Rhodorsil® RTV-2 : le meilleur casting pour laisser … · 7 Le moulage sous vide de prototypes...
17
Silicones Rhodorsil® RTV-2 : le meilleur casting pour laisser votre empreinte RHODORSIL® RTV-2 : MÉTHODES ET TECHNIQUES DE MOULAGE
Transcript of Rhodorsil® RTV-2 : le meilleur casting pour laisser … · 7 Le moulage sous vide de prototypes...

Silicones
Rhodorsil® RTV-2 : le meilleur casting pour laisser votre empreinte
RHODORSIL® RTV-2 : MÉTHODES ET TECHNIQUES DE MOULAGE

3
Intérêt de l’emploi des siliconesRhodorsil® RTV 2 dans le moulage
1
C e document vise un but essentielle-ment pratique : présenter l’emploi des
silicones dans les applications de moulage.Par son contenu, il s’adresse aussi bien à ceux qui pratiquent déjà avec d’autresmatériaux, qu’à ceux qui souhaitent s’initier à ces techniques.C’est dans cette optique, que certainestechniques de moulage ont été développées, avec parfois une abondancede détails qui ne nous a pas semblé un luxe superflu.
1 Intérêt de l’emploi des silicones RTV 2dans le moulage p. 3
2 Applications p. 5
3 Préparation du modèle p. 6
4 Méthodes de moulage p. 8
5 Conseils aux utilisateurs p. 18
6 Techniques de moulage en série p. 21
7 Le moulage sous vide de prototypesindustriels p. 28
Ava
nt-
pro
po
s
So
mm
aire
Les élastomères silicones figurent parmi les matériauxutilisés pour la réalisation de moules, ainsi que les élastomères de polyuréthanne,les plâtres, les alginates, et les latex. Ces élastomères ont permis l’évolution des techniques de mou-lage (ex : moules chaussettes, trèssouples) et le moulage de résines dereproductions très agressives (polyuréthannes, polyester,époxydes…). L’accès à des qualités translucides et transparentes, ainsi
qu’à des propriétés mécaniquesadaptées a également permis ledéveloppement du moulage prototypesous vide. Ce type d’applicationtouche un marché très large, allantdu moulage décoratif au moulageindustriel. C’est dans cet esprit que la gammeRhodorsil® RTV 2 a été élaborée pour répondre à l’ensemble de ces besoins.Les élastomères silicones Rhodorsil®RTV 2 ont des propriétés spécifiquesqui se traduisent pour l’utilisateurpar de nombreux avantages :
▼▼
▼▼
▼▼
▼▼
▼▼
Souplesse moule simplifié, respect du modèle
Facilité de mise en œuvre pas d’équipement lourd
Antiadhérence facilité de démoulage
Résistance au déchirement membranes de faible épaisseur,formes complexes
Réticulation à température ambiante, pas de four, respect du modèlesans dégagement de chaleur
Finesse de reproduction détails au micron
Résistance au vieillissement réutilisation des moules stockésen particulier pour les RTV de polyaddition
moulage de matériauxRésistance thermique à réaction exothermique et d’alliage
à bas point de fusion
Propriétés diélectriques utilisation en moulage HF et en galvanoplastie
Retrait faible précision du moulage
EXE. 28p 3/12/02 12:12 Page 2

Applications
Intérêt de l’emploi des silicones Rhodorsil® RTV 2 dans le moulage
4
Polycondensation (PC) Polyaddition (PA)Ratio de mélange 100/2 à 100/10 100/10 à 100/100
Conditions de sécurité Nécessaire (lunettes, gants) Aucunelors du mélange Local aéré de préférence
Temps de travail et Variables, dépendants de la catalyse Peuvent être indépendantstemps de démoulage Non accélérables à chaud Accélérables à chaud
Risque d’inhibition Non Oui
Sensible à la réversion en confiné Oui Non
Retrait* 0,8 à 1,2 % 0,05 à 0,2 %
Les Rhodorsil® RTV 2 employés en moulage sont des élasto-mères bi-composants réticulantà température ambiante.
On distingue deux types :1. Les Rhodorsil® RTV 2 de polycondensation qui se présententsous la forme d’une base et d’uncatalyseur.
2. Les Rhodorsil® RTV 2 de polyaddition qui se présentent sousla forme d’une partie A et d’unepartie B.
Chacun de ces types a des particularités qui le feront choisir en fonction de la technique de moulage et des exigences del’utilisateur.
La réticulation démarre dès le mélange des deuxconstituants, à une vitesse déterminée par lesconditions opératoires.Les conditions idéales sont :• Température de 23 °C• Humidité relative de 50 %
Afin de respecter la fidélité dimensionnelle, il sera préférable d’opérer :• A température modérée, 23 à 30 °C, en tout
cas non inférieure à 20 °C• En atmosphère pas trop sèche (30 % minimum)• Avec la dose de catalyseur préconisée
* Après 7 jours de réticulation à 23 °C/EH 50 %, mesure sur cylindre H/200 mm, Ø40 mm.
Les applications des Rhodorsil® RTV 2 en moulage sont innombrables, nous n’en citerons que quelques-unes à titre indicatif, classées par types de matériaux.
NB: Il existe différentstypes de matériaux adaptés pour divers usages. Nous consulter.
2
Moulages de matériaux dans des moules en Rhodorsil® RTV 2
Exemples d’utilisation MatériauAmeublementStatuettesBas reliefCadres - miroirs - tableaux d’artBoutonsPrésentoirs POLYESTERSouvenirsPaléontologieReproduction d’objets anciensDécoration diverse
AmeublementPrototypesMaroquinerieChaussure POLYURETHANNE
Équipement intérieur d’automobilesCorniches - rosaces
ChaussureMaroquinerie PVCÉquipement automobile
Prototypes maîtres modèlesConfection d’outillage EPOXYDESReproduction de statues
Préfabrication BETONDécoration
StaffStatuettesMoules mères de faïencerie PLÂTRECéramiquePorcelaine
Reproduction d’œuvres d’art PIERRE RECONSTITUÉEDécoration intérieure et extérieure
Bougies décorativesFonderie d’art (procédé cire perdue) PARAFFINE - CIREBijouterie (procédé cire perdue)
Bijouterie fantaisiePrototypes ALLIAGES À BAS POINTS DE FUSIONDécoration en Petite Série
Cadeaux Bijoux RÉSINES ACRYLIQUESObjets décoratifs
5
REALISATIOND’OUTILLAGESOU DE PIÈCESMOULÉES EN RTV 2• Matrice de thermo-
formage et de moulageHaute Fréquence
• Tampons pour tampographie
• Accessoires pour effetsspéciaux
EXE. 28p 3/12/02 12:12 Page 4

