
Riss CNC : EasyLean
28
ACIER INOX FONTE ALLIAGE MÉTAUX DURS NON FÉRREUX Easylean GAMME D’OUTILS DE COUPE À PLAQUETTES CARBURE LE FRAISAGE LE TOURNAGE
-
Upload
riss-nourrisson -
Category
Documents
-
view
238 -
download
0
description
Nouveau catalogue d'outils à plaquette carbure. Changer de production sans changer d'outils avec ces nouvelles plaquettes ultra-polyvalentes
Transcript of Riss CNC : EasyLean

ACIER
INOX
FONT
EAL
LIAGE
MÉT
AUX
DURS
NON
FÉRR
EUX
Easylean
GAMME D’OUTILS DE COUPE À PLAQUETTES CARBURE
LE FRAISAGE
LE TOURNAGE

QUATRE GÉNÉRATIONS D’INDUSTRIELS
UN INDUSTRIEL FRANÇAIS
Depuis sa fondation en 1897, plus d’un siècle s’est écoulé. Le groupe Nourrisson figure aujourd’hui parmi les trois principaux fabricants français de forets. La quatrième génération a pris la relève en 2009.
“ Le personnel a toujours été le fondement du développement de Riss en manifestant son attachement profond à l’entreprise, son réel intérêt de la satisfaction du client, son amour du travail bien fait.“
Vincent Nourrisson, Pdg.
RISS dispose d’une totale autonomie dans ces process industriels. Grâce à l’adaptation et à la maîtrise de ses processus de fabrication, RISS a préservé son savoir-faire dans un milieu très concurrentiel.
C’est le fruit de cette expérience que RISS propose de partager au travers d’une gamme d’outils de coupe à plaquettes carbure polyvalentes. Celle-ci séduira les utilisateurs les plus exigeants en terme d’efficacité.
02
MAÎTRISER LE PROCESSUS C’EST MAÎTRISER LES COÛTS
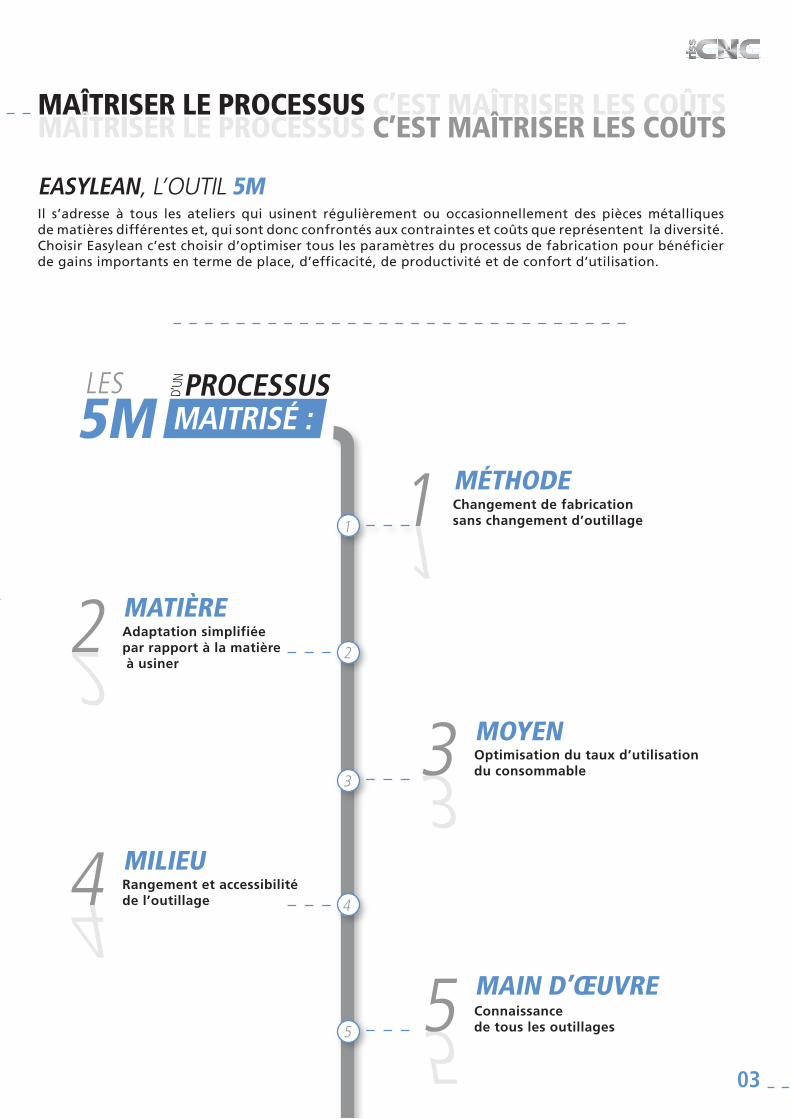
EASYLEAN, L’OUTIL 5MIl s’adresse à tous les ateliers qui usinent régulièrement ou occasionnellement des pièces métalliques de matières différentes et, qui sont donc confrontés aux contraintes et coûts que représentent la diversité. Choisir Easylean c’est choisir d’optimiser tous les paramètres du processus de fabrication pour bénéficier de gains importants en terme de place, d’efficacité, de productivité et de confort d’utilisation.
MÉTHODEChangement de fabrication sans changement d’outillage11
MATIÈREAdaptation simplifiée par rapport à la matière à usiner
22MOYEN Optimisation du taux d’utilisation du consommable33
MILIEU Rangement et accessibilité de l’outillage 44
MAIN D’ŒUVRE Connaissance de tous les outillages55
LES
5MPROCESSUS
MAITRISÉ :
D’UN
03
1
2
3
4
5
MAÎTRISER LE PROCESSUS C’EST MAÎTRISER LES COÛTS
04
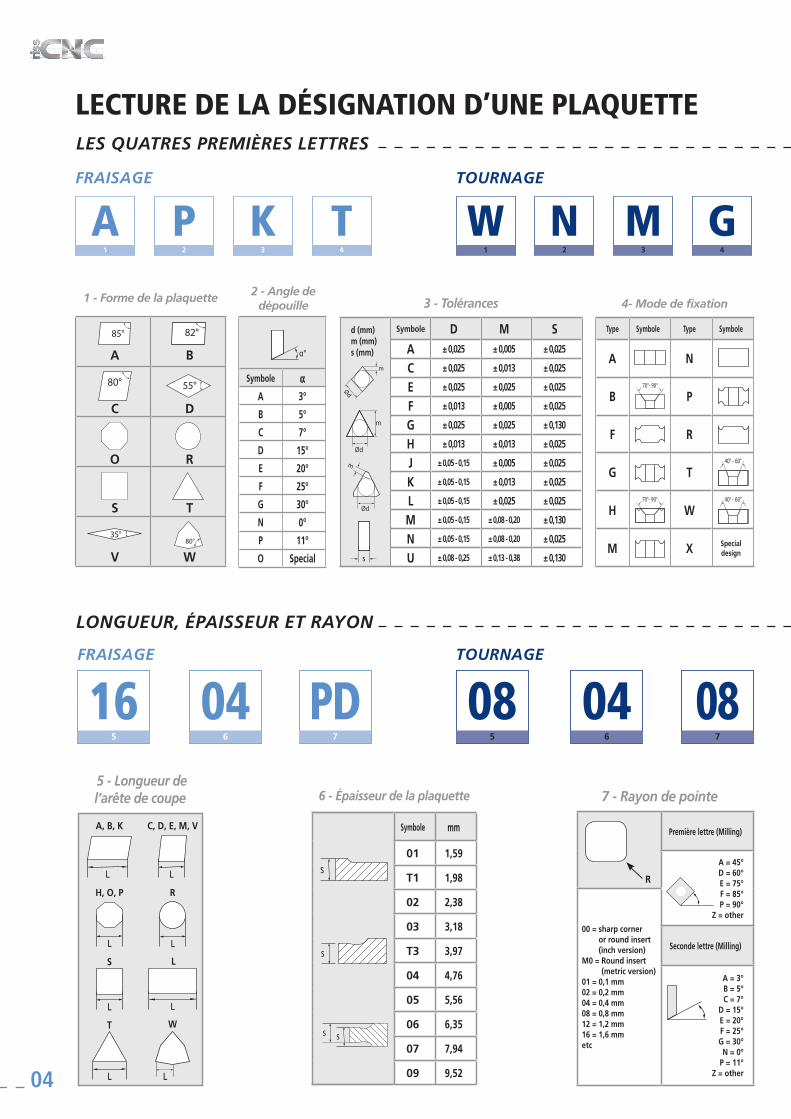
LECTURE DE LA DÉSIGNATION D’UNE PLAQUETTE
FRAISAGE TOURNAGE
TOURNAGE
LONGUEUR, ÉPAISSEUR ET RAYON
LES QUATRES PREMIÈRES LETTRES
FRAISAGE
Symbole αA 3°
B 5°
C 7°
D 15°
E 20°
F 25°
G 30°
N 0°
P 11°
O Special
2 - Angle de dépouille
Symbole D M S
A ± 0,025 ± 0,005 ± 0,025
C ± 0,025 ± 0,013 ± 0,025
E ± 0,025 ± 0,025 ± 0,025
F ± 0,013 ± 0,005 ± 0,025
G ± 0,025 ± 0,025 ± 0,130
H ± 0,013 ± 0,013 ± 0,025
J ± 0,05 - 0,15 ± 0,005 ± 0,025
K ± 0,05 - 0,15 ± 0,013 ± 0,025
L ± 0,05 - 0,15 ± 0,025 ± 0,025
M ± 0,05 - 0,15 ± 0,08 - 0,20 ± 0,130
N ± 0,05 - 0,15 ± 0,08 - 0,20 ± 0,025
U ± 0,08 - 0,25 ± 0,13 - 0,38 ± 0,130s
m
Ød
m
Ød
Ød
m
d (mm)m (mm) s (mm)
3 - Tolérances
Type Symbole Type Symbole
A N
B P
F R
G T
H W
M X Special design
70°- 90°
70°- 90°
40° - 60°
40° - 60°
4- Mode de fixation
1
A
5
16
1
W
5
08
2
N
6
04
3
M
7
08
4
G2
P
6
04
3
K
7
PD
4
T
1 - Forme de la plaquette
85° 82°
80° 55°
35°80°
A
C
O
S
V
B
D
R
T
W
5 - Longueur de l’arête de coupe
L
S
C, D, E, M, V
L
A, B, K
L
L
L
R
L
H, O, P
L
L
T W
Symbole mm
01 1,59
T1 1,98
02 2,38
03 3,18
T3 3,97
04 4,76
05 5,56
06 6,35
07 7,94
09 9,52
6 - Épaisseur de la plaquette
S S SS
S S SS
S S SS
7 - Rayon de pointe
Première lettre (Milling)
A = 45°D = 60° E = 75°F = 85°P = 90°
Z = other
00 = sharp corner or round insert (inch version)
M0 = Round insert (metric version)
01 = 0,1 mm02 = 0,2 mm 04 = 0,4 mm08 = 0,8 mm12 = 1,2 mm16 = 1,6 mmetc
Seconde lettre (Milling)
A = 3°B = 5° C = 7°
D = 15°E = 20°F = 25°G = 30°N = 0°
P = 11°Z = other
R
L
Groupe Matière Gr. N° VDI Group
Exemples matières Dureté
Profondeur de passe [mm]
Avance [mm/dent] Vc [m/min] Conditions de coupe
optimales
Min Max Min Max Min Max Prof. de passe Avance Vc
A
cier
s
Non-Alliés 11 C35, Ck45,
1020, 1045, 1060, 28Mn6
125 HB0,5
15,00,16
0,30190
3304,0 0,21
2502 190 HB 15,0 0,30 300 2203 250 HB 15,0 0,30 250 200
Faiblement Alliés
2
6 42CrMo4, St50, Ck60, 4140,
4340, 100Cr6
180 HB
0,5
15,0
0,14
0,23 150 240
4,0
0,18 2004,6 230 HB 15,0 0,23 150 210 0,18 1805,7 280 HB 15,0 0,20 130 190 0,16 1508 350 HB 15,0 0,20 130 170 0,16 140
Fortement Alliés
3
10 X40CrMoV5, H13, M42, D3, S6-5-2, 12Ni19
220 HB
0,5
10,7
0,11
0,20 90 150
3,0
0,16 13010 280 HB 10,7 0,20 90 130 0,16 12011 320 HB 10,7 0,17 60 110 0,14 10011 350 HB 10,7 0,17 60 90 0,14 80
ÉTAPE 1 ÉTAPE 2 ÉTAPE 3
05
TOURNAGE
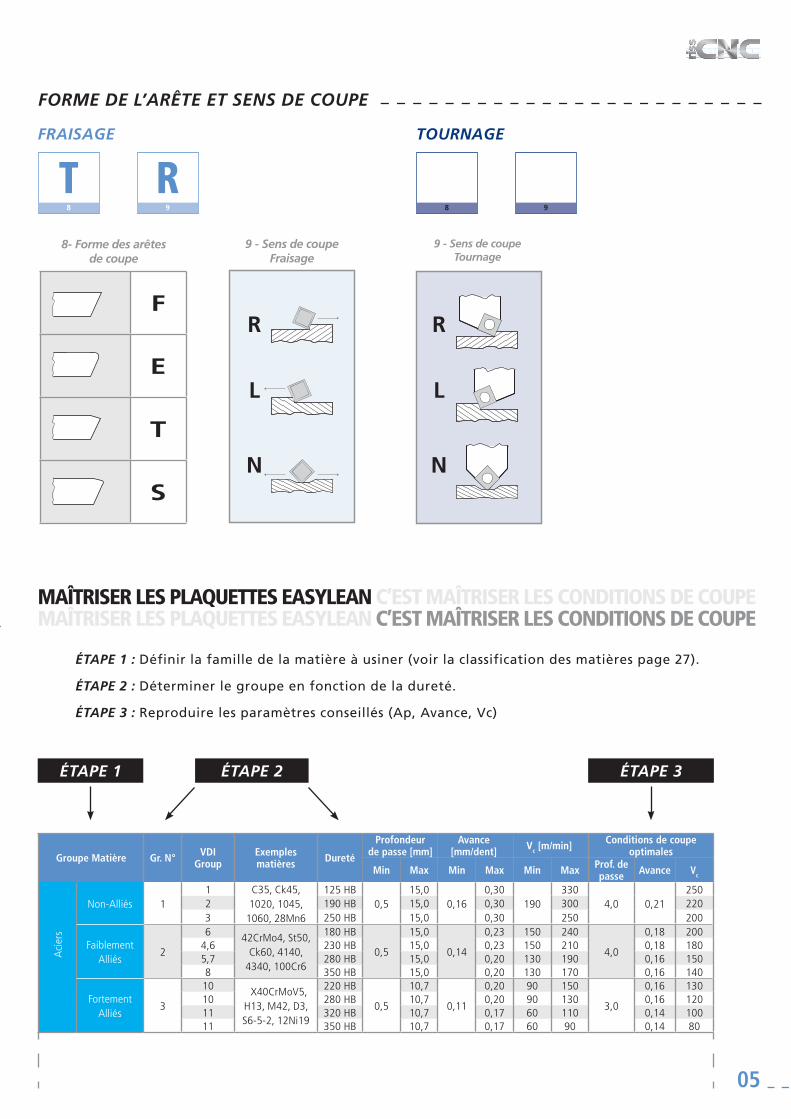
FORME DE L’ARÊTE ET SENS DE COUPE
FRAISAGE
8 98
T9
R8- Forme des arêtes
de coupe9 - Sens de coupe
Fraisage9 - Sens de coupe
Tournage
F
E
T
S
R
L
N
MAÎTRISER LES PLAQUETTES EASYLEAN C’EST MAÎTRISER LES CONDITIONS DE COUPEMAÎTRISER LES PLAQUETTES EASYLEAN C’EST MAÎTRISER LES CONDITIONS DE COUPE
ÉTAPE 1 : Définir la famille de la matière à usiner (voir la classification des matières page 27).
