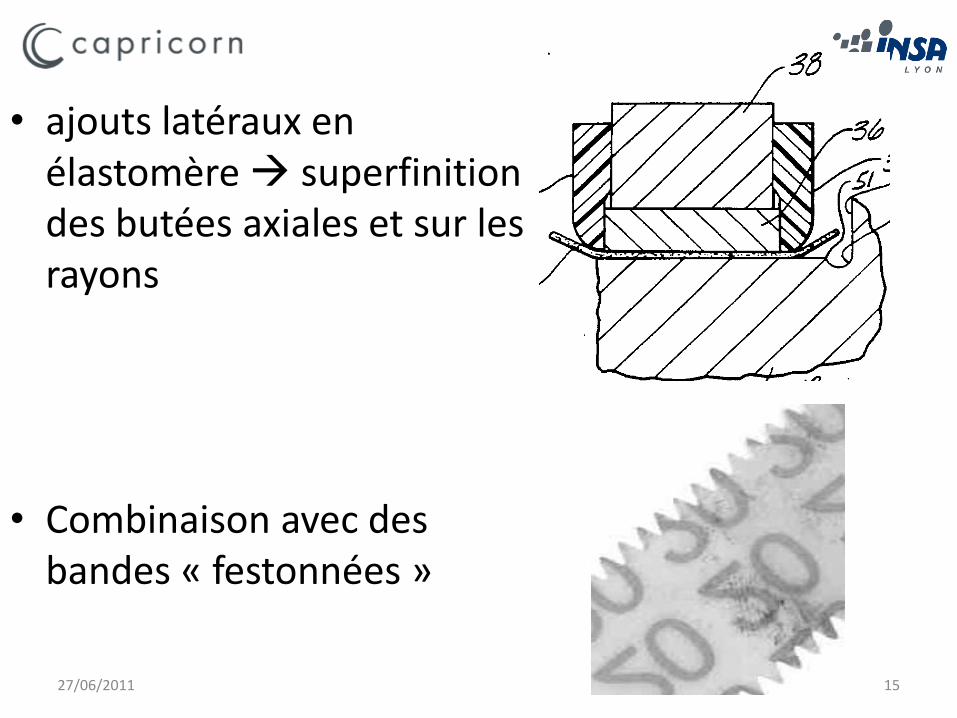
• ajouts latéraux en élastomère superfinition des butées axiales et sur les rayons
• Combinaison avec des bandes « festonnées »
27/06/2011 15
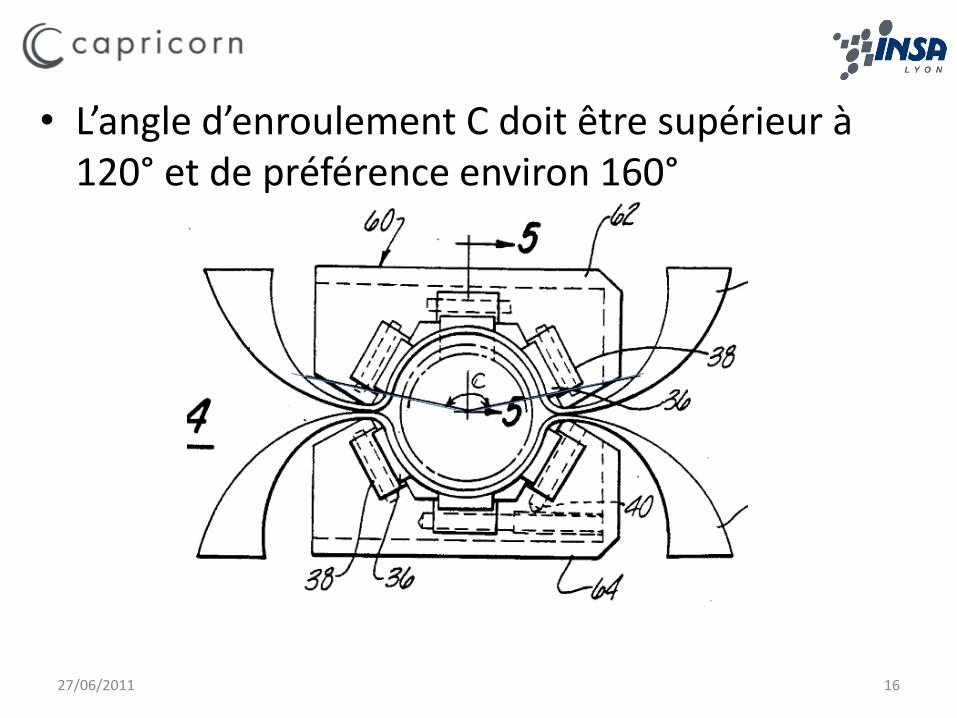
• L’angle d’enroulement C doit être supérieur à 120° et de préférence environ 160°
27/06/2011 16
27/06/2011 17
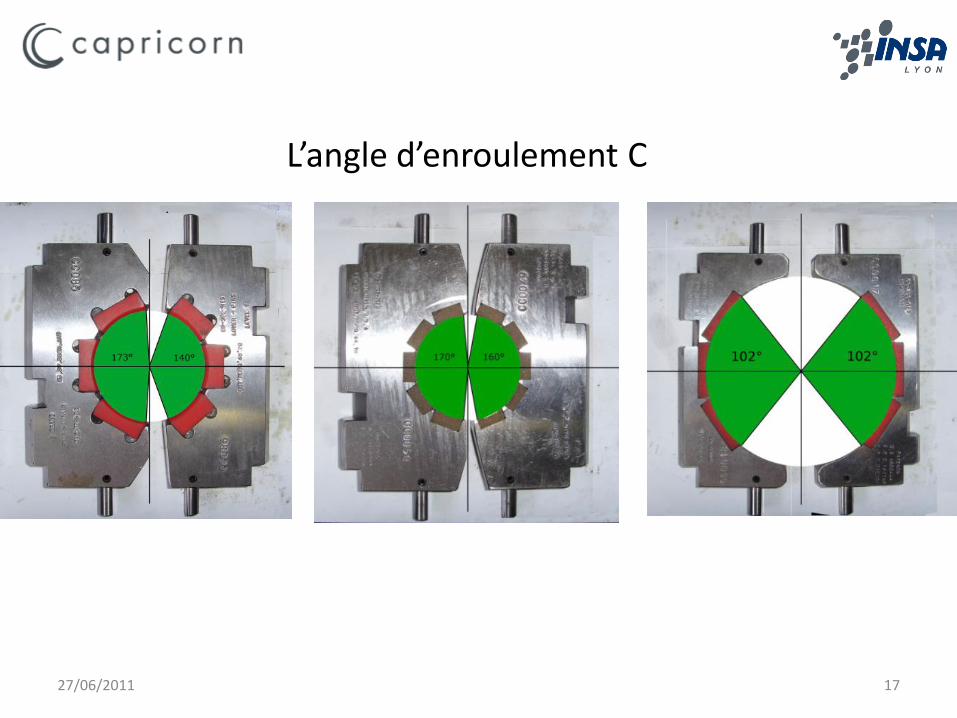
L’angle d’enroulement C
• Mesures des rayons:
– Jeu radiale: environ 224 µm ~ épaisseur bande environ 245 µm
• Mesures de la largeur
– Jeu axiale de 1,5 à 2,5 mm
• Mesures de la pression surfacique
– Poids du bras important (raison pour problèmes avec manetons à Capricorn?)
– Serrage dans mâchoire
27/06/2011 18

Procédé de superfinition par toilage• Concurrent Supfina
– mâchoires dures en céramique en ébauche correction de forme
– finition avec mâchoires souples en plastique
– angle enrobant : 150°
27/06/2011 19
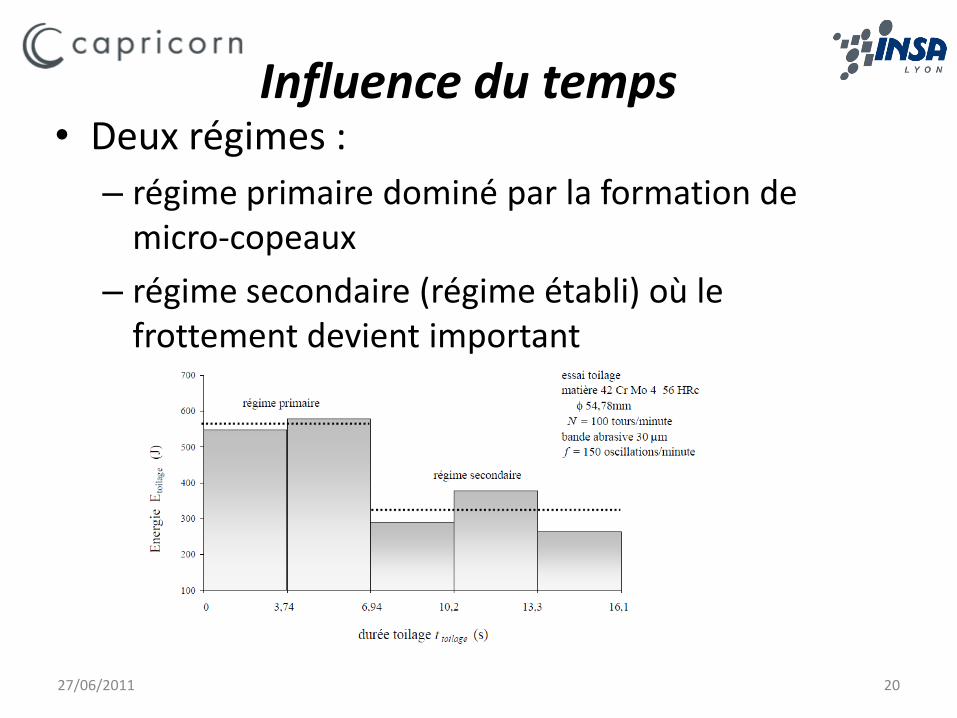
Influence du temps• Deux régimes :
– régime primaire dominé par la formation de micro-copeaux
– régime secondaire (régime établi) où le frottement devient important
27/06/2011 20
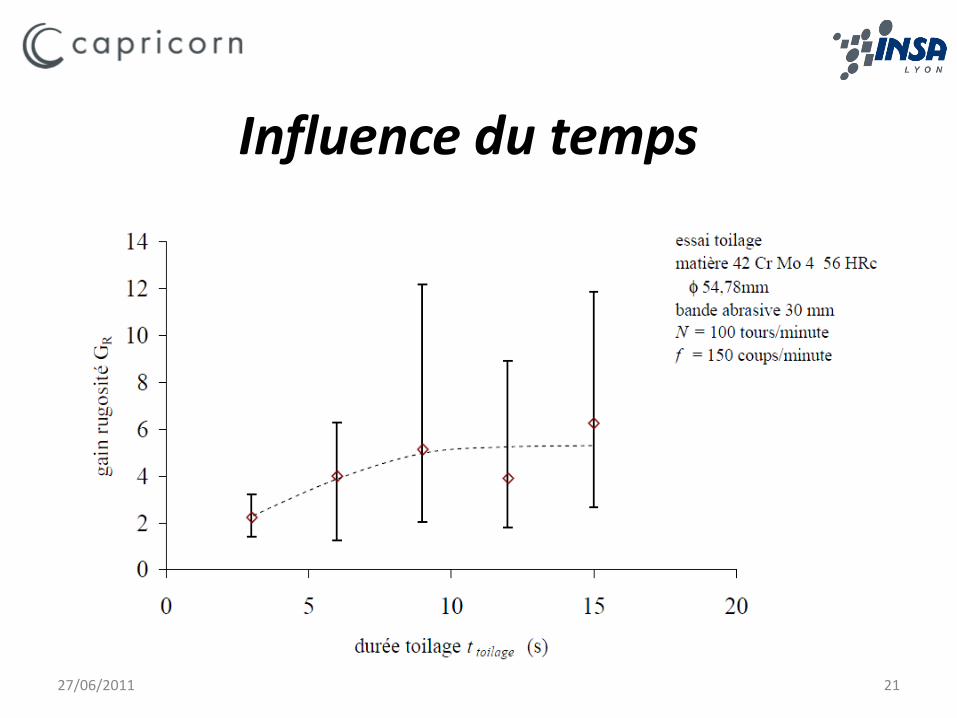
Influence du temps
27/06/2011 21
27/06/2011 22
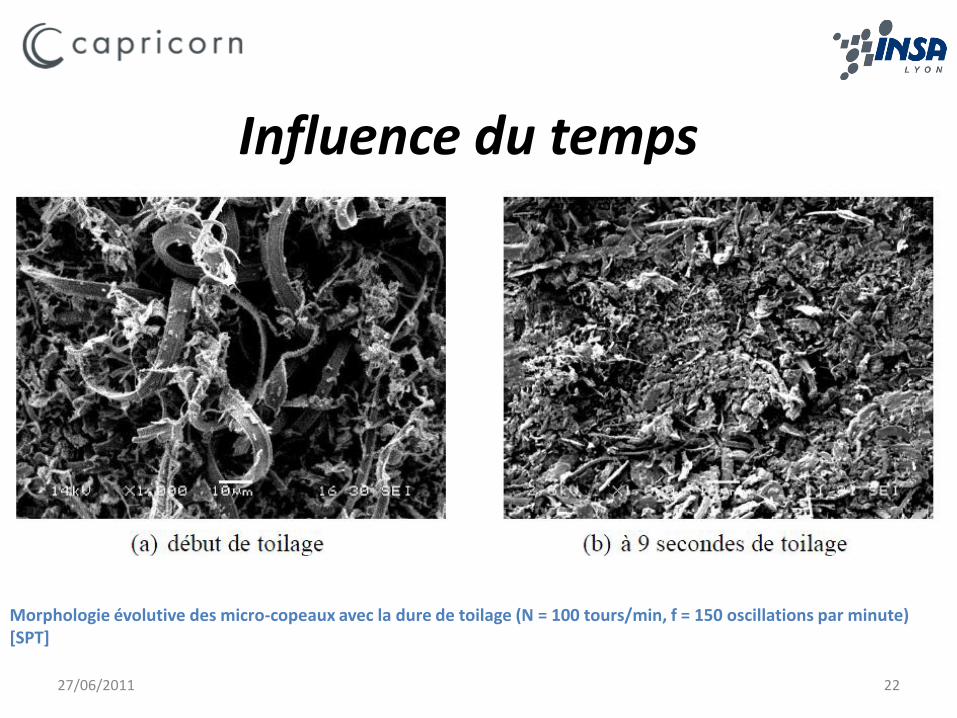
Morphologie évolutive des micro-copeaux avec la dure de toilage (N = 100 tours/min, f = 150 oscillations par minute) [SPT]
Influence du temps
27/06/2011 23
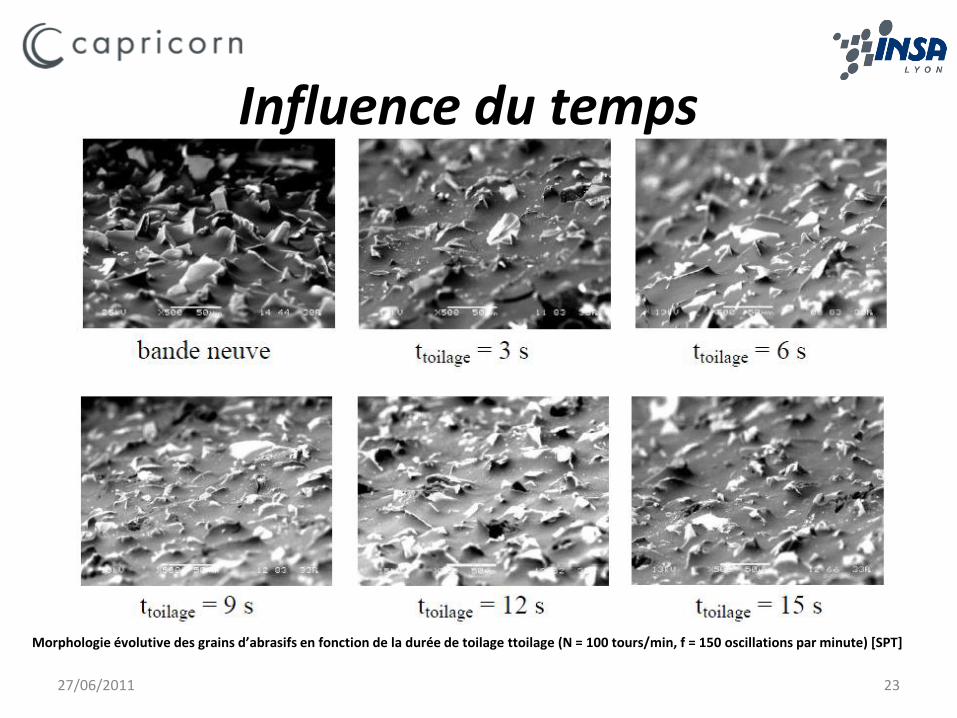
