Saimm 201503 mar
96
VOLUME 115 NO. 3 MARCH 2015
description
Journal of the SAIMM March 2015
Transcript of Saimm 201503 mar

VOLUME 115 NO. 3 MARCH 2015

a member of the


�
ii MARCH 2015 The Journal of The Southern African Institute of Mining and Metallurgy
OFFICE BEARERS AND COUNCIL FOR THE2014/2015 SESSION
Honorary PresidentMike TekePresident, Chamber of Mines of South Africa
Honorary Vice-PresidentsNgoako RamatlhodiMinister of Mineral Resources, South AfricaRob DaviesMinister of Trade and Industry, South AfricaNaledi PandoMinister of Science and Technology, South Africa
PresidentJ.L. Porter
President ElectR.T. Jones
Vice-PresidentsC. MusingwiniS. Ndlovu
Immediate Past PresidentM. Dworzanowski
Honorary TreasurerC. Musingwini
Ordinary Members on Council
V.G. Duke T. PegramM.F. Handley S. RupprechtA.S. Macfarlane N. SearleM. Motuku A.G. SmithM. Mthenjane M.H. SolomonD.D. Munro D. TudorG. Njowa D.J. van Niekerk
Past Presidents Serving on CouncilN.A. Barcza J.C. Ngoma R.D. Beck S.J. Ramokgopa J.A. Cruise M.H. Rogers J.R. Dixon G.L. Smith F.M.G. Egerton J.N. van der Merwe G.V.R. Landman W.H. van NiekerkR.P. Mohring
Branch ChairmenDRC S. MalebaJohannesburg I. AshmoleNamibia N. NamatePretoria N. NaudeWestern Cape C. DorflingZambia H. ZimbaZimbabwe E. MatindeZululand C. Mienie
Corresponding Members of CouncilAustralia: I.J. Corrans, R.J. Dippenaar, A. Croll,
C. Workman-DaviesAustria: H. WagnerBotswana: S.D. WilliamsUnited Kingdom: J.J.L. Cilliers, N.A. BarczaUSA: J-M.M. Rendu, P.C. Pistorius
The Southern African Institute of Mining and Metallurgy
PAST PRESIDENTS
*Deceased
* W. Bettel (1894–1895)* A.F. Crosse (1895–1896)* W.R. Feldtmann (1896–1897)* C. Butters (1897–1898)* J. Loevy (1898–1899)* J.R. Williams (1899–1903)* S.H. Pearce (1903–1904)* W.A. Caldecott (1904–1905)* W. Cullen (1905–1906)* E.H. Johnson (1906–1907)* J. Yates (1907–1908)* R.G. Bevington (1908–1909)* A. McA. Johnston (1909–1910)* J. Moir (1910–1911)* C.B. Saner (1911–1912)* W.R. Dowling (1912–1913)* A. Richardson (1913–1914)* G.H. Stanley (1914–1915)* J.E. Thomas (1915–1916)* J.A. Wilkinson (1916–1917)* G. Hildick-Smith (1917–1918)* H.S. Meyer (1918–1919)* J. Gray (1919–1920)* J. Chilton (1920–1921)* F. Wartenweiler (1921–1922)* G.A. Watermeyer (1922–1923)* F.W. Watson (1923–1924)* C.J. Gray (1924–1925)* H.A. White (1925–1926)* H.R. Adam (1926–1927)* Sir Robert Kotze (1927–1928)* J.A. Woodburn (1928–1929)* H. Pirow (1929–1930)* J. Henderson (1930–1931)* A. King (1931–1932)* V. Nimmo-Dewar (1932–1933)* P.N. Lategan (1933–1934)* E.C. Ranson (1934–1935)* R.A. Flugge-De-Smidt
(1935–1936)* T.K. Prentice (1936–1937)* R.S.G. Stokes (1937–1938)* P.E. Hall (1938–1939)* E.H.A. Joseph (1939–1940)* J.H. Dobson (1940–1941)* Theo Meyer (1941–1942)* John V. Muller (1942–1943)* C. Biccard Jeppe (1943–1944)* P.J. Louis Bok (1944–1945)* J.T. McIntyre (1945–1946)* M. Falcon (1946–1947)* A. Clemens (1947–1948)* F.G. Hill (1948–1949)* O.A.E. Jackson (1949–1950)* W.E. Gooday (1950–1951)* C.J. Irving (1951–1952)* D.D. Stitt (1952–1953)* M.C.G. Meyer (1953–1954)* L.A. Bushell (1954–1955)
* H. Britten (1955–1956)* Wm. Bleloch (1956–1957)* H. Simon (1957–1958)* M. Barcza (1958–1959)* R.J. Adamson (1959–1960)* W.S. Findlay (1960–1961)
D.G. Maxwell (1961–1962)* J. de V. Lambrechts (1962–1963)* J.F. Reid (1963–1964)* D.M. Jamieson (1964–1965)* H.E. Cross (1965–1966)* D. Gordon Jones (1966–1967)* P. Lambooy (1967–1968)* R.C.J. Goode (1968–1969)* J.K.E. Douglas (1969–1970)* V.C. Robinson (1970–1971)* D.D. Howat (1971–1972)
J.P. Hugo (1972–1973)* P.W.J. van Rensburg (1973–1974)* R.P. Plewman (1974–1975)
R.E. Robinson (1975–1976)* M.D.G. Salamon (1976–1977)* P.A. Von Wielligh (1977–1978)* M.G. Atmore (1978–1979)* D.A. Viljoen (1979–1980)* P.R. Jochens (1980–1981)
G.Y. Nisbet (1981–1982)A.N. Brown (1982–1983)
* R.P. King (1983–1984)J.D. Austin (1984–1985)H.E. James (1985–1986)H. Wagner (1986–1987)
* B.C. Alberts (1987–1988)C.E. Fivaz (1988–1989)O.K.H. Steffen (1989–1990)
* H.G. Mosenthal (1990–1991)R.D. Beck (1991–1992)J.P. Hoffman (1992–1993)
* H. Scott-Russell (1993–1994)J.A. Cruise (1994–1995)D.A.J. Ross-Watt (1995–1996)N.A. Barcza (1996–1997)R.P. Mohring (1997–1998)J.R. Dixon (1998–1999)M.H. Rogers (1999–2000)L.A. Cramer (2000–2001)
* A.A.B. Douglas (2001–2002)S.J. Ramokgopa (2002-2003)T.R. Stacey (2003–2004)F.M.G. Egerton (2004–2005)W.H. van Niekerk (2005–2006)R.P.H. Willis (2006–2007)R.G.B. Pickering (2007–2008)A.M. Garbers-Craig (2008–2009)J.C. Ngoma (2009–2010)G.V.R. Landman (2010–2011)J.N. van der Merwe (2011–2012)G.L. Smith (2012–2013)M. Dworzanowski (2013–2014)
Honorary Legal AdvisersVan Hulsteyns Attorneys
AuditorsMessrs R.H. Kitching
Secretaries
The Southern African Institute of Mining and MetallurgyFifth Floor, Chamber of Mines Building5 Hollard Street, Johannesburg 2001P.O. Box 61127, Marshalltown 2107Telephone (011) 834-1273/7Fax (011) 838-5923 or (011) 833-8156E-mail: [email protected]

CContentsJournal Commentby R.E. Robinson . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . iv–v
SANCOT Conference Announcement
President’s Corner by J.L. Porter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vii
Comparison of linear polarization resistance corrosion monitoring probe readings and immersion test results for typical cooling water conditionsby J.W. van der Merwe and A. Palazzo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 173
Avoiding structural failures on mobile bulk materials handling equipmentby M.J. Schmidt and B.W.J. van Rensburg. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 179
Utilization of the Brazilian test for estimating the uniaxial compressive strength and shear strength parametersby K. Karaman, F. Cihangir, B. Ercikdi, A. Kesimal, and S. Demirel . . . . . . . . . . . . . . . . . . . . . 185
Laser surface alloying of Al with Cu and Mo powdersby S.L. Pityana, S.T. Camagu, and J. Dutta Majumdar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 193
Chemical wear analysis of a tap-hole on a SiMn production furnaceby J.D. Steenkamp, P.C. Pistorius, and M. Tangstad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 199
A stochastic simulation framework for truck and shovel selection and sizing in open pit minesby S.R. Dindarloo, M. Osanloo, and S. Frimpong. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 209
A comparison of models for the recovery of minerals in a UG2 platinum ore by batch flotationby N.V. Ramlall and B.K. Loveday. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 221
Enrichment of low-grade colemanite concentrate by Knelson Concentratorby T. Uslu, O. Celep, and M. Sava . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 229
Multifractal interpolation method for spatial data with singularitiesby Q. Cheng. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 235
High-order additions to platinum-based alloys for high-temperature applicationsby B.O. Odera, M.J. Papo, R. Couperthwaite, G.O. Rading, D. Billing, and L.A. Cornish. . . . . . . 241
International Advisory Board
R. Dimitrakopoulos, McGill University, CanadaD. Dreisinger, University of British Columbia, CanadaE. Esterhuizen, NIOSH Research Organization, USAH. Mitri, McGill University, CanadaM.J. Nicol, Murdoch University, AustraliaH. Potgieter, Manchester Metropolitan University, United KingdomE. Topal, Curtin University, Australia
The Journal of The Southern African Institute of Mining and Metallurgy MARCH 2015
VOLUME 115 NO. 3 MARCH 2015
�iii
Editorial BoardR.D. BeckJ. Beukes
P. den HoedM. Dworzanowski
M.F. HandleyR.T. Jones
W.C. JoughinJ.A. LuckmannC. MusingwiniR.E. Robinson
T.R. StaceyR.J. Stewart
Editorial ConsultantD. Tudor
Typeset and Published byThe Southern African Instituteof Mining and MetallurgyP.O. Box 61127Marshalltown 2107Telephone (011) 834-1273/7Fax (011) 838-5923E-mail: [email protected]
Printed by Camera Press, Johannesburg
AdvertisingRepresentativeBarbara SpenceAvenue AdvertisingTelephone (011) 463-7940E-mail: [email protected] SecretariatThe Southern AfricanInstitute of Mining andMetallurgy
THE INSTITUTE, AS A BODY, ISNOT RESPONSIBLE FOR THESTATEMENTS AND OPINIONSADVANCED IN ANY OF ITSPUBLICATIONS.Copyright© 1978 by The Southern AfricanInstitute of Mining and Metallurgy. Allrights reserved. Multiple copying of thecontents of this publication or partsthereof without permission is in breach ofcopyright, but permission is hereby givenfor the copying of titles and abstracts ofpapers and names of authors. Permissionto copy illustrations and short extractsfrom the text of individual contributions isusually given upon written application tothe Institute, provided that the source (andwhere appropriate, the copyright) isacknowledged. Apart from any fair dealingfor the purposes of review or criticismunder The Copyright Act no. 98, 1978,Section 12, of the Republic of SouthAfrica, a single copy of an article may besupplied by a library for the purposes ofresearch or private study. No part of thispublication may be reproduced, stored ina retrieval system, or transmitted in anyform or by any means without the priorpermission of the publishers. Multiplecopying of the contents of the publicationwithout permission is always illegal.
U.S. Copyright Law applicable to users Inthe U.S.A.The appearance of the statement ofcopyright at the bottom of the first page ofan article appearing in this journalindicates that the copyright holderconsents to the making of copies of thearticle for personal or internal use. Thisconsent is given on condition that thecopier pays the stated fee for each copy ofa paper beyond that permitted by Section107 or 108 of the U.S. Copyright Law. Thefee is to be paid through the CopyrightClearance Center, Inc., Operations Center,P.O. Box 765, Schenectady, New York12301, U.S.A. This consent does notextend to other kinds of copying, such ascopying for general distribution, foradvertising or promotional purposes, forcreating new collective works, or forresale.
Inaugural African Corrosion Congress
General Papers
VOLUME 115 NO. 3 MARCH 2015
Çs
ISSN 2225-6253 (print)ISSN 2411-9717 (online)

T he title of this Comment is taken from theexcellent recent paper by M. Mostert of SRK, inthe Journal of the SAIMM (vol. 114, November
2014.). The paper was both relevant and significant tomy previous contributions on strategy and tactics that Icompiled for a SAIMM conference that regrettablynever took place. Mostert’s paper advances thequantitative aspects of this topic. Sustainability isquantified in terms of the calculation of net presentvalue (NPV) and other valuation criteria. The cost ofelectrical power and the possibility of co-generation ofpower and the relationship with the many globalwarming environmental aspects are meaningfullydiscussed. The inclusion of the remarkably largecarbon credits in the NPV of the Beatrix Mine was forme fascinating, and like the whole paper it was veryrelevant to the mine cluster strategy concept that Iprepared some 18 months ago. It deals with the maintopics of sustainability, economics, environment, socialintegration, schools, and education in general. This isso because the mining cluster and all other clustersinvolving communities of employees have to surviveand remain supported by stakeholders. They needprofits from the sale of goods and services, both locallyand from export, to make up a quantifiable value forthe educational and community services of the cluster.
My strategy and tactics paper was tabled at thePlatinum Conference in November 2014, theproceedings of which are still to be published. It dealswith the undertaking of some innovative steps toestablish mining clusters with the objective ofsupporting marginal mines and ensuring wherepossible the sustainability of existing operations. Thisis to be achieved by creating a socially mixedcommunity of mine personnel with educational andindependent income earning capabilities that extendinto the future. It is focused on employment creationwhere small-lot farming plays an important role. Thepaper is available for those readers who might wish toresearch the options. In this compilation I list thekeywords (action steps) that are related to innovationand R&D.
Keywords for mining and metallurgicalconcepts
Gold
• Selective blast mining: economic evaluation for allcost-curve data, already available in a previousJournal publication
• Rectification of statistical sampling for mine callfactors
• Development of millisecond shock tube systemswith delay detonators
• Narrow slot cutting in hangingwall using hydraulictechnology or diamond cutting wire
• Underground roll crushing of reef material• Mine shaft pressure leaching to recover all toxic
metals by CCIX to achieve zero toxic waste dumps• Underground hydraulic compaction of waste rock• Stope drilling automation with hydraulic supports.
Platinum
• Demonstration plant for the KELL hydrometallurgicalprocess for platinum and base metal recovery
• Alternative chlorination for the KELL process leadingto total metal recovery without roasting (threealternative options)
• Recovery of chromite (WHIMS) to provide non-toxicdams for agricultural use.
Other minerals and metals
• Improved hydrometallurgical processes for low-gradebase metals, e.g. at Black Mountain, Gamsburg,Nkomati Nickel
• Bipolar cell combined with the platinum fuel cell toproduce reagents for downstream use inhydrometallurgy and the chemical industries
• Coal fines treatment and utilization with zero waste(multi-options for the production of Fe, Al, S, SiO2,and uranium
• Carbon capture using chemically generated CaCO3
(multi options)• Rare-earth metal recovery from fertilizer processing
– lithium, potassium, and other strategic materials• Conversion of gypsum to building materials.
Cluster agriculture
• Hydroponic fertigation (HPF): overseas expertconsultations
• HPF automation survey: cost reduction• Crops for biofuels (ethanol and aviation fuels):
potential stakeholders such as SAA and Boeing• Food and industrial crops (Department of Agriculture
a stakeholder)• Crops supporting automation in mines and industry• Automation of drip systems: seed rolls, computer
protocols• Use of domestic effluent. R&D with DWAF and
municipalities.
Journal CommentSustainability: Environmental, economic, and social
�
iv MARCH 2015 The Journal of The Southern African Institute of Mining and Metallurgy

Education and teachers (obvious stakeholders arethe DOE, school investor entrepreneurs, universities
• Research on computerized teaching at primaryschool level
• Establishment of language laboratories withinternational exchange visits in languages andcultures
• High school curricula with innovative interactionwith careers and experimentation
• Technical college level cluster centres: mentors andprofessional institute supervision
• Success criteria and economic sustainability values• Teachers’ new careers prospects, status and salary:
analysis for sustainability valuation.
Social integration and activities
• Sport and entertainment, stakeholders are sportsponsors and controlling bodies
• Tourism attractions e.g. game, walking and cyclingand ‘ox wagon’ trails, mineral collections andjewellery making, music and concerts, hospitalityfacilities, exchange scholars, visitors, andemployment
• Special training in animation presentations viaconcerts for music, culture, history, dances
• Using virtual reality computer systems forinnovative presentations.
Action steps and comments
The concepts contained in the keyword list are by nomeans all my own work. Many were derived from myassociation with a number of projects and activitieswith a variety of organizations.
Some have been derived from news in the mediasuch as the Martin Creamer publications.
The intention is to publish and make available thekeywords to the SAIMM and its readership who mayconsider assembling a forum of people who might beinterested in getting further details and who wish toundertake research or further studies on them. Ifconsidered of importance, then sponsorship of aportfolio project can be considered with those whowish to become stakeholders, as suggested by Mostert,where carbon credits for biofuels are economicallyattractive.
Many of these concepts are being pursued andhave been taken from press releases by activeparticipants, in which case they may wish to include amine cluster in their thinking.
For example, with regard to biofuels for use inaviation there are a large number of major companies
promoting urgent research as this topic is consideredeconomically important. According to recent pressreleases, SAA is contributing to a portfolio of projectsfor using agricultural products, including tobacco, foraviation fuel. Mazda and Mitsubishi have announcedbio-produced body parts for their current automobilemanufacture. Japanese researchers have announced aprocess for the recovery of uranium from coal in theSpringbok Flats deposits.
Many government departments are activelyfinancing work. Blade Nzimande, the Minister of BasicEducation and Training, has announced in severalpublic speeches the expenditure of many billions insetting up training facilities for teachers. Similarfacilities for agriculture and the hospitality industry arejust as important in generating new approaches toachieve rapid success. The road to success is to avoidfocusing investment on single hunches, but to have asuite of well-considered options. This is where theSAIMM membership and its conferences andpublications can make a significant contribution.
It is believed that the mining industry, withprompting from the SAIMM, can catalyze suchactivities.
Although mining and agriculture are not happybedfellows, they have much in common. They are bothwell-proven industries and can employ millions ofSouth Africans. It is believed that the first successfulmining cluster will result in a snowball effect that willinitiate many other clusters.
R.E. Robinson
Journal Comment
The Journal of The Southern African Institute of Mining and Metallurgy MARCH 2015 �v

Mechanised Underground Excava�onin Mining and Civil Engineering
Second Announcement
WHO SHOULD ATTENDThe conference should be of value to:• All stakeholders involved with underground excavation• Stakeholders involved in the shaft sinking arena• Mine executives and management• Civil construction companies• Stakeholders from Government, local Municipalities and
Water Authorities• Engineering design and consulting companies• Project management practitioners• Mine owners and entrepreneurs• Technology suppliers and consumers• Health, safety and risk management personnel and
officials• Government minerals and energy personnel
• Research and academic personnel.
23–24 April, 2015 - ConferenceElangeni Maharani Hotel, Durban
25 April 2015 - Half Day Technical VisitHarbour Entrance Tunnel Site Visit and Harbour Boat Cruise
PRESENTERS AND TOPICS INCLUDE:TBM excavation under airportsDr Karin Bap• p• ler, Herrenknecht, Past Chairperson ITAWorking Group
Sea Outfalls, utility tunnellingSwen Weiner, Herrenknecht
Utility tunnelling, the Durban Aqueous tunnel beneaththe harbour entranceFrank Stevens, (ex Deputy Head, Water and Sanitation,eThekwini Municipality), President of IMESA
Mechanised excavation – miningDanie Roos, Herrenknecht
Vertical excavation utilising the V Mole SystemAllan Widlake, Murray & Roberts Cementation
Use of the EPB TBM on GautrainAlain Truyts, Gibb
Point Road Micro TunnelMontso Lebitsa, Hatch
Cutting in StopingRod Pickering, Sandvik Mining and Construction
Cutting Technology – Past, Present and Future TrendsProf. Jim Porter, President SAIMM, (Jim Porter MiningConsulting)
Mechanised excavation in the civils industry – Past,Present and FutureRon Tluczek, SANCOT Chairman (Executive – Geotechnical,Africa AECOM ZA) and Member of WG2 – Research andSouth African Representative to ITA on behalf of SAIMM
Asset ManagementMonique Wainstein, Associate GIBB and Member of WG22
Mechanised Sprayed ConcreteChris Viljoen, Functional Head, Hydropower, Dams, Tunnelsand Geotechnics SMEC
For further information contact:
Yolanda Ramokgadi, Conference Co-ordinatorSAIMM, P O Box 61127, Marshalltown 2107
Tel: +27 11 834-1273/7 · Fax: +27 11 833-8156 or +27 11 838-5923E-mail: [email protected] · Website: http://www.saimm.co.za
THEMEThis conference is in response to the Civil and Miningindustry being under immense pressure to deliver projectsfast, efficiently and as safely as possible. Mechanisedunderground excavation and support installation is provingto be an invaluable and cost effective tool in the execution ofa project. Technology exists for mechanised excavationwhere tunnels can be excavated from as small as 300mm toin excess of 18 metres in order to access ore bodies, buildroad or railway tunnels, facilitate the installation of utilities,construct storage caverns for gas and oil, etc.
It is recommended that delegates interested in the miningapplication of tunnel boring attend both days.
HALF DAY TECHNICAL VISITA site visit will be conducted where participants will havethe opportunity to walk through the tunnel underlying theDurban Harbour entrance, visit the adjoining pump stationand enjoy a 1 hour cruise around the Durban harbour

The Journal of The Southern African Institute of Mining and Metallurgy MARCH 2015 �vii
It may be a function of my ‘maturing’ years but I am finding thatthe first two months of the calendar year are becoming muchmore of a challenge. One gets lulled in to a complete false sense
that business and life are well under control, brought about by theshutdown of many companies over the holiday period. I tend tocarry on working through this period, so my desk gets tidied, the
‘to do’ list gets shorter, etc. Even those chores around the home thattend to be conveniently ignored by all but the Home Manager get sorted out –
usually preceded by hours of research at the local hardware store …Then suddenly and rudely the whole country catches a wake-up and there is a mad scramble as all
and sundry are back in the work place, full of renewed purpose and Christmas pudding. And here Iam, suddenly confronted with the realization that two months of the year have already passed. How ithappened without me noticing, I don’t know. However, I am quite sure that other SAIMM Presidentsbefore me have sat down to write an article for the President’s Corner and stared dolefully at theircomputer screen desperately trying to get their thoughts together before the editor’s deadline. At suchtimes one turns to the contents of this month’s Journal for inspiration.
At first glance it seems there is little in common between (for example) ‘Influence of surfacepreparation on the precision of electrochemical measurements’ and ‘A stochastic simulation frameworkfor truck-shovel selection and sizing in open pit mines’. However, what has struck me about thepapers in the March Journal is a common theme that reflects research at the microscopic and sub-microscopic level of metallurgical, materials, and engineering science to resolve or improveunderstanding of issues in the macro world. Without meaning to be glib – the devil is in the detail, asthe saying goes. The gap between laboratory research work and theoretical physics is getting smallerand the gap is managed through the use of mathematical algorithms. Algorithms are at the heart ofour digital world. They are the universal translator between the theoretical physicist, the laboratoryresearch that tests the variables and calculates physical constants, and the business world wheredecisions about corrosion protection standards or the optimal fleet selection for a new open pit have tobe made by management.
More on this management subject can be read in the relatively new publication ‘The Attacker’sAdvantage: Turning Uncertainty into Breakthrough Opportunities’ by Ram Charan. In this book theauthor postulates that our next generation of leaders must ‘get ready for the most sweeping businesschange since the Industrial Revolution. To thrive, companies – and the execs who run them – musttransform into math machines.’ His argument (and I believe we already experience this in oureveryday lives) is that the rapid advances in the development of algorithms that describe our realworld in digital terms (think of 3D simulation and optimization tools) and the related complexsoftware, are disrupters of the status quo in today’s companies. Companies that are not up to thechallenge of keeping abreast of these innovations are at risk of falling behind better equippedcompetitors.
This has resulted in the ‘Age of Unicorns’, but more about that in my article next month …To close, these Journal papers bring to the fore yet again the reality that without strong math and
physics skills our future engineers and managers will not be equipped adequately for business.
J.L. PorterPresident, SAIMM
President’s
Corner


PAPERS IN THIS EDITIONThese papers have been refereed and edited according to internationally accepted standards and are accredited
for rating purposes by the South African Department of Higher Education and Training
These papers will be available on the SAIMM websitehttp://www.saimm.co.za
Inaugural African Corrosion CongressComparison of linear polarization resistance corrosion monitoring probe readings and immersion test results for typical cooling water conditionsby J.W. van der Merwe and A. Palazzo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 173The accuracy of the linear polarization resistance (LPR) technique for measuring corrosion rate is evaluated by comparing probe readings with the results of mass loss tests using corrosion coupons in typical steel mill cooling water. The study demonstrated that LPR readings can differ significantly from mass loss results, and should be used with caution in an industrial environment.
General PapersAvoiding structural failures on mobile bulk materials handling equipmentby M.J. Schmidt and B.W.J. van Rensburg. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 179A number of case studies are presented to demonstrate how insufficient controls or protection systems have contributed to structural failures on mobile bulk handling equipment. A revision of ISO 5049-1 (1994) is proposed to provide specific rules and guidelines pertaining to machine protection systems.
Utilization of the Brazilian test for estimating the uniaxial compressive strength and shear strength parametersby K. Karaman, F. Cihangir, B. Ercikdi, A. Kesimal, and S. Demirel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 185This study explores the applicability of the Brazilian test (BT), a simple, inexpensive, and less sophisticated method for both specimen preparation and testing, to estimate the uniaxial compressive strength (UCS) and shear strength parameters of rocks. A strong linear relationship was found between the BT and UCS values.
Laser surface alloying of Al with Cu and Mo powdersby S.L. Pityana, S.T. Camagu, and J. Dutta Majumdar. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 193Laser surface alloying was used to develop copper and molybdenum aluminides by injecting premixed copper and molybdenum powder particles into a laser-generated melt pool on an aluminium substrate. The microstructure and phase constituents of the composite layer were studied by means of scanning electron microscopy (SEM), energy dispersive spectroscopy (EDS), and X-ray diffraction (XRD).
Chemical wear analysis of a tap-hole on a SiMn production furnaceby J.D. Steenkamp, P.C. Pistorius, and M. Tangstad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 199The refractory wear profile of the tap-hole area in an industrial silicomanganese furnace was analysed, and thermodynamic and mass-transfer calculations were conducted to quantify the potential for wear by chemical reaction between refractory and slag and refractory and metal. Chemical reaction offers only a partial explanationfor the wear observed, and erosion is expected to contribute significantly to wear.
A stochastic simulation framework for truck and shovel selection and sizing in open pit minesby S.R. Dindarloo, M. Osanloo, and S. Frimpong . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 209This paper presents a comprehensive simulation framework for truck and shovel selection, including optimal number and capacities of haulage and loading units, their allocation, and operational strategies. As part of the study, a discrete-event system simulation was employed, and the simulations validated through real operations at a large open pit mine.

PAPERS IN THIS EDITIONThese papers have been refereed and edited according to internationally accepted standards and are accredited
for rating purposes by the South African Department of Higher Education and Training
These papers will be available on the SAIMM websitehttp://www.saimm.co.za
A comparison of models for the recovery of minerals in a UG2 platinum ore by batch flotationby N.V. Ramlall and B.K. Loveday . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 221Various batch flotation models for the recovery of minerals in a UG2 platinum ore were evaluated using statistical methods and an analysis of model- fit residuals. The results illustrate the importance of entrainment modelling to provide information on the recovery of gangue minerals that are not considered to be floatable.
Enrichment of low-grade colemanite concentrate by Knelson Concentratorby T. Uslu, O. Celep, and M. Sava . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 229The effects of particle size, fluidizing water velocity, and bowl speed on the enrichment of a low-grade colemanite concentrate using a Knelson centrifugal gravity concentrator. The B2O3 content of the concentrate was increased from 33.96% to an optimum of 40.2% at a recovery of 86.48%. The enrichment process also rejected arsenic andiron to some extent.
Multifractal interpolation method for spatial data with singularitiesby Q. Cheng. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 235This paper introduces the Multifractal Interpolation Method (MIM) that has been developed for handling singularities in data analysis and for data interpolation. It is demonstrated that incorporation of spatial association and singularity can improve the interpolation result, especially for observed values with significant singularities.
High-order additions to platinum-based alloys for high-temperature applicationsby B.O. Odera, M.J. Papo, R. Couperthwaite, G.O. Rading, D. Billing, and L.A. Cornish . . . . . . . . . . . . . . . . . . . . . . . . . . 241Platinum-based alloys are being developed with microstructures similar to nickel-based superalloys, for potential high temperature applications in aggressive environments. This research focuses on the contribution of Vanadium and Nobium to the improvement in hardness of the as cast alloys when compared to the quaternary alloys.
Çs

IntroductionThe corrosion rates in the cooling watersystems of steel mills can be significant, andshould be carefully monitored and controlledby appropriate water treatment. Corrosionmonitoring is a crucial tool in the watertreatment programme. Industrial plants pursuezero effluent discharge (ZED) policies andreduce fresh water intake as well as limit thevolume of water returned to the environment.The water quality in the plant therefore deteri-orates, and such brackish cooling water canlead to increased corrosion and fouling of thecarbon steel equipment. Since these brackishcooling waters are sufficiently conductive,corrosion rates can be monitored on a real-time basis with linear polarization resistance
(LPR) probes, which provide almost instan-taneous results. The ease of making thesemeasurements is very convenient and thiscorrosion monitoring technique is still widelyused in a number of industries (Jaske et al.,2002). However, a number of studies haveindicated that the LPR technique does not givevery reliable results (Stern et al., 1957;Mansfeld, 1973; Walter, 1977; Jarragh et al.,2014; Wu et al., 2015), but since monitoring isgenerally not performed by corrosion expertsthe results are often incorrectly assumed toreflect the actual corrosion rates. In this study,the accuracy and variability of LPR corrosionprobe measurements is investigated with theaim of making it possible to predict the actualcorrosion rates within a certain margin oferror, as well as to establish the (in)accuracyof LPR measurements. This has been the focusof a number of investigations over manyyears, but still remains a concern (Wu et al.,2015).
Corrosion monitoring has been used formany years in a variety of industrialenvironments (Albaya, Cobo, and Bessone,1973; Clément et al., 2012). Two trustedtechniques of corrosion monitoring that areused extensively are electrical resistance (ER)and linear polarization resistance (LPR).Recently, other corrosion monitoringtechniques have been developed but theprinciples have remained consistent. Corrosioncan be monitored through the physical loss ofmetal from the probe or the vessel itself, or by
Comparison of linear polarization resistancecorrosion monitoring probe readings andimmersion test results for typical coolingwater conditionsby J.W. van der Merwe*† and A. Palazzo*†‡
SynopsisOwing to the corrosiveness of the untreated brackish cooling watertypically used for steel mills (and other environments), it is important totreat the water and monitor corrosion in such systems. Generally, corrosionrates are monitored with corrosion probes inserted into a pipeline or vessel.This has been standard practice for many years, and is widely accepted inindustry. Typically, two kinds of probes are used – electrical resistance andlinear polarization resistance (LPR) probes.
In this study, the effectiveness and accuracy of the LPR technique wasevaluated by comparing the electrochemical measurements with the resultsof mass loss tests using corrosion coupons. The corrosivity of theenvironment, a synthetic brackish water, was varied by varying thecalcium hardness and alkalinity, and to simulate actual plant conditionstemperatures of 35°C and 45°C were used. In addition to the corrosion ratemeasurements, the iron concentration was measured, as well as theimbalance from the probe.
The corrosion rates obtained by LPR were from 57% lower to 385%higher than those from the immersion tests. Most probe measurementswere higher than the immersion results, and 50% of the probe results were50% or more higher than the immersion results. The best correspondencebetween the two methods was obtained at low calcium levels, except forone measurement that was 93% higher than the coupon results. There wasno clear correlation between parameters such as temperature and totalalkalinity and the difference between the results. It would therefore appearthat LPR measurements can differ significantly from immersion results,and LPR results should therefore be used with caution in industrialapplications.
Keywordslinear polarization resistance, probe, corrosion rate, corrosion monitoring,cooling water.
* School of Chemical and Metallurgical Engineering,University of the Witwatersrand, Johannesburg,South Africa.
† DST/NRF Centre of Excellence for Strong Materials,University of the Witwatersrand, Johannesburg,South Africa.
‡ Buckman Africa (Pty) Ltd, Hammarsdale, SouthAfrica.
© The Southern African Institute of Mining andMetallurgy, 2015. ISSN 2225-6253. This paperwas first presented at the, Africorr InauguralAfrican Corrosion Congress 2014, 27–30 July2014, Farm Inn Country Hotel & WildlifeSanctuary, Pretoria, South Africa.
173The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
ISSN:2411-9717/2015/v115/n3/a1http://dx.doi.org/10.17159/2411-9717/2015/v115n3a1

Comparison of linear polarization resistance corrosion monitoring probe readings
an electrochemical measurement technique. This study willfocus on the LPR technique, which stems from the work ofStern and Geary (1957) who found that the slope of current-potential plot around the corrosion potential is essentiallylinear. The slope, which is called the linear polarizationresistance (Rp), Rp defined mathematically as:
[1]
Rp is related to corrosion current (Icorr) by Equation [2]:
[2]
The constant B is defined in Equation [3]:
[3]
where βa and βc are anodic and cathodic Tafel constants.Typical values for these constants have been presented byRosen and Harris (1983).
The current study originated from a more comprehensiveinvestigation of the influence of carbonate and alkalinity onthe corrosion rate of plain carbon steel. Two methods wereemployed to determine the progression of the corrosion rateover time, as opposed to the average corrosion rate over acertain exposure period. Firstly, the corrosion rate wasdetermined by the exposure of corrosion coupons to theparticular environment, and secondly, the rate wasdetermined with a corrosion probe on a daily basis. Theactual corrosion conditions were chosen to simulate the effectthat certain critical brackish cooling water parameters wouldhave on the corrosion of steel. Initially (although not reportedhere), the corrosion of steel exposed to actual brackishcooling water from a steel mill was investigated with regardto typical parameters, which were subsequently systemat-ically studied by making up a synthetic solution toapproximate the most suitable composition.
Experimental procedureThis investigation formed part of a study to determine therelationship between the calcium hardness and alkalinity andthe corrosion rate of mild steel in brackish cooling water attemperatures of 35°C and 45˚C. These temperatures werechosen in order to simulate the cooling water conditions on aplant. These tests are part of numerous other laboratory teststhat were conducted for this programme using syntheticsolutions that were prepared to simulate a typical steel-millbrackish cooling water. The calcium hardness and totalalkalinity were varied by adding analytical grade calciumchloride and sodium hydrogen carbonate respectively. Thebalancing ions, e.g. chlorides and sodium, were adjusted byadding analytical reagent grade magnesium chloride, sodiumchloride, sodium sulphate, and sodium fluoride. The pH was not adjusted, but the pH values were recorded. Thecalcium concentrations evaluated were 50, 62.6, 75, 87.5,and 100 mg/l Ca2+; and the total alkalinity levels 55, 82.5,110, 165, and 220 mg/l CaCO3. Table I shows the targetvalues of various parameters.
C1010 (mild steel) corrosion coupons (12.7 × 76.2 × 1.59 mm with a 4.76 mm hole) were exposed to synthetic testsolutions (4000 ml) for 36 hours. The coupons were then
removed, cleaned with a water wash to finger-touch, followedby an ethanol wipe, and then oven-dried, weighed, and thecorrosion rates calculated based on the weight loss. Themethod followed was in accordance with ASTM G31-72 andG1-90 methods (ASTM G31-72, 2004; ASTM G1-03, 2011.
A commercial corrosion probe was used to measure thegeneral corrosion rate. Only one type of commercial probewas used, and probes from different manufacturers were notcompared. The test solutions were also analysed for total ironconcentration and the results compared with the couponmethod and probe readings. Each set of tests was performedin a batch of six tests over a period of three days. Twocoupons were exposed to each solution, and four separatecorrosion probe measurements were made over the exposureperiod. These measurements were averaged and compared tothe average weight loss of the two coupons exposed to thesame environment. New probe electrodes were used for eachtest, and these were of the same material as the steel used forthe coupons.
The corrosion testing set-up used a dedicated 5-litrebeaker with an overhead paddle stirrer, temperature control,and two coupons plus the corrosion probe.
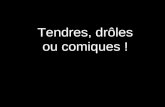
Results The mode of corrosion was slightly localized, not in the formof pitting corrosion or uniform corrosion across the entiresurface, but rather in the form of a pattern where more severecorrosion occurred in certain regions (Figure 1).
An optical micrograph of the corroded surface aftercleaning is shown in Figure 2.
The corrosion results obtained under different conditionsare shown in Table II. Table III shows the concentrations ofthe test solutions at the beginning of each run.
The percentage differences between the LPR corrosionrate (probe average) and the weight loss (coupon average)for each run are shown in Figure 3. Only 11 out of 30 runsresulted in a percentage difference of less than 40%, therefore
�
174 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Table I
Key parameters and the target values
Variable Target value
pH 7.8Magnesium (mg/l as Mg2+) 27.3Chloride (mg/l as Cl-) 750Sulphate (mg/l as SO4
2-) 1125Fluoride (mg/l as F-) 10
Figure 1—A typical corrosion coupon after exposure

37% of the probe measurements were acceptably close to thecorrosion coupon measurements. The standard deviation ofthis difference between the probe measurements and thecoupon measurements was 110%. The coupon resultsshowed a general consistency, and the standard deviation onthe percentage difference between the two coupon results perrun was 21%.
The effects of the individual parameters on the corrosionrates as measured by both methods, and comparisons ofthese two methods for each parameter – pH, initial conduc-tivity, total alkalinity, calcium, magnesium, and fluoride – are
shown in Figure 4–9. In most instances the initial parametervalues did not change significantly throughout the test.
The conductivity data (Figure 3) shows that at initialconductivities between 4000 and 4500 μS/cm, the LPRmeasurements are lower than the coupon measurements.
The data for the total alkalinity (Figure 5) is widelyscattered; there is a significant grouping of LPR corrosionrates that are significantly below the coupon corrosion rates.
At the higher calcium concentrations (between 80 and100 g/l), the corrosion rates measured with the LPR probeare significantly lower than the coupon corrosion rates(Figure 7).
The initial magnesium concentration did not seem to haveany effect on corrosion rate, as shown in Figure 8.
For the fluoride concentrations (Figure 9), the spread ofthe corrosion data from the LPR probe is wider than for thecoupon corrosion rates, and no correlation is evident.
The influence of temperature on the corrosion ratemeasurements is shown in Figure 10. Unfortunately only fivetests were performed at the lower temperature of 35°C, and arigorous comparison is not possible. However, at the lowertemperature it would appear that the LPR probemeasurements were in general slightly lower than the couponcorrosion rates, except for one data point. At the highertemperature of 45°C, the spread of data was very similar. Thecorrelation between the two corrosion rate measurementmethods was compared and similar trends were found forcalcium, fluoride, and chloride at the lower temperature.
Comparison of linear polarization resistance corrosion monitoring probe readings
175The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
Table II
Corrosion rate results for the steel samples exposed to varying brackish water conditions
Run Target concentrations/conditions Coupon corrosion rates Corrosion probe corrosion rates Comparison
no. Ca mg/l Total alkalinity Temperature 1 2 Ave Day 1 Day 2 Day 3 Day 4 Probe av. Coupon av. Difference Differenceas Ca2+ mg/l as ºC mm/a mm/a mm/a mm/a mm/a mm/a mm/a mm/a mm/a mm/a %
CaCO3
1 50 55 45 0.45 0.48 0.46 0.92 0.9 0.85 0.89 0.89 0.46 0.43 932 50 82.5 45 0.31 0.38 0.35 0.39 0.34 0.32 0.3 0.34 0.35 -0.01 -33 50 110 45 0.25 0.32 0.28 0.35 0.36 0.28 0.27 0.32 0.28 0.04 144 50 165 45 0.16 0.25 0.21 0.22 0.21 0.21 0.23 0.22 0.21 0.01 55 50 220 45 0.16 0.24 0.2 0.25 0.22 0.22 0.22 0.23 0.2 0.03 156 50 110 35 0.23 0.3 0.26 0.33 0.36 0.25 0.26 0.3 0.26 0.04 157 62.5 55 45 0.41 0.5 0.46 0.92 0.85 0.86 0.84 0.87 0.46 0.41 898 62.5 82.5 45 0.37 0.39 0.38 0.72 0.66 0.53 0.57 0.62 0.38 0.24 639 62.5 110 45 0.29 0.3 0.29 0.76 0.73 0.75 0.52 0.69 0.29 0.4 13810 62.5 165 45 0.1 0.28 0.19 0.48 0.51 0.53 0.49 0.5 0.19 0.31 16311 62.5 220 45 0.16 0.32 0.24 0.54 0.5 0.5 0.49 0.51 0.24 0.27 11312 62.5 110 35 0.19 0.34 0.26 0.43 0.42 0.45 0.44 0.44 0.26 0.18 6913 75 55 45 0.3 0.37 0.34 0.75 0.79 0.76 0.76 0.77 0.34 0.43 12614 75 82.5 45 0.23 0.26 0.25 0.2 0.2 0.23 0.3 0.23 0.25 -0.02 -815 75 110 45 0.22 0.19 0.2 0.72 0.74 0.79 0.81 0.77 0.2 0.57 28516 75 165 45 0.21 0.14 0.18 0.64 0.71 0.76 0.84 0.74 0.18 0.56 31117 75 220 45 0.22 0.25 0.24 0.79 0.76 0.75 0.84 0.79 0.24 0.55 22918 75 110 35 0.15 0.25 0.2 0.96 0.94 0.99 0.97 0.97 0.2 0.77 38519 87.5 55 45 0.24 0.34 0.29 0.32 0.25 0.29 0.36 0.31 0.29 0.02 720 87.5 82.5 45 0.21 0.23 0.22 0.39 0.35 0.37 0.38 0.37 0.22 0.15 6821 87.5 110 45 0.13 0.16 0.15 0.25 0.27 0.26 0.2 0.25 0.15 0.1 6722 87.5 165 45 0.17 0.22 0.2 0.24 0.21 0.19 0.19 0.21 0.2 0.01 523 87.5 220 45 0.21 0.29 0.25 0.31 0.25 0.27 0.24 0.27 0.25 0.02 824 87.5 110 35 0.14 0.16 0.15 0.56 0.47 0.48 0.42 0.48 0.15 0.33 22025 100 55 45 0.23 0.26 0.24 0.25 0.22 0.16 - 0.21 0.24 -0.03 -1326 100 82.5 45 0.13 0.13 0.13 0.12 0.14 0.12 - 0.13 0.13 0 027 100 110 45 0.14 0.14 0.14 0.21 0.21 0.19 - 0.2 0.14 0.06 4328 100 165 45 0.19 0.22 0.21 0.13 0.11 0.1 - 0.11 0.21 -0.1 -4829 100 220 45 0.33 0.37 0.35 0.19 0.2 0.22 - 0.2 0.35 -0.15 4330 100 110 35 0.61 0.69 0.65 0.11 0.34 0.39 0.28 0.65 -0.37 -57
Figure 2—Optical micrograph of the coupon in Figure 1, showing (a)etched zones and (b) darker, less-corroded zones