ÉTAPE 2 : Déterminer le groupe en fonction de la dureté.
ÉTAPE 3 : Reproduire les paramètres conseillés (Ap, Avance, Vc)
R
L
N

Désignation Référence du kit Composition Référence Quantité Prix public
KIT 1 APKT10 C023Q4611
Plaquettes APKT1003PDTR 4611V100304 20
800,00 €Corps de fraise Ø 16 mm 4621V16X150 1
Corps de fraise Ø 20 mm 4621V20X090 1
Corps de fraise Ø 25 mm 4621V25X120 1
06
FRAISE À SURFACER DRESSER 90°
KIT APKT 10
LE FRAISAGE
APPLICATION :
AVANTAGES :
OPÉRATIONS DE :
CONTOURNAGE RAINURAGE SURFAÇAGE
• 2 tailles de plaquettes pour une meilleure adéquation aux tailles de pièces• Attachement WD et à tenons en fonction des tailles de fraises• La plus Iso des plaquettes 90° APTK
C023Q4611
Conditions de coupe page 10
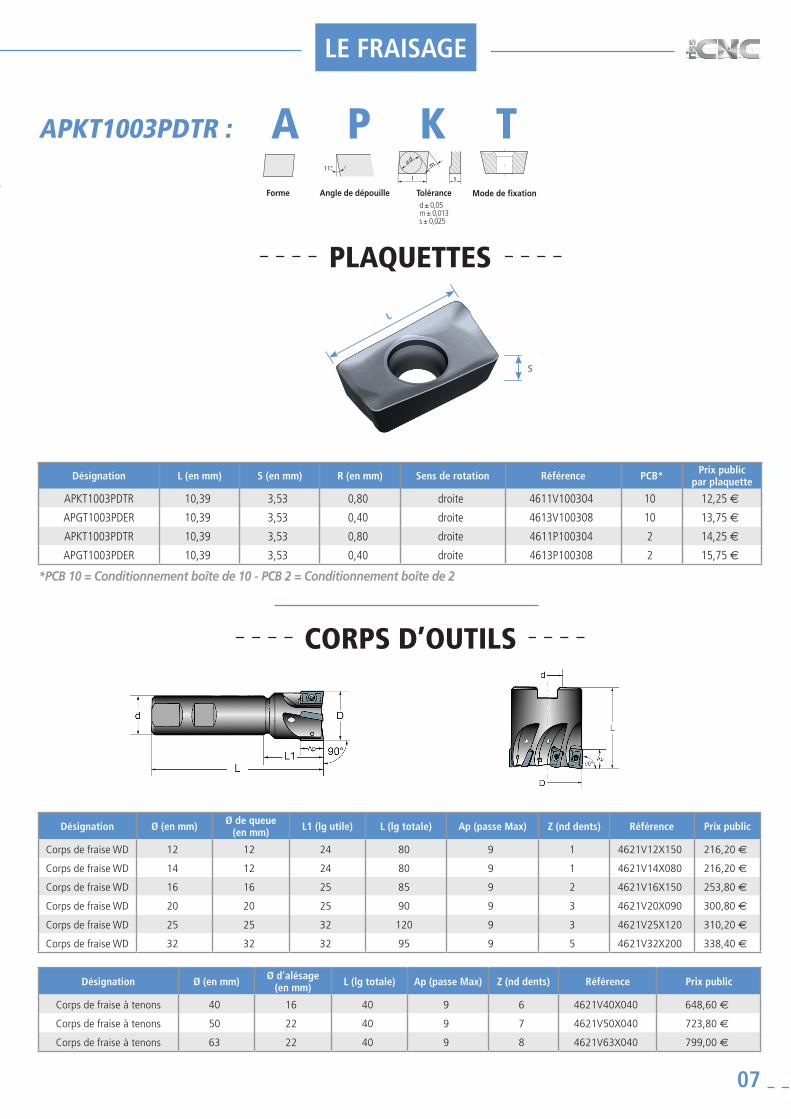
Désignation L (en mm) S (en mm) R (en mm) Sens de rotation Référence PCB* Prix public par plaquette
APKT1003PDTR 10,39 3,53 0,80 droite 4611V100304 10 12,25 €
APGT1003PDER 10,39 3,53 0,40 droite 4613V100308 10 13,75 €
APKT1003PDTR 10,39 3,53 0,80 droite 4611P100304 2 14,25 €
APGT1003PDER 10,39 3,53 0,40 droite 4613P100308 2 15,75 €
Désignation Ø (en mm) Ø de queue (en mm) L1 (lg utile) L (lg totale) Ap (passe Max) Z (nd dents) Référence Prix public
Corps de fraise WD 12 12 24 80 9 1 4621V12X150 216,20 €
Corps de fraise WD 14 12 24 80 9 1 4621V14X080 216,20 €
Corps de fraise WD 16 16 25 85 9 2 4621V16X150 253,80 €
Corps de fraise WD 20 20 25 90 9 3 4621V20X090 300,80 €
Corps de fraise WD 25 25 32 120 9 3 4621V25X120 310,20 €
Corps de fraise WD 32 32 32 95 9 5 4621V32X200 338,40 €
Désignation Ø (en mm) Ø d’alésage (en mm) L (lg totale) Ap (passe Max) Z (nd dents) Référence Prix public
Corps de fraise à tenons 40 16 40 9 6 4621V40X040 648,60 €
Corps de fraise à tenons 50 22 40 9 7 4621V50X040 723,80 €
Corps de fraise à tenons 63 22 40 9 8 4621V63X040 799,00 €
07
LE FRAISAGE
PLAQUETTES
CORPS D’OUTILS
APKT1003PDTR :
S
L
*PCB 10 = Conditionnement boîte de 10 - PCB 2 = Conditionnement boîte de 2
11°
sl
Ø dm
Forme Mode de fixationAngle de dépouille Toléranced ± 0,05m ± 0,013s ± 0,025
A P K T

Désignation Référence Composition Référence Quantité Prix public
KIT 2 APKT16 C023Q4612-1
Plaquettes APKT1604PDTR 4612V160408 20
1075,00 €Corps de fraise Ø 25 mm 4622V25X100 1
Corps de fraise Ø 32 mm 4622V32X220 1
Corps de fraise Ø 50 mm 4622V50X040 1
Désignation Référence Composition Référence Quantité Prix public
KIT 3 APKT16 C023Q4612-2
Plaquettes APKT1604PDTR 4612V160408 20
1100,00 €Corps de fraise Ø 25 mm 4622V25X100 1
Corps de fraise Ø 32 mm 4622V32X220 1
Corps de fraise Ø 63 mm 4622V63X040 1
Désignation Référence Composition Référence Quantité Prix public
KIT 4 APKT16 C023Q4612-3
Plaquettes APKT1604PDTR 4612V160408 20
1175,00 €Corps de fraise Ø 25 mm 4622V25X100 1
Corps de fraise Ø 32 mm 4622V32X220 1
Corps de fraise Ø 80 mm 4622V80X050 1
08
LE FRAISAGE
KIT APKT 16
C023Q4612-1 C023Q4612-2 C023Q4612-3

Désignation L (en mm) S (en mm) R (en mm) Sens de rotation Référence PCB* Prix public par plaquette
APKT1604PDTR 15,30 4,76 0,80 droite 4612V160408 10 14,90 €
APGT1604PDER 15,30 4,76 0,40 droite 4614V160409 10 15,55 €
APKT1604PDTR 15,30 4,76 0,80 droite 4612P160408 2 16,90 €
APGT1604PDER 15,30 4,76 0,40 droite 4614P160409 2 17,55 €
Désignation Ø (en mm) Ø de queue (en mm) L1 (lg utile) L (lg totale) Ap (passe Max) Z (nd dents) Référence Prix public
Corps de fraise WD 25 25 44 100 15 2 4622V25X100 300,80 €
Corps de fraise WD 32 32 50 110 15 3 4622V32X220 338,40 €
Désignation Ø (en mm) Ø d’alésage (en mm) L (lg totale) Ap (passe Max) Z (nd dents) Référence Prix public
Corps de fraise à tenons 40 16 40 15 4 4622V40X040 441,80 €
Corps de fraise à tenons 50 22 40 15 5 4622V50X040 498,20 €
Corps de fraise à tenons 63 22 40 15 6 4622V63X040 564,00 €
Corps de fraise à tenons 80 27 50 15 7 4622V80X050 620,40 €
Corps de fraise à tenons 100 32 50 15 8 4622V100X50 864,80 €
PLAQUETTES
CORPS D’OUTILS
09
APKT1604PDTR :
LE FRAISAGE
S
L
PARAMÈTRE DE COUPE : ENGAGEMENT :
Taux d’engagement de référence
en surfaçage 70%.
Coupe en avalant améliore la durée de vie des plaquettes.
Nécessite une machine stable.
Coupe en opposition préconisé sur machine
traditionnelle et pièces fines.
11°
sl
Ø dm
Forme Mode de fixationAngle de dépouille Toléranced ± 0,05m ± 0,013s ± 0,025
A P K T
*PCB 10 = Conditionnement boîte de 10 - PCB 2 = Conditionnement boîte de 2
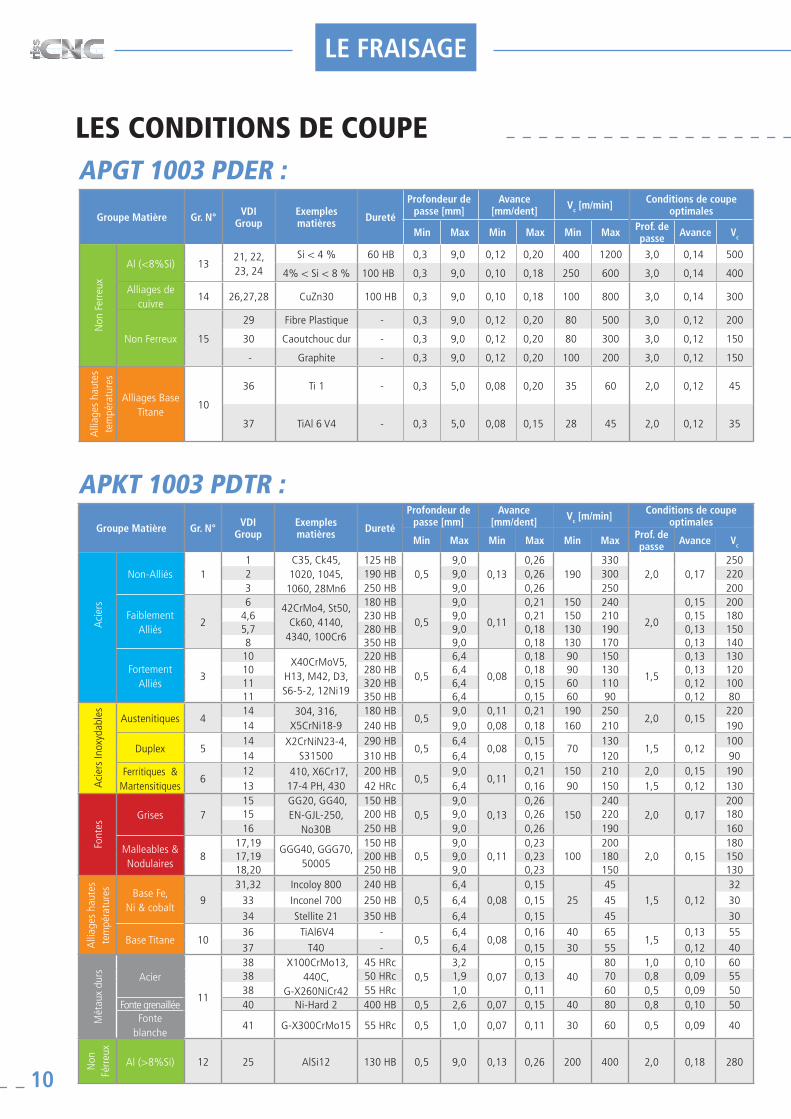
Groupe Matière Gr. N° VDI Group
Exemples matières Dureté
Profondeur de passe [mm]
Avance [mm/dent] Vc [m/min] Conditions de coupe
optimales
Min Max Min Max Min Max Prof. de passe Avance Vc
Non
Fer
reux
Al (<8%Si) 1321, 22, 23, 24
Si < 4 % 60 HB 0,3 9,0 0,12 0,20 400 1200 3,0 0,14 500
4% < Si < 8 % 100 HB 0,3 9,0 0,10 0,18 250 600 3,0 0,14 400
Alliages de cuivre
14 26,27,28 CuZn30 100 HB 0,3 9,0 0,10 0,18 100 800 3,0 0,14 300
Non Ferreux 15
29 Fibre Plastique - 0,3 9,0 0,12 0,20 80 500 3,0 0,12 200
30 Caoutchouc dur - 0,3 9,0 0,12 0,20 80 300 3,0 0,12 150
- Graphite - 0,3 9,0 0,12 0,20 100 200 3,0 0,12 150
Alli
ages
hau
tes
tem
péra
ture
s
Alliages Base Titane
10
36 Ti 1 - 0,3 5,0 0,08 0,20 35 60 2,0 0,12 45
37 TiAl 6 V4 - 0,3 5,0 0,08 0,15 28 45 2,0 0,12 35
Groupe Matière Gr. N° VDI Group
Exemples matières Dureté
Profondeur de passe [mm]
Avance [mm/dent] Vc [m/min] Conditions de coupe
optimales
Min Max Min Max Min Max Prof. de passe Avance Vc
A
cier
s
Non-Alliés 11 C35, Ck45,
1020, 1045, 1060, 28Mn6
125 HB0,5
9,00,13
0,26190
3302,0 0,17
2502 190 HB 9,0 0,26 300 2203 250 HB 9,0 0,26 250 200
Faiblement Alliés
2
6 42CrMo4, St50, Ck60, 4140,
4340, 100Cr6
180 HB
0,5
9,0
0,11
0,21 150 240
2,0
0,15 2004,6 230 HB 9,0 0,21 150 210 0,15 1805,7 280 HB 9,0 0,18 130 190 0,13 1508 350 HB 9,0 0,18 130 170 0,13 140
Fortement Alliés
3
10 X40CrMoV5, H13, M42, D3, S6-5-2, 12Ni19
220 HB
0,5
6,4
0,08
0,18 90 150
1,5
0,13 13010 280 HB 6,4 0,18 90 130 0,13 12011 320 HB 6,4 0,15 60 110 0,12 10011 350 HB 6,4 0,15 60 90 0,12 80
Aci
ers
Inox
ydab
les
Austenitiques 414 304, 316,
X5CrNi18-9180 HB
0,59,0 0,11 0,21 190 250
2,0 0,15220
14 240 HB 9,0 0,08 0,18 160 210 190
Duplex 514 X2CrNiN23-4,
