![Synthèse et étude structurale des phosphates mixtes des ... · , matériau de choix dans les batteries au lithium [9-10]. 5O 14 De nombreux phosphates constituent des structures](https://static.fdocuments.fr/doc/165x107/5f0228977e708231d402dc8d/synthse-et-tude-structurale-des-phosphates-mixtes-des-matriau-de-choix.jpg)
Sommaire Avant proposstageensam.free.fr/Templates/Bouchrak2_OCP.pdf · I. GENERALITE SUR LE GROUPE...
47
Sommaire Avant propos------------------------------------------------------------------1 Remerciement------------------------------------------------------------2 Introduction--------------------------------------------------------------3 I - Généralité sur le groupe OCP------------------------------------4 II - Introduction du sujet---------------------------------------------9 1- Mise en situation---------------------------------------------9 2- Fonctionnement ---------------------------------------------11 3- Présentation du problème---------------------------------12 III- Présentation de la méthode AMDEC-------------------------15 1- Qu’est ce que l’AMDEC ? --------------------------------15 2- Types d’AMDEC--------------------------------------------16 3- Principe de l’AMDEC--------------------------------------16 IV- Défaillance----------------------------------------------------------17 1- Présentation---------------------------------------------------17 2- Classification des défaillances-----------------------------19 3- Causes et effets-----------------------------------------------20 4- Classification des causes de défaillances----------------21 5- Classification des effets des défaillances----------------22 6- Criticité des défaillances-----------------------------------23 V- Application « Chariot T10 »-------------------------------------28 VI- Plan d’action-------------------------------------------------------35 1- Contrôle d’entraxe des rails-------------------------------35 2- Identification des causes de déraillement---------------39 3- Actions correctives-------------------------------------------39 Conclusion----------------------------------------------------------------40 Annexe------------------------------------------------------------41
Transcript of Sommaire Avant proposstageensam.free.fr/Templates/Bouchrak2_OCP.pdf · I. GENERALITE SUR LE GROUPE...
Sommaire
Avant propos------------------------------------------------------------------1
Remerciement------------------------------------------------------------2
Introduction--------------------------------------------------------------3
I - Généralité sur le groupe OCP------------------------------------4
II - Introduction du sujet---------------------------------------------9 1- Mise en situation---------------------------------------------9 2- Fonctionnement ---------------------------------------------11 3- Présentation du problème---------------------------------12
III- Présentation de la méthode AMDEC-------------------------15
1- Qu’est ce que l’AMDEC ? --------------------------------15 2- Types d’AMDEC--------------------------------------------16 3- Principe de l’AMDEC--------------------------------------16
IV- Défaillance----------------------------------------------------------17
1- Présentation---------------------------------------------------17 2- Classification des défaillances-----------------------------19 3- Causes et effets-----------------------------------------------20 4- Classification des causes de défaillances----------------21 5- Classification des effets des défaillances----------------22 6- Criticité des défaillances-----------------------------------23
V- Application « Chariot T10 »-------------------------------------28
VI- Plan d’action-------------------------------------------------------35
1- Contrôle d’entraxe des rails-------------------------------35 2- Identification des causes de déraillement---------------39 3- Actions correctives-------------------------------------------39
Conclusion----------------------------------------------------------------40 Annexe------------------------------------------------------------41
Avant propos
Pour mieux s’adapter avec le milieu industriel, l’Ecole Nationale Supérieur d’Arts et
Métiers organise des stages à la fin de chaque année pour permettre l’application et
l’amélioration des connaissances acquises pendant la durée de formation à l’ENSAM.
Ainsi le stage de quatrième année, qui est un stage de perfectionnement, était l’occasion
pour nous de maître en exerce les connaissances acquises durant notre formation, et
d’appliquer des méthodes d’analyse pour résoudre les problèmes industriels.
Remerciements
Nous profitons de cette occasion pour présenter nos Sincères gratitudes à
Monsieur le Président Directeur Général de l’OCP et Monsieur AMZIANE
ingénieur chef de service maintenance mécanique, pour nous avoir accepter
d’effectuer ce stage au sein de cette entreprise.
Nous tenons à remercier également Messieurs HALMI, HARBAL Chefs
d’atelier mécanique, pour l’aide précieuse qu’ils nous ont accordé.
Nous présentons aussi notre reconnaissance à Messieurs TALAI, TALEB EL
HOUDA qui ont aidé de prés à la réalisation de ce travail.
Vers la fin, nous tenant aussi à envoyer nos vifs remerciements à
Monsieur le Directeur de l’ENSAM, et à tous le corps professoraux pour le soutien
qu’ils portent à tous les élèves ingénieurs et leur participation à notre formation.
Introduction
La maintenance de l’équipement industriel est l’un des éléments clés permettant à un
processus industriel de fonctionner parfaitement.
Les impératifs de production, et de développement des techniques industriels nous mènent à
maîtriser les méthodes de la maintenance afin d’atteindre les objectifs concernant : la
disponibilité, le coût, la qualité …
Dans ce contexte, qui est celui de l’amélioration des méthodes de maintenance, nous
avons réalisé ce travail au sein de l’OCP.
Le présent travail est fait en plusieurs étapes, la première est consacrée à la collecte
des données concernant les modes de défaillances du chariot T10, en se basant sur l’historique
et en discutant avec les chefs d’ateliers. La seconde étape consiste à faire l’analyse des
défaillances par la méthode AMDEC et faire une proposition d’un plan d’action.

I. GENERALITE SUR LE GROUPE O.C.P
NAISSANCE : Les mines de phosphates ont été découvertes en 1908 au
sud de marrakech. Les études de 1919 ont démontré que le sous-sol
marocain était très riche en cette matière, et pour cela l’Etat
marocain décide de créer une entreprise qui s’occupe de
l’exploitation des phosphates grâce au dahir du 7 juin 1920 qui crée
l’O.C.P ce groupe qui est un organisme d’exploitation et de
commercialisation des phosphates. L’O.C.P représente un excellent
exemple de développement économique industriel.
ACTIVITE : L’O.C.P est également la première entreprise mondiale de
production et d’exploitation des phosphates. Il constitue de ce fait,
pour l’économie du pays sur la voie d’expansion, une véritable
entreprise pilote tant sur le plan des techniques industrielles et
commerciales que sur celui des réalisations sociales et
professionnelles.
FILIALES DU GROUPE : Dans un but de diversification de son activité,
et afin de bénéficier d’une meilleure gestion de richesse, l’office a
l’obligation de fructifier pour l’intérêt public, il a donc créé plusieurs
filiales qui forment à ce jour le groupe OCP.
Ses filiales sont :
SOTREG (Société des Transports Régionaux) : Comme son nom
l’indique,elle a l’obligation d’assurer, le transport des agents OCP
travaillant à l’extérieur de la ville moyennant un prix unitaire fixé en
fonction du prix du gasoil seulement. Il faut citer qu’elle n’a pas un
but luratif.
SMESI : (Société Marocaine d’Etudes Spéciales et Industrielles) : chargée
d’assurer les études industrielles, objectives et pratiques pour le
compte de l’OCP.
MARPHOCEAN : (société de transport maritime des produits chimiques) :
chargée d’assurer le transport maritime des produits chimiques du
groupe.
IPSE : (Institut de Promotion Socio-éducative) : dispose d’un enseignement
fondamental de qualité pour les fils d’agents du groupe.
MAROC PHOSPHORE 1, 2, 3 et 4 : chargée du traitement industriel du
phosphate et de sa mise en valeur en produisant les principaux dérivés de ce
minerai.
PHOSBOUCRAA : chargée de l’extraction et traitement, lavage et séchage
du phosphate du gisement BOUCRAA.
CERPHOS : Centre d’Etudes et de Recherches des phosphates minéraux.
STAR (Société de Transport et d’Affrètement Réunis). L’organisation de
l’O.C.P a une structure hiérarchique, au sommet se trouve la
direction générale, au-dessous de la quelle il y a d’autres directions
qui contiennent plusieurs divisions ayant des services rattachés.
DIVISION EMBARQUEMENT CASA
PRESENTATION : Les minerais représentent une richesse nationale,
parmi ces minerais on trouve le phosphate. Pour optimiser
l’exploitation, la division embarquements se charge d’organiser et de
contrôler l’exportation des phosphates.
ROLE : La division embarquements Casablanca à pour objectif
principal : le chargement des navires tout en respectent les
instructions de l’avis de chargement et les clauses de la charte partie
AFRICANPHOS.
PRESENTATION DE LA DIVISION EMBARQUEMENTS
CASABLANCA (DEK/PC) :
(DEK/PC) est constituée de plusieurs services .
? SERVICE EXPLOITION (DEK/PC/ E) : chargé de l’acheminement
du phosphate à partir des trains jusqu’aux navires.
? SERVICE DU MATERIEL (DEK/PC/M) : son rôle est de garantir la
gestion du matériel (maintenance, achat et stockage du matériel …).
? SEVICE DU PERSONNEL (DEK/PC/A) : chargé de la gestion du
personnel affecté à la division
? SERVICE CONTRÖLE DE GESTION (DEK/PC/C) : chargé de la
coordination entre les différents services de la division et représente
une interface entre l’OCP et ses clients étrangers.
? SERVICE MARITIME (DEK/PC/EM) : dans l’ensemble, le service
de gestions maritimes fonctionne à l’image des agences maritimes privées
de la place du port de CASABLANCA.
L’agence maritime a deux fonctions bien précises.
? La consignation : l’agence supplée les armateurs et pourvoie aux besoins
des navires chargeant à DP/PC.

? L’établissement de tous les documents nécessaires à l’embarquement et à
l’expédition du produit.
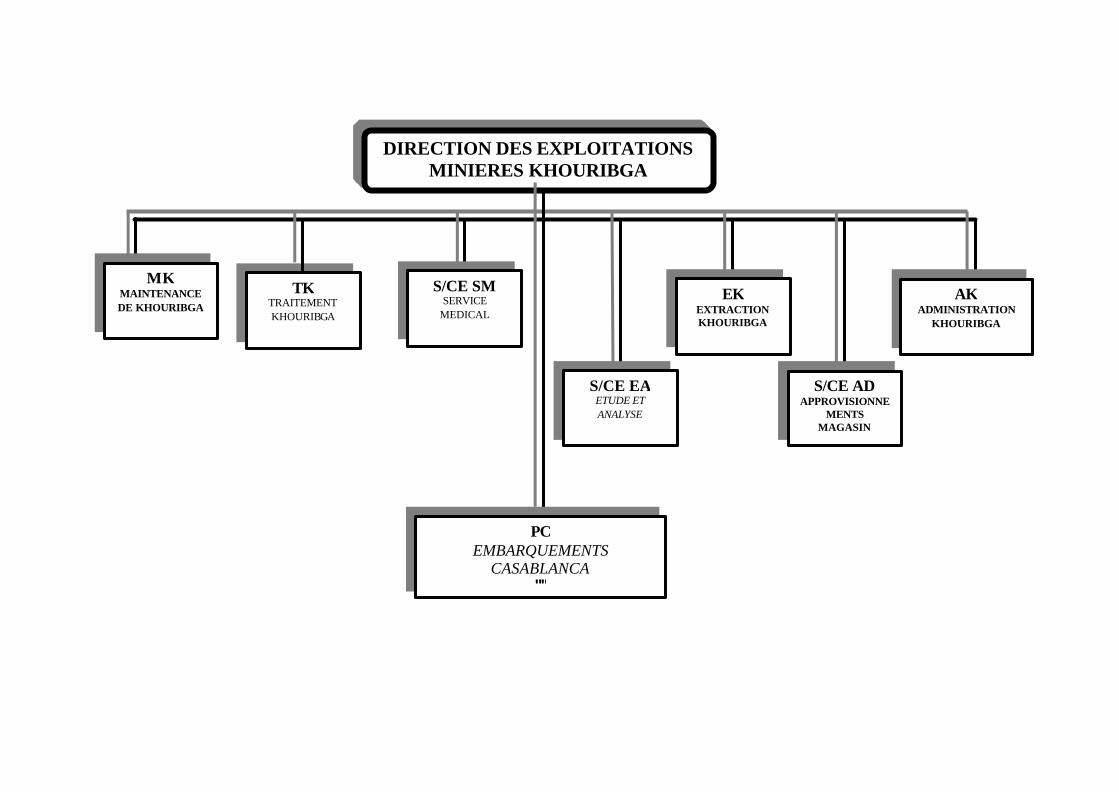
DIRECTION DES EXPLOITATIONS MINIERES KHOURIBGA
TK TRAITEMENT KHOURIBGA
S/CE SM SERVICE
MEDICAL
S/CE EA ETUDE ET ANALYSE
PC EMBARQUEMENTS
CASABLANCA ""
EK EXTRACTION KHOURIBGA
S/CE AD APPROVISIONNE
MENTS MAGASIN
AK ADMINISTRATION
KHOURIBGA
MK MAINTENANCE DE KHOURIBGA
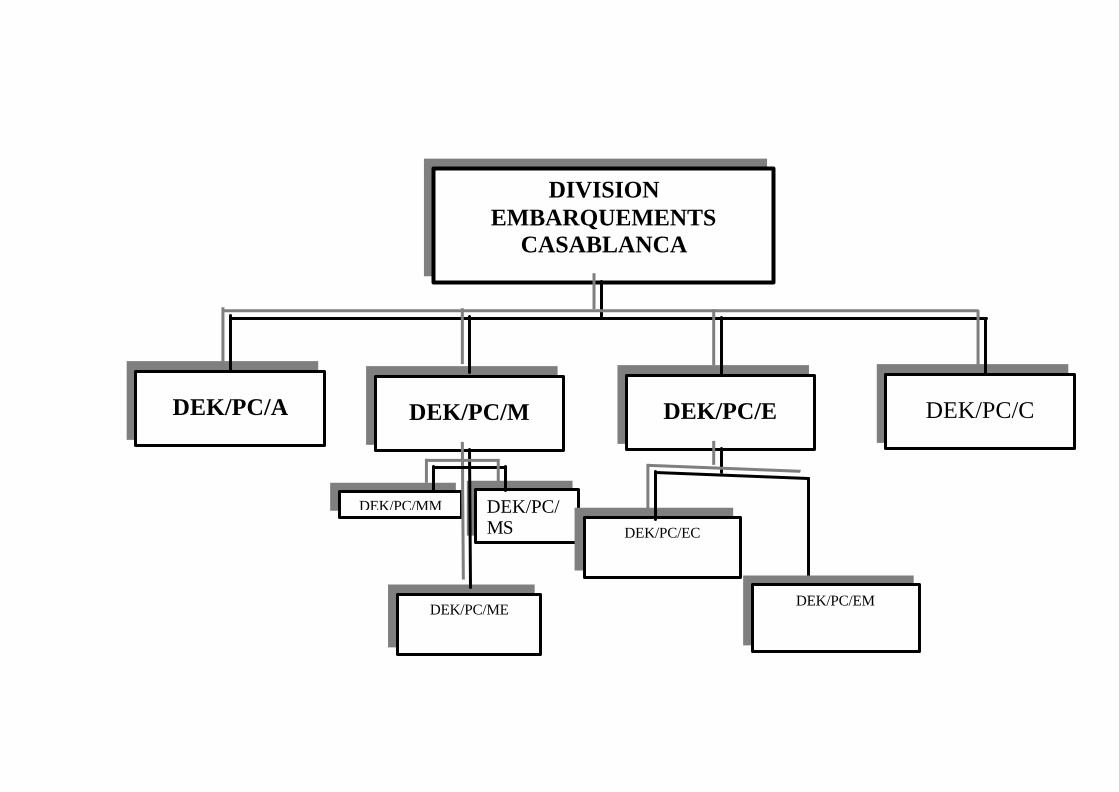
DIVISION EMBARQUEMENTS
CASABLANCA
DEK/PC/A DEK/PC/E DEK/PC/C DEK/PC/M
DEK/PC/MS
DEK/PC/MM
DEK/PC/ME
DEK/PC/EC
DEK/PC/EM
II- Introduction du sujet
L’objectif de notre travail est l’étude et l’analyse critique des causes de déraillement du
chariot T10, et l’adaptation de la solution retenue.
