Repère pour la formation du BTS Europlasticplasturgiejp.free.fr/referentiel europlast/Reperes de...
86
REPERES POUR LA FORMATION DU BREVET DE TECHNICIEN SUPÉRIEUR DES INDUSTRIES PLASTIQUES "EUROPLASTIC"
Transcript of Repère pour la formation du BTS Europlasticplasturgiejp.free.fr/referentiel europlast/Reperes de...

REPERES POUR LA FORMATION
DU
BREVET DE TECHNICIEN SUPÉRIEUR
DES INDUSTRIES PLASTIQUES
"EUROPLASTIC"

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Sommaire1. INTRODUCTION : LES ÉVOLUTIONS DU BTS DES INDUSTRIES PLASTIQUES "EUROPLASTIC"5
LA NAISSANCE D’EUROPLASTIC ........................................................................................5
PENSER EN TERMES DE COMPÉTENCES...............................................................................6
TABLEAU FINAL DES CAPACITES ET DES COMPETENCES PROFESSIONNELLES A EVALUER...7
LES COMPÉTENCES TRANSVERSALES COMMUNIQUER ........................................................9
UN PAYSAGE DE LA PLASTURGIE EN PLEINE MUTATION ..................................................16
UNE VISIBILITÉ RÉDUITE.................................................................................................17
LE PROFIL DU TECHNICIEN DES INDUSTRIES PLASTIQUES.............................................18
2. ORIENTATIONS PÉDAGOGIQUES ET ORGANISATION DES ENSEIGNEMENTS .......................19
2.1. PREAMBULE AUX ORIENTATIONS PÉDAGOGIQUES ET ORGANISATION DES ENSEIGNE-MENTS DE CULTURE GENERALE ET EXPRESSION ET DE LANGUE VIVANTE ETRANGERE .....19
2.2. CULTURE GÉNÉRALE ET EXPRESSION.........................................................................20
2.3. LANGUE VIVANTE ÉTRANGÈRE : ANGLAIS..................................................................20
2.4. SCIENCES PHYSIQUES...............................................................................................21
2.5. ECONOMIE ET VIE DES ENTREPRISES........................................................................25
2.6. COMMUNICATION ET MANAGEMENT..........................................................................26
2.7. PLASTURGIE..............................................................................................................272.7.1. Produire en Plasturgie........................................................................................272.7.2. Optimiser en Plasturgie.......................................................................................332.7.3. Innover en Plasturgie.........................................................................................34
3. LA CERTIFICATION............................................................................................................35
3.1. LE CONTROLE EN COURS DE FORMATION...................................................................353.1.1. Les objectifs du contrôle en cours de formation..................................................35
3.1.1.1. L’évaluation des acquis adaptée à la diversité des situations de formation..................353.1.1.2. L’évaluation proche de l’acte de formation et répartie dans la durée..........................353.1.1.3. L’optimisation de la durée de formation en établissement........................................35
3.1.2. La definition du contrôle en cours de formation...................................................353.1.2.1. Définition du CCF...............................................................................................353.1.2.2. Explicitation des termes......................................................................................35
3.1.3. Le champ d’application du contrôle en cours de formation..................................363.1.3.1. Les candidats bénéficiaires du CCF.......................................................................363.1.3.2. Le nombre d’unités (ou épreuves) évaluées par CCF...............................................363.1.3.3. L’habilitation à pratiquer le CCF ..........................................................................36
3.1.4. Les principes du contrôle en cours de formation..................................................373.1.4.1. L'homogénéité de l'évaluation..............................................................................373.1.4.2. L’approche globale de l’évaluation........................................................................373.1.4.3. Des situations d’évaluation en nombre limité.........................................................373.1.4.4. Des compétences évaluées en une seule fois.........................................................373.1.4.5. Une évaluation individualisée des candidats quand les compétences requises sont at-
teintes .............................................................................................................373.1.5. L’evaluation en etablissement de formation........................................................37
3.1.5.1. La construction d’une situation d’évaluation d’une unité du domaine professionnel......373.1.5.1.1. Les données du contexte.............................................................................373.1.5.1.2. La méthode...............................................................................................383.1.5.1.3. La mesure de la performance des candidats....................................................38
3.1.5.2. La construction d’une situation d’évaluation d’une unité du domaine général..............383.1.6. La mise en œuvre du ccf.....................................................................................38
3.1.6.1. Calendrier des situations d’évaluation...................................................................383.1.6.2. Information des candidats...................................................................................383.1.6.3. Convocation des candidats..................................................................................393.1.6.4. Absence d’un candidat à une situation d’évaluation.................................................39
3.1.6.4.1. Absence non justifiée..................................................................................393.1.6.4.2. Absence justifiée........................................................................................39
3.1.6.5. Association des professionnels aux évaluations.......................................................393.1.6.6. Communication des notes aux candidats...............................................................393.1.6.7. Cas des candidats n’ayant pas atteint le niveau de performance suffisant en fin de pé-
riode réglementaire d’évaluation...........................................................................393.1.7. Le pilotage academique......................................................................................40
Page 2/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
3.1.7.1. L’harmonisation des procédures de suivi du CCF.....................................................403.1.7.2. Le contrôle de conformité et la formation des enseignants.......................................403.1.7.3. Le contrôle pédagogique ....................................................................................40
3.1.8. Le jury................................................................................................................403.1.8.1. La participation des inspecteurs régionaux aux jurys...............................................403.1.8.2. Les propositions de note.....................................................................................403.1.8.3. La transmission des documents probants au jury....................................................403.1.8.4. Le retour d’information pour les établissements......................................................40
3.2. EPREUVE E41 : CONDUITE DE PRODUCTION..............................................................413.2.1. Finalités et Objectifs...........................................................................................413.2.2. Support de l'évaluation.......................................................................................413.2.3. Déroulement de l’évaluation...............................................................................413.2.4. Compétences......................................................................................................413.2.5. Fiche d’évaluation...............................................................................................44
3.3. ÉPREUVE E42 : MANAGER ET ANIMER........................................................................453.3.1. Support de l'épreuve : stage en situation de technicien.......................................453.3.2. Proposition d’organisation du stage....................................................................453.3.3. Déroulement de l'évaluation...............................................................................453.3.4. Fiche d’observation.............................................................................................473.3.5. Fiche d'évaluation...............................................................................................47
3.4. ÉPREUVE E43 : ORGANISER GÉRER ASSURER LA QUALITÉ.........................................483.4.1. Finalités et objectifs............................................................................................483.4.2. Support de l'évaluation.......................................................................................493.4.3. Déroulement de l’évaluation...............................................................................493.4.4. Compétences......................................................................................................503.4.5. Validation du projet............................................................................................533.4.6. Fiche d’évaluation...............................................................................................55
3.5. ÉPREUVE E5 : OPTIMISER EN PLASTURGIE................................................................553.5.1. Présentation succincte........................................................................................553.5.2. Finalités et Objectifs...........................................................................................563.5.3. Description de l’épreuve.....................................................................................56
3.6. ÉPREUVE E6..............................................................................................................643.6.1. Finalites et objectifs............................................................................................643.6.2. Mode d’evaluation...............................................................................................643.6.3. Horaire...............................................................................................................643.6.4. Sujet...................................................................................................................643.6.5. Deroulement du p.p.c.i........................................................................................65
3.6.5.1. Elaboration du dossier de validation......................................................................653.6.5.2. Validation du p.p.c.i...........................................................................................653.6.5.3. Etude et recherche de solutions...........................................................................653.6.5.4. Essais et synthese.............................................................................................653.6.5.5. Evaluation........................................................................................................65
3.6.5. Fiche de validation..............................................................................................66
4. LES STAGES EN ENTREPRISES............................................................................................68
4.1. LE STAGE "OUVRIER"................................................................................................684.1.1. Objectifs généraux..............................................................................................684.1.2. Objectifs particuliers...........................................................................................684.1.3. Définition du lieu de stage possible.....................................................................684.1.4. Pour le Français..................................................................................................684.1.5. Pour l'Anglais......................................................................................................69
4.2. LE STAGE "EUROPÉEN" .............................................................................................694.2.1. Europass.............................................................................................................694.2.2. Passeport de langues Europass...........................................................................724.2.3. L’Europass Mobilité.............................................................................................764.2.4. L’Europass Supplément au diplôme.....................................................................794.2.5. Le Supplément descriptif du certificat Europass..................................................82
5. LES ESPACES D’ENSEIGNEMENT ET LES ÉQUIPEMENTS.......................................................84
5.1. LES PERSPECTIVES D’ÉVOLUTION DES MATIÈRES ET DES PROCÉDÉS.........................84Le contexte international..............................................................................................84Le contexte et les enjeux de la plasturgie.....................................................................85TABLEAU DES INNOVATIONS........................................................................................85Les pistes technologiques prioritaires sur la matière et le compound............................86
Page 3/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Les pistes technologiques prioritaires sur les procédés et outillages / machines et finitions................................................................................86
Exemples de pistes technologiques par marché............................................................87
5.2. LES ESPACES D’ENSEIGNEMENT................................................................................88Mise en œuvre des composites.....................................................................................88
5.3.LES ÉQUIPEMENTS RECOMMANDÉS............................................................................885.3.1. Mobilier et Matériels informatiques.....................................................................885.3.2. Equipements pédagogiques.................................................................................89
Page 4/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
1. INTRODUCTION : LES ÉVOLUTIONS DU BTS DES INDUSTRIES PLASTIQUES "EUROPLASTIC"
LA NAISSANCE D’EUROPLASTIC
La vision européenne des emplois dans les entreprises de plasturgie émerge pour la première fois au cours de l’année 2002 à travers un questionnaire lancé conjointement par la fédération française de la plasturgie, European Plastic Converter - EuPC (*) et le ministère français de l’éducation nationale.
Le besoin de « certification » européenne apparaît comme une préoccupation de l’ensemble des entre-prises qui rencontrent des difficultés de recrutement : constitution d’un vivier européen de compétences, meilleure lisibilité des savoirs faire, fonction « animation » associée à des compétences technologiques et professionnelles, niveau d’embauche à bac + 2 (ou 3 années) sont les idées fortes qui ressortent de cette enquête présentée à l’occasion des assises de la plasturgie (CNIT Paris 15/16 octobre 2002) : c’est le point de départ du projet EuroPlastic.
Les années 2000 sont marquées par des réflexions intenses et des initiatives communautaires gouverne-mentales importantes en faveur de la création d’un espace européen de la connaissance et de la mobilité. Lancée en novembre 2000 par la présidence française de l'Union Européenne, le projet « Professionnali-sation Durable », propose une méthode de construction commune de diplômes professionnels, initiative par laquelle les États membres s’engagent à donner un socle commun à leur système de qualifications professionnelles. Appliqué initialement à deux diplômes - responsable d’hébergement et technicien logis-tique -, le secteur de la plasturgie est proposé pour poursuivre ce programme. La présidence grecque de l’Union Européenne entérine ce choix au début de l’année 2003 ; un projet Leonardo EuroPlastic rassem-blant la France, la Belgique, la Grèce, l’Italie et la Pologne est déposé et accepté par la Commission Euro-péenne en septembre 2004.
Dans son évaluation du programme Professionnalisation Durable, la direction générale Education et Culture de la Commission Européenne a approuvé la démarche mise en œuvre dans ce programme, mais elle a trouvé que la méthode développée pour l’élaboration des diplômes était lourde et exigeante en temps et en ressources. Cet objectif de simplification a conduit le groupe de travail mis en place dans le cadre du projet EuroPlastic a proposé une méthode plus simple répondant à ce soucis et adaptable à d’autres secteurs industriels.
Les premiers travaux du projet EuroPlastic sont lancés dès le début de l’année 2004 par un groupe de travail français piloté par le ministère français de l’éducation nationale avec la fédération française de la plasturgie et EuPC. Les premières réflexions sur le référentiel des activités qui reprennent les résultats de l’enquête européenne lancée par EuPC, reposent sur les besoins exprimés par de grands groupes euro-péens - Plastic Omnium, Allibert, Solvay – et par un panel représentatif de petites et moyennes entre-prises françaises, et sur les orientations formulées par la commission formation de la fédération de la plasturgie. Le groupe de travail définitif constitué d’enseignants, d’inspecteurs pédagogiques régionaux, d’un chef de travaux et d’un représentant d’un syndicat de salariés, a été le moteur de la réflexion dont les propositions ont servi de base aux débats et à la concertation avec les autres pays.
L’élaboration d’un diplôme européen à référentiel commun repose sur :
•DES REFERENCES COMMUNES élaborées en commun :• Le profil professionnel • Le référentiel des activités professionnelles • Le référentiel des compétences • Le référentiel d’évaluation
•DES REFERENCES SPECIFIQUES à chaque pays (dénommée SUBSIDIARITE) : • La mise en œuvre de la certification • La validation du diplôme • Les objectifs et les programmes de la formation • Le guide de la formation
(*) European Plastics Converters – EuPC est l’organisme représentatif des transformateurs de plastiques en Europe. EuPC couvre tous les secteurs de la plasturgie et regroupe les principales organisations euro-péennes de plasturgie avec plus de 40 représentations professionnelles.
Page 5/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
La partie commune du diplôme EuroPlastic a été adoptée par les cinq pays européens à Athènes le 23 septembre 2005, et le diplôme français est présenté aux instances consultative à la fin du premier se-mestre 2006 pour rentrer en application à la prochaine rentrée scolaire 2006.
PENSER EN TERMES DE COMPÉTENCES
Afin d’éviter les écueils liés à la diversité des modèles nationaux en matière d’élaboration de diplômes, la construction d’un curriculum européen est fondé sur une description des activités, des tâches et des com-pétences à l’aide de « descripteurs communs » propres au métier visé et non sur la base d’une corres-pondance entre les différents concepts des différents systèmes éducatifs de chaque pays. Cette démarche a conduit le groupe de travail EuroPlastic à privilégier la « démarche de compétences ».
Une compétence est définie comme une activité concrète, mesurable, transférable, définies en fonction des exigences attendues par les professionnels et non en fonction de l’évaluation des sa-voirs et des savoir-faire : une compétence s’appuie sur des connaissances mais ne s’y réduit pas. Une compétence mobilise des savoirs, des savoirs faire et des expériences, mais aussi des valeurs, des sa-voirs être et des attitudes. Dès lors, le contrôle des connaissances ne peut plus se résumer à une simple situation d’examen : l’aptitude à réaliser une activité ne se limite plus à vérifier le geste professionnel, mais à mesurer aussi la « capacité à anticiper » dans un contexte professionnel donné selon le degré d’exigence souhaité. La description des compétences repose à la fois sur l’analyse détaillée des compé-tences et la description des exigences professionnelles. Les trois colonnes classiques « On donne », « On demande », « On exige » rencontrées dans les référentiels sont remplacées par les trois items « Res-sources », « Compétences détaillées » et « Exigences professionnelles ».
La notion de compétence est au cœur du diplôme EuroPlastic. Elle initie une démarche globale qui repose sur une vision professionnelle plutôt que sur une vision académique des savoirs et des savoirs faire.
Pour reprendre l’ensemble des activités et des tâches du référentiel des activités et les décliner sous forme de compétences sans en répéter le contenu, les compétences ont été établies ici en suivant l’ordre chronologique (ou logique) des opérations qui procèdent à la production d’une pièce plastique sans tenir compte de la mise en œuvre de l’évaluation. Pour d’autres métiers, les compétences sont déclinées, soit à travers le fonctionnement du service auquel est associé le métier, soit encore par grandes fonctions.
1. Les activités du technicien supérieur des industries plastiques EuroPlastic décrites dans le réfé-rentiel des activités ont été ainsi explicitées sous la forme de 145 compétences professionnelles détaillées ;
2. L’ensemble de ces compétences est rassemblé autour des grandes compétences fondamen-
tales appelées capacités ; ce sont les capacités qui caractérisent le métier. Elles sont ici au nombre de cinq : organiser une production, conduire une production, assurer la qualité, amélio-rer et innover et manager et animer ;
3. Les compétences élémentaires voisines sont ensuite regroupées, soit parce qu’elles s’appuient
sur des capacités à agir voisines, soit parce qu’elles sont définies en fonction d’exigences pro-fessionnelles identiques. Le noyau des compétences à évaluer - 95 au lieu de 145 - fait appa-raître trois séries de compétences :
• les COMPETENCES propres au métier : elles forment le cœur de métier de PLAS-
TURGISTE avec la vision matériaux, pièces plastiques et mise en œuvre ; • les COMPÉTENCES TRANSVERSALES non spécifiques au métier, mais nécessaires à
l’exercice du métier : c’est le cas ici des compétences liées à la fonction communi-cation ; pour d’autres métiers, ces compétences sont partie intégrante de la fonc-tion direction ou de la fonction gestion quand ces dernières ne rentrent pas elles mêmes dans les compétences liées au métier ;
• les COMPETENCES POTENTIELLES sont les compétences difficilement observables au cours de la formation et dont le résultat chez le futur diplômé n’est réellement mesurable que lorsque ce dernier est stabilisé dans la fonction qu’il occupe dans l’entreprise : une telle compétence ne peut être évaluée directement en cours de formation ; dans ce cas, la compétence constitue un objectif à atteindre.
Une compétence n’est évaluée qu’une fois et une seule : cela ne signifie nullement que plusieurs compé-tences ne sont pas mobilisables au moment de la réalisation des activités évaluées, mais ces dernières ne font pas l’objet d’une évaluation, le choix étant de n'évaluer qu'un nombre fini et identifié de compé-tences dans chaque unité de certification.
Page 6/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
L’évaluation des compétences, quel que soit le pays où elle se pratique, repose sur le tableau sui-vant adopté par l’ensemble des pays partenaire du projet EuroPlastic :
TABLEAU FINAL DES CAPACITES ET DES COMPETENCES PROFESSIONNELLES A EVALUER
Capacités
N°
Compétences à évaluer(les numéros de la seconde colonne font référence aux numéros des compétences élémentaires)
ORGANISER LA PRODUCTION
1 Définir, identifier et recenser les moyens nécessaires à l'industrialisation du pro-duit.
2 Elaborer la gamme de production (chronologie des actions, moyens matériels utili-sés, ressources humaines indispensables).
9 Définir les flux.
12-17 Vérifier et optimiser l'ensemble des paramètres de réglage et de contrôle et définir les paramètres de stabilité de la production.
25-26 Planifier la production.
28 Calculer les besoins
30 Gérer l'approvisionnement de l'îlot.
41 Définir pour chaque caractéristique et chaque paramètre : qui contrôle ? avec quel moyen ? selon quelle fréquence ?
42 Mettre en place un document permettant d'avoir une trace des contrôles.
47-48 Elaborer les procédures de vérification de la qualité de la matière à la réception et après transformation.
65 Faire assurer les opérations de maintenance planifiées.
104 Identifier les enjeux (acteurs, données économiques, délais).
CONDUIRE LA PRODUCTION
3 Réceptionner et vérifier la conformité des outillages.
4-5-6 Essayer et mettre au point l'outillage.
7 Mettre en place les équipements définis.
13 Produire une présérie.
15-53-54 Mesurer les paramètres des coûts réels de production et calculer les coûts réels.
18 Consigner les paramètres de stabilité de production.
20 Vérifier l'application rigoureuse des procédures prévues par le dossier de produc-tion et le plan qualité.
21-22 Identifier, repérer les dysfonctionnements de l’unité de production et proposer des solutions.
29 Calculer les charges détaillées (taux de charge machine).
31 Mettre en œuvre les procédures de suivi de la production.
32-33 Collecter les informations liées à la production.
43-44-58 Evaluer l'aptitude des équipements.
63-64 Déclencher les opérations de maintenance appropriées.
67 Extraire les données technologiques nécessaires à la production.
66-78 Inventorier les phases dangereuses du procédé de production au moment du lance-ment, en marche normale et pendant les étapes transitoires.
79-84 Participer à l'évaluation des risques et des nuisances en termes de santé, de sécu-rité et d'environnement.
80 Mettre en œuvre les procédures de sécurité et de protection de l'environnement.
83 Participer à la rédaction des procédures.
ASSURER LA QUALITE
Page 7/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
10 Elaborer l'ensemble des documents de fabrication, de contrôle et de suivi de la qualité.
11-46 Valider les procédures (réglages, contrôle).
14 Vérifier les capacités de production de l'îlot en termes de qualité, continuité et coûts.
19-61 Identifier les paramètres critiques de dérive.
23 Effectuer ou (faire effectuer) les contrôles exigés par le plan qualité, et ou par les défaillances avérées.
24 Proposer et ou exploiter des méthodes permettant de dresser un tableau de bord synthétique des unités de production (reporting).
39-40 Déterminer les caractéristiques du produit contrôlé et donner la visée.
45 Valider les choix (outillage, machine, matière, périphériques).
49-50-51 Analyser et résoudre les problèmes liés aux dérives et à la non qualité.
52-81 Veiller à l'application des procédures de qualité au démarrage et dans le temps.
57 Identifier les indicateurs adaptés aux objectifs visés (par exemple : TRS, ...).
82 Participer à l'analyse des incidents (et accidents).
AMELIORER ET INNOVER
16 Proposer une optimisation des coûts et/ou investissements.
27-35 Choisir les indicateurs et analyser la production.
34-36-37-38 Analyser le cahier des charges et proposer des solutions d'optimisation (y compris au client).
55 Comparer coûts prévisionnels et coûts réels.
56-59 Proposer des améliorations et décider des actions correctives appropriées.
60 Choisir les méthodes d'aide au diagnostic adaptées.
62 Mettre en œuvre les procédures et actions correctives.
68 Proposer les modifications du produit en utilisant les savoirs spécifiques du plastur-giste pour dialoguer avec le client.
69 Étudier la faisabilité et apporter des solutions techniques de plasturgiste.
70 Modifier un dessin de définition produit en fonction d'un procédé (machine, ma-tière, outillage).
71 Proposer, argumenter et valider des solutions adaptées à la réalisation correcte du produit dans le cadre fonctions outillage/machine/processus.
72 Emettre, en dialoguant avec l'outilleur, des propositions de conception ou de modi-fication afin d’optimiser l’outillage.
73 Exploiter les études et les résultats.
75-76 Proposer des études complémentaires (essais…) et des solutions correctives.
77 Proposer des modifications de l'organisation de l'îlot.
85 Participer à la veille technologique.
95 Assurer la relation avec les organisations internes et/ou externes (par exemple le Comité d’Hygiène et Sécurité et des Conditions de Travail en France).
109 Analyser des situations.
74-108-111 Rédiger un rapport technique de synthèse.
MANAGER ET ANIMER
Page 8/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
8-86-87 Affecter les personnels et organiser les équipes de l'îlot de production.
88-96 Repérer et évaluer les compétences du personnel de l'îlot.
89 Expliquer les taches de production et les consignes.
90 Identifier les besoins en formation du personnel de l'îlot.
91 Participer à l'élaboration du plan de formation pour le personnel de l'îlot.
92 Former à la maîtrise du poste de travail et au respect des consignes de sécurité.
93 Promouvoir une politique de prévention des risques et de protection de l'environne-ment au sein de l'îlot.
94-97 Vérifier la bonne exécution des tâches et le respect des consignes.
98 Veiller à la responsabilisation et à l'évolution des personnels.
99 Gérer les conflits.
100-121 Etre à l'écoute des personnels.
101 Répercuter les informations pertinentes.
102 Exercer une responsabilité hiérarchique.
103 Gérer les personnels non permanents.
LES COMPÉTENCES TRANSVERSALES COMMUNIQUER
COMMUNIQUER
105-106-115-114-125
Choisir les moyens de communication et maîtriser les outils de présenta-tion.
107 Concevoir un document de communication.
110-117 Transmettre les consignes (écrit et oral).
112-118 Présenter l'entreprise et accueillir (écrit et oral).
119 Rédiger un rapport, des schémas techniques en vue d'une présentation orale.
113-116-129 Identifier les enjeux et analyser une situation.
120-122 Rendre compte oralement.
123 Construire une argumentation.
126-127-134-135
Concevoir un document de communication en anglais.
128-133 Rendre compte par écrit en anglais.
130-137-138 Transmettre les consignes en anglais (écrit et oral).
131 Comprendre un document écrit en anglais.
132-139 Présenter l'entreprise et accueillir en anglais (écrit et oral).
136 Connaître le vocabulaire technique anglais utilisé dans le domaine de la plasturgie.
140 Soutenir une communication téléphonique simple en anglais.
124-141 Rédiger un rapport, des schémas techniques en vue d'une présentation orale en anglais.
142 Rendre compte oralement en anglais.
143-144 Comprendre une communication orale en anglais.
145 Construire une argumentation en anglais.
Les compétences potentielles signalées en italique constituent un objectif, et ne peuvent pas faire l’objet d’une évaluation. La plupart des compétences sont facilement évaluable en centre de formation ; par contre, quelques unes relèvent plus d’une observation dans le cadre d’un stage ou d’une période de for-mation en entreprise ; ces compétences sont signalées en italique dans le tableau ci-dessus.
Page 9/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
L’ensemble des situations d’évaluation et des examens du diplôme français reprend les grandes capacités autour desquelles sont regroupées les compétences professionnelles : cette évaluation est organisée sur la base de trois situations d’évaluation A, B et C (ou Contrôles en Cours de Formation – CCF) et de deux épreuves ponctuelles D et E :
• la première situation d’évaluation A – Produire en plasturgie - Conduire porte sur la prépa-ration et le lancement d’une production jusqu’à la production d’un lot de pièces conformes. Cette situation se déroule en centre de formation à la fin de première année ;
• la seconde situation d’évaluation B – Produire en plasturgie – Manager, animer porte sur le management d’un îlot ou d’un atelier de production. Cette situation se déroule en entreprise à la fin du second stage en milieu professionnel ;
• la troisième situation d’évaluation C – Produire en plasturgie – Organiser, gérer, assurer la qualité porte sur la maîtrise de la production et sa qualité. Cette situation se déroule en centre de formation à la fin de la seconde année ;
• l’épreuve ponctuelle D – Optimiser la production porte sur l’organisation et la maîtrise de la production : elle se déroule à la fin de la seconde année ;
• l’épreuve ponctuelle E – Projet Plasturgie à Caractère Industriel PPCI se déroule sous la forme d’un projet confié à une équipe d’étudiants et soutenu à la fin de la seconde année.
Le passage du tableau des compétences à évaluer aux épreuves d’examen
L’ensemble des compétences professionnelles à évaluer est réparti selon les différentes épreuves et si-tuations d’évaluation.
Par exemple, pour l’épreuve ponctuelle « D - Optimiser en plasturgie », les compétences à évaluer sont au nombre de 16 :
28 Calculer les besoins
15-53-54 Mesurer les paramètres des coûts réels de production et calculer les coûts réels.
29 Calculer les charges détaillées.
67 Extraire les données technologiques nécessaires à la production.
19-61 Identifier les paramètres critiques de dérive.
24 Proposer et ou exploiter des méthodes permettant de dresser un tableau de bord syn-thétique des unités de production (reporting).
45 Valider les choix (outillage, machine, matière, périphériques).
49-50-51 Analyser et résoudre les problèmes liés aux dérives et à la non qualité.
27-35 Choisir les indicateurs et analyser la production.
34-36-37-38Analyser le cahier des charges et proposer des solutions d'optimisation (y compris au client).
55 Comparer coûts prévisionnels et coûts réels.
68 Proposer les modifications du produit en utilisant les savoirs spécifiques du plasturgiste pour dialoguer avec le client.
70 Modifier un dessin de définition produit en fonction d'un procédé (machine, matière, ou-tillage).
72 Émettre, en dialoguant avec l'outilleur, des propositions de conception ou de modifica-tion afin d’optimiser l’outillage.