Pour l’opération de moulagepar coulée, le modèle estinstallé dans un cadredémontable ou non. Les précautions suivantessont à prendre :
• le modèle doit être tenu enplace sur le support rigide parserrage, collage sommaire aumoyen d’un adhésif, d’une pâte à modeler (de plastiline parexemple) etc...
• un creux, dont on ne désire pas prendre l’empreinte, serapréalablement garni de plastiline. Il sera également avisé d’étanchéifier la base du modèle.
Pour le coffrage on utilisera les matériaux suivants : • verre, bois, plastique, métaux,terre, plastiline*, carton, etc, avec les précautions d’usage(préparation de surface).
Mise en place du modèle
conformateur
modèle
fixation du modèlesur le socle
Modèle initial(moulage“bateau”)
Détail de la préparation et du repérage(moulage “souschape”)
Nature du modèle Traitement préconiséPLÂTRE, PIERRE, BÉTON, BISCUIT, Dépoussiérage et application d'un bouche poreTERRE CUITE, ETC... parmi les moyens suivants :
– alcool polyvinylique type 4/125 dilué– savonnage : dissoudre 250 g de savon noir dans un litre d'eau
bouillante ; utiliser après refroidissement– dépôt d'une cire ou d'une paraffine (diluée à 5 % dans le xylène)– dépôt de graisse de vaseline– vernissage : gomme laque ou vernis cellulosique ou acrylique
MÉTAL - Dégraissage avec un solvant ou lessivage avec une solutionaqueuse à 5 % de détergent liquide, puis séchage
- Cire
VERRE, PORCELAINE, CÉRAMIQUE - Application d'une très fine couche de graisse de vaseline
CUIR - Application d'une très fine couche de graisse de vaseline- Cire
BOIS - Application de cire ou de vaseline, d'un bouche porecellulosique ou d'un vernis cellulosique
MATIÈRES PLASTIQUES - Dégraissage avec un solvant approprié à la nature de la matièreplastique
RTV 2 - Application d'une très fine couche de graisse de vaseline- Cire
RÉSINES (POLYURÉTHANNE, POLYESTER, - Application d'un alcool polyvinylique, puis d'une très fine ÉPOXYDES, ACRYLIQUES...) couche de graisse de vaseline
- Cire
CIRE Traitement non requis
Préparation du modèle
7
Préparation du modèle3
Les modèles sont constitués dematériaux très divers dontl'état de surface et la porositépeuvent être influencés par levieillissement. Même si lesRhodorsil® RTV 2 sont, par nature, antiadhérents vis-à-visde la plupart des matériaux, il est habituel de prendre certaines précautions avant de
réaliser la prise d'empreinte. Il est notamment conseillé depréparer le modèle pour évitertout accrochage du RTV et nepas dégrader le modèle.Différentes possibilités sontoffertes à l'utilisateur ; les exemples suivants - nonlimitatifs - ont été expérimen-tés par nos laboratoires :
6
PRÉPARATION DUMODÈLE :CAS PARTICULIERDES PIÈCES ETMONUMENTSHISTORIQUES.Ce type de moulagenécessite une approchespécifique de façon àéviter toute dégradationdes modèles.On s’assurera notammentde la compatibilité avecle modèle des produitsisolants (bouche pores,antiadhérent).Il faudra égalementvérifier qu’un démoulageeffectué sensiblement audelà du temps préconisé,de 24 H à 23 °C, ne pro-voque pas de phénomèned’adhérence sur le modèle.Ces opérations pourrontêtre effectuées sur unepartie non visible dumodèle (ex : socle) ou surun échantillon test.
Symboles utilisés dans les schémasmodèle plastiline Rhodorsil® RTV-2
matériaude reproduction
matériau descontremoules
*plastiline alimentaire pour les RTV-2 de polyaddition
goujonde centrage
cordon depositionnement
remplissaged'un creux
contre-moule
plastiline
modèle
support
airRTV
EXE. 28p 3/12/02 12:12 Page 6

Méthodes de moulage4
Les Rhodorsil® RTV 2 permettent de construire, à partir de quelques procédés de base, des moules destinés aux usages les plus divers. Malgré les nombreuses variantes possibles, il existe des procédés fondamentaux décrits dans cette notice. Afin de vous familiariser avec les termes usuels du moulage, nous vous invitons à lire le lexique figurant page 31.
Le choix du procédé de moulage sera fait notamment compte tenu des paramètres suivants : • économie de temps
• économie de matière• taille, forme et position du modèle
(horizontal, vertical ou en surplomb).Le tableau ci-dessous permet une rapide comparaison des différents procédés de moulage.
Caractéristiques Méthodes Technique de Avantages Inconvénientsdu modèle de moulage mise en œuvre
Face arrière plane BATEAU 1 PARTIEPeu ou pas de contre dépouilles – Simplicité et rapidité d'exécution
– Limitation aux formes relativement simples etCoulée – Moules autoportants sans variation importante de section
– Faible coût de réalisation - Consommation importante de matièreEntièrement structuré BATEAU 2 PARTIES Peu ou pas de contre dépouilles OU PLUS
Face arrière plane SOUS CHAPE 1 PARTIE – Faible épaisseur de la membraneFortes contre dépouilles (MOULE “CHAUSSETTE“)
– Économie de matière (RTV) – Plus long à réaliser que le moule bateau
Coulée – Grande souplesse favorisant les moulages difficiles(fortes contre dépouilles), Moule “chaussette“ – Coût de réalisation plus important
Entièrement structuré SOUS CHAPE 2 PARTIES – Disponibilité d'un outillage permettantFortes contre dépouilles la production de membranes
Faible à forte contre dépouilles ESTAMPAGE* 1 FACE – Possibilité de prise d'empreinte sur siteModèle volumineux sur fondPrise d’empreinte sur site – Possibilité de prise d'empreinte verticale ou en surplomb – Non interchangeabilité de la membrane vis à vis du contre moule
Pinceau, spatule, – Adaptation aux moulages de grande dimensions – Plus long à réaliser que le moulage bateau
Faible à forte contre dépouilles pulvérisation*Entièrement structuré ESTAMPAGE* 2 PARTIES – Économie de matière (RTV)Modèle volumineux peu ou pas OU PLUSdéplaçable - Moulage délicat
98
Comparaison des techniques de moulage
* en général la mise en œuvre se fait avec une spatule ou un pinceau. On peut aussi la réaliser à partir d'un appareil permettant la pulvérisation en mono composantou en bi composant. L'intérêt de cette technique consiste d'une part à gagner du temps sur la mise en œuvre et d'autre part à pouvoir accéder au recouvrement degrandes surfaces. Citons à titre d'exemple la réalisation de la prise d'empreinte de la grotte de Tautavel. Le choix du matériel sera bien sûr fait en fonction de l'opération envisagée. Nous consulter à ce sujet.
EXE. 28p 3/12/02 12:13 Page 8

