REMERCIEMENTS - stageensam.free.frstageensam.free.fr/Templates/Rapport SOPROMAL.pdf · o faire une...
48
ENSAM SOPROMAL 1 REMERCIEMENTS Avant de commencer ce modeste travail je tiens à présenter mes vifs remerciements à mon encadrant Monsieur l’ingénieur Abderrahmane Ryadi pour son soutient, et ses conseils durant la période du stage. Je tiens à remercier également tous les personnels de l’administration et de l’unité de production qui de prés où de loin m’ont aidé à passer mon stage dans les meilleures conditions.
Transcript of REMERCIEMENTS - stageensam.free.frstageensam.free.fr/Templates/Rapport SOPROMAL.pdf · o faire une...
ENSAM SOPROMAL
1
REMERCIEMENTS Avant de commencer ce modeste travail je tiens à présenter mes vifs remerciements à mon encadrant Monsieur l’ingénieur Abderrahmane Ryadi pour son soutient, et ses conseils durant la période du stage. Je tiens à remercier également tous les personnels de l’administration et de l’unité de production qui de prés où de loin m’ont aidé à passer mon stage dans les meilleures conditions.
ENSAM SOPROMAL
2
SOMMAIRE INTRODUCTION……………………………………………………………………………3 A ) PRESENTATION DE SOPROMAL ……………………………………….…………….4
I ) HISTORIQUE ET STATUT JURIDIQUE…………………………………………...4 II ) MATIERES PREMIERES ET PRODUITS FINAUX………………….…………...4
III ) PROJET……………………………………………………………………………...6
IV ) SCHEMA DU PROCESSUS DE PRODUCTION……………………..…………..6
B) SUJET DE STAGE……………………………………………………………..…………13
I ) DESCRIPTION DU PROCESSUS DE PRODUCTION……………………………14 II ) DIAGNOSTIC DE L’USINE…………………………………………….………...18 1 ) GESTION DU TEMPS………………………………………………..………….18 a ) CALCUL DU TEMPS DE PRODUCTION ………………………………18 b ) ANALYSE DES RESULTATS…………………………………………...20
c ) PROPOSITION DES SOLUTIONS…………………………….…………22 2 ) DIAGNOSTIC MECANQUE…………………………………………………...32
a) DESCRIPTION DU MATERIEL…………………………………….32
b) RELEVE DES ANOMALIES………………………………..……….35
III ) MAINTENANCE……………………………………………………….………….37
1) ETUDE L’AMDEC DES MACHINES………………………………………...37
IV ) QUALITE.....…………………………………………………………… …………46 V) SANTE ET SUCURITE…………………………………………….………………..49 CONCLUSION..……………………………………………………….………….................51

ENSAM SOPROMAL
3
INTRODUCTION L’efficience d’un processus dépend de plusieurs facteurs, essentiellement : la capacité des machines, la maintenance des installation et la qualification de la main d’œuvre. Dans le secteur avicole la gestion de ces facteurs et leurs maîtrise assure la survie de l’entreprise dans le marché. Vu l’augmentation continue de la demande, la société SOPROMAL se trouve obligée de créer un projet de rénovation dont le but est d’assurer une production qui répond aux besoins quantitatifs et qualitatifs du marché. Les études ont été mené par une main d’œuvre qualifiée (par expérience), ces études se concentraient sur la capacité des machines : en augmentant la capacité des machines (changement des machines utilisées actuellement) on peut ainsi augmenter le rendement total du processus. Notre étude consiste à montrer que l’amélioration des installations existantes, leur maintenance régulière et la bonne gestion temporelle des étapes du processus aboutira à des résultats meilleurs : rendement élevé et projet économique. Le plan de cette étude est :
o Présenter le déroulement actuel du processus de production et calculer son rendement
o Détecter les étapes où une intervention s’avère essentielle pour améliorer le rendement
o Proposer les solutions possibles o faire une étude l’AMDEC des machines afin d’établir un planning pour
leurs maintenance.

ENSAM SOPROMAL
4
A) PRESENTATION DE SOPROMAL : I) HISTORIQUE ET STATUT JUREDIQUE : L’usine SOPROMAL : Société de Promotion de l’Aliment Moderne a été crée en 1986 par des élévateurs de poulet par regroupement de leurs unités de production, il est entré en production en mars 1989, sa ligne de granulation a été crée en juillet 1989.Actuellement SOPROMAL dispose de quatre sites de production : ? Une usine d’aliment ? Un couvoir d’accouvage poussins chair ? Trois élevages de reproducteurs chair ? Six élevages de poulet de chair
SOPROMAL est une s.a.r.l, de capitale 5.300.000 DH, son chiffre d’affaire est de 41.968.660 DH en 2001. II) MATIERES PREMIERES ET PRODUITS FINAUX:
Matières premières :
Soja 44%
Son Mais Orge Farine de poisson Tourteau de tournesol Huile Carbonate farine
Gluten Phosphate 20% Carbonate granulé Sel Lysine Biotronic Méthionine Prémix repro Eau

ENSAM SOPROMAL
5
produits finaux : Aliment démarrage (P1 ) : donné au poussin chair de 1 à 18 jours contient 2950 Kcal et 19.5% protéine Aliment croissance (P2 ) : donné au poussin chair de 19 à 35 jours contient 3000 Kcal et 18.5% protéine Aliment finition (P3) : donné au poulet de chair de 36 à 46 jours contient 3100 Kcal et 17% protéine Repro préponte (RPO) Repro croissance (RC) Coq repro (RPM) Repro ponte (RP1 ) Repro entrée en ponte (RPO) Repro malle (RPM) Arbon repro Pondeuse (BE)
* en g par kg de matière sèche ** aliments concentrés
tableau présentant les Caractéristiques de quelques aliments en alimentation du volaille utilisée par SOPROMAL
Aliments Matière organique*
Matières azotées*
Cellulose brute*
Ca* P* Mg* Méthionine* Lysine*
maïs 942 84 205 3,5 2,5 1,5 1,3 4,6
Orge** 974 121 50 0,7 4,0 1,2 1,3 7,0
Tourteau de soja** 927 520 70 3,4 7,8 3,0 3,8 17,8
Farine de poisson** 869 749 / 29 19 4,0 11,4 32,3

ENSAM SOPROMAL
6
III) PROJETS : SOPROMAL étudie actuellement la possibilité de : ? Mettre en place une structure de livraison d’aliment en vrac ? Améliorer certaine étape du processus : - Dosage
- Broyage - Presse - stockage matière première
III) SCHEMA DU PROCESSUS DE PRODUCTION:
ENSAM SOPROMAL
7
ENSAM SOPROMAL
8
ENSAM SOPROMAL
9

ENSAM SOPROMAL
10
ENSAM SOPROMAL
11
ENSAM SOPROMAL
12

ENSAM SOPROMAL
Description du processus 14
B) PARTIE SUJET : Décrire le processus de production et faire son diagnostic : détecter les problèmes, et proposer des solutions pour augmenter le rendement et améliorer la qualité. On va traiter le sujet en différentes parties : Partie gestion, partie mécanique et partie maintenance. On citera pour chaque partie les problèmes détectés, et on proposera les solutions possibles et les actions à mener.
ENSAM SOPROMAL
Description du processus 15
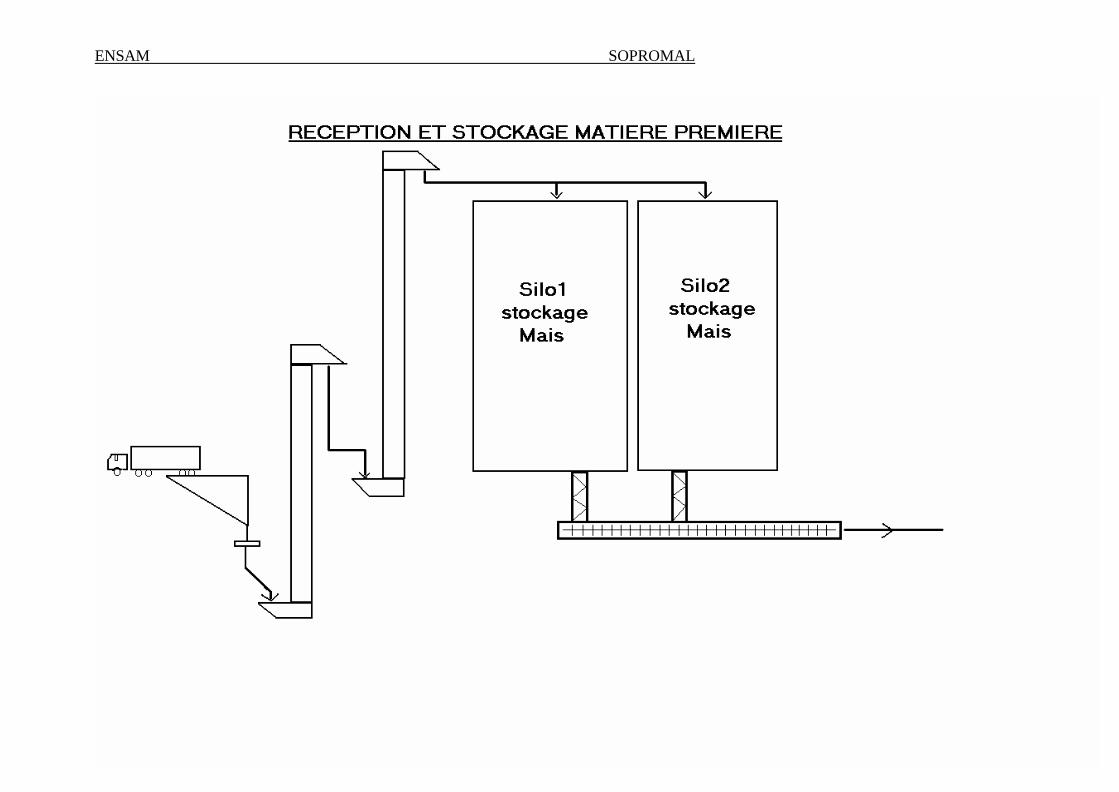
DESCRIPTION DU PROCESSUS: On peut décrire le processus de production de l’usine en cinq étapes essentielles : ? Réception et stockage des matières premières :
Les matières premières sont livrées soit en vrac soit en sacs selon leurs natures et leurs quantités, le maïs qui représente des quantités importantes est reçu en vrac tandis que les autres matières : Soja, Orge, Son, Farine de poisson, Tournesol … sont reçus en sacs. A l’arrivé de la marchandise il faut séparer les produits livrés en sac et les mettre dans un endroit propre et les isolés afin d’éviter tout risque de contamination. Les marchandises subissent un contrôle de quantité. Les produits livrés en vrac sont déversés dans une fosse située au ras du sol de telle façon que les véhicules de transport puissent facilement manœuvrer pour y accéder.