75-76 Proposer des études complémentaires (essais…) et des solutions correctives.
109 Analyser des situations.
Ces seize compétences sont associées aux savoirs suivants :
Page 10/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
o A - LES MATIERES,
o B - LES TECHNIQUES DE PRODUCTION,
o C - LES OUTILS,
o D - L'INDUSTRIALISATION,
o E - LA MAITRISE ET L'AMELIORATION DE LA PRODUCTION,
o F - L'INNOVATION,
o G - LA QUALITE,
o H - LE MANAGEMENT,
o I - LA COMMUNICATION,
o J - LA SECURITE ET LA PREVENTION DES RISQUES,
o K - LE DEVELOPPEMENT DURABLE,
o L - L’ECONOMIE
Page 11/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Compétences fondamentales
CapacitésN°
N°initial
Compétences élémentaires à évaluer A B C D E F G H I J K L
C1 CONDUIRE LA PRODUCTION
C1-5 15-53-54Mesurer les paramètres des coûts réels de production et calculer les coûts réels.
C1-9 29 Calculer les charges détaillées.
C1-15 67Extraire les données technologiques né-cessaires à la production.
C2 ORGANISER LA PRODUCTION
C2-6 28-86Calculer les besoins et mettre en adé-quation les besoins et les moyens.
C3 ASSURER LA QUALITE
C3-4 19-61 Identifier les paramètres critiques de dé-rive.
C3-6 24
Proposer et ou exploiter des méthodes permettant de dresser un tableau de bord synthétique des unités de produc-tion (reporting).
C3-8 45 Valider les choix (outillage, machine, matière, périphériques).
C3-9 49-50-51 Analyser et résoudre les problèmes liés aux dérives et à la non qualité.
A B C D E F G H I J K L
C4 AMELIORER ET INNOVER
C4-2 27-35 Choisir les indicateurs et analyser la pro-duction.
C4-334-36-37-38
Analyser le cahier des charges et propo-ser des solutions d’optimisation (y com-pris au client).
C4-4 55Comparer coûts prévisionnels et coûts réels.
C4-8 68Proposer les modifications du produit en utilisant les savoirs spécifiques du plas-turgiste pour dialoguer avec le client.
C4-10 70Modifier un dessin de définition produit en fonction d'un procédé (machine, ma-tière, outillage).
C4-12 72Emettre, en dialoguant avec l'outilleur, des propositions de conception ou de modification afin d'optimiser l'outillage.
C4-14 75-76 Proposer des études complémentaires (essais…) et des solutions correctives.
C6-19 145 Construire une argumentation en an-glais.
Ce rapprochement entre compétences et savoirs sert de « guide pédagogique » pour le formateur : c’est lui qui précise la dimension professionnelle des savoirs et des connaissances.
Page 12/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Ces seize compétences admettent bien entendu des poids différents au sein de l’épreuve, poids variable d’un auteur à un autre ou d’une session d’examen à une autre. Pour élaborer l’épreuve ponctuelle et faci-liter le travail des auteurs de sujets, le tableau des compétences est repris en indiquant pour chaque compétence à évaluer les pistes de questionnement qu’elles suggèrent en fonction des savoirs auxquels elles se rapportent :
RESSOURCES COMPETENCES INDICATEURS DE PERFORMANCES
PISTES DE QUESTIONNEMENT
• Cahier des charges fonction-nel dans sa forme simplifiée ou dé-taillée.
• Éléments fonc-tionnels.
• Produit. • Dessin de défini-
tion du produit. • Dessin de l’ou-
tillage. • Dessin des outils
des opérations annexes (mar-quage, emporte-pièce….).
• Définition du pro-cessus de fabrica-tion.
• Avant-projet. • Fiches matières.
Améliorer et Innover
• 67 Extraire les don-nées technologiques nécessaires à la pro-duction.
• 68 Proposer les mo-difications du produit en utilisant les sa-voirs spécifiques du Plasturgiste pour dialoguer avec le client.
• 70 Modifier un des-sin de définition pro-duit en fonction d’un procédé (machine, matière, outillage).
• Les fonctions sont re-connues et listées.
• Les fonctions princi-pales et de contraintes sont traduites en termes techniques, commentées, quanti-fiées et l’indicateur est suggéré ainsi que son contrôle.
• L’expression des fonc-tions est associée aux formes du produit.
• Les consignes néces-saires à la modification du dessin de définition sont opérationnelles et conduisent à une conception valide.
• Les formes et les ma-tières proposées sont pertinentes et compa-tibles avec les procé-dés de fabrications.
• Les modifications pro-posées sont perti-nentes et conduisent à respecter ou améliorer la rentabilité technique et économique du pro-cessus.
• Le produit après modi-fications est conforme à l’attente du client.
• Hiérarchisation des fonctions.
• Modification de solu-tions géométriques.
• Choix matière. • Modifications en fonc-
tion du procédé et ou du matériau.
• Analyse de moulage. • Architecture de l’ou-
tillage. • Caractéristiques ma-
chine.
Cahier des charges fonctionnel ou fonc-tions.
• Dossier produit initial.
• Dessin de défini-tion.
• Mise en situation. • Dossier technique. • Résultats de simu-
lations thermiques et rhéologiques.
• Banque de don-nées matière et outillage.
• Dessin des outils des opérations annexes (mar-quage, emporte-pièce…).
Amélioreret Innover
• 72 Emettre, en dia-
loguant avec l’ou-tilleur, des proposi-tions de conception ou de modification afin d’optimiser l’ou-tillage.
• Les contraintes ou-tillage / machine sont clairement identifiées et énoncées (rondelle de centrage, encom-brement….), elles per-mettent un interfaçage outil / machine/ pro-cessus correct.
• En fonction des simu-lations fournies, les choix effectués sont pertinents ;
• Les fonctions de l’ou-tillage sont clairement redéfinies, justifiées et optimisées ;
• Les lignes de joints sont correctement choisies et définies ;
• Le dessin des formes
• Définition des em-preintes (mise en forme).
• Analyse de simulation (thermique, rhéolo-gique,..) avec propo-sitions d’optimisation.
• Amélioration de l’éjection.
• Définition des signa-tures procédé.
• Optimisation du dé-moulage.
• Interfaçage de l’ou-tillage en fonction de la machine (asservis-sement, robotisation).
• Recherche pour opti-misation de la ciné-
Page 13/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
• Plan d’implanta-tion de l’îlot de production.
moulantes est optimisé (capable) ;
• Les zones et moyens d'éjection sont correc-tement définis ;
• Les choix technolo-giques permettant d'assurer le démou-lage, conduisent à une solution cohérente aux vues des éléments du dossier technique ;
• Les outils de communi-cation graphique utili-sés permettent le dia-logue avec l’outilleur.
matique de l’ou-tillage.
• Les procédures. • Les outils de pro-
duction. • L’îlot de produc-
tion. • Les données éco-
nomiques (quanti-té, délai, coût).
• Le cahier des charges produit.
• Les indicateurs de production.
Gérer la production
• 34 Proposer des so-lutions de résolution de problèmes
• 35 Analyser la pro-duction.
• 36 Proposer des so-lutions d'optimisa-tion.
• Les dérives de produc-tion sont analysées.
• La production est conforme en termes de qualité, coûts et délais.
• La production est opti-misée en termes de qualité, coûts et délais.
• Ilot, matériels, périphériques, matières d'œuvres.
• Dossier de pro-duction.
• Plan qualité. • Objectifs de pro-
duction. • Production en
cours ou résultats archivés d'une production réali-sée
• Cahier des charges produit.
• Tableau de bord. • Eléments de suivi
qualité (fiches de relevés, cartes…).
Conduire la production
• 19 Identifier les pa-
ramètres critiques de dérive.
• 24 Proposer et ou exploiter des mé-thodes permettant de dresser un ta-bleau de bord syn-thétique des unités de production. (en terme de logistique, de rendement, de qualité, de délais, de coûts) (Production reporting).
• 61 Repérer les dé-
rives potentiellement critiques.
• La production est as-surée en termes de qualité, quantité, dé-lais et coûts
• Les indicateurs choisis sont pertinents et cor-rectement exploités.
• La méthode appliquée est bien choisie.
• L'origine de la dérive est identifiée.
• L'analyse des pro-blèmes est réaliste.
• Les solutions propo-sées sont pertinentes.
• Analyser une carte de contrôle.
• Analyser des indica-teurs TPM.
• Analyser les retours clients.
• Cahier des charges fonction-nel.
• Normes. • Système de pro-
duction. • Moyens de
contrôle.
Assurer la qualité
• 37 Analyser le cahier des charges.
• 38 Définir les indica-teurs d’acceptation du produit.
• Les indicateurs choisis sont strictement suffi-sants pour garantir la conformité du produit par rapport au cahier des charges fonction-nel.
• Déterminer les tests à faire en fonction du cahier des charges (en lancement de production, en cours de production, avant expédition, …).
Page 14/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
• Cahier des charges fonction-nel.
• Avant projet pro-duit.
• Choix matière. • Processus. • Dessin de défini-
tion. • Dossier de pro-
duction. • Résultats des
études (méca-nique, rhéolo-gique, thermique).
• Données écono-miques.
• Suivi de produc-tion (relevé des défauts, des dé-faillances).
Améliorer et Innover
• 75 Proposer des
études complémen-taires (essais…)
• 76 Proposer des so-lutions correctives.
• Un dossier rassem-blant les informations utiles à l’amélioration de la production est constitué.
• Les améliorations pos-sibles sont détectées et des solutions à mettre en place sont proposées.
• Le processus global de production est valide et optimisé.
• Analyser des simula-tions.
• Détecter des défauts. Faire une analyse de défaillance, proposer des études complé-mentaires.
• A partir de résultats d’études, proposer des solutions correc-tives.
• Recherche des indica-teurs de contrôle.
• Cahier des charges produit.
• Résultats d’essais. • Procédé. • Dossier technique. • Dossier de suivi
de fabrication. • Dossier de suivi
qualité.
Assurer la qualitéde la production
• 45 valider les choix.• 49 Analyser les pro-
blèmes de dérives et de non qualité.
• 50 Proposer des so-lutions.
• 51 Résoudre les pro-blèmes de dérives et de non qualité.
• 61 repérer les dé-rives potentielles cri-tique
• La méthode appliquée est bien choisie.
• L’analyse des pro-blèmes et des solu-tions proposées est réaliste.
• Le problème est effec-tivement résolu.
• A partir des résultats de production, repé-rer des problèmes, et proposer des pistes de solutions: allant de l'aspect ou de la géométrie pièce….à la restructuration d'un îlot.
• Gamme du pro-duit.
• Ensemble des moyens définis.
• Définition de l’îlot de production.
• Cahier des charges produit.
• Fiches de réglage et de procédure
• Fiches de coûts constatés
• Coûts prévision-nels de produc-tion.
• Données écono-miques.
Intégrer les para-mètres économiques
• 15 Etudier l’en-semble des coûts constatés.
• 53 Mesurer les para-
mètres des coûts réels de production.
• 54 Calculer les coûts réels de production.
• 55 Comparer coûts
prévisionnels et coûts réels.
• Les éléments néces-saires à l’évaluation des coûts sont fournis (coûts pièce, investis-sements, seuils de rentabilité…..).
• Les propositions per-mettent de maintenir la performance en terme de coûts.
• Les documents prévi-sionnels intégrants les contraintes de produc-tion et de coûts sont réalisés et exploitables (coût pièce, optimisa-tion du nombre d'em-preintes, choix d'appa-reillages, calculs de déchets.).
• Calculs, origine, ré-partition et diminu-tion de coûts.
• Incidence sur les marges et calcul de rentabilité et ou in-vestissement.
• Optimisation des moyens par les coûts.
Page 15/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
• Le cahier des charges produit.
• Les outils de pro-duction.
• Les données éco-nomiques (quanti-té, délai, coût).
• L’îlot de produc-tion.
• Dossier de pro-duction.
• Contraintes di-verses (gestion du personnel, régle-mentaires….).
• Moyens humains et matériels.
Gérer la production
• 27 Choisir les indica-teurs.
• 28 Calculer les be-soins.
• 29 Calculer les charges détaillées.
• 86 Mettre en adé-quation les besoins et les moyens
• 109 Analyser la si-tuation.
• Le planning prévision-nel est réaliste.
• La production livrée est conforme en termes de quantité, coûts et délais.
• L'organisation propo-sée est justifiée, réa-liste et optimale.
• Les bonnes personnes sont à la bonne place.
• La production est as-surée en termes de qualité, coût et délais.
• Les compétences des personnels pour le fonctionnement de l'îlot sont identifiées et définies.
• Gantt. • PERT. • MRP. • Définition et organi-
sation d’un poste de travail.
Cette approche à travers la notion de compétence a servi de guide tout au long de la construction du di-plôme EuroPlastic. Utilisée dans la formation, elle permet de construire les savoirs, les savoir faire et les attitudes autour de réalités professionnelles sans s’en écarter :
• Pour le formateur, elle permet d’accorder « l’étendue » des savoirs avec ses pratiques pédago-giques à travers une approche professionnelle depuis la définition des activités jusqu’aux exi-gences ;
• Pour l’évaluateur, elle permet d’accorder les critères d’évaluation au niveau des exigences glo-bales exprimés par les professionnels.
Ce concept de compétences se généralise de plus en plus dans les pays développés : il est à la base des « Recommandations du Parlement Européen et du Conseil sur les compétences clés pour l’éducation et la formation tout au long de la vie » (10/XI/2005) et plus récemment des « Recommandations du Haut Conseil de l’Education pour le socle commun » (23/III/2006). Il est repris aujourd’hui presque unanime-ment dans des pays aux systèmes éducatifs aussi diversifiés comme la Grande Bretagne ou les Etats-Unis et les pays d’Europe.
UN PAYSAGE DE LA PLASTURGIE EN PLEINE MUTATION
En France, comme dans le reste de l’Europe, la plasturgie doit faire face à de très importantes mutations qui sont plus d’ordre économique que d’ordre technologique comme la mondialisation des échanges, l’ac-cession des pays nouvellement industrialisés aux technologies de la plasturgie ou les conséquences des nouvelles politiques en matière d’environnement et de développement durable.
Ces évolutions se caractérisent par :
• Un rapprochement géographique des entreprises avec les donneurs d’ordre (industries automo-bile, agroalimentaire…) contraignant les entreprises à se « délocaliser » : bascule des centres in-dustriels vers l’ouest ou le nord de la France, création d’entreprises dans les pays de la Commu-nauté européenne, recherche d’implantation hors Europe ;
• Une restructuration des entreprises entraînant leur regroupement, voire leur fermeture lorsque les difficultés de reprises sont importantes ;
• Un développement et la création de nouvelles entreprises dans les secteurs à forte valeur ajou-tée:
o développement de matériaux nouveaux (bioplastiques, composites…) ; o déploiement et adaptation des procédés à des matériaux nouveaux ; o automatisation des procédés de production.
Il en résulte une répartition différente des tâches dans les entreprises : le diplômé de plasturgie n’oc-cupe plus une position centrale dans l’organisation du travail des entreprises : ses activités sont davantage tournées vers la maîtrise de la production ; il participe à l’optimisation et à l’innovation sans être le porteur des projets.
Parallèlement, l’industrie française de la plasturgie se heurte à quatre handicaps majeurs :
• La filière est dominée par les fournisseurs de matières premières et les donneurs d’ordres qui, sans s’impliquer réellement dans le métier de la transformation, exercent de fortes pressions sur
Page 16/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
l’équilibre financier des transformateurs, avec pour conséquences des marges insuffisantes ne permettant pas à ces derniers d’engager les ressources nécessaires pour le développement de l’innovation. Cette faible implication d’une partie de la profession conduit à un déséquilibre des structures, un manque de leadership et une absence de vision stratégique.
• La France comme le Royaume-Uni ou l’Italie se caractérise par un positionnement stratégique « médiocre », intermédiaire entre celui des pays à faible coûts d’exploitation comme les pays de l’est de l’Europe ou l’Espagne et celui des pays innovants comme l’Allemagne ou les Etats-Unis.
• La plasturgie présente un faible pouvoir d’attraction qui limite le recrutement de ressources quali-fiées : l’industrie des plastiques véhicule une image peu valorisante, floue et remplie de percep-tions qui lui sont plutôt défavorables : environnement et conditions de travail, faible valorisation des emplois, faibles possibilités d’avancement, rémunération non concurrentielle.
• La prise en compte de la qualité de l’environnement est devenue une des préoccupations ma-jeures des sociétés modernes qui se traduit par un foisonnement réglementaire. Contrairement aux pays du nord de l’Europe où l’application des normes est plus pragmatique, les directives eu-ropéennes environnementales sont appliquées en France de manière stricte de telle manière que la plasturgie française est totalement soumise à cette réglementation qui handicape à court terme la compétitivité des industriels.
UNE VISIBILITÉ RÉDUITE
Ce paysage « composite » a pour résultat de brouiller l’image des industries plastiques, et pour consé-quence immédiate d’entraîner des difficultés de recrutement dans la filière plasturgie quel que soit le ni-veau du diplôme. Ces difficultés touchent aujourd’hui l’ensemble des lycées et des centres de formation par apprentissage : l’application systématique des nouvelles procédures d’orientation et la concurrence exacerbé entre les différentes spécialités ou diplômes a pour effet de limiter la zone de recrutement des établissements avec un recrutement extérieur insuffisant et une « qualité des élèves » plus irrégulière. Les élèves accueillis sont de moins en moins nombreux à avoir choisi volontairement cette filière : leur niveau général est très différent des élèves accueillis il y à quelques années, en particulier au niveau du BTS, avec des objectifs professionnels et des représentations très incertaines du métier qu’ils exerceront plus tard.
Ce bilan global mitigé de la filière plasturgie n’est pas mobilisateur : il accentue les contradictions et stig-matise les perceptions du métier de « plasturgiste » tant au niveau des apprenants - les étudiants - que des enseignants, les professeurs.
La formation et l’initiation à un métier sont au cœur des préoccupations de la jeunesse. Il y a dans ce do-maine peu de sujets sur lesquels les jeunes ne possèdent pas aujourd’hui des idées : que ce soit sur un enseignement, sur une pratique professionnelle ou sur un métier, des représentations forgées de manière non volontaire se construisent au gré des rencontres chez les apprenants. Ces images resurgissent in-consciemment au moment de l’acquisition des compétences dans l’apprentissage des concepts, des sa-voirs ou des attitudes : les apprentissages sont ainsi « pollués » par des perceptions erronées ou par-tielles que les jeunes véhiculent autour des compétences à travers la vision qu’ils construisent autour d’un métier. Ces représentations conservent longtemps une certaine stabilité dans les esprits jusqu’à ce qu’elles soient remplacées par de nouvelles : l’apprentissage d’un savoir ou l’acquisition d’un savoir faire va ainsi dépendre de la « persuasion de l’enseignant » et de sa capacité à remplacer ces images « origi-nelles » par des représentations plus conformes aux réalités scientifiques et technologiques.
Pour faire accéder les apprenants à ces savoirs, l’enseignant ne peut plus se contenter d’apporter une ex-plication solide aux phénomènes étudiés ou même d’argumenter sur la base d’une simple confrontation avec la réalité : bien présenter une « somme de connaissances » à un élève ne suffit plus pour que ce dernier la comprenne et l’intègre spontanément ; il faut engager une suite de renégociations et de rup-tures, apporter une certaine forme de contradiction et proposer des situations qui vont à l’encontre de ce que pensent déjà les apprenants ; il s’agit en quelque sorte de bousculer les idées et les représentations reçues pour mieux les reconstruire. Ne pas prendre compte cette réalité, c’est prendre le risque que les savoirs et les situations enseignés glissent sur les élèves sans les concerner : c’est à l’enseignant qu’il revient d’amener l’apprenant à dépasser son niveau de pensée.
Cette contrainte pédagogique nouvelle est une raison supplémentaire pour repenser l’ensemble des en-seignements non pas en termes de savoirs, mais en termes de compétences afin d’amener l’élève à réflé-chir sur ces propres attitudes pour qu’il cesse de retenir des images stéréotypées sans aucune logique ou sans lien avec l’exercice réel d’un métier.
Les enseignants, eux mêmes, possèdent leurs propres représentations et, comme les élèves, utilisent des modèles pour expliquer la réalité : ces modèles touchent l’ensemble des domaines scientifiques et tech-nologiques ou professionnels. Chez l’enseignant, ces représentations restent étroitement liées aux spécia-lités et aux disciplines autour desquelles sont construits les enseignements ; chez les professeurs des dis-ciplines technologiques et professionnelles, ces représentations sont souvent attachées aux réalités in-dustrielles rencontrées dans les entreprises avec lesquelles ils sont en relation : dans ce dernier cas, ces
Page 17/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
représentations « locales » sont rarement erronées, mais peuvent être décalées par rapport à une vision plus générale, souvent plus conforme à la diversité des situations professionnelles réelles. A une époque où les mutations technologiques et économiques sont rapides, il est important que les enseignants veillent à élargir et adapter leurs représentations aux réalités industrielles afin d’actualiser en perma-nence leurs perceptions.
Images erronées, perceptions décalées, il est important que chaque enseignant prenne conscience de l’existence et de la diversité de ces représentations à la fois, chez l’apprenant et chez lui-même, afin qu’il ne renforce pas ou ne transmette des représentations non-conformes, principalement lorsque ces représentations sont attachées à des valeurs ou des attitudes professionnelles. Apprendre, enseigner, c’est prendre conscience et faire évoluer ses propres représentations et celles de ses étu-diants.
LE PROFIL DU TECHNICIEN DES INDUSTRIES PLASTIQUES
Le profil du technicien des industries plastiques EuroPlastic est celui d’un technicien et d’un manager opé-rationnel : des connaissances plasturgistes solidement établies, une approche à la fois pratique et prag-matique des différentes étapes qui concourent à la production depuis le montage et le réglage des ou-tillages jusqu’au management des hommes et une mobilité dans l’esprit et dans les faits, telles sont les caractéristiques essentielles du technicien supérieur dans les entreprises européennes de plasturgie :
• le technicien supérieur des industries plastiques EuroPlastic exerce principalement son activité dans les entreprises industrielles de plasturgie : dans les petites entreprises, il assure la coordina-tion et la gestion de l’atelier de production ; dans les moyennes et les grandes entreprises, il est responsable et anime un îlot de production.
• il est associé et participe aux différentes phases de la production, depuis son organisation et son lancement jusqu’à son suivi.
• il maîtrise l’ensemble de la chaîne de production et de son environnement : il est garant de la « bonne pratique » des personnels et des équipements dans le respect des indicateurs de perfor-mance imposés par les conditions techniques et économiques de la production et le respect des mesures de prévention des risques industriels et de protection de l’environnement.
• il assure la gestion optimale de la production et de la qualité des produits fabriqués dans le res-pect du cahier des charges et des normes de production.
• il concourt à l’amélioration continue du procédé de fabrication : c’est un acteur important dans la résolution des problèmes liés à la production et sa contribution est déterminante dans la re-cherche des solutions.
• il contribue à maintenir le haut degré de performance de la chaîne de production.
• il participe aux échanges de l’entreprise et constitue un interlocuteur potentiel des clients de l’en-treprise, capable de prendre en charge et de satisfaire leur demande.
• il est une force de propositions dans l’aventure du produit et dans l’organisation de la production : choix des matières, conformation des produits, modifications des outillages, amélioration des pro-cessus de production, respect de la qualité, respects des délais et des coûts.
• il participe à l’organisation de la production et à la gestion des projets. Il contribue à la prévention des risques professionnels, à la protection de l’environnement et à la sécurité des personnes et des équipements.
• ses connaissances industrielles s’appuient sur des savoirs scientifiques et technologiques associés étroitement à des savoirs pratiques.
• ses compétences en communication et ses qualités humaines lui permettent d’assurer le rôle d’animateur et de management capable d’entraîner les personnels de son équipe : valorisation des compétences, capacité à prévoir, gestion des hommes, échange de l’information, démarche de progrès, adaptation aux évolutions économiques et sociales.
Le brevet de technicien des industries plastiques EuroPlastic repose sur trois concepts forts : produire, optimiser et innover. Ces trois concepts sont apparus comme indissociables au fur et à mesure de la construction du diplôme et ils sont associés tout au long du curriculum depuis le référentiel des activités et des compétences jusqu’au règlement d’examen. Le référentiel d’activités replace exactement le contexte de ces trois concepts à travers la production, sa maîtrise et son optimisation.
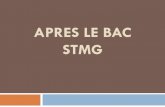
La plasturgie peut se définir comme « l’art » qui permet de passer du granulé au produit. Cette science de la plasturgie s’articule autour des trois concepts interactifs les matériaux, la pièce plastique et la mise en œuvre, trois notions essentielles placées à la fois dans le triangle de la qualité et liées au contexte économique contraignant des coûts de production.
L’optimisation ne peut se concevoir que par une savante interaction entre ces cinq items. Il peut être
Page 18/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
séduisant dans une analyse plus restreinte de substituer au couple pièce plastique/mise en œuvre le couple outillage/procédé : la notion de « pièce plastique » englobe à la fois les notions sur les maté-riaux et les outillages, les propriétés de la matière et les caractéristiques de l’outillage ; elle inclut aussi la qualité et la maîtrise des coûts qui s’y rapportent directement. L’optimisation d’une pièce plastique ne se réduit pas à l’optimisation de la production, mais les contraintes économiques restent continuellement présentes quel que soit le processus d’optimisation ou d’innovation.
L’innovation résulte de la même démarche avec d’une part, une « pression » moins forte des coûts de production lorsque le processus d’innovation est lancé, et d’autre part une répartition précise par spéciali-tés et par spécialiste des tâches qui concourent à l’innovation. Avec ses connaissances technologiques, la mise au point et l’adaptation de la production reviennent naturellement au plasturgiste : le plasturgiste est au cœur du processus d’innovation sans en être toutefois l’initiateur et le seul acteur.
Lorsque la maîtrise des coûts de production devient l’unique contrainte, c’est l’approche « financière » qui prédomine. Les caractéristiques de la pièce plastique sont alors absentes de la problématique dominante dont le résultat peut conduire à terme à la délocalisation d’activités : la globalité de ce schéma résume la réalité et les enjeux de la plasturgie ; il doit être au cœur des préoccupations des enseignements.
2. ORIENTATIONS PÉDAGOGIQUES ET ORGANISATION DES ENSEIGNEMENTS
Ce chapitre traite des principales évolutions et du sens des enseignements proposés dans le nouveau ré-férentiel.
Ce programme a été élaboré en concertation avec les inspections générales de lettres, anglais, et sciences physiques. Il vise un équilibre entre les bases que tout diplômé à bac +2, du domaine des sciences et techniques industrielles, doit posséder et les concepts et outils que le technicien des indus-tries plastiques doit maîtriser.
2.1. PREAMBULE AUX ORIENTATIONS PÉDAGOGIQUES ET ORGANISATION DES ENSEI-GNEMENTS DE CULTURE GENERALE ET EXPRESSION ET DE LANGUE VIVANTE ETRANGERE
Le titulaire du brevet de technicien supérieur des industries plastiques doit développer des compétences générales en communication, aussi bien en français qu’en anglais.
• Il sera amené à animer une équipe, à rédiger des documents et à dialoguer avec les différents services de l'entreprise ainsi qu'avec les clients et les fournisseurs.
• La maîtrise de la langue anglaise est incontournable, aussi bien écrite pour la lecture de docu-ments, qu’orale pour les relations avec les services étrangers.