Morphologie évolutive des grains d’abrasifs en fonction de la durée de toilage ttoilage (N = 100 tours/min, f = 150 oscillations par minute) [SPT]
Influence du temps
Vitesse de rotation et fréquence de l’oscillation
• Vitesses faibles neutre sur le plan thermique
• À Capricorn: rapport entre vitesse de rotation et oscillation
27/06/2011 24
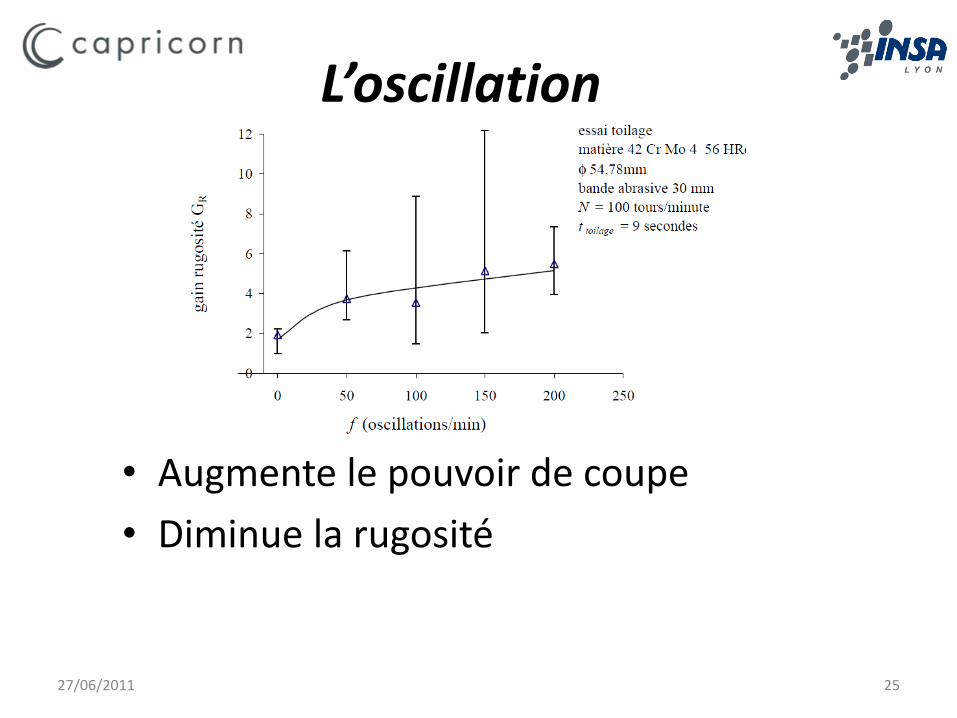
L’oscillation
• Augmente le pouvoir de coupe
• Diminue la rugosité
27/06/2011 25
Lubrification
• Refroidissement et réduction du frottement
• Nettoiement continuel : évacuation des copeaux etc.
27/06/2011 26
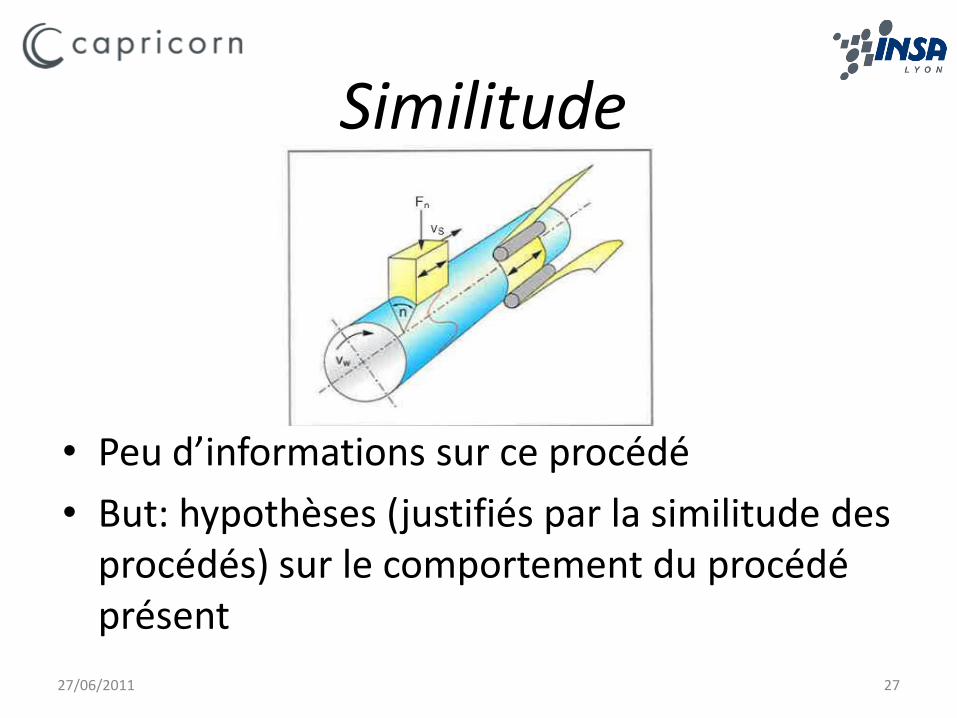
Similitude
• Peu d’informations sur ce procédé
• But: hypothèses (justifiés par la similitude des procédés) sur le comportement du procédé présent
27/06/2011 27
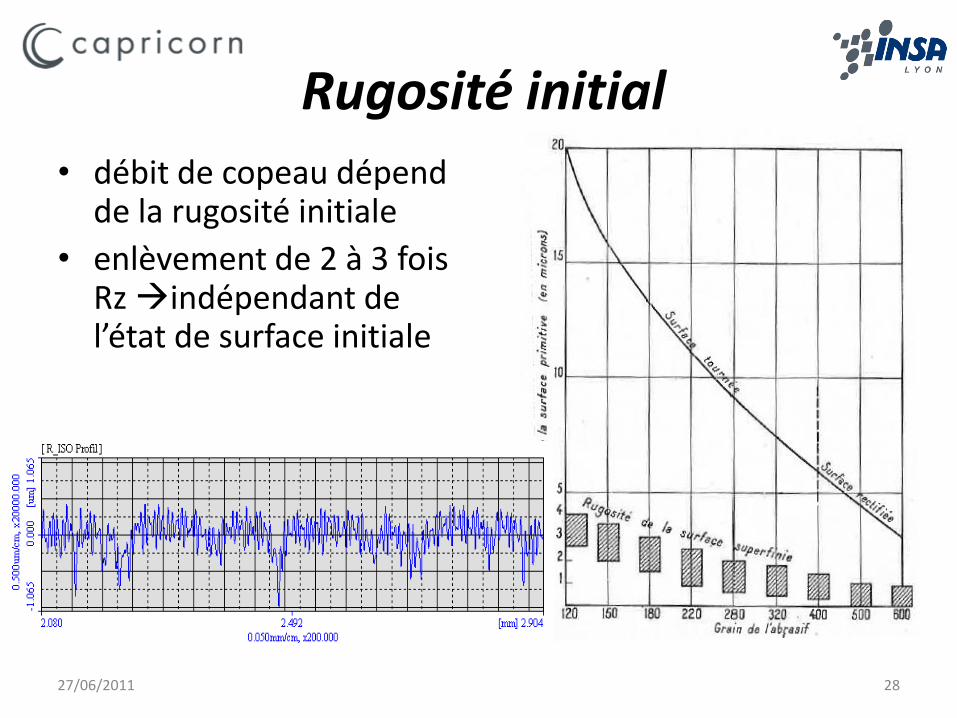
Rugosité initial
• débit de copeau dépend de la rugosité initiale
• enlèvement de 2 à 3 fois Rzindépendant de l’état de surface initiale
27/06/2011 28
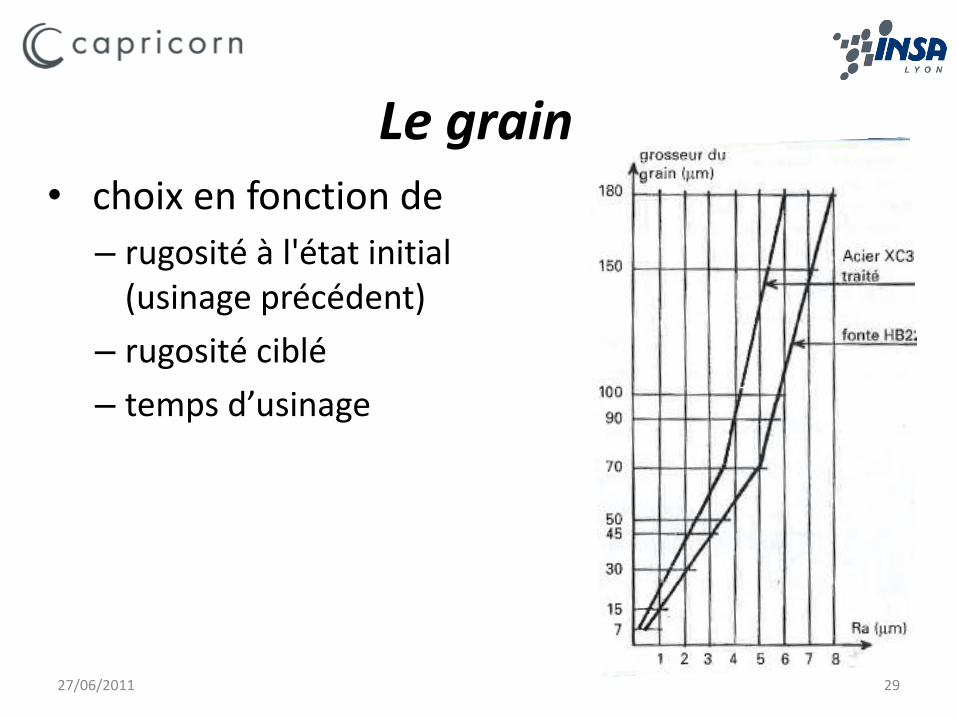
Le grain• choix en fonction de
– rugosité à l'état initial (usinage précédent)
– rugosité ciblé
– temps d’usinage
27/06/2011 29
Le grain• Abrasif neuf: aigu, Rts grande
enlèvement élevé
épaisseur de copeaux grande
sollicitation thermique faible
rugosité élevée
• Abrasif usé: moindre Rts
moindre rugosité
débit faible
27/06/2011 30
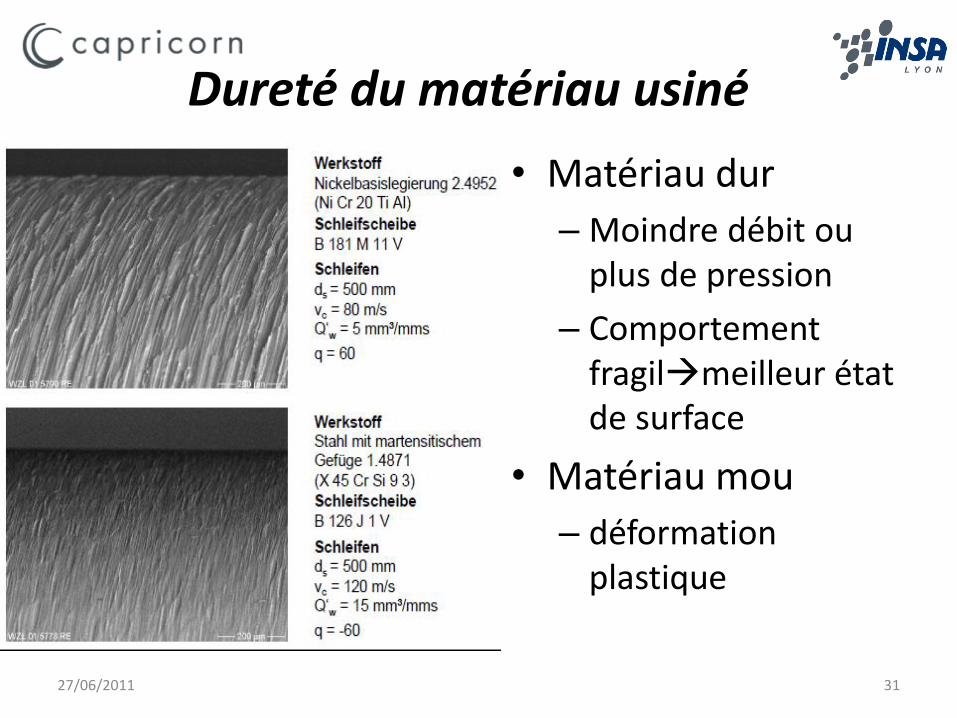
Dureté du matériau usiné