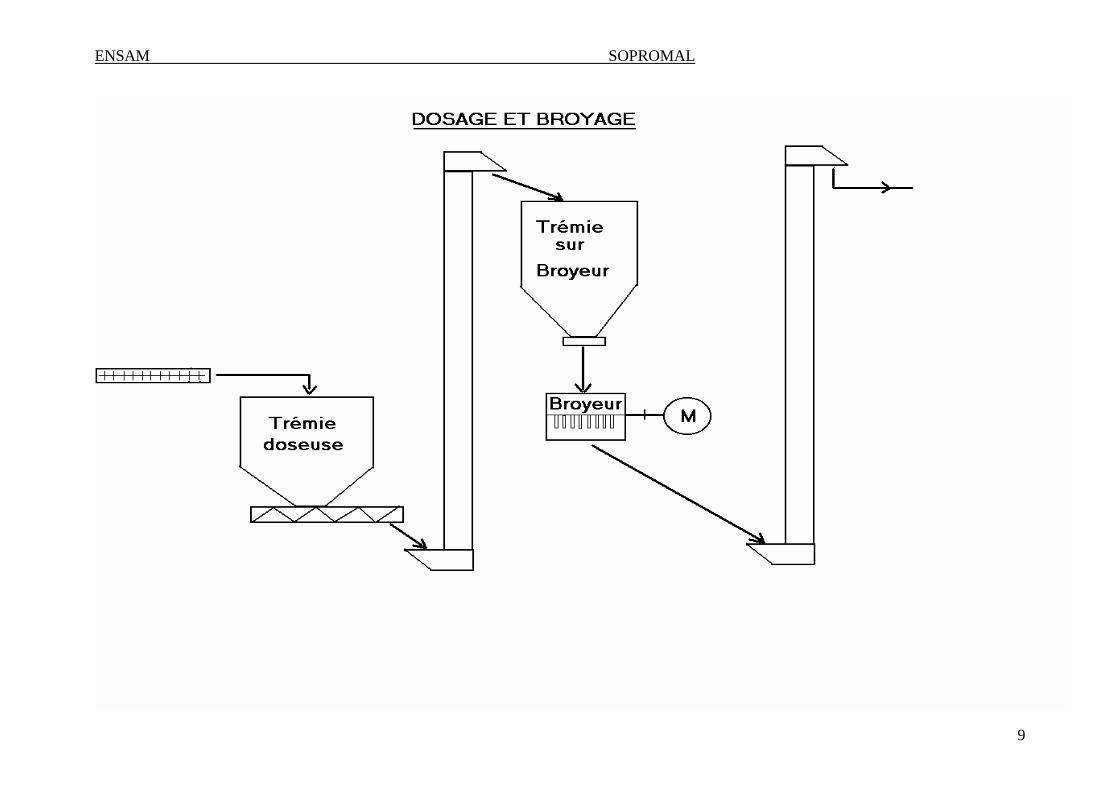
? Dosage et broyage des composants :
Pour la production d’un aliment, des formules (enregistrées sur des documents) contenants les matières premières à utiliser et leurs quantités sont mises à la disposition des ouvriers qui à l’aide d’une trémie peseuse prépare la quantité du mélange, qui atteint en général les 1.9 Tonnes. La matière première : Mais, parvient de deux silos où il est stocké, à l’aide d’une chaîne il est entraîné jusqu’à la trémie peseuse, cette dernière et équipée d’une grille qui fait obstacle aux impuretés : morceaux de bois, fil, cailloux et pièces métallique, Les autres matières sont versées manuellement dans la trémie peseuse. La balance de dosages doit être calibrée et son contrôle quotidien et recommandé. Il faut s’assurer que toutes les matières ont été déversées dans la trémie, et qu’ils ne restent pas accrochés à ses parois. Après l’opération de dosage la matière est entraînée par une vis jusqu’à un élévateur qui débite dans la trémie du broyeur. Le broyage consiste à réduire la taille des composants qui reste un facteur déterminant pour la qualité d’un mélange. Le broyeur utilisé est un broyeur à marteaux entraîné par un moteur asynchrone de grande vitesse de rotation (1500tr/min), l’état des marteaux et celui de la grille du broyeur conditionnent la qualité du broyage et la taille des particules qui joue un rôle dans la qualité d’un mélange et dans celle du granulé. Le broyage
ENSAM SOPROMAL
Description du processus 16
améliore, en outre, la valeur nutritive des éléments par leur éclatement et leur division, et permet un mélange plus intime entre les composants. Entre la trémie et le broyeur est fixé un canal aimanté pour éviter que les pièces métalliques arrivent aux marteaux. ? Le mélange et stockage aliment farine :
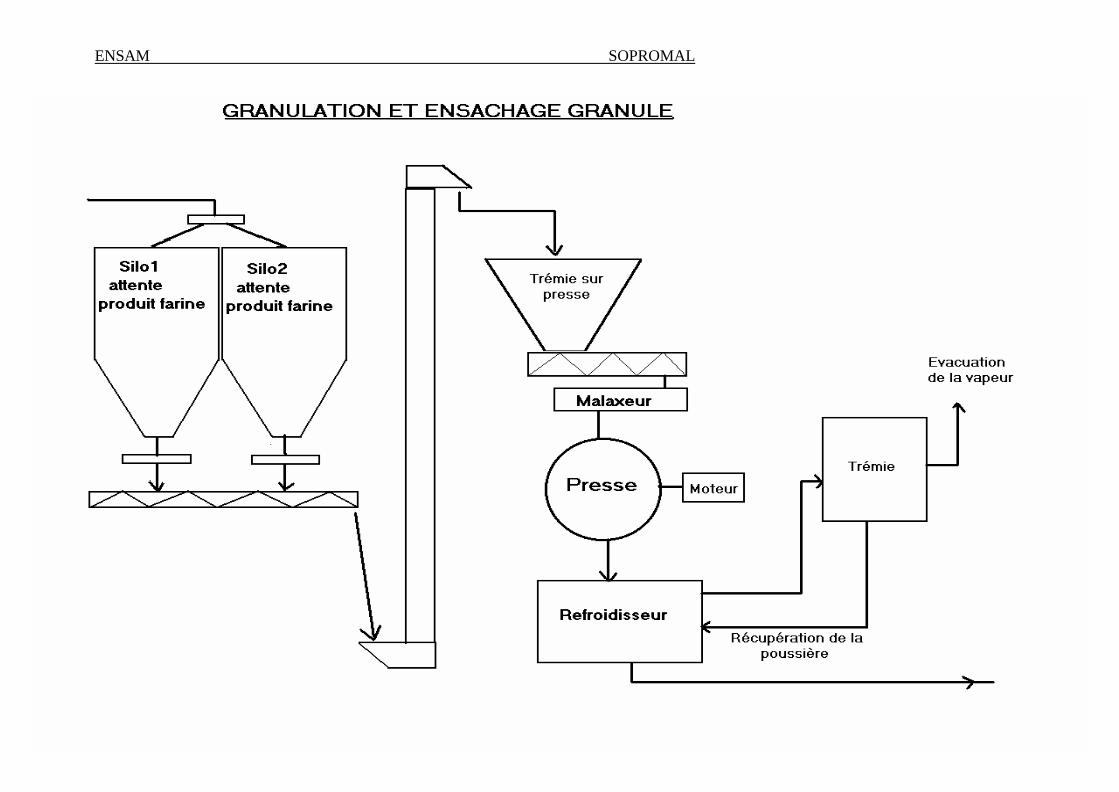
Le mélange : C’est l’une des importantes opérations du processus de production, elle consiste à ajouter à la matière broyée d’autres éléments : Phosphate, Huile, Méthionine … le tout est mélangé dans un mélangeur horizontal à doubles spirales opposées pendant un temps bien déterminé. Le mélange dépend des paramètres suivants : - Les caractéristiques des composants. - La taille du lot à mélanger. - Le temps de mélange. Le stockage : A la fin de cette opération on obtient 2 Tonnes de farines qui peuvent être soit stockées dans des silos puis livrées aux clients dans des sacs, soit destinées à la granulation. ? la granulation :
La granulation consiste à agglomérer les aliments moulus, de manière à leur donner une forme facilitant leur manutention et leur ingestion chez les volailles. Les granulés ("pellets" ou cubes ou comprimés) doivent convenir aux conditions suivantes : faible coût de fabrication, acceptabilité par les volailles et durabilité des granulés. Il existe deux grands procédés de compression des aliments. Il y a la compression à froid et la compression à chaud cette dernière est la plus utilisée dans le secteur avicole. La première présente plusieurs inconvénients tels que l'usure rapide de la matrice et des rouleaux, de fréquents bourrages et une faible efficacité de l'appareil qui fait qu'elle est peu utilisée. La compression à chaud consiste à chauffer les aliments moulus par injection de vapeur (conditionnement), augmentant ainsi l'humidité et la température. Les produits réchauffés sont plus faciles à agglomérer. De plus, leur cohésion augmente avec l'augmentation de la température de conditionnement.
ENSAM SOPROMAL
Description du processus 17
Toutefois, afin d'éviter des effets négatifs sur les aliments, il est important de limiter cette augmentation de température et d'humidité. La température et l'humidité optimales sont respectivement de 70 à 80°C et de 16 à 17%. Les principaux facteurs favorisant la granulation sont les caractéristiques physico-chimiques des aliments, la nature des liants et le type de traitement de granulation. Les caractéristiques des aliments peuvent affecter la facilité à les granuler et la dureté des granulés. Parmi ces caractéristiques, on retrouve leur granulométrie, la nature des ingrédients et le taux de matières grasses des aliments. Afin de lier les aliments et de conserver la forme désirée des granulés, on utilise des adjuvants (liants) qui favorisent la granulation et qui peuvent dans certains cas améliorer la valeur nutritive des aliments. Les principaux liants sont la mélasse, la bentonite (silicate d'aluminium), les amidons et les lignosulfonates. Ces liants peuvent être ajoutés dans l'aliment ou dans le conditionneur situé au-dessus de la presse. Le conditionnement est la préparation du produit à granuler avant son introduction dans la matrice cette préparation est faite dans un conditionneur en injectant de la vapeur d’eau. Afin de lier les aliments et de conserver la forme désirée des granulés, on utilise des adjuvants (liants) qui favorisent la granulation et qui peuvent dans certains cas améliorer la valeur nutritive des aliments. ? L’ensachage :
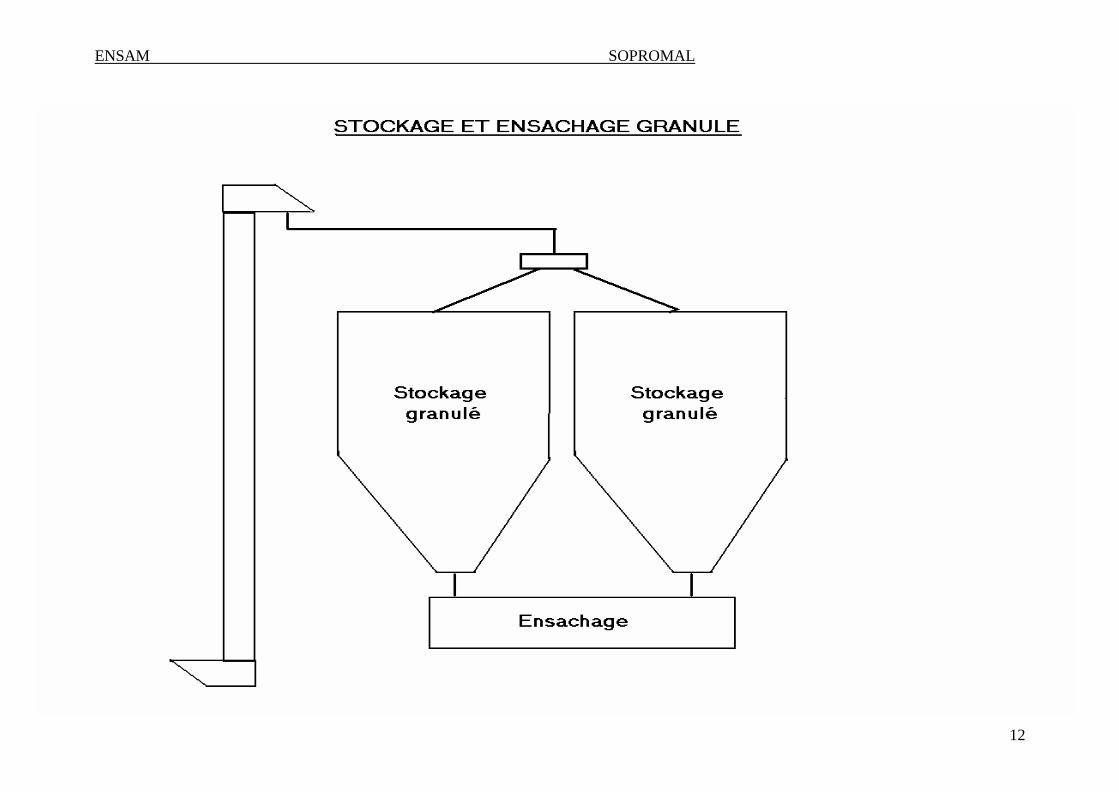
Les aliments farines et granulés sont ensachés à partir des silos de stockages dans des sacs de 50 Kg, et livrés au clients.
