Résolution des problèmes via une analyse des causes … - French/White-Paper/wp... · Un bon...
12
Livre Blanc Résolution des problèmes via une analyse des causes : Choisir des processus et des outils efficaces Pour des activités de fabrication et de conditionne- ment, les temps d'arrêt imprévus sur la ligne de production entraînent des coûts directs et indirects pouvant avoir des conséquences graves sur la productivité et la rentabilité. Dans ce Livre Blanc, nous nous intéresserons plus en détail aux processus permettant de déterminer les causes des temps d'arrêt imprévus, et à la façon de mettre au point des contre-mesures en vue d'améliorer le Taux de Rendement Synthétique (TRS) et la rentabilité de votre activité.
Transcript of Résolution des problèmes via une analyse des causes … - French/White-Paper/wp... · Un bon...
Livre Blanc
Résolution des problèmes via une analyse des causes : Choisir des processus et des outils efficaces
Pour des activités de fabrication et de conditionne-ment, les temps d'arrêt imprévus sur la ligne de production entraînent des coûts directs et indirects pouvant avoir des conséquences graves sur la productivité et la rentabilité.
Dans ce Livre Blanc, nous nous intéresserons plus en détail aux processus permettant de déterminer les causes des temps d'arrêt imprévus, et à la façon de mettre au point des contre-mesures en vue d'améliorer le Taux de Rendement Synthétique (TRS) et la rentabilité de votre activité.
SommairePrincipes de base de la 3 résolution de problèmes
Définir le problème 4
Rechercher 5 la cause première
Vérifier et mettre en œuvre 6 la contre-mesure
Assurer un maintien 7
Informations exploitables : 8 l'approche de Videojet
Exemple d'analyse détaillée 1 9
Exemple d'analyse détaillée 2 10
L'essentiel 11
2

Alors que les trois premières étapes peuvent sembler être des exigences évidentes vis-à-vis du TRS, il n'est pas inhabituel pour les fabricants et les producteurs de prendre des décisions à très court terme, voire expéditives, concernant le choix et la maintenance de l'équipement, par souci de gain de temps et de réduction des dépenses. Bien trop souvent, cela finit par leur coûter plus cher sur le long terme à cause des temps d'arrêt imprévus.
Même lorsque les trois premières étapes sont correctement et logiquement mises en œuvre, presque tous les fabricants connaîtront des temps d'arrêt imprévus, quel que soit l'équipement. C'est là qu'intervient la quatrième étape. Afin d'optimiser le TRS, vous devez adopter des mesures et des processus clairement définis, de manière à apporter des améliorations continues aux performances et au fonctionnement de votre équipement. Bien que nous la désignions comme une quatrième étape, il est plus juste de la considérer comme un effort constant. C'est le sujet du présent document.
Pour ouvrir la voie à une amélioration continue, vous avez besoin d'indicateurs vous aidant à visualiser où vous en êtes aujourd'hui par rapport à votre objectif, mais également à mesurer vos progrès en continu. Cela signifie que vous avez besoin d'un moyen de déterminer rapidement la source des problèmes existants et potentiels, d'outils analytiques vous permettant de découvrir les causes de ces problèmes, et de la capacité de formuler et de mettre en œuvre des contre-mesures viables.
Résolution de problèmes : Principes de base
Un bon processus de résolution de problèmes est un effort répété nécessitant un leadership solide, un bon travail d'équipe et un suivi constant. Si c'était facile, vous n'auriez pas besoin de passer du temps à vous plonger dans une telle réflexion sur les causes premières et sur les solutions à y apporter. Vous vous contenteriez de résoudre le problème.
L'acronyme DIVE, composé des verbes Define, Investigate, Verify et Ensure (Définir, Rechercher, Vérifier et Assurer), symbolise les éléments-clés du processus.
Define = Définir le problème Formuler l'énoncé du problème Déterminer si l'écart provient d'un problème causé ou d'un problème créé Déterminer une action logique en vue de la résolution du problème
Investigate = Rechercher afin d'arriver à la cause première Remonter à la source du problème pour resserrer l'attention sur 3 causes véritables Arriver à la cause première – les « cinq pourquoi » Remonter à la source du problème pour rassembler des preuves et des faits
Verify = Vérifier et mettre en œuvre Identifier et évaluer les contre-mesures possibles Tester la contre-mesure sélectionnée et en confirmer l'efficacité Mettre en œuvre et s'assurer que l'« écart » est bien réduit
Ensure = Assurer un maintien Se concentrer sur les quelques contre-mesures cruciales Identifier un propriétaire et des ressources complémentaires Remonter à la source du problème pour mesurer les résultats
70 %
30 %
Temps passé
Dans des conditions de production optimisée, les outils de contre-mesure permettant de répondre aux causes premières servent souvent à favoriser l'effort de recherche et d'analyse nécessaire ainsi qu'à apporter la compréhension nécessaire à l'élaboration d'une solution efficace et permanente. Cette approche porte parfois le nom de « méthode de résolution de problèmes ».
Videojet a consacré des ressources considérables au perfectionnement de cette méthode de résolution de problèmes en tant qu'outil crucial permettant d'engager nos équipes dans un cycle de changement et d'amélioration continus.
Notre approche de la résolution de problèmes basée sur le kaizen, qui fait partie intégrante de ce cycle, a bien fonctionné. C'est pourquoi nous aimerions partager avec vous quelques-unes de ses principales caractéristiques afin de vous aider à vous concentrer sur vos propres besoins en résolution de problèmes et à en accélérer le processus. Après un aperçu de la méthode de Videojet en matière de résolution de problèmes, nous vous donnerons un exemple de sa mise en pratique en vue d'une analyse de la cause première et de la mise en œuvre de contre-mesures viables afin d'aborder les temps d'arrêt imprévus sur une imprimante à jet d'encre.
1Concevoir et configurer la ligne de façon à ce qu'elle réponde à des
exigences de qualité et de production
2Sélectionner l'équipement adéquat
pour l'application
3Assurer une maintenance adaptée de l'équipement tout au long de sa
durée de vie
4Définir des mesures et des processus clairs en vue d'améliorer en continu le fonctionnement de l'équipement
Afin de minimiser les temps d'arrêt imprévus, les entreprises doivent mettre en œuvre quatre étapes essentielles :
33
Définir le problèmeLe processus dépend dans son ensemble d'une réflexion appliquée à la définition du problème en amont.