Comparison of linear polarization resistance corrosion monitoring probe readings
�
176 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Table III
Test solution concentrations at start-up
Run Temp (°C) pH(i) Calcium(i) Magnesium(i) Total alkalinity(i) Chloride(i) Sulphate(i) Fluoride(i) Cond(i) Oxygen(i) (mg/l as Ca) (mg/l as Mg) (mg/l as CaCO3) (mg/l as Cl- (mg/l as SO4) (mg/l as Fa) (μS/cm) (mg/l as O2)
1 45 7.53 51.1 26.1 27.6 779 1400 9.3 4564 5.32 45 7.20 50.6 26.5 35.6 765 1400 9.1 4216 6.63 45 7.41 49.4 25.6 45.3 739 1400 9.6 4408 5.94 45 7.65 49.4 24.9 51.7 800 1400 9.0 4384 5.85 45 7.77 49.3 26.0 61.7 765 1300 9.2 4288 5.96 35 7.32 49.9 26.1 38.8 772 1400 9.3 4180 6.27 45 7.51 60.1 26.3 20.1 732 1200 9.5 4296 5.38 45 7.46 63.4 27.6 26.4 763 1300 9.5 4352 6.29 45 7.62 66.2 28.7 24.3 752 1300 8.3 3420 5.810 45 7.86 60.1 26.2 45.4 717 1300 8.3 4176 5.911 45 7.99 61.1 26.5 57.9 927 1400 8.5 4348 5.812 35 7.58 59.5 25.9 32.6 1188 1400 8.3 4208 6.113 45 7.38 61.5 22.4 20.3 1100 9.0 3972 6.914 45 7.46 63.0 22.9 27.6 741 1100 9.0 4024 5.715 45 7.52 62.3 22.7 31.9 758 1100 8.4 3988 6.716 45 8.10 63.5 22.5 47.3 750 1100 8.3 3964 6.517 45 7.93 62.9 22.8 58.0 760 1200 9.9 4120 6.618 35 7.51 62.9 22.7 30.8 725 1100 9.6 4004 6.319 45 7.25 83.6 27.0 19.0 2972 1200 9.3 4320 6.620 45 7.34 82.9 26.7 24.9 822 1300 8.6 4376 5.921 45 7.49 83.6 26.6 30.5 780 1200 9.0 4340 6.322 45 7.71 84.4 26.8 42.6 777 1200 8.0 4348 6.523 45 7.89 83.7 27.2 55.3 805 1300 9.7 4376 6.924 35 7.33 26.6 1300 9.7 4216 6.125 45 6.93 94.1 26.8 23.5 790 1200 8.9 4292 6.526 45 7.28 93.6 26.2 29.5 790 1300 9.9 4224 6.827 45 7.52 92.5 26.2 37.5 805 1300 9.4 4148 6.528 45 7.75 53.7 1300 9.8 4176 5.929 45 7.86 89.1 25.1 67.5 769 1200 9.1 4284 6.630 35 7.55 90.1 24.7 38.6 781 1200 9.9 4232 6.1
Figure 3—Difference between average corrosion rates (coupon andprobe) for each run
Figure 4—Correlation between pH and corrosion rate
Figure 5—Correlation between initial conductivity and corrosion rate
Figure 6—Correlation between total initial alkalinity and corrosion rate

It would appear that the only parameters that had anydiscernible effect on the difference between the two readingswere calcium, alkalinity, and conductivity (over a limitedregion). For all of these parameters the probe corrosion ratesover a certain region were less than the coupon corrosionrates.
DiscussionOnly 37% of the probe measurements gave acceptable results(less than 40% difference between the probe result and thecoupon corrosion rate), and almost the same percentage ofthe measurements differed from the coupon corrosion resultsby between 100% and 385%. In an industrial environment,
erroneous measurement of high corrosion rates would lead tooverdosing of the cooling water with corrosion inhibitor,increasing costs unnecessarily.
Variations in the solution parameters did not have asignificant effect on the measured corrosion rate, althoughhigher alkalinity, calcium content, and conductivity seemedto slightly reduce the corrosion rates measured by the probe.
The LPR probes have to be used in a conductiveenvironment to ensure that they operate correctly accordingto the electrochemical basis of the measurement. However,with these probes the measurement time is very short andthe results are available almost immediately; the results froman electrical resistance probe are only available after severaldays. The LRP probes have several other limitations (Walter,1977; Jarragh et al., 2014; Scully, 2000; Glass and Kane,2013). The type of corrosion probe that was used is notdiscussed in this study. Differences such as the scan rateused by the manufacturer would contribute to variation in themeasurements (Zhang et al., 2009), but to eliminate furthercomplexity this variable was excluded. The solutionresistance is, naturally, important (Walter, 1977), but in thisinstance it would not have contributed to the error. The scanrate of the analysis plays an important role in ensuringaccurate results, and due to the increase in capacitance withhigher scan rates very low scan rates have to be used in orderto obtain measurements that have a low error. Unfortunatelythis parameter could not be varied on the commercial instru-mentation, but it has to be considered as introducing aconsistent error, although it could have been the cause forthe measurement errors. Electrode bridging is another factorthat could cause an error, but this would occur at muchlonger exposure times and again does not apply to thecurrent study. Turnbull and Robinson (2005) mention thatthe full charge transfer resistance is hardly ever measured,and therefore corrosion rates are easily overestimated. Jones(1996) mentions three other causes for errors: uncertainTafel constants, nonlinearity of polarization curves(Mansfeld, 1973), and competing redox reactions. Of these,the uncertain Tafel constants and nonlinearity of thepolarization curves would be the most likely factors thatwould have caused the measurement errors.
Wu et al. (2015) also found that LPR corrosion rateswere generally much greater than the coupon corrosion rates.They suggested that a reduction reaction that involves thecorrosion product FeO.OH occurs under electrochemicalconditions and thereby the anodic dissolution is enhanced. In
Comparison of linear polarization resistance corrosion monitoring probe readings
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 177 �
Figure 7—Correlation between initial calcium concentration andcorrosion rate
Figure 8—Correlation between initial magnesium concentration andcorrosion rate
Figure 9—Correlation between initial fluoride concentration andcorrosion rate measured by coupons as well as an LPR probe
Figure 10—Correlation between temperature and corrosion rate

Comparison of linear polarization resistance corrosion monitoring probe readings
addition, the style of corrosion found on the corrosioncoupons suggests a type of localized corrosion, in the sensethat corrosion did not occur uniformly over the wholecoupon, while on the corrosion probe elements, which weresmaller than the coupons, the corrosion was more uniformand the effect not as noticeable.
Conclusions1. The LPR probe results gave acceptable corrosion rate
results for only 37% of all measurements made2. The coupon corrosion rates were stable and relatively
consistent, with a standard deviation of 21%3. LPR results in the worst instance were almost four times
the corrosion rate measured on the coupons. This couldlead to overdosing with corrosion inhibitor, increasing thecost of water treatment unnecessarily.
AcknowledgementsThe support of the DST/NRF Centre of Excellence in StrongMaterials (CoE-SM) towards this research is herebyacknowledged. The Department of Science and Technologyand the National Research Foundation, South Africa arethanked for financial support.
ReferencesALBAYA, H.C., COBO, O.A., and BESSONE, J.B. 1973. Some consideration in
determining corrosion rates from linear polarization measurements.Corrosion Science, vol. 13, no. 4. pp. 287–293.
ASTM G31-72. 2004. Standard Practice for Laboratory Immersion CorrosionTesting of Metals. ASTM International, West Conshohocken, PA.
ASTM G1 - 03. 2011 Standard Practice for Preparing, Cleaning, and EvaluatingCorrosion Test Specimens. ASTM International, West Conshohocken, PA.
CLÉMENT, A., LAURENS, S., ARLIGUIE, G., and DEBY, F. 2012. Numerical study ofthe linear polarisation resistance technique applied to reinforced concrete
for corrosion assessment. European Journal of Environmental and CivilEngineering, vol. 16, February. pp. 491–504.
GLASS, J.P. and KANE, R. 2013. Oxygen and corrosion probes – performance andlimitations in laboratory: an assessment for ethanol pipeline service.Corrosion 2013, Orlando, Florida,16–21 March 2013. NACE International,Houston, TX.
JASKE, C.E., BEAVERS, J.A., and THOMPSON, N.G. 2002. Improving plant reliabilitythrough corrosion monitoring. Corrosion Prevention and Control, vol. 49,no. 1. pp. 3–12.
JARRAGH, A., AL-SHAMARI, A.R., ISLAM, M., AL-SULAIMAN, S., LENKA, B., andPRAKASH, S. 2014. Evaluation of the effectiveness of online corrosionmonitoring utilizing ER/LPR probes and coupon within hydrocarbonsystems. Corrosion 2014, San Antonio, Texas, 9–14 March 2014. NACEInternational, Houston, TX.
JONES, D.A. 1996. Principles and Prevention of Corrosion. 2nd edn. PrenticeHall, Upper Saddle River, NJ, USA. pp. 157–159.
MANSFELD, F. 1973. Tafel slopes and corrosion rates from polarizationresistance measurements. Corrosion, vol. 29, no. 10. pp. 397–402.
ROSEN, M. and HARRIS, J.G. 1983. Tafel constants and changes in hydrogencoverage during corrosion of Fe18Cr. Journal of the ElectrochemicalSociety, vol. 130, no. 12. pp. 2329–2334.
SCULLY, J.R. 2000. Polarization resistance method for determination of instan-taneous corrosion rates. Corrosion, vol. 56, no. 2. pp. 199–218.
STERN, M. and GEARY, A.L. 1957. Electrochemical polarization: I. A theoreticalanalysis of the shape of polarization curves. Journal of the ElectrochemicalSociety, vol. 104, no. 1. January. pp. 56–63.
TURNBULL, I.A. and ROBINSON, M.J. 2005. Investigation into boiler corrosion onthe historic vessel SL Dolly. Corrosion Engineering, Science andTechnology, vol. 40, no. 2. pp. 143–148.
WALTER, G.W. 1977. Problems arising in the determination of accuratecorrosion rates from polarization resistance measurements. CorrosionScience, vol. 17, no. 12. pp. 983–993.
WU, J.-W., BAI, D., BAKER, A.P., LI, Z.-H., and LIU, X.-B. 2015. Electrochemicaltechniques correlation study of on-line corrosion monitoring probes.Matererials and Corrosion, vol. 66, no. 2. pp. 143–151.
ZHANG, X.L., JIANG, Z.H., YAO, Z.P., SONG, Y., and WU, Z.D. 2009. Effects of scanrate on the potentiodynamic polarization curve obtained to determine theTafel slopes and corrosion current density. Corrosion Science, vol. 51, no. 3. pp. 581–587. �
�
178 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy

IntroductionUnfortunately. a fairly high incidence ofstructural damage or failure of bulk materialshandling systems is experienced in the miningindustry (Krige, 2012), notwithstandingdesign compliance with appropriate standards.Improved structural safety is in the interest ofall employees and also facilitates steadycompany earnings. Catastrophic failures maycause injuries or fatalities and inevitably causesignificant business interruptions since bulkmaterials mines are usually operated on acontinuous basis with scheduled maintenanceintervals.
This paper specifically addresses rail-mounted mobile bulk materials handling(BMH) equipment such as stackers, reclaimers,and ship loaders, and focuses on designshortcomings pertaining to controls, protectionsystems, and integration across engineeringdisciplines. ISO 5049-1 (InternationalOrganization for Standardization, 1994) isinternationally recognized and utilizedthroughout the industry (Krige, 2012) for thedesign of mobile BMH equipment. Compliancewith this standard means that the designer hasmet the design obligation, notwithstandingthat the limitations of the standard are widely
recognized (Krige, 2012; Morgan, 2012).Where equipment damage or failure occurs,potential disputes between the owner andsupplier are not easily resolved when the lattercan prove that the equipment design met therequirements stipulated in the standard orclient specification.
Although highly skilled and experienceddesign engineers are usually involved in thedelivery of mobile BMH equipment, recentfailures of machines designed in first-worldcountries by reputable original equipmentmanufacturers (OEMs) support claims in theliterature that the skills shortage crisis in theengineering industry is yet to be resolved(Hays, 2012; Kaspura, 2011; Gardner, 2011).Failures cannot always be attributed to design-related issues only. A wide range of factorsmay contribute to failures, including materialquality, manufacturing, commissioning, abuse,etc. The fast-track nature of most miningprojects nevertheless puts pressure onequipment suppliers to provide new designswith a minimum of engineering effort, and thismay be exacerbated by the scarcity of designengineering resources. The drive towards morecost-effective designs may result in lessconservative designs which leave littletolerance for unexpected loading conditions orpossible future upgrades. Furthermore, thelack of a proper systems design approachrestricts the extent of integration betweenprotection systems limits and structural ormechanical strength. The risk of failure isoften not understood when controls arewilfully over-ridden or have not yet beencommissioned.
Avoiding structural failures on mobile bulkmaterials handling equipmentby M.J. Schmidt* and B.W.J. van Rensburg†
SynopsisBulk materials handling systems are extensively used in the mining andminerals industry, where a fairly high incidence of structural failure isexperienced, notwithstanding design compliance with appropriatestandards. A number of case studies are explored to demonstrate howinsufficient controls or protection systems have contributed to structuralfailures on mobile bulk handling equipment. The importance of designintegration across engineering disciplines is highlighted. The revision ofISO 5049-1 (1994) is proposed to provide specific rules and guidelinespertaining to machine protection systems. It is further recommended thatthe structural design engineer of the original equipment manufacturer(OEM) fulfils a more prominent role during the final acceptance andhandover of mobile bulk handling equipment, with specific reference toprotection systems.
Keywordscontinuous bulk handling equipment, machine protection system,structural failure, ISO 5049-1 (1994).
* Anglo American Coal.† Department of Civil Engineering, University of
Pretoria.© The Southern African Institute of Mining and
Metallurgy, 2015. ISSN 2225-6253. Paper receivedDec. 2013; revised paper received Sep. 2014.
179The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
ISSN:2411-9717/2015/v115/n3/a2http://dx.doi.org/10.17159/2411-9717/2015/v115n3a2

Avoiding structural failures on mobile bulk materials handling equipment
The aim of this paper is to recommend actions to improvethe overall safety of mobile BMH equipment by focusing onaspects specifically related to the design integration andcommissioning of protection systems and controls. Threetypical case studies have been selected from an assortment ofmobile BMH machine failures in order to illustrate thesignificant impact that inadequate protection systems andlack of design integration across engineering disciplines hadon these failures.
Design standardsStandards related to the design of mobile MBH include:
1. ISO 5049-1 (1994) Mobile equipment for continuoushandling of bulk materials – Part 1 Rules for thedesign of steel structures (International Organizationfor Standardization, 1994)
2. FEM SECTION II (1992) 2 Rules for the design ofmobile equipment for continuous handling of bulkmaterials, Document 2.131 / 2.132 (De La FederationEuropeenne de la Manutention, 1992)
3. AS 4324.1 (1995) Mobile equipment for continuoushandling of bulk materials - General requirements forthe design of steel structures (Standards Associationof Australia, 1995)
4. DIN 22261 (2006) Excavators, spreaders and auxiliaryequipment in opencast lignite mines (German Institutefor Standardization, 2006).
ISO 5049-1 (1994), FEM SECTION II (1992), andAS4324-1 (1995) focus on the design of the steel structuresand some mechanical aspects associated with mobile BMHequipment. Although additional parts were initially plannedfor all of these standards, which would address mechanical,electrical, and other aspects, these were never published.With the exception of DIN 22261, which is not commonlyutilized (Schmidt, 2014), the standards available to themobile BMH equipment industry are therefore silent on rulesand requirements for machine protection systems. Byimplication, it is therefore left to the equipment supplier toprovide protection systems that are deemed adequate toensure the safety of any equipment supplied.
AS 4324-1 (1995) is currently under revision and it isenvisaged that the revised standard will be published in May2015 (George, 2014). Additional parts, which will addresselectrical and controls aspects, are planned for publicationwithin the next two years.
Case studiesCase study 1 – collapse of a portal reclaimerBackgroundPrior to failure, the machine had been in production use forseveral months, although commissioning of the collisionprotection system had not been completed. The generalarrangement of a typical portal reclaimer is shown in Figure 1.
At the time of the collapse, the designed reclamation ratewas exceeded by approximately 30%. The stockpile proximityprobes appeared to not be working, resulting in unexpectedlyhigh digging forces which led to the failure of majorstructural connections as shown in Figure 2.
Key findings from the investigationThe lateral resistance of the machine was insufficient towithstand the forces generated within the structure whenexcessive digging was experienced. Proximity probes,detecting the stockpile height, are fitted to ensure that thedigging depth of rake buckets is maintained within theprescribed limits. These devices did not function properly orhad not yet been commissioned, so were switched off,resulting in excessive digging forces (Anon., 2007; Krige,2012).
Electric drive motors are equipped with protection relaysto limit the electrical current that can be drawn duringoperation, i.e. the applied system torque can be limited.Industry practice suggests that the overload protection is setto a value of 5–10% above the peak system design load(Bateman, 2013). The protection study report, compiledsubsequent to the failure, indicated that the motor protectionrelay setting on the reclamation drives was at a default valueof 2 instead of 1.05 (Anon., 2007). Furthermore, themechanical design for the scraper drive system dictated aninstalled motor power requirement of 154 kW, which impliesthat the next size up of 160 kW was specified. Duringprocurement, 185 kW motors were supplied due to theunavailability of the 160 kW motors. This decision was madewithout consultation with the relevant design engineers.
�
180 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 2—Failure of the bogie on a portal reclaimer
Figure 1—Typical arrangement of a portal reclaimer

Upon investigation, it was also found that the fluidcouplings installed between the drive motors and reducerswere rated at service factors such that a reclamation drivetorque could be delivered that was only marginally below themaximum electric motor torque. Torque transfer through fluidcouplings can be limited according to the design requirementby reducing the percentage oil fill, which is normal practice.The commissioning data revealed that the fluid coupling wasoverfilled by approximately 15%. Small amounts of oil athigh percentage fill levels will lead to a significant increase intorque transfer capacity (Anon., 2007).
The machine could not withstand the motor startingtorque as prescribed for the abnormal digging resistancecriteria as outlined in ISO 5049-1 (1994). Depending onstart-up torque control, the motor torque during start-upcould exceed twice the operating torque on the motor,depending on the motor type selection, as shown in Figure 3.(Curves B and C represent a typical conveyor drive selection).
Multidisciplinary design integration – scraper drive systemThe lack of proper design integration between mechanical,structural, electrical, and control and instrumentationengineering disciplines was revealed during the investigation(Anon., 2007). It is essential that the structural designengineer understands the effect and magnitude of forces thatcould be exerted on machine structures under abnormalconditions. The mechanical, and likewise the electrical,design engineer must understand how the selection andcommissioning of equipment such as fluid couplings andelectric motors could have an adverse effect on structuraldesign parameters. The importance of interaction between thecontrol and instrumentation and the structural andmechanical designers to ensure that alarm levels and limitsare correctly designed and commissioned cannot be overem-phasized.
Final acceptance and approval of the machine, and morespecifically the validation of protection systems by the OEM’sstructural design engineer or representative who understandsthe structural limitations of the equipment, are crucial. Thiscollapse highlighted the importance of understanding theadditional risks associated with the production use of amachine that has not been fully commissioned, and whereprotection systems may be inoperative and stockpile volumeshave not yet been fully calibrated. The operation of machinesthat have not been fully commissioned must be prohibited,regardless of production pressures.
Case study 2 - Collapse of a slewing stacker
BackgroundThe machine was successfully operated for approximately a
year before collapsing completely. An incident in which theboom conveyor belt was overloaded preceded the failureevent. The failure of a critical tie-beam connection, which ishighlighted in Figure 4, initiated the collapse of the boom andultimately ruined the entire machine.
The extent of the damage can be seen in Figure 5.
Key findings from the investigationLoading conditions were underestimated because an incorrectmaterial bulk density was used in the design. The incorrectcommissioning of the speed switch settings associated withthe boom belt contributed to the structural overloading ofcritical tie-beam connections when slippage of the boom beltoccurred.
Based on the design requirements of ISO 5049-1 (1994),critical tie-beam connections were overloaded, although theultimate carrying capacity exceeded the most severe designload combination. The design of these connections istherefore considered to be marginal. The tie-beamconnections utilized bolts in double shear in such a way thatfastener threads intercepted a shear plane. Furthermore,high-strength electro-galvanized fasteners, which aresusceptible to hydrogen embrittlement (Erling, 2009), wereused in this critical tie-beam connection. The topic ofcorrosion and embrittlement is discussed at length in theAmerican Institute of Steel Construction (AISC) Guide todesign criteria for bolted and riveted joints (Kulak et al.,
Avoiding structural failures on mobile bulk materials handling equipment
181The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
Figure 3—Characteristic start-up curves for different electrical motors(Baldor, 2004)
Figure 4—General arrangement of slewing stacker. Critical connection highlighted

Avoiding structural failures on mobile bulk materials handling equipment
1987). From laboratory tests referenced, Kulak et al. note ‘…it became apparent that the higher the strength of the steel,the more sensitive the material becomes to both stresscorrosion and hydrogen stress cracking. The study indicateda high susceptibility of galvanized A490 bolts to hydrogenstress cracking.’ It is ultimately concluded that ‘galvanizedA490 bolts should not be used in structures. The tests didindicate that black A490 bolts can be used without problemsfrom brittle failures in most environments.’ (A490 bolts arethe direct equivalent of the Class 10.9 bolts used in SouthAfrica). High hydrogen contents were confirmed by themetallurgical examination of the fasteners, while surfacecracks were noted at the thread roots of some specimens.Through the application of fracture mechanics, it can bedemonstrated that the load carrying capacity of the tie-beamconnection fasteners may have been reduced by hydrogeneffects to a value far below what would be required to sustaina boom load associated with the luffing operation of anoverloaded stacker boom (Schmidt, 2014).
Supervisory control and data acquisition (SCADA)recordings revealed that the boom loading significantlyexceeded the intended design parameters prior to thecollapse. The alarm set-point to alert a boom overloadcondition was specified at a level that was too high to preventstructural overload. The machine could therefore be exposedto severe loading conditions without any operator abuse. Theprobability that operator abuse contributed to the failurecould not, however, be ruled out altogether.
The protection systems on the machine were found to beinadequate to ensure that structural loading remained withinthe intended design parameters. At the time of the collapse,the machine had not been formally handed over to theoperations team.
The root cause of the stacker collapse can therefore besummarized as follows.
Design deficiencies contributed to a marginal design ofcritical connections, which was further exacerbated bydefective bolts, adversely affecting the carrying capacity. Theabsence, malfunctioning, and incorrect commissioning ofmachine protection systems allowed an overload condition todevelop, which led to the catastrophic collapse of the stacker.
Case study 3 – structural damage to a drum reclaimer
BackgroundAlthough no failure occurred as such, significant damage wasdone to the support legs of a drum reclaimer when the controlsystem of one of the long travel drives malfunctioned,resulting in a skewing action that imposed excessive loadingwhich was not considered in the original design. A typicalarrangement of the machine is shown in Figure 6.
Key findings from the investigationThe overall machine control system was originally configuredwithout interlocks between the independent long travel drivesystems located on adjacent bogie wheel sets. When thecontrol system for the drives at the one end malfunctioned,the drives on the opposite end continued with the longtravelling sequence until the drives tripped on overload as aconsequence of the skewing of the machine. Severe localdamage and permanent deformation were caused to theboxed plate structural section of the fixed legs. The machine,as shown in Figure 7, had been in service for decades.
DiscussionSkew control can be achieved by comparing signals fromincremental encoders on both sides of the machine (McTurk,1995). Skew should occur only if one side of the machinecannot travel for accidental reasons, e.g. an obstacle on therails, and if this happens a signal must trigger the immediateshutdown of the machine. The control systems associatedwith the long travel of the machine were not fail-safe.Abnormal loads, not anticipated in the original structuraldesign, were subsequently exerted on major structuralmembers. The equipment was nevertheless operatedsuccessfully for many years prior to the skewing incident.Insufficient design integration existed between the OEM’sstructural, mechanical, electrical, and control and instrumen-tation engineering disciplines during the detail design phaseof the original project. The damage could have been avoidedby the incorporation of additional protection instrumentationfor negligible additional capital cost.
�
182 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 6—Typical arrangement of a drum reclaimer
Figure 5—Collapsed stacker

Integrated design approach
The lack of interdisciplinary design integration, as discussedin the above case studies, is of concern. This is probably ahighly controversial topic which design engineers wouldgenerally not want to embark upon. Of course, some BMHequipment OEMs will address this engineering challengebetter than others. Unfortunately, the facts presented in theabove case studies demonstrate that design engineers oftendesign with an engineering discipline-specific approach,without the required understanding of design details fromcounterparts representing other engineering disciplines. Thismay have a direct influence on the overall performance of theequipment. The author acknowledges that discipline-specificspecialists are nevertheless required for the successful designof mobile BMH equipment. The appeal is merely for betterdesign integration, which is not based on perception butrather on a thorough understanding of interdependencebetween engineering disciplines. Although the competitivenature of the mobile BMH industry generally leads to atendency amongst OEMs not to openly share design contentwith their client representatives, it would be advantageous toboth parties, especially where the client appoints a third-partydesign auditor. While it is more common for larger corporateclients to have skilled engineering staff assigned to capitalprojects for the purposes of engineering oversight, smallerenterprises generally rely entirely on the OEMs for thesuccessful delivery of functional mobile BMH equipment asspecified in the supply contract. Liaison between the OEM’sdesign engineers and the client’s engineering discipline leadsis invaluable for ensuring successful project delivery.Furthermore, larger corporate clients often have a number ofoperations where the same or similar mobile BMH equipmentmay be utilized in ways other than was envisaged under thesupply contract. The input from operational personnel, whoare responsible for the daily operation and generalmaintenance of existing equipment, must not be underes-timated, but the ability of such individuals to influence newdesigns remains largely dependent on their skill andexperience.
A typical integrated design team organization structurethat is conducive to a high level of design integration with asystems design approach is depicted in Figure 8. The
following aspects characterize such a team structure:
� Within the OEM’s design team organizational structure,there is a free flow of information directly related todesign interfaces between engineering disciplineswithout interference in discipline-specific matters
� Design interfaces are approached as an integratedsystem with input from relevant role-players as a teameffort across engineering disciplines
� The respective engineering disciplines have a soundunderstanding of how equipment selection and systemsdictated by engineering counterparts influence theirindividual designs
� The client owner’s team participates in the design scopedefinition and design risk assessment with specificreference to machine protection and controls.Engineering input, oversight, liaison, and progressivereview are provided by relevant representation from theclient
� Specific design requirements are agreed between theOEM and client owner’s team within the agreedcontractual arrangement
� There is a free flow of information between thediscipline-specific engineers from the owner’s team andtheir OEM counterparts responsible for the design,without compromising the latter party’s intellectualproperty rights.
Although it is expected that most OEMs will embrace andadvocate the integrated model, case studies unfortunatelysuggest that a low level of design integration is oftenencountered within the industry.
ConclusionThe brief case studies as discussed have highlighted pastincidents where incorrect commissioning or inadequateprotection systems and controls contributed significantly tothe collapse or severe damage of mobile BMH equipment.Deficient protection systems can often be linked back to the
Avoiding structural failures on mobile bulk materials handling equipment
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 183 �
Figure 8 – Ideal design team organisational structure for facilitatingdesign integration
Figure 7—Side elevation of drum reclaimer

Avoiding structural failures on mobile bulk materials handling equipment
lack of design integration across engineering disciplines. Although the end-user may be inclined to assume that a
high level of interdisciplinary engineering integration isexercised, the studies demonstrate that this is not necessarilythe case, which subsequently necessitates that the matterreceives greater focus during current and future machinedesigns.
While a design standard can never be a substitute for apragmatic design approach, the only international designstandard available for the design of mobile bulk handlingequipment, ISO 5049-1 (1994), does not address rulespertaining to machine protection systems. The case studiesdiscussed demonstrate the industry’s need for an updatedstandard to facilitate safe BMH designs in this regard.
A design team organization structure is proposed tofacilitate an integrated systems design approach.
RecommendationsA technical committee should be appointed to review the ISO5049-1 (1994) standard to include rules and guidelinesregarding machine protection systems. Consideration shouldbe given to the revisions envisaged to the AS 4324-1 (1995)standard facilitated by the Australian Standards CommitteeME43 in this regard. Although this paper focuses on machineprotection systems, there is an opportunity to consider theuse of alternative lightweight and compound constructionmaterials, as well as new rope technology for tie systems,while revising the ISO 5049-1 (1994) standard. It isfurthermore recommended that guidelines are provided fordesigners who wish to follow a limit-state design approach,since there are a number of reputable OEMs in the mobileBMH industry who do not follow allowable stress principles.
It is recommended that the structural design engineer beclosely involved with the verification of alarms and set-pointsassociated with machine protection systems, in conjunctionwith other specialists responsible for the design and commis-sioning thereof, to make absolutely certain that these systemsand controls comply with the design intent before finalhandover.
A high level of interdisciplinary design integration mustbe pursued with specific reference to machine protectionsystems and controls. A risk-based design approach shouldbe mandatory.
AcknowledgementsAnglo American plc for permission to use the materialpublished. The opinions expressed are those of the authorand do not necessarily represent the policy of AngloAmerican plc
Dr G.J. Krige for input into this study topic and my career
Sandvik Mining and Construction for valuable input into thestudy
OEMs who participated in the study survey.
References
ANONYMOUS. 2007. Reclaimer incident analysis reports and letter.
Documentation compiled by a professional investigation team.
AS 4324–1. 1995. Mobile equipment for continuous handling of bulkmaterials. Part 1: General requirements for the design of steel structures.
Standards Association of Australia, New South Wales, Australia.
BALDOR ELECTRIC CO. 2004. Understanding induction motor nameplateinformation, electrical construction and maintenance.http://ecmweb.com/motors/understanding-induction-motor-nameplate-information [Accessed 10 Oct. 2013].
Bateman, P. 2013. Principal Electrical Engineer, Anglo American Thermal Coal.Personal communication.
DIN 22261. 2006. Excavators, spreaders and auxiliary equipment in opencastlignite mines – Part 1 to 6. German Institute for Standardization, Berlin,Germany.
ERLING, S. 2009. Methods of preventing hydrogen embrittlement in hot dippedgalvanized high strength steel fasteners. Hot Dip Galvanizing Today, vol. 6, no. 2. pp. 21–21.
FEGER, F. 2013. Surface Mining (IPCC) & Materials Handling, R&D/EngineeringManager, Sandvik Mining and Construction. Personal communication.
FEM SECTION II. 1992. Rules for the design of mobile equipment for continuoushandling of bulk materials. De La Federation Europeenne de laManutention, Brussels, Belgium.
GEORGE, G. 2014. SIS Coordinator. Standards Australia. Personal communi-cation.
GARDNER, M. 2011. Industry complains of skills shortage. University WorldNews, 27 March, no. 164. http://www.universityworldnews.com/article.php?story=20110325204522328&query=Industry+complains+of+skills+shortage [Accessed 8 August 2013].
HAYS. 2012. Hays Global Skills Index [produced in partnership with OxfordEconomics, London]. http://www.oxfordeconomics.com/publication/open/222621 [Accessed 10 Oct. 2013].
ISO 5049-1 1994. Mobile equipment for continuous handling of bulk materials– Part 1: Rules for the design of steel structures. InternationalOrganization for Standardization, Geneva, Switzerland.
KASPURA, A. 2011. Skills shortage claims backed up by surveys. EngineersAustralia, June 2010. pp. 74–75.
KULAK, G.L., FISHER, J.W., and STRUIK, J.H.A. 1987. Guide to design criteria forbolted riveted joints. 2nd edn. American Institute of Steel ConstructionInc., Chicago, Illinois, USA.
KRIGE, G.J. 2012. Learning from structural failures of material handlingequipment. Australasian Structural Engineering Conference 2012: ThePast, Present and Future of Structural Engineering, Barton, Australia.Engineers Australia. pp. 130–137.
KRIGE, G.J. 2013. WAH Engineering Consultants CC. Personal communication.
MCTURK, J.R. 1995. Portal and bridge scraper reclaimers – a comparison. BeltconConference 1995. South African Institute of Materials Handling,Johannesburg, South Africa.
MORGAN, R. 2012. Design of materials handling machines to AS4324.1.Australasian Structural Engineering Conference 2012: The Past, Presentand Future of Structural Engineering, Barton, Australia. EngineersAustralia. pp. 138–145.
MORGAN, R. 2013. Revision to Australian Standard AS4324.1-1995 formaterials handling of bulk products. 2013 Northern Regional EngineeringConference Structural Engineering Conference, Townsville, Australia.
SCHMIDT M.J. 2014. Avoiding structural failures on mobile materials handlingequipment. MSc dissertation, University of Pretoria, South Africa. �
�
184 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy

IntroductionThe mechanical and shear strength parameters(UCS, C, φ, etc.) of rocks are considered to beamong the most significant properties inmining, civil, and engineering geology projects(Singh et al., 2011). The UCS is mostcommonly determined in accordance with thesuggested methods of the International Societyfor Rock Mechanics (ISRM, 2007). UCS is alsoconsidered for a variety of issues encounteredduring blasting, excavation, and supportsystems in engineering applications (Hoek,1977). Shear strength parameters (C and φ)are used to express the strength of rockmaterials and the resistance to deformationunder shear stress. These parameters areaffected by many factors such as lithologicalcharacter, anisotropy, and environment of therock materials (Yang et al., 2011). Shear
strength parameters of rock materials can bequantified by means of direct shear tests andtriaxial compression tests as prescribed theAmerican Society for Testing and Materials(ASTM, 2004) and ISRM (2007), respectively.The latter test is widely used and accepted inmost mining practices.
However, UCS and triaxial compressiontests are expensive and time-consuming. Inaddition, the preparation of rock core samplesfor testing, placing the samples in a confiningpressure cell (Hoek cell), and operating theconfining pressure for triaxial testing requiresconsiderable time and attention (Kahramanand Alber, 2008; Kilic and Teymen, 2008).Furthermore, weak, thinly bedded, or denselyfractured rocks are not suitable for specimenpreparation and the determination of UCS.Triaxial testing is also difficult for such rocktypes. Therefore, some alternative testmethods such as point load index, Schmidthammer, and ultrasonic pulse velocity tests arecommonly used to estimate the UCS, C, and φof rocks owing to their rapidity, simplicity, lowcost, and ease of both specimen preparationand testing (Kahraman, 2001; Karaman andKesimal, 2015).
Although the aforementioned tests areknown to be extensively used for estimation ofrock strength (Kahraman, 2001; Kilic andTeymen, 2008; Bruno et al., 2012), there arefew studies on the utilization of the Braziliantest (BT) for the estimation of UCS, C, and φ ofintact rocks (Beyhan, 2008; Farah, 2011). TheBT is one of the most popular and commontests to obtain the tensile strength of brittlematerials such as concrete, rock, and rock–like
Utilization of the Brazilian test for estimatingthe uniaxial compressive strength and shearstrength parametersby K. Karaman*, F. Cihangir*, B. Ercikdi*, A. Kesimal*, and S. Demirel†
SynopsisUniaxial compressive strength (UCS) and shear strength parameters(cohesion and angle of internal friction, C and φ) of rocks are importantparameters needed for various engineering projects such as tunnelling andslope stability. However, direct determination of these parameters isdifficult and requires high-quality core samples for tests. Therefore, thisstudy aimed to explore the applicability of the Brazilian test (BT) – asimple, less sophisticated and inexpensive method for both specimenpreparation and testing – to estimate the UCS and shear strengthparameters of rocks. Thirty-seven rock types were sampled and tested, 24of which were volcanic, 8 were metamorphic, and 5 were sedimentary.Statistical equations were derived to estimate the UCS and shear strengthparameters of rocks using the BT. The validity of the statistically derivedequations was confirmed using predictive analytics software (PASWStatistics 18). A strong linear relation was found between BT and UCSvalues. BT and UCS values exhibited prominent linear correlations withthe cohesion values of rocks. The Mohr envelope was also used todetermine the cohesion and friction angle of rocks using BT and UCSvalues. It is deduced from the current study that the BT values can be usedto estimate the UCS and cohesion. However, no relation was observedbetween the angle of internal friction values and the UCS and BT for allrock types. Therefore, different approaches are suggested for theestimation of the internal angle of friction for application in thepreliminary design of projects.
KeywordsBrazilian test, shear strength parameters, triaxial compressive strength,uniaxial compressive strength, Mohr-Coulomb criterion
* Department of Mining Engineering, KaradenizTechnical University, Turkey.
† NVS Construction Industry and Trade LimitedCompany.
© The Southern African Institute of Mining andMetallurgy, 2015. ISSN 2225-6253. Paper receivedApr. 2014; revised paper received Jul. 2014.
185The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
ISSN:2411-9717/2015/v115/n3/a3http://dx.doi.org/10.17159/2411-9717/2015/v115n3a3

Utilization of the Brazilian test for estimating the uniaxial compressive strength
materials (Li et al., 2013). It owes its popularity to the easeof specimen preparation, which does not require particularcare and expensive techniques, compared to the direct tensiontest (Mellor and Hawkes, 1971; Hudson et al., 1972;Bieniawski and Hawkes, 1978; Coviello et al., 2005). The BThas also been suggested by many researchers for investi-gating the effect of anisotropy on the strength of coal (Evans,1961), siltstone, sandstone, and mudstone (Hobbs, 1964),and gneiss and schist (Barla, 1974). Farah (2011) correlatedthe UCS of 145 weathered Ocala limestone samples with theirpoint load strength and BT values. He stated that the BT is auseful method for prediction of UCS compared to the pointload test. Kahraman et al., (2012) found a reasonable linearcorrelation between UCS and BT results. Many researchershave correlated BT results with indirect tests (P-wavevelocity, block punch test, point load index, Schmidt hammertest etc.) to estimate indirect tensile strength of rocks (Kilicand Teymen, 2008; Mishra and Basu, 2012). Yang et al.(2011) conducted an experimental investigation on themechanical behaviour of coarse marble, under differentloading conditions, using the linear Mohr-Coulomb criterionto confirm the strength parameters (cohesion, C and internalfriction angle, φ). However, as mentioned above, limitedstudies were performed to estimate C and φ using the BT andits confirmation with the Mohr-Coulomb criterion, which iswidely accepted and used in the literature.
The purpose of the present study is to correlate C, φ, andUCS of rock samples with BT values; to develop empiricalequations for UCS, C and φ using the BT; and to confirm thepredicted UCS and C with measured UCS and C valuesobtained from direct methods i.e. the Mohr-Coulomb criterionor triaxial compressive test.
Site description and geologyThe study area is located in eastern Black Sea Region (Figure 1), which has an abundance of sites suitable forsmall hydroelectric power plants. A total of 213 hydroelectricpower plant (HEPP) projects incorporating tunnels have beenplanned or constructed in the region (Karaman et al., 2014).The study area is in the northeast part of the EasternPontides Tectonic Belt (Ketin, 1966). The geologicalformations along the tunnel route consist of volcanic,metamorphic, and sedimentary rocks. The lithology of thetunnel route consists mainly of basalt, metabasalt, limestone,dacite, and volcanic breccia. The lowest and the uppermostlithologies belong to the Jurassic (Hamurkesen Formation)and Quaternary (alluvium), respectively. The HamurkesenFormation is composed mainly of basalt, metabasalt, andrarely seen maroon limestone with a thickness of 3 to 5 m.This formation comprises about 70% of the tunnel length(7132 m). The Hamurkesen Formation is overlain primarilyby the Berdiga Formation, which is Upper Jurassic to LowerCretaceous in age and consists mainly of grey to whitemedium to thickly bedded clayish or sandy limestone.
Experimental procedureThe rock samples used in the study were collected fromvarious locations throughout the Çambası tunnel, 24 of whichwere volcanic, 8 were metamorphic, and 5 were sedimentary.UCS, triaxial compressive strength tests, and BTs wereconducted on core samples (NX size, 54.7 mm) according toISRM (2007) suggested methods. Each block sample was
inspected for macroscopic defects to provide test specimensfree from fractures, cracks, partings, or alteration zones. Oneof the important parameters affecting the strength of rocks isanisotropy. However, the volcanic rocks show no prismatic,pillow lava, and/ or flow structures. Additionally, themetamorphic rocks (metabasalts) contain no features such asschistosity or foliation that could lead to anisotropy.
In order to obtain accurate results for best comparison,the experiments were carried out under the same (naturaland unweathered) rock conditions. Laboratory core drill andsawing machines were used to prepare cylindrical specimens.The cut end faces of the cores were smoothened to maintainprecision within 0.02 mm and made perpendicular to within0.05 mm to the core axis using a comparator.
Uniaxial compressive strengthThe UCS tests were carried out on fresh rock samples with alength-to-diameter ratio of 2.5. The tests were performedusing a servo-controlled testing machine with a load capacityof 300 t, using a stress rate of 0.75 MPa/s. Mean UCS values(Table I) were obtained by averaging the strength values offive core samples for each rock type.
Brazilian testA total of 370 core samples with a diameter of 54.7 mm andheight of 27 mm were prepared using the sawing machine. Inthe test, a circular disk was placed between two platens andcompression was applied to produce a nearly uniform tensilestress distribution normal to the loaded diametric plane,leading to the failure of the disk by splitting (Rocco et al.,1999). A loading rate of 200 N/s was applied until samplefailure. A servo-controlled testing system connected to a 30 tcapacity press was used for the BT tests in order to obtainaccurate measurements.
Triaxial compressive strengthAfter the preparation of the cores, the triaxial compression
�
186 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 1—(a) Location map of the study area, (b) cross–section of thetunnel route

tests for each rock sample were carried out using a servo-controlled testing machine with a servo-lateral pressure unithaving a load capacity of 30 MPa. The confining fluidpressure around the cylindrical specimen was kept constantwhile the axial compressive load was raised until failureoccurred. A Hoek cell unit with a diameter of 54 mm andheight of 108 mm was used to apply the required confiningfluid pressure. Six samples were used for triaxial compressivestrength under three different lateral confining pressures;5–15 MPa for each rock type. Shear envelopes of the rocksamples were then drawn to obtain shear strengthparameters (C and φ) by plotting the Mohr circles. A total of222 core samples were subjected to triaxial compressiontesting.
Data analysis The BT (σt), UCS (σc), C, and φ values of the rocks showednormal distributions (Figure 2), and were subjected toparametric statistical tests. The data-sets were used for linearand nonlinear regression analysis. Exponential andlogarithmic relationships were examined between thevariables in order to derive the most reliable equations.Correlation analysis was performed to investigate thereliability of the predicted C values from regression analyses.One-way analysis of variance (ANOVA) was also performedto investigate the relationships and the mean differencesbetween measured and predicted C values. Zero-interceptequations were not used for the estimation of C, since thebest relationship between the cohesion and the UCS, and theBT, was linear.
Results and discussion
Utilization of the Brazilian test for estimating the uniaxial compressive strength
187The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
Table I
Samples used and the average results of the tests
Rock code Rock type UCS (MPa) BT (MPa) C (MPa) φ (°)
1 Basalt 197 34.4 36 502 Metabasalt 158 26.3 32 463 Metabasalt 66 9.36 15 414 Metabasalt 146 22.4 22 565 Metabasalt 133 20.64 28 44.56 Basalt 95 14.7 21 437 Basalt 115.3 22.5 24.5 448 Basalt 152.4 23.7 30 479 Metabasalt 96 18.6 24 3710 Metabasalt 111 16.8 27 3911 Metabasalt 71 15.95 17 4312 Metabasalt 81 14.88 18 4313 Basalt 75 12.15 14 4914 Basalt 34 4.4 8 4315 Dacite 61 5.7 14 4316 Basalt 87 10.48 19 4317 Dacite 61 5.33 14 4018 Dacite 72 5.84 18 3719 Dacite 65.5 9.83 14 4420 Dacite 56 6.61 11 4721 Limestone 117 17.16 23 4722 Limestone 92 11.1 18 4523 Basalt 100 16.11 20.7 4524 Limestone 91 12.67 19 44.525 Limestone 75 10.78 15 5026 Basalt 77 10.92 16 4527 Volcanic breccia 41 5.45 11 3928 Limestone 120 17.99 24 4729 Basalt+dacite 94 13.54 20 4430 Basalt 125 19.33 25 4731 Dacite 68 8.55 14 4932 Dacite 66 7.16 12 4933 Basalt 107 18.78 21 4734 Dacite 132 20.6 25 4735 Dacite 87 16.46 19 4336 Dacite 110 17.1 18 5437 Dacite 90 14.6 19 44
Figure 2—Histograms and statistical evaluations of the data; (a) UCS, (b) BT, (c) C, and (d) φ