• Matériau dur
– Moindre débit ou plus de pression
– Comportement fragilmeilleur état de surface
• Matériau mou
– déformation plastique
27/06/2011 31
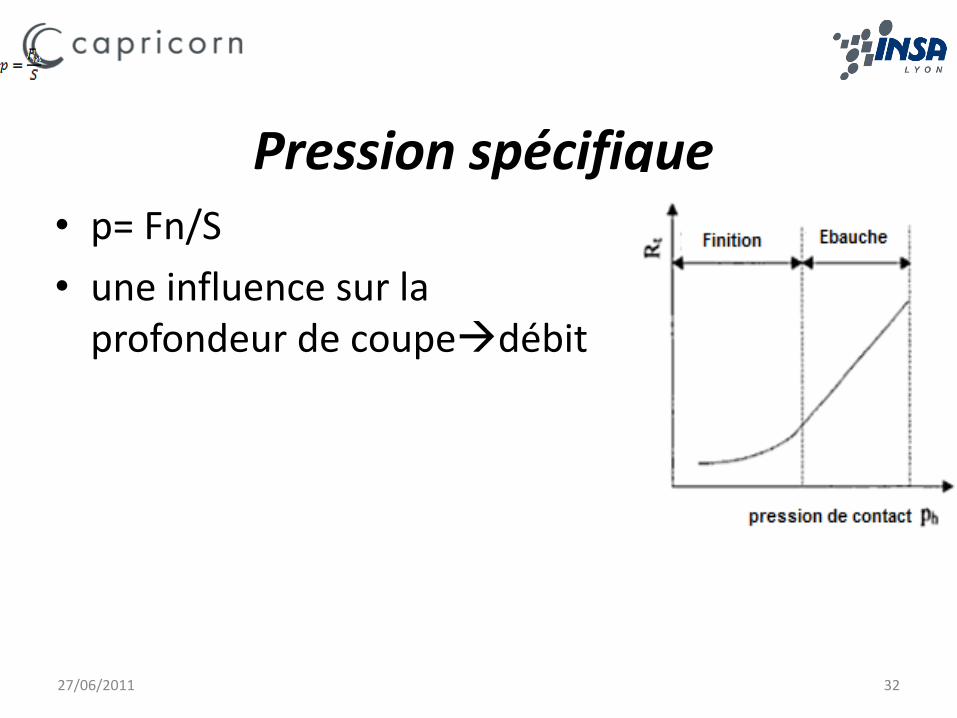
Pression spécifique• p= Fn/S
• une influence sur la profondeur de coupedébit
27/06/2011 32
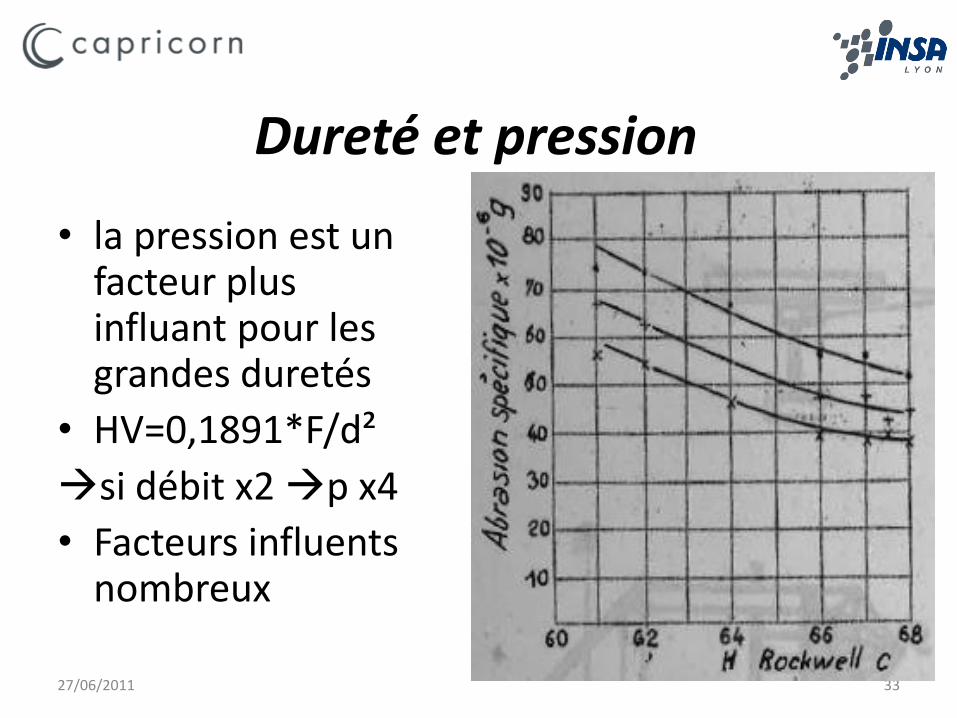
Dureté et pression
• la pression est un facteur plus influant pour les grandes duretés
• HV=0,1891*F/d²
si débit x2 p x4
• Facteurs influents nombreux
27/06/2011 33
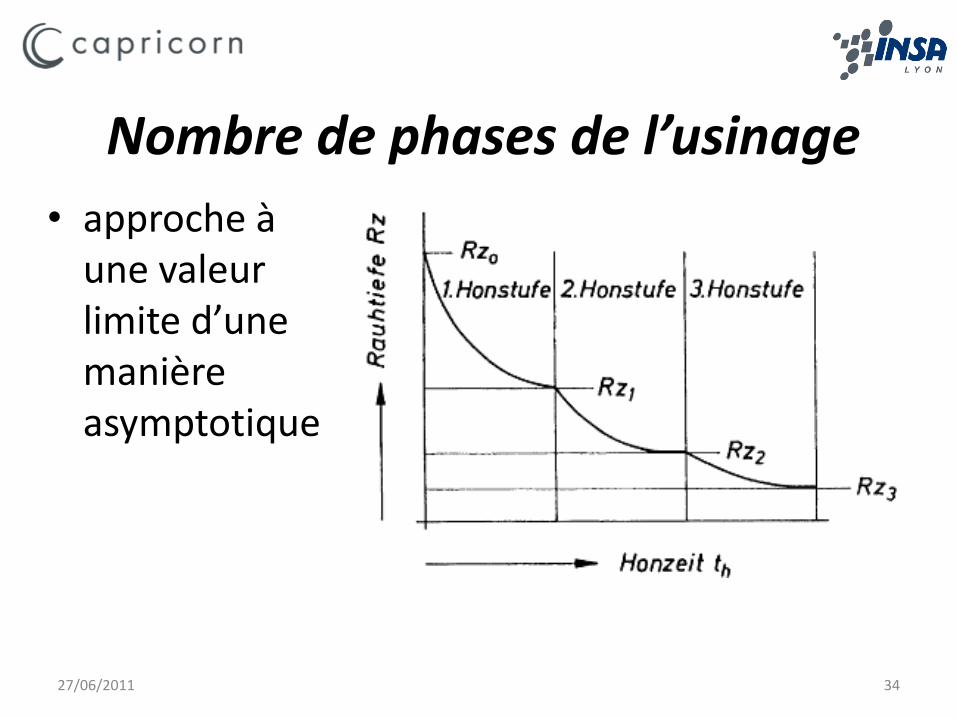
Nombre de phases de l’usinage
• approche à une valeur limite d’une manière asymptotique
27/06/2011 34
Plan d’expérience
• Choix des paramètres
• Protocole d’expérience et de mesure
• Résultats et analyse
• Perspective d’amélioration
27/06/2011 35
Choix des paramètres• Le temps de polissage• La pression de serrage• Le grain du papier utilisé• La dureté superficielle de la pièce• La vitesse d'usinage• Le nombre d'aller/retour dans le cycle• La surépaisseur avant polissage (par rapport à la forme de la mâchoire)• La longueur de bande renouvelée entre chaque polissage• Les paramètres géométriques de la portée (diamètre, largeur, excentricité)
27/06/2011 36
• Le temps de polissage• La pression de serrage• Le grain du papier utilisé• La dureté superficielle de la pièce• La vitesse d'usinage• Le nombre d'aller/retour dans le cycle• La surépaisseur avant polissage (par rapport à la forme de la mâchoire)• La longueur de bande renouvelée entre chaque polissage• Les paramètres géométriques de la portée (diamètre, largeur, excentricité)