Page 19/ 86
la pièceplastique
lesmatériaux
la miseen œuvre
lescoûts de
production
LA QUALITE

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Extraits du profil du technicien supérieur des industries plastiques europlastic:
• le technicien supérieur des industries plastiques EuroPlastic exerce principalement son activité dans les entreprises industrielles de plasturgie : dans les petites entreprises, il assure la coordina-tion et la gestion de l’atelier de production ; dans les moyennes et les grandes entreprises, il est responsable et anime un îlot de production.
• …• il participe aux échanges de l’entreprise et constitue un interlocuteur potentiel des clients de l’en-
treprise, capable de prendre en charge et de satisfaire leur demande.• …• ses compétences en communication et ses qualités humaines lui permettent d’assurer le rôle
d’animateur et de management capable d’entraîner les personnels de son équipe : valorisation des compétences, capacité à prévoir, gestion des hommes, échange de l’information, démarche de progrès, adaptation aux évolutions économiques et sociales.
Le stage « ouvrier » a pour vocation de mailler enseignement général et enseignement profession-nel à travers des activités professionnelles. Le contrôle en cours de formation est de nature à valider ici, notamment, la communication orale y compris en langue anglaise.
La capacité du candidat à communiquer oralement, en français et en anglais, est évaluée au moment de la soutenance du rapport effectué par l’étudiant à l’issu du stage « ouvrier » qui se déroule à la fin de la première année de formation (durée 2 semaines). Ce rapport de 15 à 20 pages, remis un mois après la rentrée en deuxième année de formation, porte sur l’entreprise d’accueil. C’est une présentation « origi-nale » de l’entreprise avec la description des enjeux technologiques et économiques, et non une compila-tion de documents. Ce document comporte en outre un résumé en anglais de 5 pages.
Les enseignements de communication - animation assurées conjointement par un enseignant de français et un enseignant de l'équipe pédagogique de plasturgie (0,5 h en 1ère et 2ème année) et conjointement par un enseignant d’anglais et un enseignant de l'équipe pédagogique de plas-turgie (0,5 h en 1ère année) permettent d’asseoir ces compétences transversales souhaitées par les représentants de la profession.
2.2. CULTURE GÉNÉRALE ET EXPRESSION
L’objectif de l’enseignement du français est de donner aux étudiants la culture générale dont ils auront besoin dans leur vie professionnelle et dans leur vie de citoyen et de les rendre aptes à une communica-tion efficace à l’oral et à l’écrit.
Il faut noter que les professeurs de français pourront avantageusement s’aider de la norme internationale ISO 5966 portant sur la documentation et la présentation des rapports scientifiques.
Si cette norme propose un cadre qui peut sembler rigide, elle présente l’avantage de fournir à des étu-diants habitués aux contraintes normatives, une démarche qui peut être à la base d’une bonne structura-tion de leur rapport.
Les compétences professionnelles à développer et à évaluer au travers de l’épreuve de culture gé-nérale et d’expression sont les suivantes :
107 Concevoir un document de communication.
113-116-129 Identifier les enjeux et analyser une situation.
120-122 Rendre compte oralement.
123 Construire une argumentation.
2.3. LANGUE VIVANTE ÉTRANGÈRE : ANGLAIS
La pratique de l’anglais dans des situations professionnelles est une exigence de plus en plus affirmée en entreprise.
Comme cela est précisé dans les objectifs du programme, cet enseignement vise essentiellement à ren-forcer la capacité des étudiants à comprendre, parler, lire et écrire la langue anglaise dans une situation quotidienne et professionnelle.
On s’attachera à satisfaire les besoins spécifiques à l’activité professionnelle courante et à l’utilisation de la langue anglaise dans l’exercice du métier.
Les compétences professionnelles à développer et à évaluer au travers de l’épreuve de langue vi-vante étrangère (anglais) sont les suivantes :
Page 20/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
126 -127134 -135
Concevoir un document de communication en anglais.
128 -133 Rendre compte par écrit en anglais.
131 Comprendre un document écrit en anglais.
132 -139 Présenter l'entreprise et accueillir en anglais (écrit et oral).
136 Connaître le vocabulaire technique anglais utilisé dans le domaine de la plasturgie.
140 Soutenir une communication téléphonique simple en anglais.
124 -141 Rédiger un rapport, des schémas techniques en vue d'une présentation orale en anglais.
142 Rendre compte oralement en anglais.
143 -144 Comprendre une communication orale en anglais.
145 Construire une argumentation en anglais.
2.4. SCIENCES PHYSIQUES
La croissance très rapide du secteur de la plasturgie, l’introduction sur le marché de nouvelles matières plastiques, de critères de performance, l’évolution technologique des machines de transformation, l’avè-nement de l’automatisation, exigent de la part du technicien une adaptabilité accrue. Le développement de cette capacité passe nécessairement par une formation scientifique.
Ce programme de sciences est fondé sur les lignes directrices suivantes : o Centrer l’enseignement sur les connaissances essentielles que doit posséder le technicien en plas-
turgie.o Donner des éléments de culture scientifique qui lui permettent une vision rationnelle des dé-
marches entreprises dans la pratique quotidienne de son métier ; l’enseignement est donc profon-dément ancré sur l’environnement quotidien de plasturgie.
o Renforcer la corrélation de l’enseignement de physique-chimie avec celui des disciplines technolo-giques, en prenant appui sur la résolution de problèmes réels.
Cet enseignement veut donc essentiellement former au raisonnement : il doit permettre au futur techni-cien de déceler les phénomènes sous jacents aux problèmes réels puis de savoir utiliser des modèles simples permettant leur interprétation et leur résolution. Il s’agit donc de développer la capacité de lier des modèles scientifiques à des situations globales. Pour cela, on valorisera au cours des apprentissages les activités de modélisation en utilisant un va et vient entre la situation concrète et le modèle choisi. On montrera clairement que le modèle n’est pas la réalité, mais qu’il est une image simplifiée construite afin d’expliquer certains faits, d’en prévoir d’autres et de pouvoir agir sur les évènements.
C’est essentiellement au travers d’activités, avec emploi aussi souvent que possible d’une démarche ex-périmentale, que cet enseignement des sciences physiques et chimiques veut former à la rigueur, à la critique, à l’honnêteté intellectuelle : les étudiants peuvent en effet développer leur pensée logique en observant, en formulant des hypothèses et en les confrontant aux faits.Il est donc abordé par des exemples concrets pris dans l’univers de plasturgie et, par exemple, forme au bon usage des produits chimiques et des objets techniques que le technicien peut être amené à utiliser dans le monde industriel.Les réactions qui sont à la base de la préparation des matières utilisées, comme celle de dégradation, sont étudiées afin de permettre toute initiative dans une démarche qualité ou dans une démarche d’inno-vation.
L’enseignement devra intégrer au mieux les techniques actuelles d’information et de communication. L’ordinateur (et système d’acquisition associé) est un outil privilégié pour la saisie, le traitement des données ainsi que pour la simulation. Cependant, l’enseignant veillera à ne pas le substituer à l’expé-rience directe.Du point de vue de la démarche, l’enseignant s’attachera à introduire les différentes notions du pro-gramme à partir d’une situation réelle prise dans l’univers familier du technicien de plasturgie.
Des activités de synthèse permettront de dépasser l’acquisition ponctuelle et de généraliser les notions appréhendées.
Commentaires
Partie Chimie
Dans un souci d’harmonisation de l’enseignement des sciences avec celui de la plasturgie, il est demandé aux enseignants de sciences physiques et chimiques d’aborder le plus rapidement possible les notions fondamentales associées aux matières plastiques, de manière à ce qu’elles puissent être immédiatement intégrées dans les enseignements de plasturgie. De même les enseignements de chimie relatifs aux ma-tières plastiques seront menés de manière coordonnée avec les enseignants des disciplines technolo-giques et professionnelles.
Page 21/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Notions fondamentales de chimie générale
Cette partie permet de donner les bases générales de la chimie et de la compréhension des systèmes chi-miques que le technicien en plasturgie aura à utiliser dans la pratique quotidienne de son métier :
• Les liaisons chimiques, les liaisons intermoléculaires, nécessaires pour appréhender les modèles chimiques lui permettant de « concrétiser » ces systèmes (molécules, structure ionique, mé-taux, structure cristalline, structure amorphe), les différentes énergies mises en jeu dans la pré-paration des polymères et dans les transformations des polymères.
• Les réactions chimiques et les études quantitatives s’y référant (écriture de l’équation d’une ré-action, quantité de matière, obtention de solutions, réaction totale, équilibre chimique, cinétique chimique et rendement).
Cette étude permettra non seulement de faire la distinction entre le phénomène de réaction chimique et la mise en solution d’un corps, mais aussi d’introduire les notions de catalyseur et plus tard d’initiateur, au cours de l’étude des mécanismes de polymérisation.On pourra mentionner alors la préparation des monomères indiqués dans le programme.
Les dosages
La définition des acides et des bases, des oxydants et des réducteurs, permettra la réalisation de do-sages. Ceux-ci introduiront les différents indices utilisés pour prédire le comportement et les propriétés de certains polymères ainsi que la méthode de détermination expérimentale d’une masse molaire moyenne en nombre dans le cas d’un polyester ou d’un polyamide par exemple.On pourra former le futur technicien à la résolution de problèmes concernant les matières en exploitant des protocoles d’essais normalisés.Une fois l’étude des dosages chimiques faite, on étendra cette notion de dosage aux dosages spectropho-tométriques.
Notions fondamentales de chimie organique
• On se limitera à la présentation des différentes fonctions mentionnées dans le programme, de leur groupe caractéristique et de la nomenclature de ces fonctions. La stéréochimie sera abordée lors de l’étude des alcènes et permettra d’introduire la stéréo isomérie Z et E, ce qui facilitera l’étude des stéréo isomères macromoléculaires (atactique, syndiotactique et isotactique).
• L’étude des principaux types de réactions sera faite de manière à permettre la compréhension des réactions de polymérisations par addition ou par condensation.
• La spectrophotométrie infrarouge sera utilisée pour reconnaître les fonctions des réactifs et des produits d’une réaction de polymérisation.
Chimie des polymères
Certaines notions abordées dans ce chapitre seront à ventiler dans les parties I, II et III, de manière à l’alléger et aussi de manière à ce que les étudiants les utilisent le plus tôt possible dans les matières pro-fessionnelles (monomères, macromolécules, homo et copolymères, matières plastiques, additifs, cataly-seurs, équations de réactions de polymérisation, macromolécules linéaires, ramifiées, réticulées, tridi-mensionnelles, thermoplastiques, thermodurcissables, thermodurs, élastomères, copolymères, cristallini-té, amorphisme, températures de transition vitreuse et de fusion, grandeurs moyennes…)
Les relations structure/propriétés, les dégradations lentes, les principaux types d’additifs et les problèmes liés à leur utilisation pourront être abordés au moment de l’étude des différentes matières plastiques au programme.
Les matières plastiques
L’étude se bornera aux matières PE, PP, PVC, PVAC, PVAL, PS et ses copolymères, PMMA, PTFE, polyes-ters saturés et insaturés, PC, PA, phénoplastes et aminoplastes, POM, PUR, silicones et ionomères à structure simple. On pourra profiter de l’étude de ces matières plastiques pour effectuer des travaux pratiques comme l’ex-traction de plastifiant d’un PVC, la synthèse d’un polymère par polymérisation en chaîne (comme le PMMA ou le PS), celle d’un polyamide…
Page 22/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Prévention des risques professionnels
On appréhende le plus tôt possible les notions de toxicologie, d’écotoxicologie, d’indicateurs de nocivité et de pollution. On s’attachera ensuite à utiliser systématiquement les documents sur la toxicité des ma-tières (monomères, polymères, solvants et adjuvants) pour sensibiliser les futurs techniciens aux risques liés à l’utilisation de ces matières et donc aux différentes préventions possibles. Cette démarche s’inscrit dans une politique d’éducation à l’environnement et au développement durable.
Partie Physique
Thermodynamique
Température et dilatation
Après avoir posé le problème de la transformation de la matière plastique, le premier chapitre précise la notion de température d’un objet, les points fixes suivant l’échelle utilisée et la méthode de mesure d’une température dans un atelier. On s’intéresse à la dilatation volumique normale d’un solide et on définit le coefficient de dilatation volumique moyen. On en déduit simplement la relation donnant le nouveau vo-lume en fonction de la variation de température. L’étude d’une barre longue permet d’amener le modèle de dilatation linéaire et de définir un coefficient de dilatation linéique moyen relié au coefficient de dilatation volumique. Quelques ordres de grandeur sont donnés concernant la variation relative du volume d’un solide, d’un fluide (liquide, gaz) pour une variation de température de 10°C. On pourra ici rappeler la loi des gaz par-faits.L’évolution du volume massique avec la température suivant que le solide est cristallin ou amorphe per-met d’expliciter le problème du retrait d’une matière plastique (semi-cristalline ou amorphe) ainsi que les possibilités de remédiation. On termine par l’interprétation microscopique des températures caractéris-tiques des polymères.
Énergie et température, Énergie et changement d’état
On parlera d’abord de conservation d’énergie pour un système isolé puis d’énergie reçue ou cédée par les sous systèmes (plutôt que d’algébriser la grandeur énergie) en observant leurs variations de température et on donne l’unité d’énergie. On définit en particulier l’enthalpie et l’enthalpie massique d’une matière ainsi que la capacité thermique massique. L’étude énergétique du changement d’état vise à introduire la chaleur latente. Les différentielles pourront être avantageusement remplacées par des variations. L’analyse des courbes cp(T) et h(T) permet de re-pérer fusion et transition vitreuse des matières ; le principe simplifié de l’analyse thermique différentielle est donné. Quelques courbes sont étudiées afin de repérer les phénomènes de transition vitreuse, fusion et dégradation.Il s’agit ensuite de raisonner de façon plus globale en terme d’échanges d’énergie par unité de temps pour calculer, lors d’une transformation donnée, la puissance transférée par conduction, par convection et par rayonnement dans un régime permanent. La puissance et son unité sont explicitées avant de défi-nir la conductivité thermique, de donner des ordres de grandeur pour une matière plastique non expan-sée et expansée. La notion de résistance thermique peut être abordée au travers d’une analogie élec-trique. Concernant le rayonnement, on explicite la puissance rayonnée par un corps à la température T placé dans un milieu ambiant de température T0 par :
)T40T4.(.S.rayP −= σα
et on définit chacun des termes de cette expression ainsi que le modèle du corps noir.Le régime non permanent sera étudié dans le cas du refroidissement d’une pièce thermoplastique obte-nue par injection, de façon à définir la grandeur diffusivité et à comprendre le calcul (par l’intermédiaire d’un modèle) du temps de refroidissement à cœur. Le professeur veillera à ce que l’élève sache appliquer la formule donnée soit pour déterminer un temps de refroidissement, soit pour déterminer la valeur de la température à cœur. On pourra ici privilégier les raisonnements à partir de graphes donnés ainsi que l’utilisation du tableur.
Énergie et réaction chimique
On définit les réactions exothermique et endothermique à partir d’exemples concrets. On s’intéresse à l’énergie de liaison covalente, puis on montre que la variation d’enthalpie molaire standard d’une réaction peut se calculer à partir des énergies de liaison covalente. Une application simple concernera les combus-tibles. On pourra parler de combustion complète d’un hydrocarbure et du pouvoir calorifique d’un com-bustible pour terminer sur une voie de recyclage des matières plastiques.
Page 23/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Optique
Propriétés des ondes électromagnétiques
On définit le modèle ondulatoire de la lumière en explicitant les termes : onde électromagnétique, fré-quence et période d'une onde électromagnétique. On introduit ensuite les notions de :
• Vitesse de propagation d'une onde électromagnétique.• Longueur d'onde d'une onde électromagnétique.• Indice de réfraction d'une matière.
Puis on passe au modèle particulaire de la lumière et à l’énergie d'un photon associé à une onde électro-magnétique.On donne les domaines de longueur d'onde de la lumière visible, du rayonnement infrarouge et du rayon-nement ultraviolet et leurs propriétés.Après observation d’une expérience simple, on définit l’expression « lumière polarisée ». On énonce la loi de Malus : I = I0 x (cos α)2 et l’on donne la signification de I0, I et α.On observe entre polariseurs croisés une matière isotrope, une matière anisotrope. On montre que l’ob-servation donne des indications sur la structure microscopique de la matière plastique.
Réflexion et réfraction, image d'un objet
Les phénomènes sont introduits le plus simplement possible pour expliquer la propagation de lumière monochromatique à travers des objets comme le prisme ou la fibre optique. Des travaux pratiques sont effectués sur ces deux éléments. On définit objet et image pour une lentille mince et pour le miroir plan. On définit également les foyers, la distance focale et la vergence d’une lentille sphérique mince. On donne la relation de conjugaison des lentilles sphériques minces (bien définir la convention de signe) ainsi que la méthode de construction géométrique associée.Le grandissement, le grossissement d’un système optique sont différenciés. L’exemple de la loupe permet d’introduire le modèle à deux lentilles du microscope.
Spectrophotométrie
On commence par la notion de milieu dispersif en observant l'effet d'un prisme constitué d'un milieu dis-persif sur la lumière blanche. Spectres d’émission et d’absorption sont observés et interprétés par le mo-dèle des états de l’atome pour ensuite comprendre la perception de la couleur d’un objet. On pourra par-ler de couleur primaire (bleu, vert, rouge), de couleur secondaire (cyan, jaune, magenta), puis définir une couleur blanche, une couleur noire.Les grandeurs absorbance et transmittance sont introduites pour commenter des spectres simples (no-tamment d’absorption) pour un objet transparent et incolore, puis pour un objet transparent et coloré et pour un objet opaque.La loi de Beer Lambert peut alors être étudiée en explicitant l’évolution de l’absorbance avec l’épaisseur d’un objet ou avec la concentration en matière absorbante de l’objet.On peut donner le schéma général d’un spectrophotomètre d’absorption et expliquer pourquoi la spectro-photométrie infrarouge permet la reconnaissance d’une matière plastique.
Électricité
Mesures électriques en courant continu
On redéfinit la nature du courant électrique, les concepts de tension, de différence de potentiel, d’intensi-té, de masse dans un circuit électrique. On revoit les lois des mailles, des nœuds. On s’attachera ici à introduire les notions principales de sécurité électrique. Dans le cadre d’une dé-marche qualité pour une production donnée, on explicite aussi le rôle des capteurs et les qualités re-quises à partir d’exemples : capteur optoélectronique, capteur de pression, capteur thermoélectrique, jauge extensiométrique, puis l’amplificateur opérationnel est naturellement adjoint puis étudié au travers des montages comparateur, suiveur de tension et amplificateur de tension.
Circuits monophasés en alternatif
On définit rapidement ce qu’on entend par : ligne monophasée, tension alternative sinusoïdale, tension crête, pulsation, période et fréquence d'une tension alternative sinusoïdale, phase à l'origine. On passe ensuite aux notions de tension moyenne, tension efficace. On s’intéresse à la relation entre les valeurs crête et efficace d'une tension alternative sinusoïdale et on montre comment faire une mesure de tension moyenne, de tension efficace, d’intensité moyenne, d’intensité efficace, de résistance, avec un contrôleur numérique. On utilise l’oscilloscope pour étudier une tension périodique (branchement, valeur crête, pé-riode...) On définit ensuite rapidement l’impédance d’un dipôle RLC série à partir des cas particuliers : résistor, bobine parfaite, condensateur parfait et on donne la phase de la tension par rapport à l’intensité dans les mêmes cas.
Page 24/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Le but est d’amener la notion de puissance électrique (moyenne) ou puissance active en tension alterna-tive sinusoïdale monophasée. Qu’est ce alors qu’un facteur de puissance ? Qu’est ce qu’une puissance ré-active Q et une puissance apparente S dans un circuit RLC puis dans un circuit quelconque ? Comment mesure-t-on ces puissances actives et réactives ? On peut expliquer que les gros consommateurs d’élec-tricité ont un compteur qui mesure P et Q pendant les heures pleines et en hiver. Le distributeur fait payer la puissance P mais il doit offrir la part de la puissance réactive égale à 40% de P. Il facture donc (Q – 0,4P) aux prix du kVARh qui est 5 fois moins cher que le kWh.Si Q est inférieur à 0,4P, le client ne paie rien.
Circuits triphasés en alternatif
On définit tension simple et tension composée dans le cas d’un circuit alimenté en tension triphasée équi-librée et on précise comment se notent les 3 tensions simples et les 3 tensions composées. On donne ra-pidement la relation entre la valeur efficace d’une tension simple et celle d’une tension composée.On représente les différents types de montage avec leur symbole : montage étoile avec neutre et mon-tage triangle en tension triphasée équilibrée. On précise dans quel cas on peut supprimer le fil neutre. On établit rapidement quelle est la tension aux bornes de chaque dipôle et quelle est la relation entre l’inten-sité du courant en ligne et dans un dipôle.Puis on calcule la puissance active P, réactive Q et apparente S dans le cas d’un circuit alimenté en ten-sion triphasée équilibrée.
Propriétés électriques des matières plastiques
On introduit l’électrisation par frottement d'une matière plastique et on définit la permittivité relative (di-électrique) d'une matière plastique ainsi que les paramètres qui ont une influence sur la permittivité rela-tive. On aborde la notion de résistivité transversale d'une matière plastique (relation de définition, unité, méthode d'essai, conditionnement). Les paramètres qui ont une influence sur la résistivité transversale d'une matière plastique sont également cités. On termine par la notion de facteur de perte (diélectrique) d'une matière plastique. Les paramètres qui ont une influence sur le facteur de perte d'une matière plas-tique sont évoqués. On donne l’intérêt de ces notions en explicitant quelques techniques comme par exemple le préchauffage par radiofréquence de la matière.
2.5. ECONOMIE ET VIE DES ENTREPRISES
Cette matière apparaît dans deux libellés et selon les horaires suivants dans la grille générale de forma-tion :
Dimension économique
(Savoirs transversaux nécessaires pour « Optimiser le processus d’obtention d’un produit en Plastur-gie ») 0,5 h + (0) + (0) en première année
1 h + (0) + (0) en deuxième année
Option économie et vie des entreprises
1 h + (0) + (0) en première année1 h + (0) + (0) en deuxième année
La dimension économique du métier est obligatoirement confiée à un enseignant de l’équipe pédagogique de plasturgie (L2501 = transformation des matières plastiques, L4200 = génie mécanique productique, L4100 = génie mécanique construction).L’option économie est assurée soit par un enseignant de l’équipe pédagogique de plasturgie ou un ensei-gnant d’économie et gestion (L1100).Ce dernier choix relève de l’autonomie pédagogique des établissements en tenant compte des niveaux de compétence ou de formation des professeurs composants les équipes. Il est souhaitable que la globalité de cet enseignement soit assurée par un membre de l’équipe de plasturgie.
Exemple de répartition recommandée dans le cas d’un partage entre les sciences et techniques indus-trielles et l’économie et gestion.
Page 25/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
PREMIERE ANNEE DEUXIEME ANNEE
L1100L2501 ou L4100 ou
L4200L1100
L2501 ou L4100 ou L4200
SL1 : L’entreprise : uni-té de production et centre de répartition de revenus.L’entreprise : groupe-ment humainStatuts de l’entreprise.Imbrications de l'entre-prise dans le tissu éco-nomique.Rôles de l'entreprise (économiques et so-ciaux).L’entreprise citoyenne et son éthique.
SL3 : Le recrutement.La formation.
SL4 : L'entreprise géné-ratrice de profit.La répartition des pro-fits. L’impact de l’entre-prise dans l’économie générale d’un pays.
SL5 : Le compte de bi-lan.Le compte de résultats. Les modes de finance-ment.
SL1 : Fonctions princi-pales de l'entreprise.Modes d'organisation de l’entreprise.L’analyse technolo-gique.
SL2 : Les règlements inté-rieurs.Les structures obliga-toires.Les comités hygiène et sécurité (comme le CHSCT en France par exemple).Les syndicats.Le comité d'entreprise.
SL5 : L’origine des coûts.Les composantes des coûts.
SL3 : La gestion prévi-sionnelle de l’emploi.La participation, l’intéres-sement.
SL4 : La relation entre-prise / croissance.La relation croissance em-ploi.Exportation et internatio-nalisation. L’Europe de l’entreprise. Les relations économiques internatio-nales. L’économie mon-diale et les équilibres éco-nomiques.
SL5 : Les capacités de fi-nancement. L’autofinan-cement.
SL6 : Notion de produit et de marché.Cycle de vie d’un produit.Types de produits.Types de marchés.Création de produit.Stratégie commerciale d’entreprise.Analyse des phases de vie commerciales d’un produit et conséquences finan-cières pour l’entreprise.Démarche de fixation des prix.Les canaux de distribu-tion.Les canaux d’approvision-nement.La publicité.
SL2 : L'embauche, le contrat de travail.Le salaire, les conven-tions collectives.Le bulletin de salaire. Les conditions de rupture du contrat de travail.Le licenciement.Les prud'hommes.La recherche d'emploi, l'ANPE.La carrière (avancement, évolution, Validation des Acquis d’Expérience VAE.Le droit à la formation.
SL5 : L’origine des coûts.Les composantes des coûts.Les outils d’analyse et de réduction des coûts.Les méthodes de calculs de prix de revient.La productivité.Les investissements.Les différents modes d’amortissements.
2.6. COMMUNICATION ET MANAGEMENT
Ces deux matières apparaissent séparément dans le référentiel. Un horaire et un mode d’ensei-gnement sont totalement définis pour la communication. Le management est lui plutôt défini comme une compétence additionnelle dont les savoirs peuvent être enseignés au travers plusieurs situations.
Communication - animation - management font appel à des savoirs transversaux nécessaires pour répondre aux situations décrites dans le préambule du référentiel des compétences :
• Participer aux échanges de l’entreprise et constituer un interlocuteur potentiel des clients de l’en-treprise, être capable de prendre en charge et de satisfaire leur demande.
• Mettre en oeuvre des compétences en communication et des qualités humaines permettant d’as-surer le rôle d’animateur et de manageur capable d’entraîner les personnels de son équipe : valo-risation des compétences, capacité à prévoir, gestion des hommes, échange de l’information, dé-marche de progrès, adaptation aux évolutions économiques et sociales.
Les horaires prévus portent uniquement sur la communication-animation et les savoirs associés doivent donc être enseignés sur ces temps (en prenant en compte les enseignements conjoints des bi-nômes plasturgie/anglais et plasturgie/français en cours et travaux dirigés).
0,5 h + (0,5 h) + (0) en première année.0,5 h + (0) + (0) en deuxième année.
Page 26/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Concernant le management aucun horaire dédié n’étant prévu, il y a lieu de situer au mieux l’en-seignement des savoirs associés en prenant en compte la convergence ou la proximité avec d’autres ma-tières, soit encore des situations permettant ou demandant l’introduction de ces savoirs.
Les connaissances fondamentales constituées par les savoirs de management doivent être abor-dées avant le deuxième stage en entreprise en situation de technicien. L’horaire dédoublé de PPCI en deuxième année se prête tout particulièrement à l’introduction de ces savoirs au cours du premier tri-mestre de la deuxième année, enseignement réalisé par un professeur de plasturgie.
L’organisation des enseignements de management et leur application peuvent être abordées de la façon suivante :
• SH1 (la culture d’entreprise) en association avec SL1 (économie d’entreprise assuré par un pro-fesseur de plasturgie).
• Applications de SH2 (le groupe et l’équipe) lors du lancement du PPCI.• Concrétisation de SH3 durant le deuxième stage en entreprise.• Application de SH4, SH5 et SH6 pendant la réalisation du PPCI.• Application de SH7, SH8 et SH9 durant le deuxième stage en entreprise.