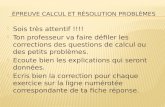
Il n'y a rien de plus facile que de confondre le vrai problème avec ses symptômes et ses causes présumées. On se retrouve alors à traiter les symptômes sans en aborder la cause, ou à mal identifier la cause et de ce fait, à appliquer des contre-mesures inefficaces. Si vous ne commencez pas là où il faut, vous n'atteindrez jamais votre objectif, à savoir une solution durable au problème de fond.
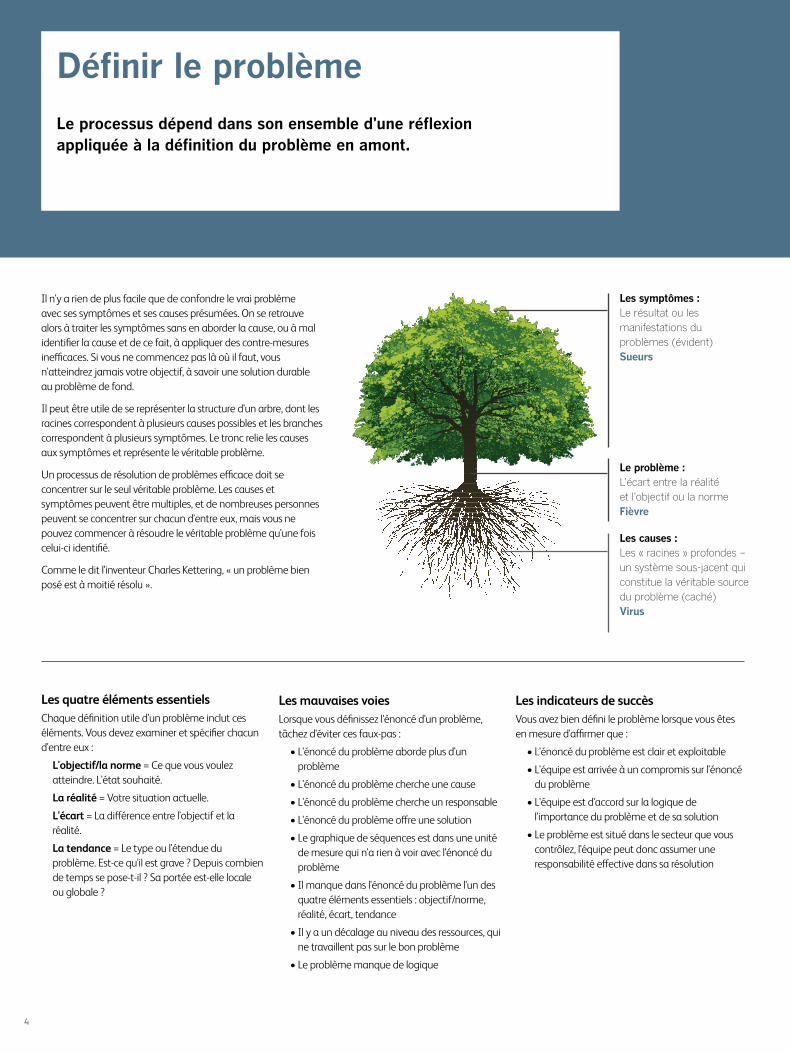
Il peut être utile de se représenter la structure d'un arbre, dont les racines correspondent à plusieurs causes possibles et les branches correspondent à plusieurs symptômes. Le tronc relie les causes aux symptômes et représente le véritable problème.
Un processus de résolution de problèmes efficace doit se concentrer sur le seul véritable problème. Les causes et symptômes peuvent être multiples, et de nombreuses personnes peuvent se concentrer sur chacun d'entre eux, mais vous ne pouvez commencer à résoudre le véritable problème qu'une fois celui-ci identifié.
Comme le dit l'inventeur Charles Kettering, « un problème bien posé est à moitié résolu ».
Les symptômes : Le résultat ou les manifestations du problèmes (évident)Sueurs
Le problème : L'écart entre la réalité et l'objectif ou la norme Fièvre
Les causes : Les « racines » profondes – un système sous-jacent qui constitue la véritable source du problème (caché) Virus
Les quatre éléments essentielsChaque définition utile d'un problème inclut ces éléments. Vous devez examiner et spécifier chacun d'entre eux :
L'objectif/la norme = Ce que vous voulez atteindre. L'état souhaité.
La réalité = Votre situation actuelle.
L'écart = La différence entre l'objectif et la réalité.
La tendance = Le type ou l'étendue du problème. Est-ce qu'il est grave ? Depuis combien de temps se pose-t-il ? Sa portée est-elle locale ou globale ?
Les mauvaises voiesLorsque vous définissez l'énoncé d'un problème, tâchez d'éviter ces faux-pas :
•L'énoncéduproblèmeabordeplusd'unproblème
•L'énoncéduproblèmechercheunecause
•L'énoncéduproblèmechercheunresponsable
•L'énoncéduproblèmeoffreunesolution
•Legraphiquedeséquencesestdansuneunitéde mesure qui n'a rien à voir avec l'énoncé du problème
•Ilmanquedansl'énoncéduproblèmel'undesquatre éléments essentiels : objectif/norme, réalité, écart, tendance
•Ilyaundécalageauniveaudesressources,quine travaillent pas sur le bon problème
•Leproblèmemanquedelogique
Les indicateurs de succèsVous avez bien défini le problème lorsque vous êtes en mesure d'affirmer que :
•L'énoncéduproblèmeestclairetexploitable
•L'équipeestarrivéeàuncompromissurl'énoncédu problème
•L'équipeestd'accordsurlalogiquedel'importance du problème et de sa solution
•Leproblèmeestsituédanslesecteurquevouscontrôlez, l'équipe peut donc assumer une responsabilité effective dans sa résolution
4
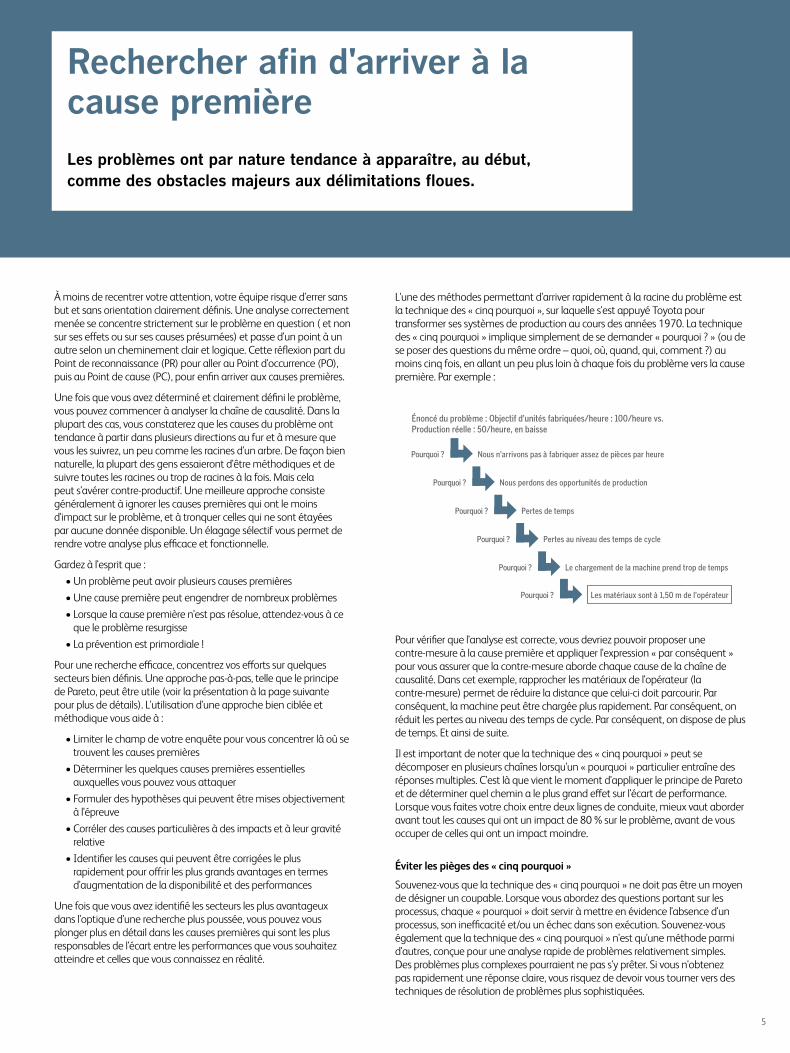
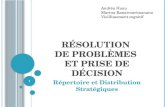
L'une des méthodes permettant d'arriver rapidement à la racine du problème est la technique des « cinq pourquoi », sur laquelle s'est appuyé Toyota pour transformer ses systèmes de production au cours des années 1970. La technique des « cinq pourquoi » implique simplement de se demander « pourquoi ? » (ou de se poser des questions du même ordre – quoi, où, quand, qui, comment ?) au moins cinq fois, en allant un peu plus loin à chaque fois du problème vers la cause première. Par exemple :
Pour vérifier que l'analyse est correcte, vous devriez pouvoir proposer une contre-mesure à la cause première et appliquer l'expression « par conséquent » pour vous assurer que la contre-mesure aborde chaque cause de la chaîne de causalité. Dans cet exemple, rapprocher les matériaux de l'opérateur (la contre-mesure) permet de réduire la distance que celui-ci doit parcourir. Par conséquent, la machine peut être chargée plus rapidement. Par conséquent, on réduit les pertes au niveau des temps de cycle. Par conséquent, on dispose de plus de temps. Et ainsi de suite.