Mesures
27/06/2011 37
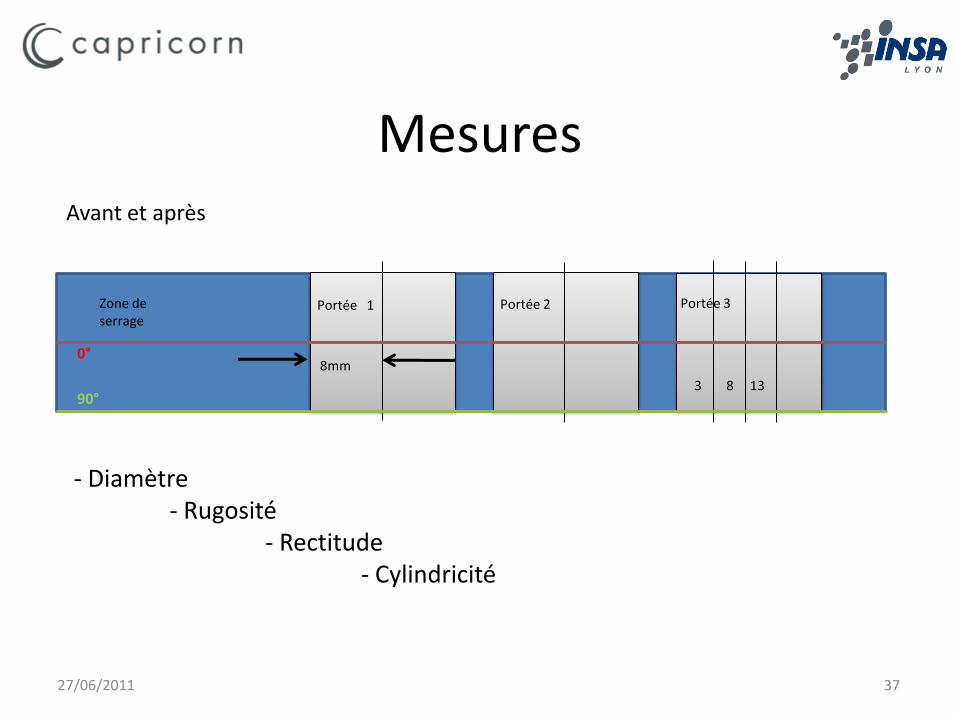
Zone de serrage
Portée 1 Portée 2 Portée 3
8mm
3 8 13
0°
90°
- Diamètre- Rugosité
- Rectitude - Cylindricité
Avant et après
Mesures
27/06/2011 38
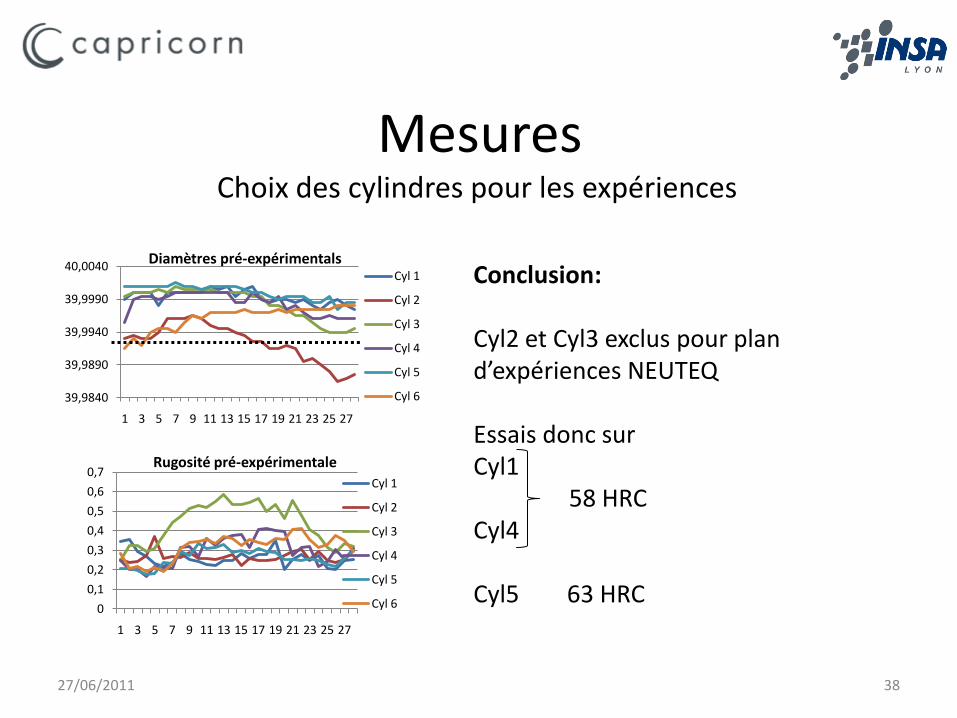
Choix des cylindres pour les expériences
39,9840
39,9890
39,9940
39,9990
40,0040
1 3 5 7 9 11 13 15 17 19 21 23 25 27
Diamètres pré-expérimentalsCyl 1
Cyl 2
Cyl 3
Cyl 4
Cyl 5
Cyl 6
Conclusion:
Cyl2 et Cyl3 exclus pour plan d’expériences NEUTEQ
Essais donc surCyl1
58 HRCCyl4
Cyl5 63 HRC0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
1 3 5 7 9 11 13 15 17 19 21 23 25 27
Rugosité pré-expérimentale
Cyl 1
Cyl 2
Cyl 3
Cyl 4
Cyl 5
Cyl 6
Design Expert
27/06/2011 39
• Statistique
• Plan d’expérience
• Interpolation/Modélisation
A - PressionB - GrainC - TempsD - DuretéE - Défaut de diamètreF - Circularité initialeG - Rectitude InitialeH - Rz InitialJ - Ra Initial
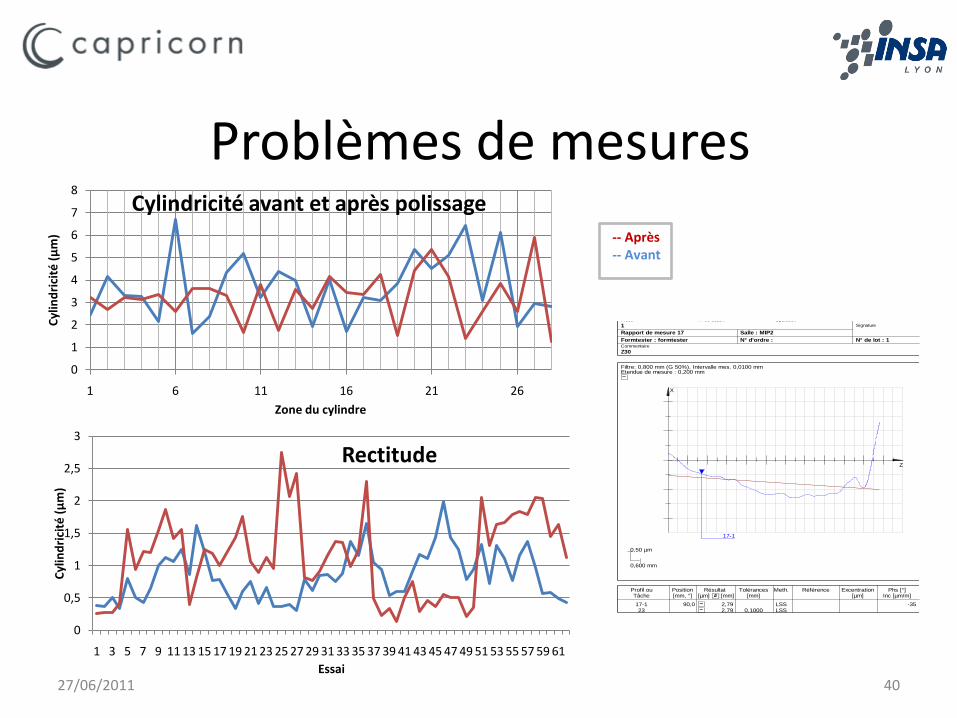
Problèmes de mesures
27/06/2011 40
0
1
2
3
4
5
6
7
8
1 6 11 16 21 26
Cyl
ind
rici
té (
µm
)
Zone du cylindre
Cylindricité avant et après polissage
0
0,5
1
1,5
2
2,5
3
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59 61
Cyl
ind
rici
té (
µm
)
Essai
Rectitude
-- Après-- Avant
FORM-PC
V4.24.6
MIP2 INSA LYON69100 VILLEURBANNEGMC
