Récupération des graisses à la source : le témoignage … · La loi sur l’eau, la création...
7
Le CTSCCV a étudié, sur plusieurs cas concrets, l’intérêt technico-économique de valoriser le potentiel énergétique des déchets gras pour le transformer en vapeur ou en eau chaude utilisa- ble sur le site de production. L’objectif a été de développer une nouvelle filière d’élimination et de valorisation alternative à celles existantes aujourd’hui. L’étude a montré que cette filière constituait une voie de valorisation intéressante pour des entreprises disposant d’un volume de graisses assez important (plus de 300 t/an). Elle a également mis en évidence que des solutions de récupération à la source des graisses peuvent être très efficaces pour réduire les volumes de graisses à traiter en aval. CONTEXTE D’UNE ENTREPRISE DU SECTEUR DE LA CHARCUTERIE - SALAISON L’entreprise Triskel, qui a donné son accord pour diffuser son expérience, a été confrontée à son insu à une situation très tendue vis-à-vis de la gestion de ses déchets gras. Suite à un arrêt prolongé de l’activité de la société de service qui se charge de l’élimination de ces graisses, l’entreprise s’est retrouvée dans l’impossibilité d’évacuer les graisses extraites de ses effluents par le dégraisseur aéré raclé de sa station de prétraitement. Compte tenu du volume de graisses extrait jour- nellement et de l’impossibilité de leur évacuation Les effluents des entreprises de charcuterie-salaison ont la particularité de contenir des graisses en quantité assez élevée, compte tenu de la nature des matières premières mises en œuvre, de leurs acti- vités de production et des contraintes de nettoyage. La loi sur l’eau, la création des agences de l’eau et le durcissement des seuils de rejets de pollution des eaux usées ont eu pour effet l’accélération de la mise en place d’équipements de prétraitement, et notamment de dégraisseurs, au sein de la plupart des entreprises de charcuterie-salaison. Cela a grandement réduit le niveau de pollution des rejets des entreprises, mais la pollution contenue dans les eaux usées majoritairement sous forme de graisse et extraite par ces équipements a simple- ment transféré la problématique "pollution de l’eau" en problématique "gestion de nouveaux déchets". La réduction du nombre de filières d'élimination et l'augmentation des volumes de graisses à traiter issues des entreprises du secteur de l’agroalimentaire provoquent, depuis plusieurs années, des ten- sions de plus en plus importantes avec leurs prestataires de service dans ce domaine. Récupération des graisses à la source : le témoignage d’un industriel sur la technique par centrifugation MICKAËL LEGAY (1) , LOUIS GUILLOUET (1) , PIERRE-YVES ALLARD (2) ET PIERRE-HENRY DEVILLERS (3) (1) SDG Triskel, rue de l’Amiral Favereau, 56323 Lorient Cedex (2) Agence de l’Eau Loire-Bretagne, Délégation de Nantes, 1 rue Eugène Varlin, 44105 Nantes Cedex 4 (3) CTSCCV, 7 avenue du Général de Gaulle, 94704 Maisons-Alfort Cedex ÉTUDES INTRODUCTION 3 BULLETIN DE LIAISON DU CTSCCV / VOL. 13 N° 2/2003
Transcript of Récupération des graisses à la source : le témoignage … · La loi sur l’eau, la création...
Le CTSCCV a étudié, sur plusieurs cas concrets,l’intérêt technico-économique de valoriser lepotentiel énergétique des déchets gras pour letransformer en vapeur ou en eau chaude utilisa-ble sur le site de production. L’objectif a été dedévelopper une nouvelle filière d’élimination etde valorisation alternative à celles existantesaujourd’hui. L’étude a montré que cette filièreconstituait une voie de valorisation intéressantepour des entreprises disposant d’un volume degraisses assez important (plus de 300 t/an). Ellea également mis en évidence que des solutionsde récupération à la source des graisses peuventêtre très efficaces pour réduire les volumes degraisses à traiter en aval.