2.7. PLASTURGIE
2.7.1. PRODUIRE EN PLASTURGIEFace à la mutation des marchés, les entreprises sont contraintes à faire évoluer leurs stratégies et leurs modes de management. Ceux-ci se bâtissent désormais autour du triptyque Qualité Coûts Délais. Tout au long de la formation « Produire en plasturgie » il faudra garder à l’esprit ce triptyque.
Triptyque QCD : Qualité, Coûts, Délais
La maîtrise des coûts est fondamentale dans un environnement de plus en plus concurrentiel et dont les marges de profit sont de plus en plus minces. La qualité fait désormais partie des exigences basiques de la clientèle, et ne peut même plus constituer d'argument marketing tant elle est comprise comme un dû. La qualité joue, par contre, immédiatement en défaveur de celui qui ne la maîtrise pas. Les délais (brefs) sont la troisième attente de la clientèle. Celle-ci, devant l'abondance de l'offre, a en quelques années réussi à édicter en lois fondamentales ce qui ne lui était encore offert auparavant qu'en avantage concur-rentiel.
« Produire en plasturgie » sera organisé autour de trois grands domaines :• La conduite de la production • Le management et l’animation,• L’organisation, la gestion et l’assurance de la qualité.
Ces trois grands axes convergent pour assurer la satisfaction du client.
Page 27/ 86
COÛTDELAIS
QUALITE

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Organisation des enseignements
La première année de formation sera principalement consacrée à l’acquisition des compétences néces-saires à la mise en œuvre associée aux notions de bases du domaine de la qualité, de l’organisation, de la maintenance et de la sécurité. Notions nécessaires à la première situation d’évaluation U41.
Le premier trimestre de la deuxième année devra permettre l’acquisition de compétences plus approfon-dies permettant la préparation aux évaluation U42 et U43.Le deuxième et le troisième trimestre seront consacrés notamment à la préparation du CCF U43.
Page 28/ 86
EECONOMIQUE
TTECHNIQUE
HOMMESH
CCLIENTS

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Page 29/ 86
PRODUIRE
Première annéeFaire acquérir les compétences nécessaires au CCF U41 dans les domaines de la mise en œuvre, la qualité, l’organisation, la maintenance, la sécurité…
OPTIMISER
Produire :Acquis fondamentaux de mise en œuvre
Première annéeCours : 1h/semaineTP : 4h/semaine
Deuxième annéeTP : 2h/semaine
Produire :Acquis fondamentaux de qualité maintenance, organisation de la production.
Première annéeTP : 4h/semaine
Deuxième annéeTP : 4h/semaine
Premier trimestre de la deuxième année
Faire acquérir les compétences nécessaires au CCF U42 et U43 dans les domaines de la mise en œuvre, la qualité, l’organisation, le management, la maintenance, la sécurité…
Deuxième trimestre de la deuxième année
CCF U42 pendant la période de stage en entreprise.CCF U43 mise en œuvre des compétences acquises pour la réalisation du dossier de fabrication et la mise en production.

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Page 30/ 86
PR
OD
UIR
E
Acquis fondamentaux
Partie ARègles de conception des pièces plastiquesTechnologie des outillages de mise en forme des plastiques
Technologie de fabrication des outillagesSimulation : utilisation des logiciels
Partie BLes polymères:Propriétés caractéristiques
EtudesCaractérisation
SpécificitésEtude des relations Structure-propriétés- mise en œuvre
(Analyse et résolution de défauts, analyse et optimisation du process, du produit, de la matière, de l’outillage, de la mise en forme…)
OPTIMISER
EXPERTISE ET OPTIMISATION (D)
Mise en évidence des acquis fondamentaux de la plasturgieExploitation et mise en adéquation des résultats de simulation avec la réalité
EXPERIMENTATION (C)
PROPOSITION D’ORGANISATION
Première année
Cours : 2,5 h/ semaine
TP : 7,5h/semaine
Proposition:Cours
A : 1,5 h/semaineB : 1 h/ semaine
Travaux Pratiques :
A : 4h / semaineB : 2h/ semaine
C : Expérimentation : 3.5h/semaine
Deuxième année
TP : 11,5h/semaine
Travaux Pratiques :
A : 4h / semaineB : 3h/ semaine
C : Expérimentation etD : Expertise et optimisation
4.5h/semaine

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
2.7.2. OPTIMISER EN PLASTURGIED'une manière générale l'optimisation mobilise des compétences et des savoirs liés à des domaines va-riés de la plasturgie, avec pour contrainte le respect des réalités économiques. La figure ci-dessous pré-sente les principales composantes de ce domaine.
La cible première des actions d’optimisation est la satisfaction du client, avec une obtention de produit au moindre coût, tout en respectant des objectifs de qualité suffisants. (C'est la symbolique du schéma ci-dessus).
Le produit est au centre des préoccupations pour arriver à l’optimiser en intervenant notamment sur le matériau, la machine, l’outillage et ses formes propres.
Cette vision "d'optimiser" constitue le cœur de l'épreuve E5 " optimiser en plasturgie ".
Mais "optimiser" peut aussi se voir comme une approche pédagogique, dont l'objectif est de per-mettre aux futurs techniciens de s'imprégner des spécificités des plastiques et de s'approprier les mé-thodes de conception et de mise en forme qui en découlent.
Pour le dire autrement il s'agit d'apprendre à penser plastique, pour mieux optimiser la mise en forme du matériau, et donc la qualité des produits.
PENSER PLASTIQUE pour OPTIMISER LA MISE EN FORME
Page 31/ 86
PENSER PLASTIQUE pour OPTIMISER LA MISE EN FORME
Domaine potentiel d’obtention du produit
(Ensemble des possibilités) Domaine du rentable (Contexte économique
& industriel)
CIBLE RECHERCHEE
Critères de production optimisésObtention aux moindres coûts
Satisfaction du client

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
L’enseignement pourra être découpé en deux étapes, la première concernant les apprentissages fonda-mentaux, la seconde étant plutôt consacrée à l’approfondissement de ces savoirs faire spécifiques, et à leur adaptation au contexte industriel global.
Première étape : S'appuyant le plus possible sur des activités expérimentales (simulations, moulages, essais de laboratoire), elle visera à mobiliser et à fusionner des compétences et des savoirs liés à des do-maines variés de la plasturgie : matériaux, mise en forme, réglage des processus, adaptation des formes, instrumentation des procédés, caractérisation de manière à développer chez nos étudiants "l'état d'es-prit" du plasturgiste.
Les caractéristiques élémentaires de nos matériaux (matrice polymérique, adjuvants, renforts) et leurs répercutions sur la mise en forme (procédés, formes, écoulements, optimisation des réglages) seront ain-si mis en exergue, de manière à forger les "réflexes" élémentaires des futurs plasturgistes.
Seront notamment développés les aspects suivants :
1. Les matériaux2. La typologie des produits3. Les différents types d’outillage4. Le cahier des charges outillage5. Relations outillage – produit6. Relations outillage – production7. Mise au point
Deuxième étape : Cette aptitude sera déployée, en intégrant complètement les contraintes indus-trielles, notamment les critères économiques, sur l'ensemble du processus.
Cet approfondissement conséquent des connaissances permettra d’obtenir une analyse plus pertinente des différents paramètres gérant les formes du produit, les fonctionnalités de l’outillage, les caractéris-tiques liées à la matière, les moyens de production et l’organisation de l’îlot de production.
Seront notamment développés les aspects suivants :
1. Actions sur la matière 2. Actions sur le produit3. Actions sur l’outillage4. Actions sur les moyens de production5. Actions sur l’îlot6. Optimisation de la production
2.7.3. INNOVER EN PLASTURGIEL’évolution du secteur de la plasturgie impose au technicien de prendre pleinement sa place en matière d’innovation.
L’étude sur les enjeux et priorités en matière d’innovation dans la filière plasturgie pour le compte de la DGE/SIMAP (Direction Générale des Entreprises / Service des Industries Manufacturières et des Activités Postales) montre que l’environnement de la plasturgie française a fortement évolué : montée en puis-sance inéluctable de la concurrence internationale dans l’Europe de l’Est mais aussi en Asie, sourcing des donneurs d’ordre ouverts sur le monde, instabilité et incertitudes sur les approvisionnements matières, pression continue sur les prix, poids croissant des contraintes environnementales… Face à ces mutations, les clés du succès ont changé et les entreprises françaises doivent s’adapter individuellement et collecti-vement à ces nouvelles règles du jeu. Au regard des efforts faits en particulier par leurs voisins euro-péens, il reste une voie encore insuffisamment exploitée par les PME françaises de la filière plasturgie au-jourd’hui : le développement renforcé d’une offre à forte valeur ajoutée, issue de l’innovation technolo-gique ou immatérielle. Cette offre peut être développée aux différents stades de la filière, de la produc-tion de matières au produit livré au client final en passant par l’outillage, la transformation, la finition…
L’industrie doit donc optimiser les procédés existant, développer la co-conception (ou conception parta-gée), proposer au client la possibilité d’intégrer de nouvelles fonctions lors de la phase de transformation, développer l’utilisation de la simulation (modélisation des processus, optimisation des forces de serrage ou verrouillage), développer des procédés nouveaux et industrialisables (composite en moule fermé, moules à étage ou multi-injection, diffusion industrielle du thermoformage, rotomoulage..)
Pour le technicien « europlastic », il en découle une maîtrise des spécificités des produits de l’industrie plastique, de leur pourquoi et de leur influence sur le procédé (machine outillage), de leur faisabilité, de leur relation avec la matière…
Page 32/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
En effet si la conception détaillée ne relève pas de ses compétences, il est néanmoins acteur de la conception spécifiée et de l’industrialisation de ces produits. Il doit être capable d’énoncer les contraintes intervenant dans la réalisation de ce produit plastique. Cette coopération seule peut garantir la pérennité de l’entreprise industrielle. Cette mission ne pourra être pleinement remplie que s’il a une bonne connais-sance de la chaîne numérique qui permet de réaliser toutes les étapes qui mènent du CdCf à la produc-tion du produit, et une maîtrise d’un modeleur volumique pour la représentation du réel. En outre les lo-giciels ou outils métiers (simulation des procédés de transformation) à l ‘exploitation et la manipulation spécifiques sont de son ressort (les BTS spécialisés dans la conception n’ont qu’une information sur ce type d’outil).
Intégration dans les enseignements
Les savoirs et savoir-faire relatifs à l’innovation en plasturgie n’apparaissent pas comme matière en tant que telle dans les horaires de formation. Ils appartiennent à la partie « Optimiser le processus d’obten-tion d’un produit en plasturgie, Optimiser le procédé » les horaires sont donc à prendre sur la partie cours en division entière et travaux pratiques d’atelier. Le découpage peut varier en fonction de la répartition entre les enseignants des différents savoirs (auto-nomie des équipes pédagogiques). Dans aucun cas le caractère « innovation » ne peut être détaché des différents stades de la filière plasturgie. Par exemple les simulations devront être vérifiées par des essais à l’atelier lors du complément horaire d’«optimiser le procédé», et leurs résultats discutés et analysés. De même l’enseignement de la technologie des procédés « Produire en plasturgie » doit être coordonné avec ce caractère d’innovation (exemple réalisation de gamme ou de CdC outillage SC2, SC3.1, SD3..).
3. LA CERTIFICATION
3.1. LE CONTROLE EN COURS DE FORMATION
3.1.1. LES OBJECTIFS DU CONTRÔLE EN COURS DE FORMATION3.1.1.1. L’ÉVALUATION DES ACQUIS ADAPTÉE À LA DIVERSITÉ DES SITUATIONS
DE FORMATIONLe CCF permet la mesure du degré de réalisation de certains objectifs de façon ouverte, réaliste et en phase avec la diversité des équipements utilisés pour la formation et dans des conditions optimales de faisabilité.Les compétences et connaissances attendues des candidats étant fixées par le règlement d’examen, le libre choix des activités et des supports d’évaluation contribue d’une part à une réelle prise en compte du contexte local et autorise d’autre part une diversité des mises en situation d’évaluation (problématiques professionnelles, démarches expérimentales …).
3.1.1.2. L’ÉVALUATION PROCHE DE L’ACTE DE FORMATION ET RÉPARTIE DANS LA DURÉE
L’évaluation se déroule en centre de formation. Les situations d’évaluation sont mises en place lorsque les acquis de la formation sont jugés significatifs par les formateurs. Elles donnent lieu à des synthèses qui sont un moyen d’accompagnement de l’acquisition des compétences du candidat qui lui permet de se situer dans sa formation et constituent pour lui un élément de motivation.
3.1.1.3. L’OPTIMISATION DE LA DURÉE DE FORMATION EN ÉTABLISSEMENTLe CCF contribue à alléger l'organisation de l'examen terminal et à éviter notamment que les contraintes d'organisation de cet examen n'aient pour effet de réduire la durée globale de la formation.
3.1.2. LA DEFINITION DU CONTRÔLE EN COURS DE FORMATION3.1.2.1. DÉFINITION DU CCF
Il s’agit d’une évaluation certificative d’un ensemble de compétences terminales acquises en établisse-ment et/ou en entreprise, réalisée par sondage et par les formateurs eux-mêmes (enseignants et/ou tu-teurs ou maîtres d’apprentissage), au moment où ils estiment que les apprenants ont le niveau requis ou ont bénéficié des apprentissages nécessaires et suffisants pour aborder une évaluation sommative et cer-tificative. Le CCF s'intègre naturellement dans le processus de la formation. Le formateur évalue, quand c’est pos-sible et sans interrompre ce processus, ceux qui sont réputés avoir atteint les compétences visées par la situation d’évaluation. Une décision de positionnement qu’elle soit réglementaire ou pédagogique peut constituer un élément d’appréciation du niveau des compétences requises pour l’évaluation par CCF.
3.1.2.2. EXPLICITATION DES TERMESo Evaluation certificative : Elle sert à attester du niveau terminal atteint par le candidat par rap-
port au niveau requis pour une épreuve ou une unité du diplôme. La définition de chaque épreuve évaluée par CCF est précisée par le règlement d’examen de chaque spécialité professionnelle du diplôme. L’évaluation certificative fait donc partie des épreuves qui permettent l’obtention du di-plôme. Il ne s’agit pas de mesurer les progrès réalisés par le candidat ; l’évaluation certificative doit ainsi être distinguée de l’évaluation formative
Page 33/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
o En cours de formation : Pour qu’il y ait CCF, il faut qu’il y ait formation. Toutefois lorsque des candidats ont bénéficié d’un positionnement soit pédagogique, soit prévu par les textes régle-mentaires, réalisé à leur entrée en formation, et que les résultats font apparaître un niveau de maîtrise suffisant pour telle ou telle unité, les formateurs proposent des situations d’évaluation à la suite du positionnement. Cette possibilité permet de favoriser la mise en œuvre de parcours in-dividualisés de formation.
o Compétences terminales : le but n’est en aucun cas d’évaluer des compétences intermédiaires, mais bien celles qui sont visées au stade final d’un domaine de formation, pour lesquels il n’est pas nécessaire d’attendre la fin du cycle de formation.
o Par sondage : On ne cherche pas à évaluer de manière exhaustive toutes les compétences d’un même domaine, mais un ensemble pertinent de compétences caractéristiques du domaine consi-déré. C’est exactement le même principe que celui qui préside à la construction d’une épreuve ponctuelle terminale. La sélection parmi ces compétences est laissée à l'initiative des équipes pé-dagogiques, dans le cadre du règlement d’examen, afin de préserver une part importante de sou-plesse tout en donnant les garanties nécessaires.
o Par les formateurs : Le CCF repose sur la responsabilité de l'équipe des formateurs qui sont ha-bilités à procéder à l’évaluation au même titre que les commissions d’évaluation des épreuves ponctuelles. Leurs propositions sont transmises au jury, qui procède aux ajustements néces-saires. A la différence de l’organisation des épreuves ponctuelles, la mise en œuvre du CCF ne donne pas lieu à convocation des enseignants, l’évaluation se déroulant sur le temps consacré à la formation.
o Situation d’évaluation : Une situation d’évaluation est une situation qui permet la réalisation d’une activité dans un contexte donné. Son objectif est l’évaluation des compétences et des sa-voirs mis en œuvre dans cette situation donnée et requis pour la délivrance de l’unité. Les situations d’évaluation sont définies par le règlement d’examen de chaque spécialité de di-plôme. Leur durée, en général précisée, doit être limitée et cohérente par rapport à la durée de l’épreuve ponctuelle ; la plus grande partie du temps est consacrée aux périodes d'apprentissage destinées à aider les apprenants à progresser vers les objectifs assignés à la formation. La délivrance d'une unité s’appuie sur une ou plusieurs situations d'évaluation. La période de mise en place de ces situations peut, si besoin est, être préconisée par le règlement d’examen.
o Positionnement réglementaire : Il prend en compte les études suivies par le candidat, les titres ou diplômes possédés, les compétences acquises dans l’exercice d’une activité profession-nelle, les dispenses d’épreuves ou unités dont le candidat est bénéficiaire. Il a pour objet de fixer la durée de formation qui sera requise lors de l’inscription au diplôme.
o Positionnement pédagogique : Il prend en compte les acquis du candidat : compétences, sa-voirs et savoir-faire, afin éventuellement de les compléter par une formation individualisée, en vue de la mise en œuvre des situations d’évaluation.
3.1.3. LE CHAMP D’APPLICATION DU CONTRÔLE EN COURS DE FORMATIONLe contrôle en cours de formation porte sur tout ou partie des épreuves. Le règlement d’examen déter-mine pour chaque catégorie de candidat les épreuves évaluées par CCF et celles évaluées sous forme ponctuelle. Le nombre d’épreuves évaluées par CCF varie selon le statut de la formation.
3.1.3.1. LES CANDIDATS BÉNÉFICIAIRES DU CCFLes épreuves évaluées par CCF concernent de droit :
• Les élèves des établissements publics ou privés sous contrat.• Les apprentis des sections d’apprentissage ou des CFA habilités à cet effet.• Les candidats de la formation professionnelle continue des établissements publics.
3.1.3.2. LE NOMBRE D’UNITÉS (OU ÉPREUVES) ÉVALUÉES PAR CCFLe nombre d’unités (ou épreuves) générales ou professionnelles, évaluées par CCF, est fixé par le règle-ment d’examen :
N.B. : Pour les candidats bénéficiaires de la formation continue, les mêmes règles s’appliquent ; le nombre d’épreuves évaluées par CCF est fixé par le règlement d’examen. Cependant, le CCF peut être étendu (ou intégral). Dans ce cas, il s’applique à l’ensemble des épreuves obligatoires.
3.1.3.3. L’HABILITATION À PRATIQUER LE CCF o Pour les établissements publics ou privés sous contratLes établissements publics ou privés sous contrat pratiquent de droit le CCF.
o Pour les centres de formation d’apprentisPour mettre en œuvre le CCF, les centres de formation d’apprentis doivent demander une habilitation au recteur, selon les dispositions en vigueur.
o Pour la formation professionnelle continue
Page 34/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Les établissements publics de formation professionnelle continue (GRETA) pratiquent de droit le CCF, mais doivent obtenir une habilitation du recteur pour pratiquer le CCF étendu ou intégral.
3.1.4. LES PRINCIPES DU CONTRÔLE EN COURS DE FORMATIONLes formateurs organisent, dans la continuité du processus de formation et dans le cadre de la réglemen-tation d’examen, une ou plusieurs situations d’évaluation, pour un candidat en formation ou un groupe de candidats en formation, afin de certifier que les compétences visées sont acquises et avec quel degré de maîtrise.
3.1.4.1. L'HOMOGÉNÉITÉ DE L'ÉVALUATIONUne situation d’évaluation par CCF doit correspondre à la définition de l’épreuve ou de l’unité. La défini-tion d'une épreuve ou d'une unité sous forme ponctuelle ou sous forme CCF a pour objectif l'évaluation des mêmes compétences terminales (mêmes types d’activités et de données).
3.1.4.2. L’APPROCHE GLOBALE DE L’ÉVALUATIONL’évaluation par CCF requiert une approche globale qui conduit à rejeter l’évaluation de compétences iso-lées. Ainsi, l’évaluation ne saurait être réduite à une variante de l’épreuve ponctuelle qui consisterait à fractionner l’activité, à l’étaler dans le temps ou à la bâtir sur une succession de problématiques réduc-trices de celle prévue pour l’épreuve.
3.1.4.3. DES SITUATIONS D’ÉVALUATION EN NOMBRE LIMITÉLes compétences retenues pour une unité (ou épreuve) sont, en règle générale, évaluées chacune en une ou plusieurs situations d’évaluation. C’est la définition de l’épreuve qui détermine le nombre de situa-tions, qui doit être limité.
3.1.4.4. DES COMPÉTENCES ÉVALUÉES EN UNE SEULE FOISAfin d’éviter la surévaluation, une compétence ne devrait être évaluée qu’une fois et une seule. Néan-moins, une compétence peut être mise en œuvre dans plusieurs situations d’évaluation, mais dans ce cas elle n’est évaluée que dans une seule.
3.1.4.5. UNE ÉVALUATION INDIVIDUALISÉE DES CANDIDATS QUAND LES COMPÉ-TENCES REQUISES SONT ATTEINTES
L’évaluation simultanée de l’ensemble des candidats en formation ne peut être envisagée que si tous sont réputés avoir atteint le niveau requis pour l’évaluation, ou ont reçus la formation correspondante en fin de période réglementaire prévue pour l’évaluation. D’autre part, le CCF ne doit pas être conçu comme une succession de plusieurs examens, identiques pour tous. Les candidats en formation sont évalués dès qu’ils atteignent l’ensemble des compétences correspondant à la situation faisant l’objet du CCF.
3.1.5. L’EVALUATION EN ETABLISSEMENT DE FORMATION3.1.5.1. LA CONSTRUCTION D’UNE SITUATION D’ÉVALUATION D’UNE UNITÉ DU
DOMAINE PROFESSIONNELLes situations d’évaluation en établissement sont spécifiées par le règlement particulier de chaque épreuve.
3.1.5.1.1. LES DONNÉES DU CONTEXTEUne situation d’évaluation par CCF est définie à partir des éléments suivants :
• Les compétences à évaluer.• Les conditions de l’évaluation.• La définition de l’activité à réaliser.• Les conditions de réalisation de l’activité.• La performance attendue pour les critères de l’évaluation (indicateurs d’évaluation).
Les conditions de réalisation de l’activité comportent des éléments relatifs au contexte technique (moyens, équipements, modes d’organisation du travail…), aux consignes, aux caractéristiques de temps et de lieu, à la situation de communication, aux relations fonctionnelles, aux outils et documents fournis, à l’étendue de responsabilité et au degré d’autonomie. Lorsque la liaison entre activités, tâches professionnelles et unités constitutives de l’examen est bien arti-culées, l’activité à réaliser, les conditions de réalisation, la performance attendue et les indicateurs d’éva-luation sont directement extraits du « référentiel d’activités professionnelles » et du « référentiel de cer-tification du domaine professionnel ». Il revient au formateur de choisir le contexte technique, les outils et documents, d’adapter les consignes et de traduire les indicateurs d’évaluation dans le contexte de l’évaluation.
3.1.5.1.2. LA MÉTHODELa méthode de construction d’une situation est donc la suivante :
• Repérer les activités et tâches professionnelles du « référentiel d’activités professionnelles » cor-respondant à l’unité à évaluer.
• Choisir des activités et tâches caractéristiques pouvant être organisées dans le processus de for-mation et dans le temps imparti par le règlement d’examen.
• Identifier les compétences associées et celles qui sont à évaluer (cf. définition de l’épreuve dans le règlement d’examen).
Page 35/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
• Contextualiser les données et les indicateurs de performance à partir du référentiel de certifica-tion (colonnes « on donne » ou « données » et « indicateurs de performance » ou « indicateurs d’évaluation »).
• Rédiger le travail demandé et mettre en place les moyens matériels.
Cette démarche peut amener à créer des situations d’évaluation différentes des situations de travail réel. Ne serait-ce que parce que les situations de travail réel sont complexes et ne séparent pas la mobilisation des compétences nécessaires les unes des autres. C’est l’essentiel des différences qui existent entre une situation de travail réel et une situation de travail simulé. Ce n’est pas une hérésie si la situation de tra-vail réel n’en est pas travestie ou anormalement modifiée. Dans tous les cas on cherchera en priorité à se placer dans des situations de travail réel.
3.1.5.1.3. LA MESURE DE LA PERFORMANCE DES CANDIDATSL’évaluation, pour être objective, prend appui sur une analyse des performances du candidat. En ce qui concerne les épreuves du domaine professionnel, le référentiel de certification précise, pour chaque com-pétence visée, les indicateurs d’évaluation (correspondant aux critères). Ces indicateurs portent, simulta-nément ou non, sur le résultat obtenu, sur le processus ou la démarche utilisée, voire sur des aptitudes du candidat, sur la gestion du temps et l’organisation du travail. Il importe d’identifier ces prescriptions pour définir le contrat de l’évaluation.Les compétences peuvent avoir des poids différents et donc être affectées de coefficients différents ou de valeurs différentes. Le poids attribué à une compétence est fonction des exigences de la qualification vi-sée, de la complexité et de la nature des activités à effectuer, de son importance dans la qualification et non du moment où elle est évaluée. Cette règle s’applique également aux situations d’évaluation.La pondération des compétences au sein d’une épreuve ou d’une unité fait l’objet d’une réflexion collec-tive, menée sous l’autorité des corps d’inspection, dans le cadre de travaux d’harmonisation ou de conception d’outils ou grilles d’évaluation. Cette pondération doit préserver la souplesse du CCF en res-pectant d’une part le principe du sondage portant sur un ensemble pertinent de compétences caractéris-tiques du domaine considéré et d’autre part le principe d’initiative des équipes pédagogiques qui sélec-tionnent les compétences parmi celles prévues par l’épreuve.
3.1.5.2. LA CONSTRUCTION D’UNE SITUATION D’ÉVALUATION D’UNE UNITÉ DU DOMAINE GÉNÉRAL
Les situations d’évaluation en établissement sont spécifiées par le règlement particulier de chaque épreuve. Les principes de construction des situations d’évaluation sont de même nature que dans le cas du do-maine professionnel, mais appuyés sur les objectifs ou compétences, contexte et critères d’évaluation de la discipline concernée et précisés dans la définition de chaque épreuve.
3.1.6. LA MISE EN ŒUVRE DU CCFCe chapitre répond aux questions les plus fréquemment posées :
3.1.6.1. CALENDRIER DES SITUATIONS D’ÉVALUATIONLes formateurs repèrent au fur et à mesure les candidats qui semblent bien maîtriser l’ensemble des compétences correspondant à une situation d’évaluation.Le moment venu, ceux qui sont prêts sont évalués. Ceux qui ne le sont pas le seront plus tard après un complément de formation (si possible en autoformation partielle afin de ne pas ralentir la progression des autres). D’un point de vue pratique, il faut fixer une période dans laquelle sont organisées les évaluations afin de rester dans le cadre légal de la durée de la formation.Quelle que soit l’origine des candidats, scolaires, apprentis ou auditeurs de la formation continue, les ob-servations et évaluations formatives antérieures informent les formateurs sur le degré de performance des candidats en formation et permettent une mise en œuvre de pratiques de formation individualisée.Ces modalités introduisent une relative souplesse dans la mise en œuvre du CCF et permettent une fois que les compétences sont acquises de moduler le calendrier des situations d’évaluation.