Il est important de noter que la technique des « cinq pourquoi » peut se décomposer en plusieurs chaînes lorsqu'un « pourquoi » particulier entraîne des réponses multiples. C'est là que vient le moment d'appliquer le principe de Pareto et de déterminer quel chemin a le plus grand effet sur l'écart de performance. Lorsque vous faites votre choix entre deux lignes de conduite, mieux vaut aborder avant tout les causes qui ont un impact de 80 % sur le problème, avant de vous occuper de celles qui ont un impact moindre.
Éviter les pièges des « cinq pourquoi »
Souvenez-vous que la technique des « cinq pourquoi » ne doit pas être un moyen de désigner un coupable. Lorsque vous abordez des questions portant sur les processus, chaque « pourquoi » doit servir à mettre en évidence l'absence d'un processus, son inefficacité et/ou un échec dans son exécution. Souvenez-vous également que la technique des « cinq pourquoi » n'est qu'une méthode parmi d'autres, conçue pour une analyse rapide de problèmes relativement simples. Des problèmes plus complexes pourraient ne pas s'y prêter. Si vous n'obtenez pas rapidement une réponse claire, vous risquez de devoir vous tourner vers des techniques de résolution de problèmes plus sophistiquées.
À moins de recentrer votre attention, votre équipe risque d'errer sans but et sans orientation clairement définis. Une analyse correctement menée se concentre strictement sur le problème en question ( et non sur ses effets ou sur ses causes présumées) et passe d'un point à un autre selon un cheminement clair et logique. Cette réflexion part du Point de reconnaissance (PR) pour aller au Point d'occurrence (PO), puis au Point de cause (PC), pour enfin arriver aux causes premières.
Une fois que vous avez déterminé et clairement défini le problème, vous pouvez commencer à analyser la chaîne de causalité. Dans la plupart des cas, vous constaterez que les causes du problème ont tendance à partir dans plusieurs directions au fur et à mesure que vous les suivrez, un peu comme les racines d'un arbre. De façon bien naturelle, la plupart des gens essaieront d'être méthodiques et de suivre toutes les racines ou trop de racines à la fois. Mais cela peut s'avérer contre-productif. Une meilleure approche consiste généralement à ignorer les causes premières qui ont le moins d'impact sur le problème, et à tronquer celles qui ne sont étayées par aucune donnée disponible. Un élagage sélectif vous permet de rendre votre analyse plus efficace et fonctionnelle.
Gardez à l'esprit que : •Unproblèmepeutavoirplusieurscausespremières •Unecausepremièrepeutengendrerdenombreuxproblèmes •Lorsquelacausepremièren'estpasrésolue,attendez-vousàce
que le problème resurgisse •Lapréventionestprimordiale !
Pour une recherche efficace, concentrez vos efforts sur quelques secteurs bien définis. Une approche pas-à-pas, telle que le principe de Pareto, peut être utile (voir la présentation à la page suivante pour plus de détails). L'utilisation d'une approche bien ciblée et méthodique vous aide à :
•Limiterlechampdevotreenquêtepourvousconcentrerlàoùsetrouvent les causes premières
•Déterminerlesquelquescausespremièresessentiellesauxquelles vous pouvez vous attaquer
•Formulerdeshypothèsesquipeuventêtremisesobjectivementà l'épreuve
•Corrélerdescausesparticulièresàdesimpactsetàleurgravitérelative
•Identifierlescausesquipeuventêtrecorrigéesleplusrapidement pour offrir les plus grands avantages en termes d'augmentation de la disponibilité et des performances
Une fois que vous avez identifié les secteurs les plus avantageux dans l'optique d'une recherche plus poussée, vous pouvez vous plonger plus en détail dans les causes premières qui sont les plus responsables de l'écart entre les performances que vous souhaitez atteindre et celles que vous connaissez en réalité.