Utilization of the Brazilian test for estimating the uniaxial compressive strength
Strength properties of intact rocksFrom the average results for the samples, which aresummarized in Table I, the UCS values of the tested rockswere classified according to the strength classification ofintact rock by Deere and Miller (1966) (Table II). Volcanic,metamorphic, and sedimentary rocks were individuallyevaluated according to the UCS classification. As shown inTable II, 56.8% of the rocks were classified as ‘moderatelyhard rock’ and 37.8% as ‘hard rock’. A ‘weak rock’ classifi-cation was obtained only for volcanic rocks at two pointsalong the tunnel route.
Evaluation of strength ratio The literature contains some practical approaches forcorrelation between the UCS and tensile strength/BT (Farmer,1983; Sheorey, 1997; Ramamurthy, 2001). Cai (2010)pointed out that when tensile strength data is not available,the general approach for predicting the tensile strength ofrocks is to use correlation between UCS and tensile strengthvalues (strength ratio, R). In addition, most rocks have acompressive strength value that is approximately 10 timesgreater than the tensile strength/BT (σc ≈ 10σt)(Kahraman etal., 2012; Farmer, 1983; Sheorey, 1997). Values given in theliterature for strength ratios (R = σc / σt) show a largevariation – from 2.7 to 39 with an average of 14.7 (Sheorey,1997); from 10 to 50 for most rocks (Vutukuri et al. 1974);and from 4 to 25 for intact rocks and between 8 and 12 formore homogeneous and isotropic rocks (Ramamurthy, 2001).This variation in R depends on the type and origin of rocks(Brook, 1993; Cai, 2010). In the present study, R wasdetermined as 6.26 for all rock type by means of the zero-intercept equation, with a determination coefficient of 0.81.As regards the geological classification of the rock types, Rvalues were 6.27, 5.97, and 7.02 for volcanic, metamorphicand sedimentary rocks respectively, within a determinationcoefficient of 81–84. The R values were distributed in anarrower range than those found in the literature. This couldbe attributed to the freshness of the rock samples collectedalong the tunnel route. R values obtained from the zero-intercept equation were consistent with those of Brady andBrown (2004) (σc = 8σt) and Tahir et al. (2011) (σc = 7.53σt)for the prediction of UCS (Figure 3).
Relationship between BT and UCS The BT values of the rocks were subjected to regression
analysis with UCS data (Figure 4a). A strong positive linearrelationship was obtained between the measured BT and UCSvalues, with a high determination coefficient of R2= 0.90(Table III), which agrees well with Nazir et al. (2013). Thecorrelation between the measured and estimated UCS for thestudied rocks is significant (significance level=0.000) at theconfidence interval of 95% (r = 0. 95) (Figure 4b).Considering these results, the BT can substitute for the UCSwhen problematic ground conditions (thinly bedded, block-in-matrix, pyroclastic rocks, and highly fractured rocks) areencountered.
Relationships between Brazilian test and shearstrength parameters
�
188 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 3—Comparison of R values with previous studies for theestimation of UCS
Figure 4—(a) Relationships between BT and UCS values and (b) measured UCS and estimated UCS from BT
Table II
Strength classification of intact rock (Deere andMiller (1966)
Rock classification UCS (MPa) Volcanic Metamorphic Sedimentary
Very weak rock 1–25 – – –
Weak rock 25–50 2 – –
Moderately hard rock 50–100 14 4 3
Hard rock 100–200 8 4 2
Very hard rock > 200 – – –

Regression analysis was performed for the estimation of Cvalues from UCS and the BT (Figures 5a, 5b and Table III).The strongest relationship was obtained between C and UCSvalues from laboratory tests with a determination coefficientvalue of R2 = 0.90 (Figure 5a). A very strong linearrelationship between C and the BT was also found (R2 =0.85) (Figure 5b). It can be inferred from the results that UCSand the BT can be used to obtain reliable C values.
Zoback (2007) stated that all rocks have relatively highvalues of internal friction, whereas hard rocks (highcompressive strength) have high C values and weak rockslow C values. Kahraman and Alber (2008) reported that Cdecreases while φ increases with an increase in specimendiameter size (height-to-diameter ratio of 2–2.5:1) for faultbreccias in weak rocks. In the current study, C values wereseen to increase with an increase in UCS, which is consistentwith the literature.
In the current study, the relationships obtained betweenφ–BT and φ–UCS data pairs were very weak, with coefficientsof determination of R2=0.14 and R2=0.18, respectively.Beyhan (2008) correlated φ values with the BT and UCS formarl rocks from the Tunçbilek and Soma regions in Turkey.The determination coefficients were 0.09 and 0.06 for φ–BTfor the rocks from the Tunçbilek and Soma regions, respec-tively. On the other hand, Beyhan (2008) found R2 values of0.03 and 0.18 for rocks from the Tunçbilek and Soma regionsrespectively for φ–UCS data pairs. Considering the R2 valuesobtained from the present study (for all rock types) and theliterature, these correlations are not reliable enough for theestimation of φ from BT and UCS values. Therefore,regression analyses were performed for each rock type (i.e.basalt, metabasalt, dacite, limestone) instead of all types ofrocks (Table IV). As shown in Table IV, there is a very strongpolynomial relationship between φ and UCS (R2=0.96) forlimestone samples. Measured and estimated φ values of
limestone are given in Figure 6. Moderate relationships(R2=0.40–0.41) were also found between φ–BT data pairs forbasalt and limestone, and between φ–UCS (R2=0.47) formetabasalt. In addition to the regression analyses, φ valueswere evaluated according to variations of data for each rocktype (Figures 7a, 7b, and Table IV). Minimum and maximumφ, and mean values with standard deviations, are given inTable IV. As can be seen from Figures 7a, 7b, and Table IV,suggested φ values (mean value–std. dev.) may be used withcare for the initial stage of projects since they should result ina conservative design.
Comparison of measured and estimated C valuesIn the current study, C values of rocks were obtained bytriaxial tests (measured C (C1)). Another C value was foundby means of the linear Mohr envelope of UCS and BT datatogether (C2). Additionally, C3 and C4 values were obtainedby the regression analyses shown in Figure 5, the equationsfor which are given in Table III. The correlation plots of C2,C3, and C4 values against C1 values are depicted in Figures8a–c. As can be seen, very high correlations were obtainedbetween the C1–C2, C1–C3, and C1–C4 data pairs for the testedrocks within 95% confidence level (r > 0.90). The variationsof these couples were also tested using ANOVA. Thevariances of C1, C2, C3, and C4 were homogeneous (LeveneStatistic=0.879 and significance level=0.454). According tothe ANOVA test results, no difference was obtained amongthe mean values of the groups (F=0.213 and significancelevel=0.884). The Dunnett two-sided T-test was used forcomparison of multiple tests to investigate the relationshipsbetween C1, C2, C3, and C4, where C1 was considered as thecontrol group. The mean values of C3 and C4 were very closeto the C1 values with lowest variation (Table V and Figure 9).The minimum mean difference was obtained between C1 andC4 according to the multiple tests comparison by ANOVA.
Utilization of the Brazilian test for estimating the uniaxial compressive strength
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 189 �
Table III
Regression equations and their related statistics
Estimated rock properties Regression equations F test value Sig. level R2
UCS – BT (Figure 4a) UCS = 24.301 + 4.874 × BT 302.881 0.000 0.90C – UCS (Figure 5a) C3 = 3.427 + 0.17 × UCS 303.723 0.000 0.90
C – BT (Figure 5b) C4 = 7.255 + 0.85 × BT 190.371 0.000 0.85
Figure 5—Relationships between (a) C and UCS and (b) C and BT

Utilization of the Brazilian test for estimating the uniaxial compressive strength
Therefore, one can infer from these findings that cohesion of
rock materials can be reliably estimated from the BT, takinginto account the correlation and ANOVA analyses.
Conclusion Determination of the UCS and shear strength parameters ofrocks (C and φ) requires high-quality core samples. It issometimes troublesome to determine these parameters usingdirect test methods on core samples obtained fromproblematic ground conditions such as thinly bedded,block–in–matrix, and highly fractured or pyroclastic rocks.The aim of this study was to overcome these problems and topropose useful equations for the estimation of UCS and shearstrength parameters based on the BT method.
The regression, correlation, and one-way varianceanalyses of the data showed that the estimation of UCS and Cby the BT is robust and reliable. Determination coefficients(R2) of 0.90 and 0.85 were obtained from the regressionanalyses between UCS-BT and C-BT, respectively. High correlation coefficients (r>0.90) were also achieved betweenmeasured and estimated data (UCS and C). Low determi-nation coefficients of 0.14 and 0.18 for BT-φ and UCS-φ datapairs suggested that the BT and UCS were not reliable for theprediction of φ when all rock types were evaluated together.However, a relatively higher determination coefficient for aparticular set of data e.g. data collected from the same rock
�
190 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 6—Measured and estimated φ values for limestone
Figure 7—Variations of friction angle in (a) basalt and (b) limestone samples
Table V
Correlation analyses and their related values
Estimated rock properties Minimum Maximum Mean Std. error
C1 8.00 36.00 19.63 1.014
C2 6.10 41.20 18.65 1.241
C3 9.21 36.92 19.63 0.961
C4 10.99 36.48 19.63 0.932
Table IV
Regression analyses based on rock type
Parameters to be related Findings of regression analyses R2 Practical estimates of φ
Rock type Equations φ° min.–max. (mean ± std. dev.) Suggested φ° values
φ and UCS (N=37) All rock types φ =0.05 × UCS + 40.23 0.18 37–56 (45±4) 41φ and BT (N=37) All rock types φ =0.226 × BT + 41.74 0.14 37–56 (45±4) 41φ and UCS (N=24) Volcanic rock φ =40.82e0.0011 UCS 0.22 37–54 (45±4) 41φ and BT (N=24) Volcanic rock φ =37.12 × BT0.078 0.28 37–54 (45±4) 41φ and UCS (N=11) Basalt φ =0.036 × UCS + 41.93 0.39 43–50 (46±2) 44φ and BT (N=11) Basalt φ =0.193 × BT + 42.44 0.40 43–50 (46±2) 44φ and UCS (N=11) Dacite φ =0.073 × UCS + 39.43 0.14 37–54 (45±5) 40φ and BT (N=11) Dacite φ =36.06 × BT0.098 0.22 37–54 (45±5) 40φ and UCS (N=8) Metabasalt φ =0.0025 × UCS2 – 0.46 × UCS + 62 0.47 37–56 (44±6) 38φ and BT (N=8) Metabasalt φ = 0.031 x BT2 - 0.54 × BT + 42.7 0.28 37–56 (44±6) 38φ and UCS (N=5) Limestone φ = 0.009 x UCS2 - 1.8 × UCS + 134.4 0.96 44.5–50 (47±2) 45φ and BT (N=5) Limestone φ = 0.326 x BT2 - 9.4 × BT + 111.4 0.41 44.5–50 (47±2) 45
Volcanic breccia: Insufficient dataN: number of samples

type (basalt, metabasalt, dacite, limestone) was obtained forthe estimation of φ. ANOVA indicated that there is nodifference in C values acquired by different test methods(F=0.213 and significance level=0.884). These findingssuggest that the BT, as a low-cost, less time-consuming, andpractical method, can be reliably used to determine the UCSand C of rocks in problematic ground conditions.
AcknowledgementsThe authors would like to express their sincere thanks andappreciation to Energy–SA Company for providing helpduring the study, and to Karadeniz Technical University(KTU) for funding this work through research project no.9706.
References
AMERICAN SOCIETY FOR TESTING AND MATERIALS (ASTM). 2004. Standard test
method for triaxial compressive strength of undrained rock core
specimens without pore pressure measurements. D2664.
BARLA, G. 1974. Rock anisotropy: theory and laboratory testing, Rock
Mechanics. Muller, L. (ed.). Springer-Verlag, New York. pp. 132–169.
BEYHAN, S. 2008. The determination of G.L.I and E.L.I marl rock material
properties depending on triaxial compressive strength. PhD thesis, Osman
Gazi University. p. 224.
BIENIAWSKI, Z.T. and HAWKES, I. 1978. Suggested methods for determining
tensile strength of rock materials. International Journal of Rock Mechanics
and Mining Sciences and Geomechanical Abstracts, vol. 15. pp. 99–103.
BRADY, B.H.G. and BROWN, E.T. 2004. Rock Mechanics for Underground Mining.
Kluwer Academic Publishers, New York. p. 645.
BROOK, N. 1993. The measurement and estimation of basic rock strength.
Comprehensive Rock Engineering. Hudson, J. (ed.). Pergamon Press,
Utilization of the Brazilian test for estimating the uniaxial compressive strength
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 191 �
Figure 9—Comparison of the mean values of C obtained by different methods
Figure 8—Relationships between (a) C1 and C2, (b) C1 and C3, and (c) C1 and C4

Utilization of the Brazilian test for estimating the uniaxial compressive strength
Oxford. vol. 3. pp 41–66.
BRUNO, G., VESSIA, G., and BOBBO, L. 2012. Statistical method for assessing the
uniaxial compressive strength of carbonate rock by Schmidt hammer tests
performed on core samples. Rock Mechanics and Rock Engineering. DOI
10.1007/s00603-012-0230-5
CAI, M. 2010. Practical estimates of tensile strength and Hoek–Brown strength
parameter mi of brittle rocks. Rock Mechanics and Rock Engineering,
vol. 43. pp. 167–184.
COVIELLO, A., LAGIOIA, R., and NOVA, R. 2005. On the measurement of the tensile
strength of soft rocks. Rock Mechanics and Rock Engineering, vol. 38,
no. 4. pp. 251–273.
DEERE, D.U. and MILLER, R.P. 1966. Engineering classifications and index
properties for intact rock. Technical Report no. AFWL-TR 65-116, Air
Force Weapons Laboratory, Kirtland Air Force Base, New Mexico.
EVANS, I. 1961. The tensile strength of coal. Colliery Engineering, vol. 38.
pp. 428–34.
FARAH, R. 2011. Correlations between index properties and unconfined
compressive strength of weathered Ocala Limestone. MSc thesis,
University of North Florida School of Engineering. p. 83.
FARMER, I.W. 1983. Engineering Behavior of Rocks. Chapman and Hall,
London.
HOBBS, D.W. 1964. The strength and the stress-strain characteristics of coal in
triaxial compression. Journal of Geology, vol. 72. pp. 214–231.
HOEK, E. 1977. Rock mechanics laboratory testing in the context of a consulting
engineering organization. International Journal of Rock Mechanics and
Mining Sciences and Geomechanical Abstracts, vol. 14. pp. 93–101.
HUDSON, J.A., RUMMEL, F., and BROWN, E.T. 1972. The controlled failure of rock
disks and rings loaded in diametral compression: International Journal of
Rock Mechanics and Mining Sciences and Geomechanical Abstracts,
vol. 9. pp. 241–248.
INTERNATıONAL SOCıETY OF ROCK MECHANıCS (ISRM). 2007. The complete ISRM
suggested methods for rock characterization, testing and monitoring:
1974–2006. Suggested Methods prepared by the Commission on Testing
Methods, International Society for Rock Mechanics. Ulusay, R. and
Hudson, J.A. (eds.) ISRM Turkish National Group, Ankara, Turkey.
628 pp.
KAHRAMAN, S. 2001. Evaluation of simple methods for assessing the uniaxial
compressive strength of rock. International Journal of Rock Mechanics
and Mining Sciences and Geomechanical Abstracts, vol. 38, pp. 991–994.
KAHRAMAN, S. and ALBER, M. 2008. Triaxial strength of a fault breccia of weak
rocks in a strong matrix. Bulletin of Engineering Geology and the
Environment, vol. 67. pp. 435–441.
KAHRAMAN, S., FENER, M., and KOZMAN, E. 2012. Predicting the compressive and
tensile strength of rocks from indentation hardness index. Journal of the
Southern African Institute of Mining and Metallurgy, vol. 112.
pp. 331–339.
KARAMAN, K. and KESIMAL, A. 2015. Evaluation of the influence of porosity on
the engineering properties of rocks from the Eastern Black Sea Region: NE
Turkey. Arabian Journal of Geosciences, vol 8. pp. 557–564.
KARAMAN, K., KESIMAL, A., and ERSOY, H. 2014. A comparative assessment of
indirect methods for estimating the uniaxial compressive and tensile
strength of rocks. Arabian Journal of Geosciences. DOI 10.1007/s12517-
014-1384-0
KETIN, I. 1966. Tectonic units of Anatolia. Bulletin of the Mineral Research and
Exploration Institute of Turkey, vol. 66. pp. 22–34.
KILIC, A. and TEYMEN, A. 2008. Determination of mechanical properties of rocks
using simple methods. Bulletin of Engineering Geology and the
Environment, vol. 67. pp 237–244.
LI, D., NGAI, L., and WONG, Y. 2013. The Brazilian Disc test for rock mechanics
applications: review and new insights. Rock Mechanics and Rock
Engineering, vol. 46. pp. 269–287.
MELLOR, M. and HAWKES, I. 1971. Measurement of tensile strength by diametral
compression of discs and annuli. Engineering Geology, vol. 5.
pp. 173–225.
MISHRA, D.A. and BASU, A. 2012. Use of the block punch test to predict the
compressive and tensile strengths of rocks. International Journal of Rock
Mechanics and Mining Sciences and Geomechanical Abstracts, vol, 51.
pp. 119–127.
NAZIR, R., MOMENI, E., ARMAGHANI, D.J., and MOHDAMIN, M.F. 2013. Correlation
between unconfined compressive strength and indirect tensile strength of
limestone rock samples. Electronic Journal of Geotechnical Engineering,
vol. 18, no. 1. pp. 1737–1746.
RAMAMURTHY, T. 2001.Shear strength response of some geological materials in
triaxial compression. International Journal of Rock Mechanics and Mining
Sciences and Geomechanical Abstracts, vol. 38. pp. 683–697.
ROCCO, C., GUINEA, G.V., PLANAS, J., and ELICES, M. 1999. Mechanism of rupture
in splitting tests. ACI Materials Journal, vol. 96. pp. 52–60.
SHEOREY, P.R. 1997. Empirical Rock Failure Criteria. A.A. Balkema, Rotterdam.
p 176.
SINGH, M., RAJ, A., and SINGH, B. 2011. Modified Mohr–Coulomb criterion for
non-linear triaxial and polyaxial strength of intact rocks. International
Journal of Rock Mechanics and Mining Sciences and Geomechanical
Abstracts, vol. 48. pp. 546–555.
TAHIR, M., MOHAMMAD, N., and DIN, F. 2011. Strength parameters and their
inter-relationship for limestone of Cherat and Kohat areas of Khyber
Pakhtunkhwa. Journal of Himalayan Earth Sciences, vol. 44, no. 2.
pp. 45–51.
VUTUKURI, V.S., LAMA, R.D., and SALUJA, S.S. 1974. Handbook on Mechanical
Properties of Rocks. Vol. I—Testing Techniques and Results. Trans Tech
Publications. p. 280.
YANG, S.Q., JING, H.W., LI, Y.S., and HAN, L.J. 2011. Experimental investigation
on mechanical behavior of coarse marble under six different loading
paths. Experimental Mechanics, vol. 51. pp. 315–334.
ZOBACK, M.D. 2007. Reservoir Geomechanics: Earth Stress and Rock Mechanics
applied to Exploration, Production and Wellbore Stability. Cambridge
Press. p. 449. �
�
192 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy

IntroductionAluminium is a very important material whichis used in the automotive and aerospaceindustries. The choice of aluminium is basedon its excellent physical properties such as lowdensity and high specific strength. However,its application is limited by its low surfacehardness and surface wear resistance,resulting in premature failure as a result ofsurface damage. Remedial solutions forimproving surface durability in terms of wearand corrosion resistance include surfacecoating. Surface coating is considered to be aneconomical and effective process for extendingthe service lifetime of industrial components.In surface coating, the working surface of thesubstrate is coated with hard-wearing resistantparticles such as carbides, borides, nitrides,oxides, and multi-component systems to formmetal matrix composites (MMCs) (Wang, Lin,and Tsai, ,2003). The very distinctive featureof MMCs is that individual particles in thecomposite retain their properties, as well ascomplement each other to impart propertiesthat cannot be found in any one of them alone(Rohatgi, Asthana, and Das, 1986; Kohara,1990). The main goal of fabrication of Al-MMC
surfaces has been to obtain improvedmechanical and chemical properties whileretaining the attractive properties ofaluminium such as low specific weight, highspecific strength, and excellent formability.The deposited coatings must be well bonded tothe substrate, with no pores, micro-cracks, orsplat boundaries.
Laser surface alloying techniques havereceived much attention as an alternative tomore conventional techniques for fabricatingMMCs (Dubourg, et al., 2002; Dutta Majumdarand Manna, 2011; Pityana, 2009; Aravind etal., 2004; Chong, Man, and Yue, 2001;Popoola, Pityana, and Popoola, 2011). Duringthe laser surface alloying process the powdermixture, together with a thin surface layer ofthe substrate, is melted using a laser beamthat is scanned across the surface. This leadsto rapid solidification and formation of acoating. The rapid cooling and solidification ofthe laser-generated melt pool can result in theformation of various non-equilibrium phasesand refined microstructures. If the powder thatis injected into the melt pool contains particleswhich do not melt, an MMC coating isproduced on the substrate surface. Due to thecombination of non-equilibriummicrostructures and the dispersion of hardphases, the surface properties tend to besuperior to those of the untreated aluminiumbase material.
Laser surface alloying of Al with Cu and Mopowdersby S.L. Pityana*†, S.T. Camagu‡, and J. Dutta Majumdar§
SynopsisLaser surface alloying was used to develop copper and molybdenumaluminides by injecting premixed copper and molybdenum powderparticles into a laser-generated melt pool on an aluminium substrate.Different laser processing parameters were used to produce the compositethin layers on the substrate material. The microstructure and phaseconstituents of the composite layer were studied by means of scanningelectron microscopy (SEM), energy dispersive spectroscopy (EDS), and X-ray diffraction (XRD) techniques. Experimental results show that thematrix structure of the metal matrix composite layer consists of θ-CuAl2and MoAl5. Surface hardness was increased by a factor of 3.
Keywordslaser surface alloying, metal matrix composites, intermetallic phases.
* CSIR, National Laser Centre, Pretoria, SouthAfrica.
† Department of Chemical and MetallurgicalEngineering, Tshwane University of Technology,Pretoria, South Africa.
‡ CSIR, Light Metals and Metals Processing, Pretoria,South Africa.
§ Metallurgical and Materials Engineering Department,Kharagpur, India.
© The Southern African Institute of Mining andMetallurgy, 2015. ISSN 2225-6253. Paper receivedMay 2013; revised paper received Oct. 2014.
193The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
ISSN:2411-9717/2015/v115/n3/a4http://dx.doi.org/10.17159/2411-9717/2015/v115n3a4

Laser surface alloying of Al with Cu and Mo powders
The current study aims at the development of anintermetallic (copper aluminide and molybdenum aluminide)dispersed composite surface on an aluminium AA1200substrate by laser surface alloying with Cu-Mo powdermixtures. The powder composition was adjusted in order toform coatings consisting of Al-Cu and Al-Mo intermetallicphases in the laser-modified layer. Cu is added to Al alloys toincrease tensile strength, hardness, and fatigue resistance,whereas Mo is added to increase corrosion resistance. Themicrostructure, phases, and the hardness of the coatingswere investigated in detail.
Experimental procedure
Materials and coating processThe substrate material used in the study was aluminium (AA 1200) with chemical composition 0.59% Fe, 0.12% Cu,0.13% Si, and the balance Al. Specimens with dimensions of100×100×6 mm were laser-cut from a large sheet. Thesurfaces were sandblasted, rinsed, and cleaned with acetoneprior to laser surface processing. Sandblasting removes theoxide layer and improves the absorption of the laser energyat the specimen surface. The Cu and Mo powder compositionsand the laser processing parameters that were varied duringthe study are shown in Table I. For ease of reference, thesamples are numbered as shown in Table I.
The energy density is defined as E = P/(VD), where P isthe laser power, V the scanning speed, and D the beamdiameter.
Laser surface alloying was carried out using a Rofin SinarDY044, CW Nd:YAG laser . An off-axis powder feeding nozzlewith 2.5 mm diameter and a Precitec YW50 laser claddinghead were mounted on a KUKA articulated arm robot. A 600 μm optical fibre was used to guide the laser beam to thecladding head. The powder nozzle and the laser beam weremounted 12 mm above the substrate and were arranged suchthat the powder stream coincided with the laser beam at theinteraction zone. The mixed powders were fed into the meltpool by means of an argon gas carrier which also acted as ashield against oxidation of the melt pool. A GTV powderfeeder was used to feed the powder at a rate of 2 g/min. Theaverage particle size of the Cu and Mo powders was between50 and 100 μm .
After laser melt injection, cross-sections of the sampleswere prepared for metallurgical examination. Themechanically polished surfaces were etched with Kellers’sreagent (5 ml HNO3, 1.5 ml HCl, 1.0 ml HF, and 95 mldistilled H2O). The Leo 1525 scanning electron microscope,equipped with energy dispersive spectroscopy (EDS), was
used for microstructure investigations. EDS was used forelemental analysis. The phases formed in the layer wereidentified by X-ray diffraction (XRD) using a Pan AnalyticalX’Pert Pro powder diffractometer with a X’Celerator detector.The radiation source used was Cu Kα (1.5402 Å). The phaseswere indexed using X’Pert High-score Plus software. Thehardness profiles of the alloyed samples were obtained usinga Matsuzawa hardness tester with a load of 100 g. Hardnessprofiles were constructed for each alloying process depictingthe hardness from the alloyed surface down to a depth ofapproximately 1.6 mm.
Results and discussion
Microstructures of the alloyed surfaceLaser surface modification was carried out by melting the Al substrate and feeding with 50%Cu-50%Mo (wt%).Figures 1 A and B show the scanning electron micrographs ofthe precursor Cu and Mo used in the study. The Mo particles(Figure 1A) were spherical in shape and the size distributionranged from 5 to 50 μm. The Cu particles (Figure 1B) rangedbetween 5-100 μm in size and consisted of spherical and
�
194 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Table I
Powder mixture composition and laser processing parameter values
50%Cu-50%Mo 25%Cu-75%Mo 75%Cu-25%Mo Laser scan speed, Beam diameter, Laser power Energy density (wt%) (wt%) (wt%) V (m/min) D (mm) (P) (kW) (E) (J/mm2)
641 645 649 2.0 4.0 4.0 30642 646 650 1.5 4.0 4.0 40
Figure 1—SEM micrographs of the (A) Mo and (B) Cu particles

elliptical shapes. Figure 2 shows the scanning electron micrograph of the
cross-section of the alloyed region perpendicular to thescanning direction. The laser process parameters used toobtain this layer were a laser power of 4.0 kW and a scanspeed of 2.0 m/min. The larger unmelted particles areuniformly distributed throughout the molten zone to form acomposite layer. The distribution and mixing of the particlesin the solidified melt pool could be related to convective flowin the liquid melt pool. EDS analysis confirmed the presenceof un-melted Cu and Mo particles. It can be observed that thealloyed layer has considerable porosity. This is due to the‘de-bonding’ of the particles from the matrix.
Microstructure analysis
50% Cu-50% Mo powder mixture
Figures 3A and 3B show the scanning electron micrographsof the laser surface-alloyed aluminium surface lased with (A)an energy density of 30 J/mm2 and interaction time of 0.12seconds and (B) energy density of 40 J/mm2 and interactiontime of 0.16 seconds. The microstructure consists of a coarsecontinuous network of secondary phase precipitatesappearing as a light (white) areas at the dendrite boundariesenveloping the aluminium matrix phase, which appears as agrey region. Light grey, block-like structures can be observedtogether with un-dissolved Cu and Mo particles. The finewhite eutectic network contains CuAl2 and the grey regionscontain α-Al. The plate-like structures are MoAl5intermetallics. Figure 3B shows the presence of a refinedCuAl2 eutectic network. The degree of fineness is greater inFigure 3B than in Figure 3A. In addition, an increasedamount of MoAl5 plate-like structures is observed in theprocessed layer. This can be explained in terms the higherlaser energy density and longer dwell time, which increasethe lifetime and the temperature of the melt pool. This allowsmore particles to enter the melt pool. Some particles enteringthe melt pool are completely dissolved, while others areretained. The melted particles react with liquid Al to form
intermetallic phases of Al-Cu and Al-Mo. The Cu-Mo systemis mutually immiscible in both liquid and solid states anddoes not form any compounds. The un-melted Cu and Moparticles form composite coatings with the Al substrate.
25%Cu-75% Mo powder mixture
Figures 4A and 4B show the scanning electron micrographsof the top surface of laser surface alloyed aluminium treatedwith (A) an energy density of 30 J/mm2, and (B) an energydensity of 40 J/mm2. The variation in the microstructure ofthe alloyed layer can be explained on the basis of the laserabsorption coefficients of the Cu and Mo particles. The Mopowder absorbs more laser power, resulting in a higher meltpool temperature which leads to the melting of the Cupowder. However, the high volume fraction of the Moparticles in the powder mixture and their high meltingtemperature (2620ºC) ensures the retention of a significantnumber of Mo particles in the alloyed layer. Due to the lowmelting temperature of Cu (1083ºC), most Cu particles
Laser surface alloying of Al with Cu and Mo powders
195The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
Figure 2—Scanning electron micrograph of the cross-section of lasersurface alloyed Al with Cu + Mo at a laser power of 4.0 kW and scanspeed of 2.0 m/min
Figure 3—SEM micrographs showing macrostructures of the Al-Cu-Molaser alloyed layer lased with (A) energy density of 30 J/mm2 (B) energydensity of 40 J/mm2

Laser surface alloying of Al with Cu and Mo powders
dissolve to form the θ-Al2Cu intermetallics. In both cases, thematrix consists of a eutectic mixture of alternate layers ofAl2Cu and α-Al inside the dendritic regions. Figure 4A showsthe Al-Mo intermetallic phases existing in differentmorphologies. The Al-Mo dendrites have flower-like and longneedle-like appearances. Figure 4B shows the Al-Modendrites as needle-like or plate-like morphologies. Thisexpected variation is due to the incident energy and longerdwell time of the laser beam on the substrate, which lead tohigh heating and cooling rates. Qiu, Almeida, and Vilar(1998) reported that the MoAl5 intermetallic can be observedin different allotropic forms, depending on the heating andcooling rates.
75% Cu-25% Mo powder mixtures
Figures 5A and 5B show the scanning electron micrographsof the top surface of laser surface alloyed aluminium lasedwith (A) an energy density of 30 J/mm2, and (B) energydensity of 40 J/mm2. The microstructure (Figure 5A) consistsof a continuous θ-Al2Cu eutectic network engulfing the α-Alphase. Unmelted Mo particles are evident in the micro-structure. The Mo-Al intermetallic phases can bedistinguished by their block-like appearance. At an energy
density of 40 J/mm2, the Cu particles were completely meltedand reacted with Al to form very fine cellular and columnardendritic structures (Figure 5B). The partially melted Moparticles are randomly distributed in the alloyed zone. Owingto the low mutual solubility of Mo and Cu, no Mo-Cuintermetallic phases were observed in the alloyed layer.
XRD analysisFigure 6 shows the XRD profiles of the alloyed zonedeveloped on the surface of Al+50%Cu-50% Mo. Thedominant XRD reflection peaks are due to the Al substrate at2θ = 38.47º (111), 44.72º (200), 65.1º (220), 78.23º, (311),and 82.44º (222). The in situ synthesized θ-CuAl2 inter-metallic has XRD peaks at 2θ = 42.7º (112) and 73.64º. TheAl5Mo intermetallics reflection peaks are found at 40.47º and58.59º. No Cu-Mo phases were detected in the laser processedlayer, due to limited solubility of the Cu and Mo. The XRDpeak positions do not show any significant difference in thestructural compositions between the layers formed using 30and 40 J/mm2 laser energy densities.
�
196 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 4—SEM micrograph of the microstructures of the aluminium+75%Cu-25%Mo samples lased with (A) energy density of 30 J/mm2
and (B) energy density of 40 J/mm2
Figure 5—SEM micrographs of aluminium+75%Cu-25% Mo lased with(A) energy density of 30 J/mm2 and (B) energy density of 40 J/mm2

Figure 7 shows the XRD profiles of the alloyed zonedeveloped on the surfaces alloyed with 25%Cu+75%Mo atenergy densities of 30 and 40 J/mm2. It is evident that thecoatings contain the Al, MoAl5, and Al2Cu intermetallicphases. SEM micrographs of the layers showed unmeltedparticles of Cu and Mo distributed homogeneouslythroughout the laser deposited layer.
Figure 8 shows the XRD profiles of the alloyed zonedeveloped on the surfaces of samples 649 and 650 (alloyedwith 75%Cu-25%Mo). Sample 649 shows additional peaksfor the θ-Al2Cu intermetallic detected at 2θ = 20.62º (110),29.63º (200), and 47.25º (310). The results also show thepossible formation of Cu9Al4 at reflection angles of 26.63ºand 49.56º. The MoAl5 intermetallics are detected in thealloyed surface. In the case of sample 650, the lower angle(20-35º) diffraction peaks corresponding to Al2Cu are notdetected; however, the peak at 47.25º was detected. Fromthese results it is evident that dominant phases synthesizedin the alloyed layer are the Al2Cu and MoAl5 intermetallics.
Hardness
Hardness measurements were carried out using a Vickers
micro-hardness tester at an applied load of 100 g. Hardnessmeasurements were made across the depth of the lasertreated surface. Figure 9 shows the Vickers micro-hardnessprofiles of the samples. The alloyed zone extends up to 1000 μm into the substrate. The hardness of the alloyed zoneis much higher (approx. 100-250 HV) than that of the Alsubstrate (approx. 25 HV). In all the alloyed samples, thehardness is always higher for samples treated at the higherenergy density, regardless of the powder composition. Thehighest hardness was obtained for samples alloyed with50%Cu+50%Mo at 40 J/mm2 (approx. 280 HV), 25%Cu+75%Mo at 40 J/mm2 (approx. 250 HV), and 75%Cu+25% Mo at40 J/mm2 (approx. 200HV). The increase in hardness isattributed to the presence of the CuAl2 and MoAl5intermetallic phases in the alloyed layer. The microstructuresof these samples showed a much-refined θ-CuAl2 eutecticand a higher volume fraction of MoAl5 intermetallic phases;these factors are related to the increased hardness valuesobtained.
Conclusions
Laser surface alloying of Al with Cu and Mo powders
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 197 �
Figure 6—XRD analysis of Al+50%Cu-50% Mo laser alloyed at energy densities 30 J/mm2 (sample 641) and 40 J/mm2 (sample 642)
Figure 7—XRD analysis of Al+25%Cu-75% Mo laser alloyed at energy densities 30 J/mm2 (sample 645) and 40 J/mm2 (sample 646)

Laser surface alloying of Al with Cu and Mo powders
1. An Al-Cu-Mo composite was successfully synthesized bythe laser melt injection method. The composite layerconsisted of the CuMo reinforcements and Al-Cu and Al-Mo intermetallic phases
2. XRD analysis of the layers showed that the main phasesare θ-CuAl2 and MoAl5. The Cu9Al4 phase was obtainedwith an increased Cu content in the mixture at higher laserscan speed
3. The Cu-Mo compounds were not formed in the alloyedlayers, as shown by the XRD analysis
4. The microstructures of the processed zones are refined,cellular, and columnar according to the laser processingparameters and cooling rates
5. The composite coatings have much higher hardness thanthe Al substrate.
AcknowledgementsThe authors would like to thank the CSIR National LaserCentre for financial support, and Mr Lucas Mokwena forhelping with the experiments 5.5
ReferencesWANG, S.W., LIN, Y.C., AND TSAI, Y.Y. 2003. The effects of various ceramic-metal
on wear performance of clad layer. Journal of Materials ProcessingTechnology, vol. 140. pp. 682–687.
ROHATGI, P.K., ASTHANA, R., and DAS, S. 1986. Solidification, structure andproperties of cast metal-ceramic particle composites, InternationalMaterials Reviews ,vol. 31. pp. 115–139.
KOHARA, S. 1990. Fabrication of SiCp-Al composite materials. Materials andManufacturing Processes, vol. 5, no. 1. pp. 51–62.
DUBOURG, L., PELLETIER, H., VAISSIERE, D., HLAWKA, F., and CORNET, A. 2002.Mechanical characterisation of laser surface alloyed aluminium-coppersystems. Wear, vol. 253. pp. 1077–1085.
DUTTA MAJUMDAR, J. and MANNA, I. 2011. Laser material processing.International Materials Reviews, vol. 56, no. 5–6. pp. 341–388.
Pityana, S. 2009. Hardfacing of aluminium by means of metal matrixcomposites produced by laser surface alloying. 5th International WLT-Conference on Lasers in Manufacturing, Munich, Germany, 15-18 June2009. pp. 439–444.
ARAVIND, M., YU, P., YAU, M.Y., and NG, D.H.L. 2004. Formation of Al2Cu andAlCu intermetallics in Al(Cu) alloy matrix composites by reactionsintering. Materials Science and Engineering A, vol. 380. pp. 384–393.
CHONG, P.H , MAN, H.C., and YUE, T.M. 2001. Microstructure and wearproperties of laser surface cladded Mo-WC MMC on AA6061 aluminiumalloy. Surface and Coatings Technology, vol. 145. pp. 51–59.
POPOOLA, A.P.I. PITYANA, S. L., and POPOOLA, O.M. 2011. Laser deposition of(Cu+Mo) alloying reinforcements on AA1200 substrate for corrosionimprovement. International Journal of Electrochemical Science, vol. 6. pp. 5038–5051.
QIU, Y.Y., ALMEIDA, A., and VILAR, R. 1998. Structure characterisation of a laser-processed Al-Mo alloy. Journal of Materials Science, vol. 33. pp. 2639–2651. �
�
198 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 9—Hardness profiles of the alloyed layers (sample numbers indicated in Table I)
Figure 8—XRD analysis of Al+25%Cu-75%Mo laser alloyed at energy densities 30 J/mm2 (sample 649) and 40 J/mm2 (sample 650

IntroductionSilicomanganese (SiMn) is an alloy used insteelmaking to provide both Si and Mnadditions at low carbon contents. In SouthAfrica, SiMn is produced in three-phasealternating current (AC) submerged arcfurnaces (SAFs) by carbothermic reduction ofmanganese ores in the form of lump, sinter,and briquettes (Steenkamp and Basson,2013). In a SAF the electrode tips aresubmerged in a porous charge mix, withelectrical energy being liberated by micro-arcing to a slag-rich coke bed floating on topof a molten metal bath (Olsen and Tangstad,2004; Matyas et al., 1993). Typical powerratings for SAFs producing SiMn are 15–40MVA; such furnaces produce 80–220 t of metalper day (Olsen and Tangstad, 2004). Thefurnaces are circular, with an externaldiameter of 11.6 m and height of 6.2 m beingtypical of a 40 MVA furnace (Brun, 1982).
The initial report on the tap-hole wearprofile and thermodynamic calculationsconducted to understand the potential forchemical reaction as wear mechanism in thetap-hole area was presented at the SAIMMFurnace Tapping Conference (Steenkamp et
al., 2014). The paper presented here expandson the previous work by including mass-transfer calculations to estimate the possibleextent of wear by chemical reaction.
BackgroundThe SAF under investigation was of circulardesign with an open roof and outer diameter of12 m. The furnace containment systemconsisted of a refractory lining installed in asteel shell. The refractory design from thehearth to the top of the sidewall is indicated inFigure 1. The compositions of the refractorymaterials of interest are presented in Table I.
In the hearth, fireclay was cast onto thesteel shell to level the floor. The fireclay is analuminosilicate aggregate with alumina cementbinder. Five layers of super-duty fireclaybricks were installed as back lining, with high-grade carbon ramming as working lining. Inthe lower sidewall, a single layer of super-dutyfireclay brick was installed as back lining withhigh-grade carbon ramming as working lining.As safety lining, a low-grade carbon rammingwas emplaced between the steel shell and theback lining. In the upper sidewall, the liningdesign was similar to the lower sidewall butwith the super-duty fireclay brick layerforming both the working lining and the backlining, i.e. no high-grade carbon ramming wasinstalled. The two single-level tap-holes werebuilt with SiC bricks supported by super-dutyfireclay bricks.
The original lining was installed in April2003. In September 2007 the refractory waspartially demolished and rebuilt, includingboth tap-holes. Tap-hole A was partiallyrepaired in March 2012 (the front two rows of
Chemical wear analysis of a tap-hole on aSiMn production furnaceby J.D. Steenkamp*§, P.C. Pistorius*†, and M. Tangstad‡
SynopsisIn April 2013 a 48 MVA submerged arc furnace producing silicomanganesewas excavated in South Africa. Since the high shell temperatures recordedin the tap-hole area resulted in the furnace being switched out for relining,the tap-hole area was excavated systematically. A refractory wear profileof the tap-hole area with affected hearth and sidewall refractory wasobtained in elevation. The carbon ramming paste in front of, above, andbelow the tap-hole was worn, as was the SiC with which the tap-hole wasbuilt. A clay mushroom formed but was detached from the refractories.Thermodynamic and mass-transfer calculations were conducted toquantify the potential for wear by chemical reaction between refractoryand slag and refractory and metal in the tap-hole area. It was found thatchemical reaction between refractory and slag or metal could offer only apartial explanation for the wear observed; erosion is expected to contributesignificantly to wear.
Keywordsexcavation, dig-out, post-mortem, submerged arc furnace,silicomanganese, refractory, tap-hole, thermodynamics, FACTSage, masstransfer
* University of Pretoria§ Mintek, Randburg.† Carnegie Mellon University.‡ Norwegian University of Science and Technology.© The Southern African Institute of Mining and
Metallurgy, 2015. ISSN 2225-6253. Paper receivedJul. 2014; revised paper received Sep. 2014.
199The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
ISSN:2411-9717/2015/v115/n3/a5http://dx.doi.org/10.17159/2411-9717/2015/v115n3a5