S31500290 HB
0,56,4
0,080,15
70130
1,5 0,12100
14 310 HB 6,4 0,15 120 90
Ferritiques & Martensitiques
612 410, X6Cr17,
17-4 PH, 430 200 HB
0,59,0
0,110,21 150 210 2,0 0,15 190
13 42 HRc 6,4 0,16 90 150 1,5 0,12 130
Font
es
Grises 715 GG20, GG40,
EN-GJL-250, No30B
150 HB0,5
9,00,13
0,26150
2402,0 0,17
20015 200 HB 9,0 0,26 220 18016 250 HB 9,0 0,26 190 160
Malleables & Nodulaires
817,19
GGG40, GGG70, 50005
150 HB0,5
9,00,11
0,23100
2002,0 0,15
18017,19 200 HB 9,0 0,23 180 15018,20 250 HB 9,0 0,23 150 130
Alli
ages
hau
tes
tem
péra
ture
s Base Fe, Ni & cobalt
9
31,32 Incoloy 800 240 HB
0,5
6,4
0,08
0,15
25
45
1,5 0,12
32
33 Inconel 700 250 HB 6,4 0,15 45 30
34 Stellite 21 350 HB 6,4 0,15 45 30
Base Titane 1036 TiAl6V4 -
0,56,4
0,080,16 40 65
1,50,13 55
37 T40 - 6,4 0,15 30 55 0,12 40
Mét
aux
durs Acier
11
38 X100CrMo13, 440C,
G-X260NiCr42
45 HRc0,5
3,20,07
0,1540
80 1,0 0,10 6038 50 HRc 1,9 0,13 70 0,8 0,09 5538 55 HRc 1,0 0,11 60 0,5 0,09 50
Fonte grenaillée 40 Ni-Hard 2 400 HB 0,5 2,6 0,07 0,15 40 80 0,8 0,10 50Fonte
blanche41 G-X300CrMo15 55 HRc 0,5 1,0 0,07 0,11 30 60 0,5 0,09 40
Non
Fé
rreu
x
Al (>8%Si) 12 25 AlSi12 130 HB 0,5 9,0 0,13 0,26 200 400 2,0 0,18 280
10
LE FRAISAGE
LES CONDITIONS DE COUPEAPGT 1003 PDER :
APKT 1003 PDTR :
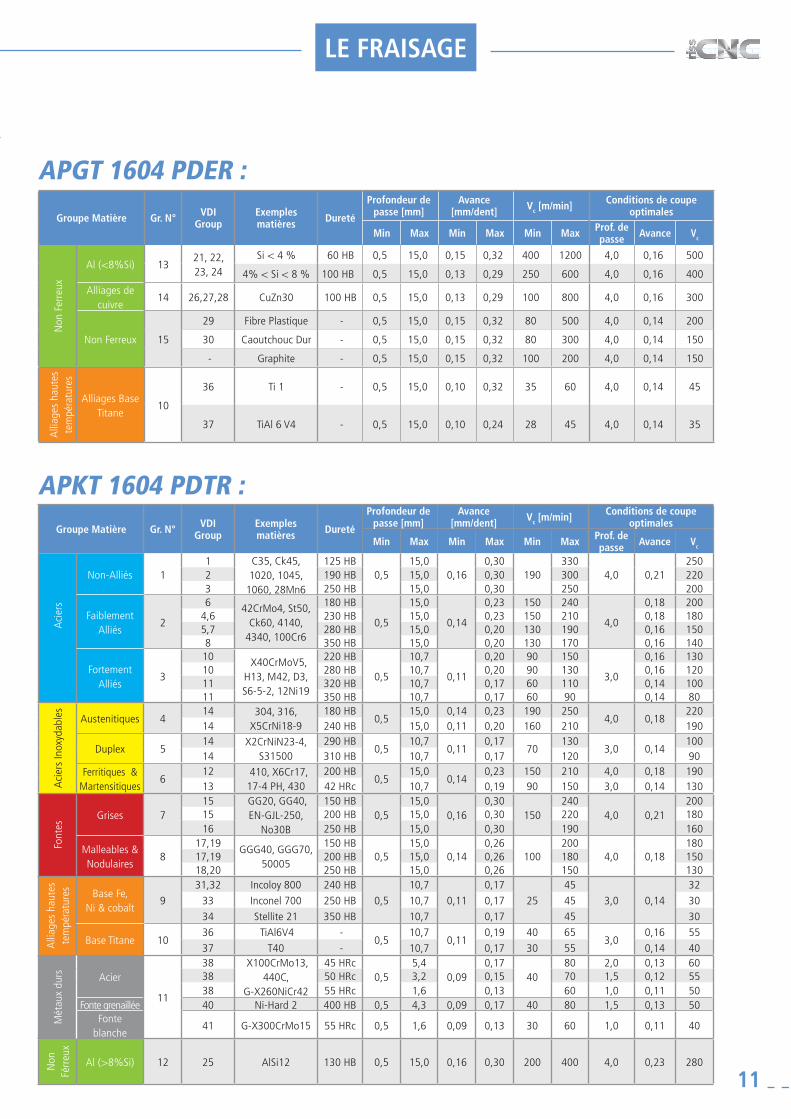
Groupe Matière Gr. N° VDI Group
Exemples matières Dureté
Profondeur de passe [mm]
Avance [mm/dent] Vc [m/min] Conditions de coupe
optimales
Min Max Min Max Min Max Prof. de passe Avance Vc
Non
Fer
reux
Al (<8%Si) 1321, 22,23, 24
Si < 4 % 60 HB 0,5 15,0 0,15 0,32 400 1200 4,0 0,16 500
4% < Si < 8 % 100 HB 0,5 15,0 0,13 0,29 250 600 4,0 0,16 400
Alliages de cuivre
14 26,27,28 CuZn30 100 HB 0,5 15,0 0,13 0,29 100 800 4,0 0,16 300
Non Ferreux 15
29 Fibre Plastique - 0,5 15,0 0,15 0,32 80 500 4,0 0,14 200
30 Caoutchouc Dur - 0,5 15,0 0,15 0,32 80 300 4,0 0,14 150
- Graphite - 0,5 15,0 0,15 0,32 100 200 4,0 0,14 150
Alli
ages
hau
tes
tem
péra
ture
s
Alliages Base Titane
10
36 Ti 1 - 0,5 15,0 0,10 0,32 35 60 4,0 0,14 45
37 TiAl 6 V4 - 0,5 15,0 0,10 0,24 28 45 4,0 0,14 35
Groupe Matière Gr. N° VDI Group
Exemples matières Dureté
Profondeur de passe [mm]
Avance [mm/dent] Vc [m/min] Conditions de coupe
optimales
Min Max Min Max Min Max Prof. de passe Avance Vc
A
cier
s
Non-Alliés 11 C35, Ck45,
1020, 1045, 1060, 28Mn6
125 HB0,5
15,00,16
0,30190
3304,0 0,21
2502 190 HB 15,0 0,30 300 2203 250 HB 15,0 0,30 250 200
Faiblement Alliés
2
6 42CrMo4, St50, Ck60, 4140,
4340, 100Cr6
180 HB
0,5
15,0
0,14
0,23 150 240
4,0
0,18 2004,6 230 HB 15,0 0,23 150 210 0,18 1805,7 280 HB 15,0 0,20 130 190 0,16 1508 350 HB 15,0 0,20 130 170 0,16 140
Fortement Alliés
3
10 X40CrMoV5, H13, M42, D3, S6-5-2, 12Ni19
220 HB
0,5
10,7
0,11
0,20 90 150
3,0
0,16 13010 280 HB 10,7 0,20 90 130 0,16 12011 320 HB 10,7 0,17 60 110 0,14 10011 350 HB 10,7 0,17 60 90 0,14 80
Aci
ers
Inox
ydab
les
Austenitiques 414 304, 316,
X5CrNi18-9180 HB
0,515,0 0,14 0,23 190 250
4,0 0,18220
14 240 HB 15,0 0,11 0,20 160 210 190
Duplex 514 X2CrNiN23-4,
S31500290 HB
0,510,7
0,110,17
70130
3,0 0,14100
14 310 HB 10,7 0,17 120 90
Ferritiques & Martensitiques
612 410, X6Cr17,
17-4 PH, 430 200 HB
0,515,0
0,140,23 150 210 4,0 0,18 190
13 42 HRc 10,7 0,19 90 150 3,0 0,14 130
Font
es
Grises 715 GG20, GG40,
EN-GJL-250, No30B
150 HB0,5
15,00,16
0,30150
2404,0 0,21
20015 200 HB 15,0 0,30 220 18016 250 HB 15,0 0,30 190 160
Malleables & Nodulaires
817,19
GGG40, GGG70, 50005
150 HB0,5
15,00,14
0,26100
2004,0 0,18
18017,19 200 HB 15,0 0,26 180 15018,20 250 HB 15,0 0,26 150 130
Alli
ages
hau
tes
tem
péra
ture
s Base Fe, Ni & cobalt
9
31,32 Incoloy 800 240 HB
0,5
10,7
0,11
0,17
25
45
3,0 0,14
32
33 Inconel 700 250 HB 10,7 0,17 45 30
34 Stellite 21 350 HB 10,7 0,17 45 30
Base Titane 1036 TiAl6V4 -
0,510,7
0,110,19 40 65
3,00,16 55
37 T40 - 10,7 0,17 30 55 0,14 40
Mét
aux
durs Acier
11
38 X100CrMo13, 440C,
G-X260NiCr42
45 HRc0,5
5,40,09
0,1740
80 2,0 0,13 6038 50 HRc 3,2 0,15 70 1,5 0,12 5538 55 HRc 1,6 0,13 60 1,0 0,11 50
Fonte grenaillée 40 Ni-Hard 2 400 HB 0,5 4,3 0,09 0,17 40 80 1,5 0,13 50Fonte
blanche41 G-X300CrMo15 55 HRc 0,5 1,6 0,09 0,13 30 60 1,0 0,11 40
Non
Fé
rreu
x
Al (>8%Si) 12 25 AlSi12 130 HB 0,5 15,0 0,16 0,30 200 400 4,0 0,23 280
11
LE FRAISAGE
APGT 1604 PDER :
APKT 1604 PDTR :
Désignation Référence du kit Composition Référence Quantité Prix public
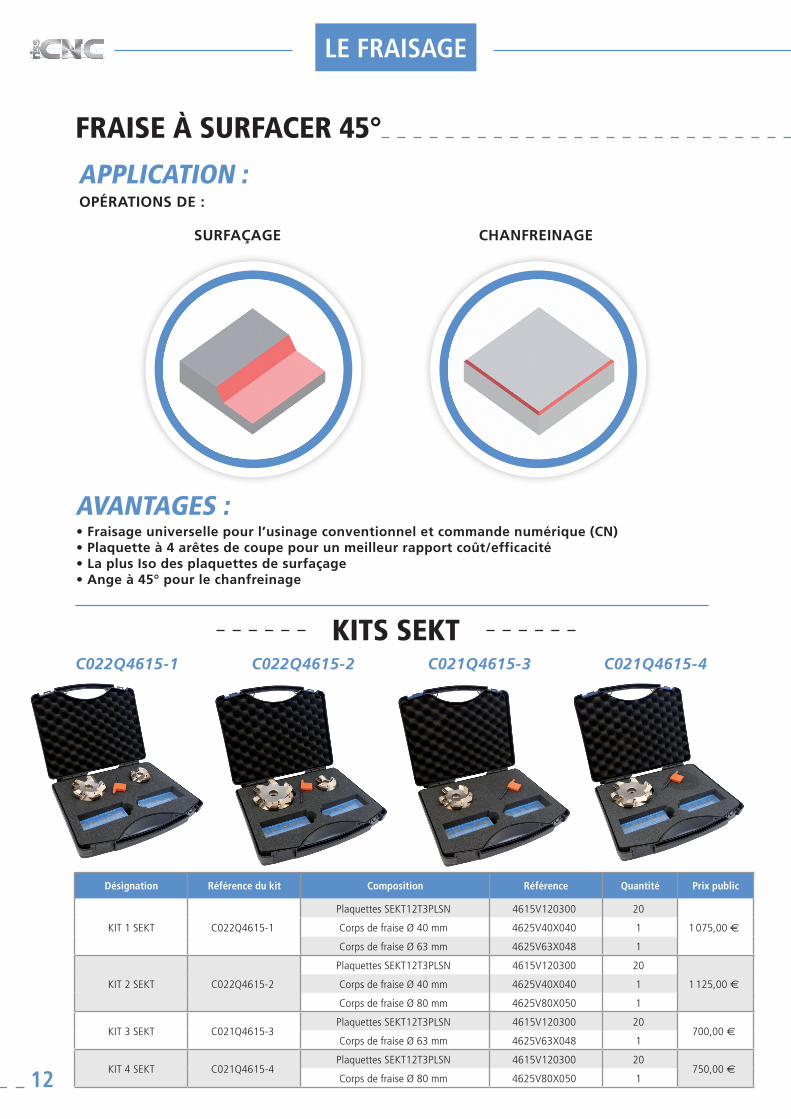
KIT 1 SEKT C022Q4615-1
Plaquettes SEKT12T3PLSN 4615V120300 20
1 075,00 €Corps de fraise Ø 40 mm 4625V40X040 1
Corps de fraise Ø 63 mm 4625V63X048 1
KIT 2 SEKT C022Q4615-2
Plaquettes SEKT12T3PLSN 4615V120300 20
1 125,00 €Corps de fraise Ø 40 mm 4625V40X040 1
Corps de fraise Ø 80 mm 4625V80X050 1
KIT 3 SEKT C021Q4615-3Plaquettes SEKT12T3PLSN 4615V120300 20
700,00 €Corps de fraise Ø 63 mm 4625V63X048 1
KIT 4 SEKT C021Q4615-4Plaquettes SEKT12T3PLSN 4615V120300 20
750,00 €Corps de fraise Ø 80 mm 4625V80X050 112
FRAISE À SURFACER 45°
LE FRAISAGE
APPLICATION :
AVANTAGES :
OPÉRATIONS DE :
CHANFREINAGESURFAÇAGE
• Fraisage universelle pour l’usinage conventionnel et commande numérique (CN)• Plaquette à 4 arêtes de coupe pour un meilleur rapport coût/efficacité • La plus Iso des plaquettes de surfaçage• Ange à 45° pour le chanfreinage
KITS SEKTC022Q4615-1 C022Q4615-2 C021Q4615-3 C021Q4615-4
Désignation L (en mm) S (en mm) Sens de rotation Référence PCB* Prix publicpar plaquette
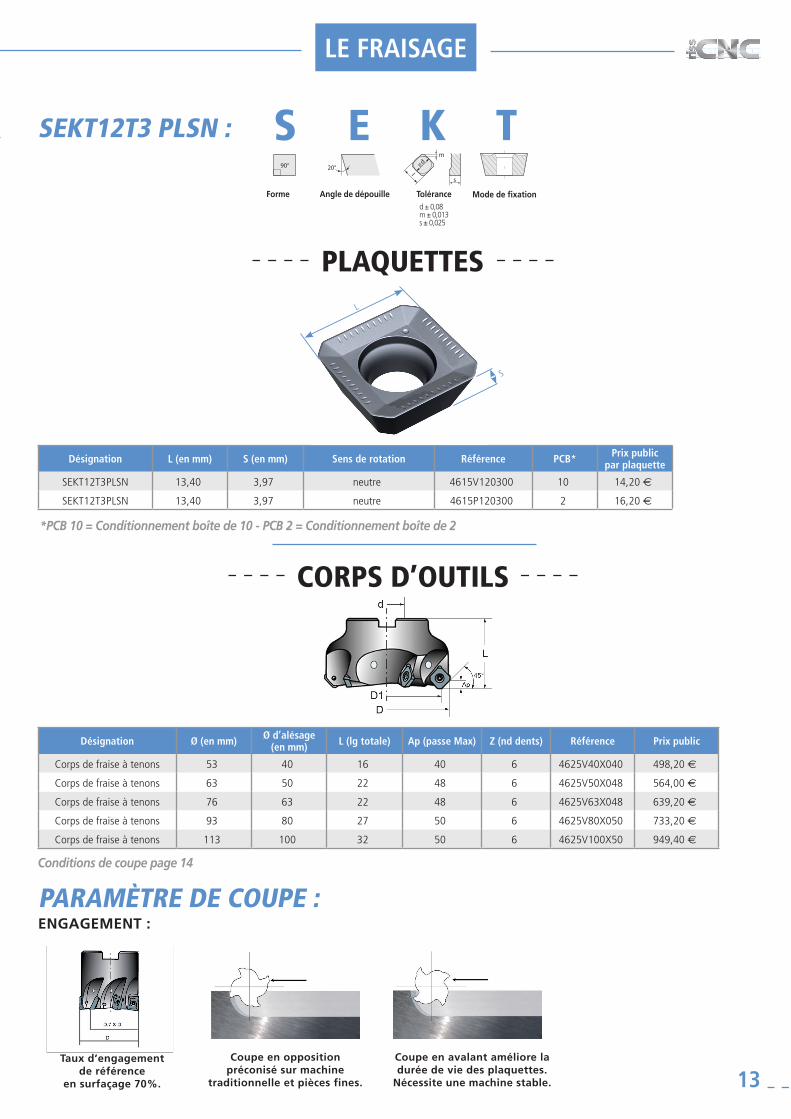
SEKT12T3PLSN 13,40 3,97 neutre 4615V120300 10 14,20 €
SEKT12T3PLSN 13,40 3,97 neutre 4615P120300 2 16,20 €
Désignation Ø (en mm) Ø d’alésage (en mm) L (lg totale) Ap (passe Max) Z (nd dents) Référence Prix public
Corps de fraise à tenons 53 40 16 40 6 4625V40X040 498,20 €
Corps de fraise à tenons 63 50 22 48 6 4625V50X048 564,00 €
Corps de fraise à tenons 76 63 22 48 6 4625V63X048 639,20 €
Corps de fraise à tenons 93 80 27 50 6 4625V80X050 733,20 €
Corps de fraise à tenons 113 100 32 50 6 4625V100X50 949,40 €
13
LE FRAISAGE
PLAQUETTES
CORPS D’OUTILS
SEKT12T3 PLSN :
S
L
Conditions de coupe page 14
PARAMÈTRE DE COUPE : ENGAGEMENT :
Coupe en avalant améliore la durée de vie des plaquettes.