MOULAGE EN DEUXPARTIESL’opération se fait endeux temps : • moulage du modèle jusqu’auplan de joint choisi,• après réticulation, coulée dela partie restante.Préparation du moulePREMIÈRE PARTIE• le modèle est positionnédans la plastiline jusqu’au plande joint choisi ;• les clés de positionnementsont disposées selon l’un des quatre types suivants :
a) sillon en creux, taillé à lagouge dans la semelle toutautour du modèle ;b) ou en relief, posé sur laportée ;c) ou goujons de modeleur ;d) ou plan de joint inclinépour centrage et repérage (cas représenté ici) ;• le RTV est coulé et laissé àréticuler.• après retournement de l’en-semble, la semelle en plastiline*(1) est enlevée, en prenantsoin de ne pas déplacer lemodèle (2).
DEUXIÈME PARTIE• une fine couche de graissede vaseline est déposée sur lapremière partie du moule sili-cone pour éviter une adhérenceentre les deux parties.• le RTV est coulé selon laméthode préconisée pour lemoulage en une partie
Remarque : le choix du positionnement du trou de coulée et des évents se fera en fonction de la configuration du modèle.
Reproduction du modèle Même procédure que le moulage en une partie.
11
Méthodes de moulage
1
234
56
87
1. semelle de plastiline
2. modèle3. plan de joint4. encadrement
démontable5. première
partie vulcanisée6. plots de
positionnement7. évents8. trou de coulée
MOULAGE EN UNEPARTIEPréparation du moule :1 - Modèle2 - Semelle3 - Encadrement4 - Épaisseur de la membraneen RTV de l’ordre de 20 à50 mm suivant la forme du modèle et les propriétés du RTV.
Démoulage du RTVLa durée du temps de démou-lage est variable en fonctiondu choix du produit et de la température.
En règle générale, il est recommandé de démouleraprès 24 H à 25 °C.
Reproduction du modèle Il existe un très grand choixde matériaux de reproduction.Pour leur mise en œuvre se référer aux notices des fabricants. Comme pour le RTV il fautprendre des précautions vis-à-vis des risques de bullagenotamment en coulant le matériau lentement en un mince filet au point le plus bas du moule.
Moulage bateau
Ce procédé se caractérise par sa simplicité et sa rapiditéd’exécution ; il est destiné à la fabrication des moules auto-portants, en une ou plusieurs pièces, par simple coulée duRhodorsil® RTV 2 à l’état liquide sur le modèle initial. En revanche, il entraîne une consommation importante desilicone et une perte de souplesse par sur épaisseur.Cette perte de souplesse de la membrane peut être limitéepar le positionnement de cales dans le contre moule. Il est également possible d’utiliser du Rhodorsil® RTV 2 debasse dureté (8 - 12 shore A).Ce procédé est donc limité aux formes relativement simples etsans contre dépouilles importantes.
Vous trouverez ici une description simple et succincte des 3 grandes techniques de moulage.
4
10
Méthodes de moulage
MISE EN ŒUVRE DU RTVUn dégazage préalable sous vide du mélangecatalysé permet d’éliminer les bulles d’air incluses. Si le dégazage n’est pas possible, il est conseillé de passer une couche d’impression au pinceau sur le modèle afin d’éviter le risque de présence de bulles. On peut ensuite procéder normalement à la coulée du RTV en coulant lentement en un mince filet, au point bas du moule, pour éviter d’emprisonner des bulles d’air.
*En règle générale les portées sont en plastiline, terre ou plâtre.
1
2
3
Symboles utilisés dans les schémasmodèle plastiline Rhodorsil® RTV-2
matériau de reproductionmatériau des contremoules
EXE. 28p 3/12/02 12:13 Page 10

13
Méthodes de moulage
couche ainsi déposée estensuite renforcée par de nouvelles couches (jusqu’àtrois) en insistant sur lesangles, pour donner unebonne rigidité à la chape.
2 - RENFORT DE LA CHAPEPAR DU TISSU DE VERREAprès découpage en bandes de tissu de verre, le gel coat encore poisseux est recouverttotalement. La mise en placeest faite comme dans le cas dumat de verre. Puis on procèdeà la deuxième application encroisant le tissu. Dans ce dernier cas le tissu est préimprégné. La chape obtenue a une meilleure résistance mécanique que dansle cas n°1 et est destinée à desmoules de plus grandesdimensions.
NervurageIl convient souvent de renfor-cer la rigidité de la chape pardes nervures confectionnéesen carton ou en contre plaquéet habillées de tissu de verre +polyester. Sur renforcement(en option mais impératif surles moules utilisés en produc-tion intensive), il consistegénéralement en un ajout desystèmes de renforts toutautour de la chape permettantla mise en place de poignées,charnières, verrouillages.L’objectif est de limiter lesretraits et les déformations.
Réalisation de la membrane• Démontage du cadre ;• Ouverture du moule : visserles extracteurs ;• Enlèvement de la plastiline(recyclable) et de la feuilleprotectrice (aluminium, plastique).• Pesée de la plastiline pour
prévoir la quantité de RTV àcouler ;• Éventuellement : bouchagedes bulles en surface,retouches , ponçage des aspérités du gel coat de lachape ; • Réalisation des trous decoulée et d’évent ;• Pour couler le RTV, percerun trou à la verticale de lapartie la plus basse du modèleet un évent, plus fin, à chaque partie haute ; ménager à la lime un petitcanal pour permettre l’évacuation de l’air du cordon de positionnement. Des tubes, par exemple enpolyéthylène, sont mis enplace à chaque orifice etétanchéifiés à la plastiline sur la chape. Pour s’assurerd’un bon remplissage, on prévoira un point de coulée àun niveau supérieur à celuides sorties d’évents.
Traitement de surface• Passer de la graisse de vaseline sur toute la faceinterne de la chape pour éviter l’effet de ventouse.Étaler la vaseline sous un fluxd’air chaud (sèche cheveux).• Déposer également sur lemodèle un film très mince de vaseline ; l’étaler de même.Le soin apporté à cette opération conditionne la finesse de reproduction. • Remise en place de la chapesur le modèle ; maintenir l’ensemble à l’aide de fixations et mettre en place un entonnoirsur le tube de coulée.
12
Méthodes de moulage
Moulage sous chape
Cette technique est d’un usage tout a fait courant au stadeartisanal comme au plan industriel.La réalisation d’un moulage sous chape en une partie estdécrite en détails ci-dessous* ; on se reportera aux schémasainsi qu’au paragraphe «travail de la plastiline» page 18. Le moulage sous chape en deux parties s’en extrapole aisément (cf. page 14).
MOULAGE SOUS CHAPEEN UNE PARTIE
Mise en place du modèle :• Traitement de surface dumodèle (voir page 13)• Positionnement sur le socle,fixation, par exemple par vissage ; étanchéité à la plastiline du raccord socle-modèle en évitant des occlusions d’air, qui
provoqueraient un bullageintempestif si la températures’élevait.• Revêtement du modèle,préalablement protégé par unefeuille d’aluminium, avec unecouche de plastiline d’épaisseurconstante, prenant soin de nepas laisser de fortes contredépouilles sur la face externe.• Disposition du cordon depositionnement en plastilinetout autour du modèle.• Installation du cadredémontable.• Application d’un agent de démoulage sur toutes les surfaces (du cadre et dusupport).• On assurera l’étanchéitéentre le cadre et le supportavec la plastiline ou desbâtonnets de colle PVC thermofusible ou avec de laterre.
Réalisation de la chape :La chape peut être réalisée enplâtre ou en résine époxy ouen polyuréthanne, par couléeou par stratification polyester.Nous résumons ci-dessous le procédé classique par stratification polyester :• Catalyse du gel coat polyester.• Application au pinceau de la couche de gel coat.• Stratification par dessus.• Armature ou nervurage.
1 - RENFORT DE LA CHAPEPAR DU MAT DE VERREDéposer sur le gel coat encorepoisseux des morceaux de matde verre en commençant parles quatre coins du moule. La mise en place se fait à l’aide d’un pinceau imprégnéde polyester. La première
* Il va de soi que les techniques et tours de main du moulage peuvent varier à l’infini ; les précisions qui suivent ne sont que des recommandations. * Chape en plâtre.
Réalisation de la chape*
Réalisation de la membrane
Reproduction
PRÉCAUTIONS À PRENDREDans les deux cas, éviter la formation de plis, et l’occlusion de bullesqui pourraient provoquer à l’usage la détérioration de la chape.
Symboles utilisés dans les schémasmodèle plastiline Rhodorsil® RTV-2
matériau de reproductionmatériau des contremoules
EXE. 28p 3/12/02 12:13 Page 12