ENSAM SOPROMAL
Description du processus 18
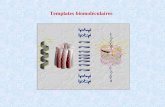
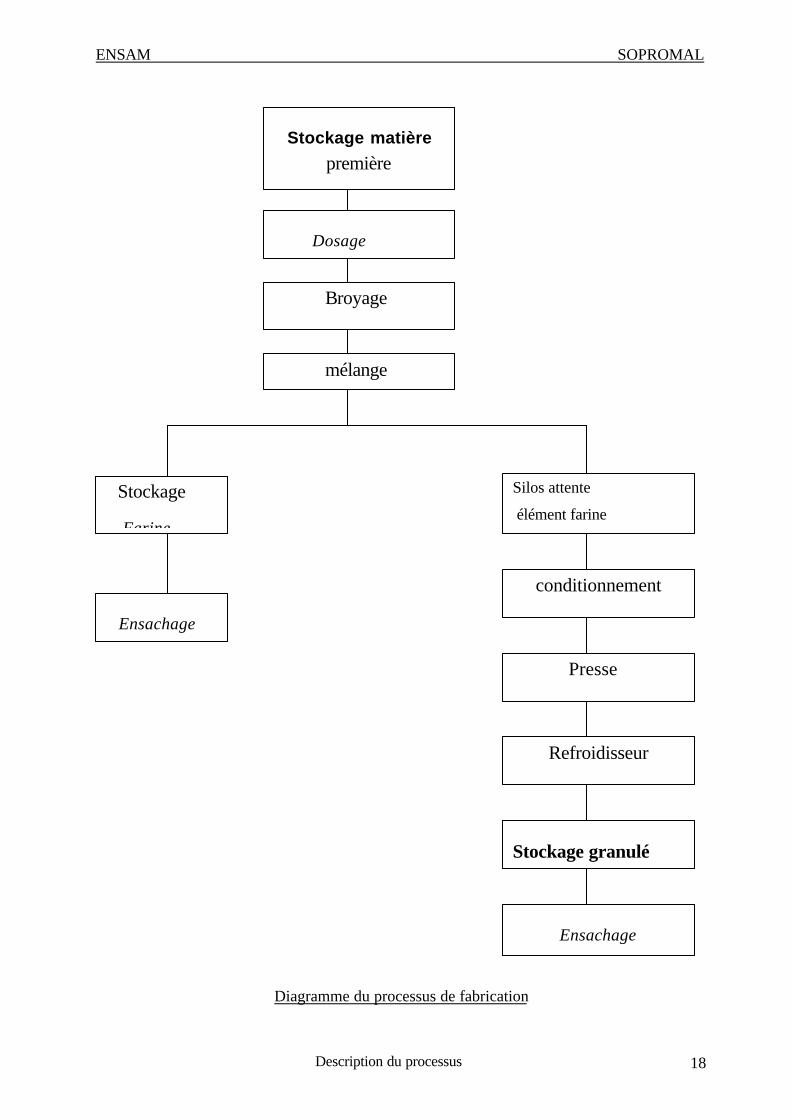
Diagramme du processus de fabrication
Stockage matière
première
Dosage
Broyage
mélange
Silos attente
élément farine
conditionnement
Presse
Refroidisseur
Stockage granulé
Stockage
Farine
Ensachage
Ensachage
ENSAM SOPROMAL
Description du processus 19
II) DIAGNOSTIC DE l’USINE :
1) GESTION DU TEMPS : a) CALCUL DU TEMPS DU PROCESSUS :
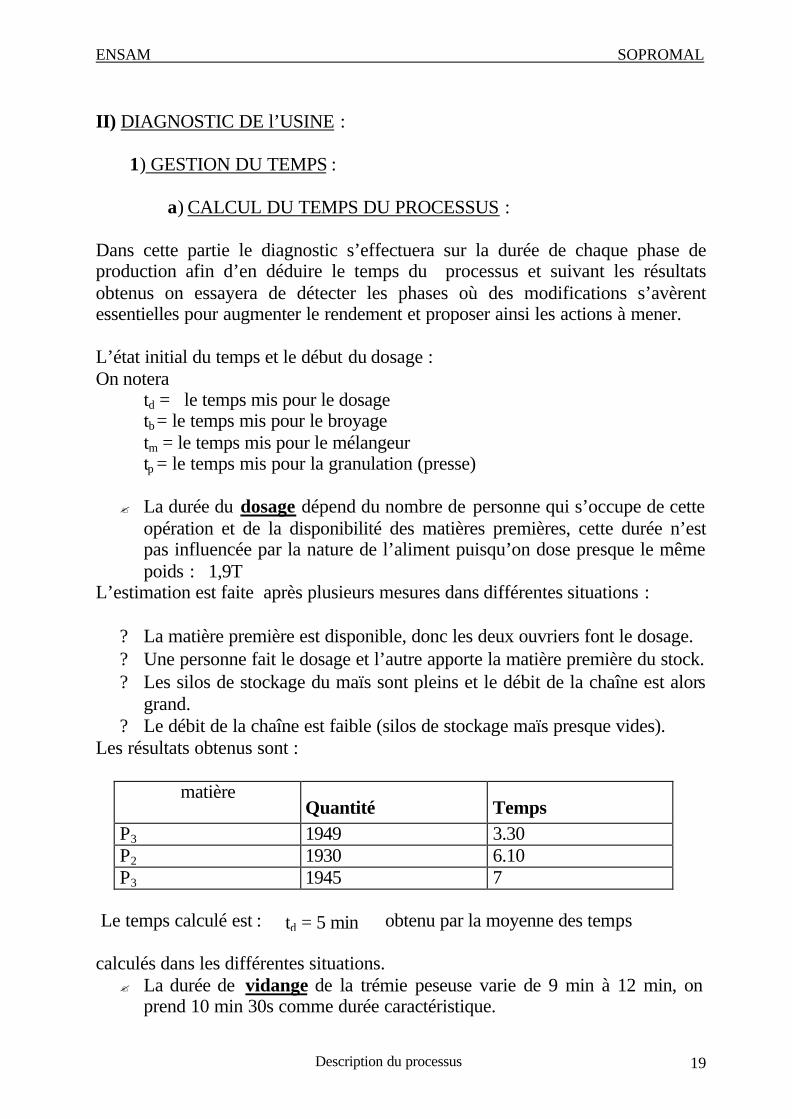
Dans cette partie le diagnostic s’effectuera sur la durée de chaque phase de production afin d’en déduire le temps du processus et suivant les résultats obtenus on essayera de détecter les phases où des modifications s’avèrent essentielles pour augmenter le rendement et proposer ainsi les actions à mener. L’état initial du temps et le début du dosage : On notera td = le temps mis pour le dosage tb = le temps mis pour le broyage tm = le temps mis pour le mélangeur tp = le temps mis pour la granulation (presse)
? La durée du dosage dépend du nombre de personne qui s’occupe de cette opération et de la disponibilité des matières premières, cette durée n’est pas influencée par la nature de l’aliment puisqu’on dose presque le même poids : 1,9T
L’estimation est faite après plusieurs mesures dans différentes situations :
? La matière première est disponible, donc les deux ouvriers font le dosage. ? Une personne fait le dosage et l’autre apporte la matière première du stock. ? Les silos de stockage du maïs sont pleins et le débit de la chaîne est alors
grand. ? Le débit de la chaîne est faible (silos de stockage maïs presque vides).
Les résultats obtenus sont :
matière Quantité Temps
P3 1949 3.30 P2 1930 6.10 P3 1945 7
Le temps calculé est : obtenu par la moyenne des temps calculés dans les différentes situations.
? La durée de vidange de la trémie peseuse varie de 9 min à 12 min, on prend 10 min 30s comme durée caractéristique.
td = 5 min
ENSAM SOPROMAL
Description du processus 20
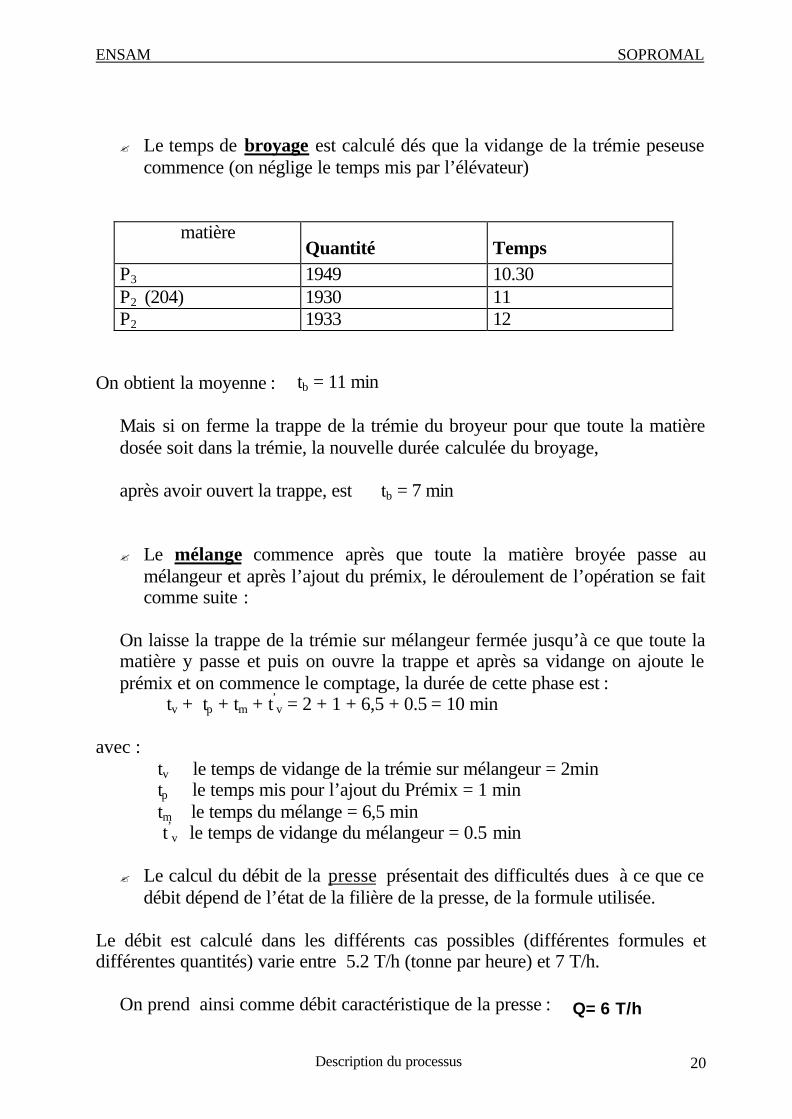
? Le temps de broyage est calculé dés que la vidange de la trémie peseuse commence (on néglige le temps mis par l’élévateur)
matière Quantité Temps
P3 1949 10.30 P2 (204) 1930 11 P2 1933 12
On obtient la moyenne :
Mais si on ferme la trappe de la trémie du broyeur pour que toute la matière dosée soit dans la trémie, la nouvelle durée calculée du broyage, après avoir ouvert la trappe, est
? Le mélange commence après que toute la matière broyée passe au mélangeur et après l’ajout du prémix, le déroulement de l’opération se fait comme suite :
On laisse la trappe de la trémie sur mélangeur fermée jusqu’à ce que toute la matière y passe et puis on ouvre la trappe et après sa vidange on ajoute le prémix et on commence le comptage, la durée de cette phase est :
tv + tp + tm + t’v = 2 + 1 + 6,5 + 0.5 = 10 min avec : tv le temps de vidange de la trémie sur mélangeur = 2min tp le temps mis pour l’ajout du Prémix = 1 min tm le temps du mélange = 6,5 min t’
v le temps de vidange du mélangeur = 0.5 min
? Le calcul du débit de la presse présentait des difficultés dues à ce que ce débit dépend de l’état de la filière de la presse, de la formule utilisée.
Le débit est calculé dans les différents cas possibles (différentes formules et différentes quantités) varie entre 5.2 T/h (tonne par heure) et 7 T/h.
On prend ainsi comme débit caractéristique de la presse :
tb = 11 min
Q= 6 T/h
tb = 7 min
ENSAM SOPROMAL
Description du processus 21
b) ANALYSE DES RESULTATS :
Les résultats obtenus précédemment vont nous permettre d’établir un diagramme représentant La succession des étapes du processus.
Remarque :
En effet différentes phases du processus dépendent des ouvriers, par exemple dans la phase du mélange l’ouvrier peut laisser la trappe sur mélangeur ouverte de telle sorte que la matière prévenant du broyeur y passe directement ce qui élimine le temps de vidange de la trémie, aussi l’ajout du Prémix peut se faire en même temps que le remplissage du mélangeur ce qui accélère le processus, mais dans notre étude on considère le processus comme étant automatisé.
Les contraintes à respecter pour l’établissement du diagramme sont les suivantes : ? La vidange de la trémie peseuse ne se fait qu’après la finition du dosage et
la vidange de la trémie du broyeur. ? Le broyage ne commence qu’après la vidange de la trémie peseuse. ? Le broyage ne commence qu’après la vidange de la trémie du mélangeur. ? Le mélange commence après la vidange de la trémie sur mélangeur et
après l’ajout du Prémix. ? La vidange de la trémie commence après la vidange du mélangeur.
Remarque : 1 passe = du dosage à la sortie du mélangeur
ENSAM SOPROMAL
Sujet de stage 13
Conclusions : L’étude sera faite sur le diagramme qui représente le processus tel qu’il se déroule actuellement à l’usine (diagramme 2) afin d’avoir des rendements réels et pouvoir proposer des solutions rentables possibles. ? Le temps mis pour la production de 2T de farine est 26 min pour la
première passe, mais dés la deuxième passe le dosage commence à l’instant où la trémie peseuse est vide c’est à dire qu’à partir de la deuxième passe en gagne les 10,5 min.
donc le rendement devient 2T /15.5 min. Ce qui donne ? = 7.74 T/h
? Le temps du broyage est contrôlé par le débit de la vis de la trémie peseuse, en effet le broyeur ne termine qu’après que la vis lui débite toute la matière.
? Entre deux passes successives le mélangeur fonctionne 5.5 min à vide, cette remarque nous sera utile pour proposer une solution pour augmenter le rendement.
c ) PROPOSITION DES SOLUTIONS : A partir de l’étude précédente, on peut proposer des solutions possibles afin d’augmenter le rendement, le choix entre ces solutions se fera en fonction de leurs rendements et leurs coûts d’installation. Possibilité 1 : Augmenter le débit de la matière parvenant à l’élévateur du broyeur pour cela deux situations sont envisageables :
- augmenter le débit de la vis utilisée actuellement. - changer la vis par un autre moyen de transport.
? Augmenter le débit de la vis sous trémie peseuse afin d’utiliser le
broyeur dans ses capacités maximales admises, pour cela une étude de la vis s’avère impérative.
On peut présenter le circuit concerné par l’étude de la manière simple suivante : Vis trémie peseuse Elévateur Broyeur
ENSAM SOPROMAL
Sujet de stage 14
? La vidange d’une quantité de 1,9 T se fait en 10 min 30 s ce qui nous
permet de calculer le débit de la vis, on obtient qv =10.8 T/h. ? Le débit de l'élévateur (neuf) est qE = 24 T/h, mais dans l’état actuel du
matériel le débit est estimé à qE = 20 T/h
? Pour le calcul du débit du broyeur on ferme la trappe de sa trémie jusqu’à ce que celle ci soit pleine (pour que le débit soit indépendant de celui de l’élévateur et la vis) après l’ouverture de la trappe on commence le comptage On obtient : 1,9 T /7 min
ce qui donne : qb = 16 T/h (sachant que la trémie du broyeur n’est pas ouverte au maximum).