CONTEXTE D’UNE ENTREPRISEDU SECTEUR DE LA CHARCUTERIE -SALAISON
L’entreprise Triskel, qui a donné son accord pourdiffuser son expérience, a été confrontée à son insuà une situation très tendue vis-à-vis de la gestionde ses déchets gras. Suite à un arrêt prolongé del’activité de la société de service qui se charge del’élimination de ces graisses, l’entreprise s’estretrouvée dans l’impossibilité d’évacuer les graissesextraites de ses effluents par le dégraisseur aéréraclé de sa station de prétraitement.
Compte tenu du volume de graisses extrait jour-nellement et de l’impossibilité de leur évacuation
Les effluents des entreprises de charcuterie-salaison ont la particularité de contenir des graisses enquantité assez élevée, compte tenu de la nature des matières premières mises en œuvre, de leurs acti-vités de production et des contraintes de nettoyage. La loi sur l’eau, la création des agences de l’eau et le durcissement des seuils de rejets de pollutiondes eaux usées ont eu pour effet l’accélération de la mise en place d’équipements de prétraitement,et notamment de dégraisseurs, au sein de la plupart des entreprises de charcuterie-salaison.Cela a grandement réduit le niveau de pollution des rejets des entreprises, mais la pollution contenuedans les eaux usées majoritairement sous forme de graisse et extraite par ces équipements a simple-ment transféré la problématique "pollution de l’eau" en problématique "gestion de nouveaux déchets".La réduction du nombre de filières d'élimination et l'augmentation des volumes de graisses à traiterissues des entreprises du secteur de l’agroalimentaire provoquent, depuis plusieurs années, des ten-sions de plus en plus importantes avec leurs prestataires de service dans ce domaine.
Récupération des graisses à la source : le témoignaged’un industriel sur la techniquepar centrifugation
MICKAËL LEGAY(1), LOUIS GUILLOUET(1), PIERRE-YVES ALLARD(2) ET PIERRE-HENRY DEVILLERS(3)
(1) SDG Triskel, rue de l’Amiral Favereau, 56323 Lorient Cedex(2) Agence de l’Eau Loire-Bretagne, Délégation de Nantes, 1 rue Eugène Varlin, 44105 Nantes Cedex 4
(3) CTSCCV, 7 avenue du Général de Gaulle, 94704 Maisons-Alfort Cedex
ÉTUDESIN
TR
OD
UC
TIO
N
3
BULLETIN DE LIAISON DU CTSCCV / VOL.13 N° 2/2003
via une autre filière locale ou économiquementacceptable pour l’entreprise, des quantitésimportantes se sont très vite accumulées, provo-quant de fortes nuisances.
Malgré un retour à la normale quelques tempsplus tard, cette période difficile n’a pas été sansmarquer l’entreprise dans son ensemble.Soucieuse du respect de l’environnement, elle amis en œuvre toutes les solutions techniquesprovisoires possibles et à la hauteur de sesmoyens afin de maintenir les seuils de rejets aux-quels elle est soumise.
Depuis cette période, l’entre-prise a décidé de prendre desmesures pour que cettesituation ne puisse se repro-duire. L’objectif a été detrouver un moyen de
réduire le volume des graisses extraites auniveau du dégraisseur pour diminuer sa dépen-dance vis-à-vis de son prestataire. L’entreprises’est lancée alors dans la conception d’un sys-tème performant de récupération des graisses àla source. Ce projet novateur et ambitieux a étéimaginé et mené à terme par le responsable duservice technique de l’entreprise.
PRÉSENTATION DE L’ENTREPRISE
L’entreprise a une activité de produc-tion de 3 000 t/an de produits finis.
Elle fabrique principalement desandouilles et andouillettes. Ces derniè-
res ont été identifiées dansune étude menée par le
Récupération des graisses à la source : le témoignage d’un industriel sur la technique par centrifugation
4
BULLETIN DE LIAISON DU CTSCCV / VOL.13 N° 2/2003

CTSCCV comme étant les produits dont la fabri-cation donne le ratio quantité de graisses parproduit fini (PF) le plus élevé de la profession.L’entreprise est équipée d’un dégraisseur aéréraclé pour traiter ses effluents avant de lesenvoyer vers une station d’épuration de la ville. Ilpossède un rendement moyen de 40% sur leparamètre graisse. Il extrait ainsi en moyenne28 m3 de graisses d’effluents par mois. Le ratiograisse/PF est de 10%, ce qui signifie que quandune tonne de produits finis est fabriquée, 100 kgde graisses d’effluents sont récupérés.
