
Schneider Electric Master Tech SPS Système de … · FormInterim 3 Les ateliers de production sont...
16
SPS Système de production Schneider • I P P r o j e c t s • © F o r m I n t e r i m Le spécialiste mondial de la gestion de l’énergie www.schneider-electric.com Schneider Electric Master Tech 70 Rue de la Grange Batie Centr’alp 38430 MOIRANS Tel. 33 (0)4 76 57 72 72
Transcript of Schneider Electric Master Tech SPS Système de … · FormInterim 3 Les ateliers de production sont...

SPSSystème de production Schneider
• I
P Projects •
© FormInterim
Le spécialiste mondial de la gestion de l’énergie
www.schneider-electric.com
Schneider Electric Master Tech
70 Rue de la Grange Batie Centr’alp 38430 MOIRANSTel. 33 (0)4 76 57 72 72
Sommaire
© FormInterim
Système de production Schneider ........................................... 3
La contribution du personnel .................................................. 4 1. La méthodologie 5S ..................................................... 6 2. Lean Manufacturing ...................................................... 7 3. AIC ............................................................................ 8
La conception Produit Process ............................................... 10 1. Le G8D et le6 Sigma .................................................. 10 2. Le Kaizen .................................................................. 11 3. Le SMED ................................................................... 12
Le pilotage des processus industriels et logistiques .................. 13 1. La MADC................................................................... 13
Merci de votre attention ....................................................... 15
© FormInterim
3
Les ateliers de production sont organisés selon les principes du « Système de Production Schneider » ou « SPS ».
Le SPS est la stratégie industrielle de Schneider Electric. Il a pour objectifs:
• D’améliorer la Sécurité, la Qualité, le Niveau de service et la Productivité dans les usines Schneider à travers le monde
• D’optimiser les capitaux engagés (stock + encours)
• Tout en Impliquant les collaborateurs
Il s’organise autour de 3 axes:
1. La Contribution du Personnel: Le 5S / L’Animation à Intervalle Court / Le Système de Suggestion.
2. La Conception Produit Process: Le Kaizen / Le G8D et le 6 Sigma / Le SMED / Les Poka Yoke.
3. Le pilotage des processus industriels et logistiques: La MADC / Le Gestion des WIP / La Démarche Client (traitement PRR).
SPSSystème de production Schneider

© FormInterim
4
L’applications des principes d’organisation du « SPS » est un incontournable dans les ateliers à travers différentes méthodes de travail:
• La méthodologie « 5S »
• Le « Lean Manufacturing ».
• L’Animation à intervalle court.
• Le Système de Suggestion.
La Contribution du PersonnelLe 5S / L’Animation à Intervalle Court / Le Système de Suggestion

© FormInterim
5
Les ateliers sont organisés selon les principes de la méthodologie 5S qui repose sur 5 principes :
1 Eliminer: Eliminer tout objet inutile. Evacuer dans les poubelles prévues les rebuts et déchets.
2 Ranger: Chaque objet (chariot, outils) à un emplacementclairementdéfinipardesscotchde couleur et avec une photo de référence.
Emplacement défini par le scotch de couleur
Méthodologie 5S Eliminer ➤ Ranger ➤ Nettoyer ➤ Standardiser ➤ Respecter