Nécessite une machine stable.
d ± 0,08m ± 0,013s ± 0,025
S E K T90°
l
m
Ø d20°
s
Taux d’engagement de référence
en surfaçage 70%.
Coupe en opposition préconisé sur machine
traditionnelle et pièces fines.
Forme Mode de fixationAngle de dépouille Tolérance
*PCB 10 = Conditionnement boîte de 10 - PCB 2 = Conditionnement boîte de 2
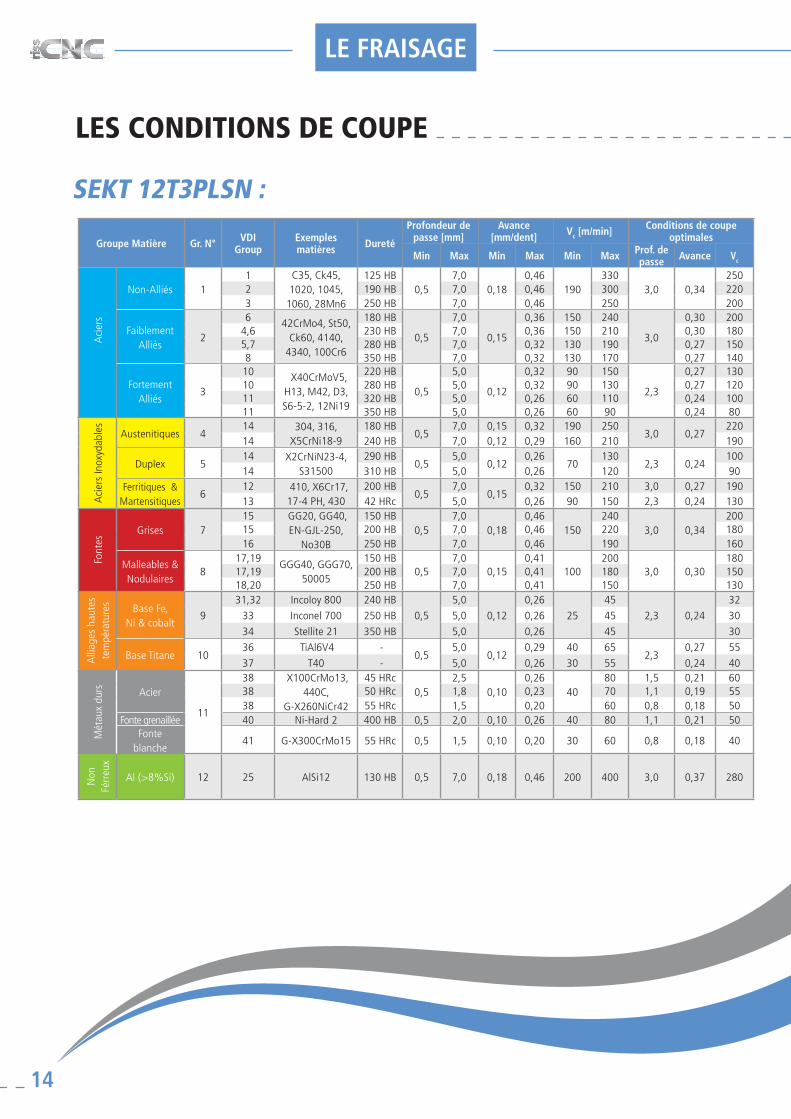
Groupe Matière Gr. N° VDI Group
Exemples matières Dureté
Profondeur de passe [mm]
Avance [mm/dent] Vc [m/min] Conditions de coupe
optimales
Min Max Min Max Min Max Prof. de passe Avance Vc
A
cier
s
Non-Alliés 11 C35, Ck45,
1020, 1045, 1060, 28Mn6
125 HB0,5
7,00,18
0,46190
3303,0 0,34
2502 190 HB 7,0 0,46 300 2203 250 HB 7,0 0,46 250 200
Faiblement Alliés
2
6 42CrMo4, St50, Ck60, 4140,
4340, 100Cr6
180 HB
0,5
7,0
0,15
0,36 150 240
3,0
0,30 2004,6 230 HB 7,0 0,36 150 210 0,30 1805,7 280 HB 7,0 0,32 130 190 0,27 1508 350 HB 7,0 0,32 130 170 0,27 140
Fortement Alliés
3
10 X40CrMoV5, H13, M42, D3, S6-5-2, 12Ni19
220 HB
0,5
5,0
0,12
0,32 90 150
2,3
0,27 13010 280 HB 5,0 0,32 90 130 0,27 12011 320 HB 5,0 0,26 60 110 0,24 10011 350 HB 5,0 0,26 60 90 0,24 80
Aci
ers
Inox
ydab
les
Austenitiques 414 304, 316,
X5CrNi18-9180 HB
0,57,0 0,15 0,32 190 250
3,0 0,27220
14 240 HB 7,0 0,12 0,29 160 210 190
Duplex 514 X2CrNiN23-4,
S31500290 HB
0,55,0
0,120,26
70130
2,3 0,24100
14 310 HB 5,0 0,26 120 90
Ferritiques & Martensitiques
612 410, X6Cr17,
17-4 PH, 430 200 HB
0,57,0
0,150,32 150 210 3,0 0,27 190
13 42 HRc 5,0 0,26 90 150 2,3 0,24 130
Font
es
Grises 715 GG20, GG40,
EN-GJL-250, No30B
150 HB0,5
7,00,18
0,46150
2403,0 0,34
20015 200 HB 7,0 0,46 220 18016 250 HB 7,0 0,46 190 160
Malleables & Nodulaires
817,19
GGG40, GGG70, 50005
150 HB0,5
7,00,15
0,41100
2003,0 0,30
18017,19 200 HB 7,0 0,41 180 15018,20 250 HB 7,0 0,41 150 130
Alli
ages
hau
tes
tem
péra
ture
s Base Fe, Ni & cobalt
9
31,32 Incoloy 800 240 HB
0,5
5,0
0,12
0,26
25
45
2,3 0,24
32
33 Inconel 700 250 HB 5,0 0,26 45 30
34 Stellite 21 350 HB 5,0 0,26 45 30
Base Titane 1036 TiAl6V4 -
0,55,0
0,120,29 40 65
2,30,27 55
37 T40 - 5,0 0,26 30 55 0,24 40
Mét
aux
durs Acier
11
38 X100CrMo13, 440C,
G-X260NiCr42
45 HRc0,5
2,50,10
0,2640
80 1,5 0,21 6038 50 HRc 1,8 0,23 70 1,1 0,19 5538 55 HRc 1,5 0,20 60 0,8 0,18 50
Fonte grenaillée 40 Ni-Hard 2 400 HB 0,5 2,0 0,10 0,26 40 80 1,1 0,21 50Fonte
blanche41 G-X300CrMo15 55 HRc 0,5 1,5 0,10 0,20 30 60 0,8 0,18 40
Non
Fé
rreu
x
Al (>8%Si) 12 25 AlSi12 130 HB 0,5 7,0 0,18 0,46 200 400 3,0 0,37 280
14
LE FRAISAGE
LES CONDITIONS DE COUPE
SEKT 12T3PLSN :
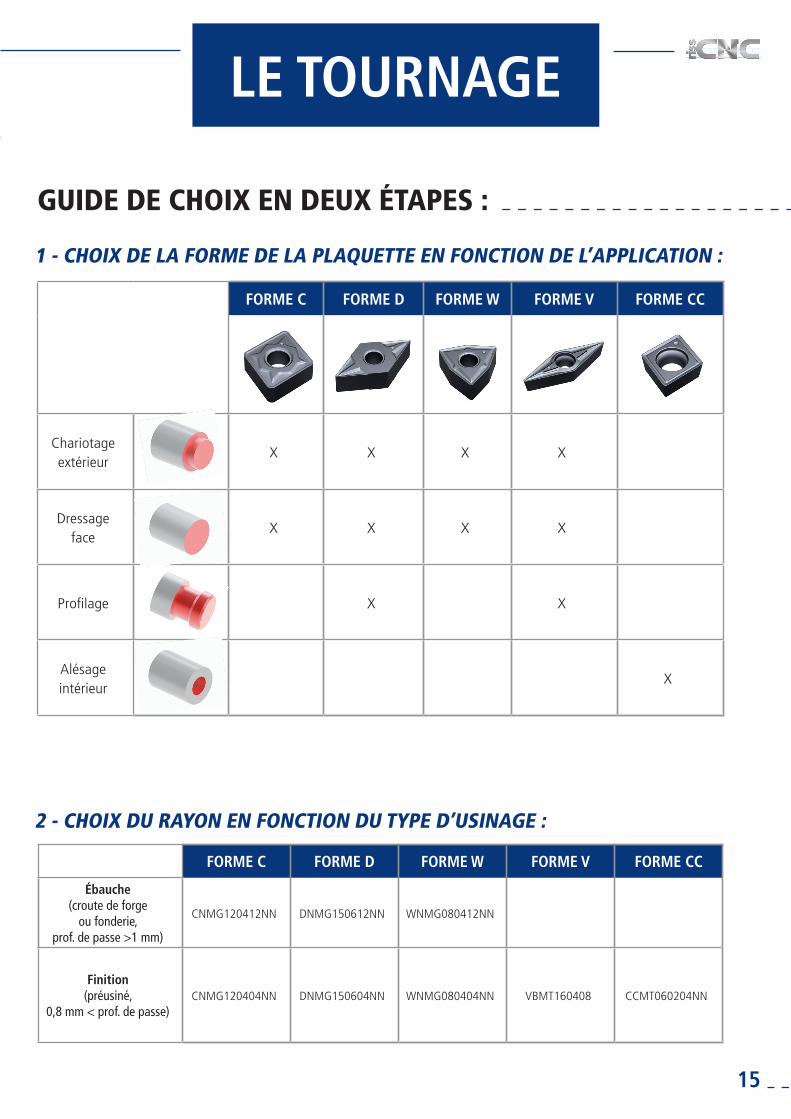
FORME C FORME D FORME W FORME V FORME CC
Chariotageextérieur
X X X X
Dressageface
X X X X
Profilage X X
Alésage intérieur
X
FORME C FORME D FORME W FORME V FORME CC
Ébauche (croute de forge
ou fonderie, prof. de passe >1 mm)
CNMG120412NN DNMG150612NN WNMG080412NN
Finition (préusiné,
0,8 mm < prof. de passe)CNMG120404NN DNMG150604NN WNMG080404NN VBMT160408 CCMT060204NN
GUIDE DE CHOIX EN DEUX ÉTAPES :
1 - CHOIX DE LA FORME DE LA PLAQUETTE EN FONCTION DE L’APPLICATION :
2 - CHOIX DU RAYON EN FONCTION DU TYPE D’USINAGE :
15
LE TOURNAGE

Désignation Référence du kit Composition Référence Quantité Prix public
Kit CNMG C012Q4512CNMG120412NN 4512V120412 10
255,29 €PCLNR2020-K12 4523V202012 1
Désignation L (en mm) S (en mm) R (en mm) Référence PCB* Prix public par plaquette
CNMG120412NN 12 4,76 1,2 4512V120412 10 12,35 €
CNMG120408NN 12 4,76 0,8 4512V120408 10 12,35 €
CNMG120404NN 12 4,76 0,4 4512V120404 10 12,35 €
CNMG120412NN 12 4,76 1,2 4512P120412 2 14,35 €
CNMG120408NN 12 4,76 0,8 4512P120408 2 14,35 €
CNMG120404NN 12 4,76 0,4 4512P120404 2 14,35 €
Désignation L1 b coupe Référence Prix public
PCLNR2020-K12 125 20x20 À droite 4523V202012 79,19 €
16
KIT CNMG
PLAQUETTES CNMG
PORTE OUTILS PCLNR
LE TOURNAGE
d ± 0,03m ± 0,13s ± 0,13
C N M G80° 0°
l
mØ d
ss
Forme Mode de fixationAngle de dépouille Tolérance
*PCB 10 = Conditionnement boîte de 10 - PCB 2 = Conditionnement boîte de 2
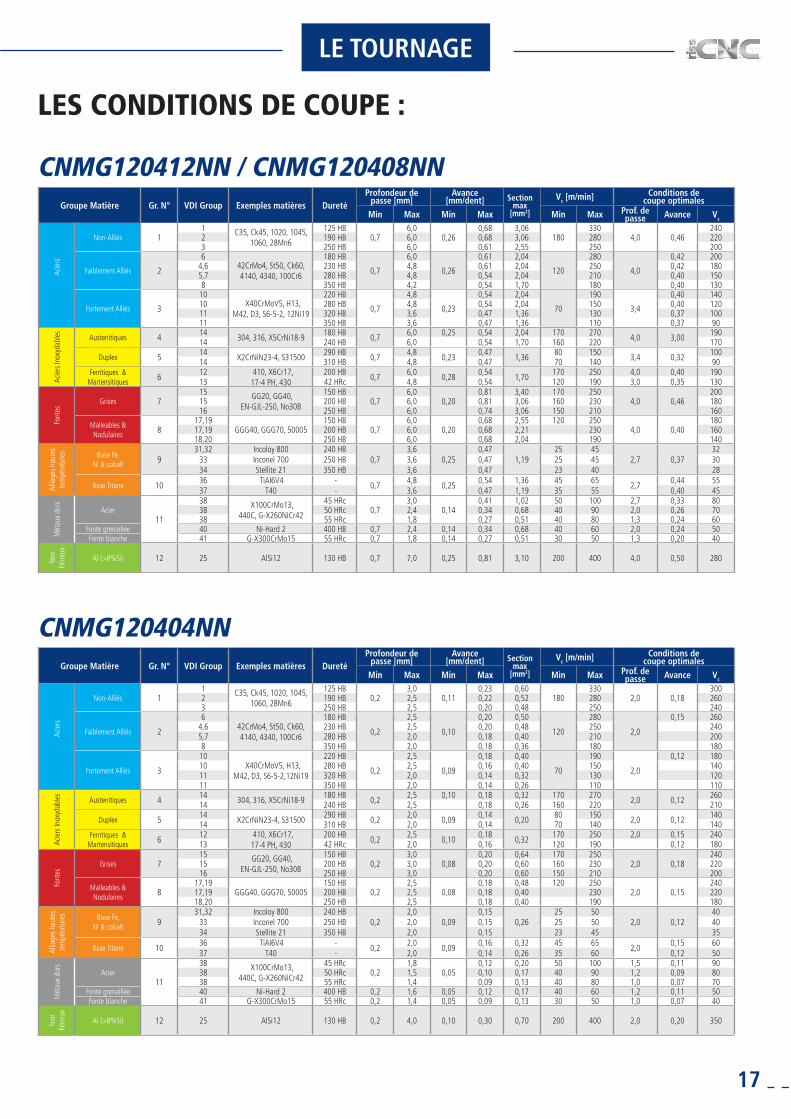
Groupe Matière Gr. N° VDI Group Exemples matières DuretéProfondeur de
passe [mm]Avance
[mm/dent] Section max
[mm2]
Vc [m/min] Conditions de coupe optimales
Min Max Min Max Min Max Prof. de passe Avance Vc
Ac
iers
Non-Alliés 11 C35, Ck45, 1020, 1045,
1060, 28Mn6
125 HB0,7
6,00,26
0,68 3,06180
3304,0 0,46
2402 190 HB 6,0 0,68 3,06 280 2203 250 HB 6,0 0,61 2,55 250 200
Faiblement Alliés 2
642CrMo4, St50, Ck60, 4140, 4340, 100Cr6
180 HB
0,7
6,0
0,26
0,61 2,04
120
280
4,0
0,42 2004,6 230 HB 4,8 0,61 2,04 250 0,42 1805,7 280 HB 4,8 0,54 2,04 210 0,40 1508 350 HB 4,2 0,54 1,70 180 0,40 130
Fortement Alliés 3
10 X40CrMoV5, H13,
M42, D3, S6-5-2, 12Ni19
220 HB
0,7
4,8
0,23
0,54 2,04
70
190
3,4
0,40 14010 280 HB 4,8 0,54 2,04 150 0,40 12011 320 HB 3,6 0,47 1,36 130 0,37 10011 350 HB 3,6 0,47 1,36 110 0,37 90
Acie
rs In
oxyd
able
s
Austenitiques 414
304, 316, X5CrNi18-9180 HB
0,76,0 0,25 0,54 2,04 170 270
4,0 3,00190
14 240 HB 6,0 0,54 1,70 160 220 170
Duplex 514
X2CrNiN23-4, S31500290 HB
0,74,8
0,230,47
1,3680 150
3,4 0,32100
14 310 HB 4,8 0,47 70 140 90Ferritiques &
Martensitiques 612 410, X6Cr17,
17-4 PH, 430 200 HB
0,76,0
0,280,54
1,70170 250 4,0 0,40 190
13 42 HRc 4,8 0,54 120 190 3,0 0,35 130
Font
es
Grises 715 GG20, GG40,
EN-GJL-250, No30B
150 HB0,7
6,00,20
0,81 3,40 170 2504,0 0,46
20015 200 HB 6,0 0,81 3,06 160 230 18016 250 HB 6,0 0,74 3,06 150 210 160
Malleables & Nodulaires 8
17,19GGG40, GGG70, 50005
150 HB0,7
6,00,20
0,68 2,55 120 2504,0 0,40
18017,19 200 HB 6,0 0,68 2,21 230 16018,20 250 HB 6,0 0,68 2,04 190 140
Allia
ges h
aute
s te
mpé
ratu
res Base Fe,
Ni & cobalt 931,32 Incoloy 800 240 HB
0,73,6
0,250,47
1,1925 45
2,7 0,3732
33 Inconel 700 250 HB 3,6 0,47 25 45 3034 Stellite 21 350 HB 3,6 0,47 23 40 28
Base Titane 1036 TiAl6V4 -
0,74,8
0,250,54 1,36 45 65
2,70,44 55
37 T40 - 3,6 0,47 1,19 35 55 0,40 45
Mét
aux
durs
Acier11
38 X100CrMo13, 440C, G-X260NiCr42
45 HRc0,7
3,00,14
0,41 1,02 50 100 2,7 0,33 8038 50 HRc 2,4 0,34 0,68 40 90 2,0 0,26 7038 55 HRc 1,8 0,27 0,51 40 80 1,3 0,24 60