Chemical wear analysis of a tap-hole on a SiMn production furnace
SiC carbide bricks were replaced), but no repairs were doneon tap-hole B. Finally, the complete lining was demolishedand rebuilt in April 2013. From the time of the partial relinein September 2007, 7520 taps were made through tap-hole Aand 1880 through tap-hole B. During the final excavation,tap-hole B was studied in detail.
Owing to the single-level tap-hole design, slag and metalwere tapped simultaneously at three-hour intervals. Tappingduration varied between 30 and 45 minutes. The tap-holewas typically opened with a drill and closed with a mudgunpushing clay into the tap-hole – see Table I for the claycomposition. In cases where problems were experienced withkeeping the tap-hole open, oxygen lancing was applied.
High steel shell temperatures (above 300°C and below480°C), which were measured at the tap-hole area using
thermal imaging techniques (Figure 2), were the major factorleading to the switch-out of the furnace for a total reline.
A typical tap consisted of 22 t of alloy and 17.6 t of slag.The tapping temperatures, as measured at the tap-hole,varied between 1420°C and 1520°C (however, see the notelater regarding the likely difference between the measuredtapping temperatures and the actual temperature inside thefurnace). Slag and metal were sampled at each tap. The slagsample was taken with a metal rod in the launder and themetal sample in the metal ladle with a ‘lollipop–sample’dipstick. Slag and metal compositions were determined bypowdered X-ray fluorescence (XRF) analysis. The carboncontent of metal samples was determined by LECO.
For the purpose of thermodynamic and kineticcalculations, the chemical compositions of slag and metalwere normalized per tap for the six-component slag system(MnO, SiO2, MgO, CaO, FeO, and Al2O3, typical total 97.1%)and four-component metal system (Mn, C, Si, and Fe, typicaltotal 99.8%). The average and standard deviation of thenormalized results calculated for a 4-month period(November 2012 to February 2013) are reported in Table IIand Table III. To correct the slag composition for entrainedmetal, it was assumed that all FeO in the slag was associatedwith entrained metal droplets with average compositionshown in Table III. The assumption was validated throughSEM-EDS analysis of a slag sample obtained fromTransalloys – see Appendix A. Mass balance calculationswere conducted to correct the slag composition for FeO, SiO2,and MnO, as reported in Table II.
�
200 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Table I
Composition (mass percentages) and thermal conductivity of refractory materials (as obtained from supplier datasheets, except where indicated differently)
Material Raw materials Thermal conductivity Composition (weight %)
Fireclay brick – 1.2 W/mK at 1000°C SiO2 Al2O3 Fe2O3 TiO2 CaO MgO Alks
53.6 42.0 1.5 1.6 0.15 0.3 0.85
Carbon ramming – Carbon 11 W/mK at 1000°C Al2O3 Anthracite Clay Graphite Resin Tar
high-grade 1–5 50–70 1–5 15–25 6–12 2–7
SiC brick Silicon carbide 15-20 W/mK at 1200°C SiC Si3N4 Fe2O3 Al2O3 CaO
(nitride-bonded) (Fickel, 2004) 75 23.4 0.3 0.3 0.2
Tap-hole clay Silica and alumina 1.3 W/mK at 1000°C Al2O3 SiO2 TiO2 Fe2O3
(resin-bonded) 19 79 0.5 0.8
Figure 1—SiMn lining design (drawing to scale)
Figure 2—Tap-hole area of SiMn furnace with (a) thermal image and (b) low-quality photograph of section of steel shell on which thermal image was based.The maximum temperature of 480°C (indicated) was measured at the tap-hole itself

Since the formation of SiC as a product of the reactionbetween slag or metal and carbon-based refractory materialat tapping temperatures was demonstrated in laboratory-scale studies (Steenkamp et al., 2013; Mølnås, 2012) and thereported tapping temperatures of 1420 to 1520°C were signif-icantly lower than the tapping temperatures reported for SiMnelsewhere (Olsen, Tangstad, and Lindstad, 2007), it wasexpected that SiC tap-blocks would not show any significantchemical wear when placed in contact with SiMn metal orslag (however, see the note later regarding the likelydifference between the measured tapping temperatures andthe actual temperature inside the furnace).
Another aspect contributing to the expected reduced wearof the tap-hole was the use of reconstructive tap-hole clay(Table I). The purpose of reconstructive tap-hole clay is notonly to plug the tap-hole at the end of the tap, but also toreconstruct the sidewall by forming a ‘mushroom’ of clayprotecting the sidewall from slag and metal wear (Dash,2009; Ko, Ho, and Kuo, 2008; Inada et al., 2009; Nelson andHundermark, 2014). Evidence of a mushroom in the furnacewas therefore expected at the time of the digout based onobservations reported for ironmaking blast furnaces(Steenkamp et al., 2013; Mølnås, 2011; Olsen, Tangstad, andLindstad, 2007). However, Nelson and Hundermark (2014)(based on a paper by Tsuchiya et al. (1998)) suggested thata tap-hole clay mushroom is not typically formed in ferroalloyproduction furnaces if the coke bed does not extend to thetap-hole.
Oxygen lancing was frequently applied in opening thetap-hole or to keep it open, potentially contributing toincreased wear of the tap-hole.
The condition of the tap-hole area was therefore of keeninterest to the team involved in the investigation.
MethodThe top 2 m of the burden below sill level was dug out fromthe top of the furnace by manual labour. Thereafter the
furnace was dug out from the side by excavating a circularsector of 120° between electrode 3 and electrode 1. Thecentreline of electrode 1 was positioned in the middle of thecentrelines of tap-hole A and tap-hole B, which werepositioned 60° apart. For the macro-scale investigation,photographs were taken of the refractory in situ, using aCanon EOS 30D camera installed on a tripod and triggeredremotely. The camera settings for aperture and shutter speedwere adjusted manually based on the lightmeter readings onthe camera. Lighting was provided by free-standingfloodlights, and no flash was used. The refractory thicknesswas measured with a tape measure and/or lasermeasurement device. The original design drawing wasmarked up with the measured wear profile (Figure 3).
ResultsIn Figure 3 the dimensions of the worn lining aresuperimposed onto the refractory design drawing presentedin Figure 1. The dimensions of the red-line drawing wereobtained on a vertical plane passing through the centre of thetap-hole.
As can be seen in Figure 3 and the series of photographsin Figure 4 to Figure 9, wear of the tap-hole area wasextensive. As indicated in Figure 3, more than 50% of the SiCbrick was worn away, with most of the wear occurring at thehot face of the sidewall. Wear of the SiC brick was moreextensive above the tap-hole than below. Furthermore, thecarbon ramming above the SiC brick was worn all the way tothe top of the carbon. In plan view (not indicated), the wearpattern was in the form of a channel 500 mm wide, withfairly straight sidewalls rather than funnel-shaped as istypical of the wear pattern in open bath furnaces. The SiCbrick and the carbon ramming paste in the hearth in front ofthe tap-hole were worn away both below and above the tap-hole.
Figure 4 shows a side view of the tap-hole region(compare Figure 3) with the high-grade carbon ramming andSiC tap-hole extension (c) removed on the left-hand side,exposing the super-duty fireclay brick installed as back lining
Chemical wear analysis of a tap-hole on a SiMn production furnace
201The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
Table II
Average and standard deviation of as-received slaganalyses and slag composition corrected for metalinclusions (mass percentages)
MnO SiO2 MgO CaO FeO Al2O3 Total
Average (as-received) 13.3 46.0 6.0 25.3 0.5 5.9 97.0Average (normalized) 13.7 47.4 6.2 26.1 0.5 6.1 100.0Standard deviation 1.8 0.8 0.4 1.0 0.3 0.7 -Corrected 11.9 48.3 6.4 27.1 0.0 6.3 -
Table III
As-received metal composition (mass percentages)
Mn C Si Fe Total Mn:Fe
Average (as-received) 66.2 1.8 17.0 14.8 99.8Average (normalized) 66.3 1.8 17.1 14.8 100.0 4.6Standard deviation 0.5 0.2 0.8 0.6 -
Figure 3—Refractory design drawing with red line indicating therefractory hot face as determined during excavation, indicating (a) theworn tap-hole filled with slag-and-coked-bed top layer and (mainlymetal) bottom layer (refer Figure 6), and (b) the worn 500 mm widechannel partially filled with slag with coke bed (refer Figure 4). Drawingto scale

Chemical wear analysis of a tap-hole on a SiMn production furnace
(a). On the right-hand side, the high-grade carbon ramming(b) was left intact. The 500 mm wide slot worn into the high-grade carbon ramming and SiC all the way vertically from thetap-hole to the top of the ramming crucible is clearly visible(d). The vertical slot was partially filled with a slag/burdenlayer (d) that extended into the upper part of the worn tap-hole. The lower part of the tap-hole was filled with mixedmaterial containing metal (e). A clay mushroom, whichformed when clay forced through the tap-hole spread radiallywhen coming in contact with burden, was observed (f).Instead of the clay rebuilding the tap-hole by forming a newinterface between the refractory and slag/metal, the slag andmetal channelled around the clay mushroom before exitingthe furnace through the worn tap-hole. Note that themushroom was not in contact with the tap-hole, as would beexpected of a reconstructive tap-hole clay (Dash, 2009; Ko,Ho, and Kuo, 2008; Inada et al., 2009; Nelson andHundermark, 2014). The lack of attachment of themushroom to the taphole broadly agrees with the suggestionby Nelson and Hundermark (2014) that ferroalloy furnacesgenerally do not develop a mushroom attached to the taphole.
Figure 5 and Figure 6 show the tap-hole area in close-up,making it easier to distinguish the different zones,comprising super-duty fireclay brick back lining (a), high-grade carbon ramming crucible (b), SiC bricks used to buildthe tap-hole (c), slag with burden and/or coke bed materialpresent either in the worn channel (vertical section or upper(d)) or in the worn tap-hole (horizontal section or lower (d)),mixed material containing metal (e), and tap-hole claymushroom (f).
Figure 7 and Figure 8 show the interior of the tap-hole,illustrating the extent to which the SiC brick in the tap-holehad worn away.
Figure 9 shows the tap-hole in perspective, withoperating personnel standing on the steel shell/fireclaycastable of the furnace hearth. This photograph was taken atthe same stage of furnace excavation as was the photographin Figure 8.
DiscussionThe three main observations made during the excavationwere as follows.
1. Contrary to expectations based on laboratory testwork, the SiC brick in the tap-hole itself wore
�
202 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 4—Side view of tap-hole region with (a) super-duty fireclaybricks, (b) high-grade carbon ramming, (c) SiC bricks, (d) slag withburden and/or coke bed material, (e) mixed material containing metal,and (f) clay mushroom. The tap-hole (Figure 8) is to the left of (e) andlower (d), with (A) indicating the worn tap-hole filled with a slag andcoke bed top layer and (mainly metal bottom layer and (B) the wornchannel 500 wide and partially filled with slag with coke bed
Figure 5—Closer view of tap-hole B showing (a) super-duty fireclaybricks, (b) high-grade carbon ramming, (c) SiC bricks, (d) slag withburden and/or coke bed material, (e) mixed material containing metal,and (f) clay mushroom
Figure 6—Closer view of zones in front of tap-hole B, showing (b) high-grade carbon ramming, (c) SiC bricks, (d) slag with burden and/or cokebed material, (e) mixed material containing metal, and (f) claymushroom
Figure 7—Detail of tap-hole B with (c) SiC bricks, (d) slag with burdenand/or coke bed material, (e) mixed material containing metal, and (f)clay mushroom infiltrated with slag

extensively. From laboratory-scale experiments it wasexpected that the C-based refractory material wouldwear, but not the SiC-based refractory material, as itwas found that SiC formed as a product of the reactionbetween SiMn slag and C-based refractory material attapping temperatures (Steenkamp et al., 2013;Mølnås, 2011)
2. Above the tap-hole, not only did the SiC brickextension wear but so did the high-grade carbonramming. Wear took place in a channel 500 mm wideand extended to the top of the carbon ramming.Again, wear of the SiC was not expected, but shouldthe C-based refractory material have come into contactwith slag at tapping temperatures, reaction betweenslag and carbon would have been possible (Steenkampet al., 2013). The fact that the channel extended to thetop of the C-based refractory material was unexpected.The channel may have been worn by gas formedduring lancing or evolved from the clay as reported forNi matte smelters (Thomson, 2014) and PGM smelters(Nelson and Hundermark, 2014).
3. A clay mushroom did form, but rather than beingattached to the SiC brick reconstructing the tap-hole, itwas detached from the SiC brick and metal and slagchannelled around it.
Potential refractory wear mechanismsThe refractory wear mechanisms reported for SAFs producingmanganese ferroalloys are corrosion, densification, spalling,and erosion. Corrosion is caused by slag or metal componentsdissolving refractory components that they are not saturatedwith, or chemical reactions between refractory and slag,metal, or gas consuming the refractory materials (Hancock,2006). Examples are alkali attack of carbon tamping paste(Brun, 1982), slag attack of carbon paste and tar dolomitebrick (Brun, 1982), oxidation by water leakages (Tomala andBasista, 2007), and metal attack of carbon refractory (Tomalaand Basista, 2007). Densification is caused by slag or metalpenetrating pores and/or reacting with refractory (Hancock,2006). Examples are alkali attack of alumina brick withsubsequent volume increase (Brun, 1982) and metalpenetrating open pores (Tomala and Basista, 2007). Spallingis caused by thermal stress across a single refractory body(Hancock, 2006), for example when hot face refractorymaterial fractures and breaks away due to densificationand/or thermal stress (Coetzee, Duncanson, and Sylven,2010). Erosion is caused by slag, metal, and solid materialabrading the refractory (Hancock, 2006). Of thesemechanisms, corrosion, erosion, and spalling (which wouldbe affected by densification) are all potentially applicable tothe tap-hole area.
Potential for chemical reaction between slag or metaland refractoryIn order to investigate the potential for chemical reaction(corrosion) between slag or metal and refractory as amechanism contributing to the wear observed in the tap-holearea, thermodynamic calculations were conducted inFACTSage 6.4 (Bale et al., 2002). The Equilib model wasused, and depending on the type of calculation the FToxidand/or FSstel and FACTPS databases were selected. Defaultgas, liquids, and solids were selected as pure species withduplicates suppressed, with the order of preference being theFToxid, FSstel, and then the FACTPS databases. As solutionspecies, only liquid slag (SLAGA) and liquid metal (LIQU)were selected where applicable.
In all calculations the temperature range was1500–1700°C at 25°C intervals and the pressure 1 atmosphere, although the ambient pressure at the plant istypically 0.85 atmosphere (Anon., 2014). The temperaturerange was selected based on the following criteria:
1. The process temperature required (by reaction thermo-dynamics) for the production of SiMn with 17.0% Si inequilibrium with slag with an activity of 0.2 (typical ofSiMn production) is calculated as 1600°C (Olsen,Tangstad, and Lindstad, 2007)
2. The actual temperature experienced by the hot facerefractories would therefore have been 1600°C ormore.
Actual tap temperatures measured at the plant rangedbetween 1420°C and 1520°C. A difference between tappingtemperature and process temperature of 50–100°C, caused by
Chemical wear analysis of a tap-hole on a SiMn production furnace
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 203 �
Figure 8—Interior of tap-hole B with (c) SiC bricks, (d) slag with burdenand/or coke bed material, and (e) mixed material containing metal
Figure 9—Tap-hole B in perspective. The operating personnel, standingon the steel shell/fireclay castable of the furnace hearth (g), aresampling the metal layer at the interface between the high-gradecarbon ramming (i) and burden (j). Also note the five layers of super-duty fireclay bricks (h) in the hearth

Chemical wear analysis of a tap-hole on a SiMn production furnace
heat losses during tapping, is typical of plant operations(Olsen, Tangstad, and Lindstad, 2007). Flow modellingpredicted that significant cooling of metal occurs as the metalflows to the furnace bottom and the taphole (Steenkamp etal., 2014).
To obtain an initial understanding of the system underinvestigation, the equilibrium phase distributions of both slagand the metal were calculated for the as-received and thecorrected slag compositions in Table II and normalized metalcomposition in Table III. Initial conditions were not specified.For the slag calculations, 10 g of argon was added to enablethe calculation to converge.
The predicted equilibrium phase compositions, for bothas-received slag not corrected for metal entrainment and slagcorrected for metal entrainment, are presented in Figure 10.In both instances the slag would be fully liquid at the temper-atures under investigation (1500–1700°C) with the calculatedmelting points at 1260°C and 1274°C respectively. As thecomposition of liquid slag phase was not changed by thepresence of a second phase, the slag composition in Table IIcould therefore be used ‘as is’ in thermodynamic calculationsto study the potential of chemical reactions between slag andrefractory.
The predicted equilibrium phase composition of the as-received metal and chemical composition of the metal phaseas a function of temperature are presented in Figure 11. Attemperatures below 1625°C the metal is saturated in SiC, asseen by the precipitation of SiC as a separate phase and thelower Si and C contents of the liquid metal phase. As thetemperature increases, the solubility of the SiC in the metalincreases to the point (above 1625°C) where the metalbecomes unsaturated in SiC. This is in agreement with the Csolubility diagram for Si-Mn-Fe alloys presented in Figure 12and constructed from thermodynamic calculations conductedin FACTSage 6.4 (Bale et al., 2002). Once the temperaturehas increased to such an extent that the metal is unsaturatedin SiC, the metal will dissolve any SiC it comes into contactwith, except for limitations posed by reaction kinetics (Einan,2012).
The possibility of reaction was assessed by calculating theequilibrium phase distribution of the reaction products for thereaction of equal masses of slag and refractory as a functionof temperature. Equal masses of slag and refractory wereassumed for convenience; in reality, the refractories areexposed to large volumes of process materials (slag, metal)that are continuously being replenished by fluid flow past the
hot face and due to new process material being continuouslyproduced. This means that the effective ratio of processmaterial to refractory material is usually very large, whichmay affect refractory consumption. Estimates of the actualquantity of slag participating in the reactions (based on masstransfer) are presented later. As the slag was fully liquid inthe temperature range under investigation, the compositionin Table II could be utilized in calculations. For the metal, thenormalized composition in Table III was utilized. The fact thatthe metal was already saturated in SiC (and unsaturated in C)was taken into account when interpreting the results of thethermodynamic calculations. The refractory was assumed toconsist of 100% C or 100% SiC.
�
204 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 10—Equilibrium phase composition of industrial slag based onTable IV. Solid lines: slag corrected for metal entrainment; dotted lines:uncorrected
Figure 11—Predicted (a) phase composition of as-received metal and (b) chemical composition of liquid metal phase, as a function of temperature
Figure 12—Calculated carbon solubility in Mn-Si-Fe alloys with fixedMn:Fe ratio of 4.5 at 1500–1700°C. The black cross indicates thecomposition of the alloy given in Table III

The predicted equilibrium phase compositions when slagreacts with SiC or C refractories are presented in Figure 13,and chemical compositions of the slag, metal, and gas phasesin Figure 14. The difference in phase composition of slag notcorrected for metal and slag corrected for metal wasinsignificant. The remainder of the discussion will focus onslag corrected for metal only. This means that the elementsactively participating in slag/refractory interaction wereconsidered as being Mn, Si, O, and C (Fe excluded).
The reaction products for SiC-based refractory reactingwith slag consist of metal and gas phases (Figure 13a). Metalformation is significant throughout the temperature rangeunder investigation (1500°C to 1700°C). Metal formationincreases with increasing temperature from 1575°C, which isthe temperature at which gas formation also becomessignificant. The formation of SiMn metal (Figure 14b) isassociated with a decrease in the MnO content of the slag(Figure 14a), a decrease in SiC (Figure 13a), and formationof a CO-rich gas phase (Figure 14c). Wear of the SiC-basedrefractory was therefore due to the formation of a metalphase – through both the reduction of MnO and thesubsequent dissolution of SiC into the metal phase formed –and formation of a CO-rich gas phase.
The reaction products for C-based refractory reacting withslag are metal, gas, and SiC phases (Figure 13b). Metalformation commences at 1525°C and SiC formation at1575°C, with gas formation being significant from 1550°C.The formation of SiMn (Figure 14b), metal, and SiC isassociated with decreases in both MnO and SiO2 contents ofthe slag (Figure 14a), a decrease in C (Figure 13b), andformation of a CO-rich gas phase (Figure 14c). Wear of the C-based refractory was therefore due to the formation of metalphase (through the reduction of MnO and SiO2 andsubsequent dissolution of C into the metal phase formed),formation of a SiC-phase through reduction of SiO2, andformation of a CO-rich gas phase.
Refractory consumptionThe predicted refractory consumption is plotted as kilogramsof refractory consumed (Wref) per ton of slag or metal inFigure 15.
The highest wear predicted was for carbon-basedrefractory reacting with slag at temperatures exceeding1675°C, followed by SiC-based refractory reacting with slag.
This is expected, as slag reactions involve both chemicalreaction and dissolution as discussed above, whereas metalreaction involves only dissolution. Dissolution of SiC intometal (Figure 15b) occurs only once the metal becomesunsaturated in SiC (Figure 11a and Figure 12), whereas themetal is already unsaturated in C (Figure 12), with carbonpotentially dissolving in metal throughout the temperaturerange (Figure 15a).
Chemical wear analysis of a tap-hole on a SiMn production furnace
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 205 �
Figure 13—Predicted phase composition of 100 g slag reacted with 100 g of (a) SiC and (b) C-based refractory material, as a function of temperature. Solidlines represent the borders for phase composition calculated from the as-received slag analysis, and dotted lines calculated from the corrected slaganalysis
Figure 14—Predicted chemical composition of (a) slag, (b) metal, and (c)gas phases that form when reacting 100 g slag with 100 g of SiC-based(open symbols) or C-based (filled symbols) refractory material as afunction of temperature

Chemical wear analysis of a tap-hole on a SiMn production furnace
When C-based refractory reacts with slag, if the SiCreaction product were to form an in situ refractory layer at theslag/refractory interface, the potential for refractory wear bychemical reaction would be reduced (Lee and Moore, 1998).However, experimental work has shown that SiC detachesfrom the refractory rather than forming an in situ protectivelayer (Steenkamp et al., 2013; Mølnås, 2011).
To put the results in Figure 15 into perspective, the actualrefractory consumption was calculated over the lifetime oftap-hole B. The results are reported in Table IV. The mass ofrefractory worn was calculated from the wear profile in Figure 3. The total amount of slag tapped through the tap-hole was calculated from production figures (see Table V).
From Table IV and Table V the actual refractoryconsumption relative to the total amount of slag tappedthrough the tap-hole was calculated. The result obtained –0.07 kg refractory per ton of slag – was far lower (by a factorof a thousand) than the predicted equilibrium consumption(around 70 kg refractory per ton of slag, depending ontemperature) (see Figure 15).
A likely explanation for the significant difference is thatnot all slag that was tapped through the tap-hole participatedin chemical wear. According to the principles of fluiddynamics, velocity and diffusion boundary layers developnear the wall inside a circular pipe (tap-hole) due to theeffects of viscosity. The boundary layers influence the heatand mass transfer in the pipe. In the case of slag/refractoryinteraction in the tap-hole, although equilibrium calculationsindicate that SiO2 and MnO would tend to react with therefractory, only the SiO2 and MnO that diffuse through the
boundary layer would be available to react with the refractoryat the slag/refractory interface.
The amount of slag participating in the reaction wasestimated from the mass transfer coefficient for laminar flowinside a circular pipe, taking account of entrance effects(Asano, 2006) (see Table VI). The transition from laminar toturbulent flow takes place at a Reynolds number (Re) ofaround 2300, therefore the flow in the tap-hole was taken tobe laminar for slag tapping (see Re in Table VI). In thiscalculation, it was assumed that no freeze layer of slag wouldform on the refractory. This appears to be justified, based onthe low slag melting point and the absence of forced coolingof the tap-block.
The rate at which slag is transported across the boundarylayer to react with the interior surface of the tap-hole is givenby the product of the mass transfer coefficient (kC), the inner
�
206 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Table IV
Actual mass of C and SiC refractory worn as calculated from the wear profile in Figure 3
High-carbon ramming SiC
Assume vertical cuboid H 2.4 m Assume vertical cuboid H 0.5 m
W 0.5 m W 0.5 m
D 0.9 m D 0.7 m
Volume 1.08 m3 Volume 0.2 m3
Density 1.8 t/m3 Density 2.6 t/m3
Mass 1.9 t Mass 0.4 t
Table V
Total amount of slag tapped through the tap-hole(estimated from production figures)
Symbol Description Equation Value Unit
R Slag/alloy ratio 0.8A Size of a tap: Alloy 22 tonS Size of a tap: Slag R × A 17.6 tonn Number of taps 1880Wc{à@ Total amount of slag n × S 33088 ton
Figure 15—Refractory consumption when reacting 100 g metal or 100 g slag with 100 g of (a) C-based or (b) SiC-based refractory material, as a function oftemperature

area of the tap-hole, and the slag density; the proportion ofslag reacting is then given by Equation [1]. This calculationindicates that the mass of slag reacting is approximately 0.01kg per ton of slag tapped. Based on the estimate of 70 kg ofrefractory consumed per ton of slag tapped, the predictedrefractory wear due to chemical reaction is 0.0007 kg per tonof slag tapped, two orders of magnitude smaller than theobserved wear. The conclusion is thus that mass transfereffects in the tap-hole significantly limit the extent ofreaction. It should be noted that wear by metal was notconsidered in this calculation; the mass transfer coefficientfor metal (with lower viscosity and higher diffusivity) wouldbe much higher than for slag.
[1]
ConclusionsOne of the reasons for the excavation and reline of the 48 MVSiMn furnace was the high shell temperatures (300–480°C)in the vicinity of the tap-hole. Prior to the excavation, SiCbrick used as tap-hole refractory (which should not react withslag) and reconstructive tap-hole clay used to form amushroom attached to the refractory were expected to protectthe tap-hole from wear.
The furnace excavation revealed two areas of highrefractory wear – the tap-hole area and the furnace hearth. Itwas found that the SiC brick in the tap-hole itself woreextensively. Above the tap-hole, not only did the SiC brickextension wear but also the high-grade carbon ramming,with wear taking place unexpectedly in a channel 500 mmwide and extending vertically upwards to the top of the
carbon ramming. A clay mushroom did form, but rather thanbeing attached to the SiC brick reconstructing the tap-hole itwas detached from the SiC brick, with metal and slagchannelling around it.
Thermodynamic calculations predicted wear of both C-and SiC-based refractory through chemical reaction with slagand dissolution in metal. The SiC-based refractory wore whenmetal and CO-rich gas phases formed through the reductionof MnO in the slag and by the subsequent dissolution of SiCto form a SiMn alloy saturated in C and SiC. The C-basedrefractory wore when metal, SiC, and CO-rich gas phasesformed through the reduction of MnO and SiO2 in the slagand by the subsequent dissolution of SiC and C to form aSiMn alloy saturated in C and SiC. The metal tapped from thefurnace was typically saturated in SiC but not in C, thereforeC-based refractory would dissolve in the metal and the SiC-based refractory dissolve at temperatures where the metalbecomes unsaturated in SiC. The potential for chemical wearwas therefore highest for C-based refractory material.
Furthermore, mass transfer calculations indicated that notall the slag tapped from the furnace was available for partici-pation in chemical reactions responsible for wear.Comparison with estimated wear rates indicates that slag mass transfer was too slow to account for the observed wear.Although chemical reaction between slag and refractory is apotential mechanism responsible for refractory wear in thetap-hole, it appears not to be the only wear mechanism.
Further work to investigate flow conditions in the tap-hole region, and their possible effects on wear, would beuseful, as would investigations into the effect of lancing andtap-hole clay studies.
Chemical wear analysis of a tap-hole on a SiMn production furnace
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 207 �
Table VI
Calculation of mass transfer coefficient for silica for laminar flow inside a circular pipe
Symbol Description Equation Value Unit References
t Duration of tap - 30 min -m Size of tap - 17.6 tons Table VII
m Slag mass flow rate M × 60 35.2 t/h -t
ρ Slag density - 2774 kg/m3 Steenkamp et al., 2013)
V Volumetric slag flow rate m × 1000 0.003525 m3/s -ρ × 3600
DW Inner diameter of the pipe - 0.1 m Figure 17
U} Average velocity over the cross-section of the pipe v· × DT20.448791 m/s (Asano, 2006)
π 4
μ Slag viscosity - 0.74 kg/ms Steenkamp et al., 2013)
Re Reynolds number ρDTUm 168 - (Asano, 2006)μ
D Effective binary diffusivity of silica in slag - 10-11 m²/s (Liang, 1994)
Sc Schmidt number D 2.67 x 107 - (Asano, 2006)μ/ρ
L Length of the pipe - 1 m Figure 17
Gz Graetz number for mass transfer π × DT × Re × Sc 3.52 x 108 - (Asano, 2006)4 L
Sh Sherwood number 1.65× Gz1/3 1166 - (Asano, 2006)
kå Mass transfer coefficient of silica Sh × D 1.2 x 10-7 m/s (Asano, 2006)DT

Chemical wear analysis of a tap-hole on a SiMn production furnace
AcknowledgementsThe Management of Transalloys (Pty) Ltd for including meon the team excavating the furnace.
Johan Gous (Transalloys) for discussions and information onoperational aspects of the furnace.
Johan Zietsman (University of Pretoria) for discussions onFACTSage modelling software and constructive questioningof my interpretation of the results.
The Management of the Centre for Pyrometallurgy, Universityof Pretoria, for utilization of the FACTSage software.
The PhD research project sponsor (who has chosen to remainanonymous) for providing guidance on the research topic ingeneral and much-needed industry funding of the PhDproject, of which the work presented here was part of.
The National Research Foundation of South Africa (GrantTP2011070800005) for leveraging the funding provided bythe project sponsor.
References ANONYMOUS. 2014. Real time wind and weather report eMalahleni (9 January
2014 to 15 January 2014). www.windfinder.com [Accessed 16 January2014].
ASANO, K. 2006. Heat and mass transfer in a laminar flow inside a circular pipe.Mass Transfer: From Fundamentals to Modern Industrial Applications.Wiley-VCH, Weinheim. pp. 89–100.
BALE, C., CHARTRAND, P., DEGTEROV, S., and ERIKSSON, G. 2002. FactSage thermo-chemical software and databases. Calphad, vol. 26. pp. 189–228.
BRUN, H. 1982. Development of refractory linings for electric reduction furnacesproducing Mn alloys at Elkem A/S-PEA Plant, Porsgrunn, Norway. Journalof the Institute of Refractories Engineers, Spring. pp. 12–23.
COETZEE, C., DUNCANSON, P.L., and SYLVEN, P. 2010. Campaign extensions forferroalloy furnaces with improved tap hole repair system. Infacon XII:Sustainable Future, Helsinki, Finland, 6-9 June 2010. pp. 857–866.
DASH, S.R. 2009. Development of improved tap hole clay for blast furnace taphole. National Institute of Technology, Rourkela, India
EINAN, J. 2012. Formation of silicon carbide and graphite in the silicoman-ganese process. Norwegian University of Science and Technology,Trondheim, Norway.
HANCOCK, J.D. 2006. Practical Refractories. Cannon & Hancock, Vereeniging,South Africa.
INADA, T., KASAI, A., NAKANO, K., KOMATSU, S., and OGAWA, A. 2009. Dissectioninvestigation of blast furnace hearth—Kokura No. 2 blast furnace (2ndcampaign). ISIJ International, vol. 49, no. 4. pp. 470–478.
KO, Y., HO, C., AND KUO, H. 2008. The thermal behavior analysis in tap-holearea. China Steel Technical Report no. 21. pp. 13–20,
LEE, W.E. and MOORE, R.E. 1998. Evolution of in situ refractories in the 20thcentury. Journal of the American Ceramic Society, vol. 81, no. 6. pp. 1385–1410.
MATYAS, A.G., FRANCKI, R.C., DONALDSON, K.M., and WASMUND, B. 1993.Application of new technology in the design of high-power electricsmelting furnaces. CIM Bulletin, vol. 86, no. 972. pp. 92–99.
MØLNÅS, H. 2011. Compatibility study of carbon-based refractory materialsutilized in silicomanganese production furnaces. Norwegian University ofScience and Technology.
NELSON, L.R. and HUNDERMARK, R. 2014. ‘The tap-hole’ – key to furnaceperformance. Furnace Tapping Conference 2014, Muldersdrift, Gauteng,South Africa, 27–28 May 2014. pp. 1–32.
OLSEN, S.E. and TANGSTAD, M. 2004. Silicomanganese production – processunderstanding. INFACON X: Transformation through Technology, CapeTown, South Africa, 1–4 February 2004. pp. 231–238.
OLSEN, S.E., TANGSTAD, M., and LINDSTAD, T. 2007. Production of ManganeseFerroalloys. Tapir Academic Press, Trondheim, Norway..
STEENKAMP, J.D. and BASSON, J. 2013. The manganese ferroalloys industry insouthern Africa. Journal of the Southern African Institute of Mining andMetallurgy, vol. 113. pp. 667–676.
STEENKAMP, J.D., GOUS, J.P., PISTORIUS, P.C., TANGSTAD, M., and ZIETSMAN, J.H.2014. Wear analysis of a taphole from a SiMn production furnace. FurnaceTapping Conference 2014, Muldersdrift, Gauteng, South Africa, 27–28May 2014. Southern African Institute of Mining and Metallurgy,Johannesburg. pp. 51–64.
STEENKAMP, J.D., TANGSTAD, M., PISTORIUS, P.C., MØLNÅS, H., and MULLER, J. 2013.Corrosion of taphole carbon refractory by CaO-MnO-SiO2-Al2O3-MgO slagfrom a SiMn production furnace. INFACON XIII, Almaty, Kazakhstan, 9-12June 2013. pp. 669–676.
THOMSON, L. 2014. Monitoring, repair and safety practices for electric furnacematte tapping. Furnace Tapping Conference 2014, Muldersdrift, Gauteng,South Africa, 27–28 May 2014. The Southern African Institute of Miningand Metallurgy, pp. 87–96.
TOMALA, J. and BASISTA, S. 2007. Micropore carbon furnace lining. Infacon XI:Innovation in Ferroalloy Industry, New Delhi, India, 18-21 February2007. pp. 722–727.
TSUCHIYA, N., FUKUTAKE, T., YAMAUCHI, Y., and MATSUMOTO, T. 1998. In-furnaceconditions as prerequisites for proper use and design of mud to controlblast furnace taphole length. ISIJ International, vol. 38, no. 2. pp. 116–125.
Appendix A. SEM-EDS analysis of industrial slagsample To verify the assumption that no FeO was present in the slag,an industrial slag sample (supplied by Transalloys) wascrushed and milled. A polished section was prepared andsputter-coated with gold.
The number of phases present in the slag samples wasdetermined by FEGSEM (ZEISS LEO 1525 FEGSEM based atNMISA on the CSIR campus in Pretoria). The compositions ofthe phases were determined by EDS (Oxford INCA EnergySystem) at 15 kV (point analyses). Five different pointanalyses were conducted per phase.
Four different phases were identified – see Figure 16.Three were slag phases (a-c) and one metal phase (d). Noneof the three slag phases contained Fe. The only phase thatcontained Fe was the metal phase (d). �
�
208 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 16—SEM BSE image of industrial slag (scale bar 2 µm) with threedifferent slag phases (a, b and c) and metal phase (d) indicated

IntroductionThere are three different mechanisms ofdiscrete, continuous, and hybrid materialtransportation in open mines, including (butnot limited to) (i) truck and shovel system(discrete), (ii) slurry piping (continuous), and(iii) in-pit crusher and conveyor belts (hybrid).Although each mechanism has its ownadvantages, the truck and shovel system is thedominant method of material loading andhandling in open pit mines, owing to its highproduction rate, excellent flexibility, relativelylow operating and capital costs, and goodmaintainability. General objectives of optimalequipment selection include (i) meeting thelong- and short-term requirements ofproduction rates, (ii) human and equipmentsafety, (iii) environmental protection, and (iv)economic operations (Figure 1).
The two most important decision factorsregarding selection of a truck and shovelsystem are the equipment geometry and size.
Geometry (equipment width, weight, turningradius, swing angle, etc.) is controlled mostlyby mine design and layout, as well as theoperational constraints. After selection of afavorable geometry based on the constraints,the next step is to select the equipmentmanufacturer. Once the geometry andmanufacturer are selected, the next step is todecide on the models (bucket size) andrequired numbers of each unit.
Because of the undeniable effect of aproper truck-shovel system selection andsizing plan on open pit mines economics,many researchers have tried to study this issueusing different techniques such as linearprogramming (Edwards, Malekzadeh, andYisa, 2001), analytical hierarchy process(Ayağ, 2007), nonlinear programming(Søgaard and Sørensen, 2004), geneticalgorithms (Aghajani, Osanloo, andAkbarpour, 2007; Marzouk and Moselhi,2003), mixed integer programming(Camarena, Gracia, and Cabrera Sixto, 2004),machine repair modelling (Krause andMusingwini, 2007), queuing theory(Komljenovic, Paraszczak, and Fytas, 2004),and conventional spreadsheet calculationsbased on experience, engineering judgment,and manufacturers’ catalogues (Burt et al.,2005). Due to the large number of parametersthat affect the system performance and thestochastic nature of the input variables,developing a deterministic mathematicaloptimization solution for the problem isextremely difficult, if not impossible (Haldarand Mahaderan, 2000).
A stochastic simulation framework for truckand shovel selection and sizing in open pitminesby S.R. Dindarloo*, M. Osanloo†, and S. Frimpong*
SynopsisMaterial handling in open pit mining accounts for about 50% of productioncosts. The selection and deployment of efficient, safe, and economicloading and haulage systems is thus critical to the production process. Theproblems of truck and shovel selection and sizing include determination ofthe optimal number and capacities of haulage and loading units, as well astheir allocation and operational strategies. Critical survey and analysis ofthe literature has shown that deterministic, stochastic, and experimentalapproaches to these problems result in considerably different outputs. Thispaper presents a comprehensive simulation framework for the problem oftruck and shovel selection and sizing based on the random processesunderlying the network-continuous-discrete event nature of the miningoperation. The framework builds on previous research in this field andattempts to address limitations of available methodologies in the form of acomprehensive algorithm. To test the validity of the framework a largeopen pit mine was evaluated. The stochastic processes governing theuncertainties underlying the material loading and haulage input variableswere defined and built into the stochastic model. Discrete event simulationwas used to simulate the stochastic model. The proposed model resulted inseveral modifications to the case study.
Keywordstruck and shovel operation, stochastic simulation framework, equipmentselection and sizing.
* Department of Mining and Nuclear Engineering,Missouri University of Science & Technology,Rolla, MO.
† Department of Mining and MetallurgicalEngineering, Amirkabir University of Technology,Tehran, Iran.
© The Southern African Institute of Mining andMetallurgy, 2015. ISSN 2225-6253. Paper receivedJul. 2014; revised paper received Feb. 2015.
209The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
ISSN:2411-9717/2015/v115/n3/a6http://dx.doi.org/10.17159/2411-9717/2015/v115n3a6