Les graisses extraites au niveau du dégraisseurcontiennent une très large proportion d’eau.Malgré l’évacuation du sous-nageant quidécante après un certain temps de stockagedans les bacs récupérateurs, les graissescontiennent encore 50 à 70% d’eau. Cette frac-tion aqueuse est incompressible.
Une étude interne a identifié clairement deuxsources majeures de pollution. Ce sont principa-lement les ateliers de pochage des matières pre-mières et de cuisson des produits qui génèrentles graisses contenues dans les effluents del’usine.
LE PROCÉDÉ DE TRAITEMENT À LA SOURCE
Le choix technique et stratégique s’est doncporté sur la récupération à la source des jus decuisson issus des 2 ateliers principaux de cuis-son et de pochage.
Un système de collecte entièrement calorifugéachemine environ 30 m3/j de jus issus de ces ate-liers dans une première cuve intermédiaire destockage de 12 m3. Celle-ci est dimensionnéepour pouvoir recueillir la totalité des vidanges desmarmites des 2 ateliers. Elle joue un rôle tamponen terme hydraulique, en régulant les à-coupsdes flux entrants de jus dans l’installation de trai-tement à la source. Les jus recueillis à ce stade
sont chauds (plus de 80°C) et de constitutionhétérogène. Cette dernière varie selon la propor-tion de la provenance des jus (atelier de pochageou atelier de cuisson) et selon les types de pro-duits fabriqués (andouilles, andouillettes,...).
Cette cuve de stockage est équipée d’un sys-tème de brassage mécanique qui assure l’homo-généité du mélange des différents jus collectésen terme de composition. Elle possède aussi unréseau d’injection directe de vapeur régulée pardes capteurs de température, qui maintient lesjus à une température proche de 90°C. La cuveest calorifugée pour réduire les pertes d’énergie.L’ensemble de ces dispositifs évite une chute dela température des jus qui provoquerait une priseen masse et/ou une décantation des matières ensuspension et de la graisse.
Les jus homogénéisés subissent un premier trai-tement. Ils sont passés sur 2 tamis successifsdont les seuils de coupure sont respectivementde 500 µm (photo 1) et 350 µm (photo 2).
ÉTUDES
5
BULLETIN DE LIAISON DU CTSCCV / VOL.13 N° 2/2003
PHOTO 1. Tamis rotatif.
Ils séparent la plus large fraction de matière ensuspension des jus avant qu’ils soient stockés ànouveau dans une nouvelle cuve de 12 m3
(photo 3). Elle est, comme la cuve précédente,calorifugée et maintenue en température par2 buses d’injection directe de vapeur. Cette der-nière constitue la cuve de stockage des jus pré-traités avant l’étape de traitement final.
Une pompe de reprise permet d’acheminer quasi-ment en continu un jus prétraité et homogènemonté à 95° C vers une centrifugeuse Alfa Laval 3phases (photo 4). Les professionnels de ce typed’équipement nomment cet appareil : séparateurauto-débourbeur. Le principe de la technique decentrifugation est d’utiliser une énergie méca-nique pour multiplier la force gravitationnelle
appliquée au produit liquide à traiter. La vitesse dedécantation des différents constituants s’entrouve décuplée. Ceux-ci sont séparés presqueinstantanément en fonction de leurs caractéris-tiques physiques (essentiellement selon leur tailleet leur poids) et sur les caractéristiques et régla-ges de la centrifugeuse.
Le schéma détaillé d’un bol auto-débourbeur estrepris sur la figure 1.
La centrifugeuse a une capacité de traitement de4 m3/h. Le fluide à centrifuger est injecté au cen-tre du bol. Il est séparé en différents constituantsselon 3 phases :
• une phase dite "lourde" qui est propulsée versles parois extérieures du bol,
Récupération des graisses à la source : le témoignage d’un industriel sur la technique par centrifugation
6
BULLETIN DE LIAISON DU CTSCCV / VOL.13 N° 2/2003
PHOTO 3. Cuve tampon.
PHOTO 4. Centrifugeuse.
PHOTO 5. Cuve de stockage.