? Ce qui montre que la vis de la trémie peseuse ralentit le processus. On remarque que le débit de l’élévateur est largement supérieur à celui de la vis ce qui nous permet d’augmenter le débit de la vis sans changer l’élévateur.
le broyeur ne prend que 7 min pour la quantité 1.9 T dosée, donc si on arrive à augmenter le débit de la vis de tel sort que la vidange de la trémie peseuse se fait au maximum en 7 min ( on prend 6.5 min) on aura alors la situation suivante :
ENSAM SOPROMAL
Sujet de stage 15
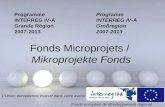
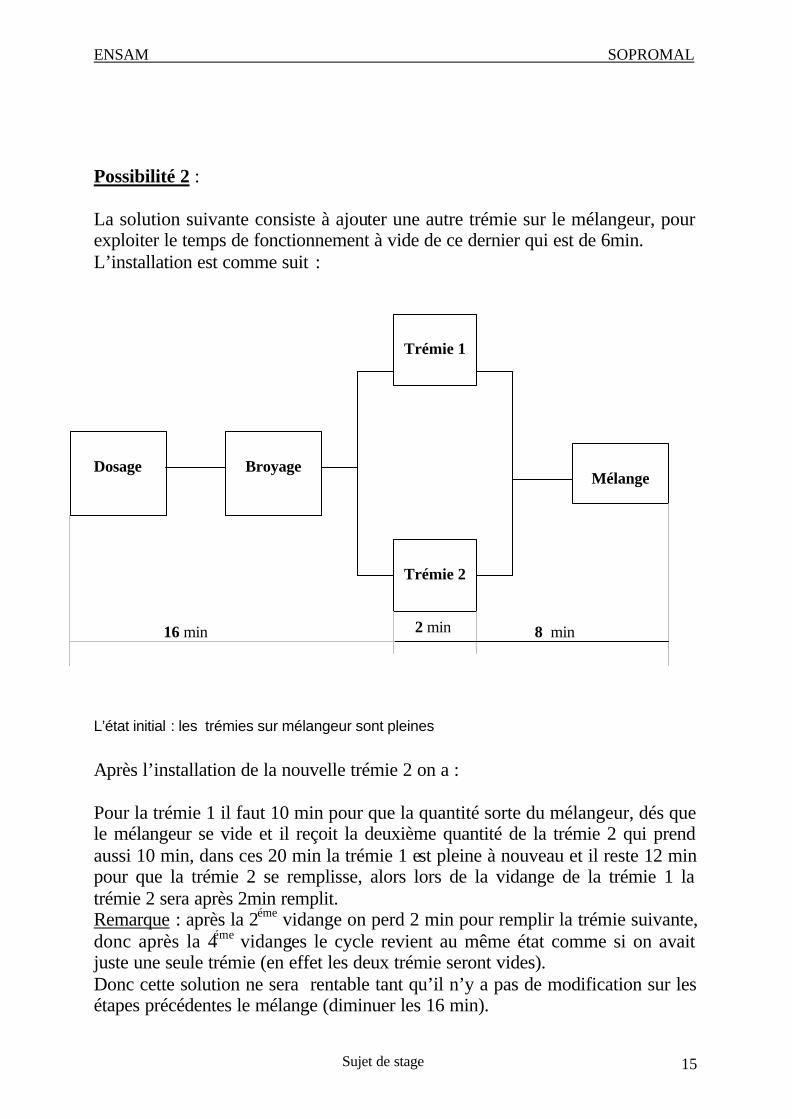
Possibilité 2 : La solution suivante consiste à ajouter une autre trémie sur le mélangeur, pour exploiter le temps de fonctionnement à vide de ce dernier qui est de 6min. L’installation est comme suit :
L’état initial : les trémies sur mélangeur sont pleines
Après l’installation de la nouvelle trémie 2 on a : Pour la trémie 1 il faut 10 min pour que la quantité sorte du mélangeur, dés que le mélangeur se vide et il reçoit la deuxième quantité de la trémie 2 qui prend aussi 10 min, dans ces 20 min la trémie 1 est pleine à nouveau et il reste 12 min pour que la trémie 2 se remplisse, alors lors de la vidange de la trémie 1 la trémie 2 sera après 2min remplit. Remarque : après la 2éme vidange on perd 2 min pour remplir la trémie suivante, donc après la 4éme vidanges le cycle revient au même état comme si on avait juste une seule trémie (en effet les deux trémie seront vides). Donc cette solution ne sera rentable tant qu’il n’y a pas de modification sur les étapes précédentes le mélange (diminuer les 16 min).
Dosage
Broyage
Trémie 1
Trémie 2
Mélange
2 min 8 min 16 min

ENSAM SOPROMAL
Sujet de stage 16
Possibilité 3 : Elle consiste à augmenter le débit du broyeur, il existe deux choix :
- Changer le moteur d’entraînement du broyeur actuel afin d’utiliser le broyeur dans ses capacités maximales.
- Installer un nouveau broyeur de capacité plus grande. Mais cette possibilité n’est pas rentable tant que le débit de la vis de la trémie peseuse est le même. Donc la combinaison des deux possibilités ( 1 et 3 ) sera plus efficace. Le diagramme de la solution est fait en supposant le broyage est fait en 5.5 min. Possibilité 4 : Le temps du mélange prend une grande part du temps du processus, ainsi on peut prévoir de changer le mélangeur par un autre plus rapide pour mélanger 2T. Le mélangeur utilisé à SOPROMAL est à doubles spirales opposées ce type de mélangeur à une durée moyenne de 5 à 10 minutes. Certains nouveaux modèles de mélangeurs peuvent mélanger pendant moins de 2 minutes. On remarque que si on change le mélangeur seulement le rendement ne varie pas, donc cette solution doit être accompagné par d’autres modifications.
ENSAM SOPROMAL
Sujet de stage 17
Possibilité 5 : Il est possible est rentable d’utiliser les deux solutions 1 et 4 : augmenter la vitesse de la vis de la trémie peseuse et changer le mélangeur. Possibilité 6 : On peut prévoir l’installation d’une nouvelle trémie peseuse dont la caractéristique et l’ouverture de la partie inférieure pour une vidange rapide. On prend comme durée de vidange 0.5 min cette possibilité implique l’installation d’une trémie avec vis (on peut utiliser la vis actuelle) pour le transport de la matière au broyeur. Cette possibilité donne un rendement de 10.9t/h c'est-à-dire 40.8% d’augmentation. Possibilité 7 : Afin d’utiliser une vis de grand débit sous la trémie peseuse, pour pouvoir descendre du seuil de 5 min on peut remplacer l’élévateur qui se trouve entre le broyeur et la trémie peseuse par un autre de débit supérieur. On peut utiliser un élévateur de débit qE = 40 T/h nous permettant ainsi d’installer une vis qui assure le vidange en 3min. La solution aura un rendement très élevée dans les cas de son utilisation avec un mélangeur de 3 min et le dosage en 3.5 min.
ENSAM SOPROMAL
Sujet de stage 18
Les solutions choisies sont : SOLUTION I : La première solution choisit est la possibilité 1 : augmenter la vitesse de la vis, en effet elle présente un rendement satisfaisant et un faible coût d’installation. D’après le diagramme on a : 2 t/9.5 min qui représente un rendement de ? = 10.9 t/h c'est-à-dire 40.8 % d’augmentation. Pour que cette solution soit possible il faut maintenir l’élévateur entre vis et trémie du broyeur dans son bon état de fonctionnement afin d’assurer son débit de 24t/h. Il est toujours possible d'augmenter la vitesse de rotation d'une vis pour en accroître le débit, mais au détriment de la longévité. Pour limiter les brisures, il est conseillé de ne pas dépasser certaines limites selon le produit. Calcul de la vitesse maximale de la vis : La vitesse avec laquelle tourne la vis installée est 60 tr/min. La formule empirique est N = 125 -12D (N en tr/min , D en dm) permet de calculer la vitesse maximale que peu atteindre la vis. La vis utilisée à un diamètre de D = 3 dm ce qui donne N = 89 tr/min. o On peut aussi utiliser un autre appareil pour le transport de la matière on peut
utiliser une bande transporteuse cette dernière qui présente des débits élevés : Dimensionnement de la bande : Le type de bande est définit en fonction de plusieurs critères :
- la longueur à parcourir. - la dénivelée : pente maximale de 18 à 20° en mentant et 15° en
descendant. - La vitesse et la largeur de la courroie : la gamme des vitesses s’étend de
0.2 à 12 m/s. - Produit à transporter : nature, densité et débit maximum.
Les contraintes : - débit de la bande ne doit pas dépasser le débit de l’élévateur
24 t/h. - la bande doit être maintenue horizontale. Donc on prend pour le débit de la bande 23 t/h afin d’éviter le bourrage.
ENSAM SOPROMAL
Sujet de stage 19
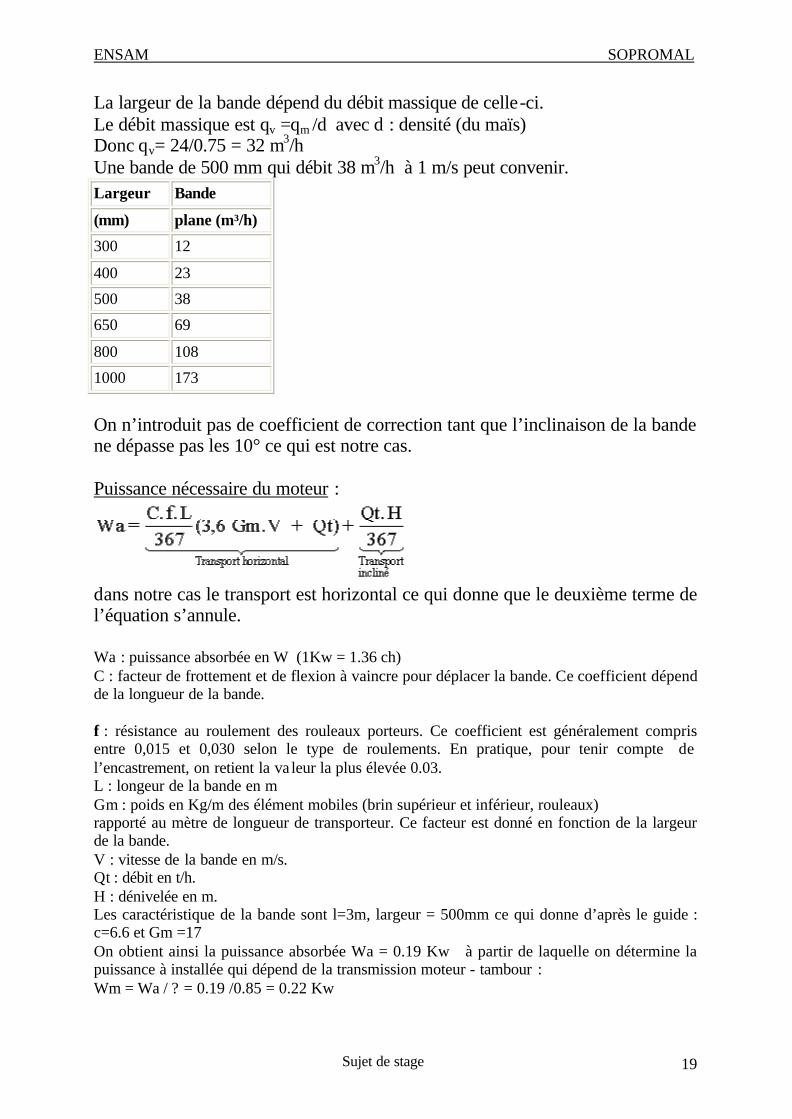
La largeur de la bande dépend du débit massique de celle-ci. Le débit massique est qv =qm /d avec d : densité (du maïs) Donc qv= 24/0.75 = 32 m3/h Une bande de 500 mm qui débit 38 m3/h à 1 m/s peut convenir. Largeur Bande
(mm) plane (m³/h)
300 12
400 23
500 38
650 69
800 108
1000 173
On n’introduit pas de coefficient de correction tant que l’inclinaison de la bande ne dépasse pas les 10° ce qui est notre cas. Puissance nécessaire du moteur :
dans notre cas le transport est horizontal ce qui donne que le deuxième terme de l’équation s’annule. Wa : puissance absorbée en W (1Kw = 1.36 ch) C : facteur de frottement et de flexion à vaincre pour déplacer la bande. Ce coefficient dépend de la longueur de la bande. f : résistance au roulement des rouleaux porteurs. Ce coefficient est généralement compris entre 0,015 et 0,030 selon le type de roulements. En pratique, pour tenir compte de l’encastrement, on retient la va leur la plus élevée 0.03. L : longeur de la bande en m Gm : poids en Kg/m des élément mobiles (brin supérieur et inférieur, rouleaux) rapporté au mètre de longueur de transporteur. Ce facteur est donné en fonction de la largeur de la bande. V : vitesse de la bande en m/s. Qt : débit en t/h. H : dénivelée en m. Les caractéristique de la bande sont l=3m, largeur = 500mm ce qui donne d’après le guide : c=6.6 et Gm =17 On obtient ainsi la puissance absorbée Wa = 0.19 Kw à partir de laquelle on détermine la puissance à installée qui dépend de la transmission moteur - tambour : Wm = Wa / ? = 0.19 /0.85 = 0.22 Kw
ENSAM SOPROMAL
Sujet de stage 20
SOLUTION II : La deuxième solution est la possibilité 3 qui consiste à changer le broyeur et augmenter la vitesse de la vis de la trémie peseuse. Le rendement de cette solution est de ? = 11.42 t/h ce qui représente 47.54 % d’augmentation. Cette solution permet d’une part d’avoir une augmentation importante du rendement et d’autre part un nouveau broyeur garantira une bonne qualité à la matière moulue et par suite une farine et un granulé de qualité. SOLUTION III : La possibilité 7 présente un grand intérêt vu son rendement important : 12t/h ce qui représente une augmentation de 55%. Cette solution sera plus efficace si les modifications suivantes sont ajoutées :
- préparer la matière première utilisée dans le dosage (mettre les quantités suffisantes prés du poste) et éviter la chute du débit du maïs provenant des silos de stockage en veillant à ne pas dépasser un niveau de vidange de ces silos qui pourra ralentir l’étape du dosage. Ce qui permet d’effectuer l’opération dans sa durée minimale :3 min
- laisser la trappe de la trémie du mélangeur ouverte pour diminuer la durée de la vidange de celle-ci et ajouter le Premix à l’intérieure de l’intervalle de vidange
si on arrive à faire ces modification, le nouveau rendement sera 2t/9min ce qui donne 13.3t/h c'est-à-dire une augmentation de 71.8%
ENSAM SOPROMAL
Sujet de stage 21
II) DIAGNOSTIC MECANIQUE : 1) DESCRIPTION DU MATERIEL : L’étude suivante comporte le diagnostic mécanique des différentes installations de l’usine : explication du fonctionnement et détermination des problèmes. Les solutions possibles seront proposées dans la partie maintenance.