Énoncé du problème : Objectif d'unités fabriquées/heure : 100/heure vs. Production réelle : 50/heure, en baisse
Pourquoi ? Nous n'arrivons pas à fabriquer assez de pièces par heure
Pourquoi ? Nous perdons des opportunités de production
Pourquoi ? Pertes de temps
Pourquoi ? Pertes au niveau des temps de cycle
Pourquoi ? Le chargement de la machine prend trop de temps
Pourquoi ? Les matériaux sont à 1,50 m de l'opérateur
Rechercher afin d'arriver à la cause premièreLes problèmes ont par nature tendance à apparaître, au début, comme des obstacles majeurs aux délimitations floues.
5
Vous disposez désormais des informations nécessaires pour proposer, vérifier et mettre en application des contre-mesures. Il peut s'agir soit de contre-mesures temporaires destinées à vous permettre de vous reconcentrer rapidement sur votre objectif, et/ou de contre-mesures permanentes favorisant une amélioration durable. Il arrive souvent que les entreprises fassent les deux, en mettant en œuvre une contre-mesure temporaire pour aborder le problème sur le court terme, tout en travaillant sur une contre-mesure permanente qui apportera une solution durable sur le long terme.
Avec une bonne compréhension du problème, de ses causes premières et de leurs conséquences relatives, l'équipe devrait commencer par réfléchir à une série de contre-mesures potentielles, avant de travailler ensemble à l'identification des approches qui pourraient être les plus judicieuses.
À partir de l'ensemble de contre-mesures potentielles, concentrez votre attention sur les deux ou trois meilleures, en fonction de :
•Lafacilitédemiseenœuvre
•L'impactsurl'activité
•Lecoût
•Lazonedecontrôle
L'évaluation de la contre-mesure choisie devrait s'effectuer au moyen d'essais d'observation. Il est préférable de procéder à cette évaluation sur un cas d'essai restreint plutôt que dans le cadre d'une mise en œuvre globale. Vous avez besoin d'un plan de suivi comprenant des ajustements recommandés si vous n'obtenez pas de résultats immédiats – ou pour une mise en œuvre plus élargie de la solution si vous en obtenez. Dans les deux cas, les tests d'observation vous donnent la possibilité de comprendre et de quantifier le lien qui existe entre la cause première validée et la contre-mesure choisie (ainsi que d'identifier et d'aborder les points d'échec potentiels) sans faire courir le moindre risque à l'organisation dans son ensemble.
Si des améliorations mesurables ne se font pas rapidement sentir, c'est le moment de chercher à savoir si la contre-mesure a été correctement mise en œuvre. Si c'est le cas, mais que vous ne voyez toujours pas d'amélioration, vous devrez sans doute tester une autre contre-mesure.
Une fois que vous avez la certitude que la contre-mesure choisie est efficace, vous pouvez la mettre en application à l'échelle de l'environnement de production dans son ensemble. Mais le processus ne s'arrête pas là. Vous devriez continuer à surveiller l'efficacité de la contre-mesure afin de vous assurer que le problème ne se posera pas à nouveau, et vous devriez continuer à identifier d'éventuelles nouvelles opportunités d'amélioration.
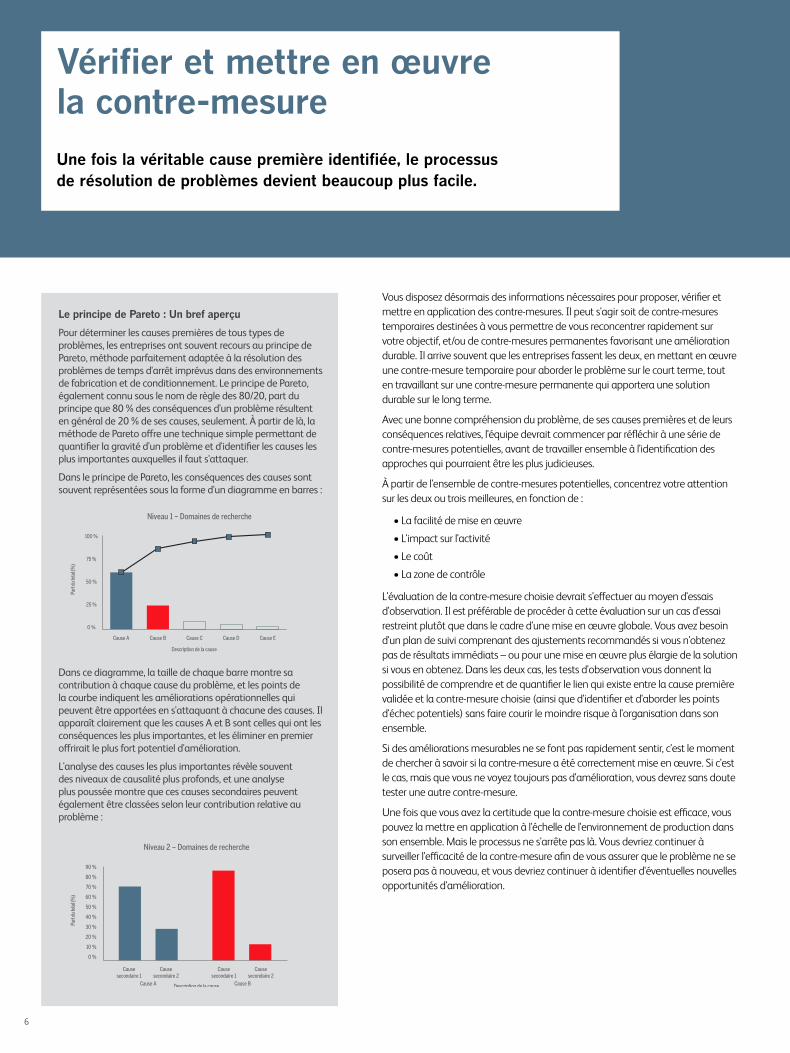
Le principe de Pareto : Un bref aperçu
Pour déterminer les causes premières de tous types de problèmes, les entreprises ont souvent recours au principe de Pareto, méthode parfaitement adaptée à la résolution des problèmes de temps d'arrêt imprévus dans des environnements de fabrication et de conditionnement. Le principe de Pareto, également connu sous le nom de règle des 80/20, part du principe que 80 % des conséquences d'un problème résultent en général de 20 % de ses causes, seulement. À partir de là, la méthode de Pareto offre une technique simple permettant de quantifier la gravité d'un problème et d'identifier les causes les plus importantes auxquelles il faut s'attaquer.