Fonte grenaillée 40 Ni-Hard 2 400 HB 0,7 2,4 0,14 0,34 0,68 40 60 2,0 0,24 50Fonte blanche 41 G-X300CrMo15 55 HRc 0,7 1,8 0,14 0,27 0,51 30 50 1,3 0,20 40
Non
Férre
ux
Al (>8%Si) 12 25 AlSi12 130 HB 0,7 7,0 0,25 0,81 3,10 200 400 4,0 0,50 280
Groupe Matière Gr. N° VDI Group Exemples matières DuretéProfondeur de
passe [mm]Avance
[mm/dent] Section max
[mm2]
Vc [m/min] Conditions de coupe optimales
Min Max Min Max Min Max Prof. de passe Avance Vc
Ac
iers
Non-Alliés 11 C35, Ck45, 1020, 1045,
1060, 28Mn6
125 HB0,2
3,00,11
0,23 0,60180
3302,0 0,18
3002 190 HB 2,5 0,22 0,52 280 2603 250 HB 2,5 0,20 0,48 250 240
Faiblement Alliés 2
642CrMo4, St50, Ck60, 4140, 4340, 100Cr6
180 HB
0,2
2,5
0,10
0,20 0,50
120
280
2,0
0,15 2604,6 230 HB 2,5 0,20 0,48 250 2405,7 280 HB 2,0 0,18 0,40 210 2008 350 HB 2,0 0,18 0,36 180 180
Fortement Alliés 3
10 X40CrMoV5, H13,
M42, D3, S6-5-2,12Ni19
220 HB
0,2
2,5
0,09
0,18 0,40
70
190
2,0
0,12 18010 280 HB 2,5 0,16 0,40 150 14011 320 HB 2,0 0,14 0,32 130 12011 350 HB 2,0 0,14 0,26 110 110
Acie
rs In
oxyd
able
s
Austenitiques 414
304, 316, X5CrNi18-9180 HB
0,22,5 0,10 0,18 0,32 170 270
2,0 0,12260
14 240 HB 2,5 0,18 0,26 160 220 210
Duplex 514
X2CrNiN23-4, S31500290 HB
0,22,0
0,090,14
0,2080 150
2,0 0,12140
14 310 HB 2,0 0,14 70 140 140Ferritiques &
Martensitiques 612 410, X6Cr17,
17-4 PH, 430 200 HB
0,22,5
0,100,18
0,32170 250 2,0 0,15 240
13 42 HRc 2,0 0,16 120 190 0,12 180
Font
es
Grises 715 GG20, GG40,
EN-GJL-250, No30B
150 HB0,2
3,00,08
0,20 0,64 170 2502,0 0,18
24015 200 HB 3,0 0,20 0,60 160 230 22016 250 HB 3,0 0,20 0,60 150 210 200
Malleables & Nodulaires 8
17,19GGG40, GGG70, 50005
150 HB0,2
2,50,08
0,18 0,48 120 2502,0 0,15
24017,19 200 HB 2,5 0,18 0,40 230 22018,20 250 HB 2,5 0,18 0,40 190 180
Allia
ges h
aute
s te
mpé
ratu
res Base Fe,
Ni & cobalt 931,32 Incoloy 800 240 HB
0,22,0
0,090,15
0,2625 50
2,0 0,1240
33 Inconel 700 250 HB 2,0 0,15 25 50 4034 Stellite 21 350 HB 2,0 0,15 23 45 35
Base Titane 1036 TiAl6V4 -
0,22,0
0,090,16 0,32 45 65
2,00,15 60
37 T40 - 2,0 0,14 0,26 35 60 0,12 50
Mét
aux
durs
Acier11
38 X100CrMo13, 440C, G-X260NiCr42
45 HRc0,2
1,80,05
0,12 0,20 50 100 1,5 0,11 9038 50 HRc 1,5 0,10 0,17 40 90 1,2 0,09 8038 55 HRc 1,4 0,09 0,13 40 80 1,0 0,07 70
Fonte grenaillée 40 Ni-Hard 2 400 HB 0,2 1,6 0,05 0,12 0,17 40 60 1,2 0,11 50Fonte blanche 41 G-X300CrMo15 55 HRc 0,2 1,4 0,05 0,09 0,13 30 50 1,0 0,07 40
Non
Férre
ux
Al (>8%Si) 12 25 AlSi12 130 HB 0,2 4,0 0,10 0,30 0,70 200 400 2,0 0,20 350
17
LE TOURNAGE
CNMG120412NN / CNMG120408NN
CNMG120404NN
LES CONDITIONS DE COUPE :

Désignation L (en mm) S (en mm) R (en mm) Référence PCB* Prix publicpar plaquette
DNMG150612NN 15 6,35 1,2 4513V150612 10 16,30 €
DNMG150608NN 15 6,35 0,8 4513V150608 10 16,30 €
DNMG150604NN 15 6,35 0,4 4513V150604 10 16,30 €
DNMG150612NN 15 6,35 1,2 4513P150612 2 18,30 €
DNMG150608NN 15 6,35 0,8 4513P150608 2 18,30 €
DNMG150604NN 15 6,35 0,4 4513P150604 2 18,30 €
Désignation L1 b coupe Référence Prix public
PDJNR2020-15 125 20x20 À droite 4522V202015 66,25 €
Désignation Référence du kit Composition Référence Quantité Prix public
Kit DNMG C012Q4513DNMG150612NN 4513V150612 10
294,17 €PDJNR2020-15 4522V202015 1
18
KIT DNMG
PLAQUETTES DNMG
PORTE OUTILS PDJNR
LE TOURNAGE
s ± 0,13For l = 11, d ± 0,05 m ± 0,08For l = 15, d ± 0,08 m ± 0,13
D N M G0°55°
l
mØ d
s
Forme Mode de fixationAngle de dépouille Tolérance
*PCB 10 = Conditionnement boîte de 10 - PCB 2 = Conditionnement boîte de 2
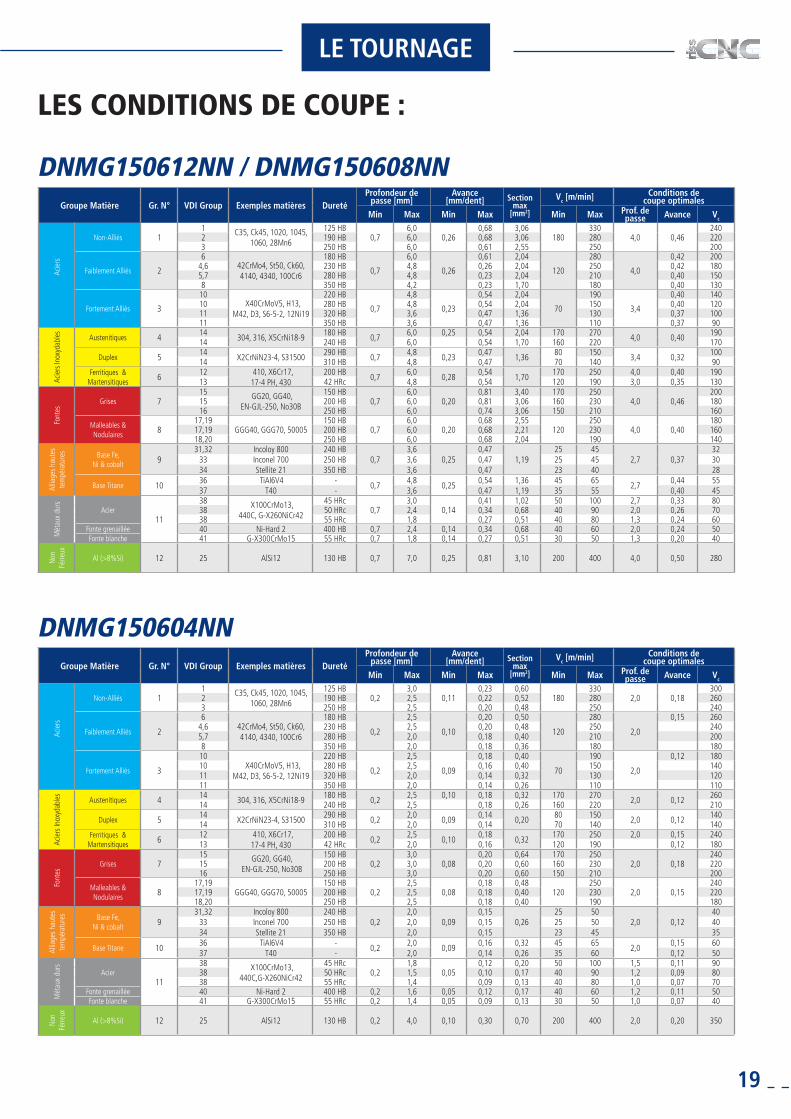
Groupe Matière Gr. N° VDI Group Exemples matières DuretéProfondeur de
passe [mm]Avance
[mm/dent] Section max
[mm2]
Vc [m/min] Conditions de coupe optimales
Min Max Min Max Min Max Prof. de passe Avance Vc
Ac
iers
Non-Alliés 11 C35, Ck45, 1020, 1045,
1060, 28Mn6
125 HB0,7
6,00,26
0,68 3,06180
3304,0 0,46
2402 190 HB 6,0 0,68 3,06 280 2203 250 HB 6,0 0,61 2,55 250 200
Faiblement Alliés 2
642CrMo4, St50, Ck60, 4140, 4340, 100Cr6
180 HB
0,7
6,0
0,26
0,61 2,04
120
280
4,0
0,42 2004,6 230 HB 4,8 0,26 2,04 250 0,42 1805,7 280 HB 4,8 0,23 2,04 210 0,40 1508 350 HB 4,2 0,23 1,70 180 0,40 130
Fortement Alliés 3
10 X40CrMoV5, H13,
M42, D3, S6-5-2, 12Ni19
220 HB
0,7
4,8
0,23
0,54 2,04
70
190
3,4
0,40 14010 280 HB 4,8 0,54 2,04 150 0,40 12011 320 HB 3,6 0,47 1,36 130 0,37 10011 350 HB 3,6 0,47 1,36 110 0,37 90
Acie
rs In
oxyd
able
s
Austenitiques 414
304, 316, X5CrNi18-9180 HB
0,76,0 0,25 0,54 2,04 170 270
4,0 0,40190
14 240 HB 6,0 0,54 1,70 160 220 170
Duplex 514
X2CrNiN23-4, S31500290 HB
0,74,8
0,230,47
1,3680 150
3,4 0,32100
14 310 HB 4,8 0,47 70 140 90Ferritiques &
Martensitiques 612 410, X6Cr17,
17-4 PH, 430 200 HB
0,76,0
0,280,54
1,70170 250 4,0 0,40 190
13 42 HRc 4,8 0,54 120 190 3,0 0,35 130
Font
es
Grises 715 GG20, GG40,
EN-GJL-250, No30B
150 HB0,7
6,00,20
0,81 3,40 170 2504,0 0,46
20015 200 HB 6,0 0,81 3,06 160 230 18016 250 HB 6,0 0,74 3,06 150 210 160
Malleables & Nodulaires 8
17,19GGG40, GGG70, 50005
150 HB0,7
6,00,20
0,68 2,55120
2504,0 0,40
18017,19 200 HB 6,0 0,68 2,21 230 16018,20 250 HB 6,0 0,68 2,04 190 140
Allia
ges h
aute
s te
mpé
ratu
res Base Fe,
Ni & cobalt 931,32 Incoloy 800 240 HB
0,73,6
0,250,47
1,1925 45
2,7 0,3732
33 Inconel 700 250 HB 3,6 0,47 25 45 3034 Stellite 21 350 HB 3,6 0,47 23 40 28
Base Titane 1036 TiAl6V4 -
0,74,8
0,250,54 1,36 45 65
2,70,44 55
37 T40 - 3,6 0,47 1,19 35 55 0,40 45
Mét
aux
durs
Acier11
38 X100CrMo13, 440C, G-X260NiCr42
45 HRc0,7
3,00,14
0,41 1,02 50 100 2,7 0,33 8038 50 HRc 2,4 0,34 0,68 40 90 2,0 0,26 7038 55 HRc 1,8 0,27 0,51 40 80 1,3 0,24 60
Fonte grenaillée 40 Ni-Hard 2 400 HB 0,7 2,4 0,14 0,34 0,68 40 60 2,0 0,24 50Fonte blanche 41 G-X300CrMo15 55 HRc 0,7 1,8 0,14 0,27 0,51 30 50 1,3 0,20 40
Non
Férre
ux
Al (>8%Si) 12 25 AlSi12 130 HB 0,7 7,0 0,25 0,81 3,10 200 400 4,0 0,50 280
Groupe Matière Gr. N° VDI Group Exemples matières DuretéProfondeur de
passe [mm]Avance
[mm/dent] Section max
[mm2]
Vc [m/min] Conditions de coupe optimales
Min Max Min Max Min Max Prof. de passe Avance Vc
Ac
iers
Non-Alliés 11 C35, Ck45, 1020, 1045,
1060, 28Mn6
125 HB0,2
3,00,11
0,23 0,60180
3302,0 0,18
3002 190 HB 2,5 0,22 0,52 280 2603 250 HB 2,5 0,20 0,48 250 240
Faiblement Alliés 2
642CrMo4, St50, Ck60, 4140, 4340, 100Cr6