A stochastic simulation framework for truck and shovel selection and sizing in open pit mines
A truck and shovel operation is a set of discrete-eventactivities, i.e. loading, hauling, dumping, and returning,which all occur in a stochastic manner (Figure 2). Discrete-event system simulation (DES) is a modelling method forsuch time-discrete and probabilistic phenomena (Schriber,1992). Other abovementioned techniques have differentlimitations in addressing this problem comprehensively andaccurately (Schriber, 1991). These limitations includedeterministic pre-assumptions and/or not considering thereal-world system specifications through derivation andapplication of relevant time-frequency distributions for thedifferent operations involved. Most of these techniquestherefore do not lead to robust models (Burt et al., 2005).However, DES has been employed by different researchers inmining engineering through available software andlanguages such as GPSS, SIMAN-ARENA, and SLAM (Baffiand Ataeepur, 1996; Runciman, Vagenas, and Newson, 1996;Awuah-Offei, Temeng, and Al-Hassan, 2003; Ross et al.,2010; Sturgul, and Thurgood, 1993). Most of the studies todate have endeavoured to evaluate some what-if scenarios inorder to understand the possible effects of changing differentinput variables on the overall economics of current operatingmines. For instance, (Stout et al., 2013) used Arena tosimulate a truck and shovel operation. Very good backgroundreviews of the application of this technique in the miningindustry can be found in Sturgul, (1995, 1999) and Hollocks,(2006).
Previous studies (Burt et al., 2005) have shown thatdifferent approaches, including deterministic, stochastic, andexperimental methodologies, result in considerabledifferences in outputs. These techniques lead to differentsolutions regardless of the quality of the technique/softwareitself or the knowledge of the modelling team. Hence, the firststep is to develop a comprehensive simulation framework forthe problem of truck and shovel selection, sizing, anddispatching in open pit mines that obtains nearly the sameoptimal results for the same input variables, regardless of thetechnique employed (Burt, and Caccetta, 2014). In this study,a simulation technique was selected to solve the problem dueto: i) possibility of incorporating uncertainties in differentgoverning activities of the system, ii) extensive backgroundof application of the technique in previous research and realworld practices, iii) dynamic nature of the technique, whichmakes it applicable during the entire life of mine, and iv)relatively wide range of available software and languages.
This paper introduces a methodology and sensitivityanalysis procedure for mine loading and haulage systemselection and sizing. In addition, the capability of the DEStechnique in bulk material handling simulation isdemonstrated through the application of the GPSS/Hsimulation language. The proposed framework was validatedand tested in a large open pit mine. All steps in the proposedframework were followed attentively to ensure itseffectiveness. However, due to space limitation, only the mostimportant main components are discussed here, i.e. problemdefinition, data acquisition, statistical analysis, simulationlanguage (technique) selection, model construction, modelverification and validation, and sensitivity analysis. Moreinformation about the simulation history and GPSS/Hbackground is given in Schriber (1992), Hollocks (2006),Nance (1995), Pidd and Carvalho (2006), and Robinson,(2005). The paper is organized as follows:
� Proposed simulation frameworks for both new andexisting systems
� Introduction of the case study � Model building, verification, and validation � Flow chart for performing sensitivity analysis � Results, with a discussion of the optimal results� Concluding remarks.
Several important steps of simulation of the case studyare presented in more details in the Appendix.
Simulation frameworkThe lack of a comprehensive simulation framework in thisfield has resulted in considerably different solutions to theproblem of truck and shovel system selection and sizing.Major source of these confusing differences include, but arenot limited to:
� Different simulation approaches� Different data requirements (quantity, quality, and
statistical methodology)� Insufficient technical communication during all phases
of the project� Insufficient determination of the objectives, resources,
and constraints.
This study proposes a truck and shovel simulationframework for minimizing the errors due to erroneous orinaccurate assumptions and procedures, and provides a step-by-step simulation guideline. The algorithm attempts torender a framework for truck and shovel operationsimulation. In the construction of the simulation framework,different blocks (Figure 2) were obtained from most of the
�
210 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 1—Essentials of equipment selection
Figure 2—Schematic of truck and shovel operation

available journal articles. The most important findings of theprevious studies were selected and incorporated to achieve anefficient simulation strategy.
The first step in developing this framework, with thegoals of completeness, comprehensiveness, and robustness,was to identify the major components of a general simulationmodelling practice, regardless of the area of application. Ageneral simulation framework is illustrated in Figure 3. Thisprimary platform was set to serve as the structure of theframework and consequently was customized through theintroduction of open pit mining specifications. These specifiedcharacteristics were derived from published articles in thefield of mining operations simulation and modelling and wereincorporated in the base structure. The base framework wascomposed of the following components:
� Problem definition, objectives, resources, andlimitations:
� Data acquisition and statistical processing� Model construction� Model modification, verification, and validation� Sensitivity analysis and decision-making strategies.
It should be noted that there are several pitfalls in ageneral simulation practice (Maria, 1997) as follows: unclearobjective, invalid model, simulation model too complex or toosimple, erroneous assumptions, undocumented assumptions,and using the wrong input probability distribution.
The above pitfalls were incorporated in the proposedsimulation framework for the truck and shovel selection andsizing problem.
The secondary mine-specific characteristics thatcontribute to mining operational performance include:
(1) Incorporation of the mining-environmental inducedconstraints
(2) Different traffic-dispatching scenarios(3) Different loading methods(4) Selection of hybrid or uniform loading/haulage fleets.
The framework is divided in two categories, for new andexisting systems (Figures 4 and 5 respectively). Since in anew mine there is no operational data available, thesimulation procedure needs extra considerations. Theseconsiderations are illustrated in the flow chart of Figure 4. Inaddition, a sensitivity analysis algorithm is presented later(Figure 12) that follows the simulation framework toevaluate different scenarios in mine truck and shovel systemselection and sizing.
The main advantage of this simulation framework incomparison with other research is its comprehensiveaddressing of the problem of truck and shovel selection. Allother available practices try to find solutions to specific partsof the problem, mainly in the form of what-if analysis. Forinstance, what would be the effect of adding one extra truckto the haulage fleet? Moreover, the framework is capable ofaddressing both a new and an existing open pit mineoperation. This framework can add to the strength ofsimulation techniques in solving the problem compared toother abovementioned methods, which address the problemonly partially.
Although this framework was validated in a large surfacemine in this study, for other projects some modificationsshould be incorporated accordingly. For instance, productionplanning strategies in a mine with restricted processing plantrequirements or ore grade limits dictate more frequent
A stochastic simulation framework for truck and shovel selection and sizing in open pit mines
211The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
Figure 3—A general simulation flow chart (Banks, 2010)

relocations of working faces, compared with a mine withmore stable and predictable ore grade fluctuations. Thesedifferences introduce frequent changes in haulage distancesand, hence, to the simulation approach at hand. Anotherexample is the difference between a small surface mine withmore short-term concentrated production plans and a largemine with more strategic and long-term plans. These types ofspecifications require more or less consideration of someblocks of the framework than others, accordingly (Figure 5).
Case studyGolegohar iron ore mine is located in southern Iran, 50 kmfrom Sirjan, in the southwest of Kerman Province (latitude29°7′N and longitude 55°19′E, Figure 6). This iron complexincludes six known ore reserves and is one of the largestproducers and exporters of iron concentrate in the country. It has a measured and indicated reserve of over 1 100 Mt ofore (Golegohar Iron Ore Complex, 2006). In Golegohar, over 10 Mt of iron concentrate is produced annually, through
crushing, dry and wet grinding, and low-intensity magneticseparation (Figure 7).
To test the simulation framework, the operation of thecurrent haulage system at Golegohar was investigated andnecessary data collected. After statistical analysis of the rawdata and deriving probabilistic distributions for each data-set
A stochastic simulation framework for truck and shovel selection and sizing in open pit mines
�
212 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 5a—The proposed simulation framework for existing mines;Phase I: Preparation and information
Figure 4—The proposed simulation framework for new mines
Figure 5b—The proposed simulation framework for existing mines;Phase II: Execution
Figure 5c—The proposed simulation framework for existing mines;Phase III: Evaluation and decision

A stochastic simulation framework for truck and shovel selection and sizing in open pit mines
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 213 �
Figure 6—Location of Golegohar iron ore mine
(Carlsberg, 2011), a DES model was coded in GPSS/H(student version). In the next step, the proposed model wasverified and then validated by comparing it with the realmine data by means of statistical tests (e.g. chi square)(Zimmermann, 2008). A series of sensitivity analyses wereperformed for the purpose of establishing the optimumnumber of cable shovels and dump trucks required to meetthe production targets with the maximum possible systemproductivity. The simulation model was run with differentcombinations of the truck and shovel system numbers in amatrix pattern in order to identify the most appropriatesystem. The major constraint was set to achieve the annual
production rate, and the main goal to accomplish the job witha minimum amount of equipment. Different scenarios weretested to find the highest equipment utilization and minimumidle and waiting time in queues. A dispatching system wasintroduced with the main objective of minimizing shovel idletime and the number of trucks in queues. The most importantdata acquired in the observation phase included mineproduction plans and layouts, current fleet geometry andparameters, and time data of the real system. Details of theapplied methodology are illustrated in Figure 5.
Observation of the current system
Direct observation of the loading and haulage operations over150 days, during different shifts and hours, resulted inrecognition of the following problems in the current system:
� Truck loading method was single-sided� On many occasions, only two out of the four cable
shovels were operating. The other two were not used,either because of frequent mechanical failures or lackof proper working faces
� Shovels idle times were too long (mostly over 6minutes). On some occasions, three or more truckswere arriving together (trucks queue)
� Almost always, there was a long queue before theprimary crusher. The average queue length was fourtrucks (in random observations) and the averagewaiting time for each truck was 11.5 minutes
� There was no haulage fleet dispatching system in themine
� The main bottleneck in the haulage fleet flow was atthe primary crusher.
Figure 7—Working area showing main ramps, roads and dumps(source: Google Earth, 2014)

Model constructionAfter obtaining and analysing all necessary data, the nextstep was to construct a simulation model by programming inGPSS/H (student version). GPSS/H (General PurposeSimulation System) is both a computer language and acomputer program. It was designed for studying systemsrepresented by a series of discrete events. GPSS/H is a low-level, nonprocedural language. GPSS/H was selected as thesimulation language as part of this study, for the followingreasons:
(i) It is multivendor, so it is continually being upgraded(ii) It is widely available (iii) It is written in machine language and, therefore, is
inherently very fast(iv) It can solve a wide variety of problems rapidly and
accurately(v) It has proved to be extremely versatile for modelling
mining operations. These include both surface andunderground operations, as well as material flowthrough a smelter, mill, and refinery. It is easilycoupled with PROOF for making animations(Sturgul, 2000).
A block diagram of the case study is illustrated in Figure 8.
It should be noted that, due to the application ofprobability distribution and random numbers in a queuesystem simulation (Figure 8), and for error reductionpurposes, the final model, which consisted of 115 GPSSblocks, was executed with different random data-sets.
Model animation and validationSome issues can be investigated easily in an animation thatwould be very hard to catch in the simulation model – likecollisions or subtle logic glitches. The ability to see a model inaction makes animation a great verification tool for the model
builder (Ståhl et al., 2011; Wolverine Software, 2013;University of Nevada, 2013). An animation model of the casestudy was executed by importing the GPSS/H model outputsto Proof Animation software. Observation of the animationmodel for different durations demonstrated that the proposedmodel logic had been achieved.
Model validation, as the most important phase of a DESexercise, was performed through comparison of the modeloutputs with the real system’s data by designing statisticaltests, e.g. chi-square and Kolmogorov-Smirnov at 5% signif-icance level (Ross, 2006; Zimmermann, 2008). For thispurpose, a new set of actual data, separate from the dataused in the model, was collected. Three samples of thecomparison results are illustrated in Figures 9–11, whichwere validated through chi-square method at the 5% signif-icance level.
Further processingA flow chart of the sensitivity analysis is presented in Figure 12. To evaluate the effectiveness of employing anappropriate traffic-dispatching strategy, the current modelwas modified to take this issue into account. The main goalof the dispatching algorithm was set to assign the incomingtrucks first to the idlest shovels. However, many other what-if type questions may be answered by this model withminimum cost, safety issues, and disturbance to the currentoperation routines e.g. the effect of operators’ skills, changesin road grades, the possibility of increasing the primarycrusher’s capacity, purchasing new trucks to replace someolder ones with low mechanical availabilities (Burt et al.,2011), changing the current truck sizes (Bozorgebrahimi,Hall, and Morin, 2005), employing a hybrid haulage fleet,different dispatching strategies (Alarie and Gamache, 2002),feasibility of changing the current system to a conveyor beltsystem as the depth of the mine increases (Mcnearny andNie, 2000).
A stochastic simulation framework for truck and shovel selection and sizing in open pit mines
�
214 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 8—Block diagram of the case study operation flow

A stochastic simulation framework for truck and shovel selection and sizing in open pit mines
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 215 �
Discussion of the simulation resultsTo demonstrate the capabilities of simulation in what-ifanalysis, a sample of the many analyses conducted in thisstudy is discussed below:
Figure 13 illustrates the effect of the haulage fleet size onthe number of production cycles per shift when only twoshovels are operating. Increasing the number of dump trucksresults in an increase of production rate per shift up to anoptimum point. After that, because of the haulage fleetoversize and limited number of shovels (only two in thiscase), much time will be wasted in different truck queues atshovels. This results in no further increase in production.After this point the extra dump trucks in the system will be
Figure 9—Production comparison
Figure 10—Shovel utilization
Figure 11—Number of idle trucks (queue length)
Figure 12—Flow chart of the sensitivity analysis

put into queues, thus making no contribution to production(Sturgul, 1995). Thus, the maximum production rate withtwo shovels is achieved with 22 dump trucks. This rate is 9.5 M t/a, which does not meet the minimum productionrequirements of the mine. At least three shovels are needed.The effect of the number of shovels on production rate isdemonstrated in Figure 14. The simulation outputs show thatincreasing the number of shovels will result in moreproduction with an equal number of trucks. For this range oftruck numbers, operation with three and four shovels resultsin almost the same production rates. This is due to the factthat at least one of the shovels would be idle for most of a
shift. Obviously, operating four loaders is not justified. Atthis point, three cable shovels will be the best choice for themine’s production target.
The effect of the size of both the haulage and the loadingfleet on effective shovel working hours is illustrated in Figure 15.
Figure 16 shows the effect of application of a trafficdispatching system on the mine’s operation. Regardless ofthe number of trucks, a proper dispatching strategy increasesthe productivity of the system.
Summary of the optimal resultsTable I shows that the modifications suggested by thesimulation result in a 10% increase in production.Furthermore, using one less cable shovel contributes toincreasing the mine profitability by introducing loweroperational costs (assuming that the operational cost of onelarge shovel outweighs the associated costs of operating twoadditional trucks).
ConclusionsThe truck and shovel system is the dominant method ofmaterial loading and haulage in open pit mining. Properselection and sizing of the equipment has considerable effectson a mine’s productivity and economics. A critical survey andanalysis of the literature showed that deterministic,stochastic, and experimental methodologies for optimizingtruck and shovel systems result in considerably differentoutputs. Thus, designing a comprehensive modellingframework is of high importance in system selection andsizing for mining operations. In addressing this issue, astochastic simulation framework for truck and shovel systemselection and sizing, for both new and existing open pitmines, was proposed. As part of the study, a propersimulation technique (discrete-event system simulation) andlanguage (GPSS/H) were employed. Simulations werevalidated through real operations at a large open pit mine.The proposed framework is a useful guideline and should beapplied accordingly based on the specific characteristics of theparticular loading and haulage operation. Consideration of allthe effective parameters and their interactions with thesystem, which are elaborated in the proposed framework,should be the top priority of a mine simulation team.Application of the proposed methodology resulted in consid-erable improvements in loading and haulage operations at
A stochastic simulation framework for truck and shovel selection and sizing in open pit mines
�
216 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 16—Regular vs. Dispatching (3-month plan)
Figure 13—Effect of number of trucks on production (per simulatedshift) for two cable shovels
Figure14—Effect of both the number of trucks and cable shovels on oreproduction (per simulated shift)
Figure 15—Effect of both the number of trucks and cable shovels onshovels working time % (per simulated shift)

A stochastic simulation framework for truck and shovel selection and sizing in open pit mines
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 217 �
a large open pit mine, with production rate increasing byabout 10%.
References
AGHAJANI, A., OSANLOO, M., and AKBARPOUR, M. 2007. Optimising the loadingsystem of Gol-e-Gohar iron ore mine of Iran by genetic algorithm.Australasian Institute of Mining and Metallurgy Publication Series.Melbourne. pp. 21–215.
ALARIE, S. and GAMACHE, M. 2002. Overview of solution strategies used in truckdispatching systems for open pit mines. International Journal of SurfaceMining, Reclamation and Environment, vol. 16, no. 1. pp. 59–76.
AWUAH-OFFEI, K., TEMENG, V.A., and AL-HASSAN, S. 2003. Predicting equipmentrequirements using SIMAN, a case study. Mining Technology, vol. 112.pp. A180–A184.
AYAĞ, Z.Z. 2007. A hybrid approach to machine-tool selection through AHPand simulation. International Journal of Production Research, vol. 45, no. 9. pp. 2029–2050.
BAFFI, E.Y. and ATAEEPUR, M. 1996. Simulation of a truck- shovel system usingArena. Proceeding of the 26th International Symposium on theApplication of Computers and Operations Research in the MineralIndustries (APCOM), Pennsylvania, USA. pp. 153–159.
BANKS, C.M. 2010. Introduction to modeling and simulation. Modeling andSimulation Fundamentals: Theoretical Underpinnings and PracticalDomains. Sokolowski, J.A. and Banks, C.M. (eds.). Wiley, Hoboken, NJ.pp. 1–24.
BOZORGEBRAHIMI, A., HALL, R.A., and MORIN, M.A. 2005. Equipment size effectson open pit mining performance. International Journal of Surface Mining,Reclamation and Environment, vol. 19, no. 1. pp. 41–56.
BURT, C., CACCETTA, L., HILL, S., and WELGAMA, P. 2005. Models for miningequipment selection. MODSIM05 - International Congress on Modellingand Simulation: Advances and Applications for Management and DecisionMaking, University of Melbourne, 12–15 December 2005. Zerger, A. andArgent, R.M. (eds.). pp. 1730–1736.
BURT, C., CACCETTA, L., WELGAMA, P., and FOUCHÉ, L. 2011. Equipment selectionwith heterogeneous fleets for multiple-period schedules. Journal of theOperational Research Society, vol. 62, no. 8. pp. 1498–1509.
BURT, C.N. and CACCETTA, L. 2014. Equipment selection for surface mining: areview. Interfaces, vol. 44, no. 2. pp. 143–162.
CAMARENA, E.A., GRACIA, C., and CABRERA SIXTO, J.M. 2004. A mixed integer
linear programming machinery selection model for multifarm systems.Biosystems Engineering, vol. 87, no. 2. pp. 145–154.
CARLBERG, C. 2011. Statistical analysis; Microsoft Excel 2010. Indianapolis,IN.
CARR, J.R. 2003. Simple random number generation. Computers andGeosciences, vol. 29, no. 10. pp. 1269–1275.
EDWARDS, D.J., MALEKZADEH, H., and YISA, S.B. 2001. A linear programmingdecision tool for selecting the optimum excavator. Structural Survey, vol. 19, no. 2. pp. 113–120.
GOLEGOHAR IRON ORE COMPLEX. 2006. Golegohar production reports.
HALDAR, A. and MAHADERAN, S. 2000. Probability, Reliability and StatisticalMethods in Engineering Design. John Wiley & Sons, New York. pp. 304.
HOLLOCKS, B.W. 2006. Forty years of discrete-event simulation: a personalreflection. Journal of the Operational Research Society, vol. 57, no. 12. pp.1383–1399.
KOMLJENOVIC, D., PARASZCZAK, J., and FYTAS, K. 2004. Optimization of shovel-truck systems using the queuing theory. CIM Bulletin, vol. 97. p. 76.
KRAUSE, A. and MUSINGWINI, C. 2007. Modelling open pit shovel-truck systemsusing the Machine Repair Model. Journal of the Southern African Instituteof Mining and Metallurgy, vol. 107. pp. 469–476.
MARIA, A. 1997. Introduction to modeling and simulation. Proceedings of theWinter Simulation Conference Proceedings, Atlanta, GA, 7–10 December1997. Andraótthir, A., Healy, K.J., Withers, D.H., and Nelson, B.L. (eds.).Association for Computing Machinery, New York. pp. 7–13.
MARZOUK, M. and MOSELHI, O. 2003. Constraint-based genetic algorithm forearthmoving fleet selection. Canadian Journal of Civil Engineering, vol. 30,no. 4. pp. 673–683.
MCNEARNY, R.L. and NIE, Z. 2000. Simulation of a conveyor belt network at anunderground coal mine. Mineral Resources Engineering, vol. 9, no. 3. pp. 343-–355.
NANCE, R.E. 1995. Simulation programming languages: an abridged history.Proceedings of the 1995 Winter Simulation Conference, Arlington, VA. pp. 1307–1313.
PIDD, M. and CARVALHO, A. 2006. Simulation software: not the same yesterday,today or forever. Journal of Simulation, vol. 1, no. 1. pp. 7–20.
ROBINSON, S. 2005. Discrete-event simulation: from the pioneers to the present,what next? Journal of the Operational Research Society, vol. 56, no. 6. pp. 619–629.
Table I
Comparison of results – current system vs. simulation recommended
Current system Recommendations
No. of trucks 18a 20b
No. of shovels 4 electric cable shovels (7.6 m3) 3 electric cable shovels (7.6 m3)Traffic dispatching strategy No YesLoading method Single DoubleOre production (kt/a) 9.130c (std. dev. = 143) 10.140d/ 72 (std. dev. = 143)Average target rate (t/a) 10 100 ± 200 10 100 ± 200Variance from the mine target (%) -9.6 % + 0.4 %
aHaulage fleet of 18 mechanically available dump trucks with nominal capacity of 105 t (actual 83-87 t)bHaulage fleet of 20 dump trucks with nominal capacity of 105 t (actual 83-87 t)cMean production rate in the past five years.dMean value of the normal frequency distribution obtained from 2000 iterations.

ROSS, I., CASTEN, T., MARSH, D., and PEPPIN, C. 2010. The role of simulation in
ground handling optimization at the Grasberg block cave mine. Hoist and
Haul 2010 - Proceedings of the International Conference on Hoisting and
Haulage, Las Vegas, 12–17 September 2010. Brokenshire, P. and
Andersen, S. (eds.). Society for Mining, Metallurgy & Exploration,
Littleton, CO. pp. 257–265.
ROSS, S.M. 2006. Statistical Modeling and Decision Science: Simulation. 4th
edn. Academic Press, Burlington, MA.
RUNCIMAN, N., VAGENAS, N., and NEWSON, G. 1996. Simulation modeling of
underground hard - rock mining operations using WITNESS. Proceedings
of the 26th International Symposium on the Application of Computers and
Operations Research in the Mineral Industries (APCOM), Pennsylvania,
USA. pp. 148–151.
SCHRIBER, T.J. 1991. An Introduction to Simulation using GPSS/H. John Wiley &
Sons, New York.
SCHRIBER, T.J. 1992. Perspectives on simulation using GPSS. Proceedings of the
24th Conference on Winter Simulation, Arlington, VA, 13–16 December
1992 . ACM Press. pp. 338–342.
SØGAARD, H.T. and SØRENSEN, C.G. 2004. A model for optimal selection of
machinery sizes within the farm machinery system. Biosystems
Engineering, vol. 89, no. 1. pp. 13–28.
STÅHL, I., HENRIKSEN. J., BORN, R., and HERPER, H. 2011. GPSS 50 years old, butstill young. Proceedings of the Winter Simulation Conference, Phoenix,AZ, 11–14 December 2011. Jain, S. Creasey, R.R., Himmelspach, J., White,K.P., and Fu, M. (eds). Institute of Electrical and Electronics Engineers,New York. pp. 3947–3957.
STOUT, C.E., CONRAD, P.W., TODD, C.S., ROSENTHAL, S., KNUDSENINT, HP. Simulationof a large multiple pit mining operation using GPSS/H. Journal of Miningand Mineral Engineering, 2013, vol. 4, no. 4. pp. 278–295.
STURGUL, J.R. 1992. Using exact statistical distributions for truck shovelsimulation studies. International Journal of Surface Mining andReclamation, vol. 6, no. 3. pp. 137–139.
STURGUL, J.R. 1995. Simulation and animation come of age in mining.Engineering and Mining Journal, vol. 6, no. 2. pp. 38–42.
STURGUL, J.R. 1999. Discrete mine systems simulation in the United States.International Journal of Surface Mining Reclamation and Environment,vol. 13. pp. 37–41.
STURGUL, J.R. 2000. Mine Design Examples Using Simulation. Society ofMining, Metallurgy and Exploration, Littleton, CO..
STURGUL, J.R. and THURGOOD, S.R. 1993. Simulation model for materialshandling system for surface coal mine. Bulk Solids Handling, vol. 13, no. 4. pp. 817–820.
UNIVERSITY OF NEVADA. 2013. Mine Systems Optimization and SimulationLaboratory. Mining and Metallurgical Engineering Department, Universityof Nevada, Reno. http://www.unr.edu/mining/research/mine-systems-optimization-and-simulation
WOLVERINE SOFTWARE. 2013. http://www.wolverinesoftware.com.
ZIMMERMANN, A. 2008. Stochastic Discrete Event Systems: Modeling,Evaluation, Applications. Springer.
Appendix A
The basic steps of the proposed simulation program aresummarized here to familiarize readers with the underlyingprocess. Readers might follow the procedure to simulate theirown mining operations. However, detailed application of theproposed simulation framework is recommended for a morecomprehensive practice.
Step 1All loading units should be monitored carefully duringdifferent operating conditions. Necessary loading cycle timesare measured during this phase. Table A.1 shows a sample ofdata collected in this case study.
Step 2All haulage cycle times for all dump trucks should becollected. Loading and dumping stations, as well as, thenumber of idle trucks in queues, are required data in thisphase. (Table A.2).
Data statistical analysis
Step 3 The raw data obtained in the previous two phases should be analysed to derive statistical information. Probability distri-bution functions (PDFs) are required data for Monte Carlostochastic sampling (Burt et al., 2011) and discrete-eventsimulation by GPSS/H (Bozorgebrahimi, Hall, and Morin,2005) (Table A.3).
Step 4
All the PDFs in Table A.4 are needed along with Step 3, asthe minimum requirements of the simulation program.
Step 5
Finally, a simulation program should be coded. A blockdiagram of the program is illustrated in Figure 8. For a verygood source of GPSS/H programming see Sturgul (1995).
Step 6
Based on the simulation purposes, relevant sensitivityanalysis might be executed (see Figure 12).Some important specifications of the introduced model of thecase study are summarized in Table A.5. �
A stochastic simulation framework for truck and shovel selection and sizing in open pit mines
�
218 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Table A.1
Sample shovel data form (all times in minutes)
No. Loading Shovel Shovel Truck waiting Trucks in posing idle time time in queue queue
1 1.73 0.36 0 3.2 2
2 1.64 0.32 0 1.6 1
3 1.82 0.56 6.8 0 0

A stochastic simulation framework for truck and shovel selection and sizing in open pit mines
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 219 �
Table A.4
Frequency distribution of other required times (minutes)
No. Operation Distribution Parameters Quantity (minutes)
1 Loading Exponential Mean 1.54
2 Truck spot time Uniform Min - Max 0.52-0.13
3 Maneuver and return time Uniform Min - Max 0.42-0.11
4 Spot time to dump station Uniform Min - Max 0.42-0.10
5 Dumping time Exponential Mean 1.7
6 Maneuver and return from dumping station Uniform Min - Max 0.54-0.13
Table A.5
Model specifications
Item Description
OOutput validation 1- Chi Square or Klomogorov-Smirnov test at 5% significance level
2- Direct observation of real results
No. of iterations 2000 iterations completed, after this, the changes in the mean and variance of the results were negligible.
Domain of validity The proposed models are valid under current operational conditions. Any major future changes shall be incorporated accordingly.
Applicability Before introducing the recommended changes, a detailed economical evaluation is needed.
Model maintenance The model should become up-to-dated with operation progress, e.g. opening of new working benches, increase in haulage distances,
and etc.
Table A.2
Sample truck data form (all times in minutes)
No. Loading Haulage Dump station Dumping Maneuver Return Waiting in queue Loader
1 1.5 6.3 Crusher 2.9 0.5 5 ---- Shovel 1
2 1.3 6.5 Crusher 1.8 0.4 5.6 0.5 Shovel 1
3 1.9 7.5 Waste Dump 1.2 0.45 7.1 ---- Shovel 2
4 2.2 7.2 Waste Dump 1.6 0.55 6.6 ---- Shovel 2
5 1.4 6.8 Stockpile 1.4 0.56 5.3 1.3 Shovel 3
6 1.8 7.1 Stockpile 1.5 0.62 5.2 1.8 Shovel 4
Table A.3
Normal distributions of loaded haulage times from all shovels to all destinations (minutes)
Loader Crusher Waste dump Stockpile
Standard deviation Average Standard deviation Average Standard deviation Average
Shovel 1 0.9 5.5 1.3 7.6 1.1 6.2
Shovel 2 0.95 6.1 1.2 8.1 1.4 6.8
Shovel 3 1.1 6.5 1.5 8.5 1.55 7.2
Shovel 4 1.02 6.4 1.4 7.9 1.42 7.05

WHO SHOULD ATTENDThe conference should be of interest to anyone working in orwith the mining sector, including government and civil societyorganisations. It would be of particular relevance to advisors,consultants, practitioners, researchers, organised labour,government officials and specialists working in the following:
� Environmental Management
� Sustainability
� Stakeholder Engagement
� Local and Regional Development Planning
� Mining Legislation.
BACKGROUNDThe evolving nature of the current mining environment suggests thatthere be strict environmental and social considerations as keycomponents in determining mine profitability. Recent research onenvironmental and social risks and business costs in the extractiveindustry found that environmental issues were the most commoncause of disputes, resulting in lost productivity. These environmentalissues were centred on the pollution of, competition over and accessto natural resources. International best practices and compliancestandards have set the benchmark for mining companies togetherwith national legislation. However, over time, the essence of thesebenchmarks loses meaning when they become ‘tick boxes’ for theindustry to show sustainability. This appears to be the case currently.There is a need to take stock of what has been achieved thus far,recognise the changing nature of environmental and social impactsand consider ways of building resilient socio-ecological systems thatinclude mining.
OBJECTIVESThe key objective of the conference is to get the relevantstakeholders within the mining sector together to:� Re-invigorate the debate around mining and the environment� Clarify and understand the evolving nature of new mining
practices and approaches� Investigate whether there is alignment of national legislation with
international best practices and compliance standards as itrelates to social and environmental concerns
� Explore the interactions of the various stakeholders in miningtransactions
� Develop a better understanding of effective stakeholder relations� Understand mining’s role in society and the development
challenge it poses � Consider the role of education in contributing to the
environmental and social sustainability of mines� Highlight leading-edge innovations in environmental and social
impact quantification� Share information
Mining, Environment and Society ConferenceBeyond sustainability—Building resilience
12–13 May 2015
Conference AnnouncementFor further information contact:Conference Co-ordinator, Yolanda Ramokgadi, SAIMM
P O Box 61127, Marshalltown 2107 · Tel: +27 (0) 11 834-1273/7E-mail: [email protected] · Website: http://www.saimm.co.za
Mintek, Randburg
KEYNOTE SPEAKER:Rohitesh Dhawan, KPMG’s Global Mining Leader forClimate Change & Sustainability. Currently co-locatedbetween Johannesburg and London, he has spent time inhead offices and down mining shafts working on issuesrelated to strategy, social performance, environmentalsustainability and governance primarily in the coal, gold andplatinum sectors. The issues that he enjoys working andresearching on include calculating social return oninvestment, decision-making under conditions ofuncertainty, the role of business in society, corporatepurpose and managing environmental impacts. AnEconomist by background, he holds a Masters degree fromthe University of Oxford and is a fellow of the inauguralclass of the Young African Leadership Initiative. Rohiteshwas named one of Mail & Guardian’s 40 Climate changeLeaders and the South African Rising Star in theProfessional Services Category.

Introduction The batch flotation test is used extensively inmineral processing for assessing the effect offlotation reagents on mineral floatability anddepression, and for the characterization of anore with respect to mineral recovery andupgrading. It has also been used, incombination with plant data, for examiningpotential improvements in plant performancethrough simulation. In most cases, periodichand-scraping is the preferred method ofremoving froth, allowing separation to occur inthe froth between scrapes.
More recently, the batch flotation test hasbeen used to assess the variability in mineralrecovery for a range of samples taken acrossan orebody. Samples of UG2 ore, for expansionof current mining activities or new projects, areusually obtained using diamond drill coresampling. The sample mass obtained from thistype of sampling is generally 2–3 kg.Therefore, the batch flotation test must bedeveloped for a limited sample mass, andprovide quantitative information on thechanges in flotation response.
The fitting of a batch flotation model tomineral recovery data is necessary forobtaining a better understanding of the floata-bility of the main mineral types. A suitable
model is required for providing a reasonabledescription of the mineral recovery, and themodel parameters should be meaningful. Themodel parameters, together with appropriatescale-up parameters, are used to evaluatevarious flotation circuit configurations.
Fichera and Chudacek (1992) revieweddifferent batch flotation models, but thesewere applied to the desirable floatable minerals(i.e. the valuables) –their study did notexamine entrainment and the modelling ofgangue minerals, which are usually ‘lessfloatable’ than the valuable minerals. Theseminerals can be recovered due to association(interlocking) with floatable minerals,flotation, and entrainment.
The objective of this study was to evaluatethe application of batch flotation models(including entrainment) for the recovery of thevaluable minerals and the gangue minerals ina UG2 ore. It was decided that using data onmineral recovery by size fraction was notpractical, in view of the cost and quantity ofsample required for platinum group element(PGE) assaying. Only models with a limitednumber of parameters could be considered.
Methods
SampleA UG2 ore from the eastern limb of theBushveld Complex was used in this study. Thesample had a Pt, Pd, plus Au (2PGE+Au) feedgrade of 2.64 g/t. The chromite (FeO·Cr2O3)feed grade was 28.09%. The valuable mineralsare the platinum group minerals (PGMs) andassociated base metal sulphides. The gangueminerals are chromite and siliceous gangue.Siliceous gangue, which is referred to as‘gangue’ in the text that follows, includes talc,which was depressed.
A comparison of models for the recovery ofminerals in a UG2 platinum ore by batchflotationby N.V. Ramlall* and B.K. Loveday†
SynopsisA study was carried out to evaluate various batch flotation models for therecovery of minerals in a UG2 platinum ore. The major minerals in a UG2ore can be grouped as platinum group minerals, chromite, and siliceousgangue. This study also examined the entrainment of minerals duringflotation. The models were ranked using statistical methods and ananalysis of model-fit residuals. Entrainment parameters obtained frommodel fitting were evaluated for logic using a simple mineral-to-waterratio versus time plot. The foremost conclusion from the study was theimportance of entrainment modelling. The measurement of water recoveryincreased the size of the data-set, and the inclusion of a simpleentrainment model was statistically significant. The overall fit to the datawas improved, and the entrainment model provided logical information onthe recovery of gangue minerals that were not considered to be floatable.
KeywordsBatch flotation modelling, entrainment modelling, PGM flotation.
* SGS South Africa.† School of Chemical Engineering, University of
KwaZulu Natal.© The Southern African Institute of Mining and
Metallurgy, 2015. ISSN 2225-6253. Paper receivedDec. 2013; revised paper received Sep. 2014.
221The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
ISSN:2411-9717/2015/v115/n3/a7http://dx.doi.org/10.17159/2411-9717/2015/v115n3a7

A comparison of models for the recovery of minerals in a UG2 platinum ore by batch flotation
The PGEs consisted of a distribution of elements (Pt, Pd,Ru, Os, Rh, and Ir), which were present in various mineraltypes (PGMs).
Table I shows the distribution of 17 PGMs in the sample.The floatabilities of these minerals can vary, but a detailedmineralogical examination was not possible (or affordable)on the small test samples, particularly the flotation tail, whichhad a low PGE grade.
The recovery of 2PGE+Au was determined by a conven-tional fire assay method, which consisted of a fusiontechnique, using NiS as the collector, followed by aciddigestion and determination by inductively coupled plasmamass spectrometry (ICP-OES). The recovery of Cr2O3 wasdetermined using a digestion technique on the sample,followed by ICP-OES measurement.
ExperimentalThe sample was crushed in stages to -1.7 mm using alaboratory jaw and cone crusher. Intermediate screening wasused to limit the generation of fines. The crushed materialwas homogenized and split into 1 kg lots for replicategrinding and flotation tests.
A laboratory rod mill, with stainless steel media, wasused for wet grinding of the 1 kg lots to a target grind size of80% passing 75 μm. The solids concentration during grindingwas 50% (in tap water); additional water was added totransfer the pulp into a 2.5 l flotation cell. A Denver D-12flotation mechanism was used for the flotation test, at a feedsolids concentration of about 35%. Tap water was added tomaintain the pulp level. Table II shows the chemical reagents,dosages, and conditioning times used. The pulp wasconditioned first with collector SIBX; this was followed by aguar-based talc depressant, KU5; and then a frother,Dowfroth 200.
After conditioning, the flotation test was conducted usingan air flow of 6.3 l/min. The froth built up naturally, allowingmineral separation to occur in the froth. The froth wasremoved every 15 seconds by hand scraping. The bottomedges of the scrapers were kept at a constant level of 0.5 cmabove the froth/pulp interface. This is typical of most batchflotation test procedures that use hand scraping of the froth.
A total of five concentrates were collected, ending at thecumulative flotation times of 1, 3, 7, 20, and 30 minutes. Theconcentrates and flotation tail were weighed before filtrationand again after drying. This made it possible to calculate thecumulative recovery of water in addition to the recovery ofthe minerals. The flotation tail and concentrates were assayedfor 2PGE+Au and Cr2O3. The chromite content was calculatedfrom the Cr2O3 assay, using a typical ratio of Cr2O3/FeO·Cr2O3of 0.679. The gangue content was determined by difference.
A total of ten replicate batch flotation rougher tests weredone. Figures 1–4 show the cumulative recovery of2PGE+Au, gangue, chromite, and water respectively. The95% confidence interval was determined at each time point,and this envelope is shown as dotted lines. Most of theexperimental data occurs within the 95% confidence interval,which demonstrates that total variance due to sub-samplingof the ore and experimental error was acceptable. Hence, theaverage of each data point provides an unbiased data-set thatis suitable for evaluating flotation models.
�
222 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Table I
Distribution of PGMs in the test sample
PGM Concentration by volume (%)
PtS 27.3PtPdS 23.8PdSb 15.6Ru(Os,Ir)S 12.0PtRhCuS 4.1PdHg 4.0PdSn 3.9PtRhAsS 2.9PtFe 1.5PtAsSb 1.4PtAsS 0.9PdS 0.7PtPdSb 0.6PtBiTe 0.5PdPb 0.4PtAs 0.2PdAsSb 0.1
100.0
Table II
Flotation reagents
Reagent Dosage (g/t) Conditioning time (min)
SIBX 150 2KU5 30 3Dowfroth 200 20 1
Figure 1—Replicate 2PGE+Au recovery from batch rougher flotationtests
Figure 2—Replicate gangue recovery from batch rougher flotation tests

It should be noted that it may not be practical to doreplicate tests, and a single flotation test would often be usedfor each ore sample. This would provide a total of five datapoints per mineral and five water recovery points. Thenumber of parameters used in a model should be less thanthe number of data points to have statistical significance.Therefore, for modelling mineral recovery withoutentrainment, the number of model parameters should notexceed four.
Batch flotation models Table III presents the batch flotation models that wereselected for this study. The basic assumption of all thesemodels is that minerals are recovered by the mechanism ofbubble-particle attachment. The second-order flotationmodels have not been used extensively, but were included forcompleteness.
Entrainment is the unselective recovery of mineralparticles associated with the water in the froth. Equation [1]has been applied when entrainment is included in modelling(Runge et al., 1998; George et al., 2004). The overall mineralrecovery (R) is the sum of the recovery by flotation (Rfloat)and the recovery by entrainment (Rent). Water and suspendedsolids enter the froth in the wake of the air bubbles. Coarseparticles are usually not present just below the froth due tosedimentation, and hence recovery by entrainment decreasesas particle size increases. A simplified model is required for
the complete range of particle size, to link entrainment towater recovery. The recovery by flotation can be modelledusing any of the models listed in Table III.
[1]
Various models have been used to calculate theentrainment term. They are all based on the quantity of waterrecovered into the flotation concentrate samples. A simpleempirical model, which has been used extensively, assumesthat cumulative recovery of a mineral by entrainment isdirectly proportional to cumulative recovery of water.However, this model neglects the fact that the composition ofthe pulp changes during the test, particularly the amount offloatable mineral.
Runge (2010) has described a more accurate method toestimate entrainment, and this method was used to comparemodels. It takes into account the changing amounts ofminerals in the cell as time progresses. In this paper, theauthors used an average amount of a mineral remaining inthe flotation cell for each time interval, this being the amountpotentially available for entrainment during that timeinterval. Hence, knowing the average mineral-to-water ratio,the entrainment efficiency can be calculated, based on thewater in the concentrate. This efficiency is called the classifi-cation factor for entrainment (Cf), which varies between zeroand one. An average classification factor (for all timeintervals) was calculated when fitting models that combineflotation and entrainment. The additional parameter (Cf) permineral was required, but it should be noted that the numberof data points was increased from 5 to 10.
A comparison of models for the recovery of minerals in a UG2 platinum ore by batch flotation
223The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
Table III
Batch flotation models reviewed
Batch flotation model Equation
Classic R = Rmax (1 – e–kt)
Klimpel R = Rmax [1 – Kmaxt1
(1– e–Kmaxt)]
Second-order Klimpel R = Rmax [1 – Kmaxt1
ln(1 + Kmaxt)]Second-order
R =Rmax
2 kt
1 + Rmaxkt
Kelsall R = Rfast(1– e–kfast t) + Rslow(1– e–kslowt)
Rfast + Rslow = 100%
Modified Kelsall R = Rfast(1– e–kfast t) + Rslow(1– e–kslowt)
Rmaxt = Rfast + Rslow
Nomenclature:
Rmax Maximum recovery of floatable mineral
Rfast Maximum recovery of fast-floatable mineral
Rslow Maximum recovery of slow-floatable mineral
k Rate of mineral flotation (min-1)kmax Maximum rate of mineral flotation (min-1)
kfast Rate of flotation for fast-floating minerals (min-1)
kslow Rate of flotation for slow-floating minerals
t Time (min)R Recovery at time t.
Figure 3—Replicate chromite recovery from batch rougher flotationtests
Figure 4—Replicate water recovery from batch rougher flotation tests

A comparison of models for the recovery of minerals in a UG2 platinum ore by batch flotation
Methods used for evaluating modelsStatistical analysis was used to examine the goodness-of-fit.Two statistics were used: namely, the coefficient of determi-nation (R2) and the model selection criterion (MSC). R2 isdefined by Equation [2], and was used to measure the qualityof a model fit. This statistic varies between zero and unity. Avalue of unity indicates a perfect model fit, and a value ofzero indicates that the model does not offer a statisticallymeaningful interpretation of the data.
[2]
whereSSres = i=1
dp(Rexp,i − Rmodel,i)2 and SStotal = i=1
dp(Rexp,i −
Rexp)2
Rexp,i is the experimental recovery of a mineral at time iRmodel,i is the mineral recovery obtained from the model at
time iRexp is the average of the experimental mineral
recovery dp is the number of experimental data points.
There are a number of statistical tests that can be used fordetermining the best model from a list of candidate models.Some of the common statistics are the Akaike informationcriteria (AIC), Bayesian information criteria (BIC), Mallow’sCp, Sp criterion, and MSC (Kadane and Lazar, 2004; and Tuand Xu, 2012). These statistics are a function of SSres, anddifferent penalties are assigned for the number of modelparameters used. The MSC statistic (Equation [3]) wasselected, since it penalizes models that have a large numberof parameters relative to the number of data points available.This is important when there is a limited amount of dataavailable. A large value for MSC is desirable.
[3]
wheremp is the number of model parameters.
The above two statistics provide a numerical measure ofthe goodness-of-fit for a model, but this is not sufficient forevaluation of a model. The residuals must be examined todetermine if the model describes the batch recovery of amineral adequately. The residual is defined as the differentbetween Rexp,i and Rmodel,i. A model that provides a gooddescription of mineral recovery will have small and randomlydistributed residuals. This indicates an impartial fit to all datapoints. Conversely, a model is not suitable if it has largeresiduals or the residuals follow a trend. This indicates a biasin the fit.
The test procedure outline by Warren (1985) for thedetermination of minerals recovered by flotation andentrainment requires several tests to be carried out undervarying froth conditions. This procedure is difficult toimplement when there is limited sample mass. Runge (2010)presented a simple method for estimating the value of Cffrom batch flotation test data. The value of Cf defined inEquation [4] is determined for each time interval and plottedagainst cumulative time. It should be noted that mineral
recovery occurs by both flotation and entrainment, thereforethe apparent value of Cf will be too high initially, but itshould approach the true value as the floatable material isdepleted. The values obtained for the last time interval werecompared to the ‘best’ regressed values.
[4]
Results and discussion
Modelling of PGM recovery dataTable IV presents the statistical results and parametersobtained from model fitting to PGM recovery data. The resultsare arranged in descending order with the best model,according to R2, at the top and the worst at the bottom. It isapparent that the best model for the PGM recovery data is onethat considers entrainment. According to the goodness-of-fitstatistics (R2 and MSC), the modified Kelsall model withentrainment is the ‘best’ model. This model indicates that thefloatable PGMs can be modelled as a fast- and slow-floatingfraction together with entrainment.
The Kelsall model, which assumes that all minerals arefloatable, reveals an interesting feature of model fitting, withand without entrainment. The entrainment model has aclassification parameter of zero, which indicates that noPGMs are recovered by entrainment. Strictly speaking this isnot true. Some PGMs are encapsulated in gangue minerals(unfloatable) and have been found in tailings samples,indicating that there should be an unfloatable fraction. Itappears that the Kelsall model (without entrainment)provides a good fit to batch data, but logic says that it maynot be adequate when extrapolated to steady-state plant data.
Figure 5 shows the residual plot for the models fitted toPGM recovery data. The residuals are smaller for models thattook entrainment into account – note the change in scale formodels with entrainment. The Classic, Klimpel, second-orderKlimpel, and second-order models all show systematicstructure in their residuals. This was observed for modellingwith and without entrainment. The systematic structure isless noticeable when entrainment modelling is consideredand the residuals are small. The residuals start positive andoscillate in a distinct pattern, particularly with the modelsthat do not fit well. The modified Kelsall model and theKelsall model both have small and randomly distributedresiduals with and without entrainment modelling. Thesemodels give an impartial fit.
The goodness-of-fit statistics and the model residual plotsindicate that the modified Kelsall model with entrainment isthe ‘best’ model for modelling PGM recovery data. Figure 6shows the application of Runge’s method for estimation of Cffor the PGMs. The values are greater than unity, indicatingthat flotation was dominating throughout. This interpretationis confirmed by the fact that the grade of the final concentratesample was 2.28 g/t (similar to the feed grade) and thetailings grade was 0.4 g/t. Clearly, the test would have to becontinued for a much longer time to provide a realisticestimate of Cf. Hence, there is no evidence to reject the modelregression value of Cf of 0.95 (refer to Table IV) for themodified Kelsall model.
�
224 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy

Modelling of gangue recovery dataTable V shows the goodness-of-fit statistics for the differentmodels fitted to the gangue recovery data. In general, allmodels provide a good fit to the experimental data asindicated by the large R2 values. The models with
A comparison of models for the recovery of minerals in a UG2 platinum ore by batch flotation
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 225 �
Table IV
Summary of model fit statistics and model parameters for PGM recovery data
Model R2 MSC Model fit parameters
Modified Kelsall with entrainment 1.0000 19.8266 Rmax = 75.34, Rfast = 58.55, Rslow = 16.79
kfast = 2.23 min-1, kslow = 0.16 min-1
Cf, PGM = 0.95
Modified Kelsall 0.9991 5.4183 Rmax = 88.26, Rfast = 61.81, Rslow = 26.45
kfast = 2.26 min-1, kslow = 0.13 min-1
2nd-order Klimpel with entrainment 0.9974 5.3686 Rmax = 75.39
Kmax = 7.47 min-1
Cf, PGM = 1.0
2nd-order model with entrainment 0.9908 4.0854 Rmax = 73.94
Kmax = 0.04 min-1
Cf, PGM = 1.0
Kelsall with entrainment 0.9839 3.3270 Rmax = 100, Rfast = 69.01, Rslow = 30.99
kfast = 1.77 min-1, kslow = 0.04 min-1
Cf, PGM = 0.00
Kelsall 0.9839 2.9270 Rmax = 100, Rfast = 69.01, Rslow = 30.99
kfast = 1.77 min-1, kslow = 0.04 min-1
Klimpel with entrainment 0.9815 3.3904 Rmax = 73.18
Kmax = 3.59 min-1
Cf, PGM = 1.0
2nd-order Klimpel 0.9709 2.7387 Rmax = 89.26
Kmax = 4.83 min-1
2nd-order model 0.9424 2.0542 Rmax = 86.87
k = 0.02 min-1
Classic with entrainment 0.9129 1.8409 Rmax = 70.57
kmax= 1.41 min-1
Cf, PGM = 1.0
Klimpel 0.9032 1.5348 Rmax = 85.38
Kmax = 2.73 min-1
Classic 0.7255 0.4929 Rmax = 81.62
k = 1.15 min-1
Figure 5—Model residuals for PGM data modelled with floatabilitymodel only (a) and entrainment and floatability model (b)
Figure 6—Estimation of Cf,PGM from batch flotation data

A comparison of models for the recovery of minerals in a UG2 platinum ore by batch flotation
entrainment have a marginally better fit statistic incomparison to the models that do not have entrainmentmodelled. This is also evident from the residual plots for themodels shown in Figure 7. The Classic, Klimpel, second-orderKlimpel, and second-order models show structures in theirresiduals – this indicates bias.
The modified Kelsall model with entrainment gives thebest fit to the experimental data, and is the best model fromthe candidate models evaluated, according to the MSCstatistic. Furthermore, this model provides an impartial fit.Some of the gangue is present as floatable minerals, such astalc, chlorite, and other altered silicates. The rate of flotationof these minerals was depressed by the addition of KU5, butthe model fit suggests the presence of fast- and slow-floatingspecies, together with entrainment.
Figure 8 shows the estimation of Cf for gangue.According to the plot, Cf approaches a value of 0.22 towardsthe end of the flotation test. The modified Kelsall model has aCf value of 0.19 from model fitting (refer to Table V). Thelower value for the classification parameter (Cf, GANGUE =0.19) is more typical of values reported by Runge (2010) fornon-sulphide gangue.
Modelling of chromite recovery dataTable VI shows the goodness-of-fit statistics and modelparameters for models fitted to the chromite data. All themodels gave a good fit to the experimental data, but themodels with entrainment modelling gave a better fit thanthose without entrainment modelling. The MSC statisticindicates that the modified Kelsall model with entrainment isthe best model. Figure 9 shows the residual plots for themodels. The models that did not consider entrainment havelarger residuals with a systematic structure compared tomodels that considered entrainment. This was expected, aschromite is hydrophilic and recovered primarily byentrainment.
According to the goodness-of-fit statistics and theresidual plot, the modified Kelsall model is the best model.However, this model has an estimated floatable chromitefraction of almost 13%. Chromite is a non-floatable mineral,and there is insufficient floatable material available to floatthis amount of chromite in the form of composite particles.The combination of the Classic flotation model andentrainment provides a much more realistic value for theproportion of floatable material (Rmax = 0.42%).
�
226 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Table V
Summary of model fit statistics and model parameters for gangue recovery data
Model R2 MSC Model fit parameters
Modified Kelsall with entrainment 1.0000 14.8111 Rmax = 15.24, Rfast = 7.47, Rslow = 7.77
kfast = 0.97 min-1, kslow = 0.08 min-1
Cf, Gangue = 0.19
2nd-order Klimpel with entrainment 0.9993 6.6844 Rmax = 13.23
Kmax = 1.40 min-1
Cf, Gangue = 0.25
2nd-order model with entrainment 0.9991 6.4297 Rmax = 11.39
k = 0.06 min-1
Cf, Gangue = 0.27
Klimpel with entrainment 0.9989 6.1749 Rmax = 9.97
Kmax = 1.40 min-1
Cf, Gangue = 0.30
Modified Kelsall 0.9987 5.0641 Rmax = 28.03, Rfast = 9.09, Rslow = 18.94
kfast = 0.88 min-1, kslow = 0.05 min-1
Classic with entrainment 0.9980 5.6199 Rmax = 8.26
k = 0.76 min-1
Cf, Gangue = 0.33
Kelsall with entrainment 0.9980 5.4185 Rmax = 100.00, Rfast = 8.27, Rslow = 91.73
kfast = 0.76 min-1, kslow = 3.26 x 10-5 min-1
Cf, Gangue = 0.33
Kelsall 0.9955 4.2053 Rmax = 100.00, Rfast = 11.78, Rslow = 88.22
kfast = 0.62 min-1, kslow = 4.90 x 10-3 min-1
2nd-order Klimpel 0.9814 3.1846 Rmax = 27.88
Kmax = 0.48 min-1
2nd-order model 0.9730 2.8114 Rmax = 25.67
k = 9.05 x 10-3 min-1
Klimpel 0.9551 2.3041 Rmax = 24.16
k = 0.41 min-1
Classic 0.9320 1.8889 Rmax = 22.01
Kmax = 0.20 min-1

Figure 10 shows the estimation of Cf using the Rungemethod. The value was still declining at the end of the test,yielding a final Cf value of 0.13. This compares well with the value obtained by regression, using the Classic model (Cf = 0.14).
A comparison of models for the recovery of minerals in a UG2 platinum ore by batch flotation
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 227 �
Table VI
Summary of model fit statistics and model parameters for chromite recovery data
Model R2 MSC Model fit parameters
Modified Kelsall with entrainment 1.0000 14.9888 Rmax = 12.98, Rfast = 1.20, Rslow = 11.78
kfast = 0.71 min-1, kslow = 0.02 min-1
Cf, Chromite = 0.04
Modified Kelsall 0.9997 6.1198 Rmax = 20.57, Rfast = 1.63, Rslow = 18.94
kfast = 0.61 min-1, kslow = 0.01 min-1
Kelsall with entrainment 0.9996 7.1085 Rmax = 100.00, Rfast = 1.35, Rslow = 98.65
kfast = 0.57 min-1, kslow = 1.28 x 10-3 min-1
Cf, Chromite = 0.05
Kelsall 0.9994 5.7988 Rmax = 100.00, Rfast = 1.97, Rslow = 98.03
kfast = 0.48 min-1, kslow = 2.10 x 10-3 min-1
Classic with entrainment 0.9979 5.5495 Rmax = 0.42
k = 0.91 min-1
Cf, Chromite = 0.14
Klimpel with entrainment 0.9978 5.5109 Rmax = 0.55
Kmax = 1.59 min-1
Cf, Chromite = 0.14
2nd-order Klimpel with entrainment 0.9977 5.4878 Rmax = 0.74
Kmax = 1.50 min-1
Cf, Chromite = 0.14
2nd-order model with entrainment 0.9977 5.4855 Rmax = 0.62
k = 1.35 min-1
Cf, Chromite = 0.14
2nd-order Klimpel 0.9876 3.1927 Rmax = 14.02
Kmax = 0.10 min-1
2nd-order model 0.9859 3.0584 Rmax = 12.04
k = 4.78 x 10-3 min-1
Klimpel 0.9819 3.2107 Rmax = 10.28
Kmax = 0.12 min-1
Classic 0.9792 3.0709 Rmax = 8.62
k = 0.07 min-1
Figure 7—Model residuals for gangue data modelled with floatabilitymodel only (a) and entrainment and floatability model (b) Figure 8—Estimation of Cf, GANGUE from batch flotation data

A comparison of models for the recovery of minerals in a UG2 platinum ore by batch flotation
Figure 11 shows another way of analysing entrainment,namely a plot of chromite recovery versus water recovery.The linear relationship demonstrates that recovery isprimarily by entrainment. However, it should be noted thatthe line does not pass through the origin, and therefore asmall amount (0.39%) of ‘floatable chromite’ is present. The model parameters (Rmax and Cf), in Table VI for theClassic model are comparable to the estimates obtained from Figure 10 and Figure 11.
Conclusions� PGM recovery data is best modelled using the modified
Kelsall model with entrainment. This model delineatesthe floatable recovery as the sum of a fast- and a slow-floating component. Entrainment modelling provides abetter fit, and it differentiates between recovery ofslow-floating PGMs and entrainment of PGMscontained in fine particles
� Gangue is best modelled using the modified Kelsallmodel with entrainment. Other models such as thesecond-order Klimpel model with entrainment, thesecond-order model with entrainment, and the Klimpelmodel with entrainment, offer good fits to experimentaldata, but the model-fitted parameters are not logical
� Chromite is recovered predominantly by entrainment,but model fitting suggests that a small fraction isrecovered by flotation. This may be due to compositeparticles in which chromite is associated with floatableminerals. A single rate constant was adequate forcharacterizing the rapid recovery of a relatively smallamount of chromite (0.39%) into the first concentrate.This could be due to composite particles, or entrapmentin the initial mineral-rich froth
� The importance of entrainment, in combination withflotation, has been demonstrated. Consideration shouldbe given to extending the time of the batch flotationtest to provide better information on the recovery ofnon-floatable minerals, (including minerals trappedwithin non-floating minerals).
AcknowledgementsThe first author would like to acknowledge the financialassistance provided by the Department of Minerals andEnergy in South Africa, and the resources provided by Mintekfor this study.
ReferencesFICHERA, M.A. and CHUDACEK, M.W. 1992. Batch cell flotation models–a review.
Minerals Engineering, vol. 5. pp. 41–55.
GEORGE, P., NGUYEN, A.V., and JAMESON, G.J. 2004. Assessment of true flotationand entrainment in the flotation of submicron particles by fine bubbles.Minerals Engineering, vol. 17. pp. 847–853.
KADANE, J.B. and LAZAR, N.A. 2004. Methods and criteria for model selection.Journal of the American statistical Association, vol. 99. pp. 279–290.
RUNGE, K.C., ALEXANDER, D.J., FRANZIDIS, J.P., MORRISON, R.D., and MANLAPIG, E.V.1998. JKSimFloat – a tool for flotation modelling. Proceedings of theAusIMM Annual Conference, Mt Isa, 19–23 April 1998. AustralasianInstitute of Mining and Metallurgy, Melbourne. pp. 361–370.
RUNGE, K. 2010. Laboratory flotation testing – n Essential Tool for OreCharacterisation. Flotation Plant Optimisation – A Metallurgical Guide toIdentifying and Solving Problems in Flotation Plants. Greet, C.J. (ed.).AUSIMM Spectrum Series.16. Australasian Institute of Mining andMetallurgy, Melbourne. pp. 155–173.
TU, S. and XU, L. 2012. A theoretical investigation of several model selectioncriteria for dimensionality reduction. Pattern Recognition Letters, vol. 33.pp. 1117–1126.
WARREN, L.J. 1985. Determination of the contributions of the true flotation andentrainment in batch flotation tests. International Journal of MineralProcessing, vol. 14. pp. 33–44. �
�
228 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 9—Model residuals for chromite data modelled with floatabilitymodel only (a) and entrainment and floatability model (b)
Figure 10—Estimation of Cf, CHROMITE from batch flotation data
Figure 11—Estimation of ‘floatable’ chromite fraction and degree ofentrainment

IntroductionTurkey has the world’s largest boron deposits,with 72% of the global resources (Uslu, 2007).The commercially most important boronminerals are borax (Na2B4O7.10H2O),colemanite (Ca2B6O11.5H2O), and ulexite(NaCaB5O9.8H2O) (Christogerou et al., 2009).Colemanite is the most abundant boronmineral in the Turkish deposits (Koca, ,and Koca, 2003; Yıldız, 2004). The majorgangue minerals associated with colemaniteores are clays, carbonate minerals, and, to aless extent, arsenic minerals (Koca and ,2004). Colemanite ores are concentrated byattrition scrubbing followed by screening andclassification to remove clay minerals (Kocaand 2004; Uslu and Arol, 2004;Acarkan et al., 2005; Gül, Kaytaz, and Önal,2006).
Colemanite deposits in Turkey areexploited by two sub-units of Eti Mine Works(Emet Boron Works, Bigadiç Boron Works). Inthe two concentrators of Emet Boron Works,approximately 1.5 Mt/a = of ore containing25–28% B2O3 is processed to produce 700 ktof concentrate containing up to 36–42% B2O3.However, 70 kt/a of concentrate is stockpiledsince it cannot be marketed or used in the
production of boric acid due to its low grade.Approximately 600 kt of low-gradeconcentrate have already been accumulated inthe stockpiles (EBW, 2014). Stockpiling of thisconcentrate brings about potential problems,including the occupation of large areas of landand the environmental pollution due to itsexposure to atmospheric effects. Figure 1shows a stockpile of low-grade colemaniteconcentrate in the area of Espey Mine.Treatment of this low-grade concentrate by asuitable method is important for resourceefficiency and elimination of the problemsassociated with stockpiling.
The Knelson Concentrator is essentially ahindered settling device, related to thehydrosizer, with centrifugal force substitutingfor the force of gravity. It consists of a rotatingribbed cone (bowl) with fluidized concentrateretention zones between the ribs. Feed slurryenters through a central feed tube at thebottom of the cone and is thrown outwards bycentrifugal force. Heavy (or large) particles aretrapped in the retention zone between the ribs,while the light particles (or fine particles) arecarried upward into the tailings stream by theslurry stream. Injection of water through smallholes located in the retention zones promotesthe formation of a fluidized and permeableconcentrate bed consisting of heavier particles(Uslu, Sahinoglu, and Yavuz, 2012). Despiteits wide range of applications, the utilization ofthe Knelson Concentrator for enrichment ofboron minerals has not been previouslyreported. In the case of colemanite enrichmentby the Knelson Concentrator, clay and otherlight or low specific gravity particles that aregenerally dispersed finely in the slurry wouldbe removed from the bowl as overflow, whilecolemanite particles would remain in the bowl
Enrichment of low-grade colemaniteconcentrate by Knelson Concentratorby T. Uslu*, O. Celep*, and M. †
SynopsisThis study investigates the enrichment of a low-grade colemaniteconcentrate (-3 mm) using a Knelson centrifugal gravity concentrator. Dueto its low boron content, the concentrate is unsaleable and has to be storedunder appropriate conditions to avoid potential environmental problems.The low-grade colemanite concentrate was comminuted to size fractions of-1 mm, -0.5 mm, and -0.15 mm before treatment in the KnelsonConcentrator. The effects of particle size, fluidizing water velocity, andbowl speed on the enrichment process were examined. The B2O3 content ofthe concentrate was increased from 33.96% to a maximum of 45.52%. B2O3recovery increased with increasing bowl speed and particle size, anddecreased with increasing fluidizing water velocity. The enrichmentprocess also rejected arsenic and iron to some extent, with a maximumreduction of arsenic from 1360 g/t to 765 g/t and iron from 0.88% to0.33%.
Keywordsboron, colemanite, gravity concentration, centrifugal concentration,Knelson Concentrator
* Division of Mineral & Coal Processing, Departmentof Mining Engineering, Karadeniz TechnicalUniversity, Trabzon, Turkey.
† Emet Baron Works, Kütahya, Turkey.© The Southern African Institute of Mining and
Metallurgy, 2015. ISSN 2225-6253. Paper receivedApr. 2014; revised paper received Jul. 2014.
229The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
ÇsSava
ÇSavas,
ÇSavas
ÇSavas
ISSN:2411-9717/2015/v115/n3/a8http://dx.doi.org/10.17159/2411-9717/2015/v115n3a8

Enrichment of low-grade colemanite concentrate by Knelson Concentrate
(Figure 2). Preliminary tests (Uslu, Celep, and 2012)demonstrated that the Knelson Concentrator can be used forenrichment of the low-grade colemanite concentrate. In thisstudy, effects of various factors including particle size, bowlspeed, and fluidizing water velocity on the enrichmentprocess are investigated.
Materials and method
MaterialsA sample of low-grade colemanite concentrate (-3 mm) wasobtained from the Espey colemanite concentrator of EmetBoron Works. The Espey concentrator and sampling point areillustrated in Figure 3. The chemical analysis and particle sizeanalysis of the sample are given in Table I and Figure 4,respectively.
As seen from Figure 4, 80% of the low-grade concentrateis <1.5 mm. The B2O3 grade is higher in coarse particlefractions due to greater amount of fine clay particles in thefine fractions.
MethodThe sample was ground to three different size fractions (-1 mm, -0.5 mm, and -0.15 mm) in a rod mill. Each fractionwas subjected to the enrichment process in a laboratorybatch-type Knelson Concentrator (KC-MD3) (Figure 5). Theeffects of bowl speed [500 r/min (11.2 G-force), 1000 r/min,(45 G-force), 1500 r/min, (100 G-force), and 2000 r/min(179 G-force)] and fluidizing water velocity (1 L/min, 3 L/min, 5 L/min, and 7 L/min) were investigated. Feed pulpat approximately 10% solids by weight was prepared in avolume of 500 mL in a 1000 mL beaker. The beaker contentswere agitated for 15 minutes using an IKA RW-20 typeoverhead stirrer equipped with a 45° pitched blade turbine(four blade, 50 mm in diameter). The dispersed slurry wasfed to the Knelson Concentrator at a rate of 25 g/min.Overflow (tailings) was collected in a bucket while underflow(colemanite concentrate) remained in the bowl. The bowlcontents (concentrate) were washed into beakers. Afterdewatering by using a vacuum filter, the products were dried,weighed, and analysed for boron oxide (B2O3), iron (Fe), andarsenic (As). Analyses were conducted in the laboratory ofEmet Boron Works. The B2O3 recovery and Fe and Asremoval were calculated by using the following equations:
�
230 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Table I
Chemical analysis of the -3 mm low-gradecolemanite concentrate (%)
B2O3 SiO2 Fe2O3 Al2O3 CaO MgO SrO SO4 Fe As (g/t)
33.96 15.38 1.26 4.02 18.42 4.15 1.44 0.06 0.88 1360
Figure 1—Stockpiles of low-grade colemanite concentrate (-3 mm)Figure 2—Schematic illustration of colemanite enrichment in a KnelsonConcentrator (Modified by authors from Kawatra and Eisele, 2001)
Figure 3—Espey Colemanite Concentrator and sampling point
Figure 4—Particle size distribution of the low-grade colemaniteconcentrate (-3 mm)
ÇSavas,

where C is amount of concentrate (g), c the grade ofconcentrate (%), T the amount of tailings (g), and t the gradeof the tailings (%).
Results and discussionIn three of the total of 36 tests, no concentrate was producedand all of the feed reported to the tailings due to theinteractive combination of fine particle size, low bowl speed,and high fluidizing water velocities. The remaining 33 testswere used for the evaluation of the results.
The B2O3 recovery increased generally with increasing thebowl speed or decreasing fluidizing water velocity (Figure 6).The increase in B2O3 recovery results from increasingcentrifugal forces at high bowl speeds. Decreasing thevelocity of fluidizing water resulted in lower B2O3 grades atthe same bowl speeds due to particles being rejected byfluidizing water. At the lowest particle size (-0.15 mm),fluidizing water flow had little effect on the concentrategrade, and grades were in general higher than those atcoarser particle sizes. This is probably due to more completeliberation of colemanite at a finer grind, resulting in a purerconcentrate, and more evenly-sized concentrate at finer grindwith lesser susceptibility to changes in the fluidizing waterflow rate.
The adverse effect of increasing bowl speed anddecreasing water velocity on iron removal (Figure 7) can beexplained in the same manner. The increased centrifugalforce at high bowl speeds caused clay particles to be retainedbetween the ribs, despite their fine sizes, i.e., fine and lightparticles were also affected by the centrifugal force. Higherfluidizing flow assists in removing clay but also adverselyaffects colemanite recovery. Since iron is associated with theclay minerals, iron removal is linked with the rejection of clayminerals in the tailings. Arsenic removal generally increasedwith decreasing bowl speed and increasing water velocity(Figure 8), following a similar trend as clay/iron.
Although a lower particle size affected the B2O3 recoveryadversely, it had a positive effect on iron and arsenic removal(Figures 6–8). Size reduction generated considerableamounts of colemanite fines, together with liberated clayparticles. In the enrichment process, fine colemanite particles,as well as the clays, were lost in the overflow as tailings. Theenhancement of iron removal by size reduction is attributedto the improved liberation of iron-bearing clay minerals.
Enrichment of low-grade colemanite concentrate by Knelson Concentrate
231The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
Figure 5—Photograph and schematic of Knelson Concentrator (Celep et al., 2008)
Figure 6—Effect of bowl speed and fluidizing water velocity on B2O3
recovery and grade

Enrichment of low-grade colemanite concentrate by Knelson Concentrate
The minimum B2O3 content for -3 mm concentrate in theboron market is 36%. On the other hand, only concentrateswith a B2O3 content of >40% are used to produce boric acidin Emet Boron Works. In terms of resource efficiency, a B2O3recovery exceeding 70% is considered to be acceptable in theplant. Test results and conditions that provided acceptableB2O3 recoveries ( 70%) and B2O3 grades ( 36%) aresummarized in Table II. Although concentrates containing upto 45.52% B2O3 were produced after grinding to -0.5 mm, atthe expense of high losses from the -3 mm concentrate, aB2O3 content of 40.2% could be produced at a recovery of86.48%.
While up to 91.41% of the arsenic and up to 97.85% ofthe iron could be removed, arsenic removals of 1.36–22.66%and iron removals of 13.80–62.97% were achieved in teststhat yielded acceptable B2O3 recoveries and grades. Iron andarsenic removals at optimum grade-recovery combination ofB2O3 were 57.95% and 15.39%, respectively. The minimumarsenic and iron grades of the concentrates were 765 g/t and0.33%, respectively.
High levels of arsenic removal were accompanied by adecrease in B2O3 recovery. This can be attributed to the finely
disseminated nature of the arsenic, mainly as realgar in thecolemanite concentrate. It is therefore extremely difficult toliberate arsenic minerals by size reduction, and the behaviourof arsenic was similar to that of boron in the concentrationprocess. Size reduction to -0.15 mm allowed considerablearsenic removal at the expense of a sharp decrease in B2O3recovery due to high boron losses as fines.
When the results of this study were compared to those ofthe preliminary study (Uslu, Celep, and 2012), inwhich low-grade concentrate (-3 mm) was processed directlyin the Knelson Concentrator, without prior size reduction, itwas found that size reduction of low-grade concentrate (-3 mm) did not result in a concentrate with higher B2O3grade, due to the high of B2O3 losses to the tailings.
Only one study has been reported previously that resultedin enrichment of -3 mm low-grade colemenite concentrate ofEmet Boron Works. The B2O3 grade was increased up to 49%,with recoveries over 80%, by grinding to -0.25 mm followedby ultrasonic pre-treatment and flotation (Ozkan andGungoren, 2012).
�
232 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 8—Effect of bowl speed and fluidizing water velocity on arsenicremoval and grade
Figure 7—Effect of bowl speed and fluidizing water velocity on ironremoval and grade
ÇSavas,

ConclusionsThe Knelson Concentrator was applied for the beneficiation ofa low-grade colemanite concentrate. The B2O3 grade wasincreased from 33.96% to a maximum of 45.52%. However,optimum concentration was carried out by increasing theB2O3 grade to 40.2% at a recovery of 86.48%. A B2O3 gradeof 41.88% at 78.85% recovery is another remarkable result.With the optimum concentration process, the iron contentwas reduced from 0.88% to 0.68%, and arsenic content from1360 g/t to 1240 g/t. Reduction of low-grade colemanite (-3mm) to finer sizes (-0.15 mm) did not enhance theenrichment process. The separation performance depended onthe bowl speed and fluidizing water velocity, with a closeinteraction between these two parameters. The results showthat the Knelson Concentrator is a promising candidate forproducing marketable concentrates from low-gradecolemanite concentrate.
The current study is the first to use a KnelsonConcentrator for processing boron minerals. A large-scaleKnelson Concentrator, such as Knelson KC-CVD, should beused in further studies due to its suitability for industrialmineral applications.
ReferencesACARKAN, N., BULUT, G., KANGAL, O., and ÖNAL, G. 2005. A new process for
upgrading boron content and recovery of borax concentrate. MineralsEngineering, vol. 18. pp. 739–741.
CELEP, O., ALP, I·., DEVECI, H., VıCıL, M., and YıLMAZ, T. 2008. Gold recovery from
Mastra (Gümüshane) ore using Knelson Centrifugal Saparator. I·stanbul
Earth Sciences Review, vol. 19, no. 2. pp. 175−182. (In Turkish).
CHRISTOGEROU, A., KAVAS, T., PONTIKES, Y., KOYAS, S., TABAK, Y., andANGELOPOULOS, G.N. 2009. Use of boron wastes in the production of heavyclay ceramics. Ceramics International, vol. 35. pp. 447–452.
EBW (Eti Mine Works). 2014. Daily Work Report of Emet Boron Works,
February 2014.
GÜL, A., KAYTAZ, Y., and ÖNAL, G. 2006. Beneficiation of colemanite tailings by
attrition and flotation. Minerals Engineering, vol. 19. pp. 368–369.
KAWATRA, S.K. and EISELE, T.C. 2001. Coal desulphurization, high-efficiency
preparation methods. Taylor and Francis, New York.
KOCA, S. and M. 2004. Contact angle measurements at the colemanite
and realgar surfaces. Applied Surface Science, vol. 225. pp. 347–355.
KOCA, S., M., and KOCA, H. 2003. Flotation of colemanite from realgar.
Minerals Engineering, vol. 16. pp. 479–482.
OZKAN,S. and GUNGOREN, C. 2012. Enhancement of colemanite flotation by
ultrasonic pre-treatment. Physicochemical Problems of Mineral
Processing, vol. 48, no. 2. pp. 455−462.
USLU, T. and AROL, A.I. 2004. Use of boron waste as an additive in red bricks.
Waste Management, vol. 24. pp. 217–220.
USLU, T. 2007. Use of boron as energy source. Proceedings of the Sixth Energy
Symposium of Turkey. Chamber of Electrical Engineers. pp. 433–450.
USLU, T., CELEP, O.E., and M. 2012. A preliminary research for upgrading
of low grade colemanite concentrate by scrubbing and Knelson
Concentrator. Proceedings of the 13th International Mineral Processing
Symposium, Bodrum, Turkey, 10–12 October 2012. pp. 653–658
USLU, T., SAHINOGLU, E., and YAVUZ, M. 2012. Desuluphurization and deashing
of oxidized fine coal by Knelson concentrator. Fuel Processing Technology,
vol. 101. pp. 94–100.
YıLDıZ, O. 2004. The effect of heat treatment on colemanite processing: a
ceramics application. Powder Technology, vol. 142. pp. 7–12. �
Enrichment of low-grade colemanite concentrate by Knelson Concentrate
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 233 �
Table II
Test conditions providing acceptable B2O3 recovery-grade combinations
Particle Bowl speed, Water flow, Concentrate Tailings B2O3 grade of B2O3 grade of B2O3 recovery, size, mm r/min L/min. amount, g amount, g tailings,% concentrate % %
-1 500 1 46.86 7.03 9.00 36.34 96.34
1500 1 47.92 3.20 3.48 36.06 99.36
500 3 38.00 13.70 12.74 39.86 89.67
1000 3 45.20 6.77 6.16 36.38 97.53
1500 3 50.05 6.16 1.04 36.27 99.65
2000 3 46.97 4.52 3.28 36.12 99.13
1000 5 39.63 7.61 6.09 36.4 96.89
1000 7 41.46 12.53 9.44 39.26 93.23
1500 7 44.80 7.60 4.39 36.21 97.98
-0.5 500 1 40.40 11.18 16.14 36.49 89.09
500 3 32.21 20.39 17.75 41.88 78.85
1000 3 42.88 10.52 11.00 37.54 93.29
1000 5 37.75 12.48 11.22 38.15 91.14
1500 5 44.79 8.89 7.35 36.33 96.14
2000 5 46.17 7.56 5.38 35.17 97.62
1000 7 33.71 16.89 12.54 40.2 86.48
1500 7 41.43 10.56 7.42 37.67 95.22
2000 7 44.55 8.6 6.16 36.79 96.87
-0.15 1500 1 40.03 22.19 24.14 37.04 73.46
ÇSAVAS,
ÇSAVAS,
ÇSAVAS,

For further information contact:Head of Conferencing
Raymond van der Berg, SAIMMP O Box 61127, Marshalltown 2107
Tel: +27 (0) 11 834-1273/7E-mail: [email protected]
Website: http://www.saimm.co.za
Copper CobaltAfrica
Copper CobaltAfrica
In association withThe 8th Southern African Base Metals Conference
6–8 July 2015Zambezi Sun Hotel, Victoria Falls
Livingstone, Zambia
ConferenceAnnouncement
Join us for the inaugural Copper Cobalt Africa Conference in the heart of Africa.To be held at Victoria Falls, one of the Seven Natural Wonders of the World, this prestigious
event will provide a unique forum for discussion, sharing of experience and knowledge, andnetworking for all those interested in the processing of copper and cobalt in an African context, inone of the worldʼs most spectacular settings.
The African Copper Belt has experienced a huge resurgence of activity in recent years followingmany years of political and economic instability. Today, a significant proportion of capital spending,project development, operational expansions, and metal value production in the Southern Africanmining industry are occurring in this region. The geology and mineralogy of the ores aresignificantly different from those in other major copper-producing regions of the world, often havingvery high grades as well as the presence of cobalt. Both mining and metallurgy present someunique challenges, not only in the technical arena, but also with respect to logistics and supplychain, human capital, community engagement, and legislative issues. This conference provides aplatform for discussion of these topics, spanning the value chain from exploration, projects, throughmining and processing.
For international participants, this conference offers an idealopportunity to gain in-depth knowledge of and exposure to theSouthern African base metals industry, and to better understandthe various facets of mining and processing in this part of theworld that both excite and frustrate the industry.
A limited number of places are available for post-conferencetours to Zambiaʼs most important commercial operations,including Kansanshi, the largest mine in Zambia, with 340 kt/ycopper production and its soon-to-be-completed 300 kt/ysmelter, and Chambishi Metals.
Jointly hosted by the mining and metallurgy technicalcommittees of the Southern African Institute of Mining andMetallurgy (SAIMM), this conference aims to:
• Promote dialogue between the mining and metallurgicaldisciplines on common challenges facing the industry,
• Encourage participation and build capacity amongst youngand emerging professionals from the Copper Belt region,
• Improve understanding of new and existing technologies,leading to safe and optimal resource utilisation.
The organising committee looks forward to your participation.
SPONSORS:
Premium

IntroductionSince the term ‘kriging’ was coined by GeorgesMatheron in the early 1960s on the basis ofKrige’s master’s thesis dealing with interpo-lation of point samples, geostatistics has beenrapidly developed as a branch of science andrelevant techniques have been commonlyapplied in many fields of science for mapping,estimation, simulation, and prediction (Journeland Huijbregts, 1978; Goovaerts, 1997). TheInternational Association for MathematicalGeosciences (IAMG) is proud of the inventionand further development of the subject by ourmembers. Kriging and other geostatisticaltechniques have been widely applied outside ofgeosciences, where users unaware of itsorigins and mathematical evolution refer to itsimply as a type of spatial analysis. Thesemivariogram, a function of distance betweenlocations, can measure the spatial autocorre-lation between values at locations separated bya distance. Models empirically fitted to
semivariograms are used for assigning weightsto linear equations whose solutions provideweighted averages for kriging data withstationarity (Goovaerts, 1997; Deutsch andJournel, 2008). Traditionally, kriging is forinterpolating data in the neighbourhood andestimating values at locations where no data isavailable. Interpolation algorithms have beendeveloped for a variety of simple, indicator,and higher-order kriging as well as krigingwith transformed and compositional data.Algorithms for interpolation of data withanisotropic spatial association (e.g. Chiles andDelfiner, 1999), mixed categorical and/orcontinuous data (Journel and Huijbregts,1978; Goovaerts, 1997), and compositionaldata (Pawlowsky-Glahn and Olea, 2004), havebeen created.
Case studies comparing these methods areavailable in the literature (e.g. Park and Jang,2014). Application of kriging depends heavilyon stationarity of the mean and second-ordermoments involving the variogram andstandard deviation of a regionalized randomvariable. Simple kriging (SK) may be applied ifthe mean of the data has a known butconstant trend, whereas ordinary kriging (OK)may be applied if the trend is constant butunknown. If the trend is unknown but followssome polynomial model, other types of krigingaccounting for trends can be used (Hansen etal., 2010). In most cases stationarity of secondorder moments is also assumed. However, thereal data, especially exploratory data involvedin characterizing mineralization andhazardous events, often does not meetstationarity requirements because ofsingularities.
Multifractal interpolation method for spatialdata with singularitiesby Q. Cheng*
SynopsisThis paper introduces the multifractal interpolation method (MIM)developed for handling singularities in data analysis and for datainterpolation. The MIM is a new moving average model for spatialmapping and interpolation. The model decomposes the raw data intotwo components: singular and nonsingular components. The former canbe characterized by a localized singularity index that quantifies thescaling invariance property of measures from a multifractal point ofview. The latter is a smooth component that can be estimated usingordinary kriging or other moving average models. The local singularityindex characterizes the concave/convex properties of the neighbourhoodvalues. The paper utilizes a binomial multiplicative cascade model todemonstrate the generation of one- and two-dimensional data withmulti-scale singularities which can be modelled by asymmetricalmultifractal distribution. It then introduces a generalized movingaverage mathematical model for analysing and interpolating data withsingularities. Finally, it is demonstrated by a one-dimensional casestudy of de Wijs’ data from a profile in a zinc mine, that incorporation ofspatial association and singularity can improve the interpolation result,especially for observed values with significant singularities.
Keywordsdata analysis, spatial mapping, moving average models, multrifractalinterpolation.
* Department of Earth and Space Science andEngineering, Department of Geography, YorkUniversity, Toronto.
© The Southern African Institute of Mining andMetallurgy, 2015. ISSN 2225-6253.
235The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
ISSN:2411-9717/2015/v115/n3/a9http://dx.doi.org/10.17159/2411-9717/2015/v115n3a9

Multifractal interpolation method for spatial data with singularities
A new approach is the multiple point geostatistics whichis a new field of spatial and temporal analysis (Mariethoz andCaers, 2014). Multiple point geostatistics uses trainingimages to quantify and to include structural information intostochastic simulation (Guardiano and Srivastava, 1993;Strebelle, 2002).
The multifractal interpolation method (MIM) based onmultifractal theory (Cheng, 1999a, 2000) has been developedfor the analysis and interpolation of data with singularities.Multifractal theory integrates both spatial association andlocal singularities and can enhance and retain the localstructure properties (Cheng, 2006a,b). This paper introducesa generalized binomial multiplicative cascade process todemonstrate the generation of one- and two-dimensionaldata with multi-scale singularities which can be modelled byasymmetrical multifractal distribution. It will then introduce ageneralized moving average mathematical model foranalyzing and interpolating between data with singularities.Finally the method will be demonstrated by a one-dimensional example.
Multiplicative cascade processes and multifractaldistributionsSingular physical, chemical, and biological processes canresult in anomalous energy release, mass accumulation, ormatter concentration, all of which are generally confined tonarrow intervals in space or time (Cheng, 2007a). The endproducts of these nonlinear processes can be modelled asfractals or multifractals. Singularity is a property of nonlinearnatural processes, examples of which include, but are notlimited to, cloud formation (Schertzer and Lovejoy 1987),rainfall (Veneziano 2002), hurricanes (Sornette, 2004),flooding (Malamud et al., 1996; Cheng 2008; Cheng et al.,2009), landslides (Malamud et al., 2004), forest fires(Malamud et al.,1996), earthquakes (Turcotte 1997), mineraldeposits and related geochemical anomalies (Agterberg,1995; Cheng et al., 1994; Xie and Bao, 2004; Cheng andAgterberg, 2009), solar wind turbulence (Macek, 2007), DNAseries (Rosas et al., 2002), heat flow at the mid oceanicridges (to be published by the author elsewhere) andlandscape textures (Plotnick et al., 1993). Multifractalmodeling involves quantification of multi-scale singularitiesand various types of properties associated with spatial distri-bution of the singularities (Halsey et al., 1986; Feder, 1988;Mandelbrot, 1989; Evertsz and Mandelbrot, 1992). Thissection introduces an asymmetrical cascade process thatgenerates results with singularities characterized byasymmetrical multifractal models. There are severalformalisms for describing multifractal distributions, one ofwhich is the multifractal model based on the partitionfunction (Halsey et al., 1986). This model involves threefunctions: the mass exponent function or Renyi exponentτ(q), the coarse Hölder exponent α(q), and the fractalspectrum function f(α) (Halsey et al., 1986).
In order to demonstrate the singularities and their distrib-utions in one- or two-dimendional data, I introduce thetheories and concepts of multiplicative cascade processes(MCPs), which play a fundamental role in quantifyingturbulent intermittency and other nonlinear processes(Schertzer and Lovejoy 1985, Schertzer et al. 1997). MCPshave been extensively discussed in the literature (e.g. Gupta
and Waymire 1993, Over and Gupta 1996, Menabde andSivapalan 2000; Serinaldi 2010). The model of de Wijs is asimple two-dimensional multiplicative cascade model (deWijs 1951, Agterberg 2001, 2007a) described in terms ofmultiplicative canonical cascade processes (Lovejoy andSchertzer, 2007). Other modifications exist, e.g. a cascademodel with functional redistribution rate (Agterberg 2007b);a two-dimensional cascade model with anisotropic partition(Cheng 2005); a generalized two-parameter binomialmultiplicative model as proposed by Koscielny-Bunde et al.(2006) and applied for describing multifractal spectra ofrunoff time series; a three-parameter binomial multifractalmodel proposed by Macek (2007) and applied to characterizesolar wind turbulence data based on a generalized two-scaleweighted Cantor set for characterizing asymmetricalmultifractal distribution; a two-dimensional cascade modelwith variable and conditional dependence partition (Cheng,2012); and a five-parameter binomial multiplicative cascademodel has been recently proposed by the author (Cheng,2014) for describing fundamental multifractal indices charac-terizing asymmetrical multifractal distribution of real-worlddata.
The five-parameter generalized multiplicative cascadeprocesses involve the partitioning of with a length L (e.g. inunit of meter) into h equal segments of which m1 receive d1(> 0) and m2 receive d2 (> 0) proportion of mass in theprevious segment, respectively, where m1 + m2 ≤ h. For aclosed system with preservation of unit measure (e.g. withtotal mass M), d1 + d2 = 1. Otherwise, d1 + d2 < 1 or d1 + d2> 1, corresponding to a loss or gain of mass during thecascade process, respectively. At the nth partition, thesegment length will be εn = L(1/h)n; the segments are subjectto k times segments with measure d1/m1 and n - k timessegments with measure d2/m2, and thus the measures ofthese segments are κ = M(d1/m1)k(d2/m2)n-k. Therefore, thenumbers of segments with k will be Nk = m1
k m2n-k(k
n).Letting n →∞, we can find series of n and k with k = ξn, 0 ≤ ξ≤ 1, where ξ is independent of n or k. We then obtain thefollowing relationships
[1]
where α is the coarse Hölder exponent which quantifies thesingularity of the distribution of
[2]
and the subset of segments with singularity α is anintertwined set which is a fractal with fractal dimension f(α).The number of segments in each of the intertwined fractalscan be expressed as
[3]
where f(α) is the fractal dimension spectral function, whichcan be expressed as
[4]
�
236 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy

It can be seen from Equations [1] to [4] that both themeasure κ and Nk follow power-law relationships at scale εn.Since the value of ξ falls within the range [0, 1], the value ofthe singularity index takes any value between αmin and αmaxfollowing the linear relationship between α(ξ) and ξ:
[5]
where the maximum and minimum values of singularity αare
[6]
assuming d1/m1 > d2/m2; otherwise, the two extremeswill be reversed. Accordingly, the corresponding fractaldimensions with special singularities are shown to be
[7]
The multifractality and symmetry of the multifractaldistribution can be characterized by the asymmetry andmultifractality indices
[8]
The asymmetry index corresponds to the ratio of thevalues m2 and m1; whereas the multifractality is proportionalto the ratio of average measures, (d1/m1)/(d2/m2).
Singularities and nonstationarityThe singularity in the multifractal model introduced in theprevious section characterizes how the statistical behaviourvaries as the measuring scale changes. For example, at somelocations the mean value calculated from the neighbourhoodvalues might be independent of the size of the vicinity withinwhich the values are averaged. In other cases, the meanvalue might proportionally depend on the size of the vicinity.The former case represents nonsingular location but the latteris for singular location. Singularity property has beencommonly observed in geochemical and geophysicalquantities (Cheng et al., 1994). Generally speaking, as thesize of segment εn → 0 (n →∞), then the measure defined foreach segment (Equation [1]) tends to zero and the number ofsegments tends to infinity. In order to explain the singularityof geochemical and geophysical quantities according to thenotation of the multifractal model shown in Equations[1]–[7], the ‘fractal density’ of measure with singularity (α)is defined by the author as the ratio of mass (εn) over scaleεn
α which can be calculated as follows:
[9]
the new fractal density ρα has a unit of M over the unit ofLα, for example, g/m0.3.
[10]
where α = 1- α represents an index quantifying the localsingularity of the measure at locations with singularity α.The ordinary density ρ can be decomposed into twocomponents: fractal density ρα and ε- α, the former isindependent of scale ε whereas the latter dependent on the
scale. The former component is a non-singular componentand the latter is singular component if the singularity index α ≠ 0. The inconvenience property of the measure withfollowing singularity properties implies nonstationarity of themeasure or the density (Cheng, 1999a):
(1) α = 1 or α = 0, if ρ(ε) = constant, independent ofscale size ε(2) α < 1, α > 0, if ρ(ε) is a decreasing function of ε,which normally implies the ‘convex’ property of (ε) at thelocation with α(3) α > 1, α < 0, if ρ(ε) is an increasing function of ε,which normally implies the ‘concave’ property of (ε) atthe location with α.
Therefore, the α-values as the fractal dimension of thefractal density (Δα – value as the co-dimension) can be usedto characterize the nonlinear structural property of themeasure (ε). This approach has already been used fortexture analysis of remote sensing Landsat TM images(Cheng, 1997b, 1999c), in multifractal interpolation ofgeochemical concentration values for mineral exploration(Cheng, 1999a, 2000a, 2000b), in well log curvereconstruction (Li and Cheng, 2001), flood event modelling(Cheng et al., 2009), in hyperspectral image analysis (Neta etal., 2010), faults and geochemistry (Wang et al., 2013), andin geochemical element concentration mapping (Chen et al.,2007; Zuo et al., 2009).
In order to introduce how singularities can be included indata interpolation, we here introduce the following scale-invariant property of the measure, (ε) and density, ρ(ε). Dueto the properties of power-law type functions we canassociate the densities at two different scales (εn and εm) asfollows
[11]
The MIM to be introduced in the next section is developedaccording to the scale invariance property (Equation [11]).
MIM incorporating spatial association and singularityStatistical properties derived at one scale may be used toestimate properties at another scale on the basis of thescaling property (Cheng, 1999a, 2000). The main purpose ofdata interpolation, including kriging, is to estimate values atunknown locations based on the neighbourhood values andtheir spatial association with the value being estimated.Spatial association represents a type of statistical dependencyof values at separate locations. If the value at a location (x) isconsidered as the realization of a regionalized randomvariable Z(x), the spatial association or variability can bemeasured by means of the variogram
[12]
where the semivariogram γ(x, h) is a function of vectordistance h separating locations x and x + h, measuring thesymmetrical variability between Z(x) and Z(x + h). Under anassumption of second-order stationary, the semivariogram(Equation [12]) becomes a function of h that is independentof location x. This strong assumption on the nature of theregionalized random variable is generally required in kriging.Equation [12] has been commonly used for structural
Multifractal interpolation method for spatial data with singularities
237The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �

Multifractal interpolation method for spatial data with singularities
analysis and interpolation in geostatistics (Journel andHuijbregts, 1978). It has also been applied for textureanalysis in image processing (Atkinson and Lewis, 2000;Herzfeld and Higginson, 1996).
To incorporate both spatial association and singularity insupporting the interpolation model based on Equation [11],the following average density within a small vicinity ⏐ (x0, ε)around location x0 with linear size ε was defined by Cheng(2006)
[13]
Assume that Equation [11] holds true within a range ofwindow sizes, ε ≤ ε ≤ εmax. Then the average density ρ(ε, x0)within the window ⏐ (x0, ε), where it may not containsamples with observed values, can be associated with theaverage density within the larger window ⏐ (x0, εmax) whereit contains samples with observed values and can beestimated by kriging as follows:
[14]
Equation [14] is a general weighted average model thatcan be used to estimate the value at the centre of ρ(ε, x0)from the neighbourhood values within ⏐ (x0, εmax) (Cheng,1999a, b, 2006). Since the above discussions are valid for alldimensions and here we will use E to present the dimensionof problem, E=1, 2, 3 stand for 1D, 2D and 3D problems. Ithas the following properties :
(1) If it does not show singularity, α = E or α = 0, thenEquation [14] reduces to the ordinary movingaverage function that has been used commonly inkriging and other data interpolation methods
(2) If all locations show the same singularity strengthwith α = constant or α = constant, then Equation[14] becomes the same as the ordinary movingaverage function used in kriging and other methods
(3) If the singularity varies from location to location, α ≠ constant or α ≠ constant, then Equation [14] isequivalent to the ordinary moving average functionmultiplied by a scale ratio factor, (ε / εmax)-Δα, withthree possible situations given ε < εmax:
[15]
These properties indicate that if the data used for interpo-lation satisfies a multifractal distribution, then Equation [14]must be used as an extended form of the ordinary weightedaveraging model. In this case, the scale ratio factor modifiesthe ordinary average in such a way that if there is positivesingularity with α > 0, then the new result is to be increasedby a factor (Equation [15]), whereas if α < 0, then the newresult is reduced by a factor (Equation [15]). This modifi-cation is reasonable because α > 0 and α < 0 correspond toconvex and concave properties of the surface ρ(ε, x0) aroundthe location x0, respectively.
The new model (Equation [14]) not only describes thespatial association reflected in the calculation of the weight λ,but also incorporates the singularity characterized by thesingularity index α. The new model therefore has two
obvious advantages: it not only improves the accuracy of theinterpolated results but also retains the local structure of theinterpolation map. The latter property is essential forgeochemical and geophysical data processing and for patternrecognition. This will be demonstrated using the assay valuesfrom the Pulacayo sphalerite-quartz vein in Bolivia studiedby De Wijs (1951).
Analysis of de Wijs’s Bolivia sphalerite data De Wijs (1951) studied assay values from the Pulacayosphalerite-bearing quartz vein in Bolivia. Along a drift 118channel samples had been collected at 2.00 m intervals(Figure 1A). These values have been analysed by multifractalmodeling and spatial analysis (Cheng and Agterberg, 1996;Cheng, 1997b) and they can be approximated by five-parameter binomial multiplicative cascade models (Cheng,1999c, 2014). The fractal dimension spectra of the distri-bution of de Wijs's zinc values are estimated by the glidingwindow method with order of moment ranging from -20 to20 and cell size ε ranging from 2 m to 30 m (Cheng, 1999c)(Figure 2) and fitted by the five-parameter binominalmultiplicative cascade model (Cheng, 2014) (seen in Figure 2). The estimated values of f(α) are as follows
Therefore,
�
238 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 1—Multifractal interpolation of de Wijs’s zinc values (de Wijs,1951). (A) Observed values %Zn; (B) singularity α-values estimated bymultifractal interpolation method; (C) correlation coefficients associatedwith the estimation of the α-values; and (D) interpolated results for zincvalues. Blue dots represent the observed values; red and yellow linespresent the results obtained by moving averaging method and themultifractal interpolation method, respectively

The results indicate that the distribution follows amultifractal model that is nearly symmetrical (Δαmax - min> 0).
In order to show the distribution of singularity and thedata interpolation results, Figure 1B shows the resultingdistribution of singularity values calculated for the data andthe correlation coefficients associated with the linear modelfitted after double log-transformation of measure and scale. Itshows that the estimated values of α are within a range from0.6 to 1.4 with correlation coefficients greater than 0.975(Figure 1C). Figure 2D illustrates the interpolated andreconstructed results obtained by means of MIM and movingaveraging. The yellow line represents the results obtainedusing MIM with window size 20 m (10 point values) and thethicker red line represents the results obtained using theaveraging technique with window size 6 m (two to threepoint values). The blue dots represent the observed data.Comparing the results obtained using MIM and movingaveraging shows that MIM provides better results not onlywith smaller fitting errors for the observed data, but also thatlocalized multifractality of the data is preserved.
Discussion and conclusionsIt has been demonstrated that the multifractal distributiongenerated by binomial multiplicative cascade processes hasmultiple singularities that can be quantified by singularityindex and fractal dimension spectrum. According to MIM, thesingularity of multifractally distributed data can be used indata interpolation for mapping purposes with the localizedstructural properties (multifractality) preserved. The modelused in MIM can be considered as an extended form of theordinary moving average or weighted average used invarious data interpolation methods, including inversedistance weighting and kriging. For most quantities inexploration geochemistry showing singularities, in order toretain the localized structural property, the multifractalinterpolation method can be used to extend the ordinarymoving average techniques, including ordinary kriging.
Since the singularity can be estimated using variousmethods, for example, integration of multiple patterns byweights of evidence method (Cheng, 2012) and other
anisotropic cascade processes (Cheng, 2004), more generalstructural property and generalized self-similarity charac-terized by the singularity can be incorporated in the datainterpolation. The multifractal interpolation based on priorknowledge and training images should be further explored
AcknowledgementsThe author wishes to thank Professor Richard Minnitt foraccepting this paper for the Danie Krige CommemorativeVolume. Thanks are due to Dr Frits Agterberg and Dr ZhijunChen for their critical review of the paper and constructivecomments. This research has been jointly supported by aresearch project on ‘Quantitative models for prediction ofstrategic mineral resources in China’ (201211022) by ChinaGeological Survey, and by NSERC Discovery Research‘Research and development of multifractal methods and GIStechnology for mineral exploration and environmentalassessments’ (ERC-OGP0183993).
ReferencesAGTERBERG, F.P. 1995. Multifractal modeling of the sizes and grades of giant
and supergiant deposits. International Geology Review, vol. 37. pp. 1–8.
Agterberg, F.P. 2001. Multifractal simulation of geochemical map patterns.Geologic Modeling and Simulation: Sedimentary Systems. Merriam, D.F.and Davis J.C. (eds.). Kluwer, New York. pp. 327–346.
AGTERBERG, F.P. 2005. Application of a three-parameter version of the model ofde Wijs in regional geochemistry. GIS and Spatial Analysis. Proceedings ofIAMG2005, Toronto. Cheng, Q. and Bonham-Carter, G.F. (eds.).International Association for Mathematical Geosciences., Kingston, ON,Canada. pp. 291–296.
AGTERBERG, F.P. 2007a. New applications of the model of de Wijs in regionalgeochemistry. Mathematical Geology, vol. 39. pp. 1–26.
AGTERBERG, F.P. 2007b, Mixtures of multiplicative cascade models ingeochemistry. Nonlinear Processes in Geophysics, vol. 14. pp. 201–209.
ATKINSON, P.M. and LEWIS, P. 2000. Geostatistical classification for remotesensing: an introduction. Computers and Geosciences, vol. 26. pp. 361–371.
CHEN, Z., CHENG, Q., CHEN, J., and XIE, S. 2007. A novel iterative approach formapping local singularities from geochemical data, Nonlinear Processes inGeophysics, vol. 14, no. 3. pp. 317–324.
CHENG, Q. 1997a. Discrete multifractals. Mathematical Geology, vol. 29. pp. 245–266.
CHENG, Q. 1997b. Multifractal modelling and lacunarity analysis. MathematicalGeology, vol. 29. pp. 919–932.
CHENG, Q. 1999a. Multifractal interpolation. Proceedings of the Fifth AnnualConference of the International Association for Mathematical Geology,Trondheim, Norway. vol. 1. Lippard, S.J., Naess, A., and Sinding-Larsen,R. (eds.). pp. 245–250.
CHENG, Q. 1999b. Multifractality and spatial statistics. Computers andGeosciences, vol. 25, no. 9. pp. 949–961.
CHENG, Q. 1999c. The gliding box method for multifractal modeling. Computersand Geosciences, vol. 25. pp. 1073–1079.
CHENG, Q. 2000. Interpolation by means of multiftractal, kriging and movingaverage techniques. GeoCanada 2000. Proceedings of the GAC/MACMeeting, Calgary, AB, Canada 29 May–2 June 2000. [CD-ROM]. GeologicalAssociation of Canada, St. John’s, NF, Canada.
CHENG, Q. 2001. A multifractal and geostatistical method for modelinggeochemical map patterns and geochemical anomalies. (In Chinese withEnglish abstract.) Journal of Earth Science, vol. 26. pp. 61–166.
CHENG, Q. 2004. A new model for quantifying anisotropic scale invariance andfor decomposition of mixing patterns. Mathematical Geology, vol. 36. pp. 345–360.
CHENG, Q. 2005. Multifractal distribution of eigenvalues and eigenvectors from2D multiplicative cascade multifractal fields. Mathematical Geology, vol. 37. pp. 915–927.
Multifractal interpolation method for spatial data with singularities
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 239 �
Figure 2 – Results showing fractal dimension functions (dots) calculatedfor de Wijs's zinc values by means of gliding box method (Cheng, 1999)and binomial multiplicative cascade model with m1=1, m2=1.1, h = 2.1,d1 = 0.38 and d2 = 0.63. αmax-min = 0.75, τ = 0.033 and R = 1.1

Multifractal interpolation method for spatial data with singularities
CHENG, Q. 2006a. A new model for incorporating spatial association andsingularity in interpolation of exploratory data. Geostatistics Banff 2004.Quantitative Geology and Geostatistics 14. Leuangthong, D. and Deutsch,C.V. (eds.). Springer, New York. pp. 1017–1026.
CHENG, Q. 2007a. Mapping singularities with stream sediment geochemical datafor prediction of undiscovered mineral deposits in Gejiu, Yunnan Province,China. Ore Geology Reviews, vol. 32.3. pp. 14–324.
CHENG, Q. 2006b. GIS based fractal/multifractal anomaly analysis for modelingand prediction of mineralization and mineral deposits, in GIS forGeosciences`, Jeff Harris and Denny Wright (eds.), Geological Associationof Canada. pp. 285–296.
CHENG, Q. 2007b. Multifractal imaging filtering and decomposition methods inspace, Fourier frequency, and eigen domains. Nonlinear Processes inGeophysics, vol. 14. pp. 293–303.
CHENG, Q. 2008. Non-linear theory and power-law models for informationintegration and mineral resources quantitative assessments. MathematicalGeosciences, vol. 40. pp. 503–532.
CHENG, Q. 2012. Multiplicative cascade processes and information integrationfor predictive mapping. Nonlinear Processes in Geophysics, vol. 19. pp. 57–68.
CHENG, Q. 2014. Generalized binomial multiplicative cascade processes andasymmetrical multifractal distribution. Nonlinear Processes in Geophysics21. pp. 477–487.
CHENG, Q. and AGTERBERG, F.P. 1996. Multifractal modeling and spatialstatistics. Mathematical Geology, vol. 28. pp. 1–16.
CHENG, Q. and AGTERBERG, F.P. 2009. Singularity analysis of ore-mineral andtoxic trace elements in stream sediments. Computers and Geosciences, vol. 35. pp. 234–244.
CHENG, Q., LI, L., and WANG, L. 2009. Characterization of peak flow events withlocal singularity method. Nonlinear Processes in Geophysics, vol. 16. pp. 503–513.
CHENG, Q., AGTERBERG, F.P., and BALLANTYNE, S.B. 1994. The separation ofgeochemical anomalies from background by fractal methods. Journal ofExploration Geochemistry, vol. 51. pp. 109–130.
CHILES, J.P. and DELFINER, P. 1999. Geostatistics, Modeling Spatial Uncertainty.Wiley, New York.
DE WIJS, H.J. 1951. Statistics of ore distribution, part I. Geologie en Mijnbouw,vol. 13. pp. 365–375.
DEUTSCH, C.V. and JOURNEL, A.G. 2008. GSLIB: Geostatistical Software Libraryand User’s Guide. Oxford University Press, New York, NY. 2nd edn.
EVERTSZ, C.J.G. and MANDELBROT, B.B. 1992. Multifractal measures. Chaos andFractals. Peitgen, H-O., Jürgens, H., and Saupe, D. (eds.). Springer, NewYork. pp. 922–953.
FEDER, J. 1988. Fractals. Plenum Press, New York. 283 pp.
GUARDIANO, F. and SRIVASTAVA, R.M. 1993. Multivariate Geostatistics: BeyondBivariate Moments. In Soares, A., (ed.) Geostatistics-Troia. KluwerAcademic Publications. 1. pp. 133–144.
GOOVAERTS, P. 1997. Geostatistics for Natural Resources Evaluation, OxfordUniversity Press, New York, NY.
GUPTA, V.K. and WAYMIRE, E.C. 1993. A statistical analysis of mesoscale rainfallas a random cascade. Journal of Applied Meteorology, vol. 32. pp. 251–267.
HALSEY, T.C., JENSEN, M.H., KADANOFF, L.P., PROCACCIA, I., and SHRAIMAN, B.I.1986. Fractal measures and their singularities: the characterization ofstrange sets. Physical Review A, vol. 33, no. 1. pp. 141–151.
HANSEN, T.M., MOSEGAARD, K., and SCHIØTT, C.R. 2010. Kriging interpolation inseismic attribute space applied to the South Arne Field, North Sea.Geophysics, vol. 75. pp. 31–41.
HERZFELD, U.C. AND HIGGINSON, C.A. 1996. Automated geostatistical seafloorclassification: principles, parameters, feature vectors, and discriminationcriteria. Computers and Geosciences, vol. 22, no. 3. pp. 5–52.
JOURNEL, A.G. and HUIJBREGTS, CH.J. 1978. Mining Geostatistics. Academic Press,New York.
LI, Q. and CHENG, Q. 2001. Fractal correction of well logging curves. Journal ofChina University of Geosciences, vol. 12. pp. 272–275.
KOSCIELNY-BUNDE, E., KANTELHARDT, J.W., BRAUND, P., BUNDE, A., and HAVLIN, S.2006. Long-term persistence and multifractality of river runoff records:detrended function studies. Journal of Hydrology, vol. 322. pp. 120–137.
LOVEJOY, S. and SCHERTZER, D. 2007. Scaling and multifractal fields in the solidEarth and topography. Nonlinear Processes in Geophysics, vol. 14. pp. 465–502.
MACEK, W.M. 2007 Multifractality and intermittency in the solar wind.Nonlinear Processes in Geophysics, vol. 14. pp. 695–700.
MALAMUD, B.D., TURCOTTE, D.L., and BARTON, C.C. 1996. The 1993 MississippiRiver flood: a one hundred or a one thousand year event? Environmentaland Engineering Geoscience, vol. 2. pp. 479–486.
MALAMUD, B.D., TURCOTTE, D.L., GUZZETTI, F., and REICHENBACH, P. 2004.Landslide inventories and their statistical properties. Earth SurfaceProcesses Landforms, vol. 29. pp. 687–711.
MANDELBROT, B.B. 1989. Multifractal measures, especially for the geophysicist.Pure and Applied Geophysics, vol. 131. pp. 5–42.
MENABDE, M. and SIVAPALAN, M. 2000, Modeling of rainfall time series andextremes using bounded random cascades and Levy-stable distributions.Water Resources Research, vol. 36, no. 11. pp. 3293–3300.
MARIETHOZ, G. and CAERS, J. 2014. Multiple-point Geostatistics: StochasticModeling with Training Images. Wiley-Blackwell.
NETA, T., CHENG, Q., BELLO, R., and HU, B. 2010. Upscaling reflectanceinformation of lichens and mosses using a singularity index: a case studyof the Hudson Bay Lowlands, Canada. Biogeosciences, vol. 7. pp. 2557–2565.
PARK, N.W. and JANG, D.H. 2014, Comparison of geostatistical krigingalgorithms for intertidal surface sediment facies mapping with grain sizedata. The Scientific World Journal, vol. 2014, Article ID 145824. 11 pp.
PAWLOWSKY-GLAHN, V. and OLEA, R.A. 2004. Geostatistical Analysis ofCompositional Data. Oxford University Press, New York, NY.
PLOTNICK, R.E., GARDNER, R.H., and O'NEILL, R.V. 1993. Lacunarity indices asmeasures of landscape texture. Landscape Ecology, vol. 8, no. 3. pp. 201–211.
OVER, T.M. and GUPTA, V.K. 1996. A space-time theory of mesoscale rainfallusing random cascades. Journal of Geophysical Research, vol. 101 (d21).pp. 26319–26331.
ROSAS, A., NOGUEIRA, E. JR., and FONTANARI, J.F. 2002. Multifractal analysis ofDNA walks and trails. Physical Review E, vol. 66. pp. 061906-1–061906-6.
SCHERTZER, D. and LOVEJOY, S. 1985. The dimension and intermittency ofatmospheric dynamics – multifractal cascade dynamics and turbulentintermittency. Turbulent Shear Flow. Launder, B. (ed.). Springer-Verlag,New York. pp. 7-33.
SCHERTZER, D. and LOVEJOY, S. 1987. Physical modeling and analysis of rain andclouds by anisotropic scaling of multiplicative processes. Journal ofGeophysical Research, vol. 92. pp. 9693–9714.
SCHERTZER, D., LOVEJOY, S., SCHMITT, F., CHIGIRINSKAYA, Y., and MARSAN, D. 1997.Multifractal cascade dynamics and turbulent intermittency. Fractals, vol. 5. pp. 427–471.
SERINALDI, F. 2010. Multifractality, imperfect scaling and hydrological propertiesof rainfall time series simulated by continuous universal multifractal anddiscrete random cascade models. Nonlinear Processes in Geophysics, vol. 17. pp. 697–714.
SORNETTE, D. 2004. Critical Phenomena in Natural Sciences: Chaos, Fractals,Selforganization and Disorder. 2nd edn. Springer, New York.
STREBELLE, S. 2002. Conditional Simulation of Complex Geological StructuresUsing Multiple-Point Statistics. Mathematical Geology, vol. 34. pp. 1–21.
TURCOTTE, D.L. 1997. Fractals and chaos in geology and geophysics. 2nd edn.Cambridge Univsity Press, Cambridge, UK.
VENEZIANO, D. 2002. Multifractality of rainfall and scaling ofintensity–duration–frequency curves. Water Resources Research, vol. 38.pp. 1–12.
WANG, W., ZHAO, J., and CHENG, Q. 2013. Fault trace-oriented singularitymapping technique to characterize anisotropic geochemical signatures inGejiu mineral district, China. Journal of Geochemical Exploration, vol. 134.pp. 27–37.
XIE, S. and BAO, Z. 2004. Fractal and multifractal properties of geochemicalfields. Mathematical Geology, vol. 36. pp. 847–864.
ZUO, R., CHENG, Q., AGTERBERG, F.P., and XIA, Q. 2009. Application of singularitymapping technique to identify local anomalies using stream sedimentgeochemical data, a case study from Gangdese, Tibet, western China.Journal of Geochemical Exploration, vol. 101. pp. 225–235. �
�
240 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy

IntroductionAlthough the nickel-based superalloys(NBSAs) have excellent mechanical propertiesat high temperatures, they are limited by theirmaximum application temperature, which isdictated by the melting point of the nickelsolid-solution matrix. Currently, the maximumtemperature at which NBSAs operate is about1100°C, which is approximately 90% of theirmelting temperature (Reed, 2004). Althoughthermal-barrier coatings can be used toincrease the application temperature, thecomponent is still restricted by the meltingpoint of the substrate, and for safety reasonsthe maximum attainable temperatures are stilllimited (Goward, 1998). If the operatingtemperatures could be increased, there wouldbe a number of advantages. Higher temper-atures improve the efficiency of turbineengines, enabling greater thrust, improved fuelefficiency and thus reduced pollution.
There is increasing interest in using adifferent alloy system with a much highermelting point. Intermetallic compounds have
been considered because of their high-temperature strengths, but the inherent room-temperature brittleness of these materialsremains problematic (Wolff and Sauthoff,1996). One solution would be to base the newmaterials on alloys with high melting pointsand use the naturally-occurring precipitates ofthat system. This should also help keep theprocessing cost to a minimum. These systemswould be similar in structure to the NBSAswith a matrix and a fine dispersion of small,preferably coherent, and hence stable, precip-itates. Face-centred cubic (fcc) structures areadvantageous because, being close-packed,they are more creep resistant. Refractorymetals (e.g. Nb, Mo, and W) have beenconsidered because of their high meltingpoints (2477°C, 2623°C, and 3422°C respec-tively), but their more open body-centred cubicstructures are more susceptible to creep, aswell as being prone to rapid oxidation, even atrelatively low temperatures (Briant, 1994).Platinum group metals (platinum, iridium, andrhodium) were targeted because they havehigh melting points, good environmentalresistance, and a mostly fcc structure (Yamabeet al., 1996; Wolff and Hill, 2000).
High-order additions to platinum-based alloysfor high-temperature applicationsby B.O. Odera*†‡§, M.J. Papo‡**, R. Couperthwaite**, G.O. Rading†§,D. Billing∞, and L.A. Cornish*†‡
SynopsisPlatinum-based alloys are being developed with microstructures similar tonickel-based superalloys for potential high-temperature applications inaggressive environments. Since the chemistries of nickel and platinum aresimilar, Pt-based alloys can be made with gamma prime ~Pt3Al precipitatesin a gamma (Pt) matrix. Currently, the Pt-Al-Cr-Ru system is one of thebases for developing Pt-based alloys, where Al allows the formation of thePt3Al precipitate and also gives protection from the alumina scale formed,Cr provides oxidation resistance and stabilization for the L12 ~Pt3Al phase,and Ru provides solid solution strengthening in the (Pt) matrix.
Four Pt-Al-Cr-Ru-V and two Pt-Al-Cr-Ru-V-Nb alloys were made, withcompositions based on a quaternary alloy, ~Pt82:Al12:Cr4:Ru2, which hadpreviously been identified as having optimum properties. Four of the as-cast alloys had the targeted two-phase structure of ~Pt3Al and (Pt), andtwo were single-phase ~Pt3Al. Vanadium partitioned more to (Pt) than to~Pt3Al. There was an improvement in hardness compared to thequaternary alloys. The best addition of V was ~15 at.%; higher additionsresulted in brittle intermetallic phases of the Pt-V system. The effect of Nbcould not be ascertained because of its high losses.
Keywordshigh-order Pt-based alloys, scanning electron microscopy, X-raydiffraction, microhardness.
* School of Chemical and Metallurgical Engineering,University of the Witwatersrand, Johannesburg,South Africa.
† African Materials Science and Engineering Network(AMSEM), a Carnegie-IAS Network.
‡ DST/NRF Centre of Excellence in Strong Materials,hosted by University of the University of theWitwatersrand, Johannesburg, South Africa.
§ Department of Mechanical and ManufacturingEngineering, University of Nairobi, Nairobi, Kenya.
** Advanced Materialls Division, Mintek, Randburg,Johannesburg, South Africa.
∞ School of Chemistry, University of theWitwatersrand, Johannesburg, South Africa.
© The Southern African Institute of Mining andMetallurgy, 2015. ISSN 2225-6253. Paper receivedOct. 2013; revised paper received Oct. 2014.
241The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
ISSN:2411-9717/2015/v115/n3/a10http://dx.doi.org/10.17159/2411-9717/2015/v115n3a10

High-order additions to platinum-based alloys for high-temperature applications
Platinum-based alloys are being developed to havemicrostructures very similar to nickel-based superalloys forpotential for high-temperature applications in aggressiveenvironments (Wolff and Hill, 2000; Cornish et al., 2009).Since the chemistries of nickel and platinum are similar, Pt-based alloys can be made with gamma prime ~Pt3Al precip-itates in a gamma (Pt) matrix. Although similar (Massalski,1990), the Pt-Al phase diagram is more complicated than thatof Ni-Al in that Pt3Al has at least three variants, dependingon the temperature, whereas Ni-Al has only one, the L12phase, which is ordered fcc. In Pt-Al, the L12 phase is thehighest temperature ~Pt3Al phase, whereas the lowertemperature ~Pt3Al phases are tetragonal, and so lessdesirable for components subjected to ranges of temperature,although they can be stabilized by various additions.Currently, the Pt-Al-Cr-Ru system is one of the bases fordeveloping Pt-based alloys, where Al allows the formation ofthe Pt3Al precipitate and also gives protection by formingalumina scale, Cr provides oxidation resistance andstabilization for the L12 ~Pt3Al phase, and Ru provides solidsolution strengthening in the (Pt) matrix. Other researchers(Wenderoth et al., 2005; Völkl et al., 2009) have developedalloys based on Pt-Al-Cr-Ni.
In an investigation of some Pt-Al-Cr-Ru alloys, it wasfound that both Ru and Cr partition preferentially to the (Pt).The solubility ranges of Ru and Cr were found to be 0.5 to0.7 at.% Ru and 1.3 to 1.8 at.% Cr in the precipitates, andbetween 1.2 to 2.4 at.% Ru and 2.7 to 4.6 at.% Cr for the (Pt)phase (Shongwe et al., 2008, 2010). The best quaternaryalloy in terms of high precipitate volume, microstructure, andhardness to date is ~Pt82:Al12:Cr4:Ru2 (at.%) (Shongwe et al.,2008, 2010). It was postulated that a quinary addition to theoptimum Pt-Al-Cr-Ru quaternary alloy could improve themelting temperature and stability and increase the volumefraction of ~Pt3Al. This would improve mechanical properties,such as hardness and strength, at high temperatures whilestill retaining the oxidation and corrosion resistance in theseaggressive environments.
It is well recognized (Cornish et al., 2009) that Pt-basedalloys have serious disadvantages due to their price and theirdensity. Attempts are ongoing to substitute some of the Ptwith another element, which is less expensive and less dense,but still retaining the high-temperature capabilities and therequired microstructure. Addition of niobium to Pt-basedalloys resulted in elevated strengths at high temperaturesthrough precipitation-hardening (Wenderoth et al., 2008),and since vanadium is near Nb in the periodic table and has asmaller atomic radius than Nb, it may also act as a precipi-tation strengthener in addition to solid solutionstrengthening. The binary phase diagrams of Nb-Pt and Pt-Vhave the melting point of (Pt) increasing with increasingadditions of Nb and V respectively (Massalski, 1990). Thiscould counteract the effect of the Al-Pt eutectic with thedecreasing (Pt) melting point. In order to predict the effect ofNb and V on the Pt-based alloys, phase diagrams werestudied for (which had not been reported before): Pt-Al-Nb(Ndlovu, 2006; Samal and Cornish, 2010) and Pt-Cr-Nb(Mulaudzi, 2009), as well as Pt-Al-V (Odera et al., 2012a;Odera, 2013a) and Pt-Cr-V (Odera et al., 2012b; Odera,2013a). The results indicate how the additions affect themicrostructure and give an idea of the maximum additionswithout losing the two-phase structure, or forming otherphases.
Experimental procedureAlloy buttons weighing ~2 g each were prepared forcompositions chosen (Tables I and II) from previous work(Ndlovu, 2006; Shongwe et al., 2008, 2010; Mulaudzi, 2009;Samal and Cornish, 2010; Odera et al., 2012a, 2012b; Odera,2013) for a series of alloys based on Pt-Al-Cr-Ru withadditions of Nb and/or V. The elemental components had99.9% purity, except for V (99.6% purity). The samples weremanufactured by arc-melting under argon, on a water-cooledcopper hearth, with Ti as an oxygen-getter, and each wasturned over and re-melted three times in an attempt to
�
242 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Table I
Composition analyses (at.%) for the as-cast alloys
Alloy Pt Al Cr Ru V Nb Phase
1 63.9±1.0 12.2±0.4 4.3±0.5 0.7±0.4 18.9±0.9 - -
Pt63.9:Al12.2:Cr4.3:Ru0.7:V18.9 65.2±0.7 5.0±1.1 4.9±0.2 1.4±0.3 23.5±0.7 - (Pt)
62.3±1.2 27.4±1.9 2.5±0.3 0 7.8±0.7 - ~Pt3Al
2 69.5±0.5 11.5±0.5 4.2±0.3 0.6±0.3 14.2±0.5 - -
Pt69.5:Al11.5:Cr4.2:Ru0.6:V14.2 70.2±1.4 8.4±1.1 4.4±0.3 1.0±0.6 16.1±1.1 - (Pt)
66.9±1.6 22.5±3.7 3.2±0.3 0 7.5±2.1 - ~Pt3Al
3 74.7±0.6 11.2±0.4 4.0±0.2 0.6±0.4 9.5±0.2 - ~Pt3Al
Pt75.2:Al11.2:Cr4.0:Ru0.6:V9.5
4 78.2±0.9 12.2±0.7 3.8±0.2 0.6±0.1 5.2±0.3 - ~Pt3Al
Pt78.7:Al12.2:Cr3.8:Ru0.6:V5.2
5 63.4±1.1 12.9±1.7 4.0±0.1 0.7±0.3 19.0±0.9 0.6±0.4 -
Pt63.2:Al12.9:Cr4.0:Ru0.7:V19.0:Nb0.6 62.7±0.6 6.3±0.6 5.1±0.4 1.0±0.4 23.3±0.9 1.6±0.7 (Pt)
56.1±0.8 31.1±0.9 3.9±0.3 0.1±0.1 8.8±0.4 0 ~Pt3Al + (Pt) eutectic
6 71.0±2.1 12.8±1.8 4.9±0.4 1.1±0.8 9.9±0.5 0.3±0.1 -
Pt71.7:Al12.8:Cr4.9:Ru1.1:V9.9:Nb0.3 73.8±1.6 8.8±2.0 4.5±0.4 1.0±0.8 10.9±1.3 1.1±0.8 (Pt)
64.4±1.2 29.4±1.0 2.7±0.2 0 3.6±0.5 0 ~Pt3Al

achieve homogeneity. The buttons were halved, and one halfwas prepared metallographically in the as-cast condition,with the other half being sealed in an evacuated ampoule,then annealed at 1000°C for 1500 hours and quenched inwater, then similarly prepared.
The microstructures of all the alloys were analysed usinga scanning electron microscope (SEM) model HR-NovaNanoSEM200, using both secondary (SE) and backscatteredelectron (BSE) modes. An accelerating voltage of 20.0 kVwas used on all the samples and the working distance rangedfrom 5.0 to 5.5 mm. Area and spot phase compositions wereobtained from energy dispersive X-ray spectroscopy (EDX),taking an average of at least five different measurements indifferent places. The overall area from which compositionmeasurements were taken was 1600 μm2. The interactionvolume of the X-rays can be as much as 3 μm across anddeep (especially for higher atomic number elements and thenecessary high accelerating voltage). Usually an accuracy of±1 at.% would be expected for this technique. A Bruker D2Phaser Diffractometer with Lynxeye detector using Co Kαradiation of wavelength 1.78897 Å was used for X-raydiffraction (XRD) to confirm the phase identities. Thediffraction angles ranged between 2θ = 20° to 2θ = 100°. Thegenerator settings were 30 kV and 10 mA and the step sizewas 0.0260°.
Microhardness tests were performed after etching in asolution of 10 g NaCl in 100 cm3 HCl (32% vol. concen-tration), using a DC power supply and a voltage range of 9 Vto 12 V (Odera et al., 2012c). A Vickers microhardness testerwas used with a load of 300 g, and at least fivemeasurements taken.
ResultsThere were losses during melting, especially of Ru (up to 1.5at.%) and Nb (up to 1.7 at.%), even higher than before(Cornish et al., 2009). The EDX results of the as-cast alloys
are shown in Table I, whereas those of the heat-treated alloysare given in Table II. The last columns of Tables I and II showthe phases that were confirmed by XRD analysis. Table III isa summary of the data from Rietveld analysis, while Table IVcontains the hardness data.
Pt63.9:Al12.2:Cr4.3:Ru0.7:V18.9 (at.%) (alloys 1 and 1H)The as-cast Pt63.9:Al12.2:Cr4.3:Ru0.7:V18.9 (at.%) alloy (Figure1a) had dendrites of (Pt) in a matrix of ~Pt3Al. The expectedeutectic was not visible, but it could have been too fine toresolve. Vanadium partitioned preferentially to the (Pt) at~23.5 at.% V compared to ~7.8 at.% V in ~Pt3Al. After heattreatment, the (Pt) had transformed to ~Pt2V (Figure 1b) andthe overall composition changed slightly, with 0.1 at.% Rulower content and 0.7 at.% V higher content (although thelimit of the detector was ±1 at.%). The phase transformationwas confirmed by XRD, as shown in Figure 2.
Pt69.5:Al11.5:Cr4.2:Ru0.6:V14.2 (at.%) (alloys 2 and 2H)The microstructure of as-cast Pt69.5:Al11.5:Cr4.2:Ru0.6:V14.2(at.%) was very similar to the previous alloy, and the grainboundaries were irregular (Figure 3a). Most of the V wentinto solution in the (Pt). After heat treatment, the alloybecame mostly single-phase ~Pt3Al, with very little change inoverall composition, with Ru and V decreasing by 0.1 at.% asmeasured by EDX (Tables I and II), and the grain boundarieshad become much smoother, indicating that the heattreatment temperature and duration had an effect on themicrostructure (Figure 3b).
Pt75.2:Al11.2:Cr4.0:Ru0.6:V9.5 (at.%) (alloys 3 and 3H)The as-cast Pt75.2:Al11.2:Cr4.0:Ru0.6:V9.5 (at.%) alloy differedfrom the other as-cast alloys in that it was single-phase~Pt3Al, which was confirmed by XRD. After heat treatment,the alloy was still single-phase and the grain boundaries hadalso become more regular and shorter.
High-order additions to platinum-based alloys for high-temperature applications
243The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 �
Table II
Composition analyses (at.%) for the alloys heat treated at 1000°C for 1500h
Alloy Pt Al Cr Ru V Nb Phase
1H 61.8±0.7 13.9±0.9 4.1±0.3 0.6±0.2 19.6±0.4 - -
Pt61.7:Al13.9:Cr4.1:Ru0.6:V19.6 61.8±1.3 7.1±1.3 4.7±0.2 1.4±0.4 25.0±1.4 - ~Pt2V
57.9±0.4 37.6±0.8 1.8±0.3 0 2.7±0.4 - ~Pt3Al
2H 69.6±1.3 11.4±1.0 4.4±0.2 0.5±0.4 14.1±0.7 - ~Pt3Al
Pt69.8:Al11.4:Cr4.4:Ru0.5:V14.1
3H 76.4±1.0 10.1±0.3 3.7±0.6 0.8±0.1 9.0±0.4 - -
Pt83.0:Al10.1:Cr3.7:Ru0.8:V9.0 75.8±1.0 10.4±0.6 4.3±0.3 0.8±0.2 8.7±0.3 - ~Pt3Al
75.8±2.0 10.5±1.4 4.2±0.5 0.5±0.1 9.0±0.4 - ~Pt3Al
4H 82.5±0.7 8.7±0.6 3.7±0.4 0.8 4.3±0.6 -
Pt83.0:Al8.7:Cr3.7:Ru0.8:V4.3 82.6±2.0 6.8±1.5 4.1±0.5 1.6±1.3 4.9±0.4 (Pt) with ~Pt3Al pptn.
80.4±2.0 10.1±1.7 3.9±0.4 1.2±0.8 4.4±0.5 ~Pt3Al with (Pt) pptn.
5H 53.4±1.8 18.0±1.4 4.3±0.3 1.4±0.9 21.9±1.3 1.0±0.8 -
Pt53.9:Al18.0:Cr4.3:Ru1.4:V21.9:Nb1.0 56.4±1.6 8.1±1.9 5.1±0.5 2.2±0.6 26.9±0.3 1.3±0.8 ~Pt2V
57.3±1.3 24.8±1.6 2.4±0.3 0.2 14.8±1.7 0.5±0.1 ~Pt3Al
47.8±1.9 7.7±2.4 7.6±0.9 2.6±0.1 34.3±3.4 0 ~PtV
55.6±0.3 17.0±1.3 4.5±0.5 1.3±0.3 21.6±0.9 0 ~PtV + ~Pt2V
6H 73.9±0.6 11.5±0.6 4.5±0.3 0.5±0.2 9.3±0.3 0.3±0.1 ~Pt3Al
Pt74.1:Al11.5:Cr4.5:Ru0.5:V9.3:Nb0.3

High-order additions to platinum-based alloys for high-temperature applications
�
244 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Table III
Rietveld analyses of selected samples
Alloy Phase Proportion, % Space group Lattice parameter, Å
1 Pt3Al 53.5 Pm 3–m a = 3.86255
Pt63.9:Al12.2:Cr4.3:Ru0.7:V18.9 (Pt) 0.1 Fm 3–m a = 3.96781
Pt3V 46.4 Pm 3–m a = 3.87000
RuAl 0.2 Pm 3–m a = 3.01516
1H Pt3Al 59.5 Pm 3–m a = 3.86742
Pt61.7:Al13.9:Cr4.1:Ru0.6:V19.6 Pt2V 36.2 Immm a = 2.73018
b = 8.27452
c = 3.83065
CrPt 4.3 P213 a = 4.85507
2 Pt3Al 79.7 Pm 3–m a = 3.86255
Pt69.5:Al11.5:Cr4.2:Ru0.6:V14.2 (Pt) 0.1 Fm 3–m a = 3.96796
Pt3V 19.5 Pm 3–m a = 3.87000
RuAl 0.7 Pm 3–m a = 3.01639
2H Pt3Al 66.6 Pm 3–m a = 3.86362
Pt69.8:Al11.4:Cr4.4:Ru0.5:V14.1 Pt3V 18.6 Pm 3–m a = 3.81112
Cr3Pt 14.8 Pm 3–m a = 3.87362
4 Pt3Al 90.28 Pm 3–m a = 3.87750
5 Pt3Al 95.7 P4–/mbm a = 5.47216
Pt63.2:Al12.9:Cr4.0:Ru0.7:V19.0:Nb0.6 Fm 3–m c = 7.74843
(Pt) 1.4 I4–/mmm a = 3.96532
Pt3V 2.1 a = 3.87182
Pm 3–m c = 8.08972
RuAl 0.8 a = 3.02034
5H Pt3Al 62.0 P4–/mbm a = 5.39536
Pt53.9:Al18.0:Cr4.3:Ru1.4:V21.9:Nb1.0 c = 8.12855
PtV 34.8 Pmma a = 3.41466
b = 2.70016
c = 4.76353
Pt2V 3.2 Immm a = 2.71709
b = 8.32022
c = 3.79396
6 Pt3Al 94.1 Pm 3–m a = 3.88863
Pt71.7:Al12.8:Cr4.9:Ru1.1:V9.9:Nb0.3 Pt3V 2.7 Pm 3–m a = 3.89561
RuAl 3.2 Pm 3–m a = 3.03984
Figure 1a—SEM-BSE image of as-castPt63.9:Al12.2:Cr4.3:Ru0.7:V18.9 (at.%), showing dark (Pt) andlight ~Pt3Al
Figure 1b—SEM-BSE image of annealedPt61.7:Al13.9:Cr4.1:Ru0.6:V19.6 (at.%), showing a two- phase structure of dark ~Pt2V and light ~Pt3Al

High-order additions to platinum-based alloys for high-temperature applications
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 245 �
Figure 2a—XRD pattern for as-castPt63.9:Al12.2:Cr4.3:Ru0.7:V18.9 (at.%), showing peaks for Pt and Pt3Al
Figure 2b—XRD pattern for annealedPt63.9:Al12.2:Cr4.3:Ru0.7:V18.9 (at.%), showing peaks for Pt and ~Pt2V
Figure 3a—SEM-BSE image of as-castPt69.5:Al11.5:Cr4.2:Ru0.6:V14.2 (at.%), showing dark ~Pt3Aland light (Pt), with irregular grain boundaries
Figure 3b—SEM-BSE image of annealedPt69.8:Al11.4:Cr4.4:Ru0.5:V14.1 (at.%), showing mainly single-phase ~Pt3Al with grains at different orientations
Pt78.7:Al12.2:Cr3.8:Ru0.6:V5.2 (at.%) (alloys 4 and 4H)
Similar to the previous alloy, Figure 4a shows that as-castPt78.7:Al12.2:Cr3.8:Ru0.6:V5.2 (at.%) was single-phase ~Pt3Al,as confirmed by XRD. The different contrasts are due toorientation (Cornish et al., 2008), since the analyses werewithin 2 at.% of each other. After heat treatment, the alloyhad lost some Cr and V and was two-phase, with each phasecontaining precipitates of the other phase, which brought theanalysed compositions closer together (Figure 4b). However,the low contrast between the phases made the microstructuredifficult to discern. The (Pt) phase had higher Pt, Ru, and Vwith lower Al, and unlike the other samples, (Pt) was thelighter phase because it contained less V. The solid-stateprecipitations indicated retreating solvi of ~Pt3Al and (Pt)with decreasing temperature.
Pt63.2:Al12.9:Cr4.0:Ru0.7:V19.0:Nb0.6 (at.%) (alloys 5
and 5H)The microstructure of as-cast Pt63.2:Al12.9:Cr4.0:Ru0.7:V19.0:Nb0.6 (at.%) (Figure 5a) was similar to that of the
ternary alloy of average composition Pt59.1:Al23.1:V17.8 (at.%)(reported as alloy 2 (Odera, 2013)), with the dendrites being(Pt) of higher Pt, Ru, and V and lower Al content, with a~Pt3Al + (Pt) eutectic. Although the targeted Nb content was5 at.%, Nb was lost during melting, resulting in an averagecontent of only 0.6 at.%. After annealing, the structure wasmuch more complex (Figure 5b), and the composition wasalso slightly different. The (Pt) phase had transformed to~Pt2V and ~PtV (although its composition was fairly similarto the τ1 ternary phase of Pt-Al-V (Odera, 2013). Thesephases were interpreted as a coarsened eutectoid. The XRDpatterns of the as-cast and annealed samples are shown inFigure 6, and Table III contains the data for Rietveldrefinement. The pattern after Rietveld refinement is shown inFigure 6c.
Pt71.7:Al12.8:Cr4.9:Ru1.1:V9.9:Nb0.3 (at.%) (alloys 6
and 6H)Figure 7a shows the two-phase microstructure of as-castPt71.7:Al12.8:Cr4.9:Ru1.1:V9.9:Nb0.3 (at.%). After annealing(Figure 7b), the alloy was single-phase ~Pt3Al.