3.1.6.2. INFORMATION DES CANDIDATSLes candidats en formation sont obligatoirement informés sur les principes du CCF, sur la définition et le coefficient des épreuves, sur le statut et les objectifs de chaque situation d’évaluation, sur les perfor-mances attendues et les conditions de déroulement, sur les modalités de notation, sur l’incidence d’une absence à une situation d’évaluation. Lorsque les formateurs jugent que le moment est venu (voir supra), le candidat en formation est clairement informé de la date de l’évaluation certificative et de ce qui est attendu de lui pour cette situation.
3.1.6.3. CONVOCATION DES CANDIDATSPour chacune des situations d’évaluation, l’information orale, concernant la semaine dans laquelle se dé-roulera l’évaluation, est confirmée par une inscription dans le livret d’apprentissage pour les apprentis ou par une convocation écrite pour les étudiants. Cette confirmation écrite vaut convocation.
3.1.6.4. ABSENCE D’UN CANDIDAT À UNE SITUATION D’ÉVALUATIONQue faire en cas d’absence d’un apprenant à une situation d’évaluation ?
Page 36/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
3.1.6.4.1. ABSENCE NON JUSTIFIÉEo L’unité (ou épreuve) comprend plusieurs situations d’évaluation :
En cas d’absence non justifiée d’un candidat à une situation d’évaluation, les évaluateurs indiquent « absent » sur le document d’évaluation de la situation d’évaluation et lui attribuent la note zéro. Le can-didat peut éventuellement améliorer son score par les notes obtenues aux autres situations d’évaluation.En cas d’absence non justifiée d’un candidat à l’ensemble des situations d’évaluation de cette même unité, les évaluateurs indiquent « absent » pour l’unité évaluée par contrôle en cours de formation. Le di-plôme ne peut lui être délivré.
o L’unité (ou épreuve) comprend une seule situation d’évaluation :
En cas d’absence non justifiée d’un candidat à cette unique situation d’évaluation, les évaluateurs in-diquent « absent » pour l’unité évaluée par contrôle en cours de formation. Le diplôme ne peut être déli-vré.
3.1.6.4.2. ABSENCE JUSTIFIÉEo L’unité (ou épreuve) comprend une ou plusieurs situations d’évaluation :
Lorsqu’un candidat est absent pour un motif dûment justifié à une ou plusieurs situations d’évaluation, une autre date doit lui être proposée pour la ou les situation(s) manquée(s).
En cas d’impossibilité (ex. arrêt de longue durée du candidat), la note zéro lui est attribuée pour la ou les situation(s) manquée(s) ou pour la ou les épreuve(s) manquée(s), lorsque l’absence couvre l’ensemble des situations d’évaluation d’une même épreuve :
Le diplôme peut lui être attribué s’il obtient par compensation la note moyenne requise pour l’obtention du diplôme ;
Dans le cas où le diplôme ne peut lui être délivré, le candidat peut, sur autorisation du rec-teur se présenter à des épreuves de remplacement lorsque cette modalité est prévue par le règlement général du diplôme et selon les conditions fixées par ce règlement. L’autorisation peut être accordée pour une ou plusieurs épreuves mais en aucun cas pour des parties d’épreuve.
Dans certaines circonstances laissées à l’appréciation du recteur, le candidat absent à une ou plusieurs si-tuations d’évaluation – (ex. : candidat hospitalisé qui a suivi les cours par correspondance) – mais qui ré-intègre l’établissement avant la date des épreuves ponctuelles, peut se présenter aux épreuves en la forme ponctuelle.
3.1.6.5. ASSOCIATION DES PROFESSIONNELS AUX ÉVALUATIONSLa mise en œuvre du CCF associe l’équipe pédagogique et les professionnels. Ces derniers sont associés aux différentes situations d’évaluation par CCF des épreuves du domaine professionnel en fonction du rè-glement d’examen.
3.1.6.6. COMMUNICATION DES NOTES AUX CANDIDATSFaut-il communiquer les notes aux candidats ? La note attribuée au candidat pour une situation d’évalua-tion n’est pas définitive, car la note finale de l’unité (ou épreuve) relève du pouvoir d’appréciation souve-rain du jury. D’une manière générale,
• Soit la note est communiquée au candidat avec les réserves liées à son caractère provisoire.• Soit le candidat est informé du degré d’acquisition des compétences évaluées, sans que la note
proposée ne soit indiquée.
Ainsi, dans tous les cas, le candidat pourra se positionner. 3.1.6.7. CAS DES CANDIDATS N’AYANT PAS ATTEINT LE NIVEAU DE PERFOR-
MANCE SUFFISANT EN FIN DE PÉRIODE RÉGLEMENTAIRE D’ÉVALUATIONEn fin de période fixée par le règlement de l’épreuve, il arrive que certains candidats, bien qu’ayant reçu la formation correspondante, n’aient pas atteint les performances attendues dans les compétences vi-sées. Cette situation devrait pouvoir être évitée par des évaluations formatives préalables et la mise en œuvre de procédures de remédiation individuelles.Toutefois, lorsque cette situation perdure malgré tout, il convient de procéder à la mise en place des si-tuations d’évaluation prévues par le règlement d’examen et de proposer une note en conformité avec la performance atteinte à ce moment là. En toute logique, de tels candidats ne devraient pas, contrairement aux précédents, obtenir de notes égales ou supérieures à la moyenne.
3.1.7. LE PILOTAGE ACADEMIQUE3.1.7.1. L’HARMONISATION DES PROCÉDURES DE SUIVI DU CCF
Le dispositif d’évaluation de certaines spécialités peut rendre indispensable un suivi académique. Dans ce cas, les inspecteurs qui rédigent des instructions propres à ces diplômes doivent veiller à ce que les dis-positions techniques ou les procédures administratives n’altèrent pas l’esprit initial ayant présidé à la mise en œuvre du CCF.
Page 37/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Les modalités pratiques du CCF sont assez différentes d’une spécialité ou d’un diplôme à l’autre. Une har-monisation entre les filières et notamment une simplification des procédures sont souhaitées. A cette fin, les recteurs mettront en place dans chaque Académie une concertation entre les inspecteurs pédago-giques régionaux afin d’identifier les procédures existantes et de promouvoir, si nécessaire, des modalités plus souples et plus simples.
3.1.7.2. LE CONTRÔLE DE CONFORMITÉ ET LA FORMATION DES ENSEIGNANTSLe contrôle en cours de formation responsabilise l’acte pédagogique et oblige à mener une réflexion de fond sur l’évaluation, afin que les formateurs soient en mesure de justifier leur pratique. L’indispensable animation du dispositif pourra, si nécessaire, s’accompagner de formations auprès des différents acteurs. Le corps d’inspection régionale, les instituts universitaires de formation des maîtres et l’inspection géné-rale de l’éducation nationale prendront en charge cette mission de formation. Les procédures lourdes de contrôle et d’harmonisation qui existent pour certains diplômes doivent laisser la place à des organisations plus souples fondées sur une concertation a priori des différents acteurs du terrain. Une réunion de concertation pour un cadrage général et des échanges de pratique doit au mini-mum être organisée chaque année.La mise en place, si nécessaire, d’une commission d’harmonisation ne doit en aucun cas conduire à une normalisation pointilleuse des situations d’évaluation ou à une formalisation administrative excessive qui apparenterait chaque situation d’évaluation à une mini-épreuve ponctuelle et écarterait le CCF de l’esprit originel qui vise à intégrer les situations d’évaluation dans le processus de formation.C’est donc l’échange sur les pratiques (hypothèses d’activité ou de support, compétences incontour-nables, indicateurs de réussite, pondération, degré de difficulté…), l’analyse de cas, la mutualisation ou la réflexion sur les documents standards d’évaluation qui constituent les axes privilégiés de ces échanges, et non l’étude systématique des situations proposées par chaque équipe.
3.1.7.3. LE CONTRÔLE PÉDAGOGIQUE Le contrôle pédagogique est assuré pendant la durée de la formation par les corps d’inspection concer-nés. En cas de difficultés dûment constatées par l’inspecteur concerné ou par le directeur du CFA ou le chef d’établissement sur le déroulement des situations d’évaluation, le recteur peut prendre la décision d’exiger de nouvelles évaluations et en cas d’impossibilité majeure, d’autoriser le candidat à se présenter aux épreuves ponctuelles terminales concernées.Le recteur peut également, pour des raisons dûment motivées, retirer l’habilitation délivrée à un CFA. La décision de retrait a pour effet de suspendre l’évaluation sous la forme du CCF et de lui substituer l’exa-men sous la forme d’épreuves ponctuelles.
3.1.8. LE JURY3.1.8.1. LA PARTICIPATION DES INSPECTEURS RÉGIONAUX AUX JURYS
Les inspecteurs pédagogiques régionaux veillent à l’organisation et au bon déroulement des examens, qu’il s’agisse des épreuves ponctuelles ou des épreuves évaluées par contrôle en cours de formation et président les jurys.
3.1.8.2. LES PROPOSITIONS DE NOTELes résultats aux situations d’évaluation donnent lieu à une note par unité (ou épreuve). Cette note est proposée par l'équipe pédagogique au jury qui reste seul compétent pour arrêter la note finale. La propo-sition de note présentée au jury est argumentée, notamment au moyen des documents ayant servi à éla-borer cette proposition (ex: grille d'évaluation).
3.1.8.3. LA TRANSMISSION DES DOCUMENTS PROBANTS AU JURYLes documents probants, relatifs au CCF, se limitent au strict nécessaire :
• Les fiches descriptives du travail demandé aux candidats, pour chaque situation d’évaluation.• Les grilles d’évaluation des situations d’évaluation en établissement et en entreprise de chaque
candidat.• La fiche de synthèse des notes par épreuve pour chaque candidat.
3.1.8.4. LE RETOUR D’INFORMATION POUR LES ÉTABLISSEMENTSLa régulation du CCF est académique ou inter-académique. Le jury et l'inspecteur pédagogique régional garant du bon déroulement de l'examen veillent à la coordination du dispositif dans le secteur profession-nel considéré.Le jury rédige, si nécessaire, un relevé de conclusion à destination de l’inspecteur chargé du bon déroule-ment de l’examen. Le jury et notamment son président et/ou l'inspecteur pédagogique régional de la spécialité doivent, en début d’année, porter à la connaissance de l'ensemble des acteurs concernés les règles du CCF et/ou les ajustements nécessaires pour prendre en compte les observations du jury.Parallèlement, des instructions ou observations devront, si nécessaire, être transmises aux concepteurs des sujets des épreuves prévues pour les candidats ne pouvant être évalués par CCF, afin que les épreuves ponctuelles s'insèrent bien dans le même cadrage.
Page 38/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
3.2. EPREUVE E41 : CONDUITE DE PRODUCTION
3.2.1. FINALITÉS ET OBJECTIFS
C’est une situation d’évaluation pratique en cours de formation d’une durée maximale de 5 heures. Le co-efficient affecté est de 2.
Elle doit notamment permettre de vérifier les compétences suivantes.
• Mettre en place les équipements définis.• Produire un lot de pièces conformes.• Consigner les paramètres de stabilité de production.• Mettre en œuvre les procédures de suivi de la production.• Inventorier les phases dangereuses du procédé de production au moment du lancement, en
marche normale et pendant les étapes transitoires.• Mettre en œuvre les procédures de sécurité et de protection de l'environnement.• Effectuer ou faire effectuer les contrôles exigés par le plan qualité, et ou par les défaillances avé-
rées.• Veiller à l'application des procédures de qualité au démarrage et dans le temps.• Mettre en œuvre les procédures et actions correctives.
3.2.2. SUPPORT DE L'ÉVALUATION
Le support de l'évaluation est un dossier de fabrication (avec un outillage dans la mesure du possible de type, de modèle ou d’origine industriel), appartenant à l'une des techniques retenues au niveau 4 des sa-voirs (injection des thermoplastiques, extrusion de profilés, thermoformage, compression des thermodur-cissables et des composites type BMC et SMC). Dans chaque établissement, les supports de cette évalua-tion porteront obligatoirement sur un minimum de trois techniques distinctes.
Afin de limiter le travail de préparation de cette évaluation, les supports et les dossiers de fabrication pourront, après vérification et éventuellement correction par l'équipe pédagogique, être ceux de l'épreuve E43 des années antérieures.
3.2.3. DÉROULEMENT DE L’ÉVALUATIONElle se déroule au cours du second semestre de la première année, voire au cours de la première partie du premier trimestre de la seconde année.
L'outillage et son dossier sont confiés à l’étudiant par tirage au sort. Celui ci devra assurer l’installation du poste de travail, démarrer la production et produire un lot de pièces conformes.
L'évaluation porte sur :
• La qualité et l’autonomie des tâches réalisées.• La conformité du lot de pièces réalisé.
L'évaluation est confiée à un ou plusieurs enseignants de plasturgie en fonction de l’organisa-tion des espaces afin d’assurer une sécurité optimale.
3.2.4. COMPÉTENCESLes compétences évaluables au travers de cette situation sont regroupées dans le tableau suivant:
RESSOURCES COMPETENCES ELEMENTAIRES INDICATEURS DE PERFORMANCES
Liste des matériels et moyens disponibles.
Processus de fabrication du produit.
Gamme du produit.
Mettre en place les équipe-ments définis.
L’implantation de l’îlot de production est effectuée.
L’îlot de production est opération-nel, les équipements inadéquats ou manquants ont été remplacés.
Gamme du produit. Ensemble des moyens dé-
finis. Définition de l’îlot de pro-
duction. Cahier des charges pro-
duit. Fiches de réglage et de
procédure.
Produire un lot de pièces conformes.
Le lot de pièces est effectivement réalisé.
Ilot, matériels, périphériques, matières d'œuvres.
Dossier de production.
Consigner les paramètres de stabilité de production.
Les paramètres de stabilité sont correctement consignés.
Page 39/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Plan qualité. Objectifs de production.
Les procédures. Les outils de production. Le cahier des charges pro-
duit.
Mettre en œuvre les procé-dures de suivi de la produc-tion.
Les dérives de production sont dé-tectées.
Poste de travail.
Dossier de fabrication.
o Réglementations et Normes ;
o Fiche de données de sécu-rité (matière) ;
o Fiche de poste (en terme de sécurité) ;
Inventorier les phases dange-reuses du procédé de produc-tion au moment du lancement, en marche normale et pendant les étapes transitoires (mainte-nance…).
Inventaire méthodique et organisé des phénomènes et dysfonctionne-ments dangereux liés aux diffé-rentes étapes normales ou dégra-dées de la production au regard des documents disponibles.Evaluation pertinente des repérages en termes de risques pour le per-sonnel et l’environnement.
Procédures disponibles
o Documentation tech-nique ;
o Fiche de données de sécu-rité (matière) ;
o Fiche de poste (en terme de sécurité).
Mettre en œuvre les procé-dures de sécurité et de protec-tion de l’environnement.
Les procédures sont respectées. Les équipements de protection col-lective et individuelle adaptés sont correctement utilisés.La gestion des matières et des dé-chets est conforme aux procédures.
Gamme du produit.
Ensemble des moyens dé-finis.
Définition de l’îlot de pro-duction.
Cahier des charges pro-duit.
Valider les procédures (ré-glages, contrôle).
Les fiches de réglage et les procé-dures nécessaires au démarrage de la production sont contrôlées et va-lidées.
Ilot, matériels, périphé-riques, matières d'œuvres.
Dossier de production.
Plan qualité.
Objectifs de production.
Effectuer les contrôles exigés par le plan qualité, et ou impo-sés par les défaillances avé-rées.
Les contrôles effectués sont conformes au plan qualité et/ou aux procédures.Les causes d’éventuelles dé-faillances ont été identifiées et sup-primées.La production est assurée en termes de qualité.
Cahier des charges pro-duit.
Dossier technique.
Normes.
Gammes et procédures de contrôle.
Veiller à l’application des pro-cédures de qualité.
Les dispositions de suivi de la quali-té sont appliquées.
Cahier des charges pro-duit.
Ilot de production.
Tableau de bord.
Dossier de production.
Eléments de suivi qualité (fiches de relevés, cartes…).
Mettre en œuvre les procé-dures et actions correctives.
L'origine de la dérive est identifiée.L'analyse des problèmes est réa-liste.Les solutions proposées sont perti-nentes.
A l'issu du tirage au sort, les éléments suivant sont remis au candidat.
Page 40/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
• Le cahier des charges produit.• Le processus de fabrication du produit• Le dossier de fabrication, qui comprend tout ou partie des éléments suivants selon les technolo-
gies et les supports d’évaluation :
o Le plan pièce.o La situation de la pièce dans son environnement.o La gamme de contrôle.o Le plan d'ensemble de l'outillage (moule, filière, conformateur,….).o Le plan de montage et de raccordement de l'outillage sur la machine.o Le mode opératoire de la préparation et du montage de l'outillage.o Les fiches matières premières nécessaires à la fabrication.o Les fiches de données de sécurité des matières premières.o Le mode opératoire de préparation des matières premières.o La fiche de réglage et / ou la fiche opératoire.o Les outils et les moyens.o Les fiches des périphériques.o La fiche d'implantation du poste de travail.o Les fiches de suivi de qualité.o L’historique qualité – produit.o Les exigences environnementales.o Les exigences réglementaires spécifiques à la fabrication en matière d'hygiène, de sécurité
et d'environnement.• La liste des matériels et moyens disponibles.• Eléments de suivi qualité (fiches de relevés, cartes…) et de contrôle.• Fiche de poste (en terme de sécurité).• Ilot, matériels, périphériques, matières d'œuvres.• Les objectifs de production.
Page 41/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
3.2.5. FICHE D’ÉVALUATION
Etablissement : ................................
......................................................
Brevet de Technicien Supérieur des Industries Plastiques « EUROPLASTIC »
Session 20 . .
Nom : .............................................
Prénom : ........................................
Fiche d’évaluation
Epreuve E4 – PRODUIRE EN PLASTURGIE
Evaluation U41 Conduite de Production
Technique : .............................................................................................................
Pièce: ......................................................................................................................
Type d'outillage: .....................................................................................................
Compétences évaluées : - - - + + +Note
proposéeMettre en place les équipements définis
Produire un lot de pièces conformes /16
Consigner les paramètres de stabilité de production
Mettre en œuvre les procédures de suivi de la production
Inventorier les phases dangereuses du procédé de production Mettre en œuvre les procédures de sécurité et de protection de l'environnement Effectuer les contrôles exigés par le plan qualité
Veiller à l’application des procédures de qualité.
Mettre en œuvre les procédures et actions correctives.
N.B: Si une compétence n'est pas évaluée lors de cette évaluation, les points affectés à celle-ci sont re-distribués par l'équipe pédagogique. Il appartient à celle-ci de modifier la fiche d'évaluation en consé-quence.
Note /40
Commission d’évaluation :
Nom Prénom Qualité Emargement
Cette fiche sera présentée à la commission d’harmonisation puis archivée par le centre de correction.
Page 42/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
3.3. ÉPREUVE E42 : MANAGER ET ANIMER
Cette évaluation d’une durée maximale de 2 heures et de coefficient 1 doit permettre de vérifier les capa-cités du candidat, futur technicien supérieur des industries plastiques, lorsqu’il manage et anime, notam-ment dans les situations professionnelles suivantes :
o Conduite d’un îlot de production.o Gestion de la production en garantissant la « bonne pratique » des personnels et des équipe-
ments dans le respect des indicateurs de performance imposés par les conditions techniques et économiques de la production et le respect des mesures de prévention des risques industriels et de protection de l’environnement.
3.3.1. SUPPORT DE L'ÉPREUVE : STAGE EN SITUATION DE TECHNICIENIl s’agit du second stage en milieu professionnel, d’une durée de 4 semaines, effectué dans une entre-prise de plasturgie ou liée à la plasturgie (outilleur, centre technique…) en situation de technicien. Il est vivement recommandé que ce stage soit dans la même entreprise que le stage ouvrier.Le tuteur qui suivra le stagiaire sera obligatoirement un chef d’atelier, un responsable d’îlot de produc-tion, un chef d’équipe ou un responsable de secteur.
3.3.2. PROPOSITION D’ORGANISATION DU STAGELes propositions d’organisation suivantes sont données à titre d’exemple : elles ont vocation à être adaptées selon l’environnement des entreprises. Il est souhaitable qu’une sensibilisation à cette période de stage soit organisée dans le centre de formation dans la semaine précédant le départ de l’étudiant.
Première partie :
Au cours des deux premières semaines, le futur technicien supérieur, encadré par son tuteur, sera mis progressivement en situation de responsable d’îlot.Cette période doit lui permettre de :
• Découvrir les aspects du management d’équipe dans une situation réelle d’entreprise.• Permettre au futur technicien de se mettre progressivement en situation de responsable d’îlot.• Prendre en compte les contraintes d’amélioration continue de la production et la prévention des
risques industriels et de protection de l’environnement.
Deuxième partie :
• En liaison avec l’équipe pédagogique de plasturgie, le tuteur choisit une situation professionnelle permettant de mettre en œuvre les compétences attendues et évaluables, et élabore son dérou-lement.
• Le tuteur complète la fiche d’observation sur la qualité et l’autonomie des tâches réalisées.• le candidat constitue, à l’issue de cette situation professionnelle, un dossier comprenant la des-
cription sommaire de la situation et un compte rendu critique de son action et un relevé ou inven-taire d’éléments susceptibles d’améliorer la production ou la prévention des risques (dossier limi-té à 5 pages).
Troisième partie :
Au cours de la dernière semaine, le candidat présente son dossier qui est suivi d’un entretien avec la commission d’évaluation.
3.3.3. DÉROULEMENT DE L'ÉVALUATIONL’évaluation se décompose en deux étapes :
Première étape :
Une situation professionnelle est proposée comme support d’évaluation au candidat lors de la troisième semaine du stage. Cette première étape de l’évaluation permettra au candidat de mettre en œuvre les compétences atten-dues suivantes:
• Expliquer les taches de production et les consignes.• Transmettre les consignes (écrit et oral).• Vérifier la bonne exécution des tâches et le respect des consignes.• Identifier, repérer et corriger les dysfonctionnements de l'îlot.• Participer à l'analyse des incidents et accidents.• Promouvoir une politique de prévention des risques et de protection de l'environnement au sein
de l'îlot.
Exemples de situation :
• Démarrage d’une nouvelle production.• Changement d’équipe.• Participation à la gestion des aléas.
Page 43/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
• Participation à différents groupes de travail.
Exemples de taches professionnelles :
• Expliquer les tâches de production et expliciter les consignes.• Contrôler dans le temps le bon fonctionnement des équipes de production et le respect des
consignes.• Organiser et répartir le travail des équipes de production en fonction des ordres et des plannings
de fabrication.• Appliquer ou faire appliquer les protections de sécurité et d’hygiène individuelle.• Recueillir les informations et mettre à la disposition des équipes de production les observations et
les suggestions dans les domaines de la sécurité et de l’environnement.
L’élaboration de la situation et l’organisation de son déroulement relèvent de la responsabilité du tuteur.• A l’issue de cette situation professionnelle, le candidat constituera un dossier comprenant la des-
cription sommaire de la situation, un compte rendu critique de son action et un relevé ou inven-taire d’éléments susceptibles d’améliorer la production ou la prévention des risques (dossier limi-té à 5 pages).
• Le tuteur complète une fiche d’observation sur la qualité et l’autonomie des tâches réalisées. Cette fiche d’observation est définie au niveau national.
Deuxième étape : un entretien de 30 minutes
Cette étape, située dans la dernière semaine de stage, consiste en une présentation du dossier par le candidat et d’un entretien avec la commission d’évaluation.
• Présentation du dossier : 10 minutes.• Entretien avec la commission : 20 minutes.
Cette étape de l’évaluation permettra de mettre en œuvre les compétences attendues suivantes:
• Collecter les informations liées à la production.• Répercuter les informations pertinentes.
L'évaluation s’appuie sur :• La qualité et l’intérêt des documents fournis (justesse, rigueur technologique…).• L'analyse critique de la situation.• Le relevé d’éléments d’amélioration.• La fiche d’observation complétée par le tuteur.• La commission d’évaluation est composée du tuteur et de deux enseignants de l’équipe pédago-
gique de plasturgie de l’établissement de formation.
La fiche d’évaluation sera définie au niveau national et diffusée aux établissements par les services recto-raux des examens et concours. Sauf indication contraire notifiée au préalable par le jury, seule les fiches d’évaluation sont transmises.
Le dossier relatif aux deux étapes de l’évaluation est tenu à la disposition du jury et de l’autorité rectorale pour la session considérée et jusqu’à la session suivante. Le jury pourra éventuellement en exiger l’envoi avant délibération pour les consulter. Dans ce cas, à la suite d’un examen approfondi, il formulera toutes remarques et observations utiles et arrêtera la note.
Page 44/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
3.3.4. FICHE D’OBSERVATION
Etablissement : ................................
......................................................
Brevet de Technicien Supérieur des Industries Plastiques « EUROPLASTIC »
Session 20 . .
Nom : .............................................
Prénom : ........................................
Fiche d’observation
Epreuve E4 – PRODUIRE EN PLASTURGIE
Evaluation U42 Manager et Animer
Entreprise: .........................................................................................................................
Description de la situation d’évaluation retenue: ...............................................................
...........................................................................................................................................
...........................................................................................................................................
...........................................................................................................................................
Compétences évaluées : Suivant la situation d’évaluation retenue toutes
les compétences ne seront pas évaluéesAppréciations du tuteur
Expliquer les taches de production et les consignes.
Transmettre les consignes (écrit et oral).
Vérifier la bonne exécution des tâches et le respect des consignes.
Identifier, repérer et corriger les dysfonction-nements de l'îlot
Participer à l'analyse des incidents et acci-dents.
Promouvoir une politique de prévention des risques et de protection de l'environnement au sein de l'îlot
Appréciation générale du tuteur : ......................................................................................
...........................................................................................................................................
...........................................................................................................................................
...........................................................................................................................................
...........................................................................................................................................
Tuteur :
Nom Prénom Qualité Emargement
Cette fiche sera apportée lors de la commission d’évaluation.
3.3.5. FICHE D'ÉVALUATION
Page 45/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Etablissement : ................................
......................................................
Brevet de Technicien Supérieur des Industries Plastiques « EUROPLASTIC »
Session 20 . .
Nom : .............................................
Prénom : ........................................
Fiche d’évaluation
Epreuve E4 – PRODUIRE EN PLASTURGIE
Evaluation U42 Manager -Animer
Entreprise : ........................................................................................................................
Evaluation de la première étape : Rappel de la situation d’évaluation retenue :
...........................................................................................................................................
...........................................................................................................................................
...........................................................................................................................................
Compétences évaluées : - - - + + + Noteproposée
Expliquer les taches de production et les consignes. /2
Transmettre les consignes (écrit et oral). /4
Vérifier la bonne exécution des tâches et le respect des consignes. /4
Identifier, repérer et corriger les dysfonctionnements de l'îlot /2
Evaluation de la deuxième étape: Présentation du rapport (10 minutes) et entretien avec la commission (20 minutes)
Compétences évaluées : - - - + + + Note
proposée
Participer à l'analyse des incidents et accidents./2
Collecter les informations liées à la production./3
Promouvoir une politique de prévention des risques et de pro-tection de l'environnement au sein de l'îlot.
/1
Répercuter les informations pertinentes./2
Commission d’évaluation :Note /20
Nom Prénom Qualité Emargement
Cette fiche sera apportée lors de la commission d’harmonisation puis archivée par le centre de correction.
3.4. ÉPREUVE E43 : ORGANISER GÉRER ASSURER LA QUALITÉ
3.4.1. FINALITÉS ET OBJECTIFSCette évaluation de coefficient 4 se compose de deux périodes, une première période de 6 à 8 semaines (50h maximum) et une seconde de mise en production d’une durée de 12 heures au minimum.