? Chaîne :
Le transporteur à chaîne ou REDLER se compose d'une chaîne à maillons plats sur lesquels sont fixées des barrettes latérales qui forment des raclettes. Cette chaîne circule dans un carter de section rectangulaire entre un pignon d'entraînement et un pignon de renvoi.
L’entraînement est assuré par une roue dentée montée sur un axe supporté par des paliers à billes sur les flancs du carter. La roue de renvoi est montée sur un axe coulissant qui permet de régler la tension de la chaîne. Un moteur-réducteur électrique entraîne la chaîne à une vitesse comprise entre 0,2 et 1 m/s .
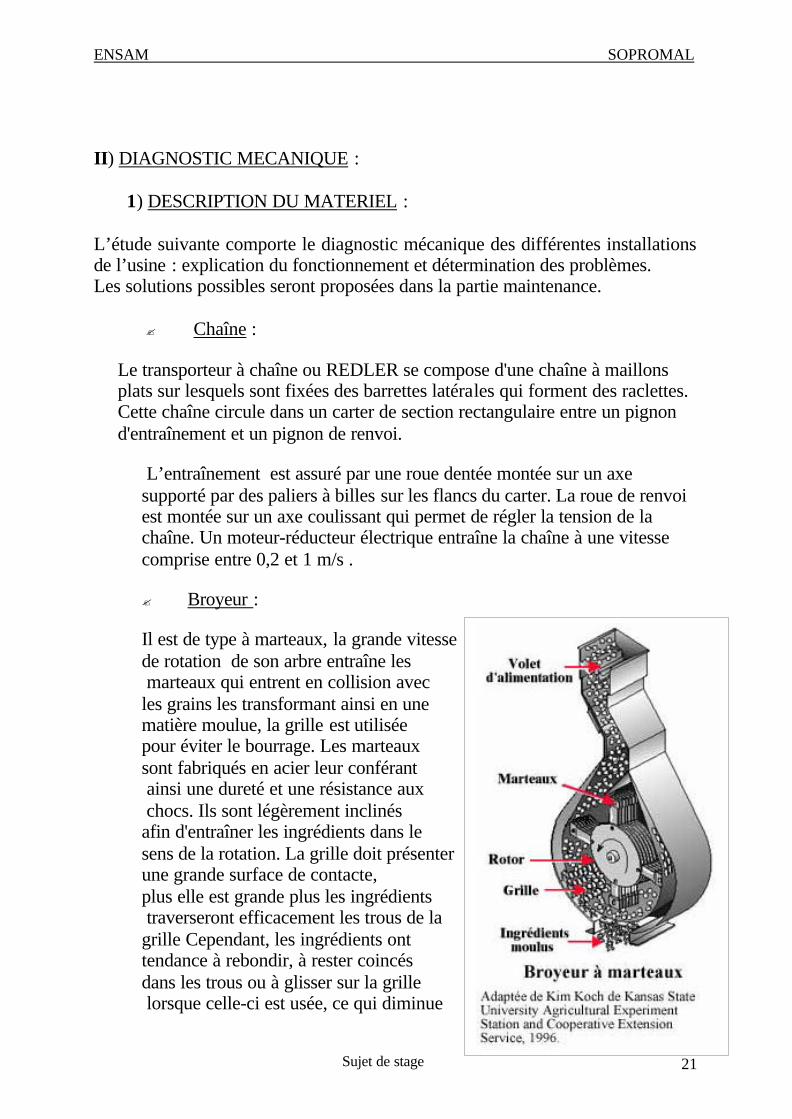
? Broyeur :
Il est de type à marteaux, la grande vitesse de rotation de son arbre entraîne les marteaux qui entrent en collision avec les grains les transformant ainsi en une matière moulue, la grille est utilisée pour éviter le bourrage. Les marteaux sont fabriqués en acier leur conférant ainsi une dureté et une résistance aux chocs. Ils sont légèrement inclinés afin d'entraîner les ingrédients dans le sens de la rotation. La grille doit présenter une grande surface de contacte, plus elle est grande plus les ingrédients traverseront efficacement les trous de la grille Cependant, les ingrédients ont tendance à rebondir, à rester coincés dans les trous ou à glisser sur la grille lorsque celle-ci est usée, ce qui diminue
ENSAM SOPROMAL
Sujet de stage 22
l'efficacité et le rendement de l'appareil.
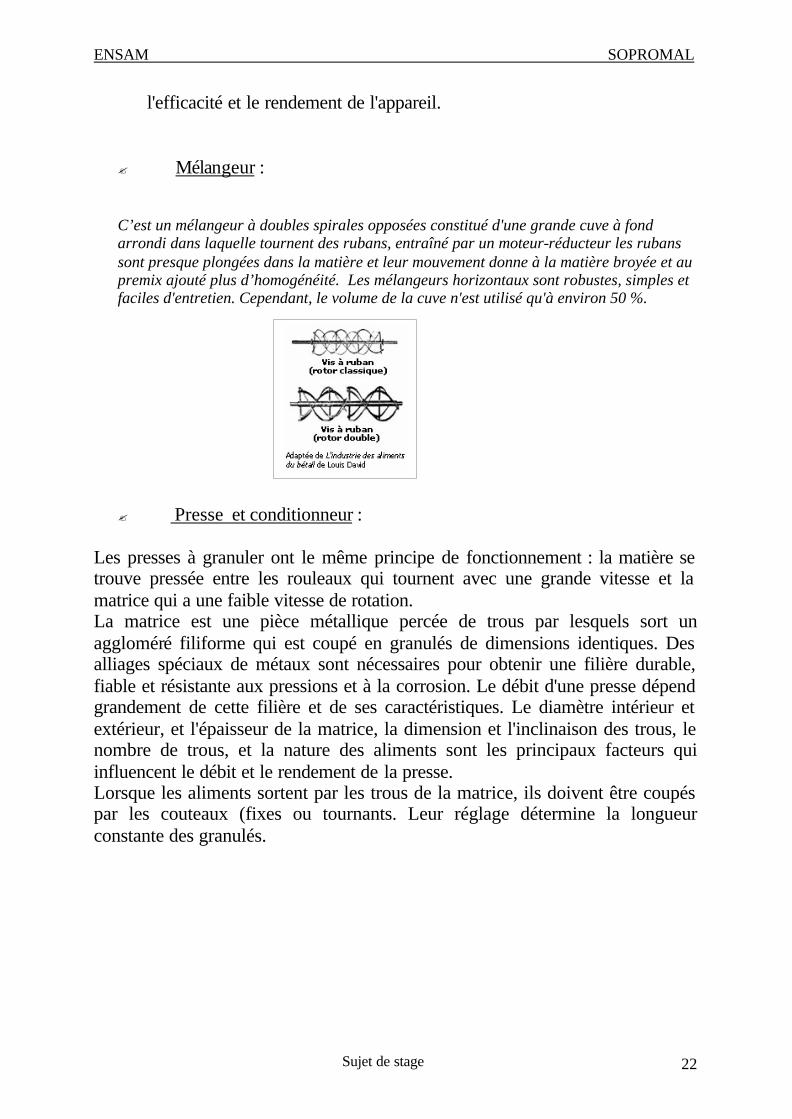
? Mélangeur :
C’est un mélangeur à doubles spirales opposées constitué d'une grande cuve à fond arrondi dans laquelle tournent des rubans, entraîné par un moteur-réducteur les rubans sont presque plongées dans la matière et leur mouvement donne à la matière broyée et au premix ajouté plus d’homogénéité. Les mélangeurs horizontaux sont robustes, simples et faciles d'entretien. Cependant, le volume de la cuve n'est utilisé qu'à environ 50 %.
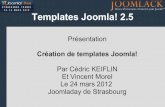
? Presse et conditionneur : Les presses à granuler ont le même principe de fonctionnement : la matière se trouve pressée entre les rouleaux qui tournent avec une grande vitesse et la matrice qui a une faible vitesse de rotation. La matrice est une pièce métallique percée de trous par lesquels sort un aggloméré filiforme qui est coupé en granulés de dimensions identiques. Des alliages spéciaux de métaux sont nécessaires pour obtenir une filière durable, fiable et résistante aux pressions et à la corrosion. Le débit d'une presse dépend grandement de cette filière et de ses caractéristiques. Le diamètre intérieur et extérieur, et l'épaisseur de la matrice, la dimension et l'inclinaison des trous, le nombre de trous, et la nature des aliments sont les principaux facteurs qui influencent le débit et le rendement de la presse. Lorsque les aliments sortent par les trous de la matrice, ils doivent être coupés par les couteaux (fixes ou tournants. Leur réglage détermine la longueur constante des granulés.
ENSAM SOPROMAL
Sujet de stage 23
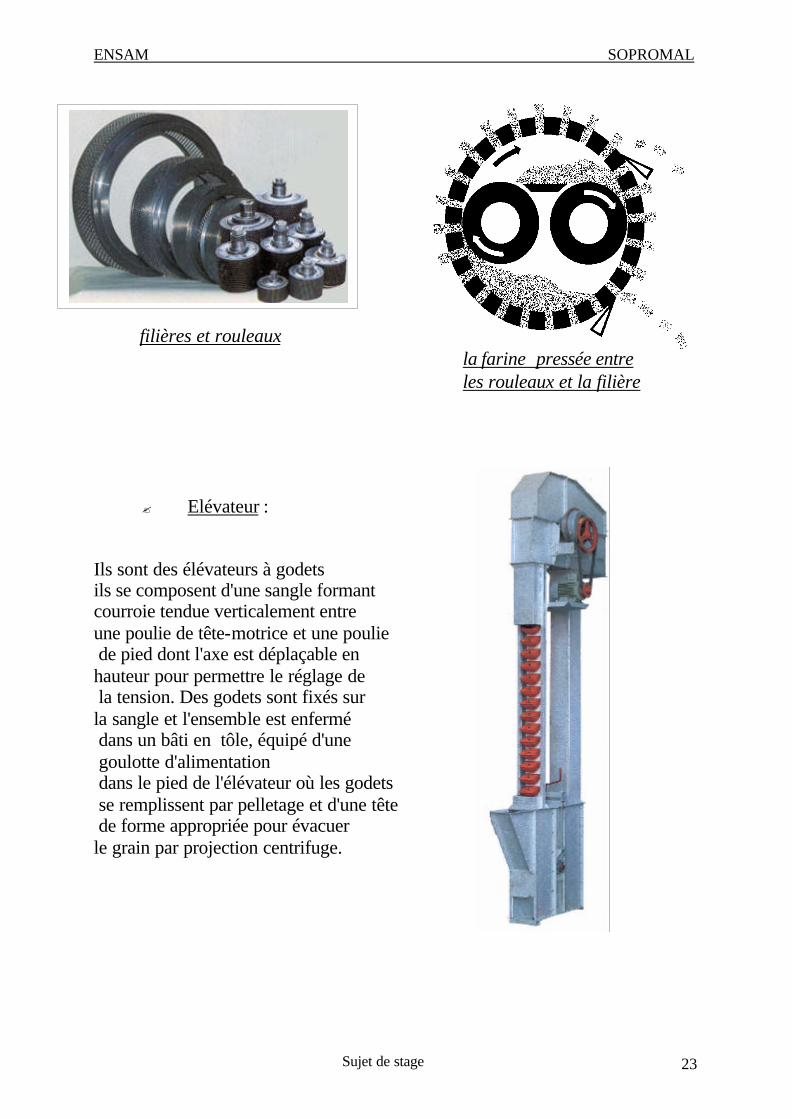
? Elévateur :
Ils sont des élévateurs à godets ils se composent d'une sangle formant courroie tendue verticalement entre une poulie de tête-motrice et une poulie de pied dont l'axe est déplaçable en hauteur pour permettre le réglage de la tension. Des godets sont fixés sur la sangle et l'ensemble est enfermé dans un bâti en tôle, équipé d'une goulotte d'alimentation dans le pied de l'élévateur où les godets se remplissent par pelletage et d'une tête de forme appropriée pour évacuer le grain par projection centrifuge.
la farine pressée entre les rouleaux et la filière
filières et rouleaux
ENSAM SOPROMAL
Sujet de stage 24
2) RELEVE DES ANOMALIES :
? La chaîne utilisée pour ramener le maïs des deux silos de stockage vers la trémie peseuse est surdimensionné vu sa grande longueur dont une partie non utilisée. Ce qui entraîne une consommation électrique élevée.