PHOTO 2. Tamis courbe.
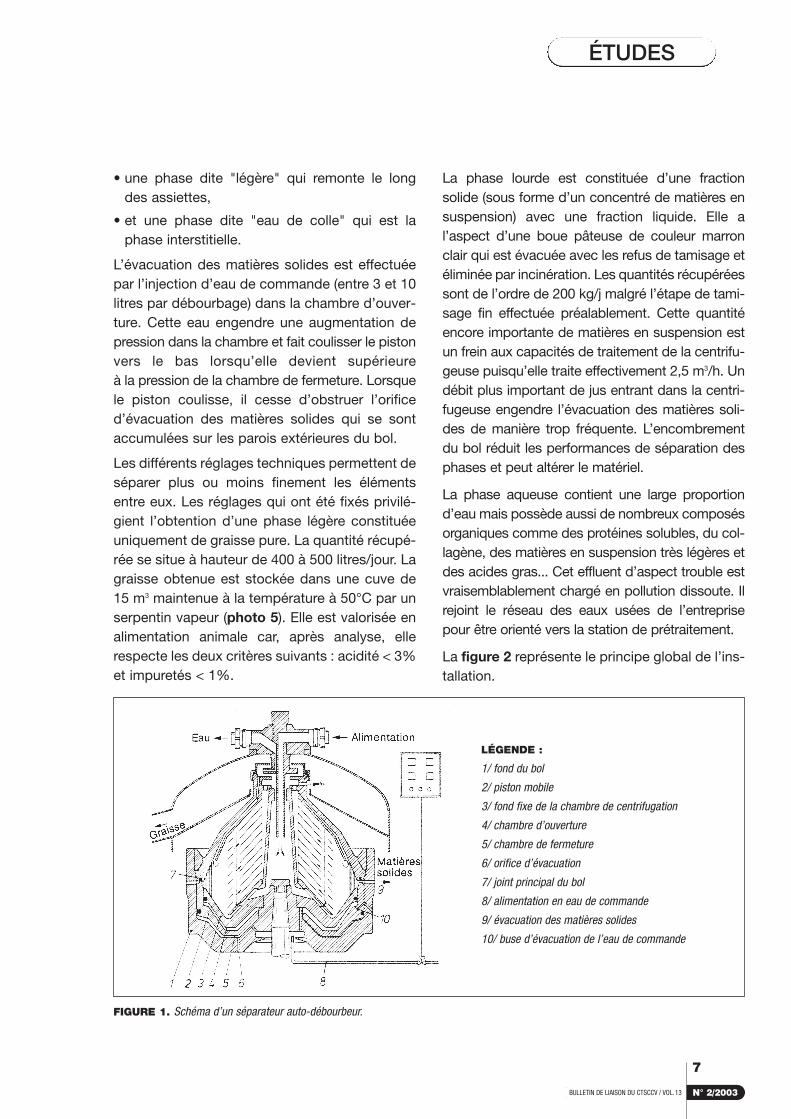
• une phase dite "légère" qui remonte le longdes assiettes,
• et une phase dite "eau de colle" qui est laphase interstitielle.
L’évacuation des matières solides est effectuéepar l’injection d’eau de commande (entre 3 et 10litres par débourbage) dans la chambre d’ouver-ture. Cette eau engendre une augmentation depression dans la chambre et fait coulisser le pistonvers le bas lorsqu’elle devient supérieureà la pression de la chambre de fermeture. Lorsquele piston coulisse, il cesse d’obstruer l’orificed’évacuation des matières solides qui se sontaccumulées sur les parois extérieures du bol.
Les différents réglages techniques permettent deséparer plus ou moins finement les élémentsentre eux. Les réglages qui ont été fixés privilé-gient l’obtention d’une phase légère constituéeuniquement de graisse pure. La quantité récupé-rée se situe à hauteur de 400 à 500 litres/jour. Lagraisse obtenue est stockée dans une cuve de15 m3 maintenue à la température à 50°C par unserpentin vapeur (photo 5). Elle est valorisée enalimentation animale car, après analyse, ellerespecte les deux critères suivants : acidité < 3%et impuretés < 1%.