© FormInterim
6
Méthodologie 5S Eliminer ➤ Ranger ➤ Nettoyer ➤ Standardiser ➤ Respecter
3 Nettoyer: Nettoyer c’est bien… ne pas salir c’est mieux. Dès qu’une salissureestconstatée,jenettoiesansattendrelafinduposte.
4 Standardiser: Respecter le standard 5S. • Les zones de transfert jaune et noir. • Les zones de rangement dédiées ilotées
5 Respecter: Renseigner l’audit 5S de mon poste de travail en début de chaque faction.
Tous les jours: un audit 5S doit être réalisé à la prise de poste.
Tous les mois: un audit 5S est réalisé par la REF (Responsable Equipe Fabrication)
Zone de passage piéton/petit train
© FormInterim
7
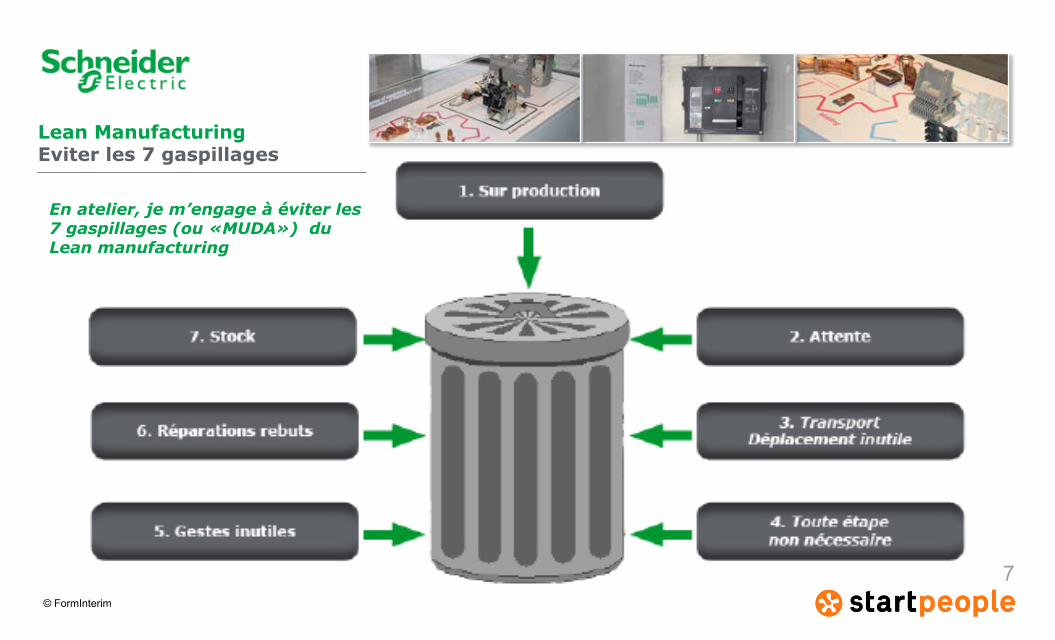
Lean Manufacturing Eviter les 7 gaspillages
En atelier, je m’engage à éviter les 7 gaspillages (ou «MUDA») du Lean manufacturing
© FormInterim
8
AIC Animation à intervalle court
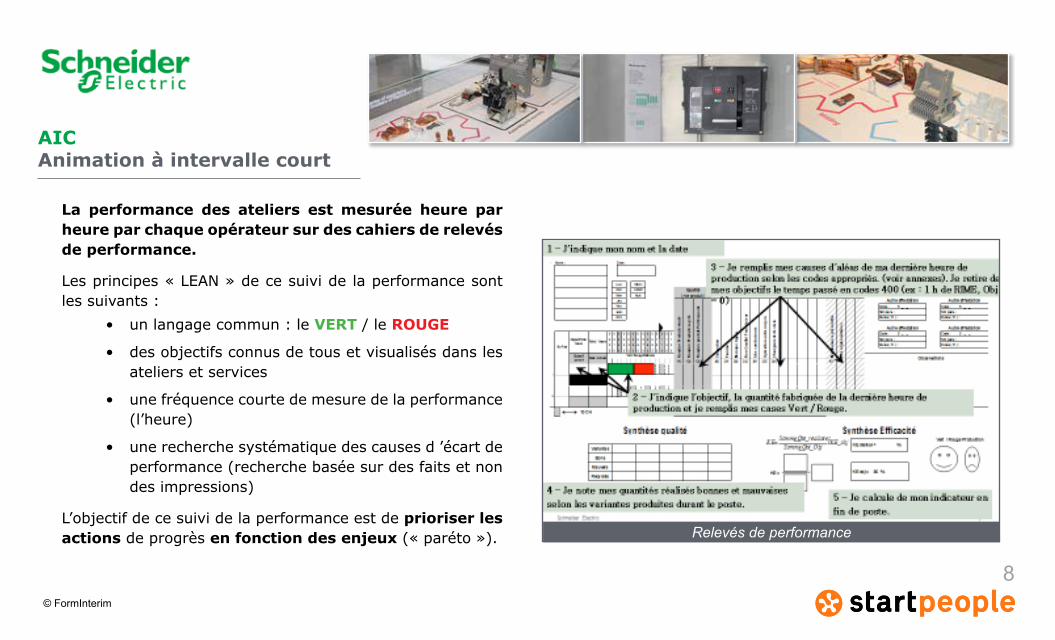
La performance des ateliers est mesurée heure par heure par chaque opérateur sur des cahiers de relevés de performance.
Les principes « LEAN » de ce suivi de la performance sont les suivants :
• un langage commun : le VERT / le ROUGE
• des objectifs connus de tous et visualisés dans les ateliers et services
• une fréquence courte de mesure de la performance (l’heure)
• une recherche systématique des causes d ’écart de performance (recherche basée sur des faits et non des impressions)
L’objectif de ce suivi de la performance est de prioriser les actions de progrès en fonction des enjeux (« paréto »). Relevés de performance
© FormInterim
9
AIC Animation à intervalle court
Tableau AICTableau AIC