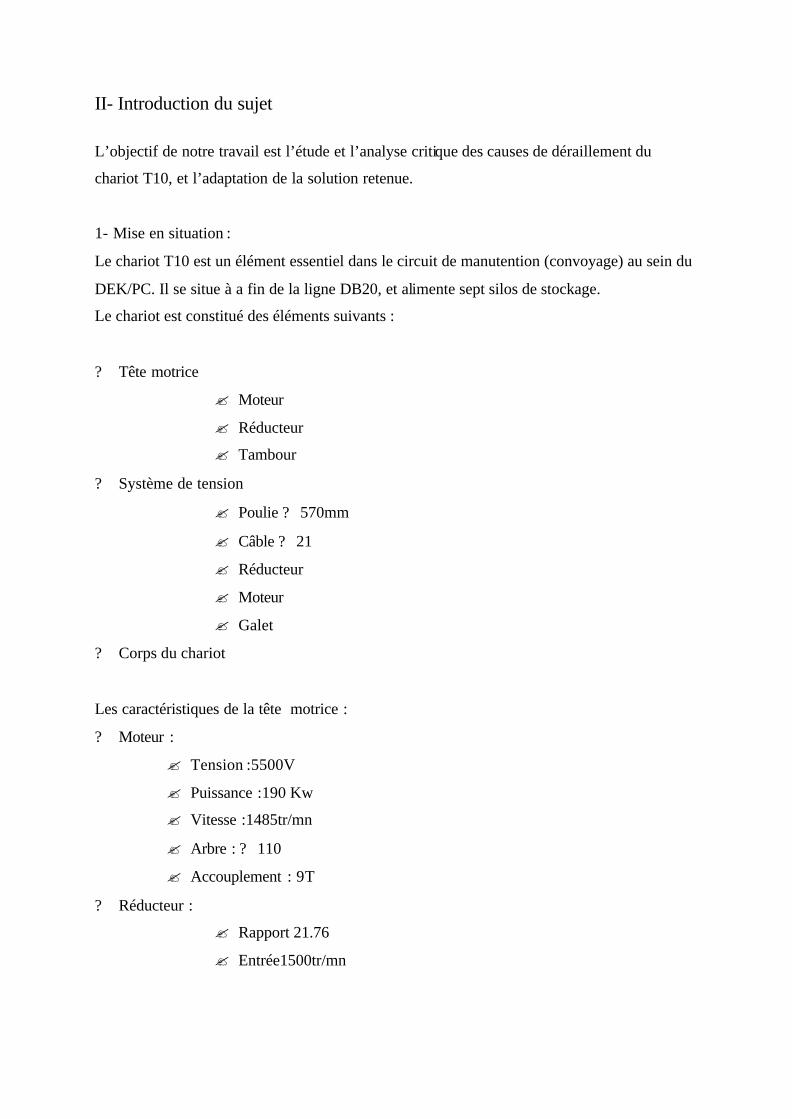
1- Mise en situation :
Le chariot T10 est un élément essentiel dans le circuit de manutention (convoyage) au sein du
DEK/PC. Il se situe à a fin de la ligne DB20, et alimente sept silos de stockage.
Le chariot est constitué des éléments suivants :
? Tête motrice
? Moteur
? Réducteur
? Tambour
? Système de tension
? Poulie ? 570mm
? Câble ? 21
? Réducteur
? Moteur
? Galet
? Corps du chariot
Les caractéristiques de la tête motrice :
? Moteur :
? Tension :5500V
? Puissance :190 Kw
? Vitesse :1485tr/mn
? Arbre : ? 110
? Accouplement : 9T
? Réducteur :
? Rapport 21.76
? Entrée1500tr/mn
? Sortie :68.93
? Accouplement : 9TL coté moteur
? Accouplement : 43TL coté tambour
? Tambours :
? Contrainte : M6L003 9D
? Tension : M6L010 7D
? Commande : MC6K006
Les caractéristiques des éléments du chariot sont les suivantes :
? Système de translation du chariot :
? Poulie ? 700mm
? Câble ? 16mm
? Réducteur DURAND rapport 86.30
? Moteur siemens P = 7.5 CV
? Galet ? 480mm
2- Fonctionnement :
Schéma simplifié du chariot :
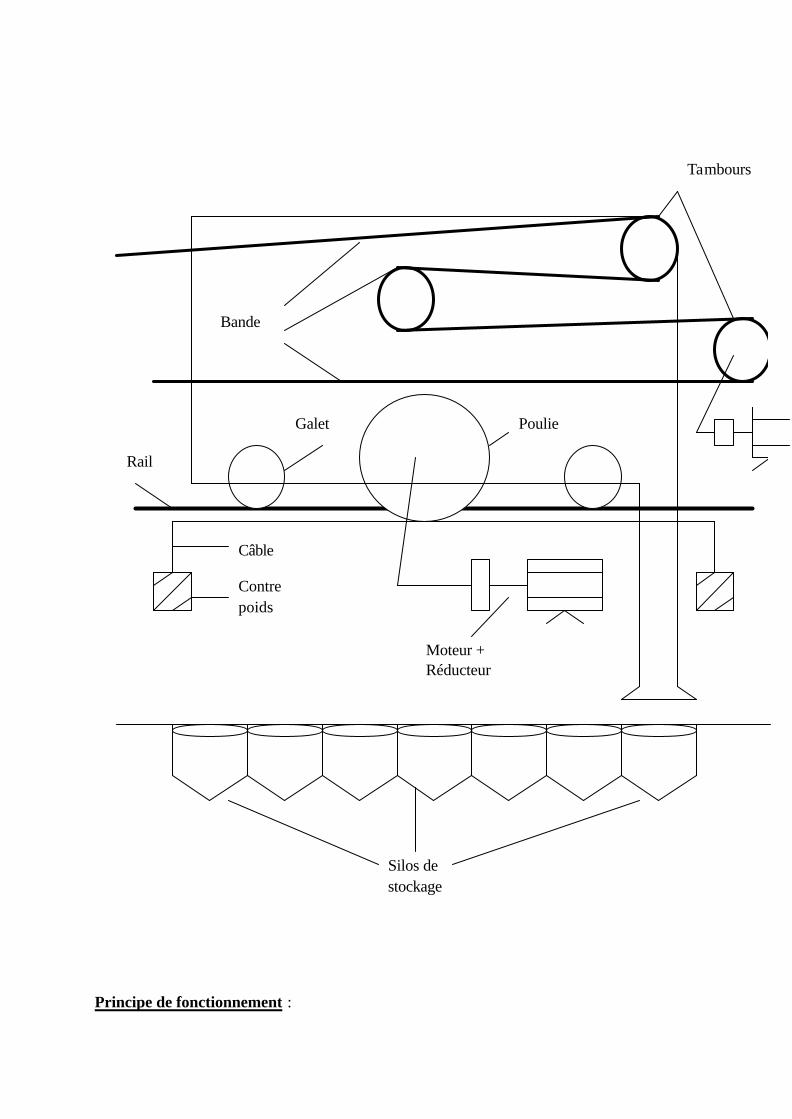
Principe de fonctionnement :
Contre poids
Câble
Rail
Poulie Galet
Moteur + Réducteur
Bande
Tambours
Silos de stockage
Pour pouvoir remplir les silos le chariot translate sur les rails, pour cela un moteur électrique,
via un réducteur, fait tourner une polie cette dernière est enroulée d’un câble mis en tension
grâce à deux contre poids.
Ce système assure la translation du chariot, et par suite celle de la bande qui remplie les silos
de stockage.
3-Présentation du problème :
Lors de son fonctionnement le chariot subit plusieurs défaillances, mais le problème de
déraillement du chariot reste le plus grave vu le temps d’arrêt qu’il provoque, ainsi que les
travaux de maintenance.
Notre travail consiste donc à décortiquer et analyser les causes de ce problème et de trouver
les solutions possibles.
Pour cette raison nous avons opté pour une étude AMDEC, à travers laquelle, on cite pour
chaque élément du chariot les modes de défaillances, leurs causes et leurs effets.
l’étude AMDEC est basée sur l’historique des travaux concernant le chariot T10 durant la
période 1998-2002
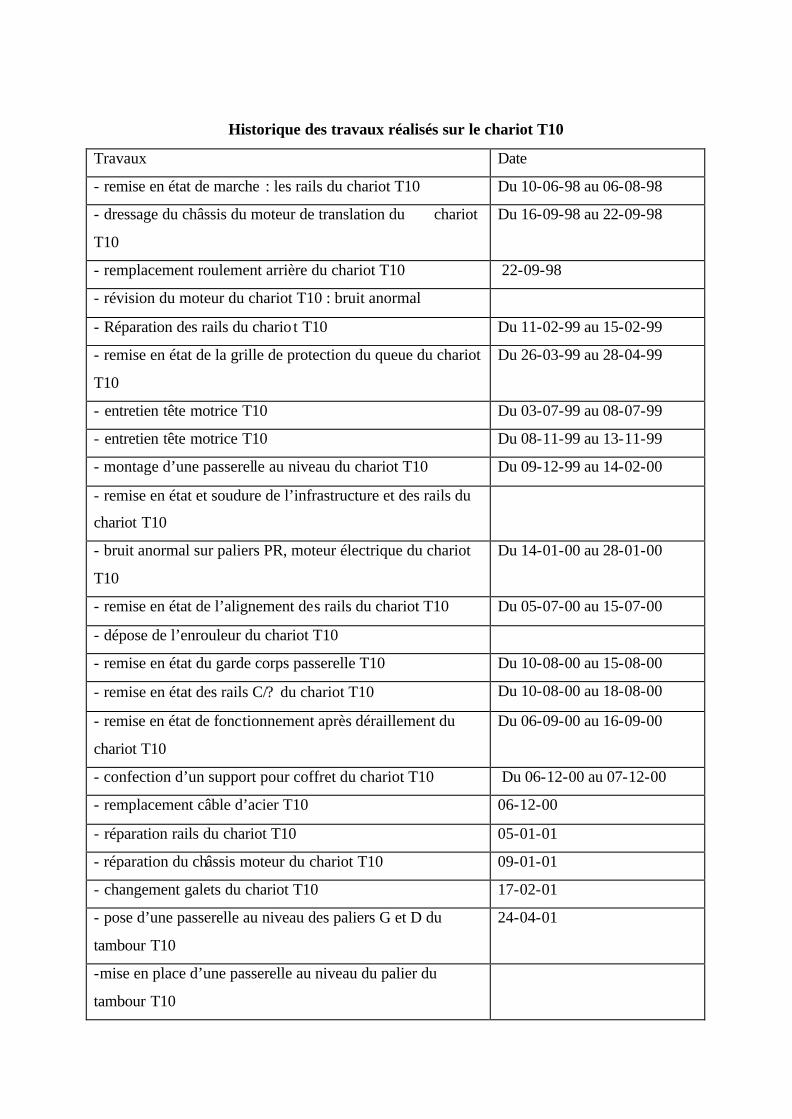
Historique des travaux réalisés sur le chariot T10
Travaux Date
- remise en état de marche : les rails du chariot T10 Du 10-06-98 au 06-08-98
- dressage du châssis du moteur de translation du chariot
T10
Du 16-09-98 au 22-09-98
- remplacement roulement arrière du chariot T10 22-09-98
- révision du moteur du chariot T10 : bruit anormal
- Réparation des rails du chario t T10 Du 11-02-99 au 15-02-99
- remise en état de la grille de protection du queue du chariot
T10
Du 26-03-99 au 28-04-99
- entretien tête motrice T10 Du 03-07-99 au 08-07-99
- entretien tête motrice T10 Du 08-11-99 au 13-11-99
- montage d’une passerelle au niveau du chariot T10 Du 09-12-99 au 14-02-00
- remise en état et soudure de l’infrastructure et des rails du
chariot T10
- bruit anormal sur paliers PR, moteur électrique du chariot
T10
Du 14-01-00 au 28-01-00
- remise en état de l’alignement des rails du chariot T10 Du 05-07-00 au 15-07-00
- dépose de l’enrouleur du chariot T10
- remise en état du garde corps passerelle T10 Du 10-08-00 au 15-08-00
- remise en état des rails C/? du chariot T10 Du 10-08-00 au 18-08-00
- remise en état de fonctionnement après déraillement du
chariot T10
Du 06-09-00 au 16-09-00
- confection d’un support pour coffret du chariot T10 Du 06-12-00 au 07-12-00
- remplacement câble d’acier T10 06-12-00
- réparation rails du chariot T10 05-01-01
- réparation du châssis moteur du chariot T10 09-01-01
- changement galets du chariot T10 17-02-01
- pose d’une passerelle au niveau des paliers G et D du
tambour T10
24-04-01
-mise en place d’une passerelle au niveau du palier du
tambour T10
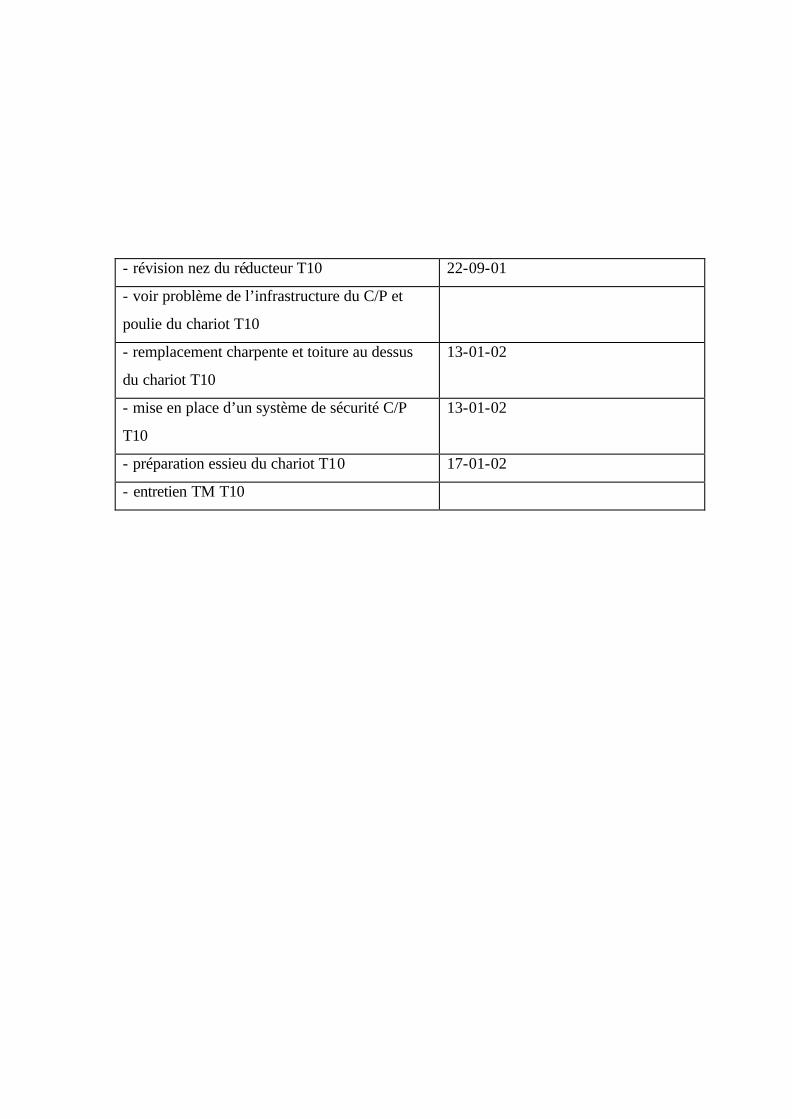
- révision nez du réducteur T10 22-09-01
- voir problème de l’infrastructure du C/P et
poulie du chariot T10
- remplacement charpente et toiture au dessus
du chariot T10
13-01-02
- mise en place d’un système de sécurité C/P
T10
13-01-02
- préparation essieu du chariot T10 17-01-02
- entretien TM T10
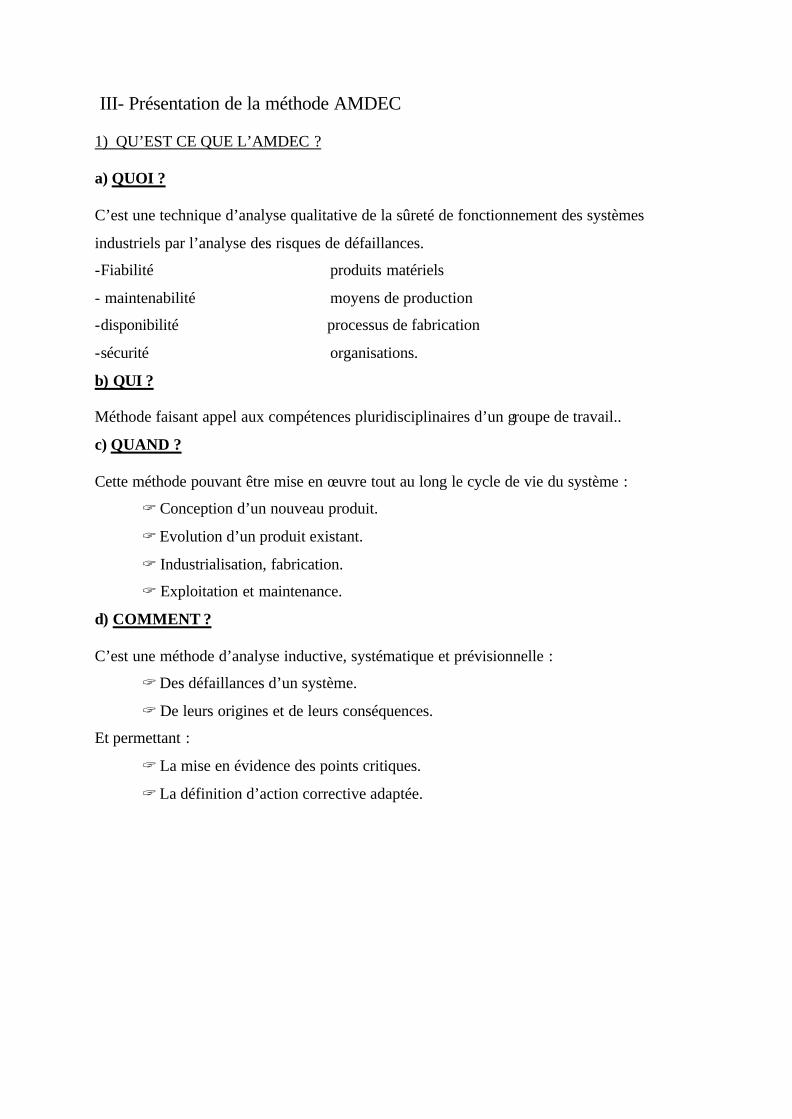
III- Présentation de la méthode AMDEC 1) QU’EST CE QUE L’AMDEC ? a) QUOI ? C’est une technique d’analyse qualitative de la sûreté de fonctionnement des systèmes
industriels par l’analyse des risques de défaillances.
-Fiabilité produits matériels
- maintenabilité moyens de production
-disponibilité processus de fabrication
-sécurité organisations.
b) QUI ? Méthode faisant appel aux compétences pluridisciplinaires d’un groupe de travail..
c) QUAND ? Cette méthode pouvant être mise en œuvre tout au long le cycle de vie du système :
? Conception d’un nouveau produit.
? Evolution d’un produit existant.
? Industrialisation, fabrication.
? Exploitation et maintenance.
d) COMMENT ? C’est une méthode d’analyse inductive, systématique et prévisionnelle :
? Des défaillances d’un système.
? De leurs origines et de leurs conséquences.
Et permettant :
? La mise en évidence des points critiques.
? La définition d’action corrective adaptée.
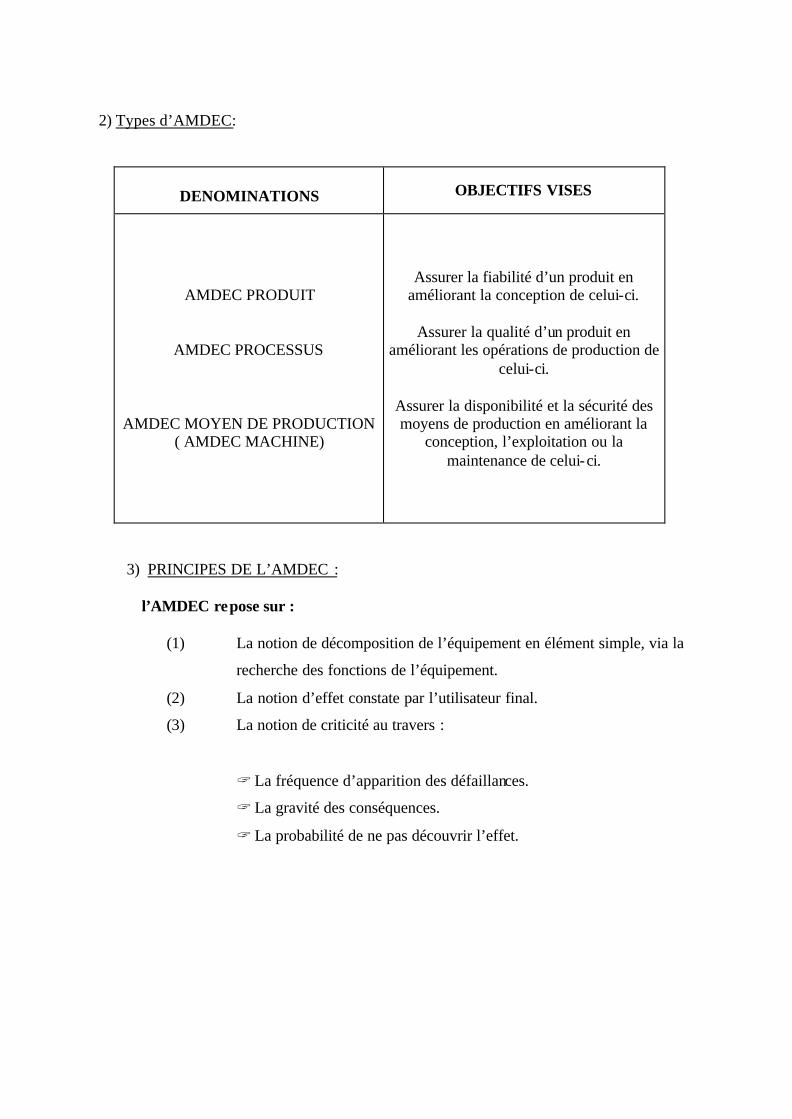
2) Types d’AMDEC:
DENOMINATIONS OBJECTIFS VISES
AMDEC PRODUIT
AMDEC PROCESSUS
AMDEC MOYEN DE PRODUCTION ( AMDEC MACHINE)
Assurer la fiabilité d’un produit en améliorant la conception de celui-ci.
Assurer la qualité d’un produit en
améliorant les opérations de production de celui-ci.
Assurer la disponibilité et la sécurité des moyens de production en améliorant la
conception, l’exploitation ou la maintenance de celui-ci.
3) PRINCIPES DE L’AMDEC :
l’AMDEC repose sur : (1) La notion de décomposition de l’équipement en élément simple, via la
recherche des fonctions de l’équipement.
(2) La notion d’effet constate par l’utilisateur final.
(3) La notion de criticité au travers :
? La fréquence d’apparition des défaillances.
? La gravité des conséquences.
? La probabilité de ne pas découvrir l’effet.

IV- DEFAILLANCE :
1) Présentation
a) Défaillance d’un élément :
Inaptitude ou cessation de l’aptitude d’un élément à accomplir une fonction requise.
Les défaillances peuvent être classées en 4 types :
? Perte de fonction( la fonction cesse de se réaliser).
? Dégradation de la fonction ( la fonction se réalise avec des
performances altérées).
? Pas de fonction ( la fonction ne se réalise pas à l’instant ou on la
sollicite ).
? Fonction intempestive (la fonction se réalise lorsqu’elle n’est
pas sollicitée ).
Pour les composantes mécaniques, les défaillances correspondent généralement à :
? Une perte totale et soudaine de la fonction de l’élément
(défaillance catalectique),
? Une dégradation progressive de la fonction de l’élément
( défaillance par dégradation ).
b) Mode de défaillance d’un élément :
C’est une manifestation physique de la défaillance au niveau de l’élément, révélée en
exploitation.
c) Défaillance du processus :
Inaptitude ou cessation de l’aptitude d’un processus de fabrication à accomplir une
opération requise sur un élément.
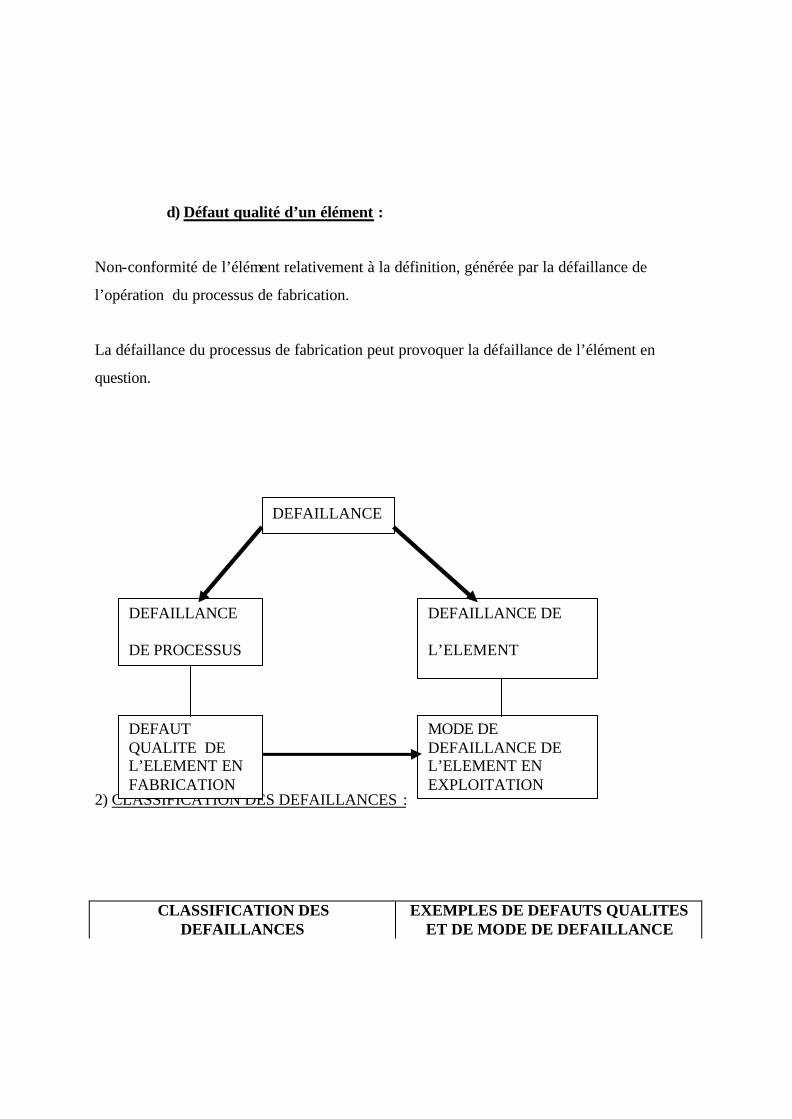
d) Défaut qualité d’un élément : Non-conformité de l’élément relativement à la définition, générée par la défaillance de
l’opération du processus de fabrication.
La défaillance du processus de fabrication peut provoquer la défaillance de l’élément en
question.
2) CLASSIFICATION DES DEFAILLANCES :
CLASSIFICATION DES DEFAILLANCES
EXEMPLES DE DEFAUTS QUALITES ET DE MODE DE DEFAILLANCE
DEFAILLANCE
DEFAILLANCE
DE PROCESSUS
DEFAILLANCE DE
L’ELEMENT
DEFAUT QUALITE DE L’ELEMENT EN FABRICATION
MODE DE DEFAILLANCE DE L’ELEMENT EN EXPLOITATION
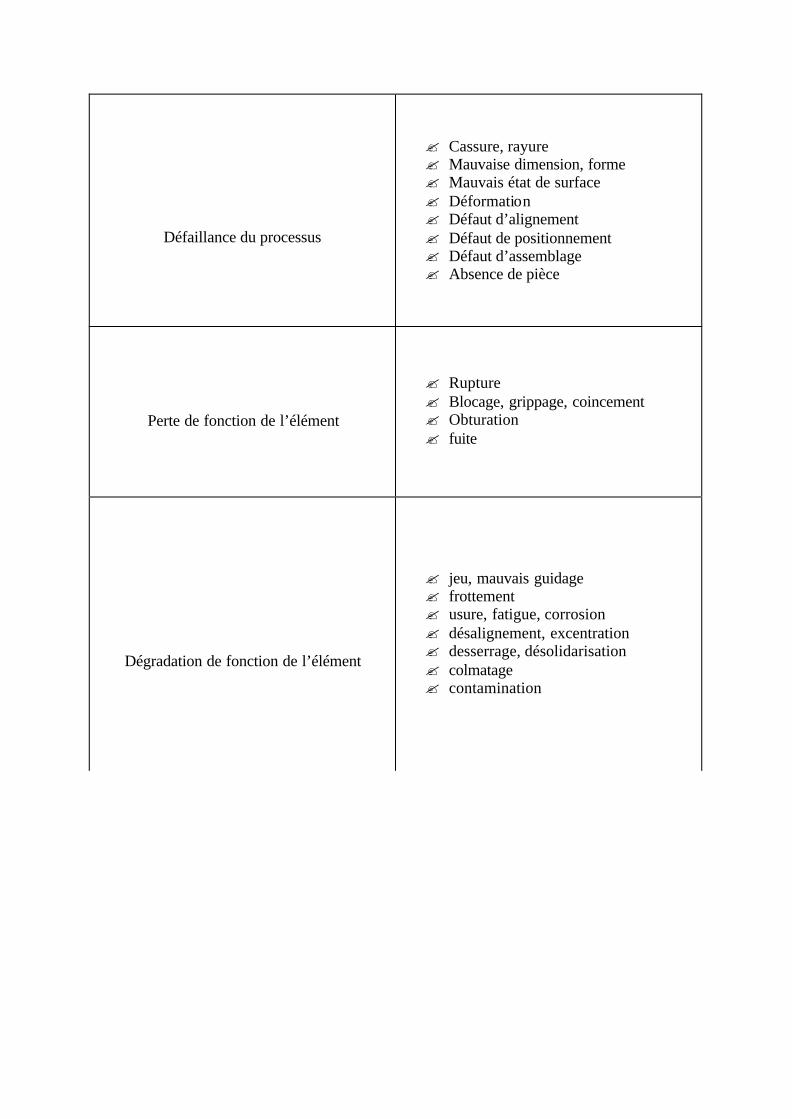
Défaillance du processus
? Cassure, rayure ? Mauvaise dimension, forme ? Mauvais état de surface ? Déformation ? Défaut d’alignement ? Défaut de positionnement ? Défaut d’assemblage ? Absence de pièce
Perte de fonction de l’élément
? Rupture ? Blocage, grippage, coincement ? Obturation ? fuite
Dégradation de fonction de l’élément
? jeu, mauvais guidage ? frottement ? usure, fatigue, corrosion ? désalignement, excentration ? desserrage, désolidarisation ? colmatage ? contamination
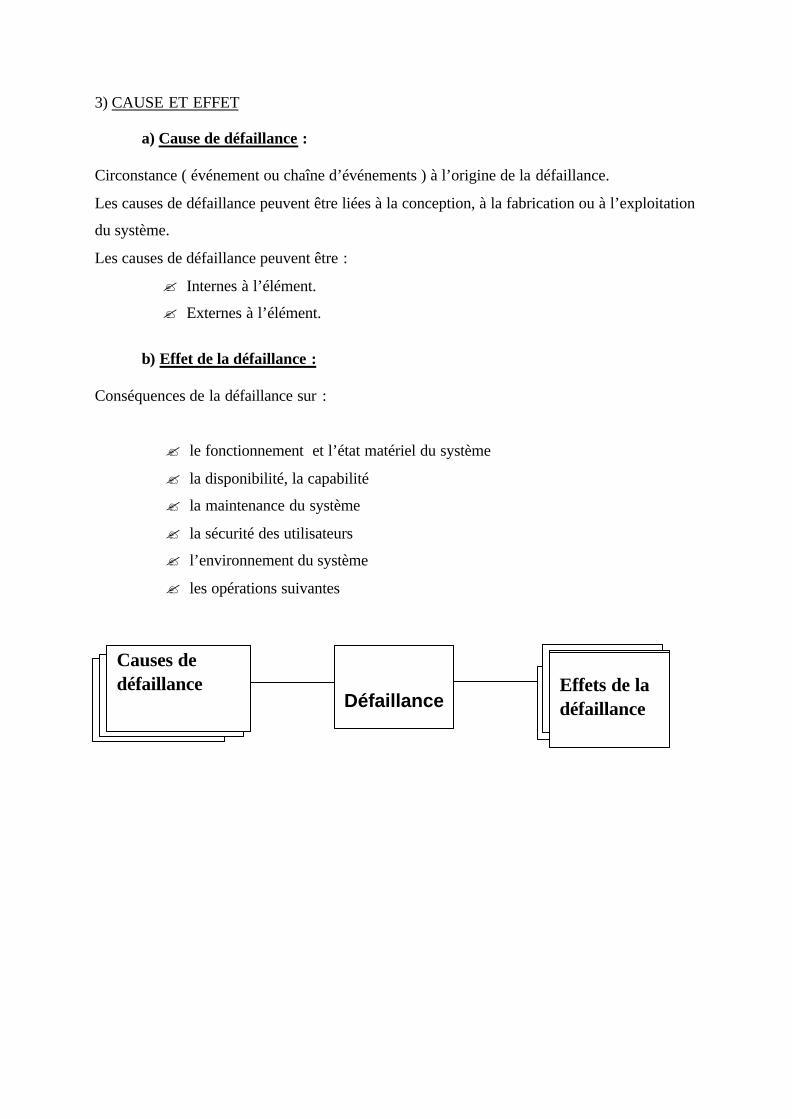
3) CAUSE ET EFFET
a) Cause de défaillance : Circonstance ( événement ou chaîne d’événements ) à l’origine de la défaillance.
Les causes de défaillance peuvent être liées à la conception, à la fabrication ou à l’exploitation
du système.
Les causes de défaillance peuvent être :
? Internes à l’élément.
? Externes à l’élément.
b) Effet de la défaillance :
Conséquences de la défaillance sur :
? le fonctionnement et l’état matériel du système
? la disponibilité, la capabilité
? la maintenance du système
? la sécurité des utilisateurs
? l’environnement du système
? les opérations suivantes
Causes de défaillance
Défaillance
Effets de la défaillance
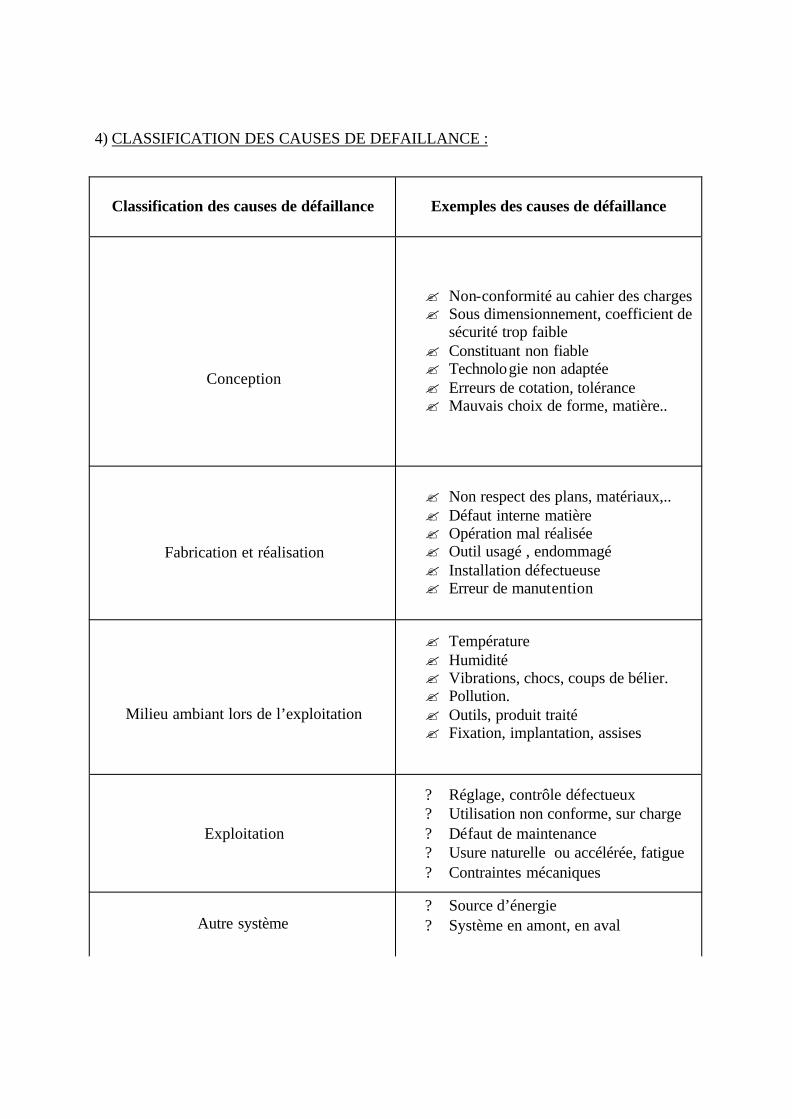
4) CLASSIFICATION DES CAUSES DE DEFAILLANCE :
Classification des causes de défaillance Exemples des causes de défaillance
Conception
? Non-conformité au cahier des charges ? Sous dimensionnement, coefficient de
sécurité trop faible ? Constituant non fiable ? Technologie non adaptée ? Erreurs de cotation, tolérance ? Mauvais choix de forme, matière..
Fabrication et réalisation
? Non respect des plans, matériaux,.. ? Défaut interne matière ? Opération mal réalisée ? Outil usagé , endommagé ? Installation défectueuse ? Erreur de manutention
Milieu ambiant lors de l’exploitation
? Température ? Humidité ? Vibrations, chocs, coups de bélier. ? Pollution. ? Outils, produit traité ? Fixation, implantation, assises
Exploitation
? Réglage, contrôle défectueux ? Utilisation non conforme, sur charge ? Défaut de maintenance ? Usure naturelle ou accélérée, fatigue ? Contraintes mécaniques
Autre système ? Source d’énergie ? Système en amont, en aval

5) CLASSIFICATION DES EFFETS DES DEFAILLANCES :
CLASSIFICATION DES EFFETS DES DEFAILLANCES
EXEMPLES D’EFFETS DE DEFAILLANCE
Effet sur le fonctionnement et l’état matériel du système
? Défaut de fonctionnement ? Pertes de performance ? Dégâts matériels, avaries ? Pannes, arrêts
Effets sur la disponibilité et la capabilité
? Durée d’arrêt du flux de production ? Ralentissement de cadence ? allongement du cycle ? non-conformité du produit fabriqué ? rebut, retouche, déclassement,
dérogation
Effets sur la maintenance ? frais de réparation ? coûts directs de maintenance
Effets sur la sécurité des utilisateurs et sur l’environnement du système
? dommages corporels ? pollution contamination
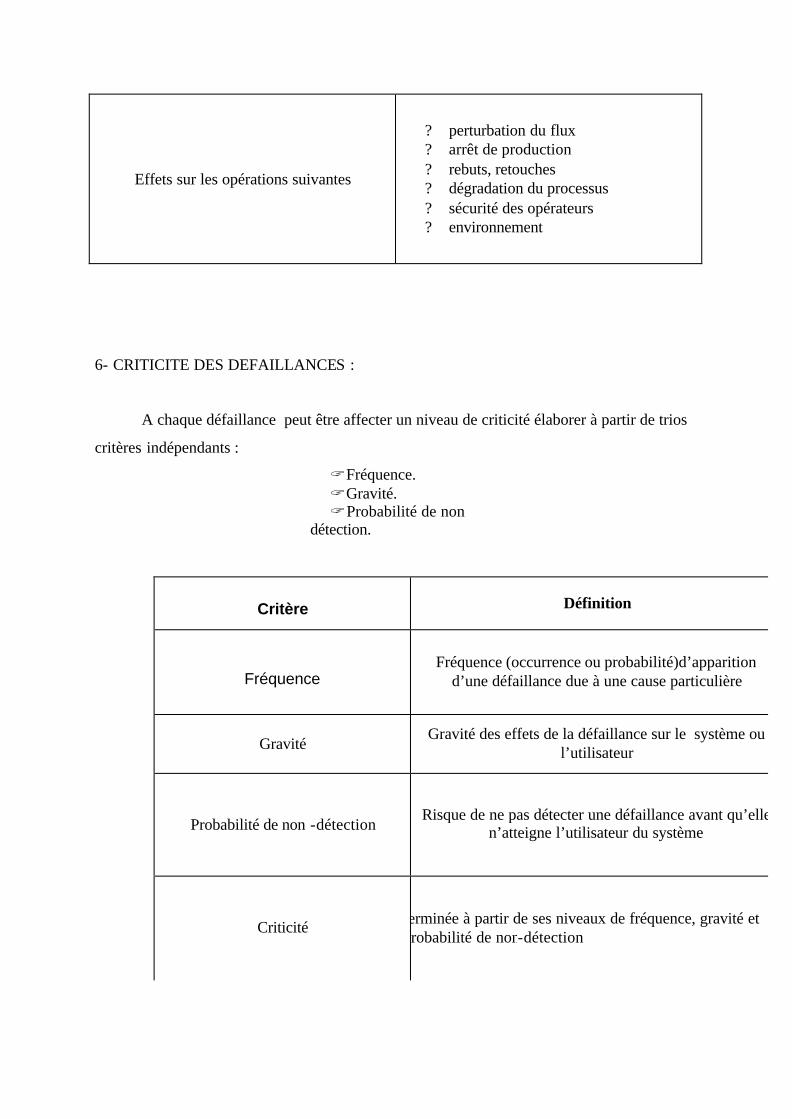
6- CRITICITE DES DEFAILLANCES :
A chaque défaillance peut être affecter un niveau de criticité élaborer à partir de trios
critères indépendants :
? Fréquence. ? Gravité. ? Probabilité de non
détection.
Critère Définition
Fréquence Fréquence (occurrence ou probabilité)d’apparition
d’une défaillance due à une cause particulière
Gravité Gravité des effets de la défaillance sur le système ou
l’utilisateur
Probabilité de non -détection Risque de ne pas détecter une défaillance avant qu’elle
n’atteigne l’utilisateur du système
Criticité Criticité de la défaillance déterminée à partir de ses niveaux de fréquence, gravité et probabilité de non-détection
Effets sur les opérations suivantes
? perturbation du flux ? arrêt de production ? rebuts, retouches ? dégradation du processus ? sécurité des opérateurs ? environnement
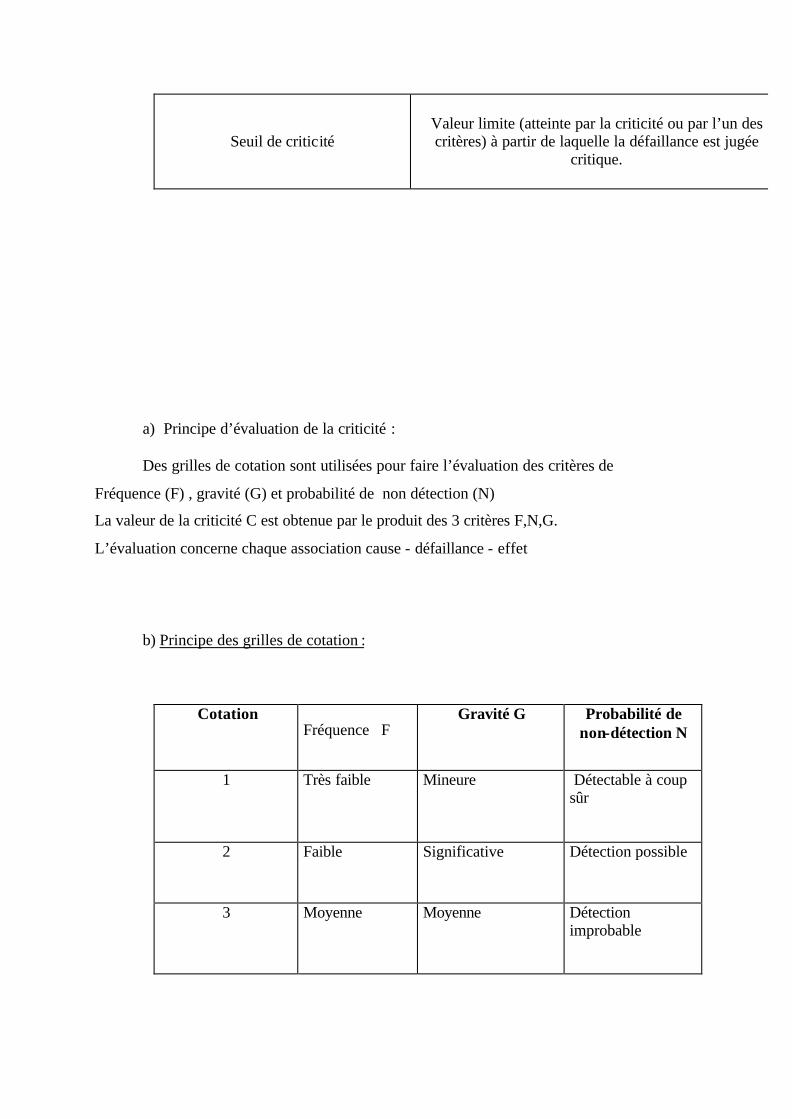
Seuil de criticité Valeur limite (atteinte par la criticité ou par l’un des critères) à partir de laquelle la défaillance est jugée
critique.
a) Principe d’évaluation de la criticité :
Des grilles de cotation sont utilisées pour faire l’évaluation des critères de
Fréquence (F) , gravité (G) et probabilité de non détection (N)
La valeur de la criticité C est obtenue par le produit des 3 critères F,N,G.
L’évaluation concerne chaque association cause - défaillance - effet
b) Principe des grilles de cotation :
Cotation Fréquence F
Gravité G Probabilité de non-détection N
1 Très faible Mineure Détectable à coup sûr
2 Faible Significative Détection possible
3 Moyenne Moyenne Détection improbable
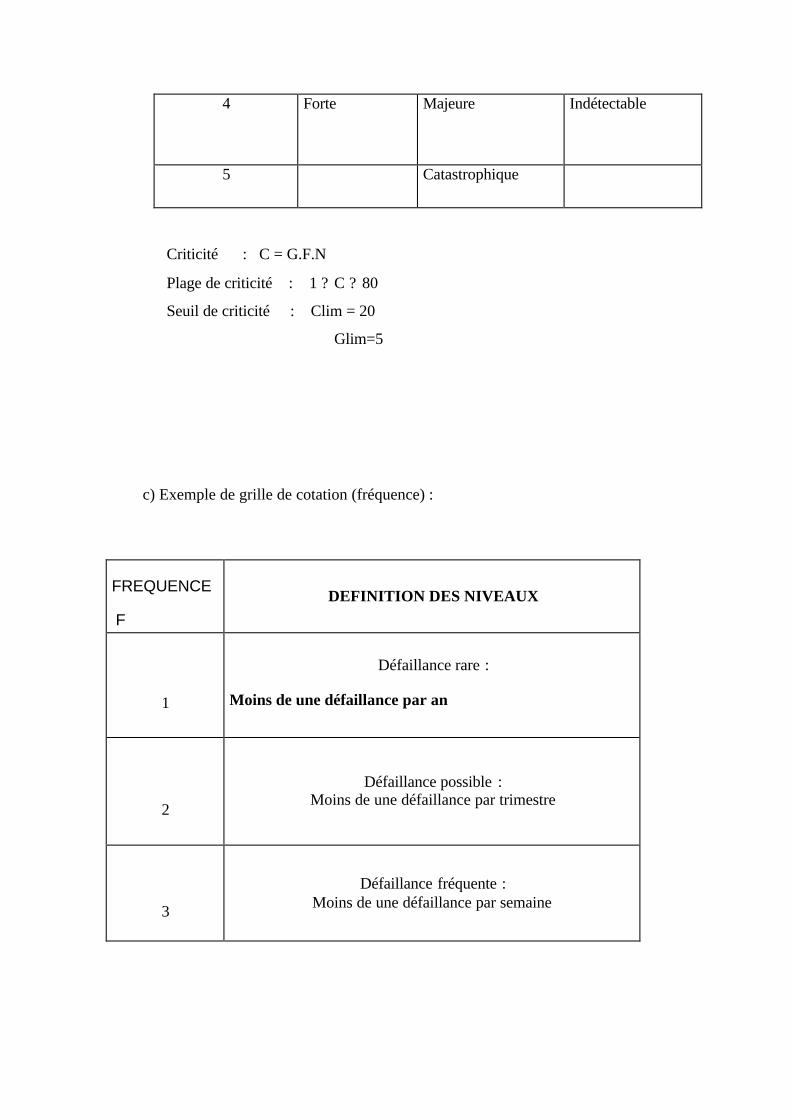
4 Forte Majeure Indétectable
5 Catastrophique
Criticité : C = G.F.N
Plage de criticité : 1 ? C ? 80
Seuil de criticité : Clim = 20
Glim=5
c) Exemple de grille de cotation (fréquence) :
FREQUENCE
F DEFINITION DES NIVEAUX
1
Défaillance rare :
Moins de une défaillance par an
2
Défaillance possible : Moins de une défaillance par trimestre
3
Défaillance fréquente : Moins de une défaillance par semaine
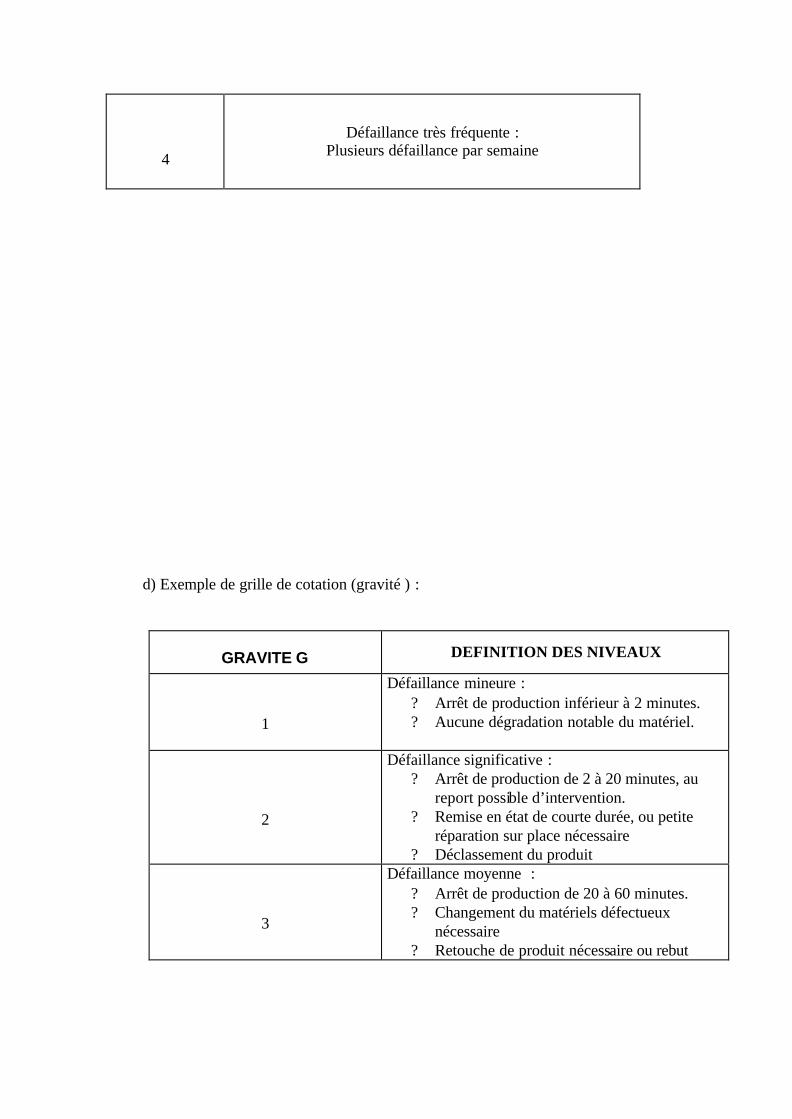
4
Défaillance très fréquente : Plusieurs défaillance par semaine
d) Exemple de grille de cotation (gravité ) :
GRAVITE G DEFINITION DES NIVEAUX
1
Défaillance mineure : ? Arrêt de production inférieur à 2 minutes. ? Aucune dégradation notable du matériel.
2
Défaillance significative : ? Arrêt de production de 2 à 20 minutes, au
report possible d’intervention. ? Remise en état de courte durée, ou petite
réparation sur place nécessaire ? Déclassement du produit
3
Défaillance moyenne : ? Arrêt de production de 20 à 60 minutes. ? Changement du matériels défectueux
nécessaire ? Retouche de produit nécessaire ou rebut
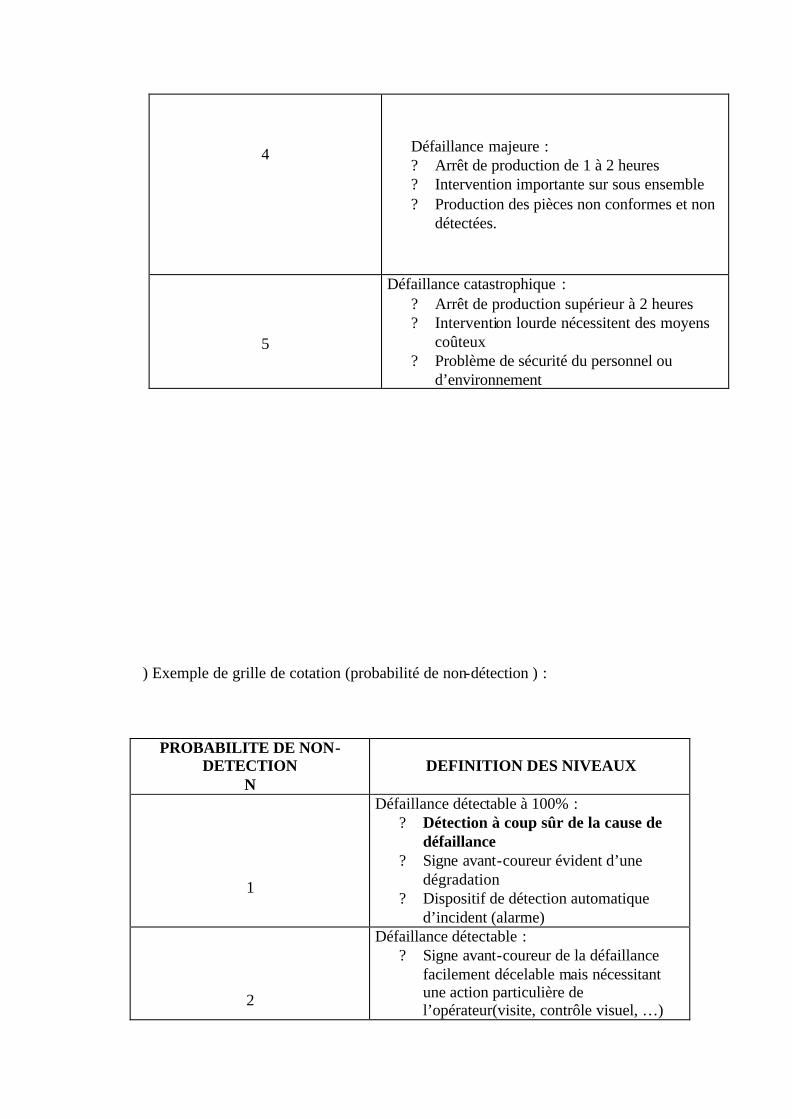
4
Défaillance majeure : ? Arrêt de production de 1 à 2 heures ? Intervention importante sur sous ensemble ? Production des pièces non conformes et non
détectées.
5
Défaillance catastrophique : ? Arrêt de production supérieur à 2 heures ? Intervention lourde nécessitent des moyens
coûteux ? Problème de sécurité du personnel ou
d’environnement
) Exemple de grille de cotation (probabilité de non-détection ) :
PROBABILITE DE NON-DETECTION
N DEFINITION DES NIVEAUX
1
Défaillance détectable à 100% : ? Détection à coup sûr de la cause de
défaillance ? Signe avant-coureur évident d’une
dégradation ? Dispositif de détection automatique
d’incident (alarme)
2
Défaillance détectable : ? Signe avant-coureur de la défaillance
facilement décelable mais nécessitant une action particulière de l’opérateur(visite, contrôle visuel, …)
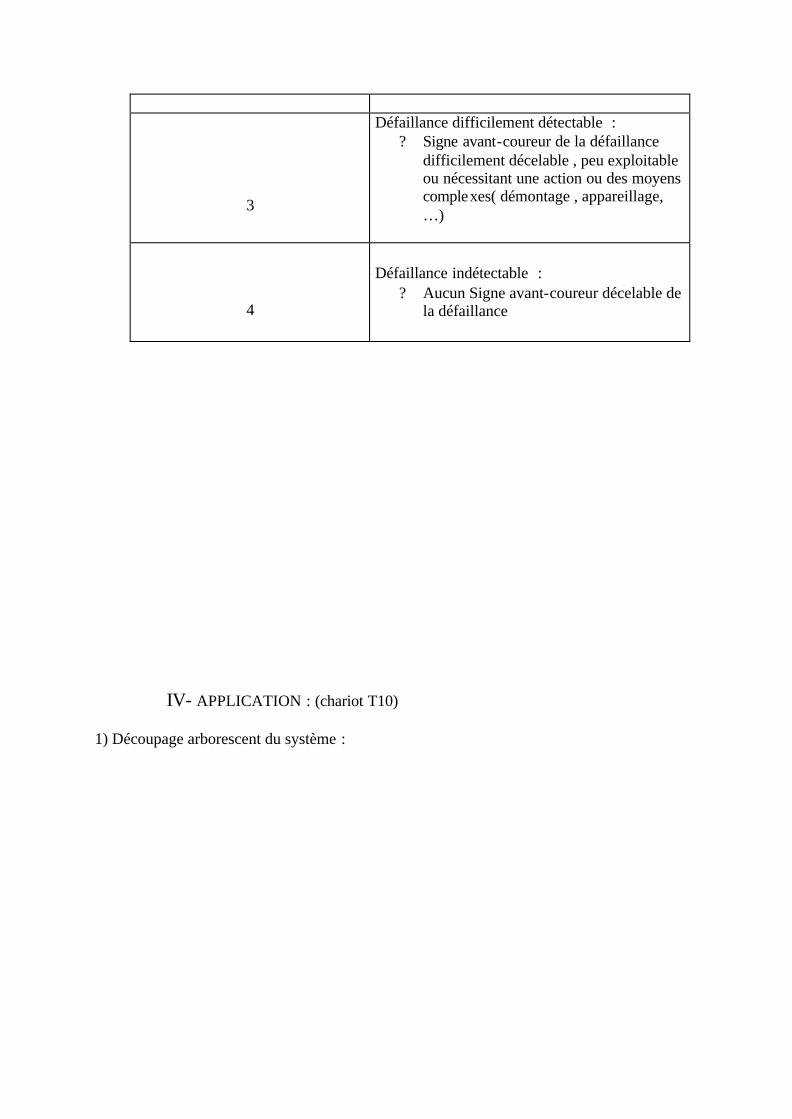
3
Défaillance difficilement détectable : ? Signe avant-coureur de la défaillance
difficilement décelable , peu exploitable ou nécessitant une action ou des moyens complexes( démontage , appareillage, …)
4
Défaillance indétectable : ? Aucun Signe avant-coureur décelable de
la défaillance
IV- APPLICATION : (chariot T10) 1) Découpage arborescent du système :
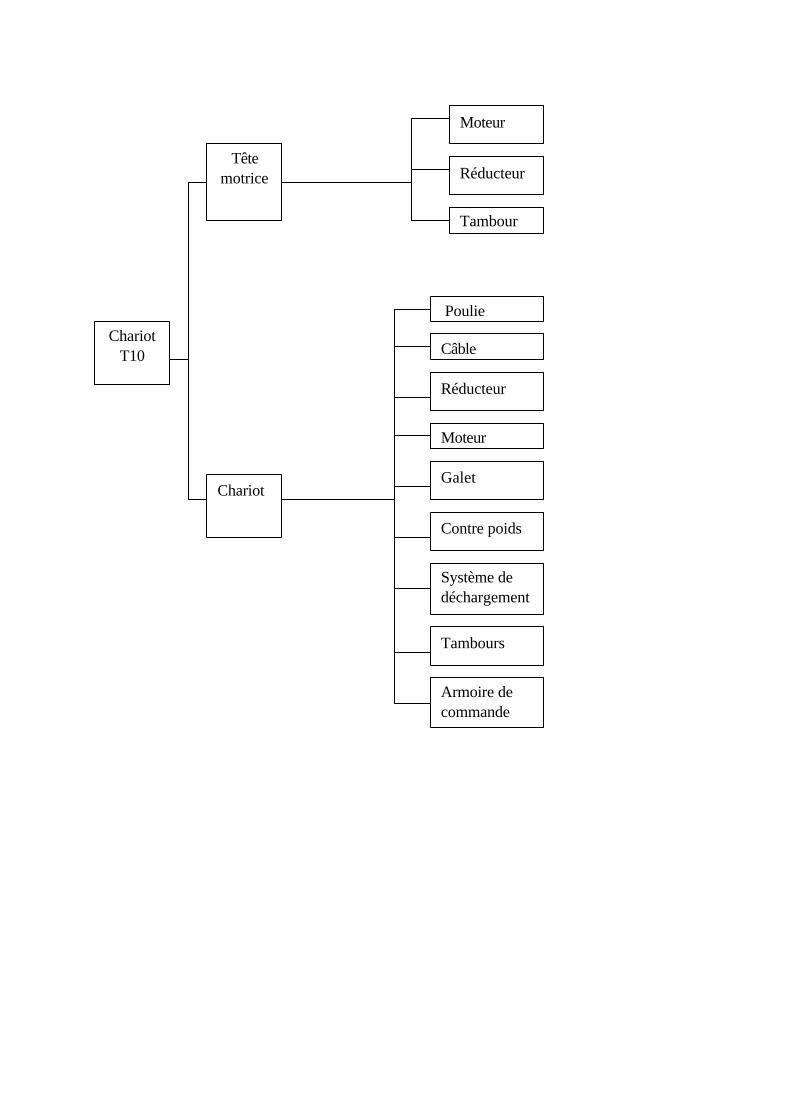
Chariot T10
Tête motrice
Moteur
Réducteur
Tambour
Chariot
Poulie
Câble
Réducteur
Moteur
Galet
Contre poids
Système de déchargement
Tambours
Armoire de commande

2) Diagramme de contexte du
chariotT10 :
Fonctions principales (FP) et contraintes (FC) :
FP : Assurer le Remplissage des sept silos par le phosphate.
FC1 : translater sur les rails.
FC2 : transporter la bande.
FC3 : être alimenté par la puissance électrique.
FC4 : être contrôlé par l’opérateur
FC5 : résister aux agressions du milieu ambiant.
Chariot T10
Milieu ambiant
Rails Opérateur
Puissance électrique
Silos Bande
Phosphate FP
FC2
FC3
FC5 FC4
FC1
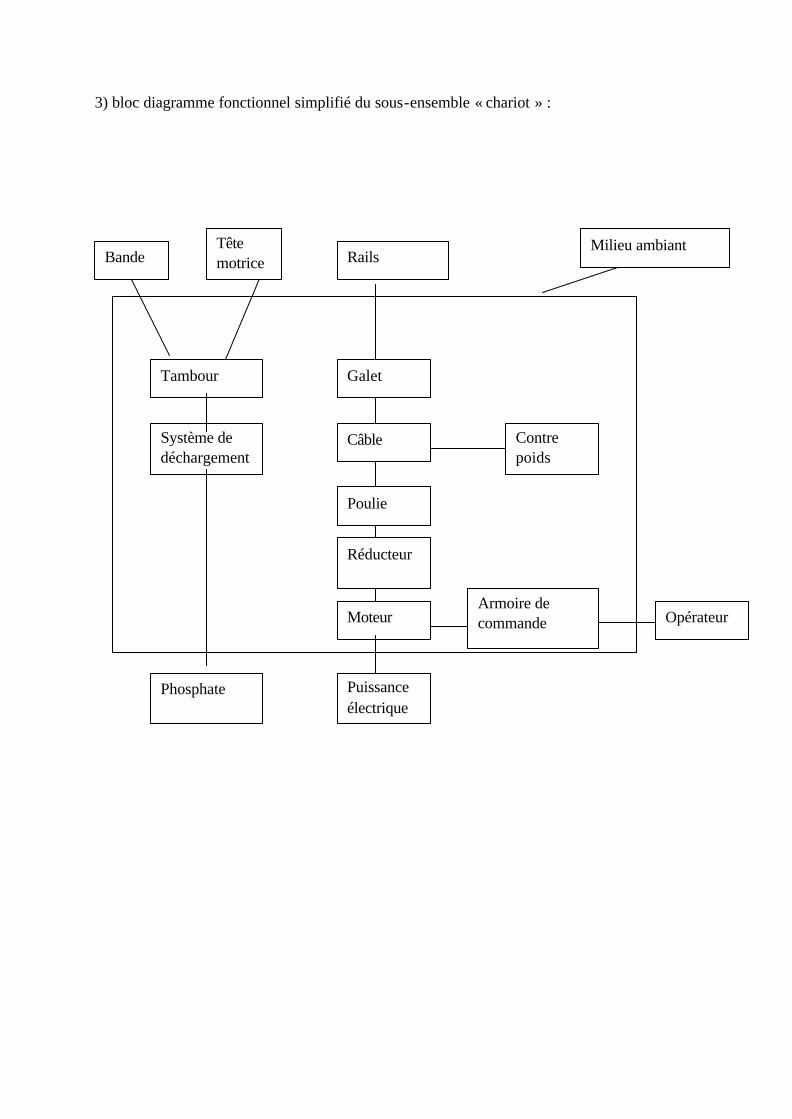
3) bloc diagramme fonctionnel simplifié du sous-ensemble « chariot » :
Galet
Câble
Poulie
Réducteur
Moteur
Contre poids
Tambour
Système de déchargement
Armoire de commande Opérateur
Rails Tête motrice Bande
Puissance électrique
Phosphate
Milieu ambiant
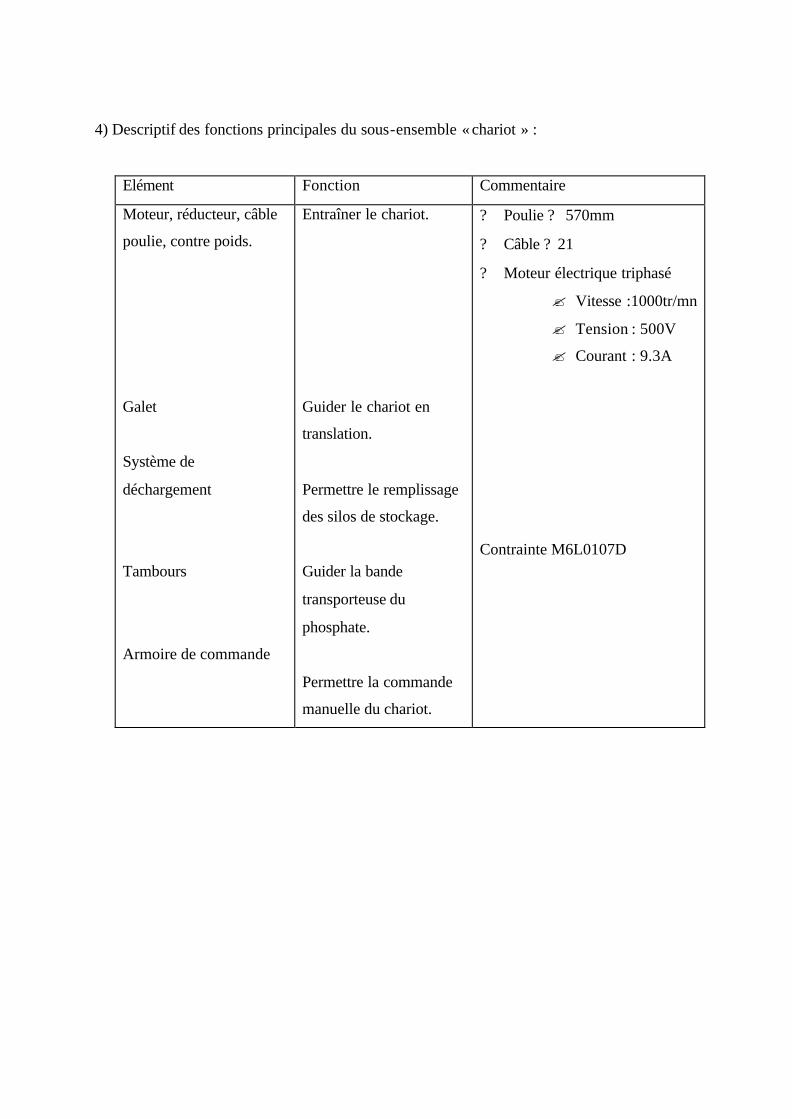
4) Descriptif des fonctions principales du sous-ensemble « chariot » :
Elément Fonction Commentaire
Moteur, réducteur, câble
poulie, contre poids.
Galet
Système de
déchargement
Tambours
Armoire de commande
Entraîner le chariot.
Guider le chariot en
translation.
Permettre le remplissage
des silos de stockage.
Guider la bande
transporteuse du
phosphate.
Permettre la commande
manuelle du chariot.
? Poulie ? 570mm
? Câble ? 21
? Moteur électrique triphasé
? Vitesse :1000tr/mn
? Tension : 500V
? Courant : 9.3A
Contrainte M6L0107D
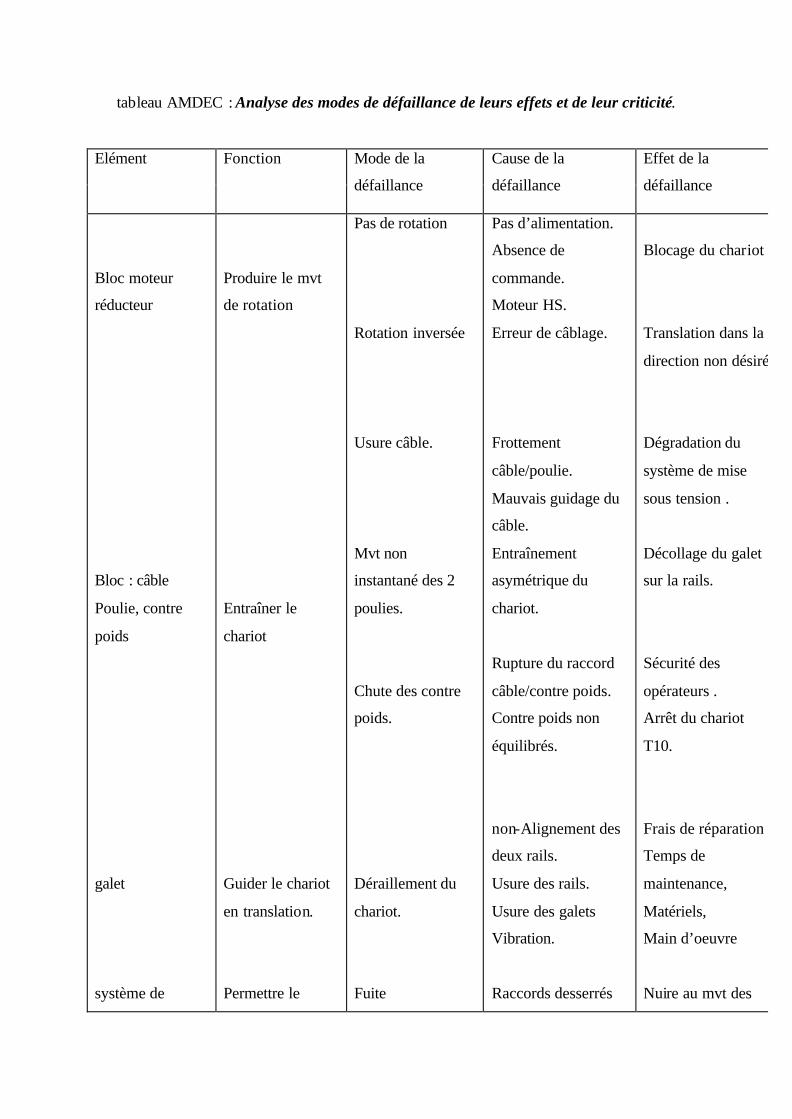
tableau AMDEC : Analyse des modes de défaillance de leurs effets et de leur criticité.
Elément Fonction Mode de la
défaillance
Cause de la
défaillance
Effet de la
défaillance
Bloc moteur
réducteur
Bloc : câble
Poulie, contre
poids
galet
système de
Produire le mvt
de rotation
Entraîner le
chariot
Guider le chariot
en translation.
Permettre le
Pas de rotation
Rotation inversée
Usure câble.
Mvt non
instantané des 2
poulies.
Chute des contre
poids.
Déraillement du
chariot.
Fuite
Pas d’alimentation.
Absence de
commande.
Moteur HS.
Erreur de câblage.
Frottement
câble/poulie.
Mauvais guidage du
câble.
Entraînement
asymétrique du
chariot.
Rupture du raccord
câble/contre poids.
Contre poids non
équilibrés.
non-Alignement des
deux rails.
Usure des rails.
Usure des galets
Vibration.
Raccords desserrés
Blocage du chariot
Translation dans la
direction non désiré.
Dégradation du
système de mise
sous tension .
Décollage du galet
sur la rails.
Sécurité des
opérateurs .
Arrêt du chariot
T10.
Frais de réparation :
Temps de
maintenance,
Matériels,
Main d’oeuvre
Nuire au mvt des
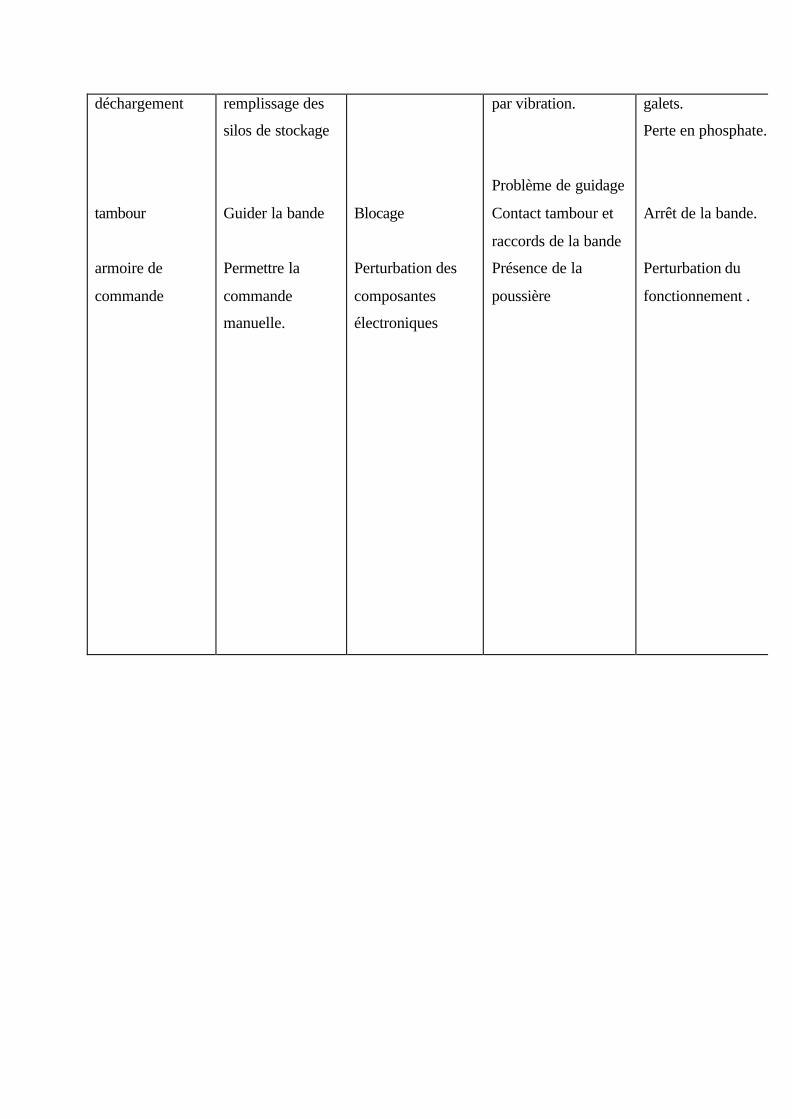
déchargement
tambour
armoire de
commande
remplissage des
silos de stockage
Guider la bande
Permettre la
commande
manuelle.
Blocage
Perturbation des
composantes
électroniques
par vibration.
Problème de guidage
Contact tambour et
raccords de la bande
Présence de la
poussière
galets.
Perte en phosphate.
Arrêt de la bande.
Perturbation du
fonctionnement .
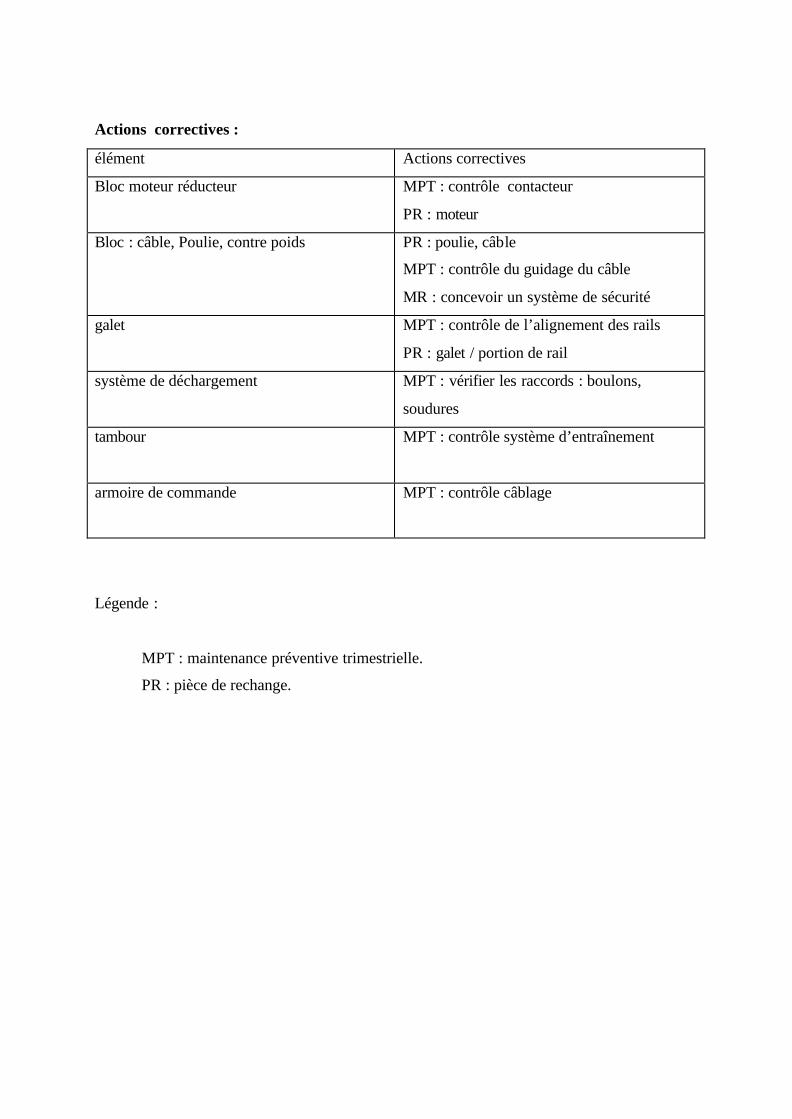
Actions correctives :
élément Actions correctives
Bloc moteur réducteur
MPT : contrôle contacteur
PR : moteur
Bloc : câble, Poulie, contre poids
PR : poulie, câble
MPT : contrôle du guidage du câble
MR : concevoir un système de sécurité
galet
MPT : contrôle de l’alignement des rails
PR : galet / portion de rail
système de déchargement
MPT : vérifier les raccords : boulons,
soudures
tambour
MPT : contrôle système d’entraînement
armoire de commande
MPT : contrôle câblage
Légende :
MPT : maintenance préventive trimestrielle.
PR : pièce de rechange.
5) conclusion
D’après étude AMDEC on aperçois que le problème de déraillement peut surgir à
cause de plusieurs modes de défaillances, néanmoins le problème d’alignement des rails,
l’interaction galet/rail, et le problème de vibration de toute la structure sont les plus évident
(significatives).
Notre plan d’intervention sera donc focalisé sur ces problèmes.
Nous avons donc procédé à un prélèvement des entraxes entre les deux rails dans différents
points repérés localement par des numéros.