En effet la formule montre que tant que la longueur L est grande tant qu’il y a plus de consommation d’énergie :
ELFMCW ...
100065.2 ??
C débit en t/h
F : coefficient de frottement F = 0.40
L longueur en m M coefficient de charge M = 1,2
E rendement des transmissions = 0,85
Pour le Redler utilisé à SOPROMAL la longueur inutilisée est 5 m et le débit
est C = 23 t/h ce qui donne 85.0
540.02.1231000
65.2 ?????W = 0.17 Kw
? la trappe de la trémie du broyeur n’est pas ouverte au maximum c’est à dire que celui ci est utilisé sous ses capacités, ce problème qui entraîne évidemment une chute du rendement du broyeur est dû au fait que le moteur qui l’entraîne (de puissance insuffisante ) se bloque quand le débit de la trémie est grand c’est à dire la trappe de celle ci est ouverte au maximum. parmi les problèmes aussi détectés on retrouve la détérioration des marteaux et l’usure de la grille.
? Les trois trappes de vidange du mélangeur fonctionnent par un vérin
pneumatique : L’effort d’ouverture-ferméture est assuré par l’air sous pression, lors d’une panne dans le circuit pneumatique les ouvriers manipulent deux trappes (accessibles) manuellement et la troisième reste fermée, ce qui présente un danger pour eux (lors de la manutention) et un retard de vidange du mélangeur influençant ainsi sur le rendement total du processus, et sur la capacité d’homogénéisation du mélangeur.
Marteau
ENSAM SOPROMAL
Sujet de stage 25
? Sur le conditionneur il y a un problème d’étanchéité. Pour la presse on a relevé les problèmes suivants :
- Etanchéité non assurée au niveau de la fermeture. - Les trous de la matrice se referment à cause des pièces métalliques
qui s’introduisent. - l’aimant de la presse non nettoyé après plusieurs utilisation.
Remarque : les suggestions seront proposées dans la partie maintenance.

ENSAM SOPROMAL
Sujet de stage 26
III) MAINTENANCE : 1) ETUDE AMDEC DES MACHINES : Dans cette partie on va traiter la maintenance des différentes installations de l’usine, on va élaborer une étude AMDEC pour le matériel qui nous aidera à proposer des solutions pour les différents problèmes cités précédemment dans la partie mécanique. L’AMDEC : Analyse des Modes de défaillance de leurs Effets et de leur Criticité, est une technique qui a pour but d’évaluer et de garantir la fiabilité, la maintenabilité, la disponibilité et la sécurité des machines par la maîtrise des défaillances. Elle a pour objectif final l’obtention, au meilleur coût, du rendement global maximum des machines et équipements de production. Cette étude vise à :
? Réduire le nombre de défaillance : - prévention des pannes - détection précoce des dégradations
? réduire les temps d’indisponibilité après défaillances
- aide au diagnostic - Amélioration de la maintenance corrective.
Etude AMDEC de la presse
Etape I : INITIALISATION L’étude porte sur la presse, elle est constituée essentiellement de deux rouleaux et une filière, la presse est alimentée par un moteur asynchrone qui donne un mouvement de rotation aux axes des rouleaux, la presse est liée à un malaxeur dans lequel est mélangée la farine avec la vapeur d’eau. L’objectif est de mettre au point le plan de maintenance de cette machine et proposer des actions correctives afin d’éviter le dysfonctionnement et par suite la diminution du rendement. Etape II : DECOMPOSTION FONCTIONNELLE Le découpage arborescent a été réalisé selon un seul niveau, les fonctions de services (principales et contraintes) du système ont été identifiées à partir de l’inventaire des milieux environnant en phase de marche.
ENSAM SOPROMAL
Sujet de stage 27
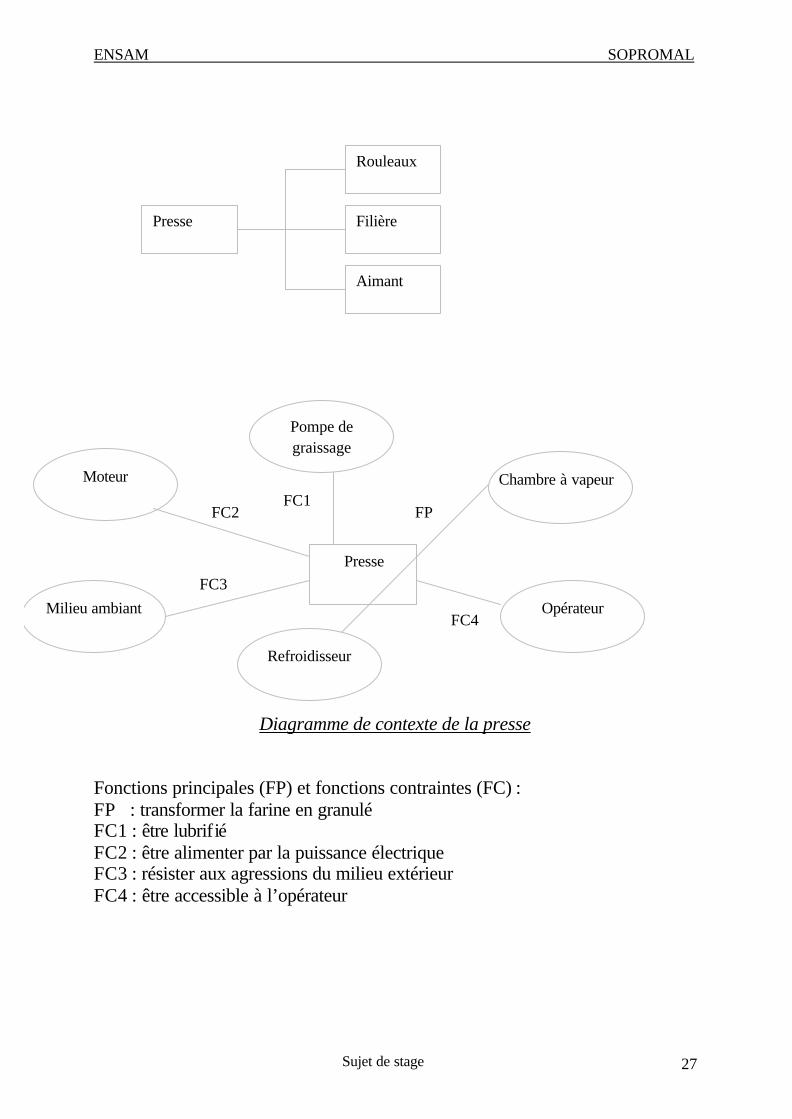
Diagramme de contexte de la presse
Fonctions principales (FP) et fonctions contraintes (FC) : FP : transformer la farine en granulé FC1 : être lubrifié FC2 : être alimenter par la puissance électrique FC3 : résister aux agressions du milieu extérieur FC4 : être accessible à l’opérateur
Presse
Rouleaux
Filière
Aimant
Opérateur Milieu ambiant
Moteur Chambre à vapeur
Pompe de graissage
Presse
Refroidisseur
FP FC1
FC2
FC3
FC4
ENSAM SOPROMAL
Sujet de stage 28
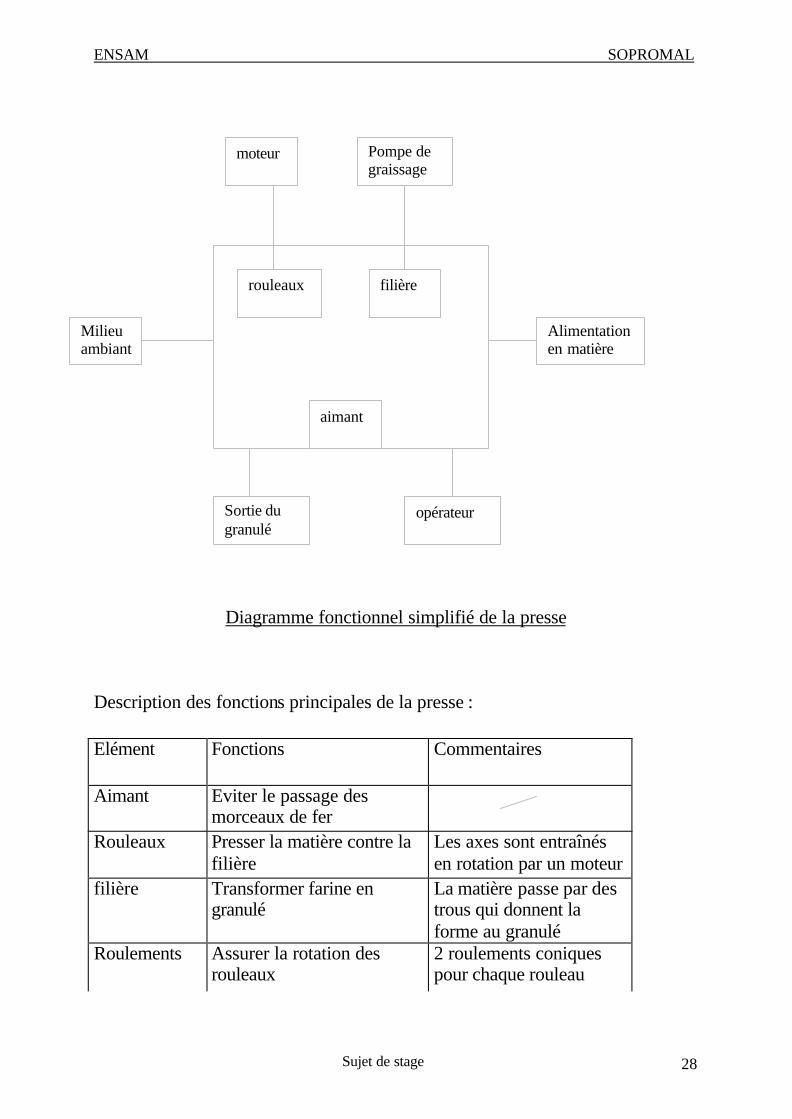
Diagramme fonctionnel simplifié de la presse Description des fonctions principales de la presse :
Elément Fonctions Commentaires
Aimant Eviter le passage des morceaux de fer
Rouleaux Presser la matière contre la filière
Les axes sont entraînés en rotation par un moteur
filière Transformer farine en granulé
La matière passe par des trous qui donnent la forme au granulé
Roulements Assurer la rotation des rouleaux
2 roulements coniques pour chaque rouleau
moteur Pompe de graissage
Alimentation en matière
Milieu ambiant
opérateur Sortie du granulé
rouleaux filière
aimant
ENSAM SOPROMAL
Sujet de stage 29
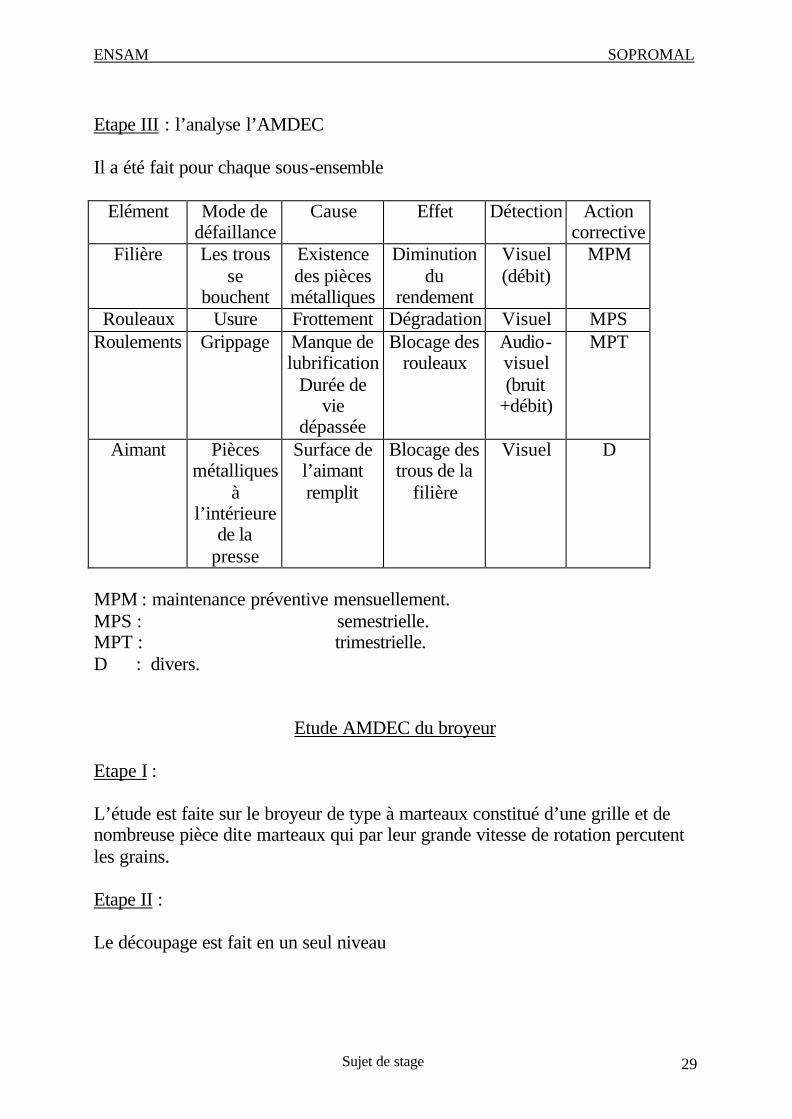
Etape III : l’analyse l’AMDEC Il a été fait pour chaque sous-ensemble
Elément Mode de défaillance
Cause Effet Détection Action corrective
Filière Les trous se
bouchent
Existence des pièces métalliques
Diminution du
rendement
Visuel (débit)
MPM
Rouleaux Usure Frottement Dégradation Visuel MPS Roulements Grippage Manque de
lubrification Durée de
vie dépassée
Blocage des rouleaux
Audio-visuel (bruit
+débit)
MPT
Aimant Pièces métalliques
à l’intérieure
de la presse
Surface de l’aimant remplit
Blocage des trous de la
filière
Visuel D
MPM : maintenance préventive mensuellement. MPS : semestrielle. MPT : trimestrielle. D : divers.