© FormInterim
10
La conception Produit Process Le G8D et le 6 Sigma

© FormInterim
11
La Conception Produit ProcessLe Kaizen
Le kaizen est une méthodologie utilisée pour l’amélioration rapide d’un process défini (et non la perfection à long terme).
En constituant un groupe représentant les divers métiers de l’usine dans lequel tous les acteurs contribuent à l’atteinte des objectifs sur une période courte (ex : TPM sur Rémini, 5S, AIC, …).
Cette méthodologie permet:
• L’amélioration des conditions de travail,
• L’optimisation de la surface occupée,
• De faciliter le passage de la MADC
• Degagnerenqualitéetefficacité.
KAI ZEN
Changement Bon (pour mieux)

© FormInterim
12
La Conception Produit ProcessLE SMED (Changement de Série en moins de Dix Minutes)
Le SMED est une méthodologie visant à réduire et à maitriser le temps de changement de série.
• En constituant un groupe de travail pluridisciplinaire.
• En analysant toutes les opérations nécessaires au changement de série pour les réaliser en temps masqué ( sans arrêt machine) et/ou les réduire.

© FormInterim
13
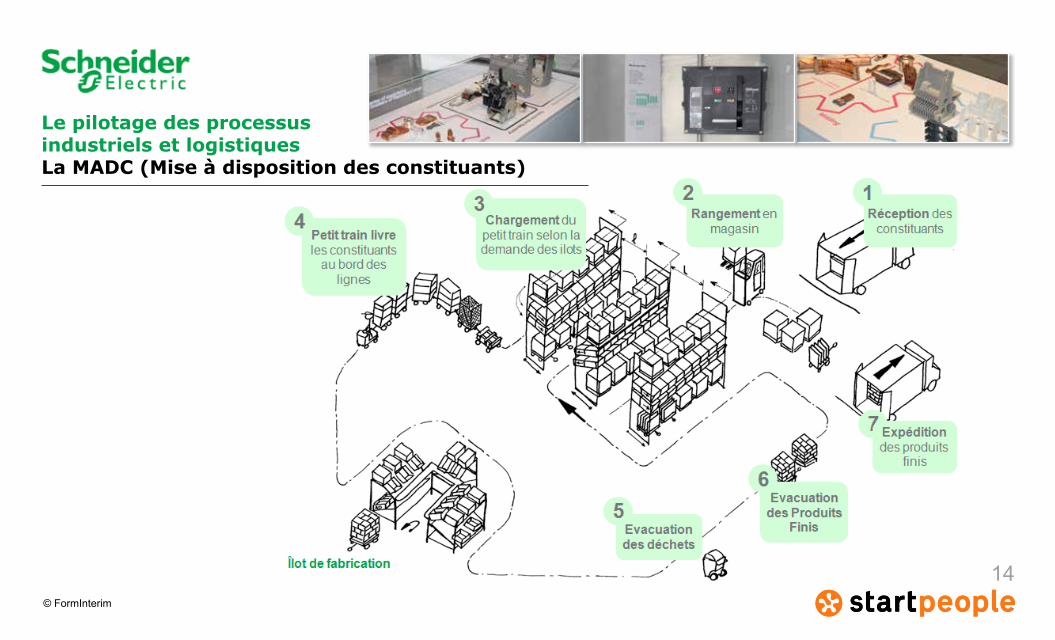
La MADC est le processus visant à :
• Approvisionner les postes de travail en matières premières,
• Evacuerlesproduitsfinisetlesdéchets.
Cette méthodologie permet de :
• Réduire la manutention pour les opérateurs et conducteurs,
• Mettre à disposition des pièces en bonne quantité au bon moment,
• Mettre à disposition les pièces directement dans la zone de préhension ergonomique,
• Réduire les stocks en bord de ligne.
Le pilotage des processus industriels et logistiquesLa MADC (Mise à disposition des constituants)
© FormInterim
14
Le pilotage des processus industriels et logistiquesLa MADC (Mise à disposition des constituants)

Merci de votre attention !

Cette brochure a été réalisée par IP Projects pour Start People France afin de promouvoir la formation des intérimaires aux besoins spécifiques de Schneider Electric Master Tech.
© FormInterimLes textes, lay-out, dessins, photos, films, bases de données, logos et autres éléments de cette brochure sont protégés par le droit d’auteur et les traités internationaux sur le copyright. Toute copie, adaptation, modification, traduction, arrangement, communication au public, location et autre exploitation, modification de tout ou partie de cette brochure sous quelque forme et par quelque moyen que ce soit (électronique, mécanique ou autre), est strictement interdit sauf accord préalable et écrit de IP Projects. Vous n’êtes pas autorisés à en faire une copie.
Toute infraction à ce qui précède peut entraîner des poursuites civiles ou pénales.
Veuillez noter que les dénominations, logos et autres signes utilisés dans cette brochure, entre autres les logos IP Projects et FormInterim ainsi que les noms IP Projects et FormInterim sont des marques déposées et légalement protégées. Tout usage de ceux-ci ou de signes y ressemblant est strictement interdit sans l’accord préalable et écrit de IP Projects.


