V – Plan d’action
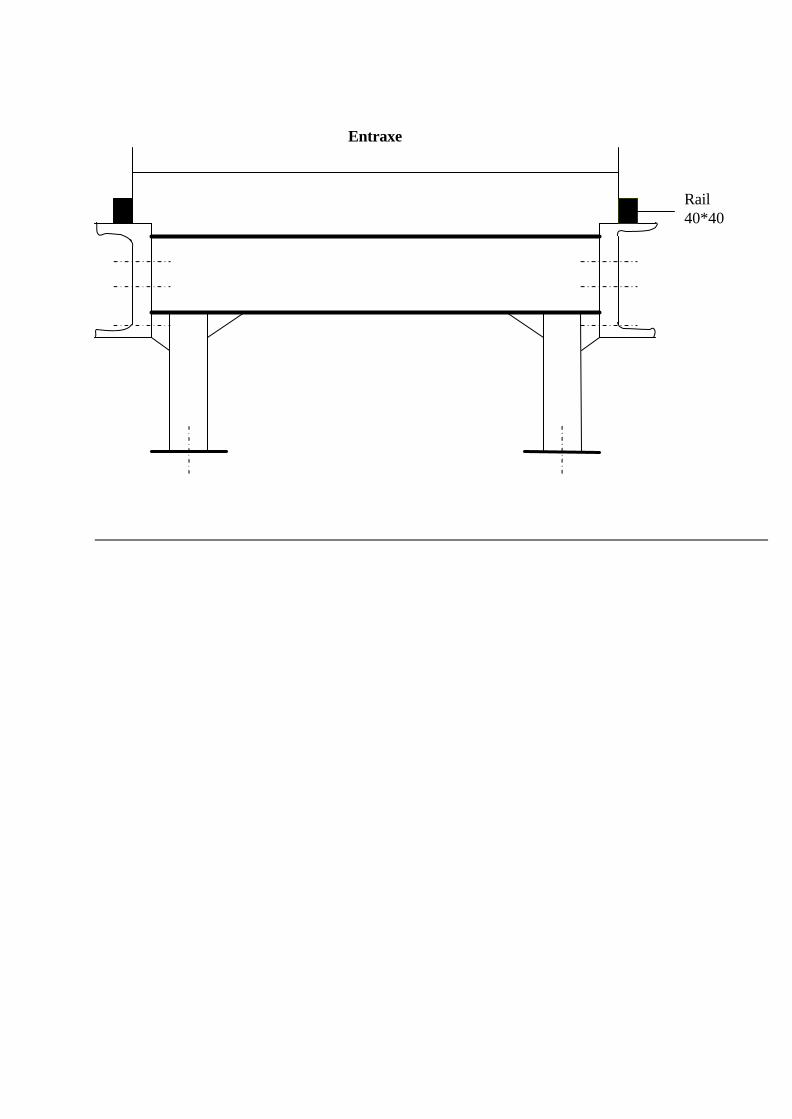
1) contrôle d’entraxe des rails notre plan d’action pour le contrôle d’entraxe des rails consiste à faire un repérage des zones critiques qui peuvent provoquer ce problème ,pour cela nous avons fais notre choix on prenant les considérations suivantes :
? les zones qui présentent de mauvais alignement ? les zones qui présentent des défauts remarquables par usure ? les zones où il y a les raccords entre les morceaux de rails (par soudures)
nous avons donc marqué 78 repères distants de 750mm pour permettre un contrôle fiable.
Détail pied de chemin de roulement :
Entraxe
Rail 40*40

Le tableau suivant résume les résultats du prélèvement :
REP ENTRAXE Localisation des tronçons Coté gauche Coté droite 1 2257 **** **** 2 2251 3 2248 4 2257 5 2257 **** 6 2257 7 2260 **** 8 2254 9 2257 10 2253 11 2251 12 2255 13 2247 **** **** 14 2245 15 2249 16 2251 **** 17 2252 18 225 19 2254 20 2250 **** 21 2253 22 2252 **** 23 2253 24 2257 25 2257 26 2257 27 2255 28 2258 **** 29 2258 **** 30 2260 31 2256 32 2257 33 2250 34 2243
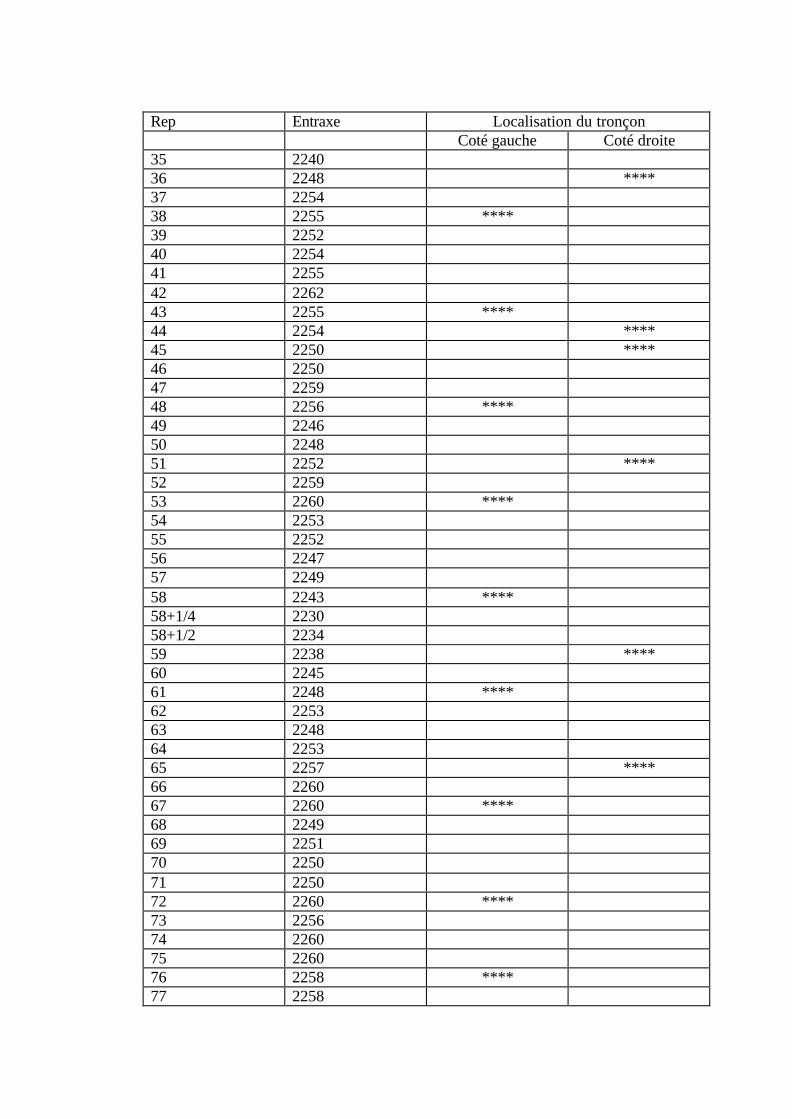
Rep Entraxe Localisation du tronçon Coté gauche Coté droite 35 2240 36 2248 **** 37 2254 38 2255 **** 39 2252 40 2254 41 2255 42 2262 43 2255 **** 44 2254 **** 45 2250 **** 46 2250 47 2259 48 2256 **** 49 2246 50 2248 51 2252 **** 52 2259 53 2260 **** 54 2253 55 2252 56 2247 57 2249 58 2243 **** 58+1/4 2230 58+1/2 2234 59 2238 **** 60 2245 61 2248 **** 62 2253 63 2248 64 2253 65 2257 **** 66 2260 67 2260 **** 68 2249 69 2251 70 2250 71 2250 72 2260 **** 73 2256 74 2260 75 2260 76 2258 **** 77 2258
78 2260
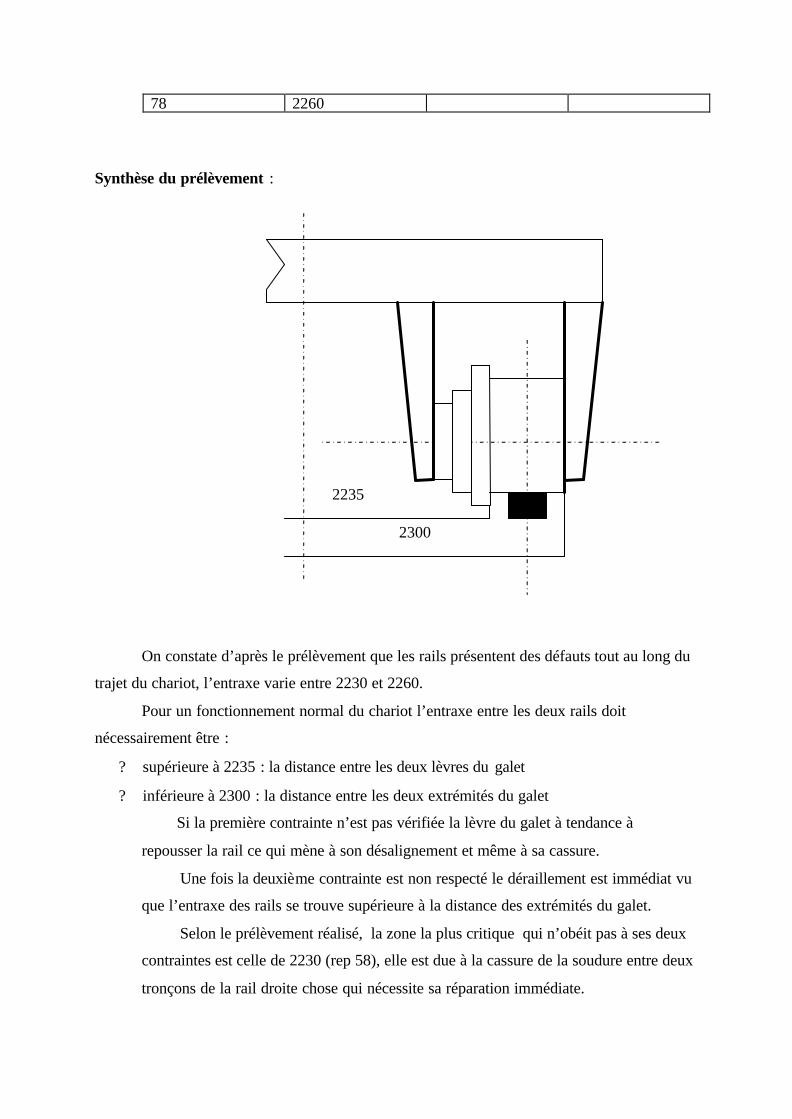
Synthèse du prélèvement :
On constate d’après le prélèvement que les rails présentent des défauts tout au long du
trajet du chariot, l’entraxe varie entre 2230 et 2260.
Pour un fonctionnement normal du chariot l’entraxe entre les deux rails doit
nécessairement être :
? supérieure à 2235 : la distance entre les deux lèvres du galet
? inférieure à 2300 : la distance entre les deux extrémités du galet
Si la première contrainte n’est pas vérifiée la lèvre du galet à tendance à
repousser la rail ce qui mène à son désalignement et même à sa cassure.
Une fois la deuxième contrainte est non respecté le déraillement est immédiat vu
que l’entraxe des rails se trouve supérieure à la distance des extrémités du galet.
Selon le prélèvement réalisé, la zone la plus critique qui n’obéit pas à ses deux
contraintes est celle de 2230 (rep 58), elle est due à la cassure de la soudure entre deux
tronçons de la rail droite chose qui nécessite sa réparation immédiate.
2300
2235

D’autre part on voit que les zones où il y a les jonctions entre les rails présentent des
écarts considérables.
Ce qui nous mène aux conclusions sur les causes de déraillement.
2) Identifications des causes de déraillement :
Les causes de ces défauts peuvent être classées en deux grandes catégories :
A- Dégradation du matériau du à :
- l’usure accentué par la présence des grains de phosphate
- la corrosion humide vue que le site est proche de la mer
- cassure des jonctions entre les morceaux de rails (les jonctions sont faites par
soudure)
B- Vibration :
Le problème de vibration surgie lors du déchargement des silos, leurs grande
dimension, la complexité des structure ainsi que la non continuité de descente du
phosphate rend les vibrations de plus en plus forte surtout lors de la descente d’une
grande quantité d’un seul coup.
3) Actions correctives
? Matériau
? Pour le problème de dégradation du matériau par usure et corrosion la solution la
plus évidente serait de choisir un matériau dur et qui manifeste une bonne résistance à
la corrosion
On peut penser aussi au traitement thermique de durcissement par trempe et revenu du
matériau des rails.
D’autre côté pour le problème de cassure des jonctions, les soudures doivent être
soigneusement réalisé, avec un contrôle régulier de l’état des soudures.

L’utilisation des « raccords boulonnés » comme système de fixation entre les
tronçons de rails peut substituer les soudures
? Vibration
? Bien évidemment pour atténuer les vibrations on doit utiliser des amortisseurs,
ces derniers peuvent limiter les coups de vibrations au niveau des silos sauf que pour
leurs dimensionnement on dispose pas des données concernent la structure ainsi que le
poids
? une autre solution pour diminuer la gravité des coups de vibrations serait
d’utiliser des
racleurs mélangeur qui vont assurer une descente continue du phosphate
Conclusion
L’analyse des modes de défaillances, de leurs effets et leurs criticités est
une technique d’analyse des systèmes industriels, il est utilisé durant toutes
les phases de déroulement d’un projet.
En effet, l’AMDEC est utilisé à un niveau grossier durant la phase de
conception, elle est affinée durant la phase de développement, et corrigée
durant la phase de production et d’exploitation par l’ensemble des résultas,
défaillances et contrôle, et il est utilisé comme outil d’aide à la fiabilité des
systèmes.
Notre sujet de stage était l’occasion de maître en exerce cette méthode, elle nous a
permis de structurer les étapes du plan d’action, et d’aboutir à des conclusions
concernant tous les modes de défaillance du chariot T10 surtout ceux qui ont pour
conséquence le déraillement du chariot T10.
Donc de proposer des actions correctives à réaliser .
Toutefois ce travail peut être compléter par une étude plus détaillée concernant la
possibilité de changer toute la conception du chariot.