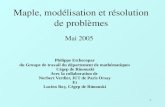
Dans le principe de Pareto, les conséquences des causes sont souvent représentées sous la forme d'un diagramme en barres :
Niveau 1 – Domaines de recherche
Cause A
0 %
25 %
50 %
75 %
100 %
Cause B Cause C Cause D Cause E
Part
du to
tal (
%)
Description de la cause
Dans ce diagramme, la taille de chaque barre montre sa contribution à chaque cause du problème, et les points de la courbe indiquent les améliorations opérationnelles qui peuvent être apportées en s'attaquant à chacune des causes. Il apparaît clairement que les causes A et B sont celles qui ont les conséquences les plus importantes, et les éliminer en premier offrirait le plus fort potentiel d'amélioration.
L'analyse des causes les plus importantes révèle souvent des niveaux de causalité plus profonds, et une analyse plus poussée montre que ces causes secondaires peuvent également être classées selon leur contribution relative au problème :
Niveau 2 – Domaines de recherche
Cause secondaire 1
50 %
60 %
70 %
80 %
90 %
0 %
10 %
20 %
30 %
40 %
Cause secondaire 2
Cause A Cause B
Cause secondaire 1
Cause secondaire 2
Part
du to
tal (
%)
Description de la cause
Vérifier et mettre en œuvre la contre-mesureUne fois la véritable cause première identifiée, le processus de résolution de problèmes devient beaucoup plus facile.
6

Assurer le maintienNe pas avoir de plan de maintien, c'est se vouer à l'échec.
À l'aide du principe de Pareto, concentrez-vous sur les contre-mesures présentant le plus grand risque d'échec, à savoir celles qui s'attaquent aux 20 % de causes premières responsables de 80 % des problèmes. Ces contre-mesures devraient être évaluées une fois par jour ou par semaine, alors que celles qui sont moins essentielles peuvent être évaluées moins souvent.
Chaque activité de maintien devrait avoir son propre propriétaire, disposer d'un processus formel de mesure et de communication des données, et de ressources allouées en vue d'assurer une évaluation et une amélioration en temps opportun. Le travail du responsable est de s'assurer que les contre-mesures sont continuellement appliquées, et de vérifier leur efficacité. Si la contre-mesure implique de faire changer le comportement des employés, il est particulièrement crucial de gérer les résistances et de veiller au respect des contre-mesures. Parmi les tactiques utiles :
•Affirmerlebesoind'améliorationetlanécessitéd'avoirlavolontédes'engager dans d'âpres discussions
•Identifierl'impassedanslaquellevousvoustrouvezoudans laquelle d'autres se trouvent
•Resterconcentrésurl'objectif
•Rechercherdessignesderésistance
•Donnerauxpersonnesquirésistentlapossibilitédes'engagersanscraintedans un dialogue libre et honnête
•S'efforcerd'obteniruncompromis
•Aiderlesindividusàpasserducompromisàl'action
•Récompenserlessuccès
•Demanderunretouràl'équipe,auxpartiesprenanteseninterneainsiqu'auxclients afin de trouver d'autres pistes pour d'éventuelles améliorations
La clé de tout cela (des solutions techniques à l'adhésion des employés), c'est de disposer d'informations de haute qualité et exploitables sur le problème et ses causes premières. Les informations exploitables sont ce qui vous permet de développer des contre-mesures efficaces et de les régler précisément, de communiquer à l'organisation les changements nécessaires et de mesurer objectivement les résultats.
7
Informations exploitables : L'approche de VideojetLes données sur la disponibilité de l'équipement et les causes des temps d'arrêt imprévus peuvent émaner de diverses sources.
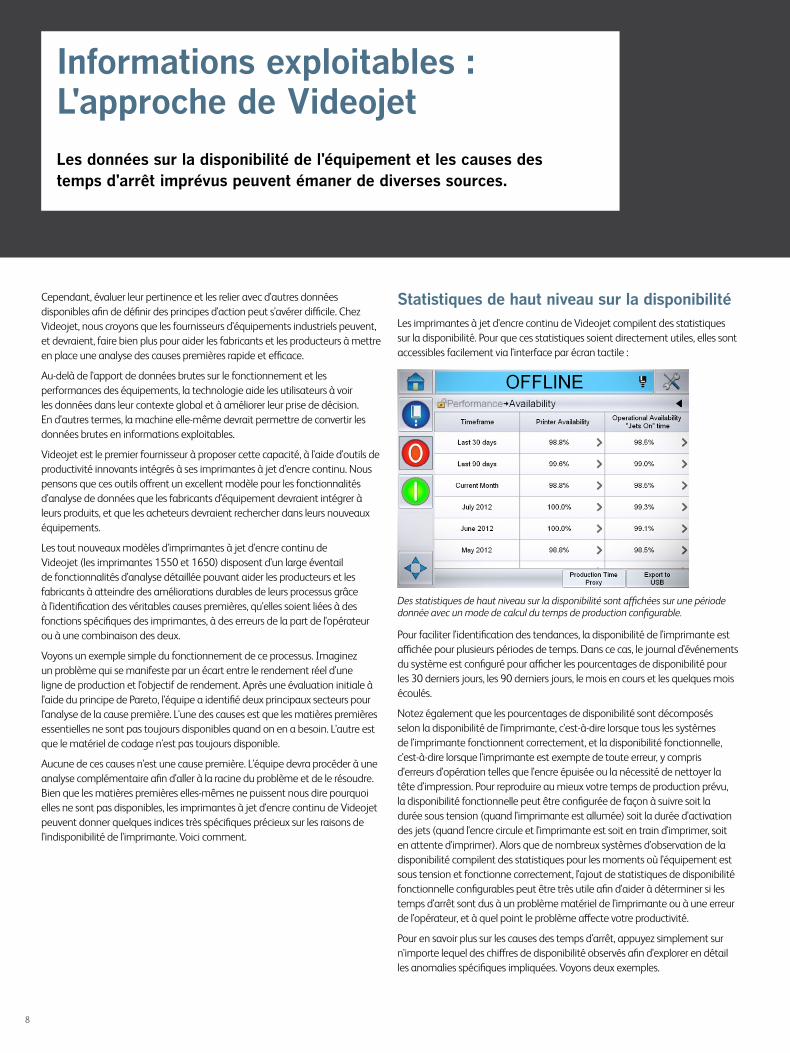
Statistiques de haut niveau sur la disponibilitéLes imprimantes à jet d'encre continu de Videojet compilent des statistiques sur la disponibilité. Pour que ces statistiques soient directement utiles, elles sont accessibles facilement via l'interface par écran tactile :
Des statistiques de haut niveau sur la disponibilité sont affichées sur une période donnée avec un mode de calcul du temps de production configurable.