Etude AMDEC du broyeur
Etape I : L’étude est faite sur le broyeur de type à marteaux constitué d’une grille et de nombreuse pièce dite marteaux qui par leur grande vitesse de rotation percutent les grains. Etape II : Le découpage est fait en un seul niveau

ENSAM SOPROMAL
Sujet de stage 30
Diagramme de contexte du broyeur FP : transformer les grains en matière broyée. FC1 : être alimenter en puissance électrique. FC2 : résister aux agressions du milieu extérieur. FC3 : être accessible à l’opérateur.
broyeur
grille
marteaux
accouplement
Opérateur Milieu ambiant
Moteur
trémie
Broyeur
Elévateur
FP FC1
FC2 FC3
ENSAM SOPROMAL
Sujet de stage 31
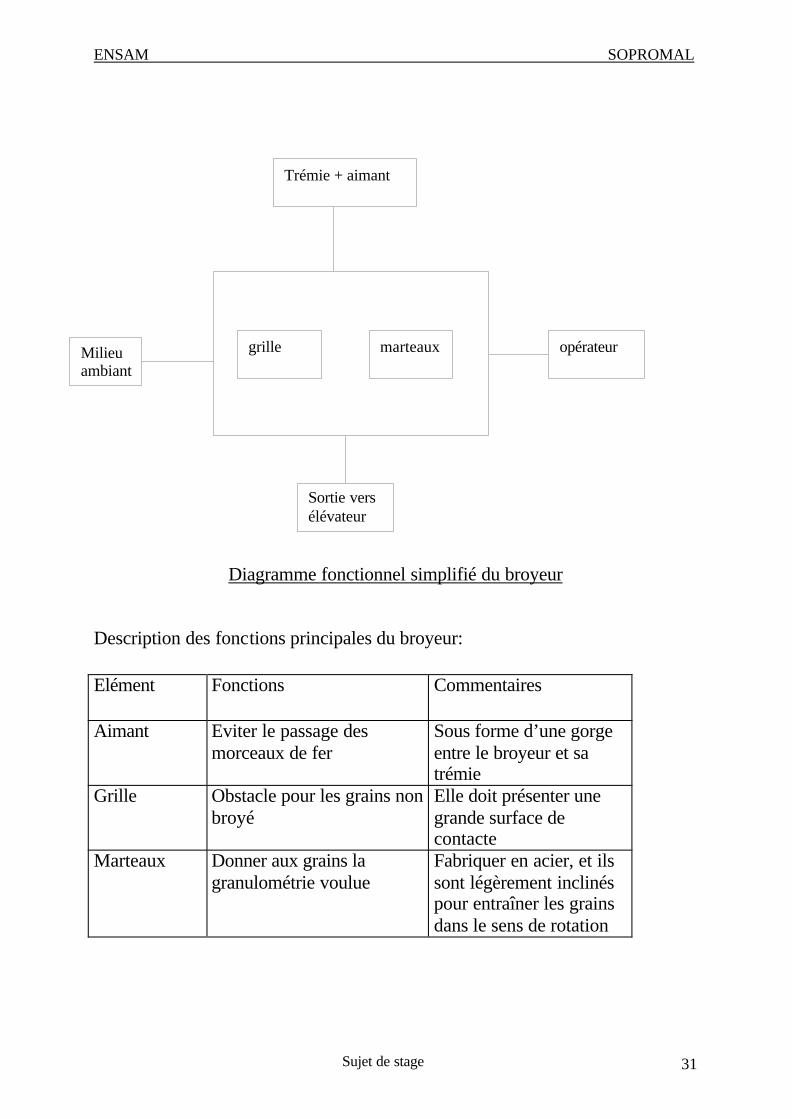
Diagramme fonctionnel simplifié du broyeur
Description des fonctions principales du broyeur:
Elément Fonctions Commentaires
Aimant Eviter le passage des morceaux de fer
Sous forme d’une gorge entre le broyeur et sa trémie
Grille Obstacle pour les grains non broyé
Elle doit présenter une grande surface de contacte
Marteaux Donner aux grains la granulométrie voulue
Fabriquer en acier, et ils sont légèrement inclinés pour entraîner les grains dans le sens de rotation
Trémie + aimant
Milieu ambiant
opérateur
Sortie vers élévateur
grille marteaux
ENSAM SOPROMAL
Sujet de stage 32
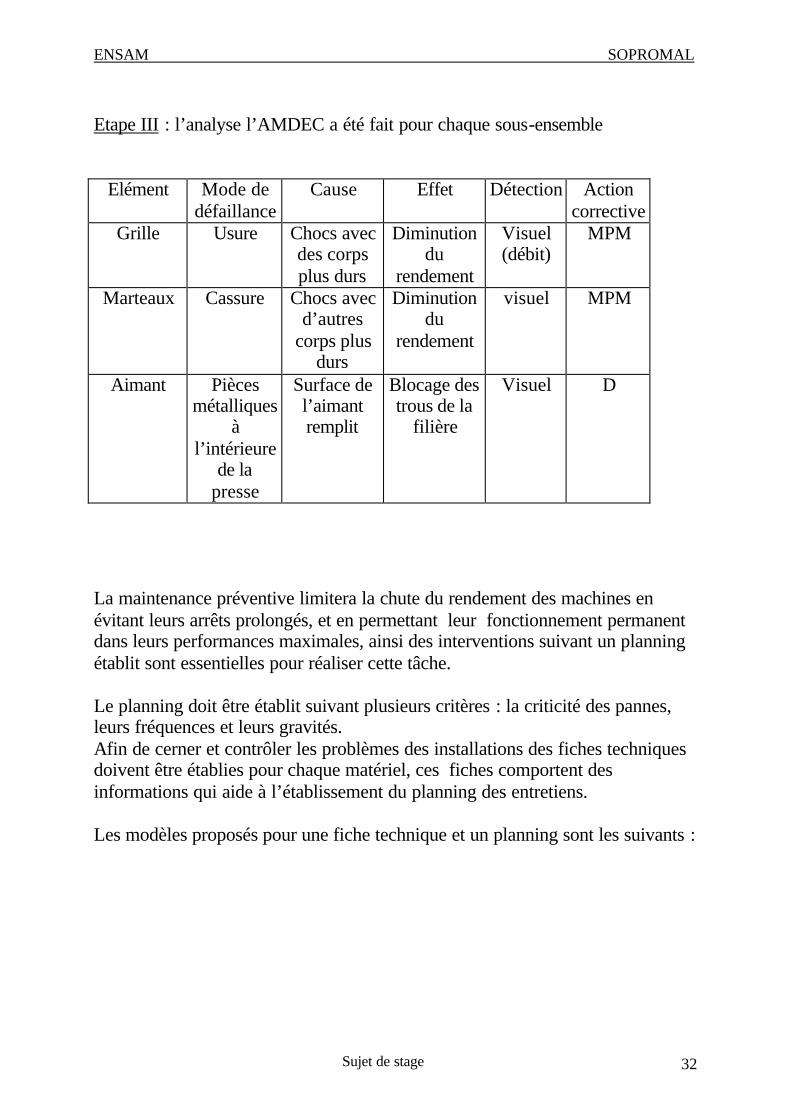
Etape III : l’analyse l’AMDEC a été fait pour chaque sous-ensemble
Elément Mode de défaillance
Cause Effet Détection Action corrective
Grille Usure Chocs avec des corps plus durs
Diminution du
rendement
Visuel (débit)
MPM
Marteaux Cassure Chocs avec d’autres
corps plus durs
Diminution du
rendement
visuel
MPM
Aimant Pièces métalliques
à l’intérieure
de la presse
Surface de l’aimant remplit
Blocage des trous de la
filière
Visuel D
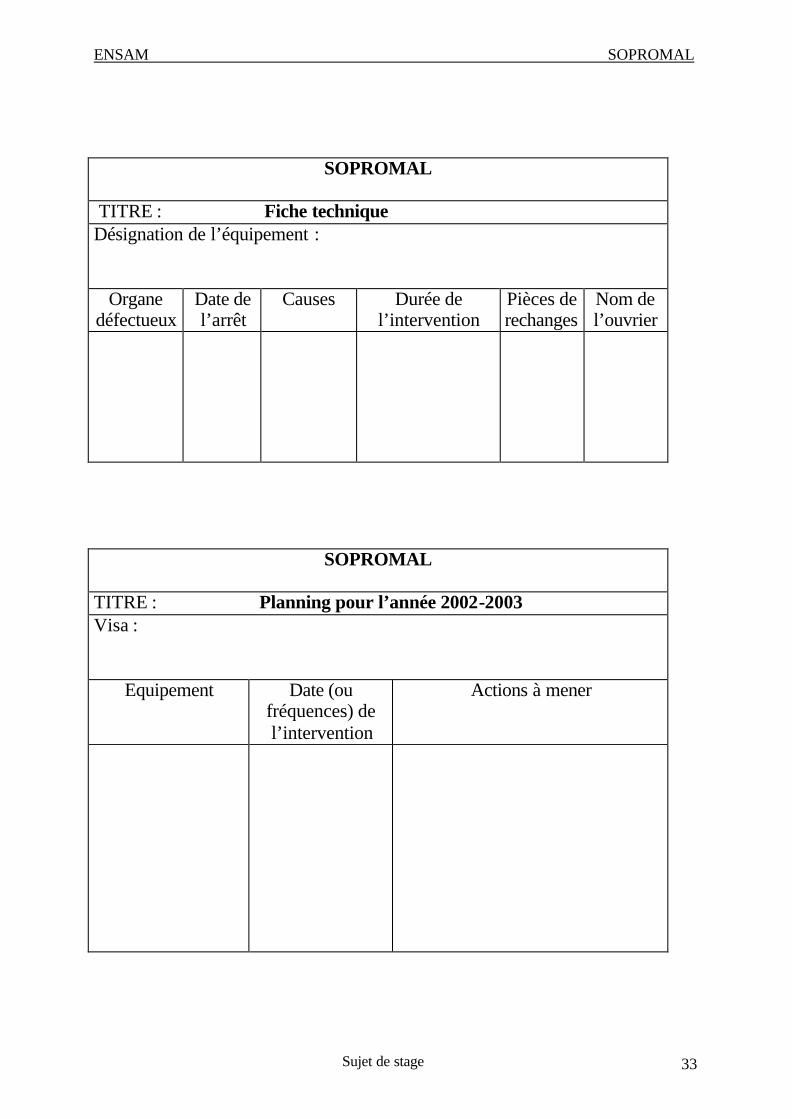
La maintenance préventive limitera la chute du rendement des machines en évitant leurs arrêts prolongés, et en permettant leur fonctionnement permanent dans leurs performances maximales, ainsi des interventions suivant un planning établit sont essentielles pour réaliser cette tâche. Le planning doit être établit suivant plusieurs critères : la criticité des pannes, leurs fréquences et leurs gravités. Afin de cerner et contrôler les problèmes des installations des fiches techniques doivent être établies pour chaque matériel, ces fiches comportent des informations qui aide à l’établissement du planning des entretiens. Les modèles proposés pour une fiche technique et un planning sont les suivants :
ENSAM SOPROMAL
Sujet de stage 33
SOPROMAL TITRE : Fiche technique Désignation de l’équipement :
Organe défectueux
Date de l’arrêt
Causes Durée de l’intervention
Pièces de rechanges
Nom de l’ouvrier
SOPROMAL
TITRE : Planning pour l’année 2002-2003 Visa :
Equipement Date (ou fréquences) de l’intervention
Actions à mener
ENSAM SOPROMAL
Sujet de stage 34
Entretien des élévateurs :
Le principal élément à surveiller est la bonne tension de la sangle pour éviter le patinage générateur d'usure prématurée de la sangle, d'échauffements et d'incendies.
«L'oreille» des responsables est aussi un important facteur de sécurité, car le bruit de l'élévateur renseigne souvent sur son fonctionnement.
Des regards transparents sur les brins montant et descendant permettent de contrôler le remplissage des godets et l'absence de grain au retour (défaut facile à déceler au bruit).
Entretien des Redlers :
Il faut vérifier régulièrement l'état de la chaîne, car les axes des maillons sont soumis à des efforts importants; les maillons et les barrettes s'usent par frottements sur le fond de l'auge.
L'entraînement de la chaîne est généralement assuré par un groupe motoréducteur, il faut vérifier le niveau d'huile et recompléter si nécessaire avec de l'huile préconisée par le constructeur.
Entretien des vis:
Les vis sont généralement entraînées par des ensembles moteur électrique plus poulies - courroies, il faut vérifier régulièrement l'état de ces courroies et leur tension.

ENSAM SOPROMAL
Sujet de stage 35
IV) LA QUALITE : La qualité des aliments produits dépend de deux facteurs :
? La composition chimique des éléments et leurs quantités dans les formules.