15
Méthodes de moulage
Préparation du Rhodorsil®RTV bi-composant• Respecter le ratio base/catalyseur ou (A/B).• Le poids du mélange catalysédoit tenir compte de l’écart dedensité du RTV par rapport àla plastiline et des pertes habituelles (entonnoir, récipientde mélange).
Dégazage• pour débuller, placer lemélange catalysé sous vide (20 à 50 mbar) dans un récipientle plus large possible.Sous l’action du vide, le mélan-ge s’expanse de 3 à 4 fois sonvolume initial avec formationde bulles en surface. Celles-cidisparaissent progressivementet le mélange reprend sa hau-teur initiale en 5 à 10 mn.“Casser” le vide et recommen-cer si nécessaire l’opération.(Voir encadré Mise en œuvre du RTV
page 10).
MOULAGE SOUS CHAPEEN DEUX PARTIES Les opérations seront deuxfois celles du moulage en unepartie, moyennant quelquesprécautions : • le choix d’un plan de jointdont la trace sera aussi peuvisible que possible ou la plusfacilement ponçable ;• la mise en place des repèresde positionnement respectifsdes deux membranes et desdeux 1/2 chapes.• la non adhérence des deuxmembranes entre elles.
Schématiquement, il sera procédé de la façon suivante :Confection des chapes• positionnement du modèlejusqu’au plan de joint choisidans une semelle en plastiline.• application d’une feuille deplastiline calibrée sur la partieapparente du modèle.• mise en place du cordon depositionnement en plastiline.• disposition des clés de repérage des chapes.• réalisation de la première1/2 chape A .• après durcissement de la première 1/2 chape, éliminationde la plastiline constituant lasemelle et retournement de lapremière partie.• application d’une feuille deplastiline calibrée sur ladeuxième partie apparente dumodèle.• mise en place du deuxièmecordon de positionnement.• dépôt d’un agent dedémoulage sur la face d’appuidu matériau du conformateur• fabrication de la deuxième1/2 chape B .
Confection de la membrane• après durcissement de ladeuxième 1/2 chape, élimina-tion d’une des deux feuilles de plastiline enrobant le modèle(de préférence celle qui a laplus grande surface).• perçage des orifices de cou-lée et des évents ; procédercomme pour le moulage enune partie :– traitement antiadhérent de
la face interne de la 1/2chape ;
– coulée de la première membrane en RTV C .
– élimination de la deuxièmefeuille de plastiline et préparation de la deuxième1/2 chape.
- coulée de la deuxième 1/2 membrane D .
Attention : pour éviter l’adhérence couche sur couche du RTV, il fautappliquer un agent antiadhérent(graisse de vaseline) sur la face d’appuide la première 1/2 membrane.
14
Méthodes de moulage
COULÉE DU RHODORSIL® RTV 2En source, par gravité, boucher les éventsdès qu’il seront atteints, tout en prévoyantune petite masse de réserve dans l’entonnoir, pour compenser les variations volumiques liées à la réticulation et des fuites éventuelles.Le démoulage se fait après une réticulation suffisante (se reporter à la fiche technique du produit). Il faut couper les carottes de coulée et d’évents.Le nettoyage du matériel se fait à l’aided’un solvant (essence, acétone).
2
1
1ère demi chape
2e demi chape
1ère membrane
2e membrane
Reproduction
Moulage sous chape en 2 parties
A
B
C
D
Symboles utilisés dans les schémasmodèle plastiline Rhodorsil® RTV-2
matériau de reproductionmatériau des contremoules
1. cordons de positionnement
2. clés de repérage
EXE. 28p 3/12/02 12:13 Page 14