Page 46/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Elle doit notamment permettre de vérifier les compétences suivantes :
• Définir, identifier et recenser les moyens nécessaires à l'industrialisation du produit.• Elaborer la gamme de production (chronologie des actions, moyens matériels utilisés, ressources
humaines indispensables.• Définir les flux.• Vérifier et optimiser l'ensemble des paramètres de réglage et de contrôle et définir les para-
mètres de stabilité de la production.• Planifier la production.• Gérer l'approvisionnement de l'îlot.• Définir pour chaque caractéristique et chaque paramètre (qui contrôle ? avec quel moyen ? selon
quelle fréquence ?).• Mettre en place un document permettant d'avoir une trace des contrôles.• Elaborer les procédures de vérification de la qualité de la matière à la réception et après transfor-
mation.• Réceptionner et vérifier la conformité des outillages.• Essayer et mettre au point l'outillage.• Vérifier l'application rigoureuse des procédures prévues par le dossier de production et le plan
qualité.• Evaluer l'aptitude des équipements et apprécier le niveau d'efficience de l'unité de production.• Participer à la rédaction des procédures.• Valider les procédures (réglages, contrôle).• Elaborer l'ensemble des documents de fabrication, de contrôle et de suivi de la qualité.• Déterminer les caractéristiques du produit contrôlé et donner la visée.• Identifier les indicateurs adaptés aux objectifs visés (par exemple : TRS, ...).• Proposer des modifications de l'organisation de l'îlot.
3.4.2. SUPPORT DE L'ÉVALUATIONLe support de l'épreuve est un outillage, dans la mesure du possible d'origine industrielle, appartenant à l'une des techniques retenues au niveau 3 et 4 des savoirs. Ces supports et leur exploitation seront approuvés au moment de la validation des PPCI.
L'outillage est confié à une équipe d'étudiants (3 ou 4) au retour du stage de technicien. Ceux-ci devront préparer l'industrialisation et réaliser une production de nature industrielle en termes d'organisation, de qualité et de quantité.
3.4.3. DÉROULEMENT DE L’ÉVALUATIONLes étudiants doivent préparer l'industrialisation et la rédaction du dossier de fabrication sur une période de 6 à 8 semaines (50h maximum).
A l'issue de cette période de préparation, l’équipe d'étudiants réalise la production dans les conditions les plus industrielles possibles (passage de poste, journée continue, …).
La durée de production sur une journée est au minimum de 12 heures. Les étudiants élaborent un plan-ning en assurant la présence de deux personnes sur poste tout au long de la production.
Etudiant3Etudiant 2
Exemple de planning pour une équipe de 4 étudiants
8h 10h 12h 14h 16h 18hExemple de planning pour une équipe de 3 étudiants
Etudiant 3 Etudiant 4
Etudiant2Etudiant 1
Etudiant 1 Etudiant 216h 18h8h 10h 12h 14h
Un recouvrement de 15 minutes aux changements de poste est prévu pour les passages d’informations.
Le poste de travail est aménagé en tenant compte des conditions industrielles de production et du dossier de fabrication.
La mise en production valide les documents élaborés par les équipes.
L’encadrement est assuré par la présence permanente de deux enseignants, un plasturgiste et un autre enseignant de l’équipe pédagogique du BTS. Cette épreuve offre l’occasion d’associer les enseignants des matières générales à la production.
L'évaluation porte sur :• Les tâches réalisées par chaque candidat qu’il précisera et justifiera.• La qualité du dossier de fabrication (justesse, rigueur technologique…).• La production réalisée (quantité, délais, qualité, coût).
Page 47/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
• L'organisation de la production (continuité de la production, management, approvisionnement…).• L'analyse de la production.
L'évaluation sera assurée par des membres de l'équipe pédagogique de plasturgie de l'établis-sement.
3.4.4. COMPÉTENCES
RESSOURCES COMPETENCES ELEMENTAIRES INDICATEURS DE PERFORMANCES
Moyens disponibles en per-sonnels, matériels et lo-caux
Dossier de fabrication ou dossier produit (document rédigé par les étudiants).
Etat des matériels et moyens disponibles.
Définition du processus de fabrication du produit.
Définir, identifier et recenser les moyens nécessaires à l’industriali-sation.
Les moyens existants sont tota-lement listés et leurs caractéris-tiques et capacités connues.
L’identification de moyens nou-veaux et nécessaires éventuels est réalisée.
Documentations tech-niques.
Cahier des charges fonc-tionnel.
Elaborer la gamme de production (chronologie des actions, moyens matériels utilisés, ressources hu-maines indispensables).
Le processus de fabrication du produit est défini.
Les points critiques sont identi-fiés.
Liste des matériels et moyens disponibles.
Processus de fabrication du produit.
Gamme du produit.
Définir les flux. L’implantation de l’îlot de pro-duction est effectuée.
L’élaboration des documents de circulation est réalisée.
L’îlot de production est opéra-tionnel, les équipements inadé-quats ou manquants ont été remplacés ou commandés.
Gamme du produit.
Ensemble des moyens défi-nis.
Définition de l’îlot de pro-duction (document rédigé par les étudiants).
Cahier des charges produit.
Fiches de réglage et de procédure (documents ré-digé par les étudiants).
Vérifier et optimiser l’ensemble des paramètres de réglage et contrôle.
Les documents de production dé-finitifs sont rédigés et diffu-sables, ils permettent le passage à la série.
Le cahier des charges pro-duit.
Les outils de production.
Les données économiques (quantité, délai, coût).
L’îlot de production.
Planifier la production.
Gérer l’approvisionnement de l’îlot
Le planning prévisionnel est réa-liste.
La production livrée est conforme en termes de quantité, coûts et délais.
Page 48/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Cahier des charges fonc-tionnel.
Normes.
Système de production.
Les exigences du client.
Moyens de contrôle.
Déterminer les caractéristiques du produit contrôlé et donner la vi-sée.
Déterminer les paramètres contrô-lés pour chaque opération et don-ner la visée.
Définir pour chaque caractéris-tique et chaque paramètre : qui contrôle ? Avec quel moyen ? Se-lon quelle fréquence ?
Mettre en place un document per-mettant d’avoir une trace des contrôles
Le plan qualité proposé garantit la conformité de la pièce vis à vis du cahier des charges fonction-nel.
Le produit répond au cahier des charges fonctionnel.
La traçabilité des contrôles est assurée.
La production est conforme en qualité, coûts et délais.
L'application des dispositions des dossiers AQP et AQF garantit la qualité de la fabrication.
Cahier des charges produit.
Fiches techniques.
Dossier technique.
Matière.
Normes.
Appareils de contrôle.
Elaborer les procédures de récep-tion de la matière.
Elaborer les procédures de vérifi-cation de la qualité de la matière après transformation.
Les procédures garantissent la conformité de la matière.
Cahier des charges ou-tillage.
Outillage.
Plans (pièces, outillage).
Machine de production.
Procédure existante de ré-ception de l’outillage (do-cument rédigé par les étu-diants).
Réceptionner et vérifier la confor-mité d'outillage.
Essayer et mettre au point l’ou-tillage.
Le document de validation de l’outillage est totalement rensei-gné.
La fiche technique outillage est rédigée.
La réalisation d’échantillons tests est effectuée.
Ilot, matériels, périphé-riques, matières d'œuvres.
Dossier de production (do-cument rédigé par les étu-diants).
Plan qualité (document ré-digé par les étudiants).
Objectifs de production.
Vérifier l’application rigoureuse des procédures prévues par le dossier de production et le plan qualité.
Les procédures sont correcte-ment appliquées.
La production est assurée en termes de qualité, quantité, dé-lais et coûts.
Cahier des charges produit.
Moyens de contrôle.
Les fiches techniques.
Les échantillons (réalisés par les étudiants).
La pré série (réalisée par les étudiants).
Appareils de contrôle.
Evaluer l’aptitude machine.
Evaluer l’aptitude du processus.
Valider les choix (outillage, ma-chine, matière, périphériques).
Evaluer l’aptitude des moyens de contrôle.
Le produit répond au cahier des charges produit.
La production est conforme en qualité, coûts et délais.
Page 49/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Gamme du produit.
Ensemble des moyens défi-nis (document rédigé par les étudiants).
Définition de l’îlot de pro-duction (document rédigé par les étudiants).
Cahier des charges pro-duit.
Elaborer l'ensemble des docu-ments de fabrication, de contrôle et de suivi de la qualité.
Valider les procédures (réglages, contrôle).
La rédaction des fiches de ré-glage et de procédure néces-saires au démarrage de la pro-duction est effectuée et valide.
Cahier des charges produit.
Ilot de production.
Tableau de bord (document rédigé par les étudiants).
Dossier de production (do-cument rédigé par les étu-diants).
Eléments de suivi qualité (document rédigé par les étudiants).
Identifier les indicateurs adaptés aux objectifs visés (par exemple:TRS, ...).
Apprécier le niveau d’efficience de l’îlot.
Décider, le cas échéant, des ac-tions correctives appropriées.
Les conclusions et décisions prises sont justes et réalistes, et permettent de garantir les objec-tifs fixés (délais, qualité et coûts).
Dossier technique.
Choix validés du Bureau des Méthodes.
Choix machines (réalisé par les étudiants).
Choix périphériques (réali-sé par les étudiants).
Données ergonomiques.
Documents définissant l’or-ganisation et le fonctionne-ment de l’îlot (document réalisé par les étudiants).
Proposer des modifications de l’or-ganisation de l'îlot :
o dessin d'implantation ;
o graphe de circulation ;
o dessin d'aménagement d'un poste de travail ;
o étude ergonomique ;
o analyse économique ;
o plan d’automatisation.
Les dessins et graphes sont va-lides et exploitables.
Les propositions sont pertinentes d’un point de vue ergonomique fonctionnel et économique.
Gamme du produit.
Ensemble des moyens défi-nis (document réalisé par les étudiants).
Définition de l’îlot de pro-duction (document réalisé par les étudiants).
Cahier des charges produit.
Fiches de réglage et de procédure (document réali-sé par les étudiants).
Vérifier les capacités de production de l’îlot en termes de qualité, continuité et coûts.
Les pièces sont produites dans les conditions séries.
Le bilan de l’essai existe sous forme de rapport, structuré et critique.
Une évaluation des coûts de pro-duction est rédigée.
Les procédures permettant d’as-surer la continuité de la produc-tion sont écrites et testées.
Page 50/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Le dossier de fabrication, comprend tout ou partie des éléments suivants selon les technologies et les supports d’évaluation :• Le plan pièce.• La situation de la pièce dans son environnement.• La gamme de contrôle.• Le plan d'ensemble de l'outillage (moule, filière, conformateur,….).• Le plan de montage et de raccordement de l'outillage sur la machine.• Le mode opératoire de la préparation et du montage de l'outillage.• Les fiches matières premières nécessaires à la fabrication.• Les fiches de données de sécurité des matières premières.• Le mode opératoire de préparation des matières premières.• La fiche de réglage et / ou la fiche opératoire.• Les outils et les moyens.• Les fiches des périphériques.• La fiche d'implantation du poste de travail.• Les fiches de suivi de qualité.• L’historique qualité – produit.• Les exigences environnementales
Il sera remis sous forme papier et sous forme informatique afin de faciliter une utilisation ultérieure par l’équipe pédagogique lors par exemple du CCF U41.
A l’issue des situations d’évaluation, l’équipe pédagogique de l’établissement de formation adresse au jury les fiches d’évaluation du travail réalisé par le candidat.
Les fiches d’évaluation du candidat sont définies au niveau national et sont diffusées aux établissements par les services rectoraux des examens et concours.
L’équipe pédagogique de l’établissement de formation constitue, pour chaque candidat, un dossier com-prenant :
• les documents rédigés par le candidat en vue des évaluations ;• une synthèse notée des productions réalisées (déroulement, organisation, …).
Sauf indication contraire notifiée au préalable par le jury, seule les fiches d’évaluation sont transmises.Le dossier décrit ci-dessus, relatif aux trois situations d’évaluation, est tenu à la disposition du jury et de l’autorité rectorale pour la session considérée et jusqu’à la session suivante. Le jury pourra éventuelle-ment en exiger l’envoi avant délibération pour les consulter. Dans ce cas, à la suite d’un examen appro-fondi, il formulera toutes remarques et observations utiles et arrêtera la note
3.4.5. VALIDATION DU PROJETLes supports sont validés lors de réunions inter-académiques tenues à la fin du premier trimestre de la deuxième année. Les documents nécessaires à validation sont regroupés dans un dossier papier et pré-sentés à l’assemblée (tous les représentants des centres du regroupement) sous forme d’un diaporama (power point par exemple) en vue d’une approbation collégiale.Un exemple est disponible sur le site www.plasturgieducation.org dans l’espace enseignant rubrique BTS.Un support refusé devra, après modification, faire l’objet d’une nouvelle présentation auprès de l’inspec-teur pédagogique régional en charge du BTS.
Page 51/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Brevet de Technicien Supérieur des Industries Plastiques « EUROPLASTIC »
Session 20 . .
Fiche de validationEpreuve E4 – PRODUIRE EN PLASTURGIE
Evaluation U43 Organiser Gérer Assurer la Qualité
ETABLISSEMENT
......................................
......................................
INTITULE du PROJET
................................................
................................................
Nombred'étudiants sur le
projet
.........................
CONTENU DU DOSSIER Observations de la CommissionModifications à apporter
Description technique du support
CDCFBien définiPeu définiNon fourni
Dessin pièceBien définiPeu définiNon fourni
MatièreBien définiPeu définiNon fourni
Eléments nécessaires à la réalisation du projet
Dessin de l’outillage FourniNon fourni
Processus retenuBien définiPeu définiNon fourni
MachinesDonné
Non fourni
Identification des tâches potentielles susceptibles d’être réalisées
Indication du point d’entrée
DonnéNon fourni
Indication du point de sortie
DonnéNon fourni
Définition des objectifs terminaux évaluables
DéfinitionBien définiPeu définiNon fourni
Niveau BTSDifficile
SatisfaisantInsuffisant
Vu le . . / . . / 20 . .
par le PRESIDENT de la COMMISSIONAVIS
SIGNATURE de MEMBRES de la COMMISSION
ETABLIR UNE FICHE PAR PROJET
Page 52/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
3.4.6. FICHE D’ÉVALUATION
Etablissement : ................................
......................................................
Brevet de Technicien Supérieur des Industries Plastiques « EUROPLASTIC »
Session 20 . .Nom : .............................................Prénom : ........................................
Fiche d’évaluation
Epreuve E4 – PRODUIRE EN PLASTURGIEEvaluation U43
Organiser Gérer Assurer la Qualité
Technique : .....................................................................................................................
Pièce: ..............................................................................................................................
Type d'outillage: .............................................................................................................
Compétences évaluées : - - - + + +
Définir, identifier et recenser les moyens nécessaires à l’industrialisation
Elaborer la gamme de production
Définir les flux
Vérifier et optimiser l’ensemble des paramètres de réglage et contrôle.
Planifier la production.
Gérer l’approvisionnement de l’îlot.
Déterminer les caractéristiques du produit contrôlé et donner la visée.
Vérifier les capacités de production de l’îlot en termes de qualité, continuité et coûts.
Déterminer les paramètres contrôlés pour chaque opération et donner la visée.
Définir pour chaque caractéristique et chaque paramètre : qui contrôle ? Avec quel moyen ? Selon quelle fréquence ?
Mettre en place un document permettant d’avoir une trace des contrôles.
Elaborer les procédures de réception de la matière.
Elaborer les procédures de vérification de la qualité de la matière après transformation.
Réceptionner et vérifier la conformité d'outillage.
Essayer et mettre au point l’outillage.
Vérifier l’application rigoureuse des procédures prévues par le dossier de production et le plan qualité.
Evaluer l’aptitude machine.
Evaluer l’aptitude du processus.
Valider les choix (outillage, machine, matière, périphériques).
Evaluer l’aptitude des moyens de contrôle.
Elaborer l'ensemble des documents de fabrication, de contrôle et de suivi de la qualité.
Valider les procédures (réglages, contrôle).
Identifier les indicateurs adaptés aux objectifs visés (par exemple:TRS, ...).
Apprécier le niveau d’efficience de l’îlot.
Décider, le cas échéant, des actions correctives appropriées.
Proposer des modifications de l’organisation de l'îlot N.B: Si une compétence n'est pas évaluée lors de cette évaluation, les points affectés à celle-ci sont redistribués par l'équipe pédago-gique. Il appartient à celle-ci de modifier la fiche d'évaluation en conséquence.
Commission d’évaluation : Note /80
Nom Prénom Qualité Emargement
Cette fiche sera présentée à la commission d’harmonisation puis archivée par le centre de correction.
3.5. ÉPREUVE E5 : OPTIMISER EN PLASTURGIE
3.5.1. PRÉSENTATION SUCCINCTE
Page 53/ 86

DOSSIER TECHNIQUE QUESTIONS
REPONSES
ATTENDUES
Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
C'est une épreuve écrite, ponctuelle d'une durée de 5 heures, se déroulant à la fin de la deuxième année scolaire.Basée sur un sujet national, (le seul pour la plasturgie), elle représente 6 coefficients.
3.5.2. FINALITÉS ET OBJECTIFSCette épreuve permet d'évaluer la capacité du candidat à mettre en œuvre ses compétences pour l'opti-misation et/ou l’amélioration d'une production de pièces plastiques, en terme d'adéquation "fonctionnali-tés - matériau- conception - procédé "avec les contraintes de quantité, délai, qualité et coût.
3.5.3. DESCRIPTION DE L’ÉPREUVEA partir d’une problématique industrielle clairement documentée par un dossier technique complet des questions amèneront le candidat à analyser le dossier pour rechercher les possibilités d’optimisation, d’amélioration ou de correction et à proposer les actions nécessaires à mettre en œuvre pour obtenir le produit dans des conditions optimum et économiquement viables.
A travers les compétences évaluées, le sujet permettra d'explorer les grands domaines de la plasturgie et notamment :• Matériaux• Conception• Procédés• Gestion de production• Qualité• Coûts• …
Page 54/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
TABLEAU DES COMPETENCES PROFESSIONNELLES -PRODUIRE- A EVALUER POUR E5REPARTIES SELON LES GRANDES CATEGORIES DE SAVOIRS
A - LES MATIERES, B - LES TECHNIQUES DE PRODUCTION, C - LES OUTILS, D - L'INDUSTRIALISATION, E - LA MAITRISE ET L'AMELIORATION DE LA PRODUCTION, F - L'INNOVATION, G - LA QUALITE, H - LE MANAGEMENT, I - LA COMMUNICATION, J - LA SECURITE ET LA PREVENTION DES RISQUES, K - LE DEVELOPPEMENT DURABLE, L - L’ECONOMIE
Compétences fondamentales
capacitésN°
N° initial
Compétences élémentaires à évaluer A B C D E F G H I J K L
C1 CONDUIRE LA PRODUCTION
C1-5 15-53-54
Mesurer les paramètres des coûts réels de production et calculer les coûts réels.
C1-9 29 Calculer les charges détaillées.
C1-15 67Extraire les données technologiques néces-saires à la production.
C2 ORGANISER LA PRODUCTION
C2-6 28-86Calculer les besoins et mettre en adéquation les besoins et les moyens.
C3 ASSURER LA QUALITE
C3-4 19-61 Identifier les paramètres critiques de dérive.
C3-6 24Proposer et ou exploiter des méthodes per-mettant de dresser un tableau de bord syn-thétique des unités de production (reporting).
C3-9 49-50-51
Analyser et résoudre les problèmes liés aux dérives et à la non qualité.
C4 AMELIORER ET INNOVER
C4-2 27-35Choisir les indicateurs et analyser la produc-tion.
C4-334-36-37-38
Analyser le cahier des charges et proposer des solutions d’optimisation (y compris au client).
C4-4 55 Comparer coûts prévisionnels et coûts réels.
C4-8 68Proposer les modifications du produit en utili-sant les savoirs spécifiques du plasturgiste pour dialoguer avec le client.
C4-10 70Modifier un dessin de définition produit en fonction d'un procédé (machine, matière, ou-tillage).
C4-12 72Emettre, en dialoguant avec l'outilleur, des propositions de conception ou de modification afin d'optimiser l'outillage.
C4-14 75-76Proposer des études complémentaires (essais…) et des solutions correctives.
POIDS DES COMPETENCES ET PISTES DE QUESTIONNEMENT DANS LES SUJETS
Les compétences répertoriées ont bien entendu des poids différents qui indiquent l'importance qu’on leur attribue au sein de l’épreuve. Pour élaborer cette épreuve ponctuelle et faciliter le travail des auteurs de sujets, le tableau des compétences est complété en indiquant pour chacune le domaine des savoirs aux-quels elles se rapportent et les pistes de questionnement qu’elles suggèrent.Le contrôle des compétences les plus essentielles devra être systématique et elles auront un poids cer-tain, chacune des compétences médianes tout en étant présentes seront moins importantes, par contre les compétences dites annexes pourront dans certains sujets être absentes si les différents scénarii ne peuvent les intégrer.
Page 55/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Tableau des quatre compétences les plus essentielles de cette épreuve
RESSOURCES COMPETENCESINDICATEURS
DE PERFORMANCESPISTES DE
QUESTIONNEMENT
• Cahier des charges fonctionnel dans sa forme simplifiée ou détaillée.
• Éléments fonction-nels.
• Produit. • Dessin de définition
du produit. • Dessin de l’ou-
tillage. • Dessin des outils
des opérations an-nexes (marquage, emporte-pièce….).
• Définition du pro-cessus de fabrica-tion.
• Avant-projet. • Fiches matières.
Améliorer et Innover
• 67 Extraire les don-nées technologiques nécessaires à la pro-duction.
• 68 Proposer les modi-fications du produit en utilisant les savoirs spécifiques du Plas-turgiste pour dialo-guer avec le client.
• 70 Modifier un dessin de définition produit en fonction d’un pro-cédé (machine, ma-tière, outillage.
• Les fonctions sont reconnues et listées.
• Les fonctions principales et de contraintes sont traduites en termes techniques, com-mentées, quantifiées et l’in-dicateur est suggéré ainsi que son contrôle.
• L’expression des fonctions est associée aux formes du produit.
• Les consignes nécessaires à la modification du dessin de définition sont opération-nelles et conduisent à une conception valide.
• Les formes et les matières proposées sont pertinentes et compatibles avec les pro-cédés de fabrications.
• Les modifications proposées sont pertinentes et conduisent à respecter ou améliorer la rentabilité tech-nique et économique du pro-cessus.
• Le produit après modifica-tions est conforme à l’at-tente du client.
• Hiérarchisation des fonctions.
• Modification de so-lutions géomé-triques.
• Choix matière. • Modifications en
fonction du procé-dé et ou du maté-riau.
• Analyse de mou-lage.
• Architecture de l’outillage.
• Caractéristiques machine.
• Cahier des charges fonctionnel ou fonctions.
• Dossier produit ini-tial.
• Dessin de défini-tion.
• Mise en situation. • Dossier technique. • Résultats de simu-
lations thermiques et rhéologiques.
• Banque de données matière et ou-tillage.
• Dessin des outils des opérations an-nexes (marquage, emporte-pièce…)
• Plan d’implantation de l’îlot de produc-tion.
Améliorer et Innover
• 72 Emettre, en dialo-
• Les contraintes outillage / machine sont clairement identifiées et énoncées (ron-delle de centrage, encombre-ment….), elles permettent un interfaçage outil / machine/ processus correct.
• En fonction des simulations fournies, les choix effectués sont pertinents ;
• Les fonctions de l’outillage sont clairement redéfinies, justifiées et optimisées ;
• Les lignes de joints sont cor-rectement choisies et défi-nies ;
• Le dessin des formes mou-lantes est optimisé (ca-pable) ;
• Les zones et moyens d'éjec-tion sont correctement défi-nis ;
• Les choix technologiques
• Définition des em-preintes (mise en forme)
• Analyse de simula-tion (thermique, rhéologique, ...) avec propositions d’optimisation.
• Amélioration de l’éjection.
• Définition des si-gnatures procédé.
• Optimisation du démoulage.
• Interfaçage de l’ou-tillage en fonction de la machine (as-servissement, ro-botisation).
• Recherche pour op-timisation de la ci-nématique de l’ou-tillage.
Page 56/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
guant avec l’outilleur, des propositions de conception ou de mo-dification afin d’opti-miser l’outillage.
permettant d'assurer le dé-moulage, conduisent à une solution cohérente aux vues des éléments du dossier technique ;
• Les outils de communication graphique utilisés per-mettent le dialogue avec l’outilleur.
Tableau des compétences médianes de cette épreuve
RESSOURCES COMPETENCES INDICATEURS DE PERFORMANCES
PISTES DE QUESTIONNEMENT
• Les procédures.• Les outils de pro-
duction.• L’îlot de produc-
tion. • Les données éco-
nomiques (quanti-té, délai, coût).
• Le cahier des charges produit.
• Les indicateurs de production.
Gérer la production
• 34 Proposer des solu-tions de résolution de problèmes.
• 35 Analyser la pro-duction.
• 36 Proposer des solu-tions d'optimisation.
• Les dérives de production sont analysées.
• La production est conforme en termes de qualité, coûts et délais.
• La production est optimisée en termes de qualité, coûts et délais.
• Ilot, matériels, pé-riphériques, ma-tières d'œuvres.
• Dossier de produc-tion.
• Plan qualité.• Objectifs de pro-
duction.• Production en
cours ou résultats archivés d'une pro-duction réalisée.
• Cahier des charges produit.
• Tableau de bord. • Eléments de suivi
qualité (fiches de relevés, cartes…).
Conduire la production
• 19 Identifier les para-mètres critiques de dérive.
• 24 Proposer et ou ex-ploiter des méthodes permettant de dresser un tableau de bord synthétique des unités de production. (en terme de logistique, de rendement, de qualité, de délais, de coûts) (Production re-porting).
• 61 Repérer les dérives potentiellement cri-tiques.
• La production est assurée en termes de qualité, quantité, délais et coûts.
• Les indicateurs choisis sont pertinents et correctement exploités.
• La méthode appliquée est bien choisie.
• L'origine de la dérive est identifiée.
• L'analyse des problèmes est réaliste.
• Les solutions proposées sont pertinentes.
• Analyser une carte de contrôle.
• Analyser des indi-cateurs TPM.
• Analyser les re-tours clients.
Page 57/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
• Cahier des charges fonctionnel.
• Normes.• Système de pro-
duction.• Moyens de
contrôle.
Assurer la qualité
• 37 Analyser le cahier des charges.
• 38 Définir les indica-teurs d’acceptation du produit.
• Les indicateurs choisis sont strictement suffisants pour garantir la conformité du produit par rapport au cahier des charges fonctionnel.
• Déterminer les tests à faire en fonction du cahier des charges (en lancement de pro-duction, en cours de production, avant expédition, …).
• Cahier des charges fonctionnel.
• Avant projet pro-duit.
• Choix matière.• Processus. • Dessin de défini-
tion. • Dossier de produc-
tion.• Résultats des
études (méca, rhéologique, ther-mique).
• Données écono-miques.
• Suivi de production (relevé des dé-fauts, défaillances).
Améliorer et Innover
• 75 Proposer des études complémen-taires (essais…).
• 76 Proposer des solu-tions correctives.
• Un dossier rassemblant les informations utiles à l’amé-lioration de la production est constitué.
• Les améliorations possibles sont détectées et des solu-tions à mettre en place sont proposées.
• Le processus global de pro-duction est valide et optimi-sé.