07.06.201113:00:02
Contrôleur
Signature
Pièce
1N° de dessin Opération
Rapport de mesure 17 Salle : MIP2
Formtester : formtester N° d'ordre : N° de lot : 1Commentaire
Z30
Z
X
17-1
Filtre: 0,800 mm (G 50%), Intervalle mes. 0,0100 mmEtendue de mesure : 0,200 mm
0,50 µm
0,600 mm
Profil ouTâche
Position[mm, °]
Résultat[µm] :[mm]
Tolérances[mm]
Meth. Référence Excentration[µm]
Phs [°]Inc [µm/m]
17-1 90,0 2,79 LSS -3523 2,79 0,1000 LSS
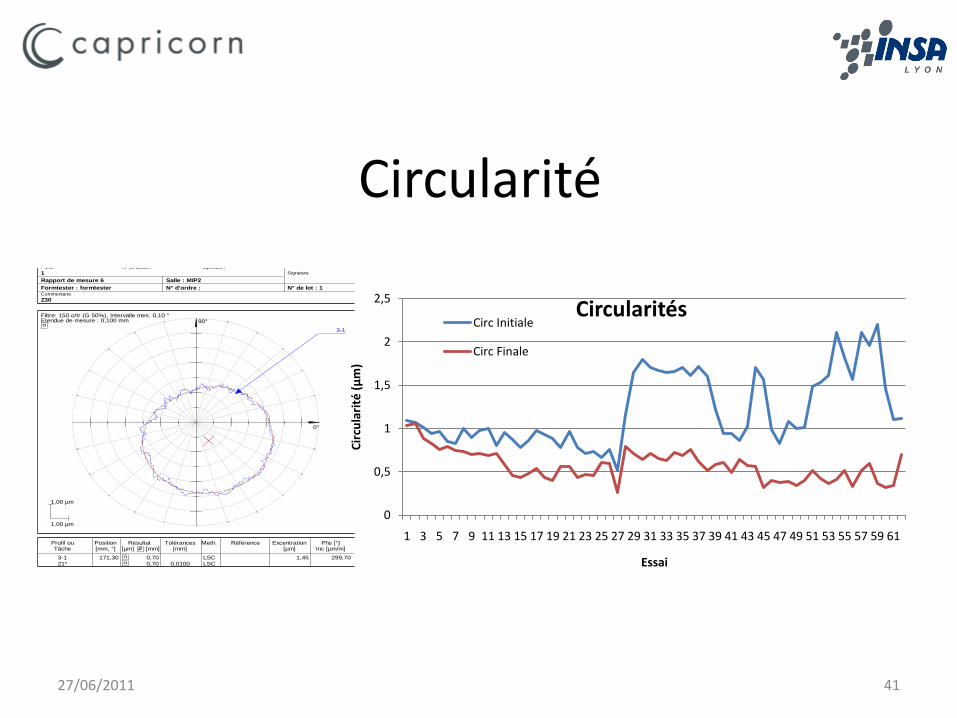
Circularité
27/06/2011 41
FORM-PC
V4.24.6
MIP2 INSA LYON69100 VILLEURBANNEGMC
07.06.201111:17:58
Contrôleur
Signature
Pièce
1N° de dessin Opération
Rapport de mesure 6 Salle : MIP2
Formtester : formtester N° d'ordre : N° de lot : 1Commentaire
Z30
0°
90°
3-1
Filtre: 150 o/tr (G 50%), Intervalle mes. 0,10 °Etendue de mesure : 0,100 mm
1,00 µm
1,00 µm
Profil ouTâche
Position[mm, °]
Résultat[µm] :[mm]
Tolérances[mm]
Meth. Référence Excentration[µm]
Phs [°]Inc [µm/m]
3-1 171,30 0,70 LSC 1,45 299,7021* 0,70 0,0100 LSC
0
0,5
1
1,5
2
2,5
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59 61
Cir
cula
rité
(µ
m)
Essai
CircularitésCirc Initiale
Circ Finale
Circularité
∆Circularité = -0,893 + -0,036.A + -0,104.B + -0,119947.D + -0,722.F + -0,076602.DE + 0,183797.B²
Circularité finale = 0,457 + -0,036.A + -0,104.B + -0,119947.D + 0,128.F + -0,076602.DE + 0,183797.B²
27/06/2011 42
Modèle Codé
A - PressionB - GrainD - DuretéF - Circularité initiale