1716
Moulage par estampage
Cette méthode convient à la prise d’empreinte de modèles inclinés, verticaux ou en surplomb, en général de grandes dimensions ou lorsqu’il est impossible de déplacer le modèle. En contre partie, cette technique présente l’inconvénient de la non interchangibilité de la membrane vis à vis de la coquille.
Méthodes de moulage Méthodes de moulage
• Passer sur le modèle unefine couche d’antiadhérentpour faciliter le démoulage.
• Appliquer à la brosse la première couche
(couche d’impression) de RTV thixotropé
ou non par ajout d’additif.
• Les contres dépouillesimportantes auront été garnies avec un RTV pâteuxavant de réaliser la coquille.• Laisser réticuler 16 à 24 H à température ambiante.
• Délimiter la membrane àquelques centimètres du pourtour et appliquer un antiadhérent sur la face externe.
• Confectionner la coquille de maintien en plâtre, enpolyester ou en époxyde/tissude verre.
• Démonter la coquille et la membrane.
• Repositionner la membranedans la coquille pour réaliserles reproductions.
• Sans attendre la réticulationcomplète du RTV (après 1 à4 H suivant le catalyseur et latempérature de mise enœuvre) appliquer le nombrede couches nécessaires à l’obtention de l’épaisseur finale (habituellement 1 à 2 couches).
Symboles utilisés dans les schémasmodèle plastiline Rhodorsil® RTV-2
1 couche RTV-2matériau descontremoules
èrematériau dereproduction
support fixe
EXE. 28p 3/12/02 12:13 Page 16
19
Conseils aux utilisateurs
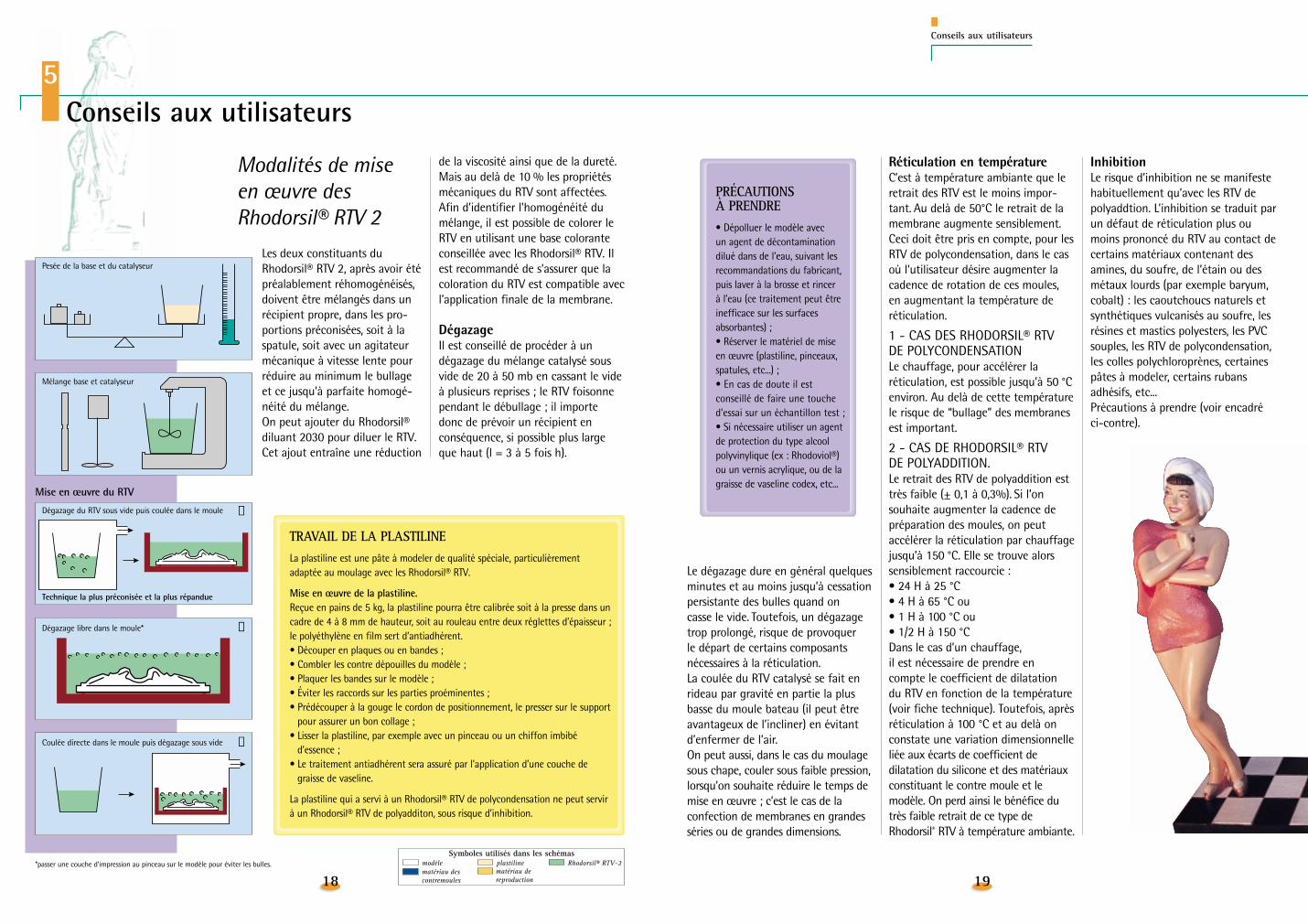
Le dégazage dure en général quelquesminutes et au moins jusqu’à cessationpersistante des bulles quand on casse le vide. Toutefois, un dégazagetrop prolongé, risque de provoquer le départ de certains composantsnécessaires à la réticulation.La coulée du RTV catalysé se fait enrideau par gravité en partie la plusbasse du moule bateau (il peut êtreavantageux de l’incliner) en évitantd’enfermer de l’air. On peut aussi, dans le cas du moulagesous chape, couler sous faible pression,lorsqu’on souhaite réduire le temps demise en œuvre ; c’est le cas de laconfection de membranes en grandesséries ou de grandes dimensions.
Réticulation en températureC’est à température ambiante que leretrait des RTV est le moins impor-tant. Au delà de 50°C le retrait de lamembrane augmente sensiblement.Ceci doit être pris en compte, pour lesRTV de polycondensation, dans le casoù l’utilisateur désire augmenter lacadence de rotation de ces moules, en augmentant la température deréticulation.
1 - CAS DES RHODORSIL® RTV DE POLYCONDENSATIONLe chauffage, pour accélérer la réticulation, est possible jusqu’à 50 °Cenviron. Au delà de cette températurele risque de “bullage” des membranesest important.
2 - CAS DE RHODORSIL® RTV DE POLYADDITION. Le retrait des RTV de polyaddition esttrès faible (± 0,1 à 0,3%). Si l’on souhaite augmenter la cadence depréparation des moules, on peutaccélérer la réticulation par chauffagejusqu’à 150 °C. Elle se trouve alorssensiblement raccourcie :• 24 H à 25 °C• 4 H à 65 °C ou• 1 H à 100 °C ou• 1/2 H à 150 °CDans le cas d’un chauffage, il est nécessaire de prendre en compte le coefficient de dilatation du RTV en fonction de la température(voir fiche technique). Toutefois, aprèsréticulation à 100 °C et au delà onconstate une variation dimensionnelleliée aux écarts de coefficient de dilatation du silicone et des matériauxconstituant le contre moule et lemodèle. On perd ainsi le bénéfice dutrès faible retrait de ce type deRhodorsil® RTV à température ambiante.
InhibitionLe risque d’inhibition ne se manifestehabituellement qu’avec les RTV depolyaddtion. L’inhibition se traduit parun défaut de réticulation plus oumoins prononcé du RTV au contact decertains matériaux contenant desamines, du soufre, de l’étain ou desmétaux lourds (par exemple baryum,cobalt) : les caoutchoucs naturels etsynthétiques vulcanisés au soufre, lesrésines et mastics polyesters, les PVCsouples, les RTV de polycondensation,les colles polychloroprènes, certainespâtes à modeler, certains rubansadhésifs, etc...Précautions à prendre (voir encadré ci-contre).
PRÉCAUTIONS À PRENDRE • Dépolluer le modèle avec un agent de décontaminationdilué dans de l’eau, suivant lesrecommandations du fabricant,puis laver à la brosse et rincer à l’eau (ce traitement peut êtreinefficace sur les surfaces absorbantes) ;• Réserver le matériel de mise en œuvre (plastiline, pinceaux,spatules, etc...) ;• En cas de doute il est conseillé de faire une touched’essai sur un échantillon test ;• Si nécessaire utiliser un agentde protection du type alcoolpolyvinylique (ex : Rhodoviol®)ou un vernis acrylique, ou de lagraisse de vaseline codex, etc...
TRAVAIL DE LA PLASTILINELa plastiline est une pâte à modeler de qualité spéciale, particulièrement adaptée au moulage avec les Rhodorsil® RTV.
Mise en œuvre de la plastiline.Reçue en pains de 5 kg, la plastiline pourra être calibrée soit à la presse dans uncadre de 4 à 8 mm de hauteur, soit au rouleau entre deux réglettes d’épaisseur ; le polyéthylène en film sert d’antiadhérent.• Découper en plaques ou en bandes ;• Combler les contre dépouilles du modèle ;• Plaquer les bandes sur le modèle ;• Éviter les raccords sur les parties proéminentes ;• Prédécouper à la gouge le cordon de positionnement, le presser sur le support
pour assurer un bon collage ;• Lisser la plastiline, par exemple avec un pinceau ou un chiffon imbibé
d’essence ;• Le traitement antiadhérent sera assuré par l’application d’une couche de
graisse de vaseline.
La plastiline qui a servi à un Rhodorsil® RTV de polycondensation ne peut servir à un Rhodorsil® RTV de polyadditon, sous risque d’inhibition.
18
Conseils aux utilisateurs5
Modalités de mise en œuvre des Rhodorsil® RTV 2
Les deux constituants duRhodorsil® RTV 2, après avoir étépréalablement réhomogénéisés,doivent être mélangés dans unrécipient propre, dans les pro-portions préconisées, soit à laspatule, soit avec un agitateurmécanique à vitesse lente pourréduire au minimum le bullageet ce jusqu’à parfaite homogé-néité du mélange.On peut ajouter du Rhodorsil®diluant 2030 pour diluer le RTV.Cet ajout entraîne une réduction
de la viscosité ainsi que de la dureté.Mais au delà de 10 % les propriétésmécaniques du RTV sont affectées. Afin d’identifier l’homogénéité dumélange, il est possible de colorer leRTV en utilisant une base coloranteconseillée avec les Rhodorsil® RTV. Ilest recommandé de s’assurer que lacoloration du RTV est compatible avecl’application finale de la membrane.
DégazageIl est conseillé de procéder à un dégazage du mélange catalysé sousvide de 20 à 50 mb en cassant le videà plusieurs reprises ; le RTV foisonnependant le débullage ; il importedonc de prévoir un récipient enconséquence, si possible plus largeque haut (l = 3 à 5 fois h).
Pesée de la base et du catalyseur
Mélange base et catalyseur
Dégazage libre dans le moule*
*passer une couche d’impression au pinceau sur le modèle pour éviter les bulles.
Dégazage du RTV sous vide puis coulée dans le moule
Coulée directe dans le moule puis dégazage sous vide
Technique la plus préconisée et la plus répandue
Mise en œuvre du RTV
Symboles utilisés dans les schémasmodèle plastiline Rhodorsil® RTV-2matériau descontremoules
matériau dereproduction
➀
➂
➁
EXE. 28p 3/12/02 12:13 Page 18