High-order additions to platinum-based alloys for high-temperature applications
�
246 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Figure 5a—SEM-BSE image of as-castPt63.2:Al12.9:Cr4.0:Ru0.7:V19.0:Nb0.6 (at.%), showing dark (Pt)dendrites and a eutectic of ~Pt3Al + (Pt)
Figure 5b—SEM-BSE image of annealed Pt53.9:Al18.0:Cr4.3:Ru1.4:V21.9:Nb1.0 (at.%), showing medium ~Pt2V with a light solid- state precipitate, dark ~PtV, coarsened eutectoid of ~PtV + ~Pt2V
Figure 6a—XRD pattern of Pt63.2:Al12.9:Cr4.0:Ru0.7:V19.0:Nb0.6 (at.%), showing peaks for (Pt) and ~Pt3Al
Figure 6b—XRD pattern of annealedPt53.9:Al18.0:Cr4.3:Ru1.4:V21.9:Nb1.0 (at.%), showing peaks forPt3Al, PtV, and Pt2V
Figure 4a—SEM-BSE image of as-castPt78.7:Al12.2:Cr3.8:Ru0.6:V5.2 (at.%), showing single- phase~Pt3Al, with irregular grains at different orientations
Figure 4b—SEM-BSE image of annealedPt83.0:Al8.7:Cr3.7:Ru0.8:V4.3 (at.%), showing light (Pt) and dark~Pt3Al

Rietveld AnalysesDue to the complexity of the XRD spectra and the difficulty inresolving peaks of the different phases, which were veryclose, Rietveld analysis was done. The phases identified byXRD are shown in Tables I and II, and the Rietveld analysisdata is given in Table III. Obviously, the Rietveld data wasmore accurate (even though alloy 4 contained only onephase, and this was not 100%), and sometimes detectedphases that had been overlooked by XRD. This was partic-ularly useful for the lower temperature phases that form from(Pt) and have similar peaks.
In alloy 1, XRD analysis confirmed the presence of ~Pt3Aland (Pt). After Rietveld refinement, the phases identifiedwere ~Pt3Al, ~Pt3V, and traces of (Pt) and RuAl. The solidsolution must have gone through a solid-state transformationto form ~Pt3V, which could not be identified by XRD.
In Alloy 1H, both XRD and Rietveld analyses identifiedboth ~Pt3Al and ~Pt2V. However, Rietveld also indicated thepresence of a small amount of CrPt.
In alloy 2, XRD analysis identified ~Pt3Al and (Pt) whileRietveld analysis identified ~Pt3Al, and ~Pt3V with only
traces of (Pt) and RuAl. The (Pt) identified by XRD musthave gone through solid-state transformation to form ~Pt3V.
In alloy 2H, XRD analysis identified only ~Pt3Al peaks.Rietveld analysis confirmed the presence of ~Pt3Al and alsoidentified smaller amounts of ~Pt3V and ~Cr3Pt.
In alloy 4, XRD identified ~Pt3Al and this was confirmedby Rietveld analysis. There were smaller amounts of otherphases, since Rietveld analysis gave the proportion of the~Pt3Al as 90.28%.
In Alloy 5, XRD analysis identified ~Pt3Al and (Pt).Rietveld analysis confirmed the presence of ~Pt3Al and alsoidentified smaller amounts of ~Pt3V and (Pt). This shows thatthe alloy was predominantly ~Pt3Al and some of the (Pt)went through solid-state transformation to form ~Pt3V.
In alloy 5H, XRD analysis identified ~Pt3Al, ~PtV, and~Pt2V, and the same phases were found by Rietveld analysis.
In alloy 6, XRD analysis identified ~Pt3Al and (Pt) whileRietveld analysis found that the alloy was predominantly~Pt3Al (94.1%) with small amounts of ~Pt3V (2.7%) andRuAl (3.2%). The solid solution identified by XRD analysismust have gone through solid-state transformation to form~Pt3V.
High-order additions to platinum-based alloys for high-temperature applications
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 247 �
Figure 6c—The pattern after Rietveld refinement for annealed alloy 5H, Pt53.9:Al18.0:Cr4.3:Ru1.4:V21.9:Nb1.0 (at.%), confirming the presence of ~Pt3Al, ~PtV,and ~Pt2V
Figure 7a—SEM-BSE image of as-castPt71.7:Al12.8:Cr4.9:Ru1.1:V9.9:Nb0.3 (at.%) showing dark~Pt3Al and light (Pt), with variations in contrast also dueto orientation
Figure 7b—SEM-BSE image of annealedPt74.1:Al11.5:Cr4.5:Ru0.5:V9.3:Nb0.3 (at.%), showing single-phase ~Pt3Al with grains at different orientations

High-order additions to platinum-based alloys for high-temperature applications
HardnessThere were no cracks or noticeable slip lines around theedges of the indentations (probably due to the low load of300 g), although pincushioning was observed for as-castalloys 2 and 5. Pincushioning results from sinking of themetal around the flat faces of the pyramid indenter, and givesan overestimate of the diagonal length, hence a lowerhardness value. Alloy 1H had slight pincushioning in theannealed condition and again, there were no cracks ornoticeable slip lines around the edges of the indentations.The hardness values are given in Table IV.
Half of the as-cast alloys had hardnesses above 500HV0.3. Alloy 5 had the highest hardness: 603 HV0.3. As-castalloys with ~Pt3Al and (Pt) were generally harder thansingle-phase ~Pt3Al, and these had higher V contents. Thehigher hardnesses could not be attributed to (Pt), which issofter, and pure platinum has a hardness of only ~50 HV(Murakami et al., 2008). Only the alloys with higher Vcontent had a two-phase structure of (Pt) and ~Pt3Al. Thus,for the alloys studied, higher V content was the majorcontributing factor to higher hardness.
Figure 8 shows the variation of the hardnesses withvanadium content, indicating a general trend of increasedhardness with vanadium content, for the four alloycompositions (four as-cast and three annealed alloys). Also,the hardnesses for the annealed alloys were generally higherthan the as-cast alloys.
DiscussionAs-cast alloys 1 and 2 both contained (Pt) dendrites and~Pt3Al, and V partitioned preferentially to the (Pt), with alloy1 having ~23.5 at.% V in (Pt) compared to ~7.8 at.% V in~Pt3Al, and alloy 2 having ~16 at.% V in (Pt) compared to~10 at.% V in ~Pt3Al. Alloy 6 also contained (Pt) dendritesand ~Pt3Al, with the V partitioned preferentially to (Pt). Therewas ~11 at.% V in (Pt) and ~3.5 at.% V in ~Pt3Al. All of theNb went into solution in (Pt). Alloy 5 had (Pt) dendrites anda ~Pt3Al + (Pt) eutectic, with ~23 at.% V in the (Pt) dendritesand ~9 at.% V in the eutectic, and again, all of the Nb was insolution in the (Pt). Alloys 3 and 4 were both single-phase~Pt3Al, with all the vanadium being in solution in ~Pt3Al(~10 at.% V in alloy 3 and ~5 at.% V in alloy 4). One reasonwhy V was selected as an addition to Pt-Al-based alloys wasits high solubility in the solid-solution (Pt). It was hoped thatthis would increase the solid solution strengthening, and this
occurred, since the hardnesses were higher than for theternary alloys with the (Pt) and ~Pt3Al phases (Hill, 2001;Süss, 2007; Odera, 2013).
The alloy compositions were chosen to target two-phasemicrostructure analogues to NBSAs, although some of theresults were unexpected. The (Pt) phase in as-cast alloy 1transformed to ~Pt2V during heat treatment (alloy 1H). Alloy2H was two-phase (Pt) + ~Pt3Al in the as-cast state (alloy 2),but became single-phase ~Pt3Al after heat treatment.
Alloy 3H remained single-phase ~Pt3Al after heattreatment, while alloy 4H changed from single-phase ~Pt3Al(alloy 4) in the as-cast condition to two-phase ~Pt3Al and(Pt), both with solid-state precipitation of the other phase,indicating sloping solvi for both phases. This would bebeneficial for precipitation strengthening because it wouldpotentially allow more precipitation and a higher volumefraction of precipitate to form.
The structure of alloy 5H changed substantially from thatin the as-cast condition. The solid-solution (Pt), which hadbeen part of a eutectic in the as-cast condition, transformedto two phases, ~PtV and ~Pt2V, during heat treatment. Therewas also solid-state precipitation in the ~Pt3Al dendrites. Themorphology of the ~Pt3Al component of the eutectic alsobecame more rounded.
Alloy 6H, which had a two-phase structure in the as-castcondition, became single-phase ~Pt3Al after heat treatment.
The required microstructure of fine precipitates of ~Pt3Al
�
248 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy
Table IV
Hardness values of as-cast and annealed alloys
Alloy no. Average composition As-cast hardness Annealed hardness Phases present in the Phases present in the (at.%) (HV0.3) (HV0.3) as-cast alloys annealed alloys
1 & 1H Pt63.9:Al12.2:Cr4.3:Ru0.7:V18.9 537±13 700±20 ~Pt3Al, (Pt) ~Pt3Al, ~Pt2V
2 & 2H Pt69.5:Al11.5:Cr4.2:Ru0.6:V14.2 428±11 482±24 ~Pt3Al, (Pt) ~Pt3Al
3 & 3H Pt75.2:Al11.2:Cr4.0:Ru0.6:V9.5 377±8 359±9 ~Pt3Al ~Pt3Al
4 & 4H Pt78.7:Al12.2:Cr3.8:Ru0.6:V5.2 422±9 - ~Pt3Al ~Pt3Al, (Pt)
5 & 5H Pt63.2:Al12.9:Cr4.0:Ru0.7:V19.0:Nb0.6 603±21 821±32 ~Pt3Al, (Pt) ~Pt3Al, ~PtV, ~Pt2V
6 & 6H Pt71.7:Al12.8:Cr4.9:Ru1.1:V9.9:Nb0.3 545±12 535±15 ~Pt3Al, (Pt) ~Pt3Al
Figure 8—Hardness values (HV0.3) plotted against vanadium content(at.%)

in a matrix of (Pt) is obtained only when an alloy solidifies to(Pt), and solid-state precipitation of ~Pt3Al follows uponcooling, because the alloy is then in the (Pt) + ~Pt3Al two-phase region, due to the sloping (Pt) solvus. Any otherphases, especially a eutectic, that could also be associatedwith shrinkage porosity, could be detrimental, leading toreduced strength and toughness (Cornish et al., 2009). Allthe alloys solidified with either (Pt) dendrites or single-phase~Pt3Al, and annealing did not always produce the required(Pt) + ~Pt3Al precipitates. Thus, the compositions and/or theannealing procedure were unsuitable, because single-phase(Pt) was not formed on casting, although it might beexpected that some eutectic would form because of the highcooling rates from arc-melting.
Alloy 1 had the highest V content, 19 at.%, and althoughit retained a two-phase structure after annealing, the (Pt)transformed to ~Pt2V, which is not desirable. The V contentwas therefore too high. The next highest V content was inalloy 27, at ~15 at.%. This was also two-phase, with ~Pt3Aldendrites and (Pt), but transformed to single-phase ~Pt3Al onannealing, showing that the composition was too close to~Pt3Al. It is possible that a V content around ~15 at.% wouldproduce the targeted microstructure. For the alloys that hadsingle-phase ~Pt3Al, rather than (Pt) dendrites, it wasapparent that V additions effectively moved the overall alloycomposition to the ~Pt3Al liquidus surface, so that futurehigher order alloys should have lower Al contents to positionthem on the (Pt) liquidus surface.
The six alloys were based on the quaternary alloyPt82:Al12:Cr4:Ru2 (at.%), and both V and Nb were added toreplace Pt, while the contents of the other elements weremeant to remain constant. However, because of losses duringmelting, the alloy compositions were not necessarily thosetargeted (hence the actual average compositions were used todesignate the alloys). After heat treatment at 1500°C for 18hours followed by water quenching, then further heattreatment at 1100°C for 12 hours followed by air cooling, thehardness of alloy Pt82:Al12:Cr4:Ru2 (at.%) was 378 HV10with a 10±5% precipitate volume (Shongwe et al., 2008,2010) (measured by the grid method on enlargedmicrographs). This shows that the addition of V, and in thecase of alloys 5 and 6, V and Nb, substantially increased thehardness and possibly the precipitate volume fraction, evenin the as-cast condition.
There was a general increase in the hardnesses afterannealing, except for alloy 6H, which had the same valuestatistically, and alloy 3H, the hardness of which decreasedmarginally. The hardness of alloy 1 increased from 537 HV0.3to 700 HV0.3 (alloy 1H), which was expected since the (Pt)solid solution in the as-cast alloy transformed to ~Pt2Vduring annealing. As-cast alloy 2 was two-phase ~Pt3Al and(Pt), but became single-phase ~Pt3Al on annealing (alloy2H), and the hardness increased from 428 HV0.3 to 482HV0.3. As-cast alloy 3 was single-phase ~Pt3Al, and remainedsingle-phase after annealing (alloy 3H), with the hardnessremaining the same. As-cast alloy 4 was single-phase ~Pt3Al,but became two-phase ~Pt3Al and (Pt) after annealing anddisintegrated on further metallographic preparation,indicating brittleness and probable associated increasedhardness. Alloy 5 had two phases, ~Pt3Al and (Pt), in the as-cast condition but during annealing (alloy 5H), (Pt)
transformed to ~PtV and ~Pt2V. Consequently, the hardnessincreased from 603 HV0.3 to 821 HV0.3 because of the twoPt-V intermetallic compounds. The as-cast alloy 6 had twophases, ~Pt3Al and (Pt), which changed to single-phase~Pt3Al during annealing, although the hardness remained the same, taking the errors in the hardnesses into account(Table IV).
The as-cast alloys did not have the expectedmicrostructure, although they were generally harder than thequaternary alloys (Shongwe et al., 2008, 2010; Odera, 2013),where the hardest alloy was Pt84:Al11:Cr3:Ru2 (at.%) with ahardness of 472 HV10. They were also harder than the eightternary Pt-Al based alloys investigated by Hill (2001), wherethe hardest alloy had a Vickers hardness of 530 HV.However, Pt-Al-V (Odera et al., 2012a; Odera, 2013) and Pt-Cr-V alloys (Odera et al., 2012b; Odera, 2013) and Pt-Al-Cralloys (Süss, 2007) were generally much harder than thecurrent as-cast alloys, because many of the Pt-Al-V and Pt-Cr-V alloys contained the hard Pt-V intermetallic phases. Thehigh hardness of some of the Pt-Al-Cr alloys was attributedto ~PtAl2, ~PtAl, and ~Pt2Al3. The Pt-Cr-Ru system (Süss,2004) exhibited hardnesses between 225±13 for (Pt) and1013±68 for an alloy with A15 Cr3Pt. The latter sampleshowed cracking around the indentations, which isdetrimental – however, this was not seen in the currentalloys. Thus, although the current alloys did not all attain thedesired ~Pt3Al - (Pt) microstructure, the phases were suchthat the alloys had reasonably high hardnesses without beingbrittle. El-Bagoury (2011) measured hardness of agedexperimental NBSAs, solution-treated at 1120°C and 1180°Cthen aged at 845°C for 24 hours; the Vickers hardness for thespecimens solution treated at 1120°C was 472 HV and forthose at 1180°C were 450 HV. These values compare verywell with those of the current alloys.
The heat treatment at 1000˚C for 1500 hours did nottransform the higher order alloys to the intended structure offine ~Pt3Al precipitates in a matrix of (Pt), and in some casesfull homogenization was not achieved, as shown by the largeerrors in the EDX analyses. It is suggested that a heattreatment similar to that of Wenderoth et al. (2005) be used,with two stages (under flowing argon). Thus, homoge-nization would be more achievable at a higher temperature of1500˚C for a shorter period of 12 hours, followed by waterquenching. The second step would result in precipitation:1000˚C for 120 hours, also followed by water quenching.
ConclusionsThere were some losses of Ru and Nb, so not all of thetargeted compositions were made. It is possible to obtaintwo-phase structures of (Pt) and ~Pt3Al with additions of Vand Nb, although the microstructures still need to beoptimized. The optimum addition of V is ~15 at.%; higheradditions would result in the formation of the brittleintermetallic phases of the Pt-V system, but the effect of Nbcould not be evaluated since the losses were too high. Thehardnesses of the alloys investigated were higher than thoseof the quaternary Pt-based alloys previously investigated.The alloys therefore show promise in terms of bothmicrostructure and hardness, and future work on alloys ofdifferent compositions would be beneficial.
High-order additions to platinum-based alloys for high-temperature applications
The Journal of The Southern African Institute of Mining and Metallurgy VOLUME 115 MARCH 2015 249 �

High-order additions to platinum-based alloys for high-temperature applications
RecommendationsIt is recommended that the Al content be reduced withaddition of V to the higher order alloys to achieve therequired microstructure of ~Pt3Al precipitates within (Pt).
A two-step heat treatment, with a shorter time at 1500˚Cfor solution treatment, and a longer time at 1000˚C, isrecommended.
References
BRIANT, C.L. 1994. High-temperature silicides and refractory alloys. Materials
Research Society Symposium Proceedings 322. Briant, C.L., Petrovic, J.J.,
Belaway, B.P., Vasudevan, A.K., and Lipsitt, H.A. (eds.). Pittsburg.
p. 305.
CORNISH, L.A., SÜSS, R., DOUGLAS, A., CHOWN, L.H., and GLANER L. 2009. The
Platinum Development Initiative. Platinum-based alloys for high
temperature and special applications: Part I. Platinum Metals Review,
vol. 53, no. 1. pp. 2–10.
CORNISH, L.A., WITCOMB, M.J., COETZEE, S., TSHAWE W., and PRINS, S. 2008.
Anomalies and pitfalls in phase analyses using BSE. Proceedings of the
Microstructural Society of Southern Africa, Gaborone, Botswana, 23–25
July 2008. Vvol. 38, p. 9.
EL-BAGOURY, N. 2011. Microstructure and mechanical properties of aged nickel
base superalloy. Archives of Applied Science Research, vol. 3, no. 2.
pp. 266–276.
GOWARD, G.W. 1998. Progress in coatings for gas turbine airfoils. Surface
Coatings Technology, vol. 108–109. pp. 73–79.
HILL, P.J. 2001. Superalloy analogues based on platinum for ultra-high
temperature applications. PhD thesis, University of the Witwatersrand,
South Africa.
MASSALSKI, T.B. 1990. Binary Alloy Phase Diagrams. vol. 1, 2nd edn. ASM
International, Materials Park, OH.
MULAUDZI, F.M. 2009, Constitution of the Pt-Cr-Nb system. MSc dissertation,
University of the Witwatersrand, South Africa.
MURAKAMI, T., SAHARA, R., HARAKO, D., AKIBA, M., NARUSHIMA, T., and OUCHI, C.
2008. Effect of solute elements on hardness and grain size in platinum
based binary alloys. Materials Transactions, vol. 49, no. 3. pp. 538–547.
NDLOVU, G.F. 2006. Microstructural investigation of the Pt-Al-Nb system. MSc
dissertation, University of the Western Cape, South Africa.
ODERA, B.O. 2013. Addition of vanadium and niobium to platinum-based
alloys. PhD thesis, University of the Witwatersrand, South Africa.
ODERA, B.O., CORNISH, L.A., PAPO M.J., and RADING G.O. 2012c. Electrolytic
etching of platinum-aluminium based alloys. Platinum Metals Review,
vol. 56, no. 4. pp. 257–261.
ODERA, B.O., CORNISH, L.A., PAPO, M.J., and RADING G.O. 2012b. Microstructural
investigation of some as-cast alloys of the Pt-Cr-V system. Proceedings of
the Ferrous and Base Metals Development Network Conference,
Magaliesburg, South Africa, 15–17 October 2012. pp. 291–308.
ODERA, B.O., CORNISH, L.A., SHONGWE, M.B., RADING, G.O., and PAPO, M.J. 2012a.
As-cast and heat-treated alloys of the Pt-Al-V system at the Pt-rich corner.
Journal of the Southern African Institute of Mining and Metallurgy,
vol. 112, no. 7. pp. 505–515.
REED, R.C. 2008. The Superalloys: Fundamentals and Applications. Cambridge
University Press.
SAMAL, S. and CORNISH, L.A. 2010. Characterisation of the Pt-rich alloys in the
Pt-Al-Nb system. Proceedings of the Microstructural Society of Southern
Africa, Bela Bela, South Africa, 26–29 October 2010. vol. 40. p. 50.
SHONGWE, B.M., CORNISH, L.A., and SÜSS, R. 2008. Improvement of ~Pt3Al
volume fraction and hardness in a Pt-Al-Ru-Cr Pt-based superalloy.
Advanced Metals Initiative Conference, Johannesburg, South Africa, 18–19
November 2004. Southern African Institute of Mining and Metallurgy,
Johannesburg [on CD].
SHONGWE, M.B., ODERA, B., SAMAL, S., UKPONG, A.M., WATSON, A., SÜSS, R.,
CHOWN, L.H., RADING G.O., and CORNISH, L.A. 2010. Assessment of
microstructures in the development of Pt-based superalloys. Advanced
Metals Initiative Light Metals Conference, Johannesburg, 27–29 October
2010. Southern African Institute of Mining and Metallurgy, Johannesburg.
Paper 184-202 Shongwe [on CD].
SÜSS, R. 2004. Investigation of the Pt-Cr-Ru system. MSc dissertation,
University of the Witwatersrand, South Africa.
SÜSS, R. 2007. Investigation of the Pt-Al-Cr system as part of the development
of the Pt-Al-Cr-Ru thermodynamic database. PhD thesis, University of the
Witwatersrand, South Africa.
VÖLKL, R., WENDEROTH, M., PREUSSNER, J., VORBERG, S., FISCHER, B., YAMABE-
MITARAI, Y., HARADA, H., and GLATZEL, U. 2009. Development of a precipi-
tation-strengthened Pt-based superalloy. Materials Science and
Engineering A, vol. 510–511A. pp. 328–331.
WENDEROTH M., CORNISH L.A., SÜSS R., VORBERG S., FISCHER B., GLATZEL U., and
VÖLKL, R. 2005. On the development and investigation of quaternary Pt-
based superalloys with Ni additions. Metallurgical and Material
Transactions A, vol. 36A. pp. 567–575.
WENDEROTH, M., VOBERG, S., FISCHER, B., YAMABE-MITARAI, Y., HARADA, H.,
GLATZEL, U., and VÖLKL, R. 2008. Influence of Nb, Ta, and Ti on
microstructure and high-temperature strength of precipitation-hardened
Pt-based alloys. Materials Science and Engineering A, vol. 483–484A.
pp. 509–511.
WOLFF, I.M. and HILL, P.J. 2000. Platinum metals-based intermetallics for high
temperature service. Platinum Metals Review, vol. 44, no. 4. pp. 158–166.
WOLFF, I.M. and SAUTHOFF, G. 1996. High temperature behaviour of precious
metal base composites. Metallurgical and Materials Transactions A,
vol. 27A. pp. 2642–2652.
YAMABE, Y., KOIZUMI, Y., MURAKAMI, H., RO, Y., MARUKO, T., and HARADA, H.
1996. Development of Ir-base refractory superalloys. Scripta Materialia,
vol. 35, no. 2. pp. 211–215. �
�
250 MARCH 2015 VOLUME 115 The Journal of The Southern African Institute of Mining and Metallurgy

BACKGROUNDGeostatistics constitutes a globally accepted technicalapproach to mineral resource-reserve estimation and the basictoolkit for mine evaluation practitioners. Following the call forpapers and the publication of the Danie Krige CommemorativeVolumes, the SAIMM invites submission of papers for theDanie Krige Geostatistical Conference to be held inJohannesburg, South Africa, 19–20 August 2015.
Conference Announcement
THE DANIE KRIGE GEOSTATISTICAL CONFERENCE
GEOSTATISTICAL GEOVALUE REWARDS AND RETURNS FOR SPATIAL MODELLING
Crown Plaza, Johannesburg · 19–20 August 2015
EXHIBITION/SPONSORSHIPSponsorship opportunities are available. Companieswishing to sponsor or exhibit should contact theConference co-ordinator.For further information contact:
Conference Co-ordinator, Yolanda RamokgadiSAIMM, P O Box 61127, Marshalltown 2107
Tel: +27 (0) 11 834-1273/7E-mail: [email protected]
Website: http://www.saimm.co.za
THEMEThe theme of the conference is ‘GeostatisticalGeovalue—Rewards and Returns for SpatialModelling’, a theme which emphasizes theimprovement in, or addition to, value that spatialmodelling can bring to the process of mineevaluation and mineral resource and reserveestimation. Spatial modelling of earth relateddata to estimate or enhance attributed value isthe principle domain of geostatistics, the broadcontent of the Danie Krige CommemorativeVolumes, and the focus of this conference.
OBJECTIVESThe conference provides authors who have recentlypublished papers in the SAIMM’s Danie KrigeCommemorative Volumes, a platform to present theirresearch. In addition an invitation to geostatisticians,resource estimation practitioners, and those with an interest ingeostatistics to present new papers for inclusion in the proceedingsis now open. The conference will explore advances in technologyand methodologies, and case studies demonstrating the applicationof geostatistics. It will cross the commodity boundaries, withapplications presented from precious to base metals, and diamonds.This is a valuable opportunity to be involved in constructive dialogueand debate, and to keep abreast with the best practice in thisspecialist field.
WHO SHOULD ATTENDThe conference provides a platform for:
• local and international geostatisticians• geologists• engineers• researchers• software vendors• mineral resource managers and practitioners, across the mining
industry• consultancy and academia, to present their work and contribute
to the advancement of this field.
CONFERENCE SUPPORTER

�
viii MARCH 2015 The Journal of The Southern African Institute of Mining and Metallurgy
20158–10 April 2015 — 5th Sulphur and Sulphuric Acid2015 ConferenceSouthern Sun Elangeni Maharani KwaZulu-Natal, SouthAfricaContact: Camielah JardineTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156 E-mail: [email protected]: http://www.saimm.co.za
23–25 April 2015 — SANCOT Conference 2015Mechanised Underground Excavation in Mining andCivil EngineeringElangeni Maharani Hotel, DurbanContact: Yolanda RamokgadiTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156 E-mail: [email protected]: http://www.saimm.co.za
12–13 May 2015 — Mining, Environment and SocietyConference: Beyond sustainability—BuildingresilienceMintek, Randburg, South AfricaContact: Yolanda RamokgadiTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156 E-mail: [email protected]: http://www.saimm.co.za
10-11 June 2015 — Risks in Mining 2015 ConferenceEmperors Palace Hotel Casino, Convention Resort,JohannesburgContact: Camielah JardineTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156 E-mail:[email protected]: http://www.saimm.co.za
14–17 June 2015 — European MetallurgicalConferenceDusseldorf, Germany, Website: http://www.emc.gdmb.de
14–17 June 2015 — Lead Zinc Symposium 2015Dusseldorf, Germany, Website: http://www.pb-zn.gdmb.de
16–20 June 2015 — International Trade Fair forMetallurgical Technology 2015Dusseldorf, GermanyWebsite: http://www.metec-tradefair.com
6–8 July 2015 — Copper Cobalt Africa IncorporatingThe 8th Southern African Base Metals ConferenceZambezi Sun Hotel, Victoria Falls, Livingstone, Zambia Contact: Raymond van der BergTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156E-mail: [email protected]: http://www.saimm.co.za
13–14 July 2015 — School Production of Clean SteelEmperors Palace, JohannesburgContact: Yolanda RamokgadiTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156 E-mail: [email protected]: http://www.saimm.co.za
15–17 July 2015 — Virtual Reality and spatialinformation applications in the mining industryConference 2015University of PretoriaContact: Camielah JardineTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156 E-mail:[email protected]: http://www.saimm.co.za
19–20 August 2015 — The Danie Krige GeostatisticalConference: Geostatistical geovalue —rewards andreturns for spatial modellingCrown Plaza, JohannesburgContact: Yolanda RamokgadiTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156 E-mail: [email protected]: http://www.saimm.co.za
25–27 August 2015 — Coal Processing – UnlockingSouthern Africa’s Coal PotentialGraceland Hotel Casino and Country Club SecundaContact: Ann RobertsonTel: +27 11 433-0063
26–28 August 2015 — MINESafe 2015—SustainingZero Harm: Technical Conference and Industry dayEmperors Palace Hotel Casino, Convention Resort,JohannesburgContact: Raymond van der BergTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156E-mail: [email protected]: http://www.saimm.co.za
INTERNATIONAL ACTIVITIES

The Journal of The Southern African Institute of Mining and Metallurgy MARCH 2015 �ix
201515–17 September 2015 — Formability, microstructureand texture in metal alloys ConferenceContact: Yolanda RamokgadiTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156 E-mail: [email protected]: http://www.saimm.co.za
28 September-2 October 2015 — WorldGoldConference 2015Misty Hills Country Hotel and Conference Centre,Cradle of HumankindGauteng, South AfricaContact: Camielah Jardine, Tel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156 E-mail: [email protected]: http://www.saimm.co.z
12–14 October 2015 — Slope Stability 2015:International Symposium on slope stability in openpit mining and civil engineeringIn association with theSurface Blasting School15–16 October 2015Cape Town Convention Centre, Cape TownContact: Raymond van der BergTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156 E-mail: [email protected]: http://www.saimm.co.za
21–22 October 2015 — Young Professionals 2015ConferenceMaking your own way in the minerals industryMintek, Randburg, JohannesburgContact: Camielah JardineTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156 E-mail:[email protected]: http://www.saimm.co.za
28–30 October 2015 — AMI: Nuclear MaterialsDevelopment Network ConferenceNelson Mandela Metropolitan University, North CampusConference Centre, Port ElizabethContact: Raymond van der BergTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156 E-mail: [email protected]: http://www.saimm.co.za
8–13 November 2015 — MPES 2015: Twenty ThirdInternational Symposium on Mine Planning &Equipment Selection Sandton Convention Centre, Johannesburg, South AfricaContact: Raj SinghalE-mail: [email protected] or E-mail: [email protected]: http://www.saimm.co.za
201611–13 March 2016 — Diamonds Conference 2016 South AfricaContact: Raymond van der BergTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156E-mail: [email protected]: http://www.saimm.co.za
13–14 April 2016 — Mine to Market Conference 2016South AfricaContact: Yolanda RamokgadiTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156 E-mail: [email protected]: http://www.saimm.co.za
17–18 May 2016 — The SAMREC/SAMVALCompanion Volume ConferenceJohannesburgContact: Raymond van der BergTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156E-mail: [email protected]: http://www.saimm.co.za
9 –10 June 2016 — 1st International Conference onSolids Handling and ProcessingA Mineral Processing PerspectiveSouth AfricaContact: Raymond van der BergTel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156E-mail: [email protected]: http://www.saimm.co.za
16–19 August 2016 — The Tenth InternationalHeavy Minerals Conference ‘Expanding the horizon’Sun City, South AfricaContact: Camielah Jardine, Tel: +27 11 834-1273/7Fax: +27 11 838-5923/833-8156 E-mail: [email protected]: http://www.saimm.co.za
INTERNATIONAL ACTIVITIES

�
x MARCH 2015 The Journal of The Southern African Institute of Mining and Metallurgy
Company AffiliatesThe following organizations have been admitted to the Institute as Company Affiliates
AECOM SA (Pty) Ltd
AEL Mining Services Limited
Air Liquide (PTY) Ltd
AMEC Mining and Metals
AMIRA International Africa (Pty) Ltd
ANDRITZ Delkor(Pty) Ltd
Anglo Platinum Management Services (Pty) Ltd
Anglo Operations Ltd
Anglogold Ashanti Ltd
Atlas Copco Holdings South Africa (Pty) Limited
Aurecon South Africa (Pty) Ltd
Aveng Moolmans (Pty) Ltd
Axis House (Pty) Ltd
Bafokeng Rasimone Platinum Mine
Barloworld Equipment -Mining
BASF Holdings SA (Pty) Ltd
Bateman Minerals and Metals (Pty) Ltd
BCL Limited
Becker Mining (Pty) Ltd
BedRock Mining Support (Pty) Ltd
Bell Equipment Company (Pty) Ltd
BHP Billiton Energy Coal SA Ltd
Blue Cube Systems (Pty) Ltd
Bluhm Burton Engineering (Pty) Ltd
Blyvooruitzicht Gold Mining Company Ltd
BSC Resources
CAE Mining (Pty) Limited
Caledonia Mining Corporation
CDM Group
CGG Services SA
Chamber of Mines
Concor Mining
Concor Technicrete
Council for Geoscience Library
CSIR-Natural Resources and theEnvironment
Department of Water Affairs and Forestry
Deutsche Securities (Pty) Ltd
Digby Wells and Associates
Downer EDI Mining
DRA Mineral Projects (Pty) Ltd
Duraset
Elbroc Mining Products (Pty) Ltd
Engineering and Project Company Ltd
eThekwini Municipality
Evraz Highveld Steel and Vanadium Corp Ltd
Exxaro Coal (Pty) Ltd
Exxaro Resources Limited
Fasken Martineau
FLSmidth Minerals (Pty) Ltd
Fluor Daniel SA (Pty) Ltd
Franki Africa (Pty) Ltd Johannesburg
Fraser Alexander Group
Glencore
Goba (Pty) Ltd
Hall Core Drilling (Pty) Ltd
Hatch (Pty) Ltd
Herrenknecht AG
HPE Hydro Power Equipment (Pty) Ltd
Impala Platinum Limited
IMS Engineering (Pty) Ltd
JENNMAR South Africa
Joy Global Inc. (Africa)
Leco Africa (Pty) Limited
Longyear South Africa (Pty) Ltd
Lonmin Plc
Ludowici Africa
Lull Storm Trading (PTY)Ltd T/A WekabaEngineering
Magnetech (Pty) Ltd
Magotteaux(PTY) LTD
MBE Minerals SA Pty Ltd
MCC Contracts (Pty) Ltd
MDM Technical Africa (Pty) Ltd
Metalock Industrial Services Africa (Pty)Ltd
Metorex Limited
Metso Minerals (South Africa) (Pty) Ltd
Minerals Operations Executive (Pty) Ltd
MineRP Holding (Pty) Ltd
Mintek
MIP Process Technologies
Modular Mining Systems Africa (Pty) Ltd
Runge Pincock Minarco Limited
MSA Group (Pty) Ltd
Multotec (Pty) Ltd
Murray and Roberts Cementation
Nalco Africa (Pty) Ltd
Namakwa Sands (Pty) Ltd
New Concept Mining (Pty) Limited
Northam Platinum Ltd - Zondereinde
Osborn Engineered Products SA (Pty) Ltd
Outotec (RSA) (Proprietary) Limited
PANalytical (Pty) Ltd
Paterson and Cooke Consulting Engineers (Pty) Ltd
Polysius A Division Of ThyssenkruppIndustrial Solutions (Pty) Ltd
Precious Metals Refiners
Rand Refinery Limited
Redpath Mining (South Africa) (Pty) Ltd
Rosond (Pty) Ltd
Royal Bafokeng Platinum
Roymec Tecvhnologies (Pty) Ltd
RSV Misym Engineering Services (Pty) Ltd
Rustenburg Platinum Mines Limited
SAIEG
Salene Mining (Pty) Ltd
Sandvik Mining and Construction Delmas (Pty) Ltd
Sandvik Mining and Construction RSA(Pty) Ltd
SANIRE
Sasol Mining(Pty) Ltd
Scanmin Africa (Pty) Ltd
Sebilo Resources (Pty) Ltd
SENET
Senmin International (Pty) Ltd
Shaft Sinkers (Pty) Limited
Sibanye Gold (Pty) Ltd
Smec SA
SMS Siemag South Africa (Pty) Ltd
SNC Lavalin (Pty) Ltd
Sound Mining Solutions (Pty) Ltd
SRK Consulting SA (Pty) Ltd
Time Mining and Processing (Pty) Ltd
Tomra Sorting Solutions Mining (Pty) Ltd
TWP Projects (Pty) Ltd
Ukwazi Mining Solutions (Pty) Ltd
Umgeni Water
VBKOM Consulting Engineers
Webber Wentzel
Weir Minerals Africa

2015�� CONFERENCE
5th Sulphur and Sulphuric Acid 2015 Conference8–10 April 2015, Southern Sun Elangeni Maharani KwaZulu-Natal
� CONFERENCESANCOT Conference 2015: Mechanised UndergroundExcavation in Mining and Civil Engineering23–25 April 2015, Elangeni Maharani Hotel, Durban
� CONFERENCEMining, Environment and Society Conference12–13 May 2015, Mintek, Randburg, Johannesburg
� CONFERENCERisks in Mining 2015 Conference10–11 June 2015, Emperors Palace Hotel Casino, ConventionResort, Johannesburg
� CONFERENCECopper Cobalt Africa Incorporating The 8th Southern African Base Metals Conference6–8 July 2015, Zambezi Sun Hotel, Victoria Falls, Livingstone,Zambia
� SCHOOLProduction of Clean Steel13–14 July 2015, Emperors Palace, Johannesburg
� CONFERENCEVirtual Reality and spatial information applications in the mining industry Conference 201515–17 July 2015, University of Pretoria, Pretoria
� CONFERENCEThe Danie Krige Geostatistical Conference 201519–20 August 2015, Crown Plaza, Johannesburg
� CONFERENCEMINESafe 2015—Sustaining Zero Harm: Technical Conferenceand Industry day26–28 August 2015, Emperors Palace Hotel Casino, ConventionResort, Johannesburg
� CONFERENCEFormability, microstructure and texture in metal alloysConference 201515–17 September 2015
� CONFERENCEWorld Gold Conference 201528 September–2 October 2015, Misty Hills Country Hotel and Conference Centre, Cradle of Humankind, Muldersdrift
� SYMPOSIUMInternational Symposium on slope stability in open pit mining and civil engineering12–14– October 2015In association with theSurface Blasting School 15–16 October 2015, Cape TownConvention Centre, Cape Town
SAIMM DDIARY
For further information contact:Conferencing, SAIMM
P O Box 61127, Marshalltown 2107Tel: (011) 834-1273/7
Fax: (011) 833-8156 or (011) 838-5923E-mail: [email protected]
F or the past 120 years, theSouthern African Institute ofMining and Metallurgy, has
promoted technical excellence in theminerals industry. We strive tocontinuously stay at the cutting edgeof new developments in the miningand metallurgy industry. The SAIMMacts as the corporate voice for themining and metallurgy industry in theSouth African economy. We activelyencourage contact and networkingbetween members and thestrengthening of ties. The SAIMMoffers a variety of conferences thatare designed to bring you technicalknowledge and information ofinterest for the good of the industry.Here is a glimpse of the events wehave lined up for 2015. Visit ourwebsite for more information.
Website: http://www.saimm.co.za
EXHIBITS/SPONSORSHIP
Companies wishing to sponsor
and/or exhibit at any of these
events should contact the
conference co-ordinator
as soon as possible

© New Concept Mining 2015Patents Pending
Integrated systems of support
+27 11 494 6000www.ncm.co.za
Applying Poka Yokesin the mining industry