? L’état des machines et leur manipulation par les ouvriers. Les aliments produits par SOPROMAL sont farineux ou granulés dont la qualité est influencée par chaque étape du processus, ainsi pour avoir un produit de qualité il faut contrôler les problèmes qui influencent celle ci dans chaque étape à partir du stockage jusqu’à l’ensachage. Dans ce qui suit on essayera de déterminer les éléments qui influencent la qualité du produit et on citera quelques suggestions pour une éventuelle amélioration. ? Dosage : le grand intérêt doit être donner à cette partie du processus, c’est
l’étape par laquelle les impuretés s’infiltrent dans le processus influençant ainsi la formule et l’état des machines ( surtout la presse). La grille installée actuellement sur la trémie peseuse présentes des anomalies : des parties de la grille ont été enlevées lorsque l’usine produisait d’autres aliments qui nécessitaient un espace pour leur introduction dans la trémie peseuse, mais après que l’usine a arrêté la production de ces aliments, on n'a pas changé la grille. Pour faire obstacle aux pièces métalliques un aimant est installé au-dessous du carter du Redler mais qui reste insuffisant vu le grand nombre de pièce retrouvée à l’aval du circuit du processus.
? changement de la grille actuelle ou ajouter des petites grilles dans les parties détériorées.
? Nettoyage régulier de l’aimant ? Vérification quotidienne de la balance de dosage
? Broyage : l’état des marteaux est un facteur essentiel qui assure l'homogénéité du mélange, améliore la digestion de certains éléments et augmenter la qualité des granules.
? Vérification de l’état des marteaux et changement de ceux qui sont détériorés ? Nettoyage régulier de la partie aimantée au-dessus du broyeur. ? Mélange : la qualité du mélange dépend de la vitesse de rotation de l’arbre
du mélangeur, du temps de mélange et de l’état des rubans.
ENSAM SOPROMAL
Sujet de stage 36
On ce qui concerne les deux premiers facteurs ils sont fixes tandis que le facteur variable est l’état des rubans, en effet tant que l’état des rubans se détériore tant que la durée du mélange augmente et puisque celle ci est fixe on doit maintenir les rubans dans leur bon état. Actions à mener : ? Vérification régulière de l’état des rubans ? Respect du temps de mélange.
? Granulation : la production des granulés est un processus compliqué qui nécessite d’abord le matériel nécessaire et la main d’ouvre qualifiée, cette complexité est due au grand nombre de facteurs qui entrent dans la formation des granulés, citant :
- la nature de la filière : trou uniforme, trou avec contre perçage. - l’état de la filière. - la quantité des impuretés. - la composition chimique des aliments.
Obtenir un granulé de qualité revient à maîtriser ces facteurs Actions à mener :
? Maintenance de la filière suivant un planning. ? Nettoyage de l’aimant de la presse. ? Graissage quotidien des roulements de la presse. ? Remplacement du joint du malaxeur après sa détérioration
ENSAM SOPROMAL
Sujet de stage 37
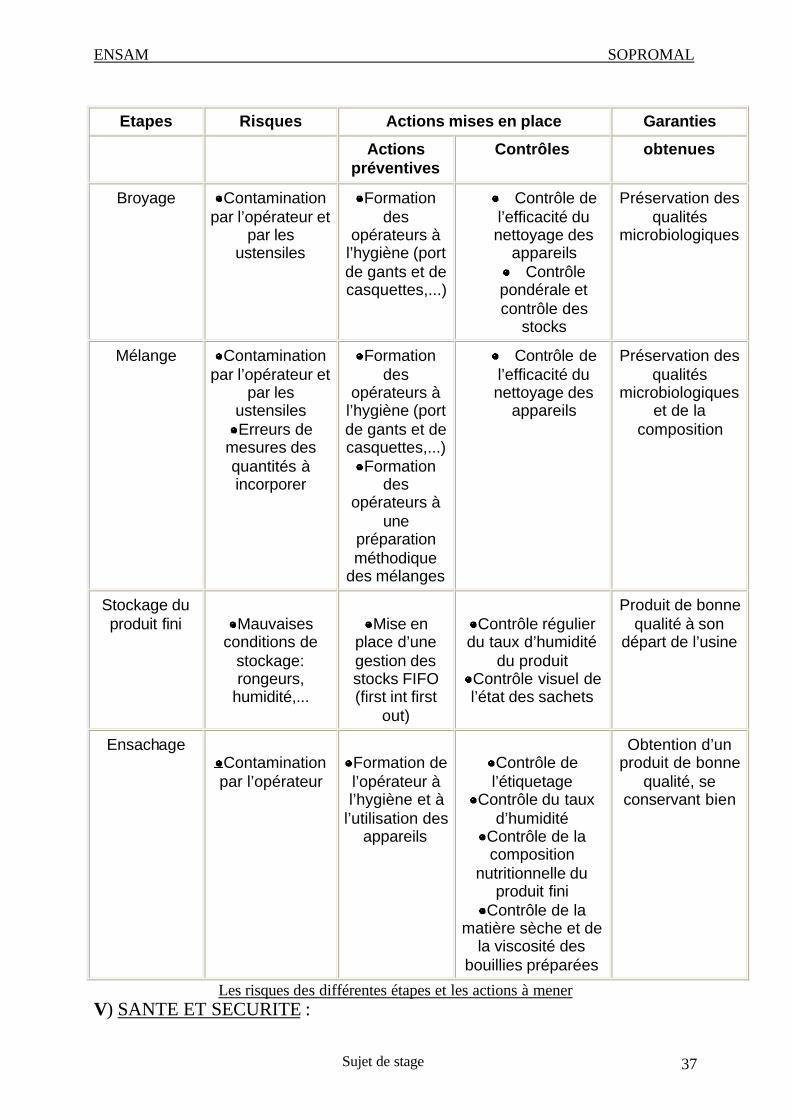
Les risques des différentes étapes et les actions à mener V) SANTE ET SECURITE :
Etapes Risques Actions mises en place Garanties
Actions préventives
Contrôles obtenues
Broyage
Contamination par l’opérateur et
par les ustensiles
Formation des
opérateurs à l’hygiène (port de gants et de casquettes,...)
Contrôle de l’efficacité du nettoyage des
appareils
Contrôle pondérale et contrôle des
stocks
Préservation des qualités
microbiologiques
Mélange Contamination par l’opérateur et
par les ustensiles
Erreurs de mesures des quantités à incorporer
Formation des
opérateurs à l’hygiène (port de gants et de casquettes,...)
Formation des
opérateurs à une
préparation méthodique
des mélanges
Contrôle de l’efficacité du nettoyage des
appareils
Préservation des qualités
microbiologiques et de la
composition
Stockage du produit fini
Mauvaises conditions de
stockage: rongeurs,
humidité,...
Mise en place d’une gestion des stocks FIFO (first int first
out)
Contrôle régulier du taux d’humidité
du produit Contrôle visuel de l’état des sachets
Produit de bonne qualité à son
départ de l’usine
Ensachage
Contamination par l’opérateur
Formation de l’opérateur à l’hygiène et à
l’utilisation des appareils
Contrôle de l’étiquetage
Contrôle du taux d’humidité
Contrôle de la composition
nutritionnelle du produit fini
Contrôle de la matière sèche et de
la viscosité des bouillies préparées
Obtention d’un produit de bonne
qualité, se conservant bien
ENSAM SOPROMAL
Sujet de stage 38
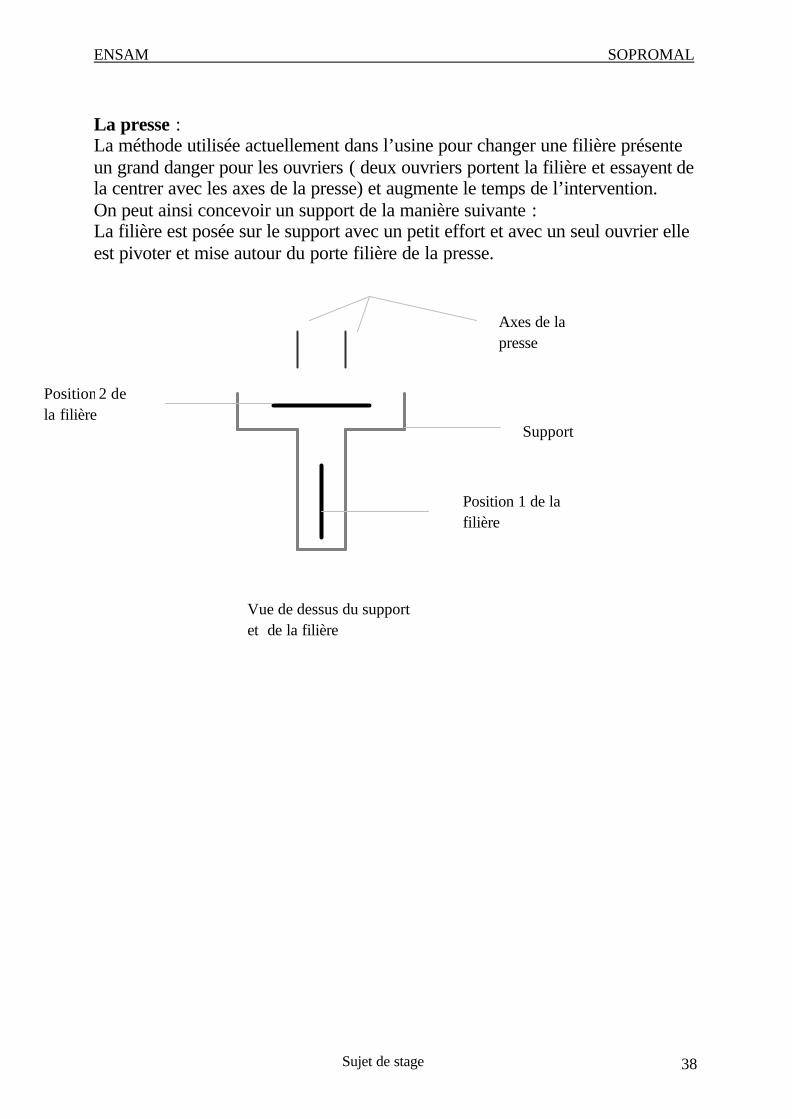
La presse : La méthode utilisée actuellement dans l’usine pour changer une filière présente un grand danger pour les ouvriers ( deux ouvriers portent la filière et essayent de la centrer avec les axes de la presse) et augmente le temps de l’intervention. On peut ainsi concevoir un support de la manière suivante : La filière est posée sur le support avec un petit effort et avec un seul ouvrier elle est pivoter et mise autour du porte filière de la presse.
Axes de la presse
Position 1 de la filière
Position 2 de la filière
Vue de dessus du support et de la filière
Support
ENSAM SOPROMAL
Sujet de stage 39
La poussière:
La présence de poussière constitue un problème particulièrement délicat. Or, cette poussière est inévitable dans le grain, des fines particules provenant des manutentions successives depuis la récolte jusqu'au stockage.
La poussière de céréales entraîne des risques d'incidents aussi nombreux que variés. Outre la dégradation des conditions de travail, la poussière peut provoquer:
? des pullulations d'insectes; ? des infestations de rongeurs
La lutte contre la poussière passe aussi par l'entretien systématique des locaux:
? nettoyage, ? aspiration et piégeage de la poussière avec du matériel approprié
Ainsi l’installation d’un ventilateur s’avère nécessaire surtout dans le poste de dosage.
L'entraînement du ventilateur peut être:
? direct (moteur et ventilateur clavetés sur le même arbre). Dans ce cas, le régime de rotation du ventilateur est fixe et correspond à la vitesse du moteur qui est normalisée. Les ventilateurs axiaux peuvent être entraînés à 480, 720, 950, 1 450 ou 2 950 tr/mn. Les ventilateurs centrifuges peuvent être entraînés à 950, 1450 ou 2 950 tr/mn.
? par poulies-courroies: ce montage, d'un prix élevé, présente l'avantage d'offrir un grand nombre de régimes de rotation, ceux-ci variant avec le diamètre es poulies (plus la poulie moteur est grande, plus vite tourne le ventilateur et plus la poulie moteur est petite, moins vite tourne le ventilateur.

ENSAM SOPROMAL
Sujet de stage 40
VI) CONCLUSION : L’étude réalisée dans ce stage nous a permis de mettre en évidence l’importance d’une bonne gestion temporelle des étapes du processus dans l’efficience du processus de production de l’usine SOPROMAL, et l’intérêt d’adopter une maintenance préventive afin d’assurer le bon fonctionnement des machines. La solution I proposé : qui consiste à augmenter la vitesse de la vis sous la trémie peseuse, et qui est la meilleure solution vu son rendement important 40.8t/h et son faible coût d’installation, apparaît plus efficace : (un rendement qui atteint les 71.8t/h) si on arrive à respecter une durée bien précise de chaque étape du processus ce qui montre l’impact important du facteur temps. La réalisation de la solution ne présente pas de soucis mais l’usine doit prendre en compte que l’augmentation du rendement nécessite un contrôle régulier et plus intensif des machines, une mise en place d’un espace de stockage plus grand et y assurer les conditions favorables, donc le défit qui se présente c’est de garantir la même qualité du produit. Un défit qui peut être relever en : Assurant les bonnes conditions de travail aux ouvriers. Respectant le planning des entretiens systématiques des installations. Contrôlant régulièrement la matière première et les produits finaux.