21
Techniques de moulage en série6
20
Méthodes de moulage
En premier lieu il est conseillé deréticuler dans une salle relativementisotherme (25 °C environ) pourobtenir la constance dimensionnelle.Il est important de respecter un cer-tain délai de stockage des mem-branes après leur démoulage.À titre d’exemple, il est indiqué dansles notices techniques des RTV depolycondensation que les propriétésmécaniques ont atteint leur maxi-mum après 4 jours de réticulation à23 °C EH 50 %.
Ce délai n’est que de 24 H pour lesRTV de polyaddition.Il est par ailleurs évident que le soinapporté à la réalisation du moule nepeut que contribuer à une plusgrande longévité de la membrane.C’est donc bien dès la conception dumoule que se décide la qualité et laprécision des membranes.
Agents de protectionOn peut classer les matériaux usitéspour la reproduction par agressivitéchimique croissante vis à vis desRhodorsil® RTV :• Non agressifs : plâtre, cire,
stéarine…
• Peu agressifs : alliage à bas pointde fusion, ciment…
• Moyennement agressifs : polyuré-thannes semi-rigides, polyester chargés*…
• Très agressifs : époxydes, polyure-thannes rigides, polyester nonchargé…
La protection de la membrane estdonc spécialement recommandéepour le moulage des époxydes et despolyuréthannes. Ainsi, le choix d’unerésine polyester ou polyuréthanne àréticulation rapide est bénéfiquepour la membrane. Pulvérisée àpetites doses, une solution à 5 %,dans de l’isopropanol, de Rhodorsil®Résine 9515 exalte l’effet d’autodémoulage et protège la surface du moule. Dans tous cescas, la présence du Rhodorsil® Résine9515 peut rendre problématique lapossibilité d’opérations ultérieuressur la pièce moulée, telles que pein-ture, collage, décoration ou finitionde surface. Dans certaines applications cettefonction est assurée par la déposed’un produit de finition, filmogène ou pulvérulent, préalablement à la coulée et qui,
par transfert sur l’objet moulé (vernis barrière, poudre de bronze)va protéger la membrane. Il est également bénéfique de faire reposer les membranes à température modérée (60 °C environ) pendant un poste(ex : la nuit), pour permettre auxsubstances volatils** (par exemple le styrène) de s’évaporer.
Réparation des moules Lorsqu’une amorce de déchirure est détectée sur l’extérieur de lamembrane, c’est à dire côté contremoule, elle doit être immédiatementréparée par un collage à l’aide d’unCAF® (l’intérieur de la membrane estévidemment irréparable).
* varie selon la concentration en styrène.** produits résiduels des matériaux de reproduction.
Prolongation de la longévité des membranes
Les membranes souples se détériorent, à la longue, par déchirement lors des manipulations par une agressionchimique du matériau de reproduction (résines). On parvient dans de nombreux cas à prolonger la durée deces membranes par des moyens préventifs - (soin apporté à la conception du moule, à sa manipulation, protectionsuperficielle) - ou par réparation à l’aide de Rhodorsil® CAF.
Fabrication en série des moules et des reproductions.Dans ce chapitre, nous décrivons les étapes successives de la réalisation du processus de moulage en série :
I Réalisation du moule-maître p. 22
II Fabrication des contre-moules de production p. 23
III Réalisation de la membrane-mère et des modèles-maîtres p. 24
IV Fabrication des moules à membranes et des membranes p. 25
V Fabrication en série des pièces p. 27
EXE. 28p 3/12/02 12:13 Page 20

23
II
22
Réalisation du moule-maître Fabrication des contre-moules de production
I Il s’agit de fabriquer le premiercontre-moule A qui sert par lasuite de base à la fabricationd’un certain nombre de modèles-maîtres ou maquettes,et d’une série de contre-moules :
I1 - l’original est fixé, après son traitement de surface, sur unsupport plan ;
I2 - une couche de plastiline, de 6 mm d’épaisseur environ, vientrecouvrir complètement lemodèle original (*) ;
I3 - l’ensemble I2 est placé dans unconformateur, dans lequel estcoulé le plâtre ou la résine ; unefois durci, le matériau forme lecontre-moule A ; l’ensemble I3est démoulé et la plastiline estenlevée.
I4 - on obtient le moule maître Aqui servira à fabriquer lescontre-moules A’.
(*) protection si nécessaire avec feuille d’aluminium ou de polyéthylène.
Il s’agit de fabriquer les contre-moules A’ qui serviront au stade ultime à logerles membranes et assurer la production. On passe de A à A’par l’intermédiaire d’un négatif B :
II1 - on prend le négatif B dumoule-maître A par coulée d’un matériau adéquat, le plussouvent un béton époxy, des résines polyuréthanes ouacryliques.
II2 - les contre-moules du type A’sont obtenus à partir du négatif B ; il en est fabriqué un nombre suffisant pour réaliser les moules de production.
Techniques de moulage en sérieTechniques de moulage en série
Symboles utilisés dans les schémasmodèle plastiline Rhodorsil® RTV-2
matériau dereproduction
matériau descontremoules
Original
I3
I1
I4
I2
Moule maître
II2
II1
A
A
A’
B
B
A
(*)
EXE. 28p 3/12/02 12:13 Page 22

25
IV IV1 - on reprend un contre-moule A’obtenu en II2 dans lequel lamembrane-mère est mise enplace ;
IV2 - les contre-moules C sont réalisés par coulée, et avec leplus grand soin, car ce sontégalement des modèles-maîtres intégrés à chacun deces contre-moules ;
IV3 - on reprend le négatif B obtenuen II1 pour fabriquer les contre-moules A’’ (ils sont généralement différents descontre-moules A’ par leur matériau, leur forme extérieureet leur solidité ; en effet, à la différence des contre-moules de production A’, lescontre-moules du type A’’auront à supporter moins demanipulations ;
IV4 - un trou de coulée et desévents sont percés danschaque contre-moule A’’ ;les éléments C et A’’ sont assemblés pour former un moule à membranes (appelé aussi reproducteur demembranes) ;
La réticulation du Rhodorsil® RTV 2 s’effectue sans phénomène thermiqueet sans pression pour les moules àmembranes ; il suffit donc de placer lescontre-moules précédemment réaliséspour cet usage dans un cadre ordinaire ;
Fabrication des moules à membranes et des membranes
Techniques de moulage en série
IV4IV3
IV1 IV2
A’ A’
A“
A“
C
CB
Reproducteur de membranes
24
III La membrane-mère, réaliséedirectement sur l’original sert à la réalisation de modèles-maîtres, exactes reproductions de l’original, qui pourront se substituer à lui en cas de perteou détérioration :
III1 - on reprend le moule-maître Aobtenu en I4 (*) ; les trous decoulée et d’évent sont percésdans ce contre-moule et l’ori-ginal est mis en place ;
III2 - le Rhodorsil® RTV 2 est coulé ;après réticulation, on obtientla membrane-mère ;
III3 - on réalise le modèle-maître Den résine epoxy ;
L’opération III3 est recommencéeautant de fois qu’il est désiré demodèles-maîtres.
Réalisation de la membrane-mèreet des modèles-maîtres
Techniques de moulage en série
Symboles utilisés dans les schémasmodèle plastiline Rhodorsil® RTV-2
Modèles-maîtrematériau descontremoules
matériau dereproduction
III3
III1
III4
III2
A
A
D
D
D
D
D
A
(*) Dans ce cas le moule-maître est utilisé en tant que contre-moule.
EXE. 28p 3/12/02 12:13 Page 24