Pour faciliter l'identification des tendances, la disponibilité de l'imprimante est affichée pour plusieurs périodes de temps. Dans ce cas, le journal d'événements du système est configuré pour afficher les pourcentages de disponibilité pour les 30 derniers jours, les 90 derniers jours, le mois en cours et les quelques mois écoulés.
Notez également que les pourcentages de disponibilité sont décomposés selon la disponibilité de l'imprimante, c'est-à-dire lorsque tous les systèmes de l'imprimante fonctionnent correctement, et la disponibilité fonctionnelle, c'est-à-dire lorsque l'imprimante est exempte de toute erreur, y compris d'erreurs d'opération telles que l'encre épuisée ou la nécessité de nettoyer la tête d'impression. Pour reproduire au mieux votre temps de production prévu, la disponibilité fonctionnelle peut être configurée de façon à suivre soit la durée sous tension (quand l'imprimante est allumée) soit la durée d'activation des jets (quand l'encre circule et l'imprimante est soit en train d'imprimer, soit en attente d'imprimer). Alors que de nombreux systèmes d'observation de la disponibilité compilent des statistiques pour les moments où l'équipement est sous tension et fonctionne correctement, l'ajout de statistiques de disponibilité fonctionnelle configurables peut être très utile afin d'aider à déterminer si les temps d'arrêt sont dus à un problème matériel de l'imprimante ou à une erreur de l'opérateur, et à quel point le problème affecte votre productivité.
Pour en savoir plus sur les causes des temps d'arrêt, appuyez simplement sur n'importe lequel des chiffres de disponibilité observés afin d'explorer en détail les anomalies spécifiques impliquées. Voyons deux exemples.
Cependant, évaluer leur pertinence et les relier avec d'autres données disponibles afin de définir des principes d'action peut s'avérer difficile. Chez Videojet, nous croyons que les fournisseurs d'équipements industriels peuvent, et devraient, faire bien plus pour aider les fabricants et les producteurs à mettre en place une analyse des causes premières rapide et efficace.
Au-delà de l'apport de données brutes sur le fonctionnement et les performances des équipements, la technologie aide les utilisateurs à voir les données dans leur contexte global et à améliorer leur prise de décision. En d'autres termes, la machine elle-même devrait permettre de convertir les données brutes en informations exploitables.
Videojet est le premier fournisseur à proposer cette capacité, à l'aide d'outils de productivité innovants intégrés à ses imprimantes à jet d'encre continu. Nous pensons que ces outils offrent un excellent modèle pour les fonctionnalités d'analyse de données que les fabricants d'équipement devraient intégrer à leurs produits, et que les acheteurs devraient rechercher dans leurs nouveaux équipements.
Les tout nouveaux modèles d'imprimantes à jet d'encre continu de Videojet (les imprimantes 1550 et 1650) disposent d'un large éventail de fonctionnalités d'analyse détaillée pouvant aider les producteurs et les fabricants à atteindre des améliorations durables de leurs processus grâce à l'identification des véritables causes premières, qu'elles soient liées à des fonctions spécifiques des imprimantes, à des erreurs de la part de l'opérateur ou à une combinaison des deux.
Voyons un exemple simple du fonctionnement de ce processus. Imaginez un problème qui se manifeste par un écart entre le rendement réel d'une ligne de production et l'objectif de rendement. Après une évaluation initiale à l'aide du principe de Pareto, l'équipe a identifié deux principaux secteurs pour l'analyse de la cause première. L'une des causes est que les matières premières essentielles ne sont pas toujours disponibles quand on en a besoin. L'autre est que le matériel de codage n'est pas toujours disponible.
Aucune de ces causes n'est une cause première. L'équipe devra procéder à une analyse complémentaire afin d'aller à la racine du problème et de le résoudre. Bien que les matières premières elles-mêmes ne puissent nous dire pourquoi elles ne sont pas disponibles, les imprimantes à jet d'encre continu de Videojet peuvent donner quelques indices très spécifiques précieux sur les raisons de l'indisponibilité de l'imprimante. Voici comment.
8
Exemple d'analyse détaillée 1
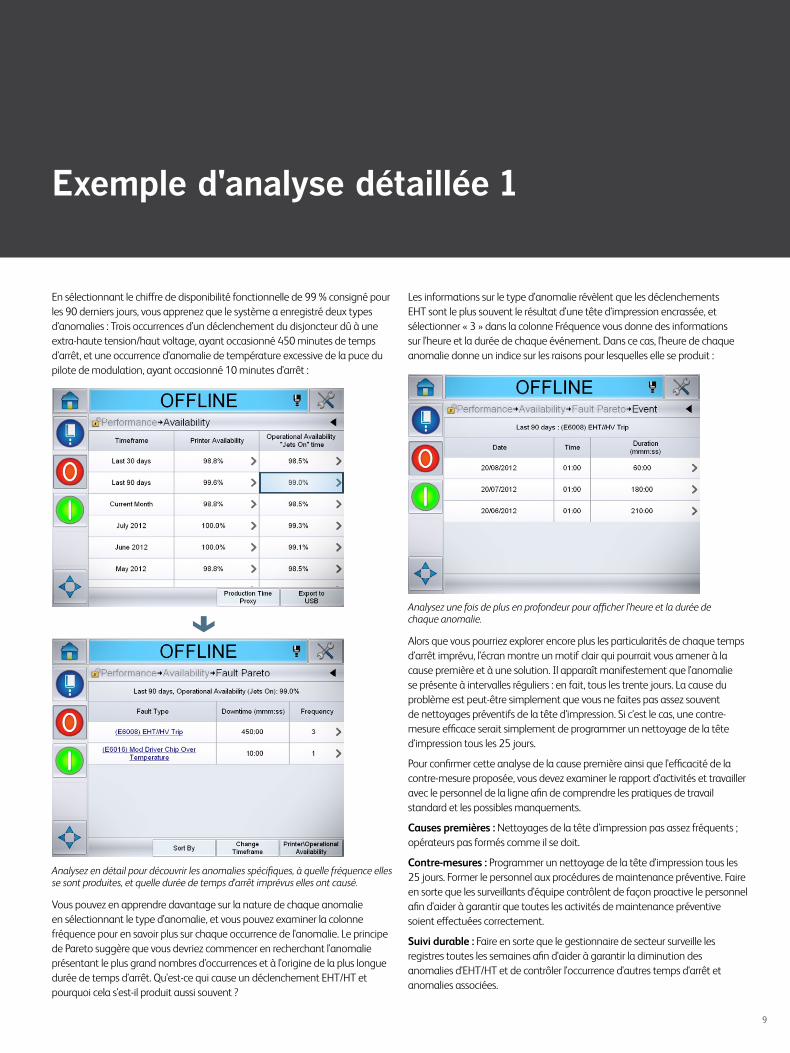
En sélectionnant le chiffre de disponibilité fonctionnelle de 99 % consigné pour les 90 derniers jours, vous apprenez que le système a enregistré deux types d'anomalies : Trois occurrences d'un déclenchement du disjoncteur dû à une extra-haute tension/haut voltage, ayant occasionné 450 minutes de temps d'arrêt, et une occurrence d'anomalie de température excessive de la puce du pilote de modulation, ayant occasionné 10 minutes d'arrêt :
Analysez en détail pour découvrir les anomalies spécifiques, à quelle fréquence elles se sont produites, et quelle durée de temps d'arrêt imprévus elles ont causé.