• Analyser des simu-lations.
• Détecter des dé-fauts. Faire une analyse de dé-faillance, proposer des études complé-mentaires.
• A partir de résul-tats d’études, pro-poser des solutions correctives.
• Recherche des in-dicateurs de contrôle.
Page 58/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
• Cahier des charges produit.
• Résultats d’essais. • Procédé.• Dossier technique.• Dossier de suivi de
fabrication.• Dossier de suivi
qualité.
Assurer la qualité de la production
• 45 valider les choix.• 49 Analyser les pro-
blèmes de dérives et de non-qualité.
• 50 Proposer des solu-tions.
• 51 Résoudre les pro-blèmes de dérives et de non-qualité.
• 61 repérer les dérives potentielles critique.
• La méthode appliquée est bien choisie.
• L’analyse des problèmes et des solutions proposées est réaliste.
• Le problème est effective-ment résolu.
• A partir des résul-tats de produc-tion, repérer des problèmes, et proposer des pistes de solu-tions: allant de l'aspect ou de la géométrie pièce….à la re-structuration d'un îlot.
• Gamme du pro-duit.
• Ensemble des moyens.
• Définition de l’îlot de production.
• Cahier des charges produit.
• Fiches de réglage et de procédure
• Fiches de coûts constatés
• Coûts prévision-nels de produc-tion.
• Données écono-miques.
Intégrer les paramètres économiques
• 15 Etudier l’ensemble des coûts constatés.
• 53 Mesurer les para-mètres de coût réel de production.
• 54 Calculer les coûts réels de production.
• 55 Comparer coûts prévisionnels et coûts réels.
• Les éléments nécessaires à l’évaluation des coûts sont fournis (coûts pièce, inves-tissements, seuils de renta-bilité…..).
• Les propositions permettent de maintenir la performance en terme de coûts.
• Les documents prévisionnels intégrants les contraintes de production et de coûts sont réalisés et exploitables (coût pièce, optimisation du nombre d'empreintes, choix d'appareillages, calculs de déchets.).
• Calculs, origine, répartition et dimi-nution de coûts.
• Incidence sur les marges et calcul de rentabilité et ou investissement.
• Optimisation des moyens par les coûts.
Tableau des compétences annexes de cette épreuve
RESSOURCES COMPETENCESINDICATEURS DE PERFOR-
MANCESPISTES DE QUES-
TIONNEMENT
• Le cahier des charges produit.
• Les outils de pro-duction.
• Les données éco-nomiques (quanti-té, délai, coût).
• L’îlot de produc-tion.
• Dossier de produc-tion.
• Contraintes di-verses (gestion du personnel, régle-mentaires….).
• Moyens humains et matériels.
Gérer la production
• 27 Choisir les indica-teurs.
• 28 Calculer les be-soins.
• Le planning prévisionnel est réaliste.
• La production livrée est conforme en termes de quantité, coûts et délais.
• L'organisation proposée est justifiée, réaliste et opti-male.
• Les bonnes personnes sont à la bonne place.
• La production est assurée en termes de qualité, coût et délais.
• Les compétences des per-sonnels pour le fonctionne-ment de l'îlot sont identifiées et définies.
• Gantt. • PERT. • MRP. • Définition et orga-
nisation d’un poste de travail.
Page 59/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
• 29 Calculer les charges détaillées.
• 86 Mettre en adéqua-tion les besoins et les moyens
• 109 Analyser la situa-tion.
Page 60/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
3.6. ÉPREUVE E6
3.6.1. FINALITES ET OBJECTIFS
Le Projet Plasturgie à Caractère Industriel (P.P.C.I.) est constitué d’un rapport de synthèse dont l’objectif est d’évaluer les capacités d’analyse, de synthèse et de communication à travers une problématique technique et industrielle et intégrant son aspect économique. Les domaines traités touchent la matière, l’outillage, le procédé, l’organisation de la production et l’environnement.
Cette épreuve a pour objectif de vérifier les compétences de communication et certaines compétences techniques et professionnelles du candidat :
• Identifier les enjeux (acteurs, données économiques, délais).• Proposer une optimisation des coûts et/ou investissements.• Proposer des améliorations et décider des actions correctives appropriées.• Choisir les méthodes d'aide au diagnostic adaptées.• Etudier la faisabilité et apporter des solutions techniques de plasturgiste.• Proposer, argumenter et valider des solutions adaptées à la réalisation correcte du produit dans
le cadre fonctions outillage/machine/processus.• Exploiter les études et les résultats.• Participer à la veille technologique.• Rédiger un rapport technique de synthèse.• Choisir les moyens de communication et maîtriser les outils de présentation.• Rédiger un rapport, des schémas techniques en vue d'une présentation orale.
3.6.2. MODE D’EVALUATION
Épreuve ponctuelle orale de durée maximale 40 minutes et de coefficient 5.
Période de l’évaluation : avant-dernière semaine de juin de la seconde année de formation.
Fiche d’évaluation des candidats définie au niveau national.3.6.3. HORAIRE
L’horaire consacré au PPCI comporte :• 1,5 h en classe de 2°année de la formation par groupe de travaux pratiques d’atelier (incluant
l’enseignement du management pendant le premier trimestre).• Une période de 3 semaines commençant dès la fin des épreuves écrites et entièrement consacrée
au PPCI.
Quelle que soit la complexité du projet, le travail d’un étudiant ne peut excéder un volume de 120 heures.
3.6.4. SUJET
Le Projet Plasturgie à Caractère Industriel (P.P.C.I.) porte sur une problématique industrielle confiée à une équipe de 2 à 4 étudiants ou un seul apprenti.
Les étudiants utiliseront la première période de stage pour « prospecter » et discuter avec l’entreprise d’accueil de sujets de problématiques sur lesquels pourrait porter un P.P.C.I. L’apprenti utilisera les pé-riodes de formation en entreprises du second semestre de la première année pour « prospecter » et dis-cuter avec l’entreprise d’accueil de sujets de problématiques sur lesquels pourrait porter un P.P.C.I.
Les propositions de sujets seront élaborées par les étudiants en collaboration avec leur entreprise d’ac-cueil à l’issue du premier stage industriel et présentées à la rentrée de septembre. Le sujet sera proposé par l’apprenti en collaboration avec son entreprise d’accueil à la fin du mois de septembre de la deuxième année.
Dans le cas où les sujets proposés par les étudiants ne correspondent pas aux exigences du P.P.C.I., l’équipe pédagogique pourra soit compléter le contenu d’un projet proposé en incluant des compléments technologiques et/ou professionnels à réaliser dans le cadre du projet ou à titre exceptionnel définir une nouvelle problématique.
Exemples de problématique :
• Mise au point d’un produit, d’un procédé.• Analyse comparative de différents facteurs en relation avec le procédé, le produit, ….• Contribution à des études de développement de nouveaux produits, de nouveaux procédés, de
nouvelles matières, ….• Analyse économique.• Prise en compte de la dimension développement durable, éco-conception, cycle de vie du produit.• Vérification d’hypothèses par simulation, par essais.• …
Page 61/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
3.6.5. DEROULEMENT DU P.P.C.I.3.6.5.1. ELABORATION DU DOSSIER DE VALIDATION
Le début de la seconde année de formation (septembre, octobre, novembre) sera consacré à l’élaboration des éléments constitutifs du dossier de validation :
• L’expression de la problématique industrielle abordée.• Une documentation technique pouvant comprendre : la présentation du produit, le plan de pièce
et le plan d’ensemble, le plan outillage, les données techniques sur la matière, la gamme de fa-brication du produit étudié, ….
• Les éléments permettant d’apprécier le volume et la difficulté des problèmes techniques à ré-soudre.
• Le planning des activités technologiques et professionnelles sous-tendues par le projet.3.6.5.2. VALIDATION DU P.P.C.I.
Les projets sont validés lors de réunions inter-académiques tenues à la fin du premier trimestre de la deuxième année. Les documents nécessaires à validation sont regroupés dans un dossier papier et pré-sentés à l’assemblée (tous les représentants des centres du regroupement) sous forme d’un diaporama (power point par exemple) en vue d’une approbation collégiale. Un support refusé devra, après modification, faire l’objet d’une nouvelle présentation auprès de l’inspec-teur pédagogique régional en charge du BTS.
Le dossier de validation comprend :
• L’expression de la problématique industrielle abordée.• Une documentation technique pouvant comprendre : la présentation du produit, le plan de pièce
et le plan d’ensemble, le plan outillage, les données techniques sur la matière, la gamme de fa-brication du produit étudié, ….
• Les éléments permettant d’apprécier le volume et la difficulté des problèmes techniques à ré-soudre.
• Le planning des activités technologiques et professionnelles sous-tendues par le projet.• Le nombre d’étudiants concernés (2 à 4 maximum).• Une fiche de validation sera définie au niveau national.
3.6.5.3. ETUDE ET RECHERCHE DE SOLUTIONS
Cette période de recherche est située entre la validation de la problématique et les épreuves écrites. L’étudiant peut être amené de manière ponctuelle à se rendre dans l’entreprise d’où est issue la problé-matique du P.P.C.I.
3.6.5.4. ESSAIS ET SYNTHESE
Cette période d’essais et de synthèse de trois semaines se situe dès la fin des épreuves écrites.
Pendant ces trois semaines, l’étudiant dispose d’un accès planifié à toutes les ressources de la section de plasturgie (documentation, laboratoire, atelier, poste informatique,…) sous l’encadrement de tous les en-seignants de la section STS. L’étudiant peut être amené de manière ponctuelle à se rendre dans l’entre-prise d’où est issue la problématique du P.P.C.I.
Le PPCI ne comporte pas la mise en œuvre d’une production.Le document de synthèse qui sera présenté lors de l’évaluation est limité à 10 pages.Les plans industriels, documentation, documents d’étude,…seront joints en annexe.
3.6.5.5. EVALUATION
L’évaluation a lieu dans le centre de formation. Chaque étudiant rédige et présente un rapport individuel sur la problématique abordée en précisant son apport personnel sur l’étude. Ce rapport sera communiqué par Email aux différents membres du jury par l’intermédiaire de l’établissement de formation au moins cinq jours avant la soutenance.
L'évaluation sera assurée par un membre de l'équipe pédagogique de plasturgie de l'établissement, un enseignant de l'équipe pédagogique de plasturgie d’un autre établissement et un industriel.
La soutenance du PPCI est réalisée en deux parties : un exposé oral d’environ 20 minutes et un entretien d’une durée sensiblement égale.
L’évaluation s’appuie sur le rapport de synthèse, la soutenance orale et l’entretien.
Les fiches d’évaluation des candidats sont définies au niveau national et sont diffusées aux établisse-ments par les services rectoraux des examens et concours. La fiche d’évaluation précise les coefficients affectés aux différentes parties sur lesquelles portent l’évaluation : analyse du problème, pertinence des solutions proposées, originalité de la démarche et logique de l’exposé oral.
Page 62/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
3.6.5. FICHE DE VALIDATION
Brevet de Technicien Supérieur des Industries Plastiques « EUROPLASTIC »
Session 20 . .
Fiche de validationEpreuve E6 – INNOVER EN PLASTURGIE
P.P.C.I. Projet de Plasturgie à Caractère Industriel
ETABLISSEMENT
......................................
......................................
INTITULE du PROJET
................................................
................................................
Nombre d'étudiants sur le
projet :
...........................
CONTENU DU DOSSIER Observations de la CommissionModifications à apporter
Expression de la problé-matique
Enoncé du problèmeBien définiPeu définiNon fourni
Contexte d’entrepriseBien définiPeu définiNon fourni
Objectifs à atteindreBien définiPeu définiNon fourni
Enoncé des contraintesBien définiPeu définiNon fourni
Documentations tech-niques nécessaires
Documentations tech-niques
FourniNon fourni
Pertinence des informa-tions proposées
Bien définiPeu définiNon fourni
Identification de tâches potentielles sus-ceptibles d’être réali-sées:
Liste des taches DonnéNon fourni
Appréciation du volume de travail
CorrectInsuffisantAmbitieux
Difficultés des pro-blèmes à résoudre
Niveau BTSTrop simpleTrop difficile
Planning des activités
Répartition des tachesBien définiPeu définiNon fourni
Déroulement du PPCIBien définiPeu définiNon fourni
Vu le . . / . . / 20 . .
par le PRESIDENTde la COMMISSION
AVIS: SIGNATURE de MEMBRES de la COMMISSION:
ETABLIR UNE FICHE PAR PROJET
Page 63/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Etablissement : ................................
......................................................
Brevet de Technicien Supérieur des Industries Plastiques « EUROPLASTIC »
Session 20 . .Nom : .............................................Prénom : ........................................
Fiche d’évaluation
Epreuve E6 – INNOVER EN PLASTURGIEP.P.C.I.
Projet de Plasturgie à Caractère Industriel
Epreuve orale - Coefficient : 5 - Durée : 0h 20 de soutenance et 0h 20 d’entretienRappel de la problématique industrielle retenue: ........................................................................
..........................................................................................................................................................
Evaluation du rapport de synthèse :
Compétence globale évaluée -- - + ++
Analyser et comprendre la problématique posée
Rédiger un rapport technique de synthèse.
Proposer des améliorations et décider des actions correctives appropriées.
Choisir les méthodes d'aide au diagnostic adaptées.
Proposer une optimisation des coûts et/ou des investissements
Identifier les enjeux
Participer à la veille technologique
Etudier la faisabilité et apporter des solutions techniques de plasturgiste.
Total /12Soutenance du rapport :
Compétence globale évaluée -- - + ++
Communiquer sur une problématique industrielle
Choisir les moyens de communication et maîtriser les outils de présentation.
Exploiter les études et les résultats.
Rédiger un rapport, des schémas techniques en vue d'une présentation orale.
Total /2
Entretien :
Compétence globale évaluée -- - + ++ Argumenter la démarche et les choix personnels présentés
Proposer, argumenter et valider des solutions adaptées à la réalisation correcte du produit dans le cadre fonctions outillage/machine/processus.
Mettre en évidence la part de travail personnel au sein du groupe
Total /6
Total /20
Commission d’interrogation : Note finale : /100
Noms Prénoms Qualité EmargementProfesseur de plasturgie du lycée
.............................................................................Professeur de plasturgie extérieur au lycée
.............................................................................Industriel
.............................................................................Cette fiche sera apportée lors de la commission d’harmonisation puis archivée par le centre de correction.
Page 64/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
4. LES STAGES EN ENTREPRISES
4.1. LE STAGE "OUVRIER"
Le stage ouvrier s'effectue en fin de première année. Il est d'une durée de deux semaines obligatoires au poste d'opérateur, plus éventuellement une semaine complémentaire pour réunir les documents néces-saires à la rédaction du rapport de stage et à la recherche de la problématique du PPCI. Il peut être aussi prolongé par une période d’activité en entreprise donnant lieu à une rémunération.
4.1.1. OBJECTIFS GÉNÉRAUX• Découvrir le monde du travail dans une entreprise de plasturgie à partir d'un poste d'exécution.• Servir de support pour l'évaluation des compétences de communication en Français et en Anglais.• Rechercher une problématique originale pour la réalisation du PPCI.
4.1.2. OBJECTIFS PARTICULIERS
Découvrir et/ou mieux connaître le monde du travail.
• L'entreprise d’accueil.• Le bilan social.• L'appartenance à un groupe.• La structure (organisation interne).• Les productions.• La sous-traitance.• Les clients.• Le personnel.• …
Les documents utilisés sont ceux habituellement diffusés par l’entreprise.
Préparation au management
• Les relations au travail, le mode de management.• La position et les rapports avec :
o Les exécutants.o Les ouvriers ou employés qualifiés.o La hiérarchie intermédiaire.o Les directeurs ou chefs de service.o Les syndicats ou les représentants des salariés.
Préparer la première situation d'évaluation en Français et en Anglais par la présenta-tion des activités de l’entreprise à l'écrit et à l'oral devant un jury.
4.1.3. DÉFINITION DU LIEU DE STAGE POSSIBLEPour être validé, le lieu de stage doit réunir les conditions suivantes:
• Etre réalisé dans une entreprise comportant un atelier ou une unité de mise en oeuvre des ma-tières plastiques, composites ou caoutchouc en France ou à l'étranger.
• Etre réalisé à un poste d'exécution, qui permet de mettre l'étudiant en rapport avec la hiérarchie et les collègues.
• Permettre d'atteindre les objectifs généraux du stage ouvrier.• Etre d'une durée minimale de 2 semaines.• Respecter la légalité et la législation du pays d'accueil.
4.1.4. POUR LE FRANÇAISObjectif général : évaluation de la capacité du candidat à communiquer oralement.
Compétences à évaluer
• S’adapter à la situation (maîtrise des contraintes de temps, de lieu, d’objectifs et d’adaptation au destinataire, choix des moyens d’expression appropriés, prise en compte de l’attitude et des questions du ou des interlocuteurs).
• Organiser un message oral : respect du sujet, structure interne du message (intelligibilité, préci-sion et pertinence des idées, valeur de l’argumentation, netteté de la conclusion, pertinence des réponses ...).
Situation
La capacité du candidat à communiquer oralement est évaluée au moment de la soutenance du rapport effectué par l’étudiant à l’issu du stage « ouvrier » qui se déroule à la fin de la première année de forma-tion (durée 2 semaines). Ce rapport de 15 à 20 pages, remis un mois après la rentrée en deuxième an-née de formation, porte sur l’entreprise d’accueil : c’est une présentation « originale » de l’entreprise avec la description des enjeux technologiques et économiques, et non une compilation de documents. Ce document comporte en outre un résumé en anglais de 5 pages.
Page 65/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Pour un candidat qui n’aurait pas rendu son rapport à la date prévue, l’évaluation ne sera pas validée. Le candidat qui ne soutiendra pas le rapport se verra attribué la note zéro.
L’évaluation de cette situation sera effectuée par les enseignants de lettres en liaison avec les ensei-gnants des disciplines technologiques qui participent aux enseignements de communication lors du pre-mier trimestre de la deuxième année de formation.
4.1.5. POUR L'ANGLAIS
Situation d’évaluation : expression orale.
Elle prendra appui sur la présentation en anglais du rapport effectué par l’étudiant à l’issu du stage « ouvrier ».
Évaluer la capacité à s’exprimer oralement en langue vivante étrangère de façon pertinente et intelligible. Le support utilisé permettra d’évaluer l’aptitude à dialoguer en langue vivante étrangère dans une situa-tion liée au domaine professionnel (présentation d’un résumé du rapport de « stage ouvrier » en anglais) au moyen de phrases simples, composées et complexes.
Pour un candidat qui n’aurait pas rendu son rapport avec la partie en anglais à la date prévue, l’évalua-tion ne sera pas validée. Le candidat qui ne soutiendra pas le rapport se verra attribué la note zéro.
L’évaluation de cette situation sera effectuée par les enseignants d’anglais en liaison avec les enseignants des disciplines technologiques qui participent aux enseignements de communication lors du premier tri-mestre de la deuxième année de formation.
Une grille d'évaluation indiquant la durée et les modalités d'interrogation sera élaborée par les corps d’inspection des deux disciplines concernées
4.2. LE STAGE "EUROPÉEN"
4.2.1. EUROPASS
Europass se compose de cinq documents:
deux documents le Curriculum vitae Europass et le Passeport de langues Europass à remplir soi-même
trois autres documents le Supplément descriptif du certificat Europass, le Supplément au di-plôme Europass et l'Europass Mobilité remplis et délivrés par les organisations compétentes.
1. Le CV Europass
2. Le Passeport de langues Europass
3. L’Europass Mobilité
4. Le Supplément descriptif du certificat Europass
5. Le Supplément au diplôme Europass
Curriculum vitae Europass
Un CV vierge peut être chargé : http://europass.cedefop.eu.int/europass/home/hornav/Downloads/Euro-passCV/CVTemplate/navigate.action
Des instructions pour remplir le CV Europass sont disponibles dans toutes les langues de la Communauté Européenne élargie : http://europass.cedefop.eu.int/img/dynamic/c1345/type.FileContent.file/CVInstruc-tions_fr_FR.pdf
Un exemple de CV est disponible sur le site EuroPass : http://europass.cedefop.eu.int/img/dynamic/c1346/type.FileContent.file/CVExamples_fr_FR.PDF
Page 66/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Curriculum vitaeEuropass
Insérez votre photographie. (Rubrique facultative, voir instructions)
Informations personnelles
Nom(s) / Prénom(s) Nom(s) Prénom(s)Adresse(s) Numéro, rue, code postal, ville, pays
Téléphone(s) (Rubrique facultative, voir instructions)
Portable: (Rubrique facultative,
voir instructions)
Télécopie(s) (Rubrique facultative, voir instructions)Courrier électronique (Rubrique facultative, voir instructions)
Nationalité (Rubrique facultative, voir instructions)
Date de naissance (Rubrique facultative, voir instructions)
Sexe (Rubrique facultative, voir instructions)
Emploi recherché / Domaine de compétence
(Rubrique facultative, voir instructions)
Expérience professionnelle
Dates Décrivez séparément chaque expérience professionnelle pertinente, en commençant par la plus récente. Rubrique facultative (voir instructions)
Fonction ou poste occupéPrincipales activités et
responsabilitésNom et adresse de l'employeur
Type ou secteur d’activité
Education et formation
Dates Décrivez séparément chaque programme d’enseignement ou de formation achevé, en commençant par le plus récent.
Intitulé du certificat ou diplôme délivré
Page 67/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Principales matières/compétences
professionnelles couvertesNom et type de l'établissement
d'enseignement ou de formation
Niveau dans la classification nationale ou internationale (Rubrique facultative, voir instructions)
Aptitudes et compétences personnelles
Langue(s) maternelle(s) Précisez ici votre langue maternelle (au besoin ajoutez votre/vos autre(s) langue(s) maternelle(s), voir instructions)
Autre(s) langue(s)Auto-évaluation Comprendre Parler Ecrire
Niveau européen (*) Ecouter LirePrendre part à
une conversation
S’exprimer oralement en
continuLangueLangue
(*) Cadre européen commun de référence (CECR)
Aptitudes et compétences sociales
Décrivez ces compétences et indiquez dans quel contexte vous les avez acquises. (Rubrique facultative, voir instructions)
Aptitudes et compétences organisationnelles
Décrivez ces compétences et indiquez dans quel contexte vous les avez acquises. (Rubrique facultative, voir instructions)
Aptitudes et compétences techniques
Décrivez ces compétences et indiquez dans quel contexte vous les avez acquises. (Rubrique facultative, voir instructions)
Aptitudes et compétences informatiques
Décrivez ces compétences et indiquez dans quel contexte vous les avez acquises. (Rubrique facultative, voir instructions)
Aptitudes et compétences artistiques
Décrivez ces compétences et indiquez dans quel contexte vous les avez acquises. (Rubrique facultative, voir instructions)
Autres aptitudes et compétences
Décrivez ces compétences et indiquez dans quel contexte vous les avez acquises. (Rubrique facultative, voir instructions)
Page 68/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Permis de conduire Inscrivez le(s) permis de conduire dont vous êtes titulaire en précisant si nécessaire la catégorie de véhicule. (Rubrique facultative, voir instructions)
Information complémentaire
Indiquez ici toute autre information utile, par exemple personnes de contact, références, etc. (Rubrique facultative, voir instructions)
Annexes Enumérez les pièces jointes au CV. (Rubrique facultative, voir instructions)
4.2.2. PASSEPORT DE LANGUES EUROPASS
Un passeport vierge pet être chargé :http://europass.cedefop.eu.int/img/dynamic/c1347/type.FileContent.file/ELPTemplate_fr_FR.doc
Des instructions pour remplir le passeport de langues Europass sont disponibles dans toutes les langues de la Communauté Européenne élargie :http://europass.cedefop.eu.int/img/dynamic/c1348/type.FileContent.file/ELPInstructions_fr_FR.PDF
Un exemple de passeport de langues Europass est disponible sur le site EuroPass :http://europass.cedefop.eu.int/img/dynamic/c1349/type.FileContent.file/ELPExamples_fr_FR.pdf
Page 69/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
NOM(S) PRÉNOM(S)
Date de naissance (*)
Langue(s) maternelle(s)
Autre(s) langue(s)
Auto-évaluation des compétences linguistiques (**)
Comprendre Parler Ecrire
Ecouter LirePrendre part à
une conversation
S’exprimer oralement en
continu
Diplôme(s) ou certificat(s) (*)
Intitulé(s) Organisme certificateur Date Niv. européen (***)
Expérience(s) linguistique(s) (*)
Description De Á
Les rubriques signalées par un astérisque sont optionnelles (**) Voir grille d'auto-évaluation au verso (***) Niveau du Cadre européen commun de référence (CECR) à préciser uniquement s'il figure sur le di-plôme ou certificat
Auto-évaluation des compétences linguistiques (**)
Comprendre Parler Ecrire
Ecouter LirePrendre part à une
conversation
S’exprimer oralement en
continu
Diplôme(s) ou certificat(s) (*)
Intitulé(s) Organisme certificateur DateNiv.
européen (***)
Expérience(s) linguistique(s) (*)
Description De A
Note explicativeLe Passeport de langues Europass fait partie du Portfolio européen des langues développé par le Conseil de l'Europe. Il utilise les 6 niveaux européens du Cadre européen commun de référence pour les langues (CECR) pour la consignation standardisée des niveaux de compétence atteints en langues.Information sur le Passeport de langues Europass: http://europass.cedefop.eu.int - Information sur le Portfolio européen des langues: www.coe.int/portfolioLe modèle du Passeport de langues Europass peut être téléchargé gratuitement à partir des sites ci-dessus.
Page 70/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
NIVEAUX EUROPEENS - GRILLE D'AUTO-EVALUATION
A1 A2 B1 B2 C1 C2
COMPRENDRE
Eco
ute
r Je peux comprendre des mots familiers et des expressions très courantes au sujet de moi-même, de ma famille et de l'environnement concret et immédiat, si les gens parlent lentement et distinctement.
Je peux comprendre des expressions et un vocabulaire très fréquent relatifs à ce qui me concerne de très près (par ex. moi-même, ma famille, les achats, l’environnement proche, le travail). Je peux saisir l'essentiel d'annonces et de
Je peux comprendre les points essentiels quand un langage clair et standard est utilisé et s’il s’agit de sujets familiers concernant le travail, l’école, les loisirs, etc. Je peux comprendre l'essentiel de nombreuses émissions de radio ou de
Je peux comprendre des conférences et des discours assez longs et même suivre une argumentation complexe si le sujet m'en est relativement familier. Je peux comprendre la plupart des émissions de télévision sur l'actualité et les
Je peux comprendre un long discours même s'il n'est pas clairement structuré et que les articulations sont seulement implicites. Je peux comprendre les émissions de télévision et les films sans trop d'effort.
Je n'ai aucune difficulté à comprendre le langage oral, que ce soit dans les conditions du direct ou dans les médias et quand on parle vite, à condition d'avoir du temps pour me familiariser avec un accent particulier.
Lire Je peux
comprendre des noms familiers, des mots ainsi que des phrases très simples, par exemple dans des annonces, des affiches ou des catalogues.
Je peux lire des textes courts très simples. Je peux trouver une information particulière prévisible dans des documents courants comme les petites publicités, les prospectus, les menus et les horaires et je peux comprendre des lettres personnelles courtes et simples.
Je peux comprendre des textes rédigés essentiellement dans une langue courante ou relative à mon travail. Je peux comprendre la description d'événements, l'expression de sentiments et de souhaits dans des lettres personnelles.
Je peux lire des articles et des rapports sur des questions contemporaines dans lesquels les auteurs adoptent une attitude particulière ou un certain point de vue. Je peux comprendre un texte littéraire contemporain en prose.