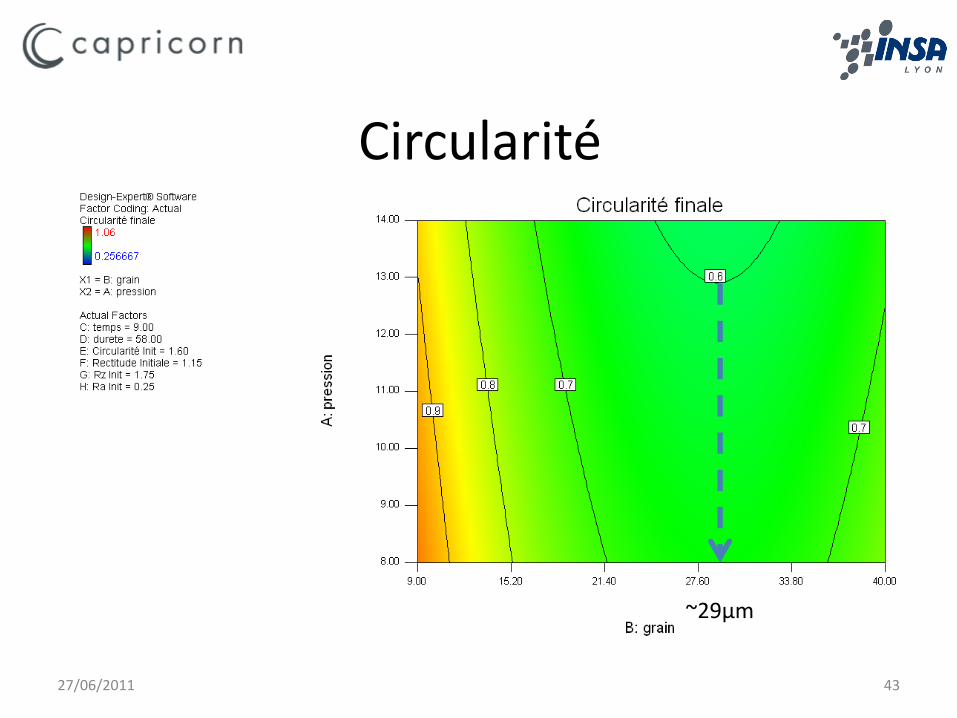
Circularité
27/06/2011 43
~29µm
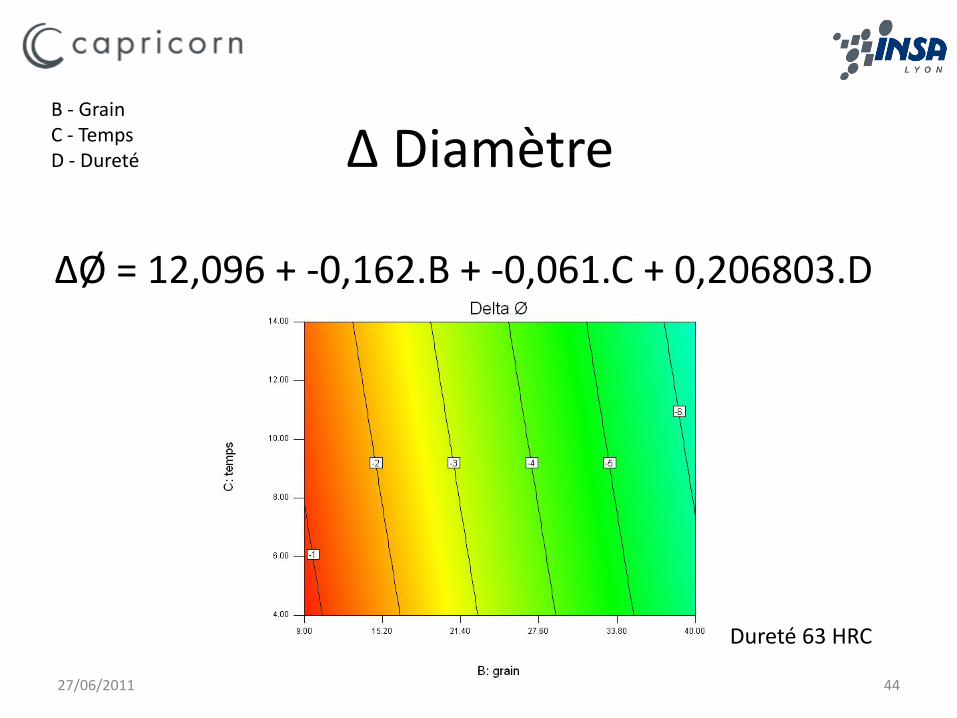
∆ Diamètre
Ư = 12,096 + -0,162.B + -0,061.C + 0,206803.D
27/06/2011 44
B - GrainC - TempsD - Dureté
Dureté 63 HRC
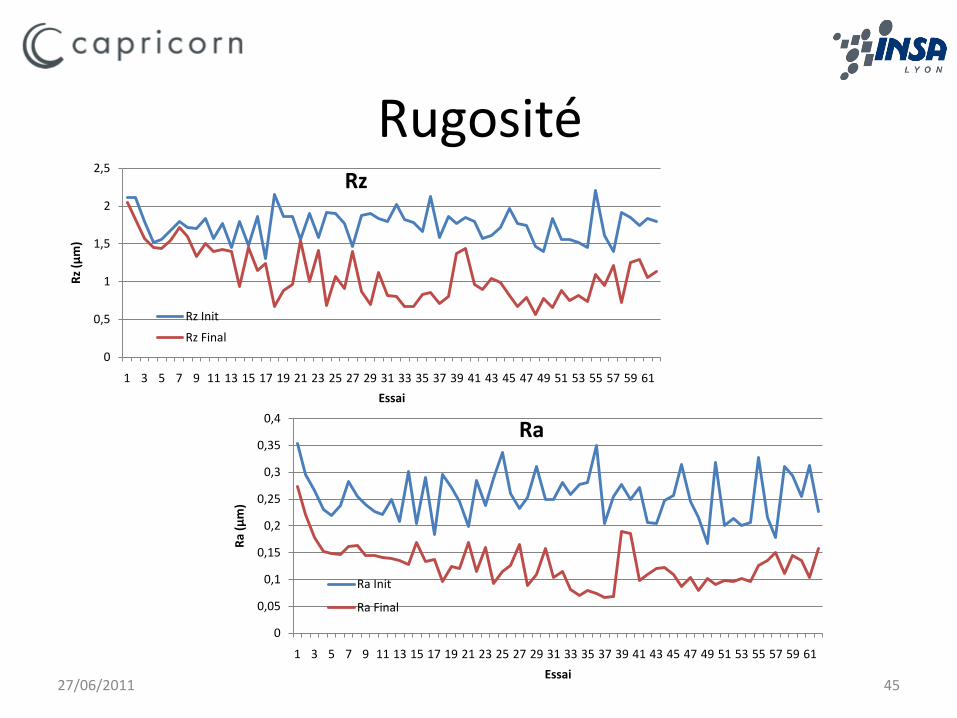
Rugosité
27/06/2011 45
0
0,5
1
1,5
2
2,5
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59 61
Rz
(µm
)
Essai
Rz
Rz Init
Rz Final
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59 61
Ra
(µm
)
Essai
Ra
Ra Init
Ra Final
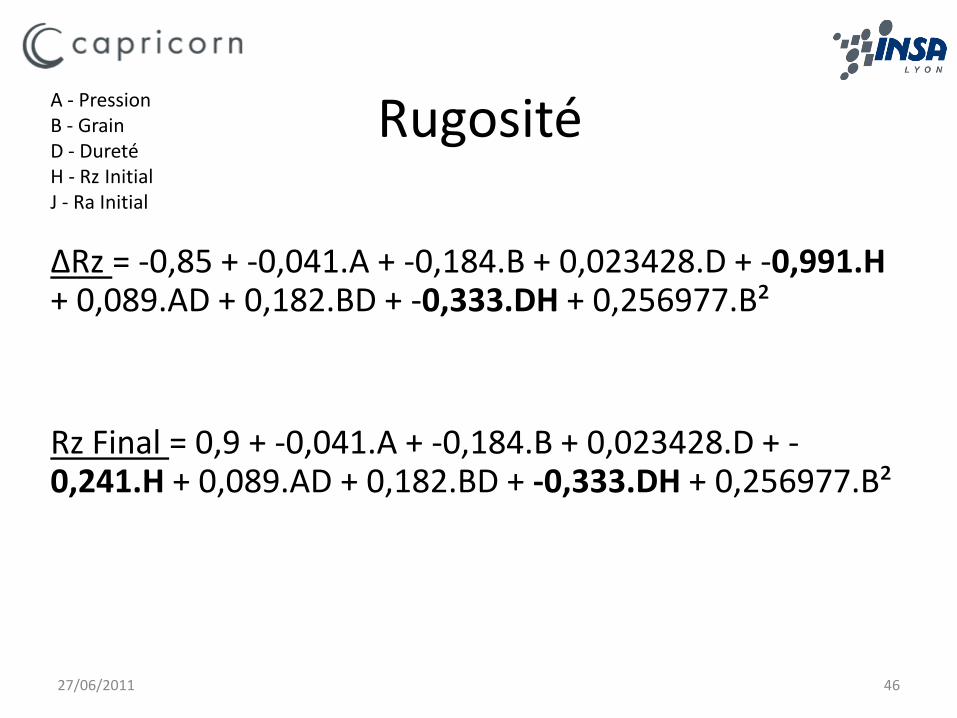
∆Rz = -0,85 + -0,041.A + -0,184.B + 0,023428.D + -0,991.H + 0,089.AD + 0,182.BD + -0,333.DH + 0,256977.B²
Rz Final = 0,9 + -0,041.A + -0,184.B + 0,023428.D + -0,241.H + 0,089.AD + 0,182.BD + -0,333.DH + 0,256977.B²
27/06/2011 46
RugositéA - PressionB - GrainD - DuretéH - Rz InitialJ - Ra Initial
27/06/2011 47
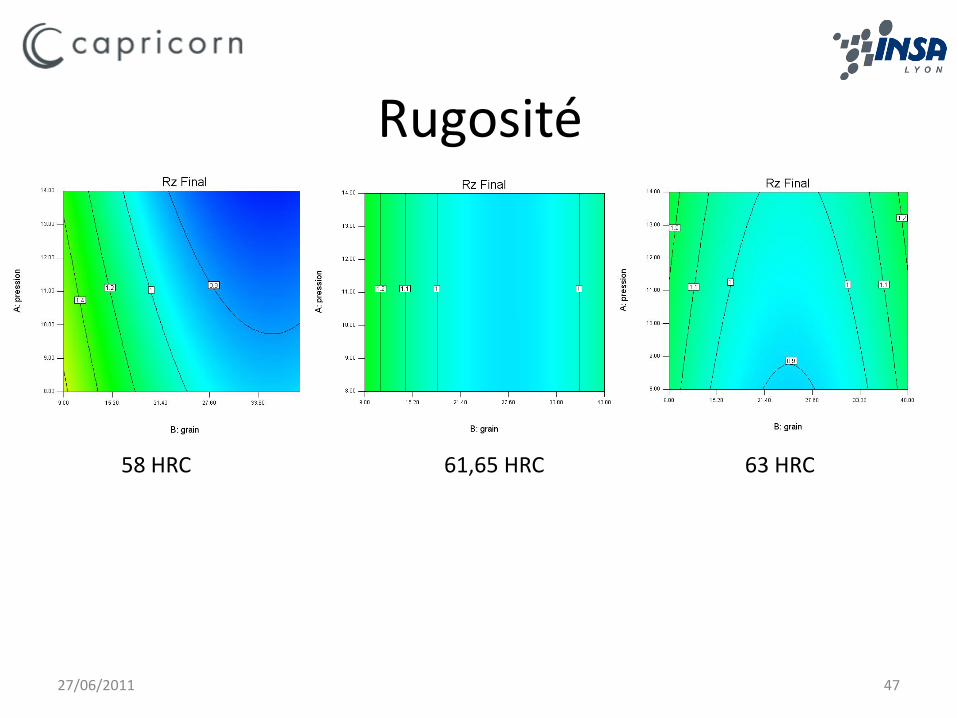
Rugosité
58 HRC 61,65 HRC 63 HRC
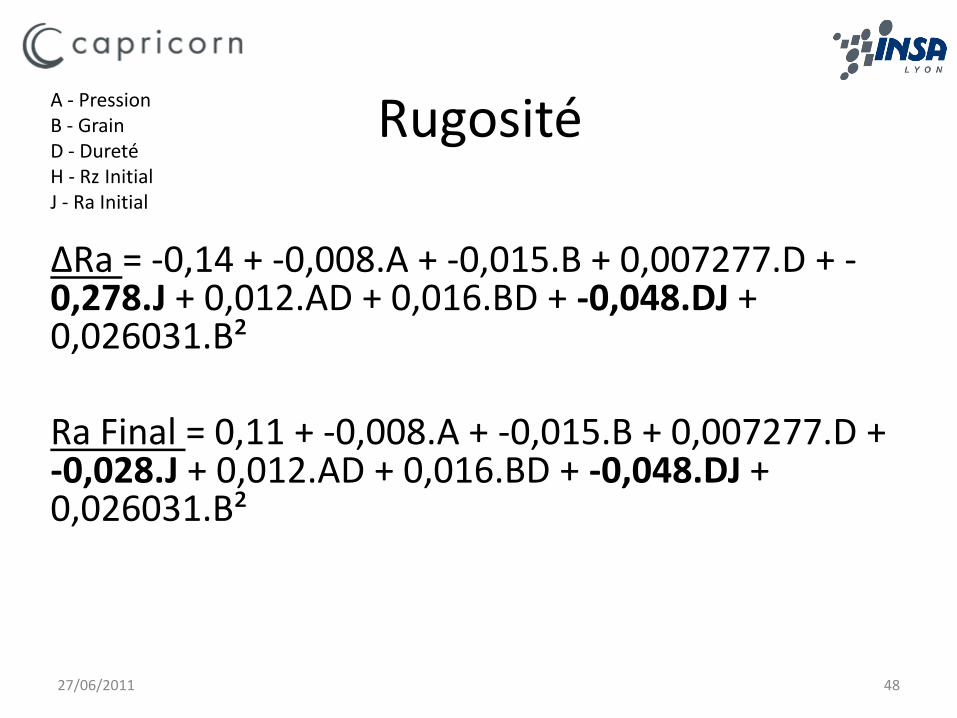
∆Ra = -0,14 + -0,008.A + -0,015.B + 0,007277.D + -0,278.J + 0,012.AD + 0,016.BD + -0,048.DJ + 0,026031.B²
Ra Final = 0,11 + -0,008.A + -0,015.B + 0,007277.D + -0,028.J + 0,012.AD + 0,016.BD + -0,048.DJ + 0,026031.B²
27/06/2011 48
RugositéA - PressionB - GrainD - DuretéH - Rz InitialJ - Ra Initial
27/06/2011 49
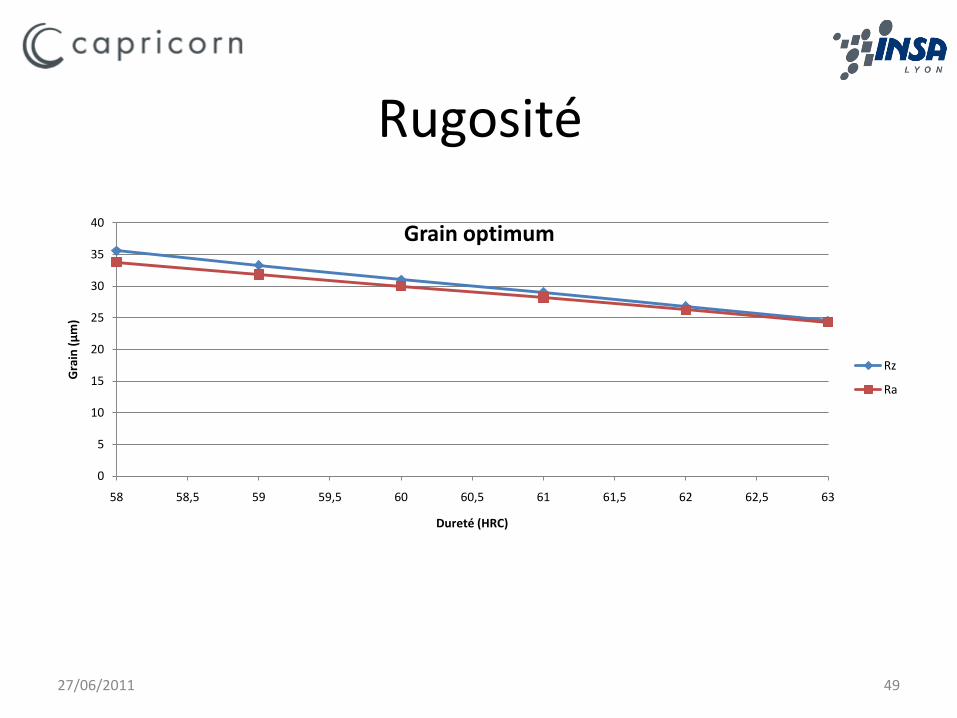
Rugosité
0
5
10
15
20
25
30
35
40
58 58,5 59 59,5 60 60,5 61 61,5 62 62,5 63
Gra
in (
µm
)
Dureté (HRC)
Grain optimum