Vous pouvez en apprendre davantage sur la nature de chaque anomalie en sélectionnant le type d'anomalie, et vous pouvez examiner la colonne fréquence pour en savoir plus sur chaque occurrence de l'anomalie. Le principe de Pareto suggère que vous devriez commencer en recherchant l'anomalie présentant le plus grand nombres d'occurrences et à l'origine de la plus longue durée de temps d'arrêt. Qu'est-ce qui cause un déclenchement EHT/HT et pourquoi cela s'est-il produit aussi souvent ?
ê
Les informations sur le type d'anomalie révèlent que les déclenchements EHT sont le plus souvent le résultat d'une tête d'impression encrassée, et sélectionner « 3 » dans la colonne Fréquence vous donne des informations sur l'heure et la durée de chaque événement. Dans ce cas, l'heure de chaque anomalie donne un indice sur les raisons pour lesquelles elle se produit :
Analysez une fois de plus en profondeur pour afficher l'heure et la durée de chaque anomalie.
Alors que vous pourriez explorer encore plus les particularités de chaque temps d'arrêt imprévu, l'écran montre un motif clair qui pourrait vous amener à la cause première et à une solution. Il apparaît manifestement que l'anomalie se présente à intervalles réguliers : en fait, tous les trente jours. La cause du problème est peut-être simplement que vous ne faites pas assez souvent de nettoyages préventifs de la tête d'impression. Si c'est le cas, une contre-mesure efficace serait simplement de programmer un nettoyage de la tête d'impression tous les 25 jours.
Pour confirmer cette analyse de la cause première ainsi que l'efficacité de la contre-mesure proposée, vous devez examiner le rapport d'activités et travailler avec le personnel de la ligne afin de comprendre les pratiques de travail standard et les possibles manquements.
Causes premières : Nettoyages de la tête d'impression pas assez fréquents ; opérateurs pas formés comme il se doit.
Contre-mesures : Programmer un nettoyage de la tête d'impression tous les 25 jours. Former le personnel aux procédures de maintenance préventive. Faire en sorte que les surveillants d'équipe contrôlent de façon proactive le personnel afin d'aider à garantir que toutes les activités de maintenance préventive soient effectuées correctement.
Suivi durable : Faire en sorte que le gestionnaire de secteur surveille les registres toutes les semaines afin d'aider à garantir la diminution des anomalies d'EHT/HT et de contrôler l'occurrence d'autres temps d'arrêt et anomalies associées.
9
Exemple d'analyse détaillée 2
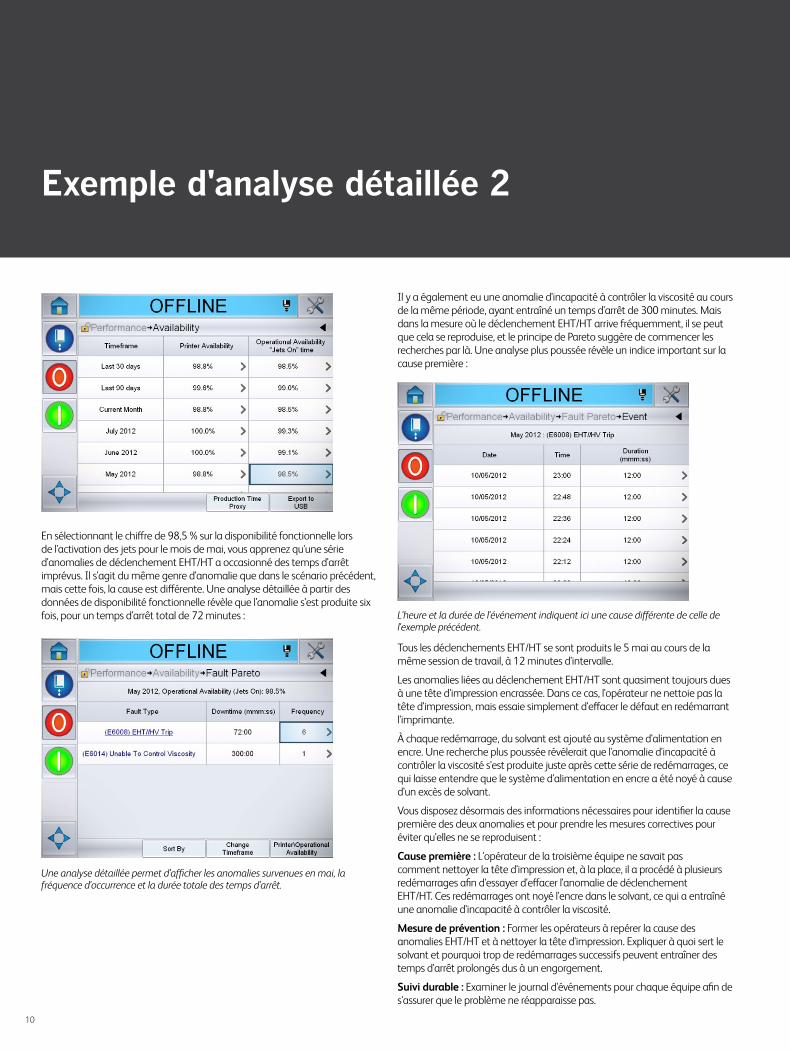
En sélectionnant le chiffre de 98,5 % sur la disponibilité fonctionnelle lors de l'activation des jets pour le mois de mai, vous apprenez qu'une série d'anomalies de déclenchement EHT/HT a occasionné des temps d'arrêt imprévus. Il s'agit du même genre d'anomalie que dans le scénario précédent, mais cette fois, la cause est différente. Une analyse détaillée à partir des données de disponibilité fonctionnelle révèle que l'anomalie s'est produite six fois, pour un temps d'arrêt total de 72 minutes :
Une analyse détaillée permet d'afficher les anomalies survenues en mai, la fréquence d'occurrence et la durée totale des temps d'arrêt.