2726
Techniques de moulage en série Techniques de moulage en série
V V1 - une membrane de série (IV6)est placée dans un contre-moule de production A’ ;
V2 - le matériau de reproduction est coulé dans le moule.Lorsque le matériau de couléeest pris, la pièce est extraite dela membrane ;
On utilisera simultanément le nombre de moules adéquat parrapport au nombre de reproductionenvisagé.
Machines de coulée des Rhodorsil® RTV 2: Il existe dans le commerce desmachines pour la mise en œuvre des élastomères bi composants. Nos laboratoires ont expérimentédifférents types de ces machines etsont à la disposition des utilisateurspour les conseiller.
Fabrication en série des pièces
IV5 - le Rhodorsil® RTV 2 est coulé ;
IV6 - après réticulation, on démoulela première membrane de série ;
Après réassemblage, les opérationsIV4 et IV5 sont répétées autant defois qu’il est requis.
REMARQUES :Il serait envisageable de fabriquer en série lesmembranes à partir de l’original, sans passerpar l’étape ci-dessus ; on obtiendrait alorsune série de membranes-mères. Toutefois,cette pratique aurait l’inconvénient d’altérer petit à petit la surface de l’original, par usure,encrassement ou déformation ; certainesmaquettes ne supportent même qu’un nombretrès restreint de moulages. Dans une autrevariante, le contre-moule C, à modèle-maître« incorporé », peut être remplacé simplementpar un contre-moule de type B sur lequel auraété fixé un modèle-maître. Néanmoins latechnique préconisée et illustrée précédem-ment a pour avantages l’étanchéité parfaitedu plan de joint, l’absence de bavures parinfiltration sous le modèle-maître, l’élimina-tion d’une cause de bullage, le meilleuremboîtement des contre-moules, et, toutcompte fait, un gain de temps.
IV
Symboles utilisés dans les schémasmodèle plastiline Rhodorsil® RTV-2matériau descontremoules
matériau dereproduction
IV5 IV6
A“
A“
C
C
V1 V2
A’ A’
EXE. 28p 3/12/02 12:13 Page 26

2928
1. Le modèle(bois, métal, plas-tique...) façonné àla main, usiné, ouréalisé par toutautre moyen (sté-réolithographie,stratoconception,CFAO), est collésur un support.
2. Les 2 composants du Rhodorsil®RTV 2sont mélangéset dégazés sousvide.
4. L’ensemble est à nouveaumis sous vide pour enlever lesbulles d’air emprisonnées lors de la coulée.
5. La réticulation est obtenue à température ambiante ou à chaud.Le bloc de silicone est alorscoupé avec un scalpel.Des astuces de repérage duplan de joint facilitent cetteopération. (Ruban adhésif, fil métallique, etc).Une coupe en zig-zag permetultérieurement un positionnement plus faciledes différentes parties du moule.
3. Le modèle estplacé dans uneboîte que l’on remplit avec le mélangesilicone.
Techniques de moulage en série Techniques de moulage en série
ObjectifFabriquer rapidement et à moindrecoût des prototypes industriels précis avec une machine sous vide,un moule silicone et des résines decoulée de type polyuréthanne ouépoxyde. Les pièces concernées sont en général des pièces techniques(pour l’industrie automobile, l’électroménager...) qui serontproduites en série, en matièrethermoplastique injectée.
IntérêtPour une pièce nouvelle, les concep-teurs ont en général besoin de 5 à 30 prototypes. Les faire tous à la main, par usinage, ou directementpar injection dans un moule métalique est long et cher.Le moulage sous vide permet, enpeu de temps et à moindre coût, defournir le nombre désiré de copiesfidèles d’un modèle unique.
Les machinesCette technologie est d’origine japonaise, les machines en serviceactuellement ont été généralement
importées du japon ou encore fabriquées par leurs utilisateurs.Elles peuvent être plus ou moinsautomatisées mais comportent toutesun caisson à vide avec un systèmepour mélanger et couler la résine dereproduction et éventuellement uneétuve.
Les résinesLes polyuréthannes et les époxydessont les plus utilisées. Le grade estchoisi en général pour que l’aspectou les propriétés mécaniques soientle plus proches possibles de ce quedonnera le thermoplastique prévu pour la production en série.
Les silicones Rhodorsil® RTV 2Les Rhodorsil® RTV 2 permettent, àpartir d’un modèle unique, la réali-sation de moules souples qui sont ensuite utilisés pour la production desprototypes industriels.Les propriétés requises sont :– faible retrait,– réticulation accélérable
en température– excellentes propriétés mécaniques.
– bonne tenue aux résines de coulée(PUR, époxydes)
Pour faciliter la découpe de moule,certains utilisateurs préfèrent un produit translucide, voire transparent.
Les utilisateurs1. Entreprises spécialisées
dans la réalisation de modèles,maquettes et prototypes.
2. Ateliers intégrés des gros bureauxd’études dans les secteurs de l’automobile, de la bureautique,de l’electroménager, de l’électronique, du jouet...
Le moulage sous vide de prototypes industriels
Principe de moulage sous vide de prototypes industriels
De nos jours, les articles de grande consommation sontsoumis au phénomène de la mode et les modèles changentde plus en plus vite. Dans l’industrie la rapidité d’adaptation à ces changementsest cruciale et la technique du moulage sous vide permetd’y faire face.
Symboles utilisés dans les schémasmodèle matériau de reproductionRhodorsil® RTV-2 moule conformateur
EXE. 28p 3/12/02 12:13 Page 28