La phase lourde est constituée d’une fractionsolide (sous forme d’un concentré de matières ensuspension) avec une fraction liquide. Elle al’aspect d’une boue pâteuse de couleur marronclair qui est évacuée avec les refus de tamisage etéliminée par incinération. Les quantités récupéréessont de l’ordre de 200 kg/j malgré l’étape de tami-sage fin effectuée préalablement. Cette quantitéencore importante de matières en suspension estun frein aux capacités de traitement de la centrifu-geuse puisqu’elle traite effectivement 2,5 m3/h. Undébit plus important de jus entrant dans la centri-fugeuse engendre l’évacuation des matières soli-des de manière trop fréquente. L’encombrementdu bol réduit les performances de séparation desphases et peut altérer le matériel.
La phase aqueuse contient une large proportiond’eau mais possède aussi de nombreux composésorganiques comme des protéines solubles, du col-lagène, des matières en suspension très légères etdes acides gras... Cet effluent d’aspect trouble estvraisemblablement chargé en pollution dissoute. Ilrejoint le réseau des eaux usées de l’entreprisepour être orienté vers la station de prétraitement.
La figure 2 représente le principe global de l’ins-tallation.
ÉTUDES
7
BULLETIN DE LIAISON DU CTSCCV / VOL.13 N° 2/2003
FIGURE 1. Schéma d’un séparateur auto-débourbeur.
LÉGENDE :
1/ fond du bol
2/ piston mobile
3/ fond fixe de la chambre de centrifugation
4/ chambre d’ouverture
5/ chambre de fermeture
6/ orifice d’évacuation
7/ joint principal du bol
8/ alimentation en eau de commande
9/ évacuation des matières solides
10/ buse d’évacuation de l’eau de commande

Récupération des graisses à la source : le témoignage d’un industriel sur la technique par centrifugation
8
BULLETIN DE LIAISON DU CTSCCV / VOL.13 N° 2/2003
FIGURE 2. Schéma du principe global de l’installation.

ÉTUDES
9
BULLETIN DE LIAISON DU CTSCCV / VOL.13 N° 2/2003
RÉSULTATS
Les jus issus des 2 ateliers (pochage et cuisson)sont des effluents très concentrés en terme depollution. Ils représentent seulement 30% duvolume des rejets de l’entreprise mais plus de50% de la pollution globale.
Les avantages de la solution de traitement à lasource s’avèrent multiples. En collectant deseffluents déjà concentrés par nature, cette tech-nique permet de traiter des volumes plus faibleset donc de concevoir une installation de traite-ment plus réduite.
D’autre part, la récupération des jus de cuissonà la source offre des perspectives de valorisationdes sous-produits après leur traitement beau-coup plus intéressantes. En effet, la valorisationmatière est inenvisageable dans le cas d’unerécupération plus tardive des effluents au niveaudu réseau d’eaux usées.
Les résultats obtenus par l’entreprise depuis lamise en place de cette installation sont consé-quents. Cela a permis de réduire les volumes degraisses d’effluents extraites par le dégraisseurde la station de prétraitement de plus de 65%.
Les graisses pures extraites uniquement des jusdes 2 ateliers de pochage et de cuisson repré-sentent un volume de 400 à 500 litres/jour. La
gestion globale des graisses et déchets gras estlargement simplifiée par la réduction des volu-mes et les graisses pures issues du traitementdes jus seuls sont valorisées en tant que matièredans la filière de l’alimentation animale.
CONCLUSION
Les résultats de l’installation confirment les for-tes potentialités d’amélioration de la gestiondes graisses par la réduction des volumes enprenant le problème à la source. L’intérêt de latechnique permet aussi surtout de pouvoirredonner une valeur marchande à une fractionde la biomasse contenue dans la plupart desjus des entreprises de la charcuterie-salaison.
Cette technologie permet à l’entreprise deretrouver une certaine autonomie vis-à-vis de lagestion de ses graisses. Elle réduit largement lescoûts de transport par la réduction des rotationsde reprise des déchets graisseux.
REMERCIEMENTS
L’ensemble du projet a été soumis à l’Agence del’eau Loire-Bretagne, qui a soutenu l’entreprise àhauteur de 40% du montant total de l’investisse-ment réalisé.