Je peux comprendre des textes factuels ou littéraires longs et complexes et en apprécier les différences de style. Je peux comprendre des articles spécialisés et de longues instructions techniques même lorsqu'ils ne sont pas en relation avec mon domaine.
Je peux lire sans effort tout type de texte, même abstrait ou complexe quant au fond ou à la forme, par exemple un manuel, un article spécialisé ou une littéraire.
PARLER
Pren
dre
par
t à u
ne
conve
rsat
ion Je peux
communiquer, de façon simple, à condition que l'interlocuteur soit disposé à répéter ou à reformuler ses phrases plus lentement et à m'aider à formuler ce que j'essaie de dire. Je peux poser des questions simples sur des sujets familiers ou sur ce dont j’ai
Je peux communiquer lors de tâches simples et habituelles ne demandant qu'un échange d'information simple et direct sur des sujets et des activités familiers. Je peux avoir des échanges très brefs même si, en règle générale, je ne comprends pas assez pour
Je peux faire face à la majorité des situations que l'on peut rencontrer au cours d'un voyage dans une région où la langue est parlée. Je peux prendre part sans préparation à une conversation sur des sujets familiers ou d'intérêt personnel ou qui concernent la vie
Je peux communiquer avec un degré de spontanéité et d'aisance qui rende possible une interaction normale avec un locuteur natif. Je peux participer activement à une conversation dans des situations familières, présenter et défendre mes opinions.
Je peux m'exprimer spontanément et couramment sans trop apparemment devoir chercher mes mots. Je peux utiliser la langue de manière souple et efficace pour des relations sociales ou professionnelles. Je peux exprimer mes idées et
Je peux participer sans effort à toute conversation ou discussion et je suis aussi très à l’aise avec les expressions idiomatiques et les tournures courantes. Je peux m’exprimer couramment et exprimer avec précision de fines nuances de sens. En cas de difficulté, je peux
Page 71/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
PARLER
S’e
xprim
er o
rale
men
t en
continu Je peux utiliser
des expressions et des phrases simples pour décrire mon lieu d'habitation et les gens que je connais.
Je peux utiliser une série de phrases ou d'expressions pour décrire en termes simples ma famille et d'autres gens, mes conditions de vie, ma formation et mon activité professionnelle actuelle ou récente.
Je peux articuler des expressions de manière simple afin de raconter des expériences et des événements, mes rêves, mes espoirs ou mes buts. Je peux brièvement donner les raisons et explications de mes opinions ou projets. Je peux raconter une histoire ou l'intrigue d'un livre ou d'un film et exprimer mes réactions.
Je peux m'exprimer de façon claire et détaillée sur une grande gamme de sujets relatifs à mes centres d'intérêt. Je peux développer un point de vue sur un sujet d’actualité et expliquer les avantages et les inconvénients de différentes possibilités.
Je peux présenter des descriptions claires et détaillées de sujets complexes, en intégrant des thèmes qui leur sont liés, en développant certains points et en terminant mon intervention de façon appropriée.
Je peux présenter une description ou une argumentation claire et fluide dans un style adapté au contexte, construire une présentation de façon logique et aider mon auditeur à remarquer et à se rappeler les points importants.
ECRIRE
Ecr
ire Je peux écrire une
courte carte postale simple, par exemple de vacances. Je peux porter des détails personnels dans un questionnaire, inscrire par exemple mon nom, ma nationalité et mon adresse sur une fiche d'hôtel.
Je peux écrire des notes et messages simples et courts. Je peux écrire une lettre personnelle très simple, par exemple de remerciements.
Je peux écrire un texte simple et cohérent sur des sujets familiers ou qui m’intéressent personnellement. Je peux écrire des lettres personnelles pour décrire expériences et impressions.
Je peux écrire des textes clairs et détaillés sur une grande gamme de sujets relatifs à mes intérêts. Je peux écrire un essai ou un rapport en transmettant une information ou en exposant des raisons pour ou contre une opinion donnée. Je peux écrire des lettres qui mettent en valeur le sens que j’attribue personnellement aux événements et aux expériences.
Je peux m'exprimer dans un texte clair et bien structuré et développer mon point de vue. Je peux écrire sur des sujets complexes dans une lettre, un essai ou un rapport, en soulignant les points que je juge importants. Je peux adopter un style adapté au destinataire.
Je peux écrire un texte clair, fluide et stylistiquement adapté aux circonstances. Je peux rédiger des lettres, rapports ou articles complexes, avec une construction claire permettant au lecteur d’en saisir et de mémoriser les points importants. Je peux résumer et critiquer par écrit un ouvrage professionnel ou une œuvre littéraire.
Page 72/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
4.2.3. L’EUROPASS MOBILITÉ
Un exemple d’Europass mobilité est disponible sur le site EuroPass :http://europass.cedefop.eu.int/img/dynamic/c1386/type.FileContent.file/MobExamples_en_US.pdf
Page 73/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Page 74/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Page 75/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
4.2.4. L’EUROPASS SUPPLÉMENT AU DIPLÔME
EUROPASS - SUPPLÉMENT AU DIPLÔME
1. INFORMATION SUR LE TITULAIRE DU DIPLOME
Nom(s) patronymique Prénom(s)1.1 1.2
Date de naissance (jj/mm/aaaa) Numéro ou code d’identification de l’étudiant (le cas échéant)
1.3 1.4
2. INFORMATION SUR LE DIPLÔME
Intitulé du diplôme et (le cas échéant) titre décerné
Principal/Principaux domaine(s) d’étude couvert(s) par le diplôme
2.1 2.2
Nom et statut de l’établissement ayant délivré le diplôme
2.3
Langue(s) utilisée(s) pour l'enseigne-ment / les examens
Nom et statut de l’établissement ayant dis-pensé les cours (si différent de 2.3)
2.5 2.4
3. INFORMATION SUR LE NIVEAU DU DIPLOME
Niveau du diplôme Durée officielle du programme d'étude3.1 3.2
Condition(s) d'accès3.3
4. INFORMATION SUR LE CONTENU DU DIPLOME ET LES RÉSULTATS OBTENUS
Organisation des études Exigences du programme
4.1 4.2
Précisions sur le programme (par ex. modules ou unités étudiées), et sur les points/notes/crédits obtenus
4.3
Système de notation et, le cas échéant, information concernant la répartition des notes
Classification générale du diplôme (dans la langue d'origine)
4.4 4.5
Page 76/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
5. INFORMATION SUR LA FONCTION DU DIPLOME
Accès à un niveau supérieur d'études Statut professionnel conféré (le cas échéant)
5.1 5.2
6. INFORMATION COMPLÉMENTAIRE
Information complémentaire Autre(s) source(s) d'information6.1 6.2
7. VALIDATION DU SUPPLÉMENT
Date Signature7.1 7.2
Qualité du signataire Tampon ou cachet officiel7.3 7.4
8. INFORMATION SUR LE(S) SYSTÈME(S) NATIONAL/NATIONAUX D'ENSEIGNEMENT SUPÉRIEUR
Page 77/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Page 78/ 86
ENSEIGNEMENT SUPERIEUR EN FRANCE (hors professions de la santé)
Etat en 2005 (schéma provisoire)/
HIGHER EDUCATION IN FRANCE (health studies not mentioned)
State in 2005 (provisional diagram )
1
2
3
4
5
6
7
8
ANNEES/ YEARS
BTS
DUT
120 ECTS
Licence professionnelle
60 ECTS
BTS : Brevet de Technicien SupérieurDUT : Diplôme Universitaire de Technologie
Master Recherche
Master Professionnel
MASTER : Diplôme d'ingénieur ou diplôme de management, Master de recherche, Master professionnel / Engineering or Management Degree
GRADES
LICENCE - BACHELOR
DOCTORAT - DOCTORATE
BACCALAUREAT
1er cycle : licence
1st Cycle: Bachelor
180 ECTS
Cycle préparatoirePreparatory
Cycle120 ECTS
Cycle ingénieur ou managementEngineering
or Management
Cycle180 ECTS
3ème cycle :
doctorat3rd cycle: Doctorate

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
4.2.5. LE SUPPLÉMENT DESCRIPTIF DU CERTIFICAT EUROPASS
Un exemple de supplément descriptif du certificat Europass est disponible sur le site Europasshttp://europass.cedefop.eu.int/img/dynamic/c1387/type.FileContent.file/CSExamples_en_GB.pdf
Page 79/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
Page 80/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
5. LES ESPACES D’ENSEIGNEMENT ET LES ÉQUIPEMENTS
5.1. LES PERSPECTIVES D’ÉVOLUTION DES MATIÈRES ET DES PROCÉDÉS
L'environnement de la plasturgie française a fortement évolué : montée en puissance inéluctable de la concurrence internationale dans l'Europe de l'Est mais aussi en Asie, sourcing des donneurs d'ordre ou-verts sur le monde, instabilité et incertitudes sur les approvisionnements matières, pression continue sur les prix, poids croissant des contraintes environnementales... Face à ces mutations, les clés de suc-cès ont changé et les entreprises françaises doivent s'adapter individuellement et collectivement à ces nouvelles règles du jeu.
Au regard des efforts faits en particulier par leurs voisins européens, il reste une voie encore insuffi-samment exploitée par les PME françaises de la filière plasturgie aujourd'hui : le développement ren-forcé d'une offre à forte valeur ajoutée, issue de l'innovation technologique ou immatérielle. Cette offre peut être développée aux différents stades de la filière, de la production de matières au produit livré au client final en passant par l'outillage, la transformation, la finition... Les plasturgistes français n'ont cependant pas les mêmes atouts que leurs compétiteurs internationaux car des acteurs clés de la filière comme les producteurs de matières ou de machines sont moins proches d'eux en France qu'ils ne le sont par exemple en Allemagne.
La filière plasturgie française dispose, malgré la dispersion de ses entreprises, d'atouts industriels forts avec en particulier une évolution très significative de sa productivité. Elle pourrait s'appuyer aussi sur un environnement de recherche universitaire assez dense et réparti sur le territoire français. Celui-ci est bien engagé sur les thèmes majeurs qui font évoluer la filière, y compris sur des axes de recherche de pointe. Les liens entre les organismes et avec les industriels restent cependant trop dispersés pour dégager des axes d'innovation fédérateurs.
En constatant les faiblesses structurelles de la plasturgie et une relative dispersion des efforts des ac-teurs en France face à l'irrésistible montée en puissance des pays industriels émergents, le comité de pilotage de cette étude a souhaité une forte convergence des intervenants industriels et de recherche sur un nombre limité d'axes d'innovation transversaux. Cette focalisation doit permettre de consolider durablement la compétitivité de cette filière. Les propositions présentées dans ce document traitent donc parallèlement des actions sur l'organisation de la filière ou de ses acteurs et d'actions ciblées de recherche et de développement.
Le plan « Innovation Plasturgie 2015 » doit rapidement mobiliser les entreprises et les opérateurs pu-blics et privés de la recherche sur des actions ambitieuses mais coordonnées et déployées à un rythme d'avancement soutenu.
Une situation de « statu quo » ou une évolution laissée « au fil de l'eau » serait désastreuse et pour-rait mettre en péril la pérennité de cette filière, jusqu'alors créatrice d'emplois et de valeur ajoutée.
LE CONTEXTE INTERNATIONAL- Consommation de matières plastiques de base en 2003 :
Asie : 56 Mt Etats-Unis : 44 Mt Europe de l’Ouest : 39 Mt Japon : 11 Mt
- Les Etats-Unis et l’AllemagneLa taille des marchés intérieurs de ces deux pays et le rayonnement international des entreprises sti-mulent une forte capacité d'investissement, notamment en recherche et développement. Recherche et industrie entretiennent des relations fortes qui sont souvent source d'innovation tant du point de vue des technologies que de l'organisation de la filière (intégration du design dans la conception, implica-tion de chercheurs dans les projets industriels, partage des risques liés au développement de nouveaux produits...).Ces filières sont des filières complètes où chacun des acteurs participe à la compétitivité globale (chi-mistes, outillage, donneurs d'ordres...), ce qui n'est pas le cas pour la plasturgie française.
- L'inde et la ChineL'inde et la Chine ont la particularité d'avoir un marché intérieur très important et en croissance rapide mais avec un fort niveau de déficit commercial. Cette situation permettra un niveau de croissance éle-vé. Par ailleurs, l'investissement national est particulièrement actif et facilité par de nombreux pro-grammes gouvernementaux. Ceux-ci soutiennent également la recherche amont sur le développement de nouvelles matières. Cette politique de recherche volontaire prépare pour ces pays à faibles coûts de main d'œuvre une position forte et concurrentielle durable, à condition qu'ils puissent améliorer leur outil industriel. Les perspectives de développement de ces marchés intérieurs, associées à des bonnes conditions de production, contribueront à motiver l'implantation de grands groupes internationaux.
- Les pays d’Europe CentraleLa filière plasturgie compte dans les pays d'Europe centrale parmi les industries manufacturières affi-chant les plus forts taux de croissance avec une moyenne à près de 15% par an. Ces pays réalisent au-jourd'hui 80% de leurs échanges avec les pays de la zone des 25 et leur balance commerciale est glo-balement déficitaire.
Page 81/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
LE CONTEXTE ET LES ENJEUX DE LA PLASTURGIE1. Le contexte général de la plasturgie française
Une approche de l'innovation laissant trop souvent de côté l'immatériel, alors que ces pistes sont spontanément citées par les industriels (orientation client, créativité et protec-tion intellectuelle, environnement économique, organisation).
Le morcellement et l'atomisation de la filière, comparativement aux pays champions, ren-dant moins fluide et moins cohérente une gestion intégrée et équilibrée de la chaîne o de la matière au produit ».
Un parc machine vieillissant notamment en comparaison de l'Allemagne, la Chine, l'Italie ou la Turquie.
Une culture moins propice à l'utilisation de nouvelles matières ; ainsi l'Allemagne avec la chimie ou l'Italie avec le design semblent plus sensibles à l'exploitation d'autres gise-ments d'innovation ou de performance que les procédés.
Une forte focalisation sur le coût de la main d'œuvre et la productivité alors qu'ils n'ont pas toujours l'impact le plus significatif dans le coût final de la pièce ou du produit.
Une communication encore insuffisante auprès des marchés, notamment vers les don-neurs d'ordres et les consommateurs concernant les performances des innovations sur les plastiques.
L'absence d'un véritable centre technique de recherche mettant en réseau les projets et les moyens pour obtenir une masse critique suffisante. Ce centre serait susceptible d'in-suffler une dynamique vertueuse dans la filière en favorisant l'interface industrie/re-cherche qui reste aujourd'hui insuffisante en particulier pour les PME.
2. Les gisements d’innovation selon l’organisation de la filièreLe tableau des innovations décrit la vision de la filière plasturgie à travers le filtre de chacun de ses acteurs et en correspondance avec quatre marchés clés : les transports, l'emballage, le médical et le secteur du BTP.
TABLEAU DES INNOVATIONS
Selon la vision des industriels de la plasturgie, l’innovation s’appuie sur
Transport Emballage BTP Médical•Résistance aux chocs•Amélioration des quali-tés mécaniques•Allègement•Traitement des surfaces, qualités sensorielles•Recyclabilité•Réduction des coûts
•Biodégradabilité•Recyclabilité•Effet barrière•Transparence•Résistance•Fonctionnalités nouvelles•Alimentarité
•Amélioration des qualités mécaniques•Qualités thermiques•Qualités acoustiques•Allègement (pour la manutention)
•Amélioration des qua-lités mécaniques•Miniaturisation•Effet barrière, anti-bactérien•Biodégradabilité•Recyclabilité
Selon la vision des donneurs d’ordre, l’innovation s’appuie sur
•Réduction des coûts•Renforcement des services•Co-conception•Recyclabilité pour donner un avantage concurrentiel au plastique•Normalisation et obligations légales•Nouvelles fonctionnalités
Selon la vision de la recherche, l’innovation s’appuie sur
Matières Outillage Procédés / machines•Polymères composites et nano composites•Polymères conjugués, polymères de spécialité, polymères intelligents•Polymères biodégra-dables et polymères issus du vivant•Simulation des maté-riaux en situation produit (déformation, vieillisse-ment…)
•Moules à étage, moules multi-injection•Moules intégrant !a réali-sation de fonctions pen-dant l'injection (peinture, assemblage...)•Utilisation de logiciels -de MAO pour le remplis-sage avec des modules spécifiques (thermiques…)
•Modélisation / simulation des procédés•Prototypage rapide (réduction des temps de cycle, petites séries, coûts•Traitement de surface (surmoulage bois, cuir, peintures fluorescentes, pig-ments nacrés, films…)•Automatisation, robotisation des lignes de montage et finitions sur ligne•Dépôts de couches nanométriques / transformation en couches minces dans une logique d’industrialisation•Rotomoulage, thermoformage, compo-sites en moules fermé, pultrusion•Biomimétisme / nid d’abeille•Fabrication de produits finis / décora-tion (collage, peinture…)
… mais l’innovation s’appuie aussi sur une nouvelle organisation de la filière qui intégre-rait plus de composantes immatérielles
Evolution dans l’organisation de la filière
Page 82/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
•Co-conception•Collaboration verticale dans la filière•Traduction des problé-matiques industrielles en problématiques scienti-fiques et inversement
• Bio-conception• Transversalité entre les marchés d'applications, transferts technologiques
• Mutualisation des thèses et des recherches
•Transversalité inter-filière•Création dé filière structurée intégrant la R&D, la recherche appliquée; les chi-mistes / compounders, les transforma-teurs; les clients et les marchés d'appli-cation
LES PISTES TECHNOLOGIQUES PRIORITAIRES SUR LA MATIÈRE ET LE COMPOUND1. Les attentes des industriels et des donneurs d’ordres
Des matières moins chères à l'achat en apportant des propriétés supplémentaires ou en diversifiant la palette de matières proposées
Des matières moins coûteuses à mettre en œuvre grâce aux innovations de procédés et de modélisation
Des matières plus résistantes, plus rigides ... selon le cahier des charges Des matières recyclables et écologiques, maîtrisant l'ensemble du cycle de vie de la
pièce produite Des matières intégrant de nouvelles fonctions, notamment sensorielles
2. Les solutions envisagées L'éco-conception : le choix des matières, des procédés de production et leur impact en
matière de recyclage ; l'anticipation en amont des contraintes d'assemblage, de désas-semblage et de séparation des matériaux dans un objectif de recyclabilité
La substitution : le maintien de la légèreté du plastique tout en augmentant ses quali-tés physiques (par exemple résistance aux contraintes feu-fumée, comportement méca-nique, résistance à la chaleur...)
Les polymères « intelligents » : le compound comme un maillon clé pour faciliter l'inté-gration de charges ; le développement des mélanges avec des particules pour améliorer le toucher des pièces et intégrer des particules olfactives ou luminescentes...
LES PISTES TECHNOLOGIQUES PRIORITAIRES SUR LES PROCÉDÉS ET OUTILLAGES / MACHINES ET FINITIONS
1. Les attentes des industriels et des donneurs d’ordres La réduction des coûts de production par la diminution des temps de cycles L'amélioration de la réactivité L'amélioration permanente de la qualité industrielle de toute la chaîne de production La possibilité d'intégrer de nouvelles fonctions lors de la phase de transforma-
tion La mise au point de procédés permettant l'optimisation de l'utilisation de la main-
d’œuvre
2. Les solutions envisagées La fiabilisation de moules intégrant la réalisation de fonctions pendant la transformation
(peinture, vernis, assemblage...) Le développement de moules à étages, de moules multi-injection La modélisation de processus de transformation (issus de logiciels existants ou dévelop-
pés intégralement) : phase de remplissage pendant l'injection, thermodynamique du moule et temps de refroidissement en fonction des matières et de moules, temps de cycles, forces de fermeture
La modélisation et l'optimisation des procédés afin de réduire de manière significative les temps de cycles, les rebuts et les déchets
Le développement des systèmes de conduite de pilotage des presses : stabiliser la pro-duction et l'adapter en continu aux flux entrants
La notion de boucle fermée dans la supervision de la machine : une machine capable d'évaluer la qualité de la matière en entrée et d'adapter son cycle de production en temps réel
Le travail sur les capteurs et l'ensemble de l'équipement périphérique permettant de maîtriser la production
Page 83/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
La poursuite du développement de procédés de transformation mais insuffisamment uti-lisés aujourd'hui : rotomoulage, thermoformage, pultrusion, technologies composites en moule fermé
Le développement de matériaux composites au niveau industriel Le développement de technologies de peinture dans le moule, en gardant des cadences
fortes, en évitant de le dégrader
EXEMPLES DE PISTES TECHNOLOGIQUES PAR MARCHÉL’automobile
Carrosseries sans peinture par l'application d'un film Technologies hybrides telles que l'association métal / plastique pour le cockpit ou les
fibres de verre longues renforcées par des thermoplastiques Pièces dans le haut-moteur Pièces d'intérieur : esthétique et vieillissement du produit (polyuréthane et TPO - ther-
moplastiques oléfines élastomères), utilisation de fibres naturelles (PP lin, PP fibres de coco...), amélioration acoustique (fibres thermoplastiques)
Composites pour leur comportement feu-fumée
L’emballage
PET mono-couche pour l'optimisation de la conservation des aliments Emballages en PP pour une meilleure résistance à la température (cuisson de produits) Pellicules EVOH/PE permettant un allongement de la dure de conservation des produits
(barrière oxygène) Couches PE pour une thermoscellabilité optimisée Eco-conception prenant en compte l'ergonomie des matériaux, l'allègement et la réduc-
tion du volume Emballages dits « intelligents » (auto-chauffants, auto réfrigérants...) Allègement du poids et la réduction des épaisseurs Amélioration de la résistance et des propriétés barrières Réduction de l'impact sur l'environnement, séparation des composants en fin de cycle,
biodégradabilité Développement de nouvelles fonctionnalités : systèmes d'ouverture facile, imprimabili-
té...
BTP
Applications liées à la réduction de la consommation d'énergie, de l'effet de serre, de la pollution...
Produits d'isolation (thermique, acoustique...) Menuiseries mixtes alliant PVC et aluminium ou les composites bois polymères Transparence des matériaux de décoration ou de structures comme les fenêtres Produits intégrant des matières recyclées et association de polymères avec des fibres
d'origine naturelle (farines de fibres, de bois ou de chanvre) Composites renforcés de fibres de carbone
Médical
Plastiques biodégradables pour une diminution du nombre d'interventions ou une meilleure gestion des déchets
Composites : augmentation de la fiabilité et de la précision des instruments, réduction du poids (bouteilles d'oxygène mobiles par exemple), augmentation de la durée de vie des prothèses et simplification de leur mise en œuvre, propriétés neutres face aux ondes électromagnétiques
Traitement de surface pour les plastiques injectés utilisés pour les capots des instru-ments médicaux afin de diminuer les risques de transmission bactérienne
Textiles à base de polymères compostables pour le linge opératoire afin de diminuer les risques de contamination
Polymères réagissant à des impulsions électriques afin de réaliser des prothèses muscu-laires
Résumé de l’étude réalisée pour le ministère de l’économie et des finances et de l’industrie par Ernst & Youg (février 2006)
Page 84/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
5.2. LES ESPACES D’ENSEIGNEMENT
MISE EN ŒUVRE DES COMPOSITESPour permettre un enseignement conjoint des différentes techniques, il est préférable de ne pas isoler l’atelier composites des autres structures. Dans ce cas, cet atelier « intégré en termes de vision pour le professeur de plasturgie » peut être réduit à 50/80 m2 (4/6 postes de travail).
Dans le cas d’un atelier distinct ou autonome, la surface minimum sera de 120 m2. Il conviendra de pré-voir des périodes de l’année réservées à l’enseignement des techniques de transformation des compo-sites.
5.3.LES ÉQUIPEMENTS RECOMMANDÉS
Matériels nouveaux obligatoires Matériels nouveaux au choix Matériels recommandés
1 presse bi-injection1 extrudeuse de gaine (extrusion gonflage) et/ou 1 unité de rotomoulage
6 presses minimum (1)
1 machine d’extrusion soufflage (flaconnage)
1 poste de projection simultanéeet/ou 1 poste de RTMet/ou 1 poste d’infusion
1 presse + outillage instrumentés (2)
1 ligne d’extrusion de profilé (ex-trusion / conformation / tirage - dé-coupe)
1 machine de compression1 presse équipée de pé-riphériques de produc-tion (3)
1 thermoformeuse automatique (5) 1 presse électrique (4)
1 poste de moulage au contact1 presse injection TD (4)
1 poste de moulage sous vide1 procédé de compression des pré-imprégnés (SMC)1 machine de tampographie
1 machine de sérigraphie1 machine de marquage à chaud
(1) Ces machines sont dédiées à l’enseignement en BTS des industries plastiques (les capacités sont dé-pendantes des moyens et des espaces).
(2) Machine équipée d’un capteur en bout de vis ou mieux d’une buse instrumentée. Un outillage capable de mouler une pièce dans des conditions industrielles capteurs de pression et de température.
(3) Machine équipée d’une amenée matière auto + robot + coloration auto + dessiccateur.(4) Ces machines peuvent être inclues dans les 6 presses dédiées.(5) ligne de thermoformage avec amenée automatique de plaques et découpe en sortie de pièce.
Nota : Le bilan matériel réalisé dans l’ensemble des établissements de Plasturgie montre un niveau d’équipement hétérogène, mais le noyau minimum est assuré partout. Les recommandations suivantes concernent donc une mise à niveau des parcs machines. Il convient également de veiller au niveau d’ob-solescence de quelques équipements (presses à injecter ou de compression de 30 ans ou plus par exemple). Les équipements définis dans le référentiel du précédent BTS plasturgie, notamment en ce qui concerne le laboratoire de caractérisation des matériaux restent d’actualité.
Parc d’injection : l’existence d’une presse à injecter les thermoplastiques est la seule exigence théorique, dans les faits il est souhaitable et recommandé de se conformer aux recommandations du tableau ci-des-sus.
En complément de l’équipement actuel du laboratoire de caractérisation des matériaux, il convient d’être équipé d’un rhéomètre capillaire et d’un colorimètre.
5.3.1. MOBILIER ET MATÉRIELS INFORMATIQUESL’application du décret 91.451 du 14 mai 1991, relatif à la présentation des risques liés au travail sur équipements comportant des écrans de visualisation est obligatoire.Les caractéristiques des équipements doivent être conformes aux chapitres V et VI du décret.L’organisation du travail, la surveillance de la santé des utilisateurs, les conditions d’ambiance pendant l’utilisation doivent être conformes aux chapitres II, III, et IV du décret.
Page 85/ 86

Repères pour la formation BTS des Industries Plastiques "EUROPLASTIC"
5.3.2. EQUIPEMENTS PÉDAGOGIQUESLes tableaux suivants décrivent la définition technique ou les fonctionnalités des supports d'enseignement permettant d’aborder les centres d’intérêt proposés sur les deux années de formation.
Postes informatiques en réseau :
Salle concernée Type de configuration minimum
Nombre de postes en fonction du nombre
d’étudiants24 30
Optimisation et innovation (1)CAO-DAO 15 postes + 1 poste por-table (station de travail certifiée)
12 15
Atelier de production (2)12 postes + 1 poste portable (station
de travail certifiée)12 15
(1) Au moins une salle équipée de stations de travail (CAO, simulation Moldflow, et d’une suite type Office)
(2) 1 salle dans l’atelier équipée de 12 postes (suite bureautique + logiciels d’acquisition et de traitement de données + logiciel de planification + Moldflow + logiciel de simulation)
Page 86/ 86