Le moulage sous vide de prototypes industriels
6. Une fois lemodèle ôté, le moule estreconstitué après avoir, si nécessaire, appliqué unagent de protection (nous consulter).
7. Un entonnoirest placé dansl’orifice de coulée crée par le support.
9. La résine est coulée sousvide dans le moule puis, lachambre est remise à pressionatmosphérique pour parfairele remplissage.
10. Après réticulation de la résine à températureambiante ou à chaud, lareproduction est dégagéepuis ébavurée.
8. Les deuxcomposants de la résine sont pesés, puis dégazés et mélangéssous vide.
Lexique
Il est apparu, en rédigeant cette notice, qu’il y avait
un problème diffus de vocabulaire : ce sont pour la
plupart, des termes du langage commun qui sont
employés dans des domaines aussi disparates que
la grande industrie, l’artisanat ou les beaux-arts,
par des hommes tels que maquettistes, modélistes,
modeleurs, mouleurs, fondeurs, dont les
préoccupations sont convergentes, mais les points
de vue opposés – le “positif ” de l’un sera le
“négatif ”de l’autre.
Pour alléger la présentation des phrases et éviter
les répétitions, nous avons utilisé des termes
équivalents au détriment parfois de la rigueur. Le
petit lexique qui suit n’aura d’autre prétention que
d’en restituer une partie. Seuls les mots en italique
dans le texte sont explicités, à leur place
alphabétique.
Cadre :
Assemblage destiné à limiter les dimensions
horizontales du moule.
Synonymes : encadrement ; entourage.
CFAO :
Conception et fabrication assistée par ordinateur.
Chape :
Equivalent de contre-moule, impliquant la notion
d’élaboration peu poussée.
Clé de positionnement :
Dispositif destiné à n’autoriser que le remontage
correct d’un emboîtement.
Un exemple particulier est le goujon
de positionnement.
Synonyme : clé de repérage ; clé de centrage.
Conformateur :
Voir contre-moule.
Contre-moule :
Sert à maintenir en place et en forme la membrane
au cours du moulage sous chape.
Certains contre-moules servent de moule pour
fabriquer les membranes.
Couche d’impression :
1ère couche de RTV fine au contact du modèle
appliquée au pinceau. Permet d’éviter les bulles
au contact du modèle.
Equivalents ou synonymes :
Conformateur : sert aussi de stockage des
membranes ;
Couvercle : généralement le contre-moule du haut ;
Coquille : généralement le contre-moule du bas :
terme de fonderie ;
Chape : terme de l’industrie du staff.
Coffrage :
Couvercle :
Voir contre-moule.
Démarrage :
Départ :
Voir support.
Empreinte :
C’est la saisie du relief.
Encadrement :
Entourage :
Synonyme de cadre.
Goujon de positionnement :
Ensemble de deux petites pièces métalliques,
l’une mâle, l’autre femelle, qui assurent grâce
à leur accouplement le bon positionnement
relatif de deux constituants du moule ;
voir aussi clé de positionnement.
Synonymes : goujon de modeleur ;
goujon de centrage.
Maître-moule :
Synonyme de moule-maître.
Maquette :
Souvent synonyme de modèle maître, ou de modèle ;
selon les régions géographiques et les industries
concernées, la maquette se situe dans le triangle.
Modèle
Prototype p Modèle maître
Master :
Terme emprunté à l’américain avec le sens de
modèle maître ; le master est, dans l’industrie
automobile, la maquette-étalon grainée.
Matrice :
Outre son sens classique en thermoformage, c’est,
dans l’industrie de la chaussure, l’appellation de
la membrane.
Membrane :
Forme caoutchoutique, souple et mince, directement
en contact avec le matériau utilisé pour la
reproduction ; c’est donc la membrane qui apporte
le fini de la pièce reproduite. La membrane a besoin
d’un contre-moule pour sa bonne tenue en forme.
Membrane-mère :
C’est la première membrane, formée directement
sur le modèle, dans le moule-maître.
Mère de moule :
Sert à fabriquer les moules de production ;
terme de faïencerie, synonyme de modèle-maître.
Mise en portée :
Désigne le bloc, souvent en plastiline, sur lequel
on a posé le modèle au début d’un moulage en
deux parties ; elle définit le plan de joint.
Voir support.
Modèle :
Objet que l’on se propose de reproduire ou de
dupliquer.
Synonymes : l’original ; le modèle original ;
la pièce originale.
(voir aussi maquette)
Modèle-maître :
Réplique du modèle, qui se substitue
le plus souvent à lui.
Synonymes : mère de moule ; master ;
modèle de réserve.
(voir aussi maquette).
Moule :
Outil en une ou plusieurs pièces, qui permet la
reproduction ; le moule est soit autoportant, soit
souple (membrane) avec un contre-moule.
Equivalents : empreinte ; moule reproducteur.
Moule-maître :
C’est le premier ensemble de contre-moules,
obtenus à partir de l’original et qui permet
de fabriquer la membrane-mère.
Synonymes : maître-moule ; moule-modèle.
Moule-modèle :
Synonyme de moule-maître.
Original :
Synonyme de modèle.
Portée :
Synonyme de support.
Réplique :
Restitution du relief ; exemple : le modèle-maître
est une réplique fidèle du modèle.
Semelle :
Synonyme de support.
Stéréolithographie :
Procédé qui permet de réaliser une maquette en
polymérisant par couche, une résine à l’aide d’un
laser UV.
Support :
Ce sur quoi est posé l’original. Equivalents : semelle ;
mise en route ; démarrage ; départ ; portée.
Vulcanisation :
Dans son acception originelle, la vulcanisation
consistait à réunir entre elles les longues molécules
du caoutchouc naturel à l’aide de soufre et d’un
apport de chaleur. Le concept a été étendu à tous
les élastomères, avec d’autres agents que le soufre,
et une large plage de températures. Pour le PVC,
l’action de la chaleur conduit à la gélification,
qui n’est en fait qu’une fusion.
Synonymes (dans cette notice) :
- réticulation : c’est la seule appellation correcte
au sens strict ;
- polymérisation.
3231

SIL
06
9
11
1
pem
aco
-
couve
rture
: G
éronim
o
21, avenue Georges PompidouF-69480 Lyon Cedex 03 - France Tél : +33 (0)4 72 13 19 00 - Fax : +33 (0)4 72 13 19 88www.rhodia-silicones.com
Silicones
Tous
les
nom
s ci
tés
sont
des
mar
ques
dép
osée
s pa
r R
hodi
a et
ses
fili
ales
ALLEMAGNE - SUISSE - AUTRICHERhodia Specialty Silicones GmbHHans-Sachs-Strasse 4D – 23566 LübeckTél: + 4945160981-27 - Fax: + 4945160981-11
ROYAUME-UNI - IRLANDERhodia Silicones UKWolfe Mead, Farnham RoadBordon, Hampshire GU35 0NHTél: + 44 20 606 000 - Fax: + 44 14 20 606 060
ITALIERhodia Siliconi Italia Via Archimede, 602I – 21042 Caronno Pertusella (VA)Tél: + 39 02 964 14 226 - Fax: + 39 02 964 50 209
ESPAGNE - PORTUGALRhodia Siliconas EspanaVic, 3, Poligono Industrial la FloridaE – 08130 Santa Perpetua de Mogoda (Barcelona)Tél: + 34 93 504 02 00 - Fax: + 34 93 560 80 49
COMMONWEALTH OF INDEPENDANT STATES (CIS),MOYEN ORIENT, EUROPE DE L’EST, AFRIQUE Rhodia Silicones 21, avenue Georges PompidouF – 69480 Lyon Cedex 03Tél: + 33 (0)4 72 13 19 00 Fax: + 33 (0)4 72 13 19 88
FRANCE - BELGIQUE - LUXEMBOURG - PAYS-BASUsine Rhodia SiliconesCustomer Service55, rue des Frères Perret - BP 22F - 69191 Saint Fons CedexTél: + 33 (0)4 72 73 76 14 Fax: + 33 (0)4 72 73 76 36
NORVEGE - SUEDE - DANEMARK - FINLANDERhodia NorgeDronningensgate 6NO- 0152 OSLOTél: + 47 22 91 07 61 - Fax: + 47 22 91 07 64
AMERIQUE DU SUDRhodia Brazil LTDAAv. Maria Coehlo Aguiar 215 – Bloco B 1o andarCaixa Postal 05804.902 Sao PauloSP – BrazilTél: + 55 11 3741 8860 - Fax: + 55 11 3741 7718
USA - CANADARhodia Inc North AmericaCN 75008 Cedar Brook DriveCranburyNJ 08512 USATél: + 1 866-4-RHODIA (866-474-6342)Fax: + 1 803 329 5269
ASIERhodia Silicones Unit A, 18/F Manulife Tower169 Electric RoadNorth Point - Hong KongTél: + 852 2807 5300 - Fax: + 852 2887 1874
Notre service est présent dans le monde entier
Votre contact
AVERTISSEMENT AUX UTILISATEURS
Ce document contient des informations données de bonne foi et fondées
sur l'état actuel de nos connaissances. Elles n'ont qu'une valeur indicative et n'im-
pliquent, par conséquent, aucun engagement de notre part notamment en cas
d'atteinte aux droits appartenant à des tiers du fait de l'utilisation de nos produits.
Ces informations ne doivent pas se substituer aux essais préliminaires indispen-
sables pour s'assurer de l'adéquation du produit à chaque usage envisagé.
Il appartient aux utilisateurs de s'assurer du respect de la Législation locale
et d'obtenir les homologations et autorisations éventuellement nécessaires. Les
utilisateurs sont invités à vérifier qu'ils sont en possession de la dernière version
du présent document, la Société RHODIA Silicones SAS étant à leur disposition
pour fournir toute information complémentaire.