Il y a également eu une anomalie d'incapacité à contrôler la viscosité au cours de la même période, ayant entraîné un temps d'arrêt de 300 minutes. Mais dans la mesure où le déclenchement EHT/HT arrive fréquemment, il se peut que cela se reproduise, et le principe de Pareto suggère de commencer les recherches par là. Une analyse plus poussée révèle un indice important sur la cause première :
L'heure et la durée de l'événement indiquent ici une cause différente de celle de l'exemple précédent.
Tous les déclenchements EHT/HT se sont produits le 5 mai au cours de la même session de travail, à 12 minutes d'intervalle.
Les anomalies liées au déclenchement EHT/HT sont quasiment toujours dues à une tête d'impression encrassée. Dans ce cas, l'opérateur ne nettoie pas la tête d'impression, mais essaie simplement d'effacer le défaut en redémarrant l'imprimante.
À chaque redémarrage, du solvant est ajouté au système d'alimentation en encre. Une recherche plus poussée révélerait que l'anomalie d'incapacité à contrôler la viscosité s'est produite juste après cette série de redémarrages, ce qui laisse entendre que le système d'alimentation en encre a été noyé à cause d'un excès de solvant.
Vous disposez désormais des informations nécessaires pour identifier la cause première des deux anomalies et pour prendre les mesures correctives pour éviter qu'elles ne se reproduisent :
Cause première : L'opérateur de la troisième équipe ne savait pas comment nettoyer la tête d'impression et, à la place, il a procédé à plusieurs redémarrages afin d'essayer d'effacer l'anomalie de déclenchement EHT/HT. Ces redémarrages ont noyé l'encre dans le solvant, ce qui a entraîné une anomalie d'incapacité à contrôler la viscosité.
Mesure de prévention : Former les opérateurs à repérer la cause des anomalies EHT/HT et à nettoyer la tête d'impression. Expliquer à quoi sert le solvant et pourquoi trop de redémarrages successifs peuvent entraîner des temps d'arrêt prolongés dus à un engorgement.
Suivi durable : Examiner le journal d'événements pour chaque équipe afin de s'assurer que le problème ne réapparaisse pas.
10
L'essentiel :
De la résolution de problèmes à l'amélioration continueNotre intention dans ce Livre Blanc a été de vous fournir un cadre en vue de résoudre des problèmes spécifiques par une analyse de la cause première, ainsi que de vous donner des idées en vue de l'application rigoureuse de techniques de résolution de problèmes pour améliorer en continu le temps de fonctionnement et la productivité de votre activité. C'est cette même philosophie d'amélioration continue qui est le moteur de notre création de produits, comme le montrent les fonctionnalités de résolution de problèmes que nous avons intégrées à l'interface utilisateur de nos nouvelles imprimantes à jet d'encre continu 1550 et 1650.
L'industrie a besoin de continuer d'avancer vers une résolution de problèmes plus efficace, pour plus de fiabilité en termes de temps de fonctionnement. Vous pouvez compter sur Videojet pour jouer un rôle majeur dans cet effort, à mesure que nous travaillons ensemble pour vous apporter ce qui se fait de mieux en temps de fonctionnement et en performances pour votre activité au quotidien.
En tant que société du groupe Danaher, Videojet utilise le système d'entreprise Danaher Business System (DBS), qui est un processus d'amélioration continue. S'inspirant des valeurs fondamentales de Danaher, le moteur DBS entraîne l'entreprise dans un cycle sans fin de changement et d'amélioration : des individus exceptionnels mettent au point des plans remarquables et les exécutent à l'aide d'outils incomparables, en vue de construire des processus durables, résultant en des performances accrues. Des performances accrues et de hautes attentes attirent des individus exceptionnels, perpétuant ainsi le cycle. Tous ces efforts sont guidés par une philosophie simple, ancrée dans quatre priorités orientées vers les clients : la qualité, la prestation, le coût et l'innovation.
Videojet, en tant que partie intégrante du DBS, a utilisé avec succès des outils tels que la résolution de problèmes telle qu'elle est abordée dans ce Livre Blanc. Nous utilisons le DBS pour nous guider dans ce que nous faisons, pour mesurer l'efficacité de notre exécution, et pour créer des possibilités de faire encore mieux, y compris en améliorant le DBS lui-même.
11
Contactez le 0810 442 800 (prix d'un appel local) E-mail [email protected] rendez-vous sur le site www.videojet.frVideojet Technologies SAS ZA Courtaboeuf / 16 av. du Québec / Bât. Lys 91140 Villebon Sur Yvette / France
© 2014 Videojet Technologies SAS — Tous droits réservés.
Videojet Technologies s'est fixé comme politique de toujours améliorer ses produits. Nous nous réservons le droit de modifier la conception et/ou les spécifications de nos produits sans préavis.
Siège social
Videojet Ventes et Services
Fabrication et développement produit
Pays avec départements Ventes et services Videojet
Pays avec partenaires de distribution et de SAV Videojet
La tranquillité d'esprit en standard
Videojet Technologies est un leader mondial sur le marché de l'identification des produits, fournissant des solutions d'impression en ligne, de codage et de marquage des produits, des consommables spécifiques aux applications ainsi que des services adaptés au cycle de vie des produits. Notre objectif est de travailler en partenariat avec nos clients dans l'industrie de l'emballage et des biens de consommation, des produits pharmaceutiques et des biens industriels afin d'améliorer leur productivité, de protéger et de développer leurs marques, ainsi que d'anticiper les tendances et réglementations de l'industrie. Grâce à l'expertise de nos équipes, soucieuses d'apporter la meilleure réponse aux applications des clients, et au leadership technologique de nos imprimantes jet d'encre continu (CIJ), jet d'encre thermique (TIJ), codage laser et surimpression à transfert thermique (TTO), codage cartons, étiquetage, et impression grands caractères, Videojet compte plus de 325 000 imprimantes installées dans le monde entier.
Nos clients s'appuient sur le savoir-faire de Videojet pour marquer quotidiennement plus de dix milliards de produits. Les services projets, ventes, le service client et la formation, sont assurés en direct par plus de 3 000 employés dans 26 pays à travers le monde. Le réseau de distribution de Videojet compte également plus de 400 distributeurs et des OEM répartis sur 135 pays.