180 HB
0,2
2,5
0,10
0,20 0,50
120
280
2,0
0,15 2604,6 230 HB 2,5 0,20 0,48 250 2405,7 280 HB 2,0 0,18 0,40 210 2008 350 HB 2,0 0,18 0,36 180 180
Fortement Alliés 3
10 X40CrMoV5, H13,
M42, D3, S6-5-2, 12Ni19
220 HB
0,2
2,5
0,09
0,18 0,40
70
190
2,0
0,12 18010 280 HB 2,5 0,16 0,40 150 14011 320 HB 2,0 0,14 0,32 130 12011 350 HB 2,0 0,14 0,26 110 110
Acie
rs In
oxyd
able
s
Austenitiques 414
304, 316, X5CrNi18-9180 HB
0,22,5 0,10 0,18 0,32 170 270
2,0 0,12260
14 240 HB 2,5 0,18 0,26 160 220 210
Duplex 514
X2CrNiN23-4, S31500290 HB
0,22,0
0,090,14
0,2080 150
2,0 0,12140
14 310 HB 2,0 0,14 70 140 140Ferritiques &
Martensitiques 612 410, X6Cr17,
17-4 PH, 430 200 HB
0,22,5
0,100,18
0,32170 250 2,0 0,15 240
13 42 HRc 2,0 0,16 120 190 0,12 180
Font
es
Grises 715 GG20, GG40,
EN-GJL-250, No30B
150 HB0,2
3,00,08
0,20 0,64 170 2502,0 0,18
24015 200 HB 3,0 0,20 0,60 160 230 22016 250 HB 3,0 0,20 0,60 150 210 200
Malleables & Nodulaires 8
17,19GGG40, GGG70, 50005
150 HB0,2
2,50,08
0,18 0,48120
2502,0 0,15
24017,19 200 HB 2,5 0,18 0,40 230 22018,20 250 HB 2,5 0,18 0,40 190 180
Allia
ges h
aute
s te
mpé
ratu
res Base Fe,
Ni & cobalt 931,32 Incoloy 800 240 HB
0,22,0
0,090,15
0,2625 50
2,0 0,1240
33 Inconel 700 250 HB 2,0 0,15 25 50 4034 Stellite 21 350 HB 2,0 0,15 23 45 35
Base Titane 1036 TiAl6V4 -
0,22,0
0,090,16 0,32 45 65
2,00,15 60
37 T40 - 2,0 0,14 0,26 35 60 0,12 50
Mét
aux
durs
Acier11
38 X100CrMo13, 440C,G-X260NiCr42
45 HRc0,2
1,80,05
0,12 0,20 50 100 1,5 0,11 9038 50 HRc 1,5 0,10 0,17 40 90 1,2 0,09 8038 55 HRc 1,4 0,09 0,13 40 80 1,0 0,07 70
Fonte grenaillée 40 Ni-Hard 2 400 HB 0,2 1,6 0,05 0,12 0,17 40 60 1,2 0,11 50Fonte blanche 41 G-X300CrMo15 55 HRc 0,2 1,4 0,05 0,09 0,13 30 50 1,0 0,07 40
Non
Férre
ux
Al (>8%Si) 12 25 AlSi12 130 HB 0,2 4,0 0,10 0,30 0,70 200 400 2,0 0,20 350
19
LE TOURNAGE
DNMG150612NN / DNMG150608NN
DNMG150604NN
LES CONDITIONS DE COUPE :

Désignation L (en mm) S (en mm) R (en mm) Référence PCB* Prix publicpar plaquette
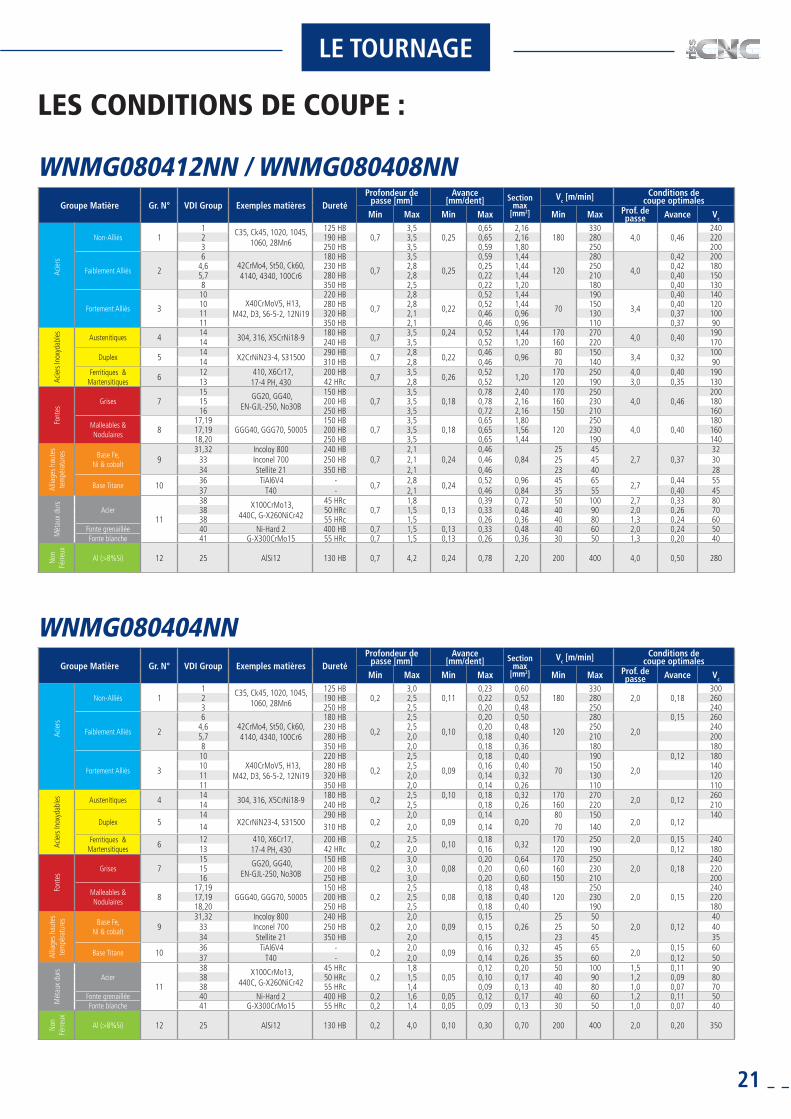
WNMG080412NN 8 4,76 1,2 4511V080412 10 13,75 €
WNMG080408NN 8 4,76 0,8 4511V080408 10 13,75 €
WNMG080404NN 8 4,76 0,4 4511V080404 10 13,75 €
WNMG080412NN 8 4,76 1,2 4511P080412 2 15,75 €
WNMG080408NN 8 4,76 0,8 4511P080408 2 15,75 €
WNMG080404NN 8 4,76 0,4 4511P080404 2 15,75 €
Désignation L1 b coupe Référence Prix public
PWLNR2020-K08 125 20x20 À droite 4524V202008 84,13 €
Désignation Référence du kit Composition Référence Quantité Prix public
Kit WNMG C012Q4511WNMG080412NN 4511V080412 10
274,32 €PWLNR2020-K08 4524V202008 1
20
KIT WNMG
PLAQUETTES WNMG
PORTE OUTILS PWLNR
LE TOURNAGE
s ± 0,13For l = 06, d ± 0,05 m ± 0,08For l = 08, d ± 0,08 m ± 0,13
W N M G0°
80° m
l
Ø d
ss
Forme Mode de fixationAngle de dépouille Tolérance
*PCB 10 = Conditionnement boîte de 10 - PCB 2 = Conditionnement boîte de 2
Groupe Matière Gr. N° VDI Group Exemples matières DuretéProfondeur de
passe [mm]Avance
[mm/dent] Section max
[mm2]
Vc [m/min] Conditions de coupe optimales
Min Max Min Max Min Max Prof. de passe Avance Vc
Ac
iers
Non-Alliés 11 C35, Ck45, 1020, 1045,
1060, 28Mn6
125 HB0,7
3,50,25
0,65 2,16180
3304,0 0,46
2402 190 HB 3,5 0,65 2,16 280 2203 250 HB 3,5 0,59 1,80 250 200
Faiblement Alliés 2
642CrMo4, St50, Ck60, 4140, 4340, 100Cr6
180 HB
0,7
3,5
0,25
0,59 1,44
120
280
4,0
0,42 2004,6 230 HB 2,8 0,25 1,44 250 0,42 1805,7 280 HB 2,8 0,22 1,44 210 0,40 1508 350 HB 2,5 0,22 1,20 180 0,40 130
Fortement Alliés 3
10 X40CrMoV5, H13,
M42, D3, S6-5-2, 12Ni19
220 HB
0,7
2,8
0,22
0,52 1,44
70
190
3,4
0,40 14010 280 HB 2,8 0,52 1,44 150 0,40 12011 320 HB 2,1 0,46 0,96 130 0,37 10011 350 HB 2,1 0,46 0,96 110 0,37 90
Acie
rs In
oxyd
able
s
Austenitiques 414
304, 316, X5CrNi18-9180 HB
0,73,5 0,24 0,52 1,44 170 270
4,0 0,40190
14 240 HB 3,5 0,52 1,20 160 220 170
Duplex 514
X2CrNiN23-4, S31500290 HB
0,72,8
0,220,46
0,9680 150
3,4 0,32100
14 310 HB 2,8 0,46 70 140 90Ferritiques &
Martensitiques 612 410, X6Cr17,
17-4 PH, 430 200 HB
0,73,5
0,260,52
1,20170 250 4,0 0,40 190
13 42 HRc 2,8 0,52 120 190 3,0 0,35 130
Font
es
Grises 715 GG20, GG40,
EN-GJL-250, No30B
150 HB0,7
3,50,18
0,78 2,40 170 2504,0 0,46
20015 200 HB 3,5 0,78 2,16 160 230 18016 250 HB 3,5 0,72 2,16 150 210 160
Malleables & Nodulaires 8
17,19GGG40, GGG70, 50005
150 HB0,7
3,50,18
0,65 1,80120
2504,0 0,40
18017,19 200 HB 3,5 0,65 1,56 230 16018,20 250 HB 3,5 0,65 1,44 190 140
Allia
ges h
aute
s te
mpé
ratu
res Base Fe,
Ni & cobalt 931,32 Incoloy 800 240 HB
0,72,1
0,240,46
0,8425 45
2,7 0,3732
33 Inconel 700 250 HB 2,1 0,46 25 45 3034 Stellite 21 350 HB 2,1 0,46 23 40 28
Base Titane 1036 TiAl6V4 -
0,72,8
0,240,52 0,96 45 65
2,70,44 55
37 T40 - 2,1 0,46 0,84 35 55 0,40 45
Mét
aux
durs
Acier11
38 X100CrMo13, 440C, G-X260NiCr42
45 HRc0,7
1,80,13
0,39 0,72 50 100 2,7 0,33 8038 50 HRc 1,5 0,33 0,48 40 90 2,0 0,26 7038 55 HRc 1,5 0,26 0,36 40 80 1,3 0,24 60
Fonte grenaillée 40 Ni-Hard 2 400 HB 0,7 1,5 0,13 0,33 0,48 40 60 2,0 0,24 50Fonte blanche 41 G-X300CrMo15 55 HRc 0,7 1,5 0,13 0,26 0,36 30 50 1,3 0,20 40
Non
Férre
ux
Al (>8%Si) 12 25 AlSi12 130 HB 0,7 4,2 0,24 0,78 2,20 200 400 4,0 0,50 280
Groupe Matière Gr. N° VDI Group Exemples matières DuretéProfondeur de
passe [mm]Avance
[mm/dent] Section max
[mm2]
Vc [m/min] Conditions de coupe optimales
Min Max Min Max Min Max Prof. de passe Avance Vc
Ac
iers
Non-Alliés 11 C35, Ck45, 1020, 1045,
1060, 28Mn6
125 HB0,2
3,00,11
0,23 0,60180
3302,0 0,18
3002 190 HB 2,5 0,22 0,52 280 2603 250 HB 2,5 0,20 0,48 250 240
Faiblement Alliés 2
642CrMo4, St50, Ck60, 4140, 4340, 100Cr6
180 HB
0,2
2,5
0,10
0,20 0,50
120
280
2,0
0,15 2604,6 230 HB 2,5 0,20 0,48 250 2405,7 280 HB 2,0 0,18 0,40 210 2008 350 HB 2,0 0,18 0,36 180 180
Fortement Alliés 3
10 X40CrMoV5, H13,
M42, D3, S6-5-2, 12Ni19
220 HB
0,2
2,5
0,09
0,18 0,40
70
190
2,0
0,12 18010 280 HB 2,5 0,16 0,40 150 14011 320 HB 2,0 0,14 0,32 130 12011 350 HB 2,0 0,14 0,26 110 110
Acie
rs In
oxyd
able
s Austenitiques 414
304, 316, X5CrNi18-9180 HB
0,22,5 0,10 0,18 0,32 170 270
2,0 0,12260
14 240 HB 2,5 0,18 0,26 160 220 210
Duplex 514
X2CrNiN23-4, S31500290 HB
0,22,0
0,090,14
0,2080 150
2,0 0,12140
14 310 HB 2,0 0,14 70 140Ferritiques &
Martensitiques 612 410, X6Cr17,
17-4 PH, 430 200 HB
0,22,5
0,100,18
0,32170 250 2,0 0,15 240
13 42 HRc 2,0 0,16 120 190 0,12 180
Font
es
Grises 715 GG20, GG40,
EN-GJL-250, No30B
150 HB0,2
3,00,08
0,20 0,64 170 2502,0 0,18
24015 200 HB 3,0 0,20 0,60 160 230 22016 250 HB 3,0 0,20 0,60 150 210 200
Malleables & Nodulaires 8
17,19GGG40, GGG70, 50005
150 HB0,2
2,50,08
0,18 0,48120
2502,0 0,15
24017,19 200 HB 2,5 0,18 0,40 230 22018,20 250 HB 2,5 0,18 0,40 190 180
Allia
ges h
aute
s te
mpé
ratu
res Base Fe,
Ni & cobalt 931,32 Incoloy 800 240 HB
0,22,0
0,090,15
0,2625 50
2,0 0,1240
33 Inconel 700 250 HB 2,0 0,15 25 50 4034 Stellite 21 350 HB 2,0 0,15 23 45 35
Base Titane 1036 TiAl6V4 -
0,22,0
0,090,16 0,32 45 65
2,00,15 60
37 T40 - 2,0 0,14 0,26 35 60 0,12 50
Mét
aux
durs
Acier11
38 X100CrMo13, 440C, G-X260NiCr42
45 HRc0,2
1,80,05
0,12 0,20 50 100 1,5 0,11 9038 50 HRc 1,5 0,10 0,17 40 90 1,2 0,09 8038 55 HRc 1,4 0,09 0,13 40 80 1,0 0,07 70
Fonte grenaillée 40 Ni-Hard 2 400 HB 0,2 1,6 0,05 0,12 0,17 40 60 1,2 0,11 50Fonte blanche 41 G-X300CrMo15 55 HRc 0,2 1,4 0,05 0,09 0,13 30 50 1,0 0,07 40
Non
Férre
ux
Al (>8%Si) 12 25 AlSi12 130 HB 0,2 4,0 0,10 0,30 0,70 200 400 2,0 0,20 350
21
LE TOURNAGE
WNMG080412NN / WNMG080408NN
WNMG080404NN
LES CONDITIONS DE COUPE :

Désignation L (en mm) S (en mm) R (en mm) Référence PCB* Prix publicpar plaquette
VBMT160408NN 16 4,76 0,8 4514V160408 10 16,30 €
VBMT160408NN 16 4,76 0,8 4514P160408 2 18,30 €
Désignation L1 b coupe Référence Prix public
SVJBR2020-K16 20x20 À droite 4521V202016 71,38 €
Désignation Référence du kit Composition Référence Quantité Prix public
Kit VBMT C012Q4514VBMT160408NN 4514V160408 10
288,09 €SVJBR2020-K16 4521V202016 1
22
KIT VBMT
PLAQUETTES VBMT
PORTE OUTILS SVJBR
LE TOURNAGE
d ± 0,05m ± 0,08s ± 0,13
V B M T5°35° Ø d
l
m
s
Forme Mode de fixationAngle de dépouille Tolérance
*PCB 10 = Conditionnement boîte de 10 - PCB 2 = Conditionnement boîte de 2
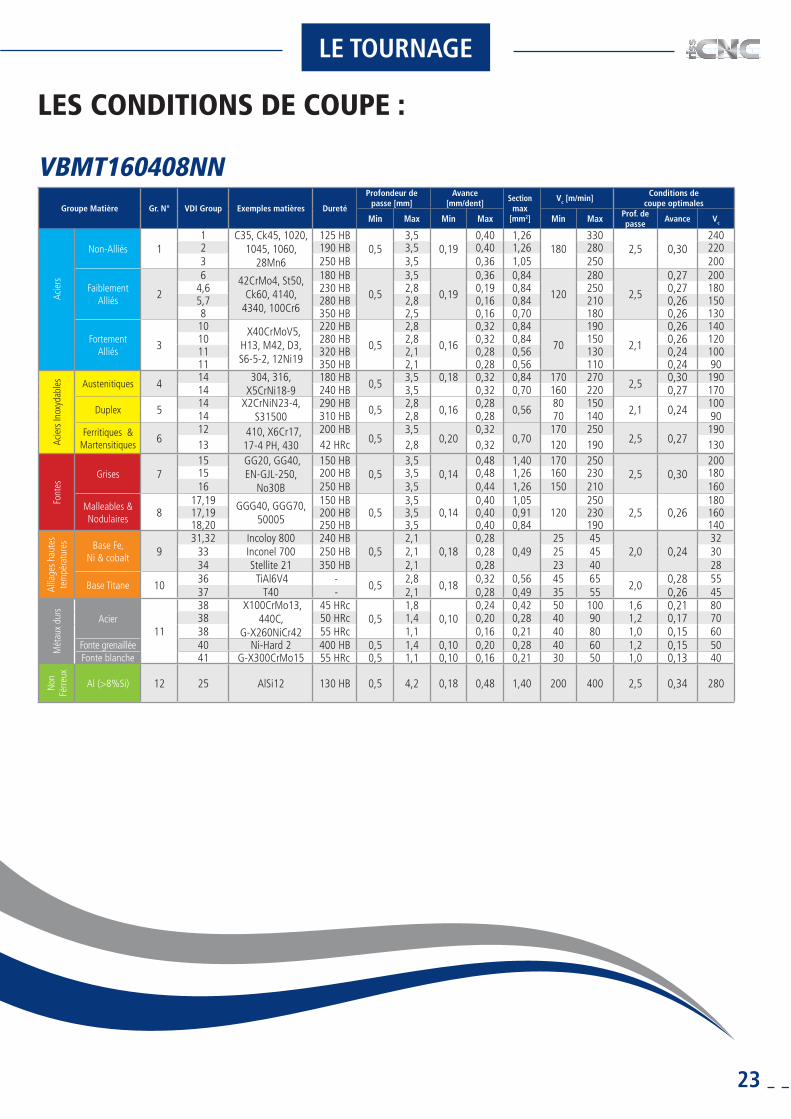
Groupe Matière Gr. N° VDI Group Exemples matières Dureté
Profondeur de passe [mm]
Avance [mm/dent] Section
max [mm2]
Vc [m/min] Conditions de coupe optimales
Min Max Min Max Min Max Prof. de passe Avance Vc
Ac
iers
Non-Alliés 11 C35, Ck45, 1020,
1045, 1060, 28Mn6
125 HB0,5
3,50,19
0,40 1,26180
3302,5 0,30
2402 190 HB 3,5 0,40 1,26 280 2203 250 HB 3,5 0,36 1,05 250 200
Faiblement Alliés 2
6 42CrMo4, St50, Ck60, 4140,
4340, 100Cr6
180 HB
0,5
3,5
0,19
0,36 0,84
120
280
2,5
0,27 2004,6 230 HB 2,8 0,19 0,84 250 0,27 1805,7 280 HB 2,8 0,16 0,84 210 0,26 1508 350 HB 2,5 0,16 0,70 180 0,26 130
Fortement Alliés 3
10 X40CrMoV5, H13, M42, D3, S6-5-2, 12Ni19
220 HB
0,5
2,8
0,16
0,32 0,84
70
190
2,1
0,26 14010 280 HB 2,8 0,32 0,84 150 0,26 12011 320 HB 2,1 0,28 0,56 130 0,24 10011 350 HB 2,1 0,28 0,56 110 0,24 90
Acie
rs In
oxyd
able
s Austenitiques 414 304, 316,
X5CrNi18-9180 HB
0,53,5 0,18 0,32 0,84 170 270
2,5 0,30 19014 240 HB 3,5 0,32 0,70 160 220 0,27 170
Duplex 514 X2CrNiN23-4,
S31500290 HB
0,52,8
0,160,28
0,5680 150
2,1 0,24100
14 310 HB 2,8 0,28 70 140 90Ferritiques &
Martensitiques 612 410, X6Cr17,
17-4 PH, 430 200 HB
0,53,5
0,200,32
0,70170 250
2,5 0,27190
13 42 HRc 2,8 0,32 120 190 130
Font
es
Grises 715 GG20, GG40,
EN-GJL-250, No30B
150 HB0,5
3,50,14
0,48 1,40 170 2502,5 0,30
20015 200 HB 3,5 0,48 1,26 160 230 18016 250 HB 3,5 0,44 1,26 150 210 160
Malleables & Nodulaires 8
17,19 GGG40, GGG70, 50005
150 HB0,5
3,50,14
0,40 1,05120
2502,5 0,26
18017,19 200 HB 3,5 0,40 0,91 230 16018,20 250 HB 3,5 0,40 0,84 190 140
Allia
ges
haut
es
tem
péra
ture
s Base Fe, Ni & cobalt 9
31,32 Incoloy 800 240 HB0,5
2,10,18
0,280,49
25 452,0 0,24
3233 Inconel 700 250 HB 2,1 0,28 25 45 3034 Stellite 21 350 HB 2,1 0,28 23 40 28
Base Titane 1036 TiAl6V4 -
0,52,8
0,180,32 0,56 45 65
2,0 0,28 5537 T40 - 2,1 0,28 0,49 35 55 0,26 45
Mét
aux
durs
Acier11
38 X100CrMo13, 440C,
G-X260NiCr42
45 HRc0,5
1,80,10
0,24 0,42 50 100 1,6 0,21 8038 50 HRc 1,4 0,20 0,28 40 90 1,2 0,17 7038 55 HRc 1,1 0,16 0,21 40 80 1,0 0,15 60
Fonte grenaillée 40 Ni-Hard 2 400 HB 0,5 1,4 0,10 0,20 0,28 40 60 1,2 0,15 50Fonte blanche 41 G-X300CrMo15 55 HRc 0,5 1,1 0,10 0,16 0,21 30 50 1,0 0,13 40
Non
Fé
rreux
Al (>8%Si) 12 25 AlSi12 130 HB 0,5 4,2 0,18 0,48 1,40 200 400 2,5 0,34 280
23
LE TOURNAGE
VBMT160408NN
LES CONDITIONS DE COUPE :

Désignation L (en mm) S (en mm) R (en mm) Référence PCB* Prix publicpar plaquette
CCMT060204NN 6 2,38 0,4 4515V060204 10 9,35 €
CCMT09T304NN 9 3,97 0,4 4515V090304 10 10,15 €
CCMT060204NN 6 2,38 0,4 4515P060204 2 11,35 €
CCMT09T304NN 9 3,97 0,4 4515P090304 2 12,15 €
Désignation L1 b coupe Référence Prix public
S10K-SCLCR06 125 10 À droite 4525V000600 61,19 €
S20S-SCLCR09 250 20 À droite 4526V000900 108,31 €
Désignation Référence du kit Composition Référence Quantité Prix public
Kit CCMT C012Q4515CCMT060204NN 4515V060204 10
218,21 €S10K-SCLCR06 4525V000600 1
24
KIT CCMT
PLAQUETTES CCMT
PORTE OUTILS SCLCR
LE TOURNAGE
s ± 0,13For l = 06/09, d ± 0,05 m ± 0,08For l = 12, d ± 0,08 m ± 0,13
C C M T80° 7°
l
mØ d
s
Forme Mode de fixationAngle de dépouille Tolérance
*PCB 10 = Conditionnement boîte de 10 - PCB 2 = Conditionnement boîte de 2
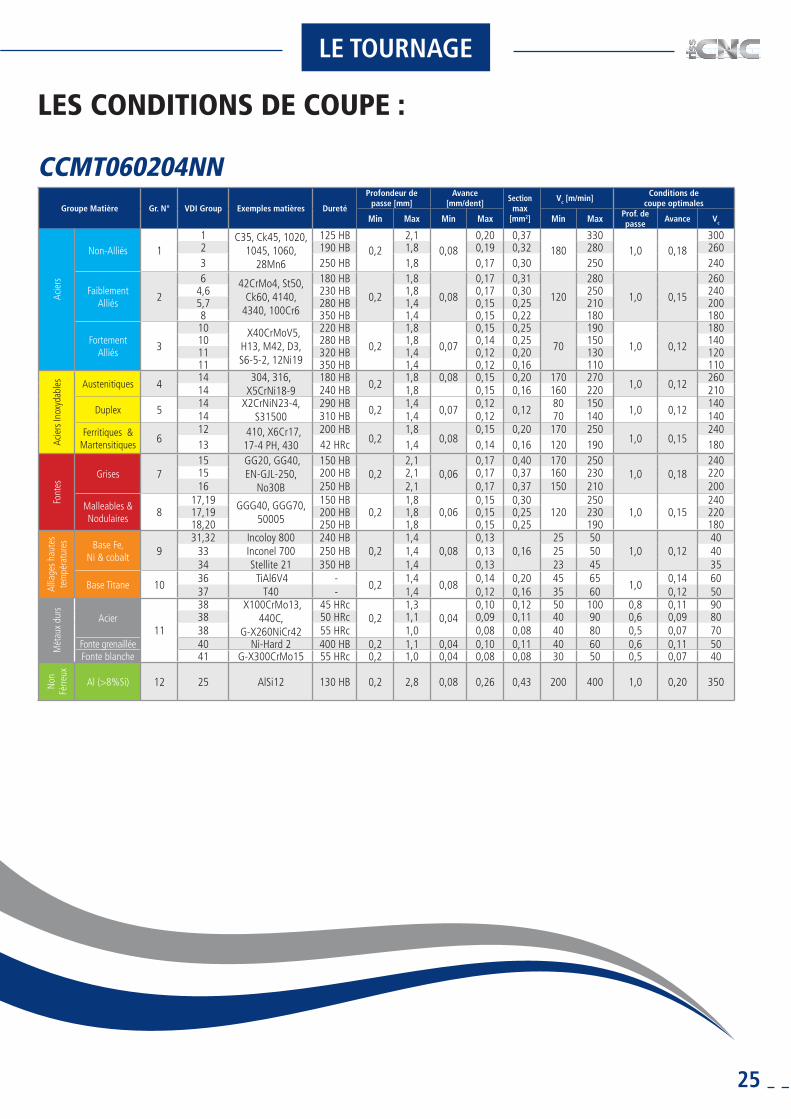
Groupe Matière Gr. N° VDI Group Exemples matières Dureté
Profondeur de passe [mm]
Avance [mm/dent] Section
max [mm2]
Vc [m/min] Conditions de coupe optimales
Min Max Min Max Min Max Prof. de passe Avance Vc
Ac
iers
Non-Alliés 11 C35, Ck45, 1020,
1045, 1060, 28Mn6
125 HB0,2
2,10,08
0,20 0,37180
3301,0 0,18
3002 190 HB 1,8 0,19 0,32 280 2603 250 HB 1,8 0,17 0,30 250 240
Faiblement Alliés 2
6 42CrMo4, St50, Ck60, 4140,
4340, 100Cr6
180 HB
0,2
1,8
0,08
0,17 0,31
120
280
1,0 0,15
2604,6 230 HB 1,8 0,17 0,30 250 2405,7 280 HB 1,4 0,15 0,25 210 2008 350 HB 1,4 0,15 0,22 180 180
Fortement Alliés 3
10 X40CrMoV5, H13, M42, D3, S6-5-2, 12Ni19
220 HB
0,2
1,8
0,07
0,15 0,25
70
190
1,0 0,12
18010 280 HB 1,8 0,14 0,25 150 14011 320 HB 1,4 0,12 0,20 130 12011 350 HB 1,4 0,12 0,16 110 110
Acie
rs In
oxyd
able
s Austenitiques 414 304, 316,
X5CrNi18-9180 HB
0,21,8 0,08 0,15 0,20 170 270
1,0 0,12260
14 240 HB 1,8 0,15 0,16 160 220 210
Duplex 514 X2CrNiN23-4,
S31500290 HB
0,21,4
0,070,12
0,1280 150
1,0 0,12140
14 310 HB 1,4 0,12 70 140 140Ferritiques &
Martensitiques 612 410, X6Cr17,
17-4 PH, 430 200 HB
0,21,8
0,080,15 0,20 170 250
1,0 0,15240
13 42 HRc 1,4 0,14 0,16 120 190 180
Font
es
Grises 715 GG20, GG40,
EN-GJL-250, No30B
150 HB0,2
2,10,06
0,17 0,40 170 2501,0 0,18
24015 200 HB 2,1 0,17 0,37 160 230 22016 250 HB 2,1 0,17 0,37 150 210 200
Malleables & Nodulaires 8
17,19 GGG40, GGG70, 50005
150 HB0,2
1,80,06
0,15 0,30120
2501,0 0,15
24017,19 200 HB 1,8 0,15 0,25 230 22018,20 250 HB 1,8 0,15 0,25 190 180
Allia
ges
haut
es
tem
péra
ture
s Base Fe, Ni & cobalt 9
31,32 Incoloy 800 240 HB0,2
1,40,08
0,130,16
25 501,0 0,12
4033 Inconel 700 250 HB 1,4 0,13 25 50 4034 Stellite 21 350 HB 1,4 0,13 23 45 35
Base Titane 1036 TiAl6V4 -
0,21,4
0,080,14 0,20 45 65
1,00,14 60
37 T40 - 1,4 0,12 0,16 35 60 0,12 50
Mét
aux
durs
Acier11
38 X100CrMo13, 440C,
G-X260NiCr42
45 HRc0,2
1,30,04
0,10 0,12 50 100 0,8 0,11 9038 50 HRc 1,1 0,09 0,11 40 90 0,6 0,09 8038 55 HRc 1,0 0,08 0,08 40 80 0,5 0,07 70
Fonte grenaillée 40 Ni-Hard 2 400 HB 0,2 1,1 0,04 0,10 0,11 40 60 0,6 0,11 50Fonte blanche 41 G-X300CrMo15 55 HRc 0,2 1,0 0,04 0,08 0,08 30 50 0,5 0,07 40
Non
Fé
rreux
Al (>8%Si) 12 25 AlSi12 130 HB 0,2 2,8 0,08 0,26 0,43 200 400 1,0 0,20 350
25
LE TOURNAGE
CCMT060204NN
LES CONDITIONS DE COUPE :

TYPE D’USURE SOLUTIONArête rapportée : Provoqué par le soudage sous pression du copeau sur la plaquette majoritairement avec les matières collantes telles que les aciers bas carbone, les aciers inoxydables et l’aluminium.
Augmenter la vitesse de coupe.
TYPE D’USURE SOLUTIONÉcaillage : L’ écaillage ou la rupture de l’arête survient en cas de surcharge des contraintes de traction mécanique.
Réduire la profondeur de coupe et/ou l’avance.
TYPE D’USURE SOLUTIONDéformation plastique : La déformation plastique survient lorsque le matériau de coupe se déforme sous l’action d’une chaleur trop importante.
Réduire la vitesse de coupe.
TYPE D’USURE SOLUTIONUsure en cratère : Elle est provoquée par la réaction chimique entre la matière de la pièce et le matériau de coupe. La vitesse de coupe l’amplifie.
Réduire la vitesse de coupe.
TYPE D’USURE SOLUTIONUsure en peigne : Ce type de fissure est fréquent en cas de coupes interrompues, ce qui est courant en fraisage ou lors d’une mauvaise lubrification.
Travail en avalant en fraisage et à sec.
TYPE D’USURE SOLUTIONUsure en entaille : Ce type d’usure se caractérise par une entaille localisée au niveau de la profondeur de coupe provoquée par la pression du copeau. Il est courant dans l’usinage des aciers inoxydables et superalliages réfractaires.
Réduire l’avance.
TYPE D’USURE SOLUTIONUsure en dépouille : Usure due à l’abrasion. La plus normale des usures car la plus stable.
Réduire la vitesse de coupe.
26
INFOS TECHNIQUES
GUIDE D’IDENTIFICATION DE L’USURE DES ARÊTES DE COUPE :
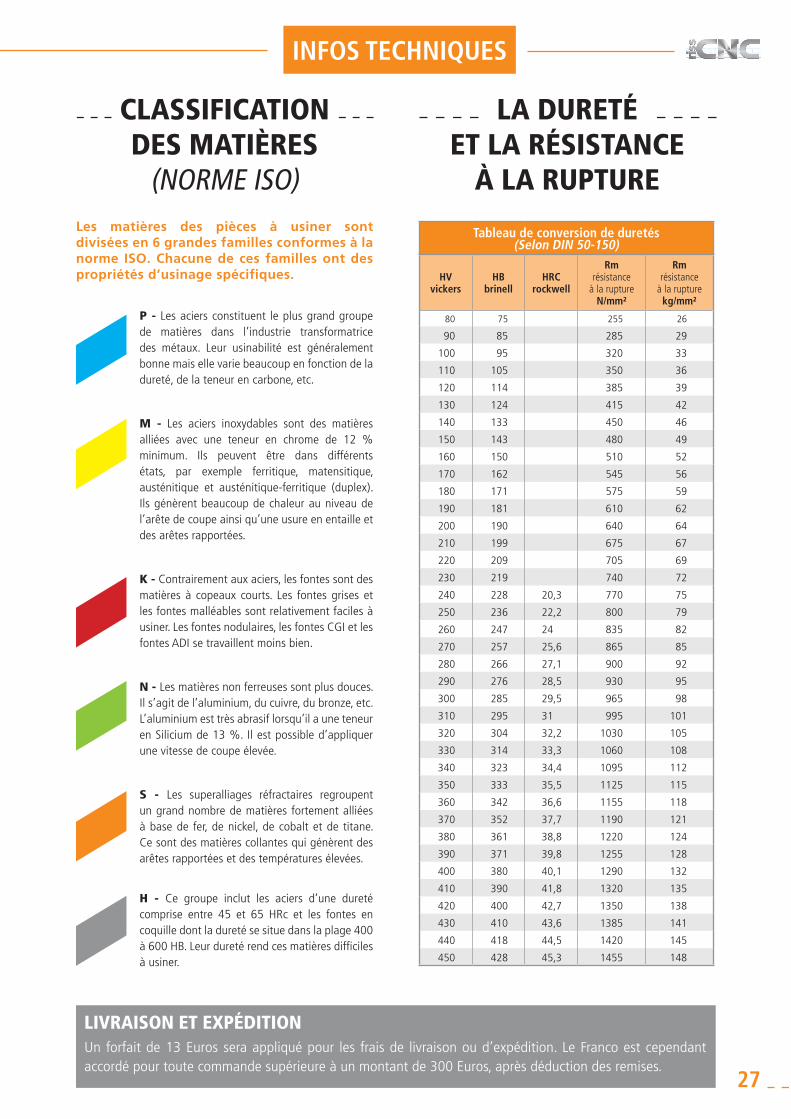
Tableau de conversion de duretés (Selon DIN 50-150)
HV vickers
HB brinell
HRC rockwell
Rm résistance
à la rupture N/mm²
Rm résistance
à la rupture kg/mm²
80 75 255 26
90 85 285 29
100 95 320 33
110 105 350 36
120 114 385 39
130 124 415 42
140 133 450 46
150 143 480 49
160 150 510 52
170 162 545 56
180 171 575 59
190 181 610 62
200 190 640 64
210 199 675 67
220 209 705 69
230 219 740 72
240 228 20,3 770 75
250 236 22,2 800 79
260 247 24 835 82
270 257 25,6 865 85
280 266 27,1 900 92
290 276 28,5 930 95
300 285 29,5 965 98
310 295 31 995 101
320 304 32,2 1030 105
330 314 33,3 1060 108
340 323 34,4 1095 112
350 333 35,5 1125 115
360 342 36,6 1155 118
370 352 37,7 1190 121
380 361 38,8 1220 124
390 371 39,8 1255 128
400 380 40,1 1290 132
410 390 41,8 1320 135
420 400 42,7 1350 138
430 410 43,6 1385 141
440 418 44,5 1420 145
450 428 45,3 1455 148
P - Les aciers constituent le plus grand groupe de matières dans l’industrie transformatrice des métaux. Leur usinabilité est généralement bonne mais elle varie beaucoup en fonction de la dureté, de la teneur en carbone, etc.
M - Les aciers inoxydables sont des matières alliées avec une teneur en chrome de 12 % minimum. Ils peuvent être dans différents états, par exemple ferritique, matensitique, austénitique et austénitique-ferritique (duplex). Ils génèrent beaucoup de chaleur au niveau de l’arête de coupe ainsi qu’une usure en entaille et des arêtes rapportées.
K - Contrairement aux aciers, les fontes sont des matières à copeaux courts. Les fontes grises et les fontes malléables sont relativement faciles à usiner. Les fontes nodulaires, les fontes CGI et les fontes ADI se travaillent moins bien.
N - Les matières non ferreuses sont plus douces. Il s’agit de l’aluminium, du cuivre, du bronze, etc. L’aluminium est très abrasif lorsqu’il a une teneur en Silicium de 13 %. Il est possible d’appliquer une vitesse de coupe élevée.
S - Les superalliages réfractaires regroupent un grand nombre de matières fortement alliées à base de fer, de nickel, de cobalt et de titane. Ce sont des matières collantes qui génèrent des arêtes rapportées et des températures élevées.
H - Ce groupe inclut les aciers d’une dureté comprise entre 45 et 65 HRc et les fontes en coquille dont la dureté se situe dans la plage 400 à 600 HB. Leur dureté rend ces matières difficiles à usiner.
INFOS TECHNIQUES
27
CLASSIFICATION DES MATIÈRES
(NORME ISO)
LA DURETÉ ET LA RÉSISTANCE
À LA RUPTURELes matières des pièces à usiner sont divisées en 6 grandes familles conformes à la norme ISO. Chacune de ces familles ont des propriétés d’usinage spécifiques.
LIVRAISON ET EXPÉDITIONUn forfait de 13 Euros sera appliqué pour les frais de livraison ou d’expédition. Le Franco est cependant accordé pour toute commande supérieure à un montant de 300 Euros, après déduction des remises.
ACIERINOX
FONTEALLIAGE
MÉTAUX DURS
NON FÉRREUX
Easylean
www.riss-cnc.fr - [email protected]
4 impasse des avenues BP 124 - 42603 Montbrison cedex - FranceTél : +33 (0)4 77 58 04 01 - Fax : 0811 00 72 00
Groupe NOURRISSON
Conc
eptio
n : J
LS
Stud
io P
rint e
t Web -
04
77 5
5 05
42
- ww
w.jl
s-st
udio
.fr


