Rz
Ra
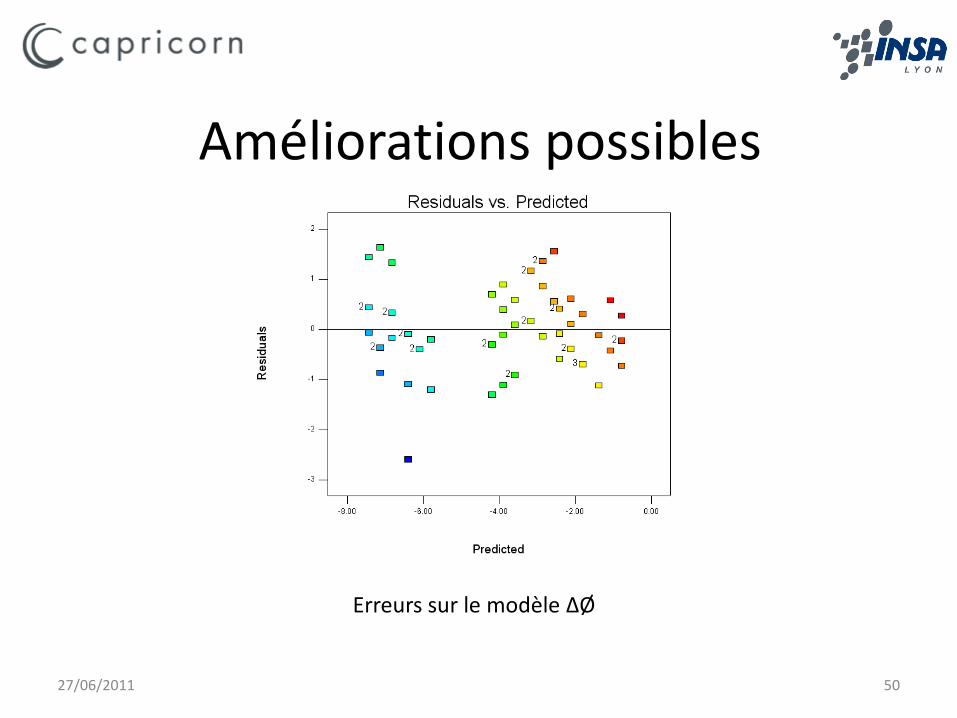
Améliorations possibles
27/06/2011 50
Erreurs sur le modèle ∆Ø
Améliorations possibles
27/06/2011 51
• Multiplication des mesures• Représentation de l’usure de la bande à chaque polissage• Confirmation des tendances des modèles• Recoupement avec la théorie
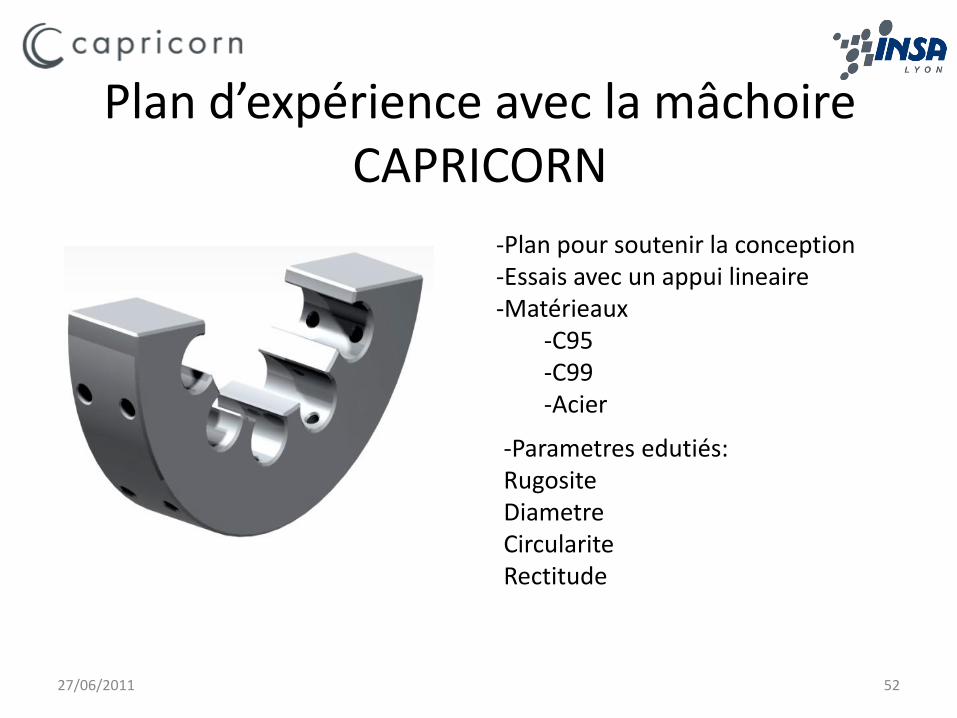
Plan d’expérience avec la mâchoire CAPRICORN
27/06/2011 52
-Plan pour soutenir la conception-Essais avec un appui lineaire-Matérieaux
-C95-C99-Acier
-Parametres edutiés:RugositeDiametreCirculariteRectitude
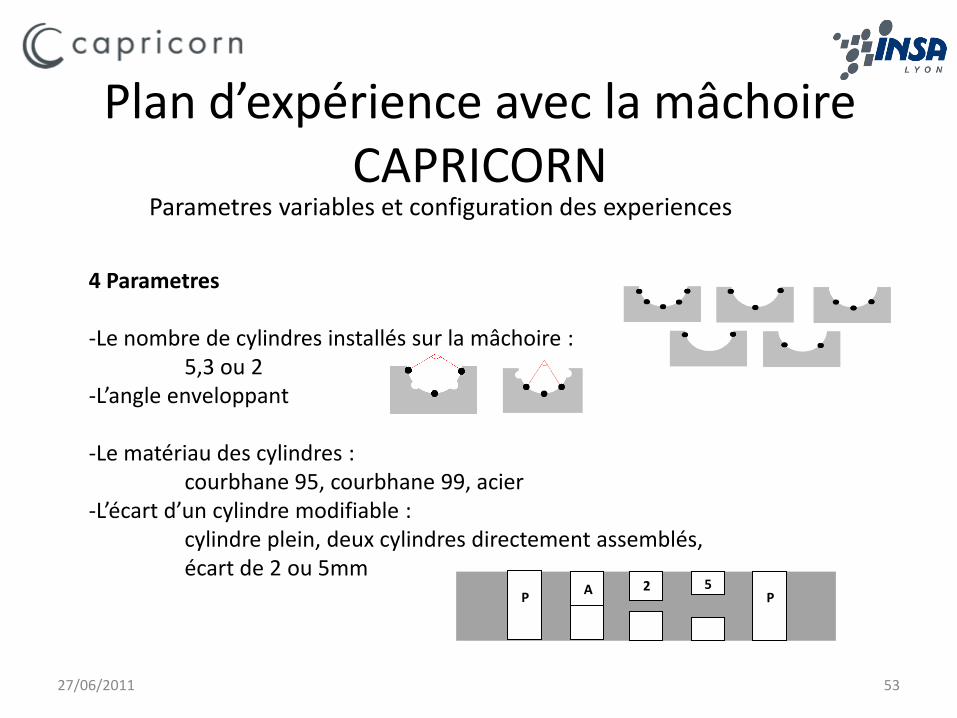
Plan d’expérience avec la mâchoire CAPRICORN
27/06/2011 53
Parametres variables et configuration des experiences
4 Parametres
-Le nombre de cylindres installés sur la mâchoire : 5,3 ou 2
-L’angle enveloppant
-Le matériau des cylindres : courbhane 95, courbhane 99, acier
-L’écart d’un cylindre modifiable : cylindre plein, deux cylindres directement assemblés,écart de 2 ou 5mm
P PA 2 5
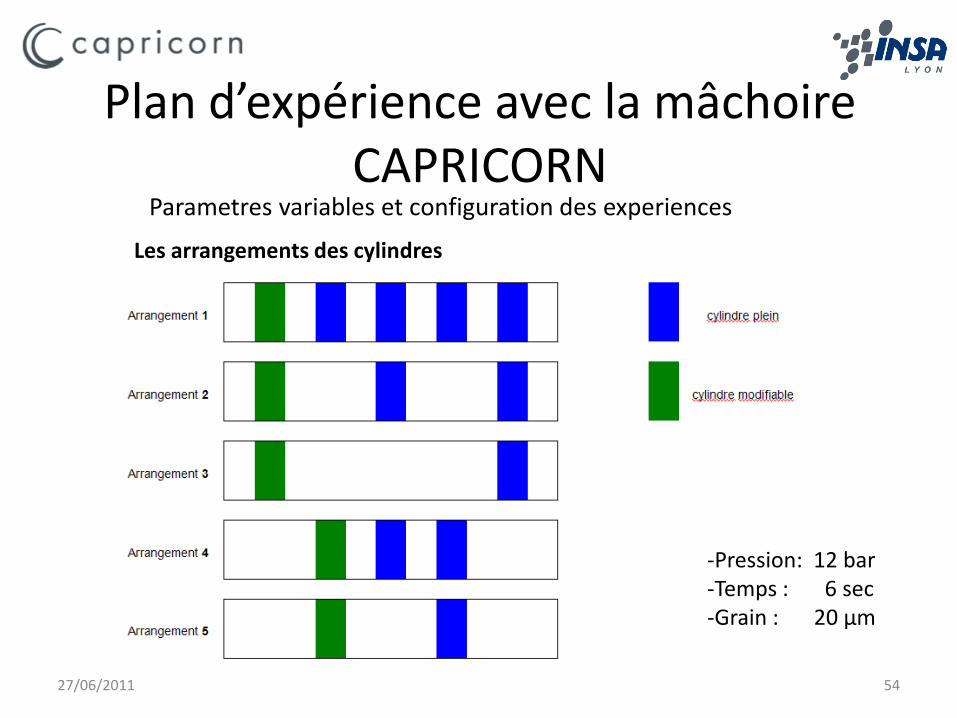
Plan d’expérience avec la mâchoire CAPRICORN
27/06/2011 54
Parametres variables et configuration des experiences
Les arrangements des cylindres
-Pression: 12 bar-Temps : 6 sec-Grain : 20 µm
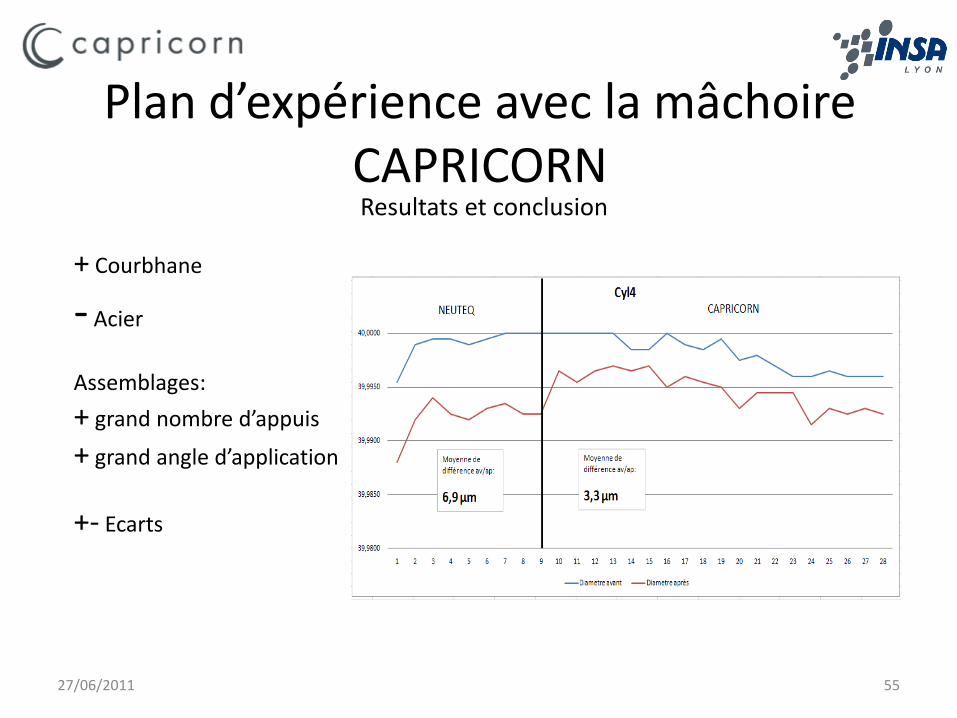
Plan d’expérience avec la mâchoire CAPRICORN
27/06/2011 55
Resultats et conclusion
+ Courbhane
- Acier
Assemblages:
+ grand nombre d’appuis
+ grand angle d’application
+- Ecarts
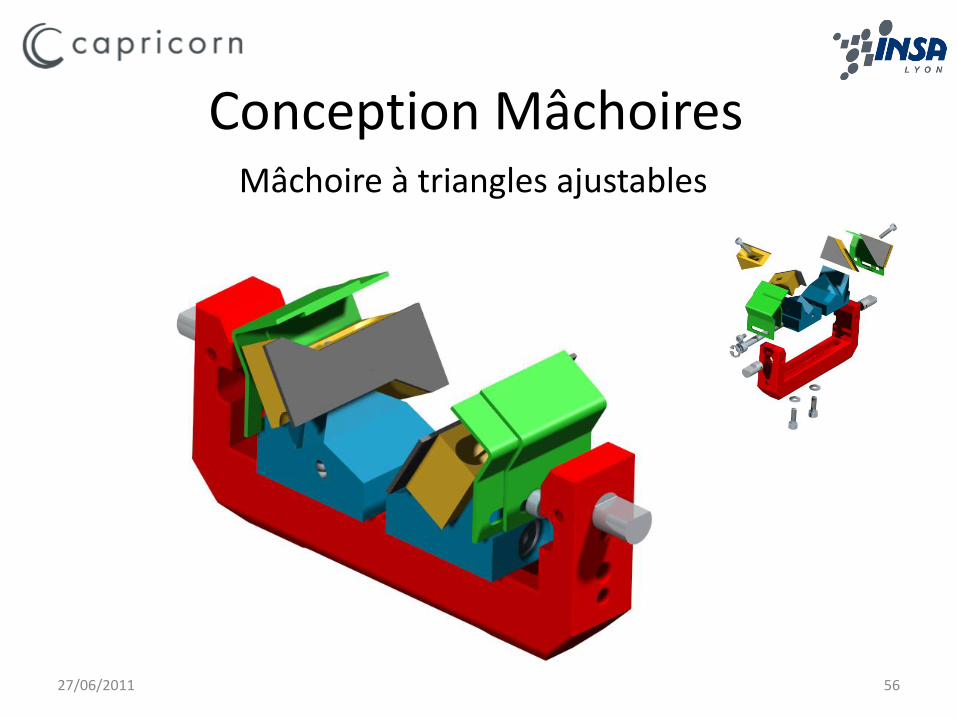
Conception Mâchoires
27/06/2011 56
Mâchoire à triangles ajustables
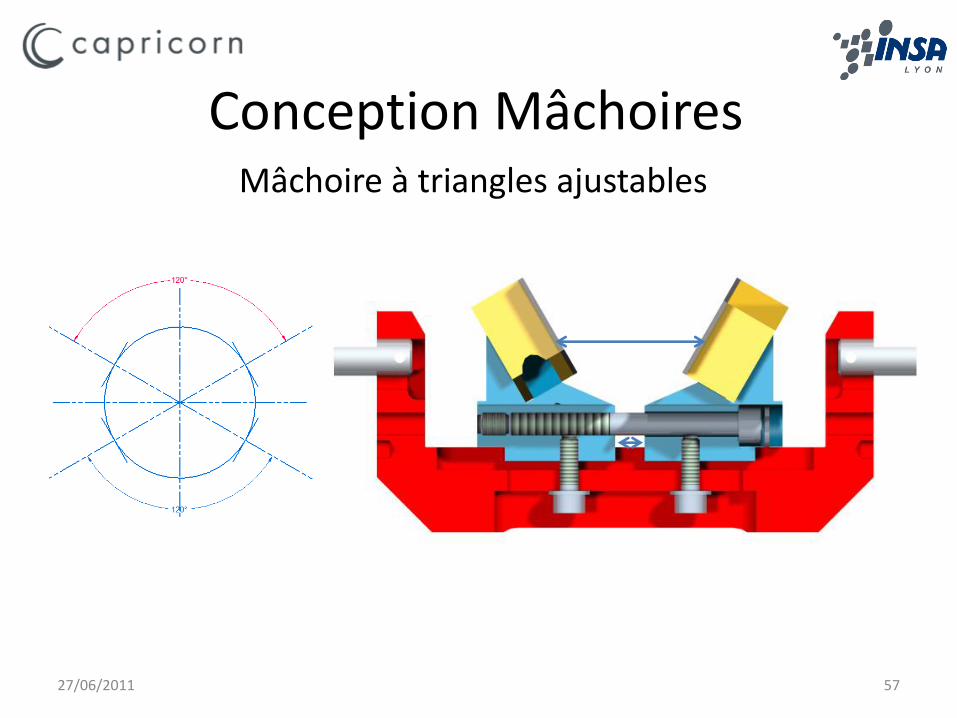
Conception Mâchoires
27/06/2011 57
Mâchoire à triangles ajustables
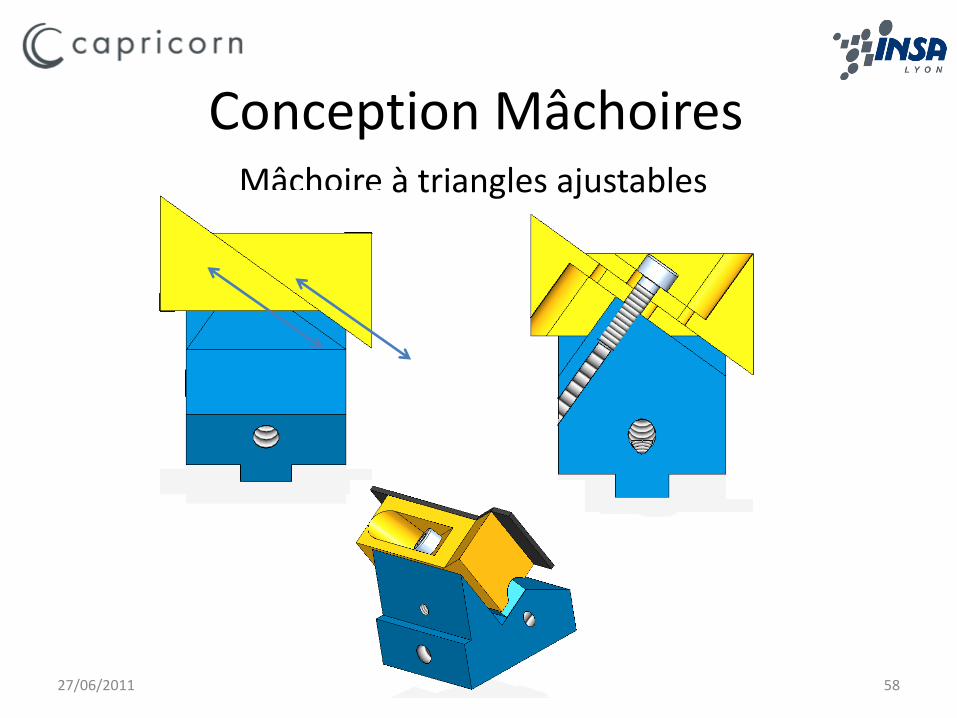
Conception Mâchoires
27/06/2011 58
Mâchoire à triangles ajustables
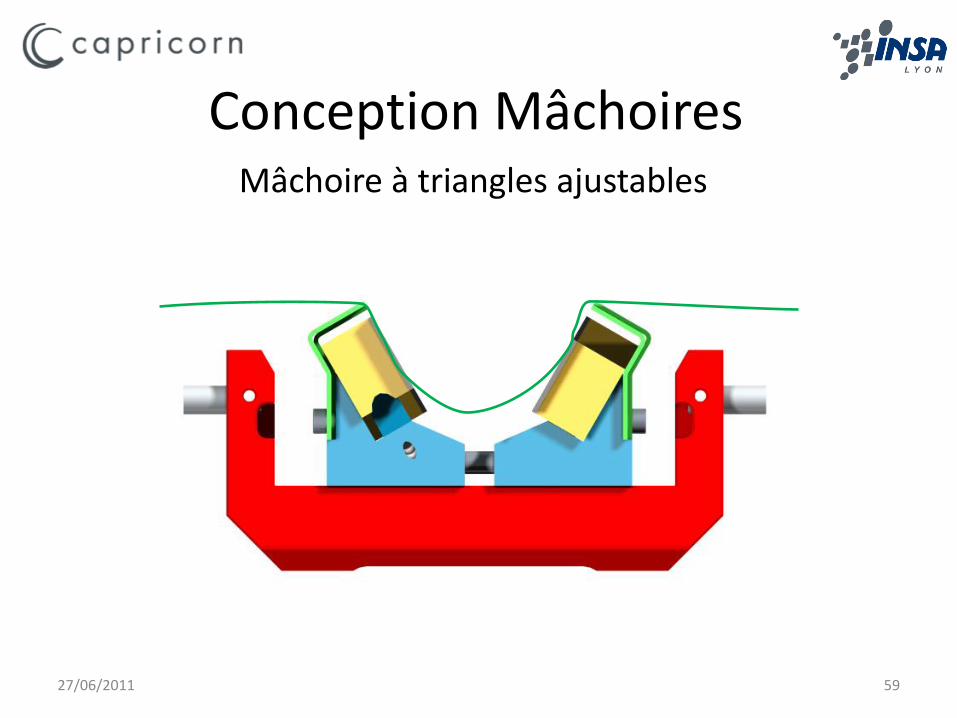
Conception Mâchoires
27/06/2011 59
Mâchoire à triangles ajustables
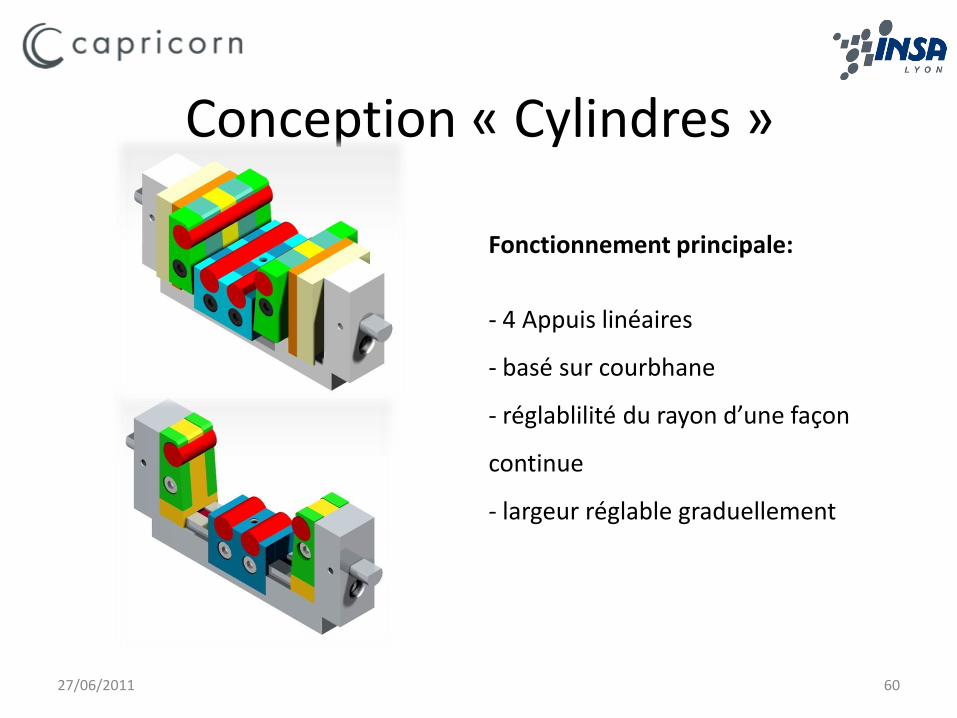
Conception « Cylindres »
27/06/2011 60
Fonctionnement principale:
- 4 Appuis linéaires
- basé sur courbhane
- réglablilité du rayon d’une façon
continue
- largeur réglable graduellement
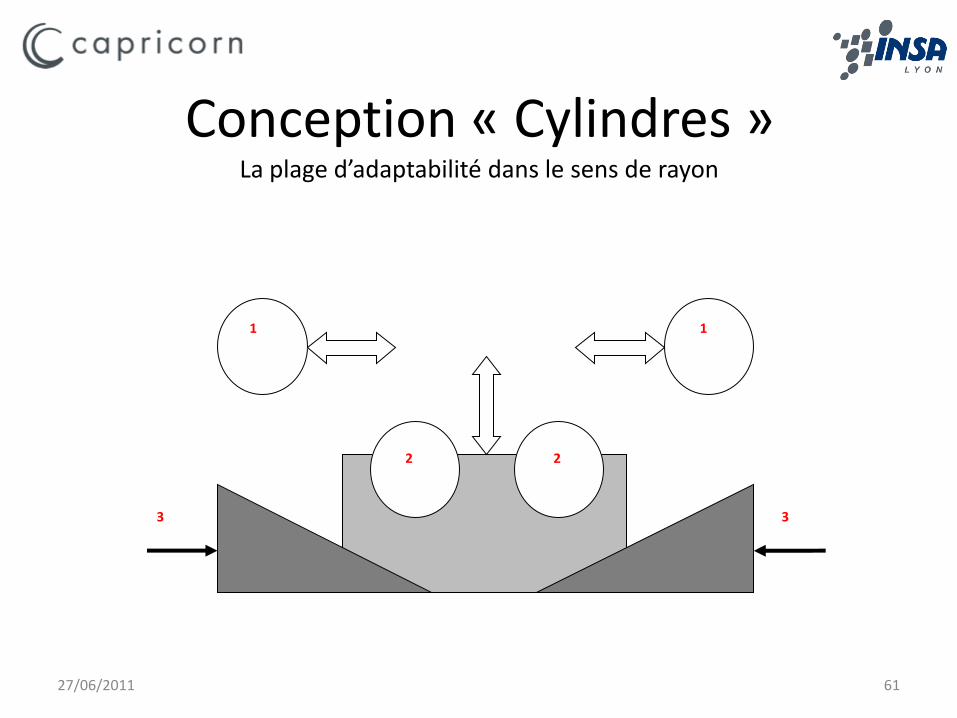
Conception « Cylindres »
27/06/2011 61
33
1 1
22
La plage d’adaptabilité dans le sens de rayon
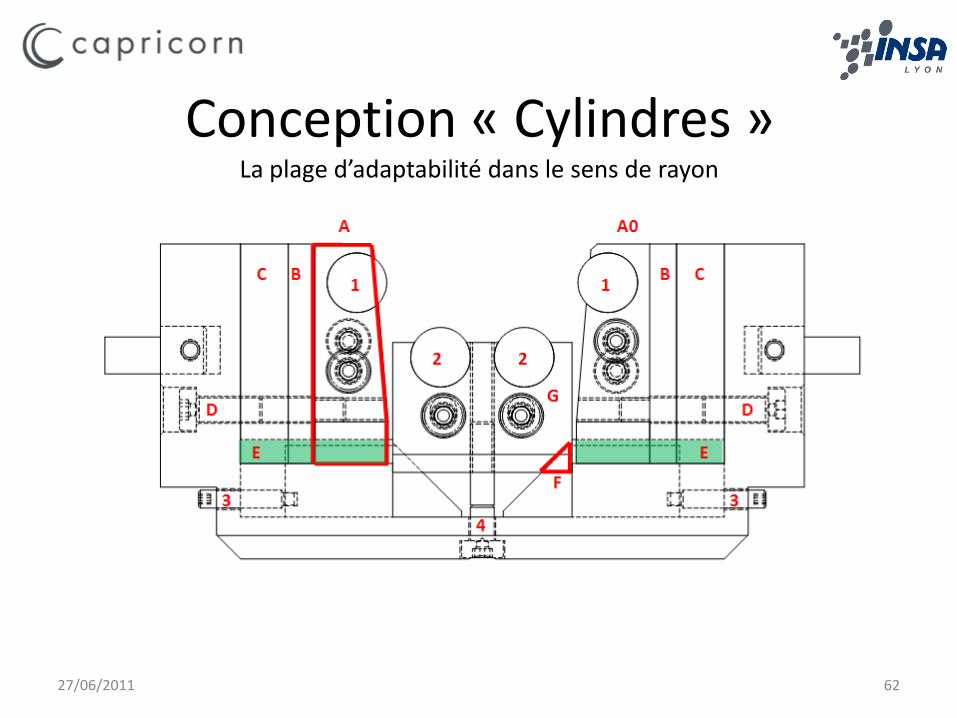
Conception « Cylindres »
27/06/2011 62
La plage d’adaptabilité dans le sens de rayon
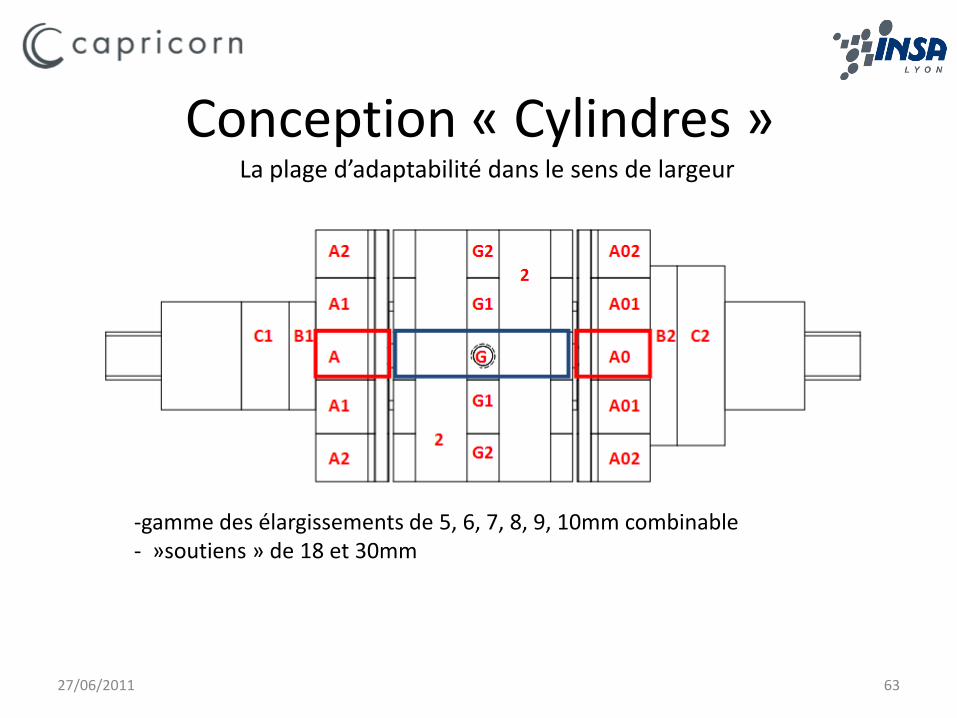
Conception « Cylindres »
27/06/2011 63
La plage d’adaptabilité dans le sens de largeur
-gamme des élargissements de 5, 6, 7, 8, 9, 10mm combinable- »soutiens » de 18 et 30mm
Conclusion/Questions
27/06/2011 64
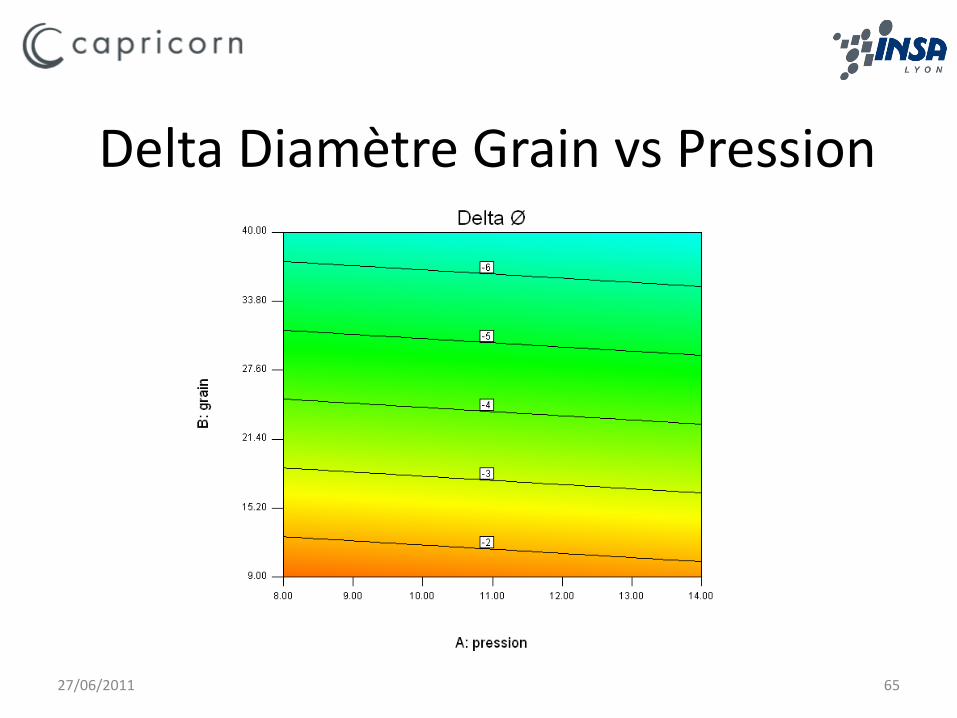
Delta Diamètre Grain vs Pression
27/06/2011 65
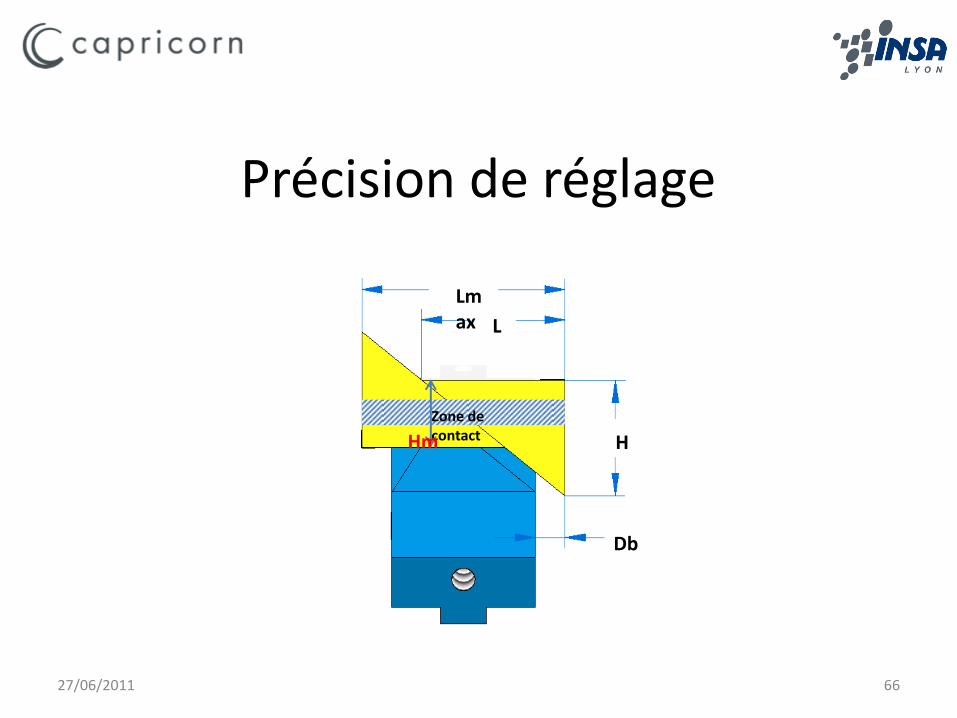
Précision de réglage
27/06/2011 66
Lmax L
H
Db
Zone de contactHm

Principe de banc de réglage
27/06